Электроды для сварки инвертором какие выбрать: Как выбрать электрод для сварки. Инструкция для чайников — интернет-магазин Евротек
Содержание
Как выбрать силу сварочного тока при сварке электродами
Содержание
- Как отрегулировать ток, зная диаметр электрода
- Есть ли взаимосвязь между силой тока и позицией
- Какое значение имеет полярность
- По какой формуле выбирается сила сварочного тока
- Рекомендуем к выбору: стержневые электроды
Качество сварки во многом связано с тем, насколько правильно был выбран её режим. Под ним имеют в виду целый ряд условий и регулируемых характеристик:
- силу и полярность рабочего тока;
- диаметр стержневого электрода, его тип и скорость движения;
- позицию при сварке или положение шва.
К расчету силы сварочного тока подходят внимательно. Он имеет ключевое значение, так как влияет на производительность процесса и механические свойства шва. Характерные проблемы при слишком низких значениях тока — плохой поджиг дуги, залипание электрода, грубая чешуйчатость шва, сильное шлакообразование, несплавление с основным металлом. При излишне высоких токах электроды сгорают быстрее, есть риск прожечь тонкий металл, мешает сильное разбрызгивание.
При излишне высоких токах электроды сгорают быстрее, есть риск прожечь тонкий металл, мешает сильное разбрызгивание.
Рассмотрим, от чего может зависеть сила сварочного тока, по какой формуле определяется и обязательно ли применять её в работе.
Как отрегулировать ток, зная диаметр электрода
Диаметр электрода подбирают, отталкиваясь от толщины детали. Как правило, советы по выбору силы тока сварочного аппарата даны в его руководстве по эксплуатации или на пачке с расходниками. Если их нет, можно использовать таблицу зависимостей.
Ориентировочные значения для сварки, выполняемой встык в нижнем положении:
Толщина заготовки, мм | Ø электрода, мм | Ток, А |
2 | 1,5 | 25-40 |
3-5 | 2 | 60-100 |
3-5 | 3 | 90-150 |
4-10 | 4 | 120-200 |
10-15 | 5 | 180-280 |
16-24 | 6 | 220-360 |
Зависимость проста — чем толще заготовка, тем большего диаметра нужен электрод и тем выше ток можно использовать.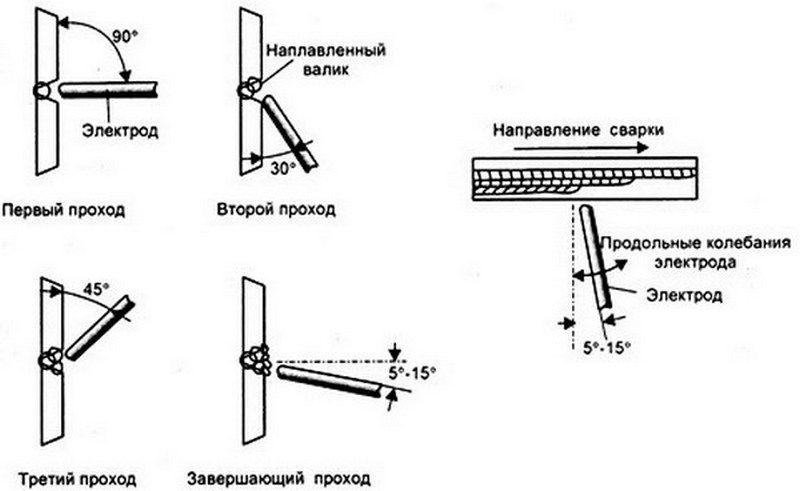
На первый взгляд разбег значений может показаться широким. Для точного выбора рабочего тока нужно учитывать позицию, химический состав стали или сплава, требуемую глубину провара. Так, например, для высоколегированных сталей или никелевых сплавов потребуется более низкий ток, чем для низколегированных и нелегированных. Это связано с разницей в сопротивлении электродов.v
Чем выше ток, тем сильнее расплавление, а вместе с ними быстрее процесс сварки и глубже провар. А, значит, если вам необходима большая глубина провара, то и ток необходимо выставлять на максимум, допустимый для электрода.
Есть ли взаимосвязь между силой тока и позицией
Положение или позиция играет весомую роль. В общем случае от минимальных табличных значений можно отталкиваться при сварке в положениях PF (вертикальное на подъем) и РЕ (потолочное), а также при выполнении корневых проходов.
Верхние максимальные значения актуальны для заполняющих проходов, верхних швов и сварки в остальных позициях. Наиболее сильный ток можно устанавливать для положения РА (нижнее). В таком случае ванна практически не растекается, будут обеспечены глубокий провар и прочный шов.v
Наиболее сильный ток можно устанавливать для положения РА (нижнее). В таком случае ванна практически не растекается, будут обеспечены глубокий провар и прочный шов.v
От позиции и типа соединения зависит не только сила сварочного тока, но и подбор диаметра электрода.
На примере металла толщиной 10-15 мм и для стыковых соединений это выглядит так:
- многослойные швы в нижней позиции выполняют разными электродами — первый проход электродом 3-4 мм, последующие 4-5 мм;
- для сварки в положении РС (горизонтальное) используют электроды 4-5 мм, в вертикальных PF и PG — аналогичные, но на пониженном токе 140-160 А;
- для позиции РЕ (потолочная) применяют электроды до 5 мм при уменьшенных значениях тока.
Ø электрода, мм | Ток в зависимости от положения, А | |||
нижнее | вертикально на спуск | горизонтально | потолочное | |
3 | 120-130 | 90-95 | 120-130 | 90-95 |
4 | 160-180 | 140-160 | 160-180 | 140-160 |
5 | 180-280 | 150-220 | 180-280 | — |
Для тавровых соединений обращают внимание и на позицию, и на длину катета. При ручной дуговой сварке минимальный катет при толщине заготовки 4-5 мм должен быть не меньше 4 мм. Это важно, так как вся геометрия швов завязана на толщину металла и планируемую нагрузку на деталь или конструкцию.
