Электроды для нержавейки маркировка: Электроды по нержавейке: маркировка, марки, особенности применения
Содержание
Электроды по нержавейке: марки, технология сварки
Главная » Обработка металла » Сварка » Какие марки электродов применяют при сварке нержавейки?
На чтение 4 мин
Содержание
- Свойства нержавейки
- Методы сварки
- Важность применения специализированных электродов
- Маркировка и типы электродов
- ЦЛ-11
- ОЗЛ-6
- НЖ-13
- Другие марки
Сварка стали нержавеющего типа представляет собой достаточно трудоёмкий процесс, который связан с особенностями структуры материала. Электроды по нержавейке позволяют получать надёжные, прочные, однородные сварные швы. Предназначены соединения нержавеющих конструкций, механизмов.
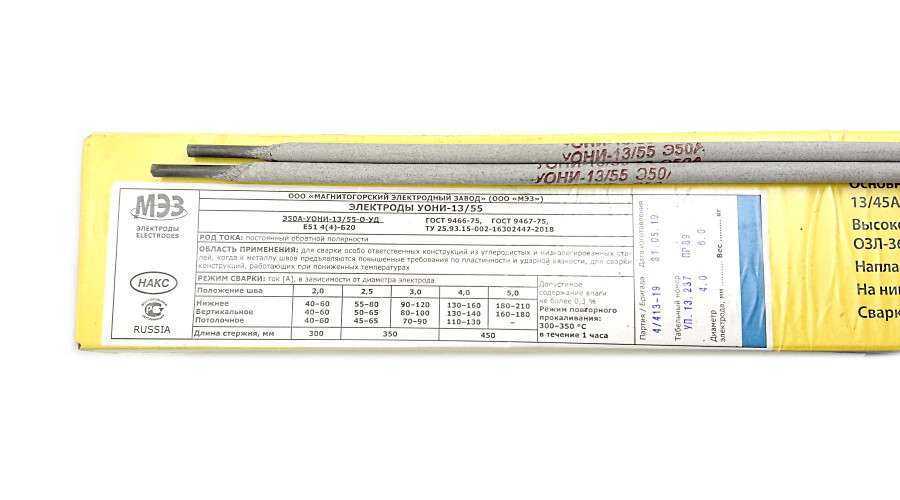
Упаковка электродов для сварки нержавейки
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Методы сварки
Технологии, в которых допустимо применение сварочных электродов для конструкций из нержавеющей стали:
- импульсно-дуговая для приваривания конструктивных элементов толщиной менее 0,1 мм, требуется применение электродов для сварки с определённым составом покрытия;
- короткодуговая для приваривания конструкций, толщина которых составляет менее 3 мм;
- плазменная – универсальный метод позволяющий сваривать нержавейку любых составов;
- струйная дуговая – используется для соединения крупных деталей с подводом плавящейся проволоки.

Сварщик самостоятельно должен подбирать электроды в зависимости от толщины соединяемых заготовок, их состава, а также особенности эксплуатации сварных конструкций.
Рекомендации по сварке:
- если перегревать металл выше +500 0С, то растёт вероятность появления кристаллизационных трещин;
- при прогреве нержавейки в диапазоне +350 0С — +500 0С наступает охрупчивание детали, что может привести к потере прочностных свойств;
- получение качественного сварного шва гарантировано при прогреве заготовки до +1200 0С с последующим охлаждением в течение 180 минут;
- длительный прогрев нержавеющей стали не рекомендуется, так как она частично теряет свои свойства;
- при послойной наварке необходимо каждый предыдущий слой доводить до +100 0С;
- для схватывания двух конструкционных элементов нужно уменьшить зазор между ними.
Сварка нержавейки в большинстве случаев проводится в защитной газовой атмосфере. При выборе состава покрытия электрода требуется учёт его толщины, прочности, свойств.
При выборе состава покрытия электрода требуется учёт его толщины, прочности, свойств.
При формировании шва не нужно резко перемещать электрод вдоль поверхности. Обычно в результате неправильных действий могут возникать внутри него деформации, трещины или другие дефекты, а также формироваться окислы.
