Электроды по алюминию своими руками: Как сделать электроды по алюминию своими руками
Содержание
Как сделать электроды по алюминию своими руками
Екатерина
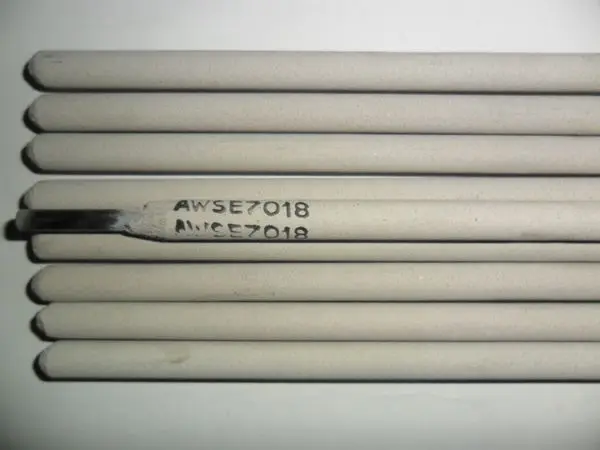
Электроды по алюминию для сварки — это металлические стержни, покрытые обмазкой. Обмазка защищает металл от окисления и улучшает качество сварного шва. Их практически не используют в крупных цехах и на заводах, поскольку их КПД недостаточно для выполнения больших объемов работ. Но такие электроды широко используются домашними умельцами.
Зачастую для сварки алюминия используется угольный электрод. В этой статье мы расскажем все, что нужно знать о стержнях для алюминия и подробно объясним, как сделать электроды для сварки своими руками.
Содержание статьи
- Особенности сварки алюминия в домашних условиях
- Популярные марки электродов
- Стержни марки ОК
- Стержни марки ОЗА
- Стержни марки УАНА
- Стержни марки ЭВЧ
- Инструкция по изготовлению
- Вместо заключения
Особенности сварки алюминия в домашних условиях
Все, кто хоть раз в жизни варил алюминий, знают, что это очень непростое дело. На поверхности металла есть оксидная пленка, которая затрудняет процесс сварки. С этой проблемой справятся электроды для сварки алюминия своими руками.
На поверхности металла есть оксидная пленка, которая затрудняет процесс сварки. С этой проблемой справятся электроды для сварки алюминия своими руками.
Но прежде чем начать работу, нужно тщательно очистить поверхность. Удалите загрязнения и проведите комплексную подготовку металла к сварке. Так вы улучшите качество швов и они прослужат дольше.
Для качественной сварки деталей из алюминия нужен сварочный аппарат, выдающий постоянный ток и подключенный в обратной полярности. Если вы используете электроды для дуговой сварки алюминия, то обратите внимание на силу тока. Этот параметр должен быть установлен на маленьком значении.
Следуйте нашим рекомендациям, чтобы выполнить работу качественно:
- Если вам нужно сварить толстые детали, то примерное место шва нужно как следует прогреть перед сваркой. Это делается с помощью обычной газовой горелки.
- Обязательно очистите шов от шлака и обдайте его кипятком.
- После того, как шов остынет, еще раз очистите его с помощью жесткой щетки.
 Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
Популярные марки электродов
Как мы упоминали ранее, зачастую для сварки алюминия используют угольный электрод. Но помимо него есть ряд марок, не менее популярных у начинающих и опытных сварщиков. Итак, какие можно использовать электроды для сварки алюминия своими руками?
Стержни марки ОК
Эти электроды изготавливает компания ESAB и маркировка OK является их особенностью. Мы рекомендуем использовать модели 96.10, 96.20 и 96.50. Да, они не являются универсальными, но с их помощью можно сварить технический алюминий или алюминиевые сплавы на основе марганца. Эти электроды по алюминию для сварки в домашних условиях показали себя с положительной стороны, но учтите, что за ними необходим особый уход и строгое соблюдение срока годности.
Стержни марки ОЗА
Такие электроды для сварки алюминия своими руками в принципе можно сделать, поскольку в их основе простая алюминиевая проволока. Эти стержни используются для сварки чистого алюминия или его кремниевых сплавов.
Эти стержни используются для сварки чистого алюминия или его кремниевых сплавов.
Стержни марки УАНА
Это очень узконаправленные стержни, используемые для сварки литейных алюминиевых сплавов. Их практически не используют при домашней сварке, но мы не могли ни включить их в наш список.