При ручной дуговой сварке минимальный катет при толщине заготовки 4-5 мм должен быть не меньше 4 мм. Это важно, так как вся геометрия швов завязана на толщину металла и планируемую нагрузку на деталь или конструкцию.
Длина катета, мм | Ø электрода, мм | Ток в зависимости от позиции, А | ||
нижнее | вертикально на спуск | вертикально на подъем | ||
4 | 3,2-4 | 130-180 | 110-140 | 110-140 |
5 | 4-5 | 180-240 | 140-190 | 140-190 |
6-8 | 5 | 240-290 | 190-230 | 190-230 |
Какое значение имеет полярность
При ММА сварке инвертором можно использовать прямую полярность, когда «+» находится на заготовке, в «-» на электроде, или обратную.
Полярность тока влияет на то, с какой скоростью плавится электрод и насколько глубоким будет провар. На обратной полярности активнее плавится электрод, но металл проплавляется менее глубоко, благодаря пониженному вводу тепла. Её используют для сварки высоколегированных сталей, которым не нужна высокая термическая нагрузка, и тонкого металла до 3 мм. Следовательно, и сила тока в этом случае может быть небольшой.
Прямая полярность снижает скорость плавления электрода, но обеспечивает более глубокое проплавление материала. Она подходит для тугоплавких металлов и толстых заготовок, когда нужны хороший провар и требуется высокий сварочный ток.
По какой формуле выбирается сила сварочного тока
Профессиональные сварщики подбирают режим и выполняют регулирование силы сварочного тока опытным путем без каких-либо расчетов. Новички могут использовать эмпирические формулы, позволяющие определить приблизительные значения:
- I = (20+6d)d при использовании электродами с Ø 4-6 мм
- I = 30d для работы электродами Ø менее 4 мм
I — сила тока, а d — Ø электрода.
Полученные значения корректируют, учитывая положение сварки. Для позиций РЕ и PF ток уменьшают примерно на 20%.
Рекомендуем к выбору: стержневые электроды
Для сварки углеродистых сталей рекомендуем рутиловые электроды ESAB ОЗС-12. Они легко зажигаются и стабильно горят. Швы не склонны к порообразованию. Покрытие качественное и не обсыпается. Электроды гнутся под любым углом, хорошо сваривают на предельно низких токах и позволяют делать тавровые соединения с вогнутым швом.
Когда нужны электроды с основным покрытием для сварки нагруженных конструкций и высокая прочность шва, можно посоветовать ESAB OK 48.00. Соединение имеет отличные характеристики вязкости. Швы ровные и устойчивы к образованию трещин.
Для сварки нержавейки хорошо подойдут ESAB OK 61.30 с рутилово-кислым покрытием. Электроды практически бесшумно горят, мягко плавят металл. Шлаковая корка практически отсутствует и сама легко отскакивает при остывании. Для более высокого катета при угловых соединениях нужно удерживать длинную дугу.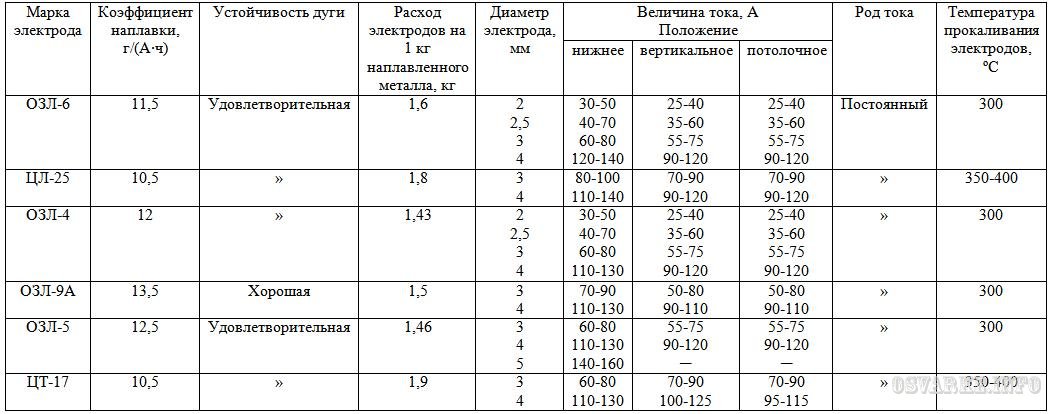
Сварку чугуна рекомендуем выполнять ESAB OK 92.60 и ЭЛЗ ЦЧ-4. Штучные ЦЧ-4 подходят для заварки дефектов и наплавки, шов устойчив к образованию белого чугуна, но требуют навыков удержания дуги и предварительного подогрева. Электроды ESAB OK 92.60 можно использовать для деталей из высокопрочного чугуна, которые подвергаются большим нагрузкам. Они хорошо работают как на горячую, так и на холодную.
Так как токонагрузочная способность электродов зависит от диаметра и длины, все они выпускаются в различном исполнении. Это позволяет подбирать их под тонкий и толстый металл.
Обратите внимание, что сила сварочного тока и покрытие электродов тоже взаимосвязаны, хотя разница и незначительна.