Важно придерживаться следующих правил:
- недопустимо проникновение в сварную ванну вольфрама или соединений на его основе, для этого дуга зажигается отдельно;
- шов следует защитить струёй аргона.
Важность применения специализированных электродов
Использовать электроды для нержавейки важно по следующим причинам:
- при повышенных температурах теряются антикоррозионные свойства, а состав обмазки позволяет их сохранить;
- в результате малого коэффициента расширения могут возникать внутренние напряжения или деформации внутри швов либо в соединяемых конструкциях;
- из-за низкой теплопроводности сложно равномерно прогревать металл.

От правильности выбора температурного режима полностью зависит, насколько сварной шов будет соответствовать необходимым техническим характеристикам. При прогреве сталь деформируется и велика вероятность появления межкристаллической коррозии. Специальные составы покрытий позволяют предотвратить такие негативные последствия.
Маркировка и типы электродов
Наиболее распространённые электроды по свариванию нержавейки имеют следующие маркировки:
- ЦЛ-11;
- ОЗЛ-6;
- НЖ-13.
Остальные марки электродов для сварки деталей из нержавейки менее популярны по причине узости применения, высокой стоимости или технических параметров.
Маркированные электроды для сварки нержавейки
ЦЛ-11
ЦЛ-11 – электроды для сварки хромоникелевой нержавейки при +4500С. Преимущества сварных швов:
- несклонность к кристаллизационным коррозионным процессам;
- однородность наплавляемого слоя;
- в процессе сваривания не образуются брызги расплавленного металла.
ОЗЛ-6
ОЗЛ-6 – электроды, применяемые для сварки нержавеющей стали, которую предполагается эксплуатировать в условиях повышенных температур до +10000С. Преимущества идентичны ЦЛ-11.
НЖ-13
НЖ-13 – марка электродов по свариванию нержавейки, применяемой в пищевой промышленности, сплавов на основе никеля, хрома, молибдена. Используются для формирования швов, которые предполагается эксплуатировать при температуре окружающей среды до +3500С.
Другие марки
Существуют также и другие маркировки электродов по нержавейке, которые также позволяют получать надёжные швы:
- ЗИО-8 используются для соединения жаростойких нержавеющих сталей. Выпускаются со стандартной по составу обмазкой, позволяющей проводить работы на постоянном или переменном токе.
- НИИ-48Г имеют универсальное применение, можно сваривать стали низколегированного класса. Расположение относительно поверхности допускается любое удобное.
- ОЛЗ-17У применяют для сталей, которые предполагается эксплуатировать в химически активных средах.
- ЭА для сваривания конструкционных элементов из стальных сплавов высоколегированных марок. Рекомендуется применять при короткодуговой сварке.
- ОК 63.30 – электроды для сварки нержавейки любой марки.
( 2 оценки, среднее 4 из 5 )
Поделиться
Переходные электроды для сварки нержавейки:маркировка,какими варить
Сваривание нержавеющей стали является одним из наиболее сложных моментов, которые встречаются на практике у мастеров. Вся проблема заключается в поведении металла в расплавленном состоянии, которое заметно отличается от других сортов стали. Он становится в жидком состоянии не вязким, а подобным воде, так что быстро растекается и из него сложно сформировать нормальный валик шва. Электроды по нержавейке обладают такими же свойствами, так как в них содержится тот же состав, что и в основном металле. Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.
Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.
Внешний вид электродов для сварки нержавейки
Это далеко не единственная проблема, которая возникает во время процесса. Нередко после температурной обработки шов теряет свои антикоррозионные свойства. Это очень распространенная проблема, поэтому, электроды для сварки нержавейки инвертором содержат дополнительное количество легирующих материалов, отвечающих за антикоррозионные свойства. Они должны компенсировать ту часть, которая испаряется во время сварки. Это очень важный момент выбора, пропуск которого может привести к браку. Для этой цели могут также использоваться флюсы в качестве добавок. Как правило, используются электроды для сварки постоянным током обратной полярности, так как при переменном качество соединения будет сильно страдать.
