Электроды для сварки инвертором: Какие электроды лучше использовать для инверторной сварки, как выбрать по диаметру, покрытию, назначению, какие лучше, рекомендации для начинающих
Содержание
Сварка инвертором для начинающих: пошаговая инструкция и рекомендации
Из этого материала вы узнаете:
- Базовые правила техники безопасности при сварке инвертором
- Подбор электродов для сварки инвертором для начинающих
- Выбор полярности при сварке инвертором
- Пошаговая инструкция по сварке инвертором для начинающих
- Советы начинающим сварщикам
Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.
Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.
Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.

- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные.
 Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.
Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок). Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.
Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.
Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.
Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Рекомендуем статьи
- Виды сварочных работ: общепринятая классификация
- Сила сварочного тока: разбираемся в нюансах настройки
- Фосфатирование: особенности технологии
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
советы как подобрать электроды инвертора правильно
Правильно подобранные электроды для сварки инвертором — это одно из наиболее важных условий получения правильного и качественного сварочного шва. Современный рынок предлагает большой выбор электродов. Однако все они отличаются по многим характеристикам (тип, диаметр, материал покрытия и другие), но какие из них выбрать? Предлагаем вам ознакомиться с особенностями выбора наиболее подходящих вариантов.
Современный рынок предлагает большой выбор электродов. Однако все они отличаются по многим характеристикам (тип, диаметр, материал покрытия и другие), но какие из них выбрать? Предлагаем вам ознакомиться с особенностями выбора наиболее подходящих вариантов.
Электроды для инвертора
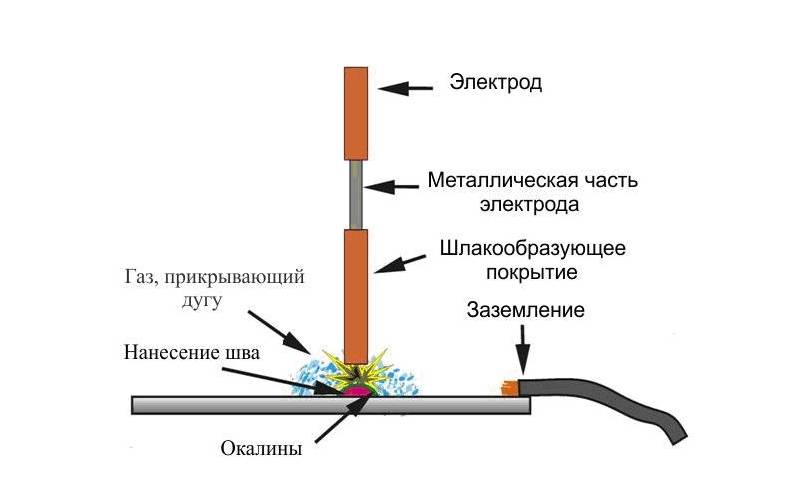
Перед тем, как рассматривать вопрос выбора электродов, следует разобраться, что они из себя представляют и по какому принципу работают. Электроды для инверторной сварки это особые металлические токопроводящие стержни, которые покрывает специфичная защитная обмазка.
Стандартная схема электрода для сварки инвертором
Из за высокой температуры, поступающей от дуги, плавится сердечник. В процессе сварки происходит оплавление и горение обмазки. При сгорании она создает завесу из газа, которая препятствует доступу кислорода. Плавящаяся часть приобретает жидкую консистенцию, благодаря чему обволакивает расплавленный металл, тем самым препятствуя контакту с кислородом.
Важно! На защитном покрытии электрода недопустимо наличие сколов.
Нарушение целостности обмазки повлечет за собой неоднородный прогрев, а значит и некачественное выполнение швов.
Чтобы дуга располагалась в центре, необходимо подбирать такие электроды на которых толщина обмазки равная со всех сторон. Учтите, что будучи влажными, они хуже загораются. Электроды можно высушить, но это пагубно повлияет на дальнейшую эксплуатацию.
Используем правильные электроды
Всегда обращайте внимание на химический состав сердечника — обрабатываемый металл и данный элемент должны быть одного материала. Наибольшее распространение в домашнем хозяйстве получили конструкционные стали.