Стержни марки ЭВЧ
ЭВЧ — это вольфрамовые электроды, их нужно использовать при сварке аргоном. Сложно сделать такие электроды по алюминию своими руками, но если у вас есть возможность приобрести их, то обязательно попробуйте в своей работе. Да, с их помощью сложно правильно зажечь дугу, и профессионалы часто не рекомендуют такие электроды. Но если вы научитесь держать дугу с такими стержнями, то и со всеми остальными у вас не будет проблем.
Инструкция по изготовлению
- Подготовьте проволоку из алюминия диаметром не более 4 миллиметров и нарежьте ее на прутки длиной 20-25 сантиметров.
 Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова.
Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова. - Теперь приготовим покрытие. Измельчите мел (желательно обычный белый), и смешайте его с силикатным клеем (иногда в магазинах он называется «жидкое стекло»). Тщательно все перемешайте до однородной консистенции и обмакните в нее алюминиевые прутки.
- Следите за тем, чтобы слой покрытия не превышал 2 миллиметров. Оставьте электроды сушиться. Когда покрытие затвердеет, то стержень можно будет использовать в работе.
Да, такие электроды для контактной сварки уступают по качеству заводским изделиям, но все же позволяют выполнить простую работу, не требующую повышенной ответственности и идеального шва. Эта инструкция может показаться слишком простой, но поверьте, электроды для точечной сварки своими силами тоже могут быть эффективны и абсолютно точно сэкономят ваши деньги.
Учтите, что это не заводской угольный электрод или цинковый электрод, это не европейское качество. Так что сначала протестируйте свои электроды перед работой на ненужном металле.
Так что сначала протестируйте свои электроды перед работой на ненужном металле.
Вместо заключения
Теперь вы знаете, как сделать сварочные электроды своими руками и какие особенности стоит учесть, прежде чем приступить к работе. Обязательно испробуйте самодельные стержни и поделитесь своим опытом в комментариях, это будет полезно для других сварщиков. Также делитесь этой статьей в своих социальных сетях. Желаем удачи!
Похожие публикации
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи. Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела. Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды. Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими. При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы. Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание. |


 Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
 Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.

 Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.

 Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
 Благодаря этому они плавятся с большей скоростью. Для создания качественного шва требуется опыт, так как вести наплавку приходится значительно быстрее и тут необходимы навыки.
Благодаря этому они плавятся с большей скоростью. Для создания качественного шва требуется опыт, так как вести наплавку приходится значительно быстрее и тут необходимы навыки. Во многом они касаются работы со сплавами, так как состав стержня алюминиевого электрода должен быть максимально схожим с тем, что им придется сваривать. Таким образом, можно условно разделить электроды для технически чистого металла и для его сплавов. Практически все марки требуют предварительный подогрев перед использованием, не говоря уже о просушке и прокалке, так как резкий перепад температуры приведет к большой степени разбрызгивания. Используются все эти разновидности только при постоянном токе обратной полярности, так как при переменном роде тока качество соединения резка падает.
Во многом они касаются работы со сплавами, так как состав стержня алюминиевого электрода должен быть максимально схожим с тем, что им придется сваривать. Таким образом, можно условно разделить электроды для технически чистого металла и для его сплавов. Практически все марки требуют предварительный подогрев перед использованием, не говоря уже о просушке и прокалке, так как резкий перепад температуры приведет к большой степени разбрызгивания. Используются все эти разновидности только при постоянном токе обратной полярности, так как при переменном роде тока качество соединения резка падает. Остальной 1% это добавки, куда входит 0,5% кремния, 0,25% титана, 0,2% железа и прочие примеси. Если же материалы предназначены для сварки алюминиево-кремниевых сплавов, то в них может содержаться около 12% кремния, а все остальное алюминий.
Остальной 1% это добавки, куда входит 0,5% кремния, 0,25% титана, 0,2% железа и прочие примеси. Если же материалы предназначены для сварки алюминиево-кремниевых сплавов, то в них может содержаться около 12% кремния, а все остальное алюминий.Температура испытаний | Временное сопротивление разрыву, Н/мм2 | Угол загиба |
+ 20 °С | 63 | 160° |
Производительность наплавки (для д. | Расход электродов на 1 кг наплавленного металла, кг |
11,70 | 2,00 |
 4 мм), г/мин
4 мм), г/минМарки электродов для сварки алюминия
ОЗА-1 — применяется при сваривании металла в чистом виде. В таких электродах наблюдается минимальный процент примеси. При сварке может потребоваться дополнительное использование алюминиевых флюсов.