Электроды для сварки нержавейки постоянным током
Обмазка хоть и должна обеспечивать безопасность сварочной дуги, а также ванны расплавленного металла, но не всегда с этим хорошо справляется. Сварка тонкой нержавейки представляет собой особо сложный процесс. Для этого требуется подбирать тонкие электроды, что также осложняет процесс проведения сварки из-за риска прожига.
Область применения данных материалов достаточно широка, так что несмотря на все неудобства, приходится искать решения проблем путем улучшения свойств расходных материалов. Они используются в ремонтных мастерских, для соединения металлоконструкций, в литейном производстве, для сваривания металлопроката, создания корпусов изделий и прочих вещей. Сварочные электроды по нержавейке являются неотъемлемой частью ремонта трубопроводов, выполненных из данного металла. Электроды для сварки нержавеющей стали создаются по ГОСТ 9466-75.
Виды электродов для нержавейки
Достаточно распространенными являются шведские марки от компании ESAB, которые представлены в широкой линейке различными вариантами с несколько отличающимися свойствами.
- ОК61.30 – это универсальные электроды для нержавеющей стали, которые могут применяться для многих сплавов. Особенно хорошо они подходят для изделий с добавками в виде хрома и никеля. Наплавленный металл получается достаточно стойким к коррозии.
- ОК6135 – данная марка предназначена для сварки нержавейки с повышенными требованиями к качеству. Наплавленный металл получается достаточно прочным, так что может выдерживать сильные нагрузки. С его помощью сваривают ответственные сооружения и конструкции.
- ОК67.45 – эта марка электродов для сварки нержавеющей стали обладает повышенными свойствами свариваемости, так что ее рекомендуется применять для самых сложных ситуаций, когда условия не совсем пригодны для соединения.
- ОК63.30 – в данной марке стержни обладают относительно низким содержанием углерода, поэтому, подходят для тех металлов, в которых содержание данного металла также находится на низком уровне.
Электроды для сварки нержавейки марки ОК
Среди отечественных марок также имеются представители, которые часто используются в промышленности и частной сфере:
- ЦТ15 – этот электроды для сварки нержавеющей стали 12х18н10т.
 Они обладают высокой температурной стойкостью и могут выдержать большие перегрузки по данному параметру. Также они оказываются стойкими к химическим средам.
Они обладают высокой температурной стойкостью и могут выдержать большие перегрузки по данному параметру. Также они оказываются стойкими к химическим средам.
Электрод ЦТ 15 для сварки нержавейки
- ОЗЛ8 – наплавочные материалы, которые обладают достаточно длительным сроком эксплуатации и служат для создания соединений высокой прочности. Они сохраняют антикоррозийные свойства даже после температурной обработки.
Сварочный электрод ОЗЛ 8
- ОЗЛ6 – универсальная марка, которая может применяться как для сваривания чистой нержавеющей стали, так и для сварки нержавейки с черным металлом.
Сварочный электрод ОЗЛ 6
Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
На примере одной из марок видно, что может содержаться в высоколегированной стали:
Химический элемент | Относительное содержание,% |
Углерод | 0,09 |
Марганец | 1,9 |
Кремний | 0,38 |
Никель | 12,8 |
Хром | 24,9 |
Сера | 0,011 |
Фосфор | 0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Технические характеристики | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 150 |
| Предел текучести, МПа | 410 |
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
«Важно! При выборе следует всегда обращать внимание на аналоги, которые могут стать хорошей заменой отечественным маркам».
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
Диаметр, мм | Нижнее, А | Верхнее, А | Потолочное, А |
2 | 30…50 | ||
2,5 | 40…60 | ||
3 | 50…100 | 50…60 | 50…60 |
4 | 90…150 | 100…120 | 100…120 |
5 | 120…180 | 120…150 |
Производители
- СпецЭлектрод;
- ESAB;
- Эком-Плюс;
- Вадис-М;
- Фрунзе-Электрод.