Необходимо учитывать обрабатываемый материал и подбирать электроды ему в соответствие
Реже встречается в работе с нержавеющая сталь. В этом случае и сам сердечник должен быть из нержавейки.
Все виды работ не только дома, но и на стройке вы сможете выполнить имея такие марки электродов:
- ОК 63.34 — применяется для работ исключительно с нержавейкой.

- AHO 21 — используются в работе с углеродистой сталью.
- МР-3 — обладают рутиловым покрытием, что позволяет стабилизировать процесс горения и увеличить прочность шва.
- УОНИ 13/55 — требуется для сварки низколегированных или углеродистых сталей.
Это наиболее подходящие виды электродов для новичков, работающих с инверторными аппаратами для сварки: с ними достаточно просто работать, к тому же они позволят получать качественные швы при минимальном присутствии опыта. Данные изделия отличаются такими высокими технологическими параметрами:
- Минимальное разбрызгивание металла.
- Хорошая отделяемость шлака.
- Приятный внешний вид сварочных швов.
- Устойчивое горение дуги.
- Качественные швы можно получить в любом положении.
- Подходит для случая, если речь идет о работе с грязными или ржавыми поверхностями.
Процесс сварки инвертором не отличается особой сложностью при грамотном подходе
Диаметр электрода и настройка тока
С различными марками электродов мы разобрались, но это только половина дела. У новичков всегда появляются такие вопросы:
У новичков всегда появляются такие вопросы:
- Какой диаметр стержня выбрать?
- Каким образом настроить силу тока?
Диаметр зависит от толщины металла. Если речь идет о поверхностях толщиной до 1,5 мм, рекомендуется применять аргонодуговую или полуавтоматическую сварку. Подобрать диаметр электрода для сварки инвертором вы можете по таблице, изображенной ниже:
Таблица выбора диаметра электрода в зависимости от толщины стали
Теперь осталось разобраться, какой ток следует выставлять в зависимости от диаметра электрода. Данная информация всегда идет вместе с изделием, на упаковке, так же можно воспользоваться таблицей ниже.
Таблица настройки сварочного тока
Важно! Ток при сварке подбирается с учетом 20-30 А / 1 мм диаметра электрода. Таким образом для стержня с диаметром в 3 мм, выставляется значение тока в 60-90 А. Однако эти значения могут быть изменены до 70-120 А в зависимости от количества проходов, толщины металла, пространственного положения.
Не существует универсальных настроек. У каждого мастера свои представления о параметрах тока, к которым они приходят методом проб и ошибок. Учтите, чем больше ток, тем более жидкой и менее управляемой будет становиться сварочная ванна.
Красивые и аккуратные швы: результат тщательного подхода к выбору электродов для сварки
Подводя итоги
Собрав воедино всю приведенную выше информацию, можно выделить основные моменты на которые всегда следует обращать свое внимание выбирая расходники для инверторной сварки. Прежде всего, заранее обдумайте, с какими металлами придется работать. От типа металла напрямую будет зависеть выбор электродов. Если вам предстоит выполнить ответственную работу, то не пожалейте денег и приобретите изделия, изготовленные известным заводом-производителем. Указанные в статье изделия не отличаются дешевизной, но они хорошо зарекомендовали себя на рынке. Затем, если приходится работать с углеродистой сталью, будьте внимательны и следите за тем, насколько чистой является обрабатываемая поверхность. Если на ней присутствуют следы ржавчины и влаги, то применяйте электроды с рутиловым покрытием. После этого определитесь с толщиной обрабатываемого материала, так как от этого напрямую зависит проходящий ток и толщина электродов. Подойдите к моменту выбора инструментария ответственно и тогда даже при помощи недорого инвертора вы сможете варить все материалы на достойном уровне.
Если на ней присутствуют следы ржавчины и влаги, то применяйте электроды с рутиловым покрытием. После этого определитесь с толщиной обрабатываемого материала, так как от этого напрямую зависит проходящий ток и толщина электродов. Подойдите к моменту выбора инструментария ответственно и тогда даже при помощи недорого инвертора вы сможете варить все материалы на достойном уровне.