Для наглядности можно сравнить рутиловые ESAB ОЗС-12 и основные ESAB OK 48.00.
| Ø электрода, мм | Ток в зависимости от позиции, А | |
| 2 | ОЗС-12 | OK 48.00 |
| 2,5 | 40-70 | 55-80 |
советы как подобрать электроды инвертора правильно
Правильно подобранные электроды для сварки инвертором — это одно из наиболее важных условий получения правильного и качественного сварочного шва. Современный рынок предлагает большой выбор электродов. Однако все они отличаются по многим характеристикам (тип, диаметр, материал покрытия и другие), но какие из них выбрать? Предлагаем вам ознакомиться с особенностями выбора наиболее подходящих вариантов.
Современный рынок предлагает большой выбор электродов. Однако все они отличаются по многим характеристикам (тип, диаметр, материал покрытия и другие), но какие из них выбрать? Предлагаем вам ознакомиться с особенностями выбора наиболее подходящих вариантов.
Электроды для инвертора
Перед тем, как рассматривать вопрос выбора электродов, следует разобраться, что они из себя представляют и по какому принципу работают. Электроды для инверторной сварки это особые металлические токопроводящие стержни, которые покрывает специфичная защитная обмазка.
Стандартная схема электрода для сварки инвертором
Из за высокой температуры, поступающей от дуги, плавится сердечник. В процессе сварки происходит оплавление и горение обмазки. При сгорании она создает завесу из газа, которая препятствует доступу кислорода. Плавящаяся часть приобретает жидкую консистенцию, благодаря чему обволакивает расплавленный металл, тем самым препятствуя контакту с кислородом.
Важно! На защитном покрытии электрода недопустимо наличие сколов.
Нарушение целостности обмазки повлечет за собой неоднородный прогрев, а значит и некачественное выполнение швов.
Чтобы дуга располагалась в центре, необходимо подбирать такие электроды на которых толщина обмазки равная со всех сторон. Учтите, что будучи влажными, они хуже загораются. Электроды можно высушить, но это пагубно повлияет на дальнейшую эксплуатацию.
Используем правильные электроды
Всегда обращайте внимание на химический состав сердечника — обрабатываемый металл и данный элемент должны быть одного материала. Наибольшее распространение в домашнем хозяйстве получили конструкционные стали.
Необходимо учитывать обрабатываемый материал и подбирать электроды ему в соответствие
Реже встречается в работе с нержавеющая сталь. В этом случае и сам сердечник должен быть из нержавейки.
Все виды работ не только дома, но и на стройке вы сможете выполнить имея такие марки электродов:
- ОК 63.34 — применяется для работ исключительно с нержавейкой.
- AHO 21 — используются в работе с углеродистой сталью.
- МР-3 — обладают рутиловым покрытием, что позволяет стабилизировать процесс горения и увеличить прочность шва.
- УОНИ 13/55 — требуется для сварки низколегированных или углеродистых сталей.
Это наиболее подходящие виды электродов для новичков, работающих с инверторными аппаратами для сварки: с ними достаточно просто работать, к тому же они позволят получать качественные швы при минимальном присутствии опыта. Данные изделия отличаются такими высокими технологическими параметрами:
- Минимальное разбрызгивание металла.
- Хорошая отделяемость шлака.
- Приятный внешний вид сварочных швов.
- Устойчивое горение дуги.
- Качественные швы можно получить в любом положении.
- Подходит для случая, если речь идет о работе с грязными или ржавыми поверхностями.
Процесс сварки инвертором не отличается особой сложностью при грамотном подходе
Диаметр электрода и настройка тока
С различными марками электродов мы разобрались, но это только половина дела. У новичков всегда появляются такие вопросы:
У новичков всегда появляются такие вопросы:
- Какой диаметр стержня выбрать?
- Каким образом настроить силу тока?
Диаметр зависит от толщины металла. Если речь идет о поверхностях толщиной до 1,5 мм, рекомендуется применять аргонодуговую или полуавтоматическую сварку. Подобрать диаметр электрода для сварки инвертором вы можете по таблице, изображенной ниже:
Таблица выбора диаметра электрода в зависимости от толщины стали
Теперь осталось разобраться, какой ток следует выставлять в зависимости от диаметра электрода. Данная информация всегда идет вместе с изделием, на упаковке, так же можно воспользоваться таблицей ниже.
Таблица настройки сварочного тока
Важно! Ток при сварке подбирается с учетом 20-30 А / 1 мм диаметра электрода. Таким образом для стержня с диаметром в 3 мм, выставляется значение тока в 60-90 А. Однако эти значения могут быть изменены до 70-120 А в зависимости от количества проходов, толщины металла, пространственного положения.

Не существует универсальных настроек. У каждого мастера свои представления о параметрах тока, к которым они приходят методом проб и ошибок. Учтите, чем больше ток, тем более жидкой и менее управляемой будет становиться сварочная ванна.
Красивые и аккуратные швы: результат тщательного подхода к выбору электродов для сварки
Подводя итоги
Собрав воедино всю приведенную выше информацию, можно выделить основные моменты на которые всегда следует обращать свое внимание выбирая расходники для инверторной сварки. Прежде всего, заранее обдумайте, с какими металлами придется работать. От типа металла напрямую будет зависеть выбор электродов. Если вам предстоит выполнить ответственную работу, то не пожалейте денег и приобретите изделия, изготовленные известным заводом-производителем. Указанные в статье изделия не отличаются дешевизной, но они хорошо зарекомендовали себя на рынке. Затем, если приходится работать с углеродистой сталью, будьте внимательны и следите за тем, насколько чистой является обрабатываемая поверхность. Если на ней присутствуют следы ржавчины и влаги, то применяйте электроды с рутиловым покрытием. После этого определитесь с толщиной обрабатываемого материала, так как от этого напрямую зависит проходящий ток и толщина электродов. Подойдите к моменту выбора инструментария ответственно и тогда даже при помощи недорого инвертора вы сможете варить все материалы на достойном уровне.