Электрохимическая маркировка и травление – все, что вам нужно знать
Маркировка и травление |
Среда, 14 октября 2020 г.
Электрохимическая маркировка и травление – простой и удобный способ маркировки/травления нержавеющей стали и других типов металлических поверхностей
Что такое электрохимическая маркировка и как она работает?
Электрохимическая маркировка представляет собой процесс, при котором поверхностей из проводящего металла маркируются и маркируются с помощью электрический ток и мягкие электролитические жидкости.
Но чем этот процесс отличается от других методов маркировки?
Каким образом постоянные являются результатами электрохимической маркировки и почему этот важен для промышленного производства и хобби?
Ответы на эти вопросы и другую важную информацию об электрохимическом процессе можно найти ниже.
Маркировка металлов и травление – есть ли разница?
Прежде чем сравнивать различные методы маркировки и оценивать их важность , мы должны сначала объяснить различие между некоторыми терминами, которые часто используются одновременно для описания этого процесса.
Такие термины, как «маркировка » и «травление» , часто используются взаимозаменяемо для описания двух аналогичных операций клеймения металлов.
Однако между этими двумя процессами есть небольшая, но существенная разница. Это следует учитывать при выборе подходящего оборудования для вашего приложения.
- Маркировка создает темный отпечаток на поверхности металла без изменения его верхнего слоя. Таким образом, потемнение цветового тона поверхности является единственным изменением, происходящим в результате этого процесса.
- Травление производит небольшой надрез на поверхности металла, а удаляет часть материала. Полученная метка имеет светлый/беловатый оттенок .
Подробнее о разнице между электрохимической маркировкой и травлением читайте ЗДЕСЬ.
Почему важна постоянная маркировка металлических деталей и поверхностей?
Металлические детали и машины маркированы и выгравированы для прослеживаемости и расширенного клеймения . Сюда входят логотипы , QR-коды, серийные номера, даты и другая информация, относящаяся к промышленному производству.
Отслеживание и идентификация деталей также предписываются законом во все большем числе отраслей.
Металлическая маркировка также широко применяется в изготовление ножей, лепка и другие формы тонкого мастерства.
Если вы хотите узнать больше о важности электролитической маркировки в различных отраслях и секторах, мы рекомендуем нашу подробную статью ниже:
Применение электролитической маркировки и травления в различных отраслях промышленности — см. Где электрохимический процесс является наиболее подходящим
Методы и приемы маркировки/травления
Существует несколько различных методов маркировки и травления и методов, доступных профессионалам отрасли. Вот основные из них:
- ЛАЗЕРНАЯ МАРКИРОВКА И ТРАВЛЕНИЕ
Этот метод включает испускание сфокусированных световых лучей искусственно усиленных для получения желаемых результатов на металлической поверхности.
Машины для лазерной маркировки и травления различаются по размеру и типу — Волоконный, углекислотный (CO2) и ультрафиолетовый (УФ) — это лишь некоторые из вариантов.
Все они обеспечивают быстрые, четкие и стабильные результаты на металлических поверхностях. Тем не менее, вы также должны быть готовы к существенным капиталовложениям из-за высокой цены большинства качественных моделей.
- ТОЧЕЧНАЯ УГЛУБЛЕНИЕ (ИНГ) — это прежде всего процесс гравировки, выполняемый с помощью специального стилуса , который создает точечный узор/дизайн на поверхности металла.
Щуп управляется пневматически или электромеханически. Метод Dot Peen в основном применяется на более толстые металлические поверхности , где контакт со стилусом не вызовет деформации.
Этот метод позволяет получить постоянные отметки, но его не следует использовать там, где ожидаются четкие и точные результаты.
- МАРКИРОВКА ДЛЯ СТРУЙНОЙ ПЕЧИ
Струйная маркировка — это процесс печати , который создает полупостоянные метки на металлической поверхности.
Чернила под давлением наносятся на поверхность через специальные печатные сопла , которые контролируются и точно позиционируются для получения надлежащих результатов маркировки с точки зрения разрешения и размера .