Видео: Как выбрать электроды для сварки инвертором
Как предотвратить прилипание сварочного стержня к металлу
Это обязательно произойдет! В какой-то момент вашей карьеры сварщика это ошибка новичка, которая может случиться с каждым. Но задумывались ли вы когда-нибудь о причине прилипания сварочного стержня к металлу?
Вот кратко, почему…
Стержень для дуговой сварки прилипает к основному металлу из-за низких значений силы тока (низкий ток).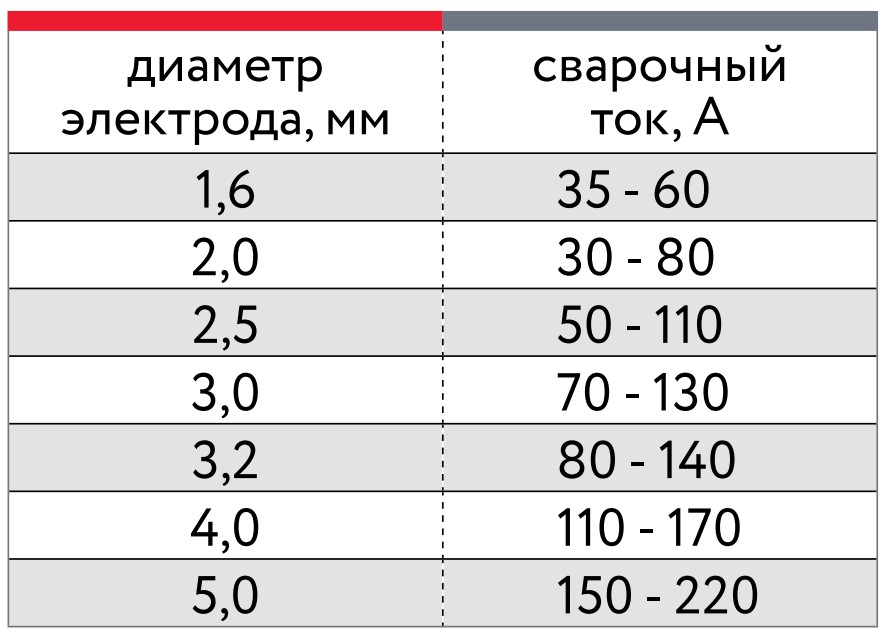 Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки. Точно так же важно использовать правильный размер электрода для различных задач сварки. Практика — это «ключ», чтобы предотвратить это.
Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки. Точно так же важно использовать правильный размер электрода для различных задач сварки. Практика — это «ключ», чтобы предотвратить это.
Многие люди думают, что дуговая сварка металлическим электродом (SMAW) или «стержневая» сварка получила свое название из-за формы электрода, похожей на палку. Но это называется « сварка стержнем », так как многие новички приклеивают сварочный стержень к основному металлу в процессе обучения. Иногда это делают даже профессионалы. Так что если вы думаете, что вы одиноки, не волнуйтесь, это не так!
В этой статье я подробно расскажу о правильной технике сварки, чтобы предотвратить прилипание электрода к металлу.
Итак, приступим.
Как зажечь дугу: простой способ
Сварка электродом считается самым популярным и простым способом соединения двух металлических деталей. Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытка отломить стержень от металла после прикрепления к нему. Поэтому важно научиться правильно зажигать дугу, чтобы сэкономить время и избежать ненужного расхода материалов.
Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытка отломить стержень от металла после прикрепления к нему. Поэтому важно научиться правильно зажигать дугу, чтобы сэкономить время и избежать ненужного расхода материалов.
Теперь есть два способа зажечь дугу.
- Техника начала с нуля (Самый простой способ для новичка)
- Метод постукивания (Высокие шансы застрять в металле).
Для быстрого старта я рекомендую попрактиковаться в технике с нуля (также известной как метод перетаскивания), которая похожа на зажигание спички. Ниже приведены шаги, чтобы практиковать это для себя.
Чтобы впервые зажечь дугу,
- Решите, в каком направлении вам нужно двигаться, и выберите начальную точку.