Если на ней присутствуют следы ржавчины и влаги, то применяйте электроды с рутиловым покрытием. После этого определитесь с толщиной обрабатываемого материала, так как от этого напрямую зависит проходящий ток и толщина электродов. Подойдите к моменту выбора инструментария ответственно и тогда даже при помощи недорого инвертора вы сможете варить все материалы на достойном уровне.
Видео: Как выбрать электроды для сварки инвертором
Sunstone Welders > Выбор сварочных аппаратов > ВЧ инверторная сварка микросопротивлением
Высокочастотная инверторная сварка (ВЧ-инвертор) использует специальный источник питания для выполнения сварных швов сопротивлением с высокой повторяемостью. ВЧ инверторы используются в основном в автоматизации из-за высокой повторяемости сварных швов. Источник питания ВЧ-инвертора принимает входной переменный ток и преобразует его в волну постоянного тока, а затем переключается на сварку переменным током во время основного сварочного тока. Подобно сварке постоянным током, но с волной переменного тока низкого уровня в верхней части формы волны.
Подобно сварке постоянным током, но с волной переменного тока низкого уровня в верхней части формы волны.
ВЧ инверторная сварка дает очень стабильные и воспроизводимые результаты. Это делает его основным кандидатом для использования с автоматизированными сварочными системами и в автоматизации. Система сварки Avio HF, которую предоставляет Sunstone, использует обратную связь с обратной связью, что позволяет контролировать каждый сварной шов. Этот мониторинг позволяет вам измерять каждый сварной шов, чтобы убедиться, что они стабильны и совершенны. Кроме того, замкнутая обратная связь ВЧ-инвертора позволяет настраивать огибающие или диапазоны, в которые могут попадать сварные швы. Это позволяет установить, насколько строгим должен быть контроль сварки.
Из-за высокой повторяемости ВЧ инверторного источника питания рекомендуется использовать источник подачи сварного шва с высокой повторяемостью. Это достигается за счет использования сварочной головки. Доступны два различных варианта сварки.
Сервопривод:
Использование сварочной головки с сервоприводом обеспечивает наивысший уровень точности среди всех типов систем подачи сварного шва. Сварочная головка с сервоприводом обеспечивает максимальный контроль давления, продолжительности и смещения. Проще говоря, вы можете контролировать, насколько быстро вы хотите, чтобы электроды двигались, какое усилие прикладывалось, и даже контролировать, насколько сильно электроды двигаются во время процесса сварки. Это идеальная сварочная головка для использования в системах автоматизации и полуавтоматических системах. Если вы ищете идеальную сварочную головку, которую может использовать любой пользователь и получить потрясающие результаты, обратите внимание на головку с сервоприводом.
Пневматический:
Пневматическая головка обеспечит вам уровень контроля и точности, необходимые для использования с ВЧ-инвертором. Просто подключите линию сжатого воздуха и установите нужную скорость спуска и подъема, и вы готовы к сварке. Пневматическая сварочная головка с регулируемой высотой и давлением даст вам отличные результаты.
Пневматическая сварочная головка с регулируемой высотой и давлением даст вам отличные результаты.
Применение включает:
- Резисторы к клеммам
- Алюминиевые и медные клеммы клеточной мешочки
- Многие слои небольших фольг
- Проводки конденсаторов
- Бризги
- Производство аккумулятора
- Большой магнитный
Есть вопросы? Обратная связь? на базе программного обеспечения для онлайн-чата Olark
Предметы:
1–1 из 1
Показать:
12
12
24
48
96
192
384
768
Советы по сварке на палочке, которые действительно улучшат вашу работу, а также наши 12 хитростей по сварке
Сварочный процесс, в котором используется электричество для выработки тепла, расплавляющего металлы и приводящего к их соединению.
Сварка электродом имеет много недостатков, таких как более низкая эффективность, необходимость в квалифицированных пользователях и непригодность для тонких металлов. Есть некоторые очень распространенные проблемы со сваркой электродами, такие как разбрызгивание, распространенный и нежелательный побочный эффект с пористостью, подрезом, деформацией, трещинами, включениями шлака, неполным сплавлением и проплавлением, а также задержкой подачи проволоки.
Сварщикам-новичкам, которые не занимаются сваркой каждый день, аппарат для электродуговой сварки в среде защитного металла (SMAW) действительно сложен в освоении. Опытный сварщик, когда-то работавший, делает сварку стержнем простой.
Новичок и сварщик, который хочет добиться лучших результатов при сварке электродом, должен обратить внимание на пять основных правил для улучшения результатов сварки. Это текущая настройка аппарата, длина дуги, угол перемещения, скорость перемещения и манипуляции с электродами.
Подготовка к сварке электродом
Для начала при сварке электродом поверхность очищается проволочной щеткой или шлифовальной машиной для достижения наилучших результатов.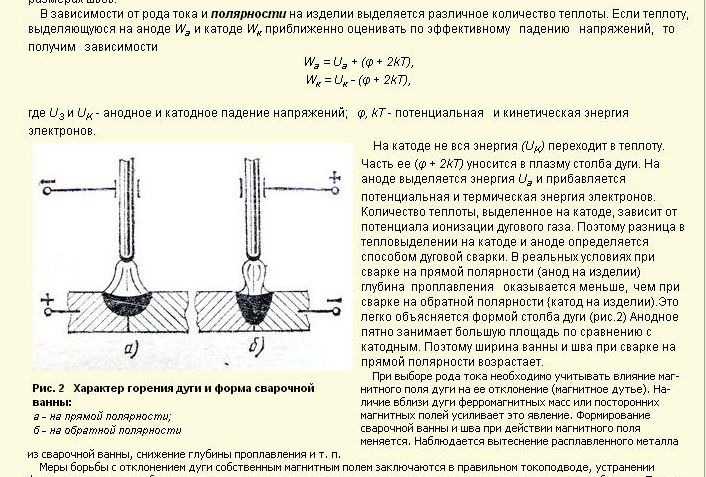 Должно быть чистое место для рабочего зажима. Стабильное, надежное и хорошее электрическое соединение требуется для поддержания лучшего качества дуги.