Сварочные электроды ОЗА-1
ОЗА 2 – эти сварочные материалы больше подходят для сваривания сплавов алюминия и кремния. Ни применяются для наплавки металла, заваривания брака в литейном производстве и прочих отраслях, где встречается данный сплав. Здесь также требуется дополнительное использование флюса.
Сварочные электроды ОЗА-2
ОК96.10 – покрытие здесь представлено щелочно-солевым типом. Это лучше всего подходит для технического металла, в котором нет примесей. Они чувствительны к понижению силы тока, так как при низких параметрах будет слишком частое залипание материалов. Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.
Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.
Сварочные электроды ОК96.10
ОК96.20 – тут также присутствует щелочно-солевое покрытие, благодаря чему повышается качество соединения металлопроката. Эти электроды предназначены для сварки сплавов с магнием и марганцем. Сам стержень имеет добавки марганца в составе. Благодаря высокой гигроскопичности покрытия эти материалы нужно подогревать при температуре в 220 градусов Цельсия.
Сварочные электроды ОК96.20
Обозначение и маркировка
Электрода ОЗА 1 расшифруются как наплавочные материалы с основным покрытием, предназначены для сварки технического алюминия и содержащие 1% примесей.
Выбор
Электроды для сварки дюралюминия и других сплавов подбираются под основной металл. Желательно, чтобы содержание дополнительных элементов в обоих случаях было одинаковым. Допускается присутствие небольшого количества элементов, улучшающих свойства сваривания, примерно в сотых долях процента. Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков. Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл. Расхождение между толщиной должно составлять максимум 1 мм.
Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков. Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл. Расхождение между толщиной должно составлять максимум 1 мм.
«Важно!Не стоит использовать электроды, которые просушивались и более двух раз, так как это может ухудшить качество сваривания.»
Основные режимы и нюансы применения
В данном деле технология проведения процесса и подготовка оказывается не менее важной, чем выбор нужной марки. Поэтому, нужно знать особенности, как варить алюминий электродом. Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Когда все подготовлено, то можно приступать к свариванию. Главной особенностью, которую стоит учесть, является скорость плавления электрода. Она в несколько раз выше, чем при сварке стали. Тут нужно только нарабатывать опыт. Если сварщик в первый раз встречается с данным процессом, то не стоит сразу браться за тонкие листы металла, а лучше попрактиковаться на более толстых разновидностях, где меньше риск пропалить основной металл.
Толщина основного металла, мм | Величина сварочного тока, А | Скорость проведения сварки, м/час |
0,6 | 70 | 73 |
1,3 | 125 | 153 |
1,6 | 130 | 73 |
2,3 | 235 | 73 |
3 | 315 | 73 |
Производители
Данный тип наплавочных материалов производят многие компании, но все они придерживаются заданных стандартов, в особенности, когда речь идет об одной марке:
- Kobatek;
- UTP;
- ESAB;
- Castolin;
- Lincoln Electric.

svarkaipayka.ru
Сварка алюминия в домашних условиях инвертором
28.02.2016
Сварка алюминия – процесс непростой. Этот металл относится к разряду трудно свариваемых. Специалистам с опытом работ по стальным заготовкам, перед соединением деталей из крылатого металла следует приобрести определенные навыки. Профессиональная сварка алюминия.
Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
- Алюминий текучий металл. В расплавленном состоянии его тяжело контролировать. Особенно непредсказуемым его поведение становится при перегреве. Расплав может запросто разрушить нижний слой твердого металла, и вытечь через трещину. По аналогии с чугуном, начинающим сварщикам рекомендуется использовать прокладки из тугоплавкой стали или керамики. При нагревании крылатый металл не меняет цвет, поэтому его трудно контролировать визуально;
- Самая большая проблема – высокая окисляемость алюминия. На открытом воздухе, молекулы металла образуют вместе с кислородом плотную оксидную пленку на поверхности.
 Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода;
Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода; - У алюминия очень высокий коэффициент линейного расширения. При сильном нагреве, зона сварки давит на окружающую массу. Поскольку металл хрупкий, и обладает малой упругостью, возможно появление трещин в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница между любительским и профессиональным швами. Слева – качественный шов. Справа – бракованный. Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С;
- В алюминиевых сплавах содержится водород.
 При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины;
При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины; - Теплопроводность алюминия почти такая же, как у меди. Термическая энергия от дуги поглощается материалом, и рассеивается в массе. Поэтому сварочный аппарат должен иметь запас по току;
- При застывании расплавленного шва, в его теле образуются так называемые горячие трещины. Это особенность структуры металла – он как бы кристаллизуется, переходя в твердую фазу. Поэтому необходимо добавлять специальные присадки при сварке, особенно – если швы расположены слишком близко друг к другу;
- Алюминиевые сплавы отличаются друг от друга свойствами материала. Это необходимо учитывать при подборе сварочного оборудования.