- Держите стержень (примерно на 1 см) выше примерно в дюйме от начальной точки, наклонив его в направлении, в котором будет происходить сварка.
- Аккуратно поскребите конец стержня по основному металлу. Не тыкать!
- Как только вы увидите дугу, быстро вернитесь в исходное положение и подождите, пока сварочная ванна не начнет сварку вдоль стыка.
Это требует времени, чтобы освоить. Главное, что нужно помнить, это попытаться сбалансировать скорость движения, угол и длину дуги после удара по дуге. Точно так же, если вы вытянете удилище слишком далеко, вы потеряете дугу.
Если вам не удалось зажечь дугу после нескольких попыток, это приведет к накоплению материала на кончике электрода. Разумнее всего будет просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев наконечник о шероховатую поверхность после остывания.
Почему сварочный пруток прилипает к основному металлу?
Всегда неприятно, когда вы пытаетесь снять этот идеальный сварной шов, но он просто испорчен брызгами вокруг из-за того, что стержень прилипал к металлу. Итак, вот 6 причин, почему именно это продолжает происходить.
Итак, вот 6 причин, почему именно это продолжает происходить.
1. Настройки низкого тока
Как я упоминал ранее, сварочный пруток прилипает к металлу в основном из-за низкого значения подаваемого тока. Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно, чтобы зажечь дугу.
2. Низкое напряжение холостого хода
Зажечь дугу становится довольно сложно, если OCV (напряжение холостого хода) вашего аппарата слишком низкое. При низком OCV дуга продолжает исчезать, и вы, скорее всего, залипнете электродом, пытаясь снова зажечь дугу. Более низкое значение OCV может возникать из-за соединения с высоким сопротивлением между землей и вашей заготовкой.
3. Плохое качество флюса
Плохое покрытие флюса также может привести к проблемам прилипания. Имейте в виду, что температура плавления флюса всегда ниже, чем у основного металла. Это означает, что еще до того, как основной металл начнет плавиться, флюс уже находится в жидком состоянии. Если ваше флюсовое покрытие плохое, оно может отвалиться от стержня и образовать расплавленный комок, из-за которого сварочный стержень прилипнет к основному металлу.
Если ваше флюсовое покрытие плохое, оно может отвалиться от стержня и образовать расплавленный комок, из-за которого сварочный стержень прилипнет к основному металлу.
4. Короткая длина дуги
Длина дуги — это не что иное, как расстояние между кончиком электрода и поверхностью основного металла. Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу. Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, крайне важно поддерживать определенную оптимальную длину дуги.
5. Грязная металлическая поверхность
Если поверхность основного металла слишком ржавая, становится трудно зажечь дугу. Даже если вам удастся поддерживать дугу, сварочный электрод будет время от времени прилипать к основному металлу. Мы можем объяснить это с помощью закона Ома, согласно которому
Напряжение (В) = Ток (А) X Сопротивление (Ом)
Другими словами, поскольку напряжение является постоянным, увеличение сопротивления вызовет пропорциональное уменьшение текущий. Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает количество протекающего тока. И, как я уже говорил вам ранее, более низкое значение силы тока является основной причиной проблем с залипанием электрода.
Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает количество протекающего тока. И, как я уже говорил вам ранее, более низкое значение силы тока является основной причиной проблем с залипанием электрода.
6. Неправильный выбор электрода
Сварочные электроды бывают различных типов, каждый из которых имеет свои области применения и преимущества. Некоторые стержни работают только на постоянном токе, в то время как другие могут работать как на переменном, так и на постоянном токе.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с залипанием электрода. Допустим, вы используете 5/64-дюймовый стержень E6013 с правильным значением силы тока, но ваш присадочный стержень продолжает прилипать к основному металлу. Одним из способов решения этой проблемы может быть переход на более тонкий 1/16-дюймовый стержень E6013.
Как новичок, вы много раз сталкиваетесь с проблемами прилипания сварочного электрода, и это должно быть очень неприятно для вас.
Что делать, если сварочный стержень прилип к металлу?