Должно быть чистое место для рабочего зажима. Стабильное, надежное и хорошее электрическое соединение требуется для поддержания лучшего качества дуги.
Сохраняйте беспрепятственный обзор сварочной ванны, держа голову в стороне от сварочного дыма. Вы гарантируете, что во время сварки в стыке дуга держится на краю сварочной ванны. Держите себя в таком положении, чтобы поддерживать и манипулировать электродом.
Мы должны строго придерживаться следующего пункта, чтобы постоянно улучшать наш сварочный процесс с каждым следующим процессом дуговой сварки.
Шаг 1, установка тока в аппарате
Производитель электродов поставляет разные электроды, поэтому установка тока будет зависеть от того, какой электрод вы выберете для сварки. Выбор электрода определит, выберете ли вы положительный постоянный ток (DCEP), отрицательный постоянный ток (DCEN) или переменный/переменный ток.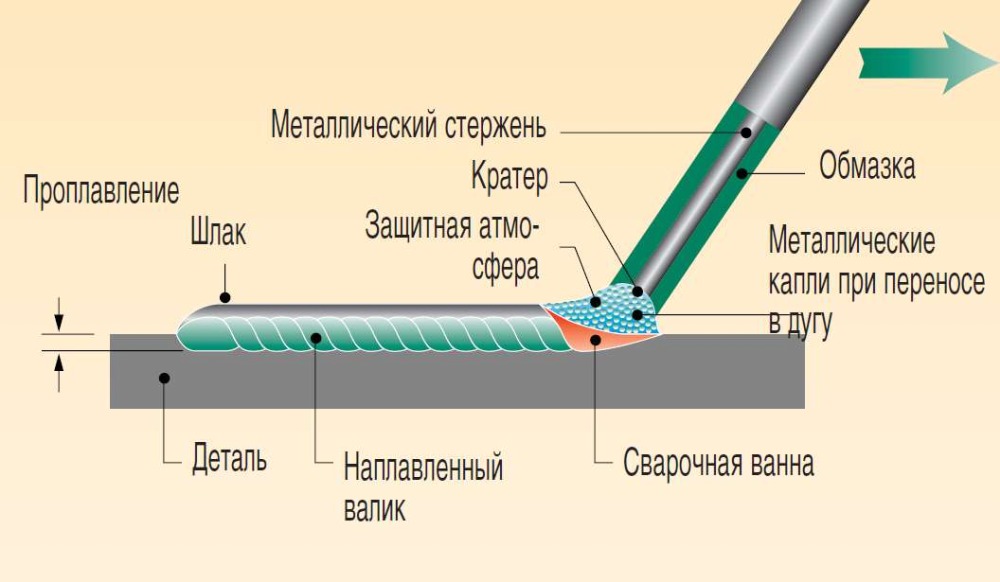
Различные машины могут выполнять сварку в одном или обоих этих режимах, поэтому вы выбираете электрод в соответствии со спецификацией машины и совместимостью для сварки.
Оба типа тока дают разные характеристики дуги и используются для разных целей. Для более толстого материала требуется постоянный ток +, так как он обеспечивает большее проплавление, в то время как переменный ток + хорош при сварке тонких материалов из-за меньшего проплавления при том же токе.
После того, как в вашей машине установлен ток, необходимо установить силу тока. Начальная точка для ампера кажется равной 1 ампер/0,001 дюйма диаметра электрода. Вам необходимо установить силу тока в соответствии с характеристиками вашей дуги. Вы можете увеличить или уменьшить силу тока в зависимости от необходимости.
Шаг 2, длина дуги
Длина дуги определяется как расстояние между электродом и сварочной ванной. Дуговая сварка также известна как процесс сварки постоянным током, поскольку контроль сварочного напряжения пропорционален длине дуги.
Поддержание устойчивой дуги является отличительной чертой сварки электродом, и эмпирическое правило заключается в том, чтобы длина дуги соответствовала диаметру электрода. Если видно, что электрод застрял в сварочной ванне, значит длина дуги короткая. В случае длинной дуги возможно чрезмерное разбрызгивание, малое осаждение, подрез и пористость.
Новичкам в сварке электродом обычно бывает нужна более длинная дуга, чтобы лучше визуализировать сварочную ванну. Если плохо видно сварочную ванну, лучше наклонить голову, чем увеличивать длину дуги. Можно создать стабильную, тугую и контролируемую дугу, чтобы получить лучший валик, узкий валик и минимальное разбрызгивание.
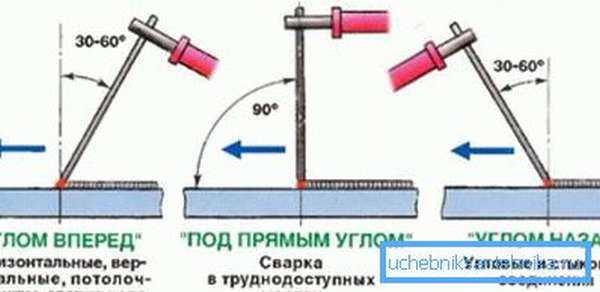
Этап 3, угол перемещения
При сварке электродом в плоском, горизонтальном и потолочном положениях используется метод сварки с перетаскиванием или сварка наотмашь. Обычно электрод держат в перпендикулярном положении, а затем наклоняют верхнюю часть в направлении движения на 5-15 градусов.