В зависимости от качества струйные маркировочные машины обеспечивают быстрые и приятные результаты. Однако печатные знаки склонны к выцветанию и не так долговечны, как знаки, нанесенные другими способами.
- ЭЛЕКТРОХИМИЧЕСКАЯ МАРКИРОВКА И ТРАВЛЕНИЕ
Электрохимическая маркировка и травление выполняются исключительно на проводящих металлических поверхностях.
Маркировочная головка используется для подачи слабого тока на металлическую поверхность через маркировочный трафарет/маску , пропитанную электролитной жидкостью .
Темная маркировка и белое травление Результаты достигаются за счет переключения между Переменный (AC) и Постоянный (DC) электрический ток, а также за счет использования соответствующих маркировочных трафаретов.
По сравнению с другими методами электролитическая маркировка/травление далеко более гибкий, чем , и в основном выполняется с помощью портативного и доступного оборудования .
Электрохимическая маркировка и травление особенно эффективны на поверхностях из нержавеющей стали .
Нержавеющая сталь широко используется в современной промышленности благодаря своим антикоррозийным свойствам и привлекательному внешнему виду. Детали машин, столовые приборы и кухонные приборы — это лишь некоторые из очевидных примеров.
Электролитическое травление и маркировка обеспечит быстрых и четких результатов для деталей из нержавеющей стали и готовых изделий. Искажение поверхности не происходит даже на очень тонких металлических пластинах.
Процесс электрохимической маркировки / травления
Травление / маркировка с помощью электрохимических машин чрезвычайно просты и состоят всего из нескольких коротких этапов:
- Печать трафаретов/шаблонов
- Подготовка поверхности (быстрая очистка)
- Нанесение жидкости и позиционирование трафарета
- Фактическая маркировка/травление с использованием электродной головки
- Нейтрализация поверхности после маркировки/травление
Как правильно выбрать оборудование для маркировки и травления?
При выборе оборудования для маркировки и травления необходимо учитывать несколько важных факторов:
- Портативность и использование оборудования.
 Вам потребуется портативная машина, которую можно легко перемещать и использовать на месте?
Вам потребуется портативная машина, которую можно легко перемещать и использовать на месте? - Тип материала — Вам нужно маркировать/травить только металл?
- Стоимость – Сколько денег вы готовы вложить в оборудование?
- Функциональность. Вам нужно травить, маркировать или и то, и другое?
- Качество. Желательны ли в вашей сфере деятельности результаты маркировки и травления с высоким разрешением?
- Скорость. Является ли скорость важным фактором для вашего производства?
Здесь представлен обзор различных типов оборудования для маркировки и травления с наиболее характерными характеристиками.
Станки для электромаркировки и травления идеально подходят для мастерских, где дополнительное рабочее пространство и повышенная гибкость абсолютно необходимы.
Портативный и легкий – электрохимические системы можно легко перемещать по территории мастерской и даже использовать на месте, где это необходимо.
Этот процесс обеспечивает быстрые, четкие результаты с высоким разрешением на проводящих металлических поверхностях, особенно на нержавеющей стали .
Рекомендуемое оборудование для электрохимической маркировки и травления
Маркировочные машины
Маркировочная и травильная машина MK12
MK12 — это легкая и портативная электрохимическая система, предназначенная для быстрой, безопасной и неразрушающей маркировки/травления металлов.
Машина весит всего 5,47 фунта и поставляется в практичном футляре для переноски, что идеально подходит для работы в пути.
MK12 отлично подходит для постоянной маркировки и травления логотипов, номеров моделей, кодов и названий на всех ваших металлических деталях и компонентах.
Cougartron MK612 машина для маркировки и травления
MK612 — это наша новая маркировочная машина, предназначенная для маркировки больших металлических поверхностей без потери однородности цвета.
Аппарат обеспечивает быстрых, однородных и стабильных результатов благодаря своей инновационной технологии переменного напряжения.