Не нужно паниковать, если сварочный стержень прилип к металлу. С кем не бывает. Просто дайте ему хороший рывок, чтобы освободить его. Не получится, если электрод плотно приклеится к металлу. В этом случае необходимо немедленно отключить сварочный аппарат и отломить стержень от металла. Много раз, когда вы дергаете стержень, поток на конце стержня падает с него.
Теперь, если вы используете этот стержень с голым металлическим наконечником во второй раз, скорее всего, вы снова его воткнете. Чтобы предотвратить это, отрежьте стержень до места, где флюс отвалился, используя пару плоскогубцев, и все готово к работе.
Теперь пришло время узнать несколько полезных советов по сварке электродом, которые помогут вам предотвратить проблемы с прилипанием сварочного электрода.
Оставайтесь на борту.
Советы, как избежать прилипания сварочного электрода к металлу
Мы обсудили причины, по которым это происходит. Теперь поговорим о том, как этого не допустить.
Теперь поговорим о том, как этого не допустить.
1. Выберите правильные текущие настройки
Убедитесь, что вы используете правильное значение силы тока. Различные типы электродных стержней предназначены для работы при различных значениях силы тока. Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Следующая диаграмма силы тока при сварке электродом подробно показывает оптимальный диапазон постоянного тока для электродов различных типов и толщины.
Stick Welding DC Таблица силы тока для различных электродных стержней
Как видите, значение силы тока также зависит от толщины стержня. Если электрод толстый, для его расплавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Иногда, когда сопротивление вашей цепи немного велико, вы можете немного увеличить ток выше диапазона, чтобы убедиться, что стержень не прилипает к металлу. Кроме того, помните, когда кончик электрода светится, это означает, что приложенный ток слишком велик. Поэтому постарайтесь обратиться к диапазону ампер производителя используемого вами стержня.
Кроме того, помните, когда кончик электрода светится, это означает, что приложенный ток слишком велик. Поэтому постарайтесь обратиться к диапазону ампер производителя используемого вами стержня.
Я хотел бы поделиться отличным инструментом, который я видел на днях на веб-сайте мельников. Он называется Сварочный калькулятор . Когда вы укажете материал и тип стержня, он автоматически предоставит вам правильные параметры для использования.
2. Держите электрод и поверхность в чистоте, используя стержень соответствующего размера
Прежде чем приступить к работе, убедитесь, что ваши электроды не изношены и не заржавели. Попробуйте стереть флюс со стержня пальцами. Если флюс легко падает со стержня, качество плохое, и электрод будет более липким. Избегайте использования этих стержней низкого качества.
Поскольку стержни большего размера обеспечивают наибольшую скорость наплавки, если сварной шов должен иметь хорошую консистенцию, используйте стержень большего размера.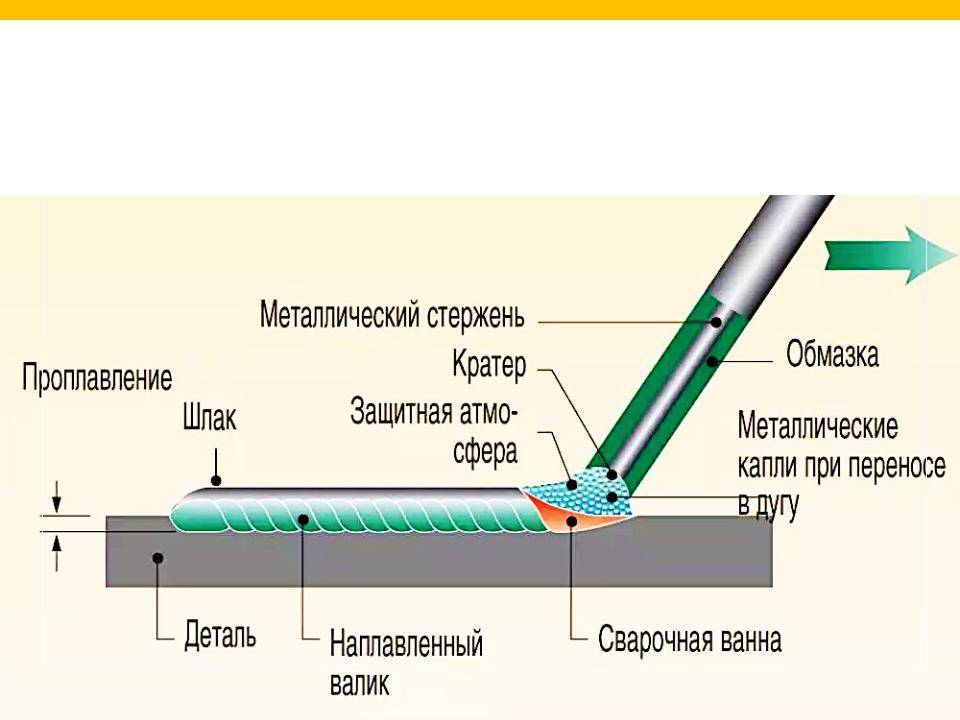 Точно так же вы должны решить, какой размер электрода вам нужно использовать в зависимости от характера сварного шва.