Наилучший результат может быть достигнут, когда в процессе дуговой сварки используется сопротивление 10-15 градусов.
Этап 4, работа с электродом
Сварка – это искусство, и каждый развивается по-своему, от непрерывной сварки до плавного движения и паузы и т. д. Каждый экспериментирует и разрабатывает метод, который ему больше подходит.
Иногда для сварки зазора требуется слабая волновая дуга, поэтому требуется манипулирующий электрод для получения стабильного, небольшого и прочного валика с очень небольшим количеством брызг, минимальной пористостью и шлаковыми включениями.
Шаг 5, Скорость перемещения
Мы должны попытаться установить скорость перемещения таким образом, чтобы дуга находилась в передней 1/3 сварочной ванны. Слишком низкая скорость приведет к образованию широкого выпуклого валика с неглубоким проникновением и холодным захватом. Вместо этого более медленная скорость создает узкий, подрезанный, увенчанный валик и непостоянный.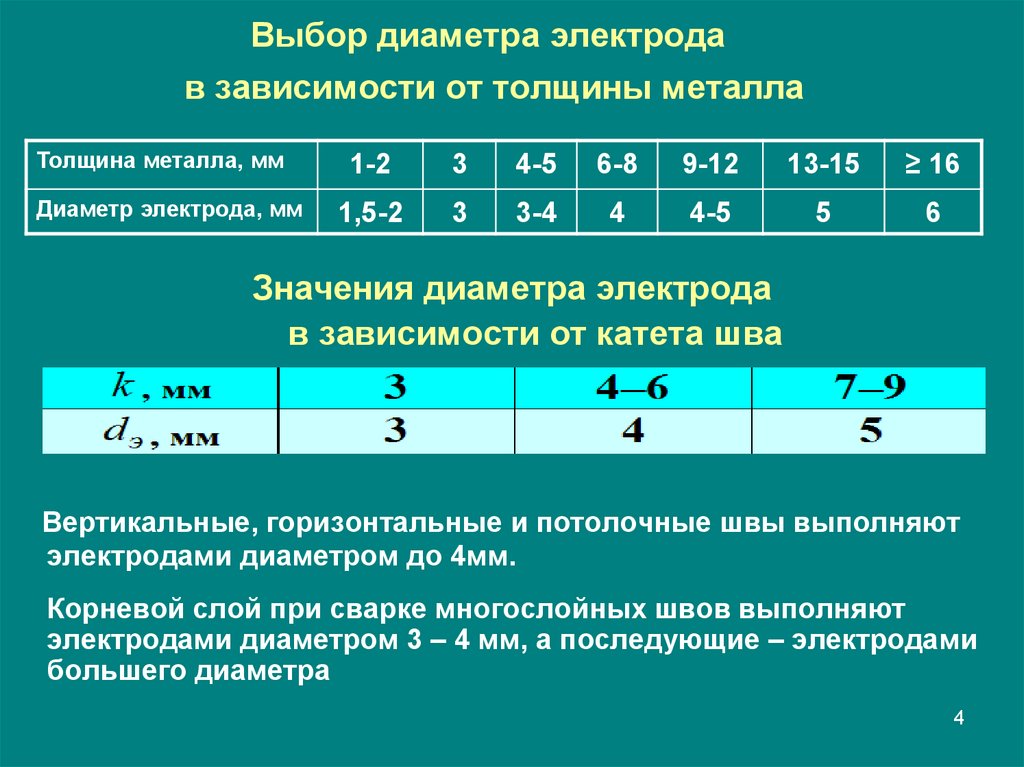
Все приведенные выше советы, а также терпение и практика помогут вам двигаться в правильном направлении, чтобы улучшить сварку электродом и получить более качественный, прочный и стабильный валик.
Советы и рекомендации по улучшению сварки электродом
Эти советы и рекомендации помогут вам решить проблемы, с которыми может столкнуться сварщик. » Продолжайте практиковаться, оставайтесь приверженными и будьте настойчивыми » . Советы по сварке электродом и хитрости:
1. Каждый раз выбирайте нормальную сталь – Когда научитесь сваривать электродом , выбирайте сталь с минимальным содержанием серы и кремния. Стали марок 1015 и 1025 прекрасно подходят для электродуговой сварки из-за содержания серы менее 0,035% и кремния 0,1%.