Базовый набор для травления Cougartron
Машины Cougartron зарекомендовали себя как быстрые и надежные системы для очистки и пассивации сварных швов.
Однако – с добавлением маркировочная головка и специальные расходные материалы – наши машины могут быть преобразованы в мощные маркировочные и травильные устройства .
Посмотрите, как это работает, в видео ниже:
ПРИМЕЧАНИЕ. Если у вас есть машина ProPlus, приобретенная до декабря 2019 г., вам потребуется использовать для маркировки специальный набор для травления ProPlus. Все новые устройства ProPlus (проданные после ноября 2019 г.) совместимы с базовым набором для травления.
Все компоненты базового набора для травления удобно упакован в узнаваемый футляр для переноски для работы на ходу.
ПОСМОТРЕТЬ СОДЕРЖИМОЕ БАЗОВОГО НАБОРА ДЛЯ МАРКИРОВКИ/ТРАВЛЕНИЯ | ПОСМОТРЕТЬ НАШИ ОЧИСТИТЕЛИ СВАРНЫХ СВАРОК ЗДЕСЬ
Трафареты и принтеры для маркировки и травления
Термопринтер Cougartron SP100 с резаком
Принтер Sp100 дает пользователям возможность эффективно печатать одноразовые трафареты для маркировки и травления с помощью передовой технологии термопереноса. и программное обеспечение Nicelabel.
Термопринтер TTP-245C с установленным полным резаком
Этот высокопроизводительный термопринтер печатает этикетки шириной 4 дюйма со скоростью 6 дюймов в секунду.
Возможность подключения Ethernet и USB.
PT-D600VP Принтер этикеток Brother
PT-D600VP — это быстрый и надежный принтер для одноразовых нестандартных трафаретов размером 0,7–0,9 дюйма. Используйте полноцветный дисплей и удобное программное обеспечение, чтобы легко подготовить трафареты логотипа и QR-кода для ваших металлических деталей и компонентов.
Ручной принтер для печати этикеток Brother PT-H500
Brother PT-H500 — это практичный ручной принтер, предназначенный для изготовления этикеток и трафаретов для электрохимической маркировки и травления.
PT-800W Принтер для этикеток Brother
PT-800W печатает четкие трафареты с разрешением 360 точек на дюйм с удивительной скоростью 2,36 дюйма в секунду. Принтер оснащен удобным понятным ключевым словом для более эффективной работы.
USB и Wi-Fi подключение включены, так что вы можете печатать трафареты непосредственно с вашего ПК/ноутбука и смарт-устройств.
Многоразовые многоразовые трафареты
Трафареты для электрохимической маркировки/травления обычно утилизируются после однократного использования. Это связано с тем, что они содержат информацию, уникальную для металлической детали, на которой они используются. Серийный номер является лишь одним из примеров.
Однако, если вам необходимо нанести маркировку на сотни металлических деталей со стандартным дизайном и информацией, Cougartron может предоставить прочные трафареты, которые можно использовать до 2000 раз.
Трафареты высокого разрешения изготавливаются в соответствии с вашим индивидуальным дизайном и требованиями проекта.
Жидкости для маркировки/травления
Электролитные жидкости необходимы для четких результатов маркировки и травления с высоким разрешением.
Компания Cougartron разработала несколько растворов электролитов для различных типов металлических поверхностей . Мы также можем создать пользовательских формул жидкости для вашего применения.
- Маркировочная жидкость Cougartron CGT-S1 для нержавеющей стали
- Маркировочная жидкость Cougartron CGT-AL для алюминия
- Маркировочная жидкость Cougartron CGT-MS для низкоуглеродистой стали
- Маркировочная жидкость Cougartron CGT-BR для латуни
- Маркировочная жидкость Cougartron CGT-CO для меди и цинка
- Маркировочная жидкость Cougartron CGT-TI для титана
- Маркировочная жидкость Cougartron CGT-SA для нержавеющей стали и травления алюминия
- Маркировочная жидкость Cougartron CGT-NC для никеля
Нейтрализующая жидкость CGT-N5
Cougartron CGT-N5 удаляет все остатки кислоты после маркировки/травления и восстанавливает рН-нейтральность металлической поверхности.