Точно так же вы должны решить, какой размер электрода вам нужно использовать в зависимости от характера сварного шва.
Перед сваркой обязательно удалите с поверхности металла ржавчину, влагу, масло и любые другие загрязнения. Хотя в подобных ситуациях сварка стержнем более снисходительна, это убережет вас от неожиданных неприятностей.
3. Старайтесь обеспечить хорошее заземление
Плохое соединение основного металла с землей может привести к увеличению общего сопротивления цепи. Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас надежное заземление. Ищите любые трещины в заземляющем проводе. Если клеммные соединения слишком заржавели, отрежьте провод с обоих концов и выполните новые соединения.
Важно помнить, что вы также должны убедиться, что все сварочные провода подключены правильно, в зависимости от области применения, для которой вы их используете. Вы можете узнать больше об этом в этой статье, которую я написал.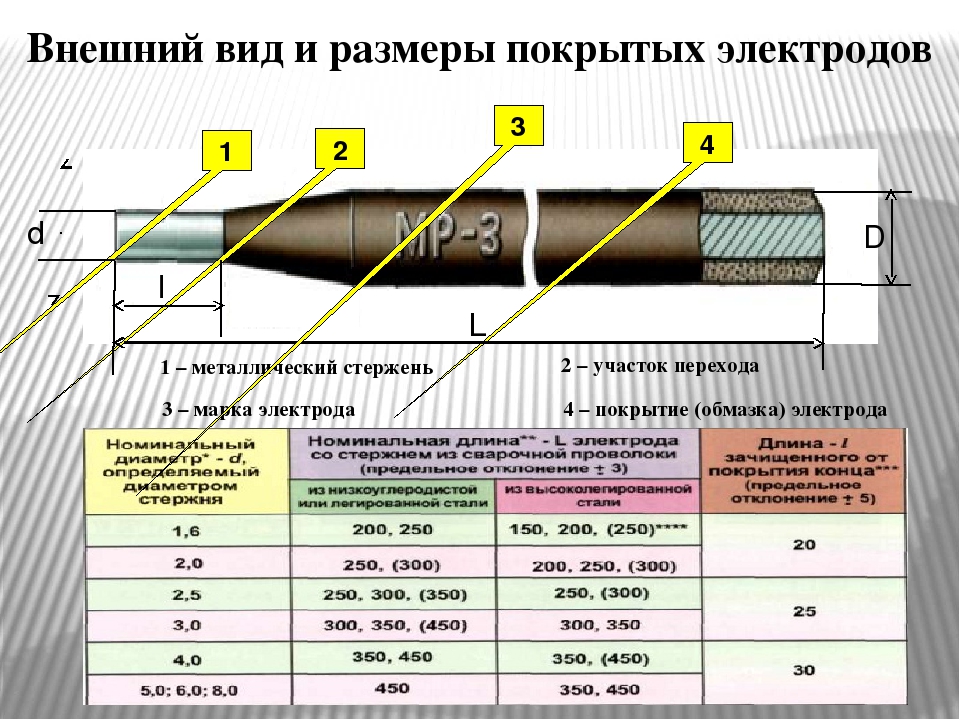
4. Соблюдайте правильную технику зажигания дуги.