Тяжелые и жесткие пластины с высоким содержанием серы и кремния трескаются при попытке сварки. Если действительно необходимо сварить их, используйте небольшой электрод, медленную скорость, чтобы сварочная ванна оставалась расплавленной в течение более длительного периода времени.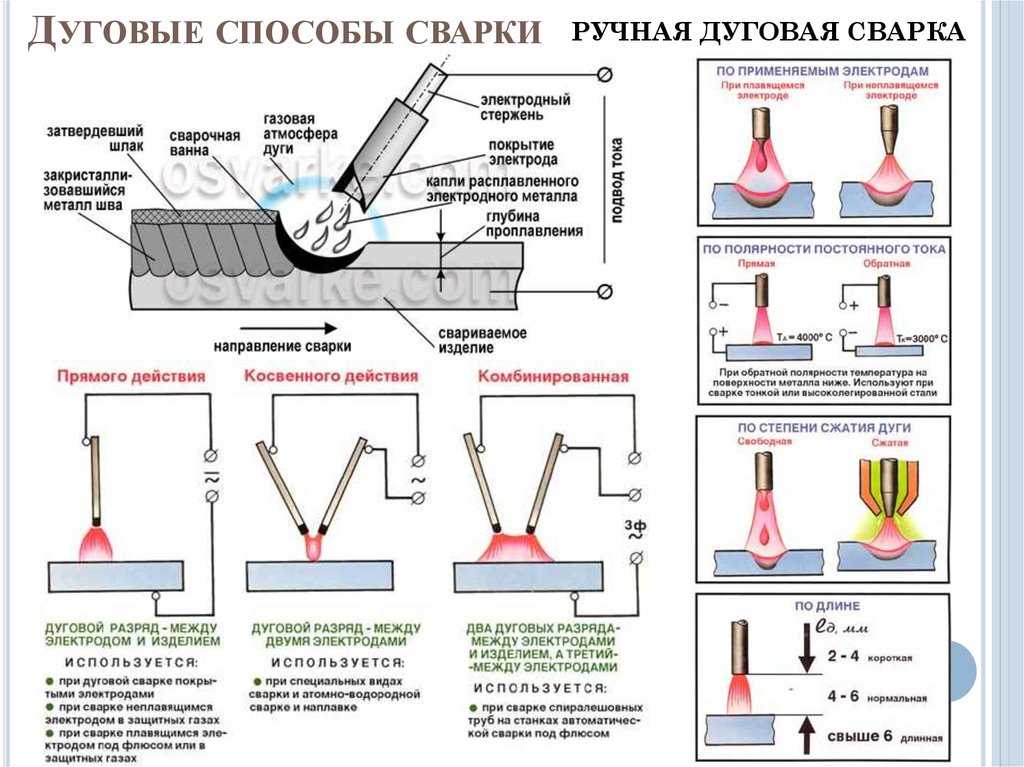
2. Выберите правильное положение соединения и электрода – Плоское положение лучше всего подходит для металлов толщиной 3/16 дюйма и более.
Лист из стали калибра 18-10 лучше всего сваривается при работе под углом 45 градусов, но никогда не превышайте этот угол более 75 градусов для качественного сварного шва.
3. Используйте правильную геометрию соединения — для лучшего валика требуется скос, так как в противном случае электроду будет трудно добраться до соединения. Когда вы научитесь сваривать прочное, чистое соединение с полным проваром, вы сможете добиться этого, следуя геометрии соединения.
4. Очистите каждый стык перед сваркой – Лучше удалить лишнюю ржавчину, краску, масло, окалину и жир на металле или же использовать электрод E6010 или E6011 для такой ситуации. Обстоятельства ржавчины, сварки влаги должны быть замедлены. Это позволит пузырьку газа вырваться из сварочной ванны до того, как она остынет до замерзания.
5. Возьмите на себя ответственность за налипание – Качество сварки электродом создает нарост толщиной не более 1/16 дюйма. Вы тратите время и материалы, не добавляя дополнительных преимуществ. Большее количество филе только увеличивает стоимость и потери времени. Это добавит дополнительный вес и дополнительные затраты на проект.
6 Выберите правильный электрод – Эмпирическое правило – сварка электродом большего размера с более высокой скоростью и большим наплавом. Выберите самый большой электрод для вашего проекта, сохраняя качество сварного шва. Размеры соединения могут ограничивать диаметр электрода.
7. Уменьшение силы тока уменьшает разбрызгивание – Брызги являются эстетической проблемой и не влияют на прочность сварного шва, но увеличивают затраты на очистку. Уменьшите ток в типе и размере электрода, чтобы уменьшить разбрызгивание. Более короткая длина дуги также поможет уменьшить разбрызгивание.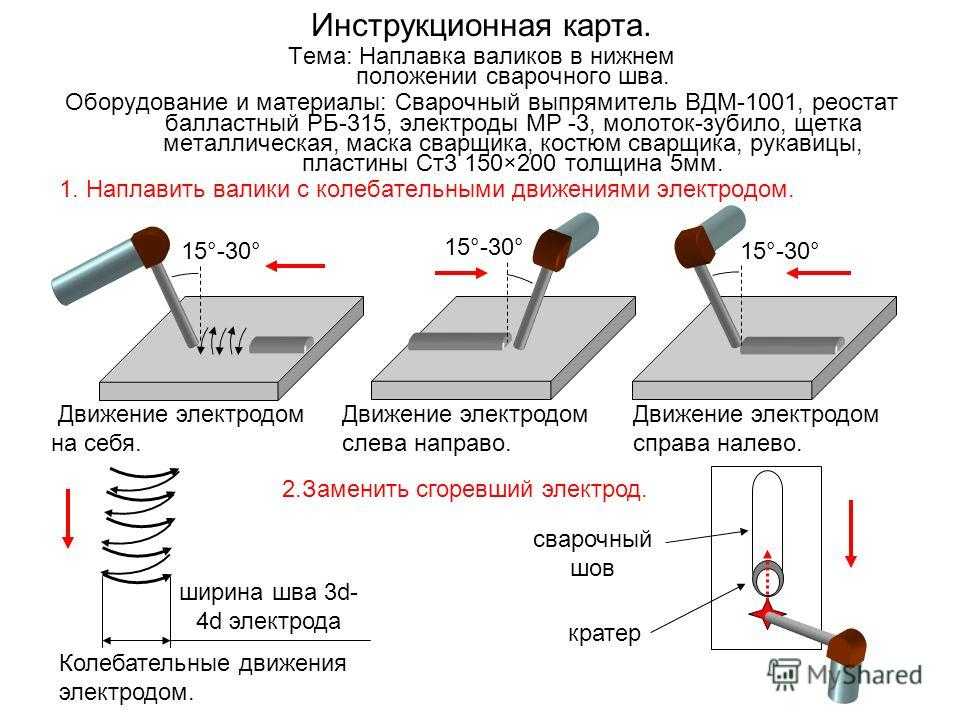
8. Сохранение приемлемого размера сварочной ванны – Подрезка – еще одна эстетическая проблема, часто возникающая у новичков. Это можно уменьшить, сохраняя управляемость сварочной ванны расплавленной. Уменьшение силы тока, замедление скорости движения, устранение склонности к перекосу помогут избежать подрезки.