CGT-N5 совместим со всеми нашими жидкостями для маркировки и травления и может использоваться на различных типах металлов.
Благодаря своей мощной формуле жидкость очень эффективна на матовой стали – она легко проникает в поры на поверхности и удаляет даже самые стойкие остатки кислоты.
ПОДРОБНЕЕ О НАШИХ МАРКИРОВОЧНЫХ ЖИДКОстях СМ. ЗДЕСЬ
Обзор
Металл Маркировка и Травление — это два тесно связанных процесса брендинга .
Маркировка оставляет темный отпечаток на металлической поверхности , а травление используется для удаления части верхнего металлического слоя и обнажает морозно-белую метку .
Как маркировка, так и травление широко используются в современной промышленности для надлежащего клеймения, идентификации и отслеживания металлических деталей и компонентов.
В настоящее время профессионалы используют несколько методов и приемов маркировки и травления.
Основные методы — лазерный, точечный, струйный и электрохимический — обеспечивают значительные преимущества для пользователя.
Особое внимание мы уделили нержавеющей стали – материалу, который широко используется в современной промышленности и строительстве благодаря своим эстетическим и антикоррозионным свойствам .
Электрохимический метод выделяется как наиболее гибкий. Он также предоставляет множество других преимуществ для профессионалов в области маркировки и травления:
- Портативное и недорогое оборудование
- Безупречные результаты на тонком и толстом листе
- Низкие капиталовложения
- Быстрый и простой процесс
- Четкие результаты с высоким разрешением
- Отлично подходит как для маркировки, так и для травления
- Исключительные результаты на поверхностях из нержавеющей стали
- Идеально подходит для небольших производственных площадей и мастерских
Как и в случае со всеми методами металлообработки, использование правильных инструментов имеет решающее значение для всего процесса.
Cougartron разработала линейку высокоэффективных 9Машины для маркировки и травления 0009 для безупречные результаты на нержавеющей стали и других металлических поверхностях.
Электроды из нержавеющей стали
Электроды из нержавеющей стали
Критерий поиска
Точное совпадение
Содержит
Начинается с
9005 0
Заканчивается на
Поля поиска
Название позиции
Описание
Маркированные точки
В наличии (20)
2209-16 (2)
308-15 (2)
308-16 (2)
308л (2) )
308L-1 (1)
308L-16 (5)
309-16 (2)
310-16 (2 )
312-16 (2)
9004 7
309Л-16 (5)
10 фунтов (61)
MIG (1)
SMAW (55)
TIG (5)
900 46
А5. 4 (55)
4 (55)
А5.9 (3)
22 000 фунтов (2)
30 000 фунтов (15)
31 000 фунтов (19)
90 050
32 000 фунтов (5)
33 000 фунтов (1)
34 000 фунтов (4)
38 000 фунтов (2)
63,000 lbs (3)
Сортировать поАлфавитуВ алфавитном порядкеНовостиМарка A-ZМарка Z-A
9044 3 220916125
E2209-16 ЭЛЕКТРОД С ПОКРЫТИЕМ ДИАМЕТРА 1/8
Войдите, чтобы купить
220916156
E2209- 16 ЭЛЕКТРОД С ПОКРЫТИЕМ 5/32
Войти для покупки
30815093
E308-15 3/32 ДИАМЕТР ЭЛЕКТРОД
Войти для покупки
30815250
E308-15 1/4 ДИАМЕТР ЭЛЕКТРОДА
Войдите, чтобы купить
30816125
E308-16 ЭЛЕКТРОД ДИАМЕТРА 1/8
Войдите, чтобы купить
30816187
308 Сварочная проволока для нержавеющей стали AWS 5.9, класс ER308 Techniweld 30 8 имеет тот же анализ, что и тип 308, за исключением того, что содержание углерода поддерживается на максимальном уровне 0,03%, чтобы уменьшить возможность межкристаллитного осаждения карбида.