При зажигании дуги чаще возникают проблемы с залипанием электрода. Требуются недели или месяцы практики, чтобы научиться правильному зажиганию дуги. Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
5. Используйте подходящую длину дуги.
После того, как вам удалось поддерживать стабильную дугу, постарайтесь поддерживать соответствующее расстояние между кончиком стержня и основным металлом. Старайтесь держать расстояние коротким, но следите за тем, чтобы не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, иначе металл будет разбрызгиваться повсюду.
Общее эмпирическое правило: длина дуги никогда не должна превышать диаметр металлического сердечника электрода.
6. Держите угол и скорость перемещения на соответствующем уровне
Я уверен, что вы уже знаете основные положения сварки. Вам нужно будет убедиться, что вы находитесь в удобном положении, чтобы сохранить целостность сварного шва до последнего момента.
Вам нужно будет убедиться, что вы находитесь в удобном положении, чтобы сохранить целостность сварного шва до последнего момента.
Например: если вы держите жало (держатель сварочного электрода) в правой руке, поставьте левый локоть на верстак и воспользуйтесь этим, чтобы стабилизировать электрод. Таким образом, вы можете без проблем поддерживать скорость движения и угол на одном уровне.
Если вы увеличите скорость движения, это уменьшит проходку, а если вы снизите скорость, то обеспечите неглубокое глубокое проникновение. Поэтому старайтесь соблюдать баланс между ними для качественной обработки сварного шва.
7. Выберите подходящий электрод
Толстые электроды трудно держать, и они с большей вероятностью прилипают. Если вы новичок, я бы посоветовал начать с тонкого сварочного электрода 6013, так как с ним довольно легко обращаться. По мере накопления опыта вы можете продвигаться к E7018 и E7024.
8. Храните сварочные электроды в сухом месте.
Если вы используете только электроды E6013 или E6011, вам не нужно особо беспокоиться об их хранении. Любой электрод, название которого имеет две последние цифры 10, 11, 12 или 13 (например, E6013, E6012 и т. д.), можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество. Храните их в сухих печах, где вы можете поддерживать температуру 200-400 градусов по Фаренгейту.
Любой электрод, название которого имеет две последние цифры 10, 11, 12 или 13 (например, E6013, E6012 и т. д.), можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество. Храните их в сухих печах, где вы можете поддерживать температуру 200-400 градусов по Фаренгейту.
Итого
Как я упоминал выше, наиболее распространенной причиной проблем с залипанием сварочного электрода является низкое значение силы тока. Выполнение вышеупомянутых простых приемов очень поможет вам в вашем опыте сварки.
Но имейте в виду, что практика — это то, что делает сварку электродом идеальной. Так что, ребята, ТРЕНИРУЙТЕСЬ! УПРАЖНЯТЬСЯ! и ПРАКТИКА!
Аппарат электродной сварки 160А | Valkenpower
Электродный сварочный инвертор/сварщик/сварочный аппарат/сварочное устройство
Электродный сварочный аппарат Soldatech с питанием от HG очень подходит для сварки в любом месте благодаря своей компактной, легкой, управляемой и мощной конструкции.
Легко регулируемый сварочный ток позволяет быстро использовать EL160HG для сварки различных материалов и толщин.
Функция горячего старта/антиприлипания быстро увеличивает сварочный ток, чтобы электрод не прилипал к заготовке.
Современная инверторная технология IGBT не только обеспечивает длительную работу EL160HG при большей мощности, но также делает устройство легким и портативным. Защита от перегрузок в сочетании со встроенным вентилятором предотвращает перегрев и гарантирует высокое качество сварочных работ в течение длительного времени.
Идеально подходит для сварки углеродистой, низколегированной и нержавеющей стали. Отлично сваривается с рутилом (Е 6013) и основным (Е 7018).