9. Подберите шкаф с подогревом для электродов – Влажные электроды будут давать неравномерную, неровную и непостоянную дугу. Целесообразно инвестировать в переносную печь/шкаф с подогревом, чтобы поддерживать сухость электродов.
10. Сведение к минимуму непроваров – Непровар означает неудачный сварной шов. Более высокий ток с техникой стрингерного валика может помочь в проблеме отсутствия сплавления. Мы гарантируем чистые кромки, красивый и прочный шов.
Плохое плавление из-за неглубокого проплавления уменьшается за счет замедления времени прохождения и увеличения тока. Более качественная подгонка может решить проблему плохого сплавления.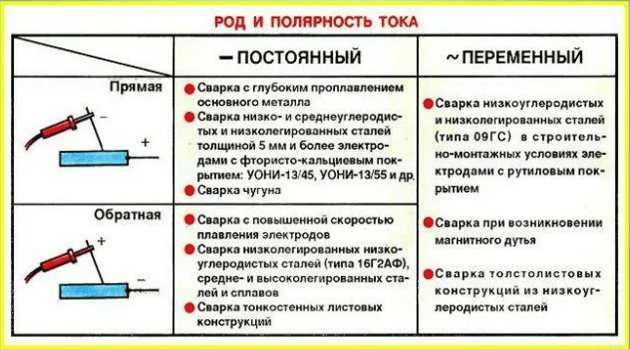
11. Проведите пробный прогон – это основная помощь, вы выполняете пробный прогон электродом перед тем, как приступить к сварке в узком месте. Упражнение прояснит препятствие, которое вы чувствуете при дуговой сварке. Заключите перед началом работы угол, при котором дуговая сварка будет оставаться легкой. Стратегию можно планировать заранее.
12. Сварка в удовольствие – Гордитесь своей работой. Ваша работа по стали останется на более длительное время. Полюбуйтесь собой, что вы являетесь причиной этого творения. «Время сварки, время веселья»
Каждая ошибка — это возможность научиться, а не отражение неудачи.
Часто задаваемые вопросы
Из-за чего сварочный электрод прилипает?
Непосредственной причиной прилипания сварочного электрода является то, что вместо плавления он просто прилипает. У возбудителя, похоже, не хватает силы тока, чтобы расплавить стержень. Стержень лучше сразу отрывать от основного металла.
У возбудителя, похоже, не хватает силы тока, чтобы расплавить стержень. Стержень лучше сразу отрывать от основного металла.
Какой сварочный пруток проще всего использовать?
Электрод № 7018 с густым флюсом и высоким содержанием флюса считается самым простым в использовании электродом. Эти сварочные стержни производят чистую, ровную, стабильную и равномерную дугу с наименьшим разбрызгиванием и хорошим проплавлением дуги. Многие сварщики могут использовать их при формировании конструкции.
Под каким углом следует выполнять сварку?
Идеальный угол сварки 60-70 градусов. Угловой шов является наиболее распространенным типом сварного шва, и в горизонтальном положении держите держатель под углом 45 градусов к свариваемой детали.
Какой сварочный электрод используется чаще всего?
Существует шесть типов сварочных электродов: 6010E, 6011E, 6012E, 6013E, 7018E и 7028E, но чаще всего используется электрод 6010. Он обеспечивает прочность на растяжение между 60 000 фунтов / квадратный дюйм. Это удилище можно использовать во всех четырех положениях: вертикальном, горизонтальном, плоском и над головой с одинаковой легкостью.
Это удилище можно использовать во всех четырех положениях: вертикальном, горизонтальном, плоском и над головой с одинаковой легкостью.
Какой самый прочный сварочный электрод?
Мы обнаружили, что сварочный электрод 6011 обеспечивает предел прочности при растяжении не менее 60 000 фунтов на квадратный дюйм. Сварочный электрод 7018, с другой стороны, обеспечивает более прочный сварной шов с минимальной прочностью на растяжение в пределах 70 000 фунтов на квадратный дюйм.
В чем разница между сварочными электродами 6013 и 7018?
Оба электрода имеют основу из низкоуглеродистой стали, а покрытия разные. 7018 имеет встроенное калийное покрытие с низким содержанием водорода, а 6013 имеет покрытие из титанового калия. Они отличаются скоростью падения при сварке и пределом прочности на разрыв, несомненно, 7018 имеет более высокую спецификацию.
Какой металл труднее всего сваривать?
Алюминий – самый твердый, а иногда даже кошмар для сварщика. Химические и физические свойства необходимо изучить, прежде чем рискнуть его сварить. Форма сплава или руды требует тщательного изучения металла для сварки.
Химические и физические свойства необходимо изучить, прежде чем рискнуть его сварить. Форма сплава или руды требует тщательного изучения металла для сварки.
Вы толкаете или тянете электродную сварку?
Правило Лейснера гласит: «Если он производит шлак, вы перетаскиваете». Здесь, при дуговой сварке/автоматической сварке, вы перетаскиваете или тянете стержень или проволоку. Push – это метод сварки MIG.
Почему мой сварочный пруток постоянно прилипает?
Электроды для дуговой сварки прилипают к основному металлу из-за низкого тока/напряжения. Эта причина преобладает, но могут быть и такие причины, как использование сварочного аппарата с низким OCV или неправильная техника сварки.
Вывод
Каждый сварщик стремится получить чистую, равномерную и стабильную дугу для тонкой сварки в своем сварочном проекте. Мы обсудили детали методов сварки палочкой и обучения. Советы и рекомендации по дуговой сварке помогут вам выйти из самых сложных ситуаций при сварке.