Каждый EL160HG стандартно поставляется с:
Электродная горелка Twistlock с кабелем 3 м 16 мм²
Зажим сварочного заземления с кабелем 2 м 16 мм²
Европейские соединительные муфты 9 мм
Прочный кейс для хранения
Плечевой ремень
900 27
Неопреновый блок питания с кабелем 2 м 3×2,5 мм²
Технические характеристики:
- напряжение = 230 В — 1 фаза
- частота = 50/60 Гц
- предохранитель = 16 А B-kar
- входная мощность = 6,9 кВА
- напряжение без нагрузки = 68 В
- ПВ (при температуре окружающей среды 20°C) = 40 % — 160 A
- ПВ (при температуре окружающей среды 40°C) = 20 % — 160 A
- Диапазон сварочного тока = 20 — 160 A
- сварочные электроды = 1,6 — 3,2 мм
- Класс защиты = IP21S
- Размеры = 330 x 102 x 176 мм
- Вес = 3,5 кг
| 0 | |
|---|---|
| Длина изделия | 330 мм |
| Ширина изделия | 102 мм |
| Высота изделия | 176 мм |
| Вес продукта | 3,5 Кг |
| Размеры упаковки: | |
| Длина упаковки | 530 мм |
| Ширина упаковки | 185 мм |
| Высота упаковки | 415 мм |
| Вес упаковки | 4.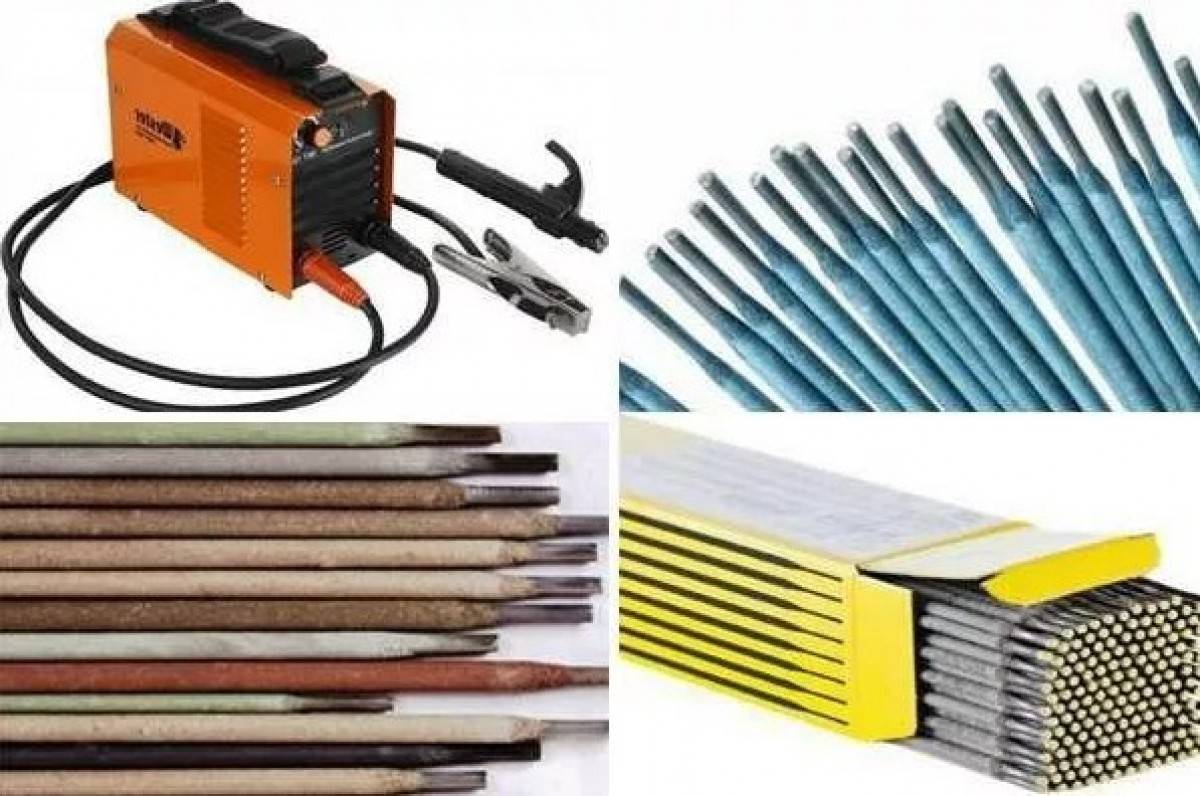  |