ВАЖНО! При сварке металл может загореться. Тушить его водой недопустимо. Необходимо иметь в зоне проведения работ углекислотный огнетушитель.
Подготовка поверхности к работе
Удаление окислов привычной зачисткой не поможет. Пленка моментально вновь образуется на воздухе. Последовательность действий следующая:
Пленка моментально вновь образуется на воздухе. Последовательность действий следующая:
- Производится предварительная очистка любым моющим средством и жесткой щеткой. Предпочтительно – бензин;
- Промыть чистой холодной водой;
- Поверхность обезжиривается органическими растворителями: ацетоном, уайт-спиритом, или строительными составами «РС-1», «РС-2»;
- При небольшом размере детали можно погрузить ее на несколько минут в щелочную ванну, при температуре раствора свыше 60°С;
- Затем поверхность зачищается (фактически шлифуется) металлической щеткой. Использование наждака или абразивного круга не допускается, поскольку частицы рабочего слоя останутся на металле;
- Шлифованная поверхность немедленно промывается растворителем, который должен высохнуть самостоятельно. ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;
- После подготовки незамедлительно приступают к сварочным работам.
Рецепт приготовления щелочного раствора для погружения алюминиевой заготовки: На литр воды (лучше дистиллированной) берем две столовые ложки кальцинированной соды, две ложки технического три-натрий фосфата и одну ложку жидкого стекла. Компоненты тщательно размешиваем и погружаем в раствор заготовку.
Компоненты тщательно размешиваем и погружаем в раствор заготовку.
Сварка алюминия электродом
Стержни для сварки крылатого металла могут быть как плавящимися, так и неплавящимися. Первый вариант изготавливается из алюминиевой проволоки. Штучные электроды с покрытием отличаются составом присадок. Электроды для сварки алюминия
- Марка «ОК». Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением;
- Популярная серия «ОЗАНА-1» и «ОЗАНА-2». В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;
- Марка «ОЗА» выполнена из проволоки СвА диаметром от 1 до 10 мм.
 Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;
Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы; - «УАНА». Этими электродами варят массивные изделия, как правило – литье. Если заготовка склонна к температурной деформации – это ваш выбор;
- Серия «ЭВЧ», «ВЛ», а также импортные аналоги WL-20, WC-20. Вольфрамовые неплавящиеся стержни;
- Присадочный пруток. Применяется при сварке вольфрамовым неплавящимся электродом. Из него формируется сварной шов.
Сварка алюминия с помощью присадочного прутка
Рецепт изготовления электродов для алюминия
Самая популярная сварка в домашних условиях – ремонт треснувших алюминиевых деталей от двигателя. Для этой работы применяются дорогостоящие электроды серии «УАНА». Аналогичные расходники можно изготовить самостоятельно.
Нарезаем алюминиевую проволоку (диаметр 3-4 мм) на куски по 25 см. Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Работа инвертором
Все эти электроды используются с помощью обычного сварочного инвертора. При хорошей подготовке поверхности (см. инструкцию выше) работы можно производить на обычном воздухе. В качестве генератора инертного газа выступает покрытие электрода.
ВАЖНО! При использовании штучных электродов по алюминию, выделяются едкие испарения. Сварку необходимо производить в хорошо проветриваемом помещении. Сварка алюминия на производстве.
Шов получается не идеальным, но достаточно надежным.
Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.
Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Для этого понадобится помощник. Двигают электрод от себя со скоростью не более 40 мм в секунду. По окончании сварки алюминия следует плавно убрать стержень от шва. Если сделать это резко – образуется кратер.
И все-таки лучше найти способ подачи в зону сварки аргоновой смеси. Приобрести баллон и заправлять его аргоном – не так дорого. Зато качество шва будет идеальным.
Сварка алюминия — уроки начинающему сварщику
Сварка алюминия в домашних условиях инвертором Ссылка на основную публикацию
obinstrumente. ru
ru
как сделать, характеристики, особенности, правила применения
Время на чтение: 3 мин
2483
Сваривание элементов из легкоплавких металлов по трудоемкости можно сравнить с тугоплавкими. На первые и вторые оказывают влияние не только внутренние, но и внешние факторы.
Электроды для алюминия включает различные добавочные материалы, что упрощает работу с этим цветным металлом, создают дополнительную защиту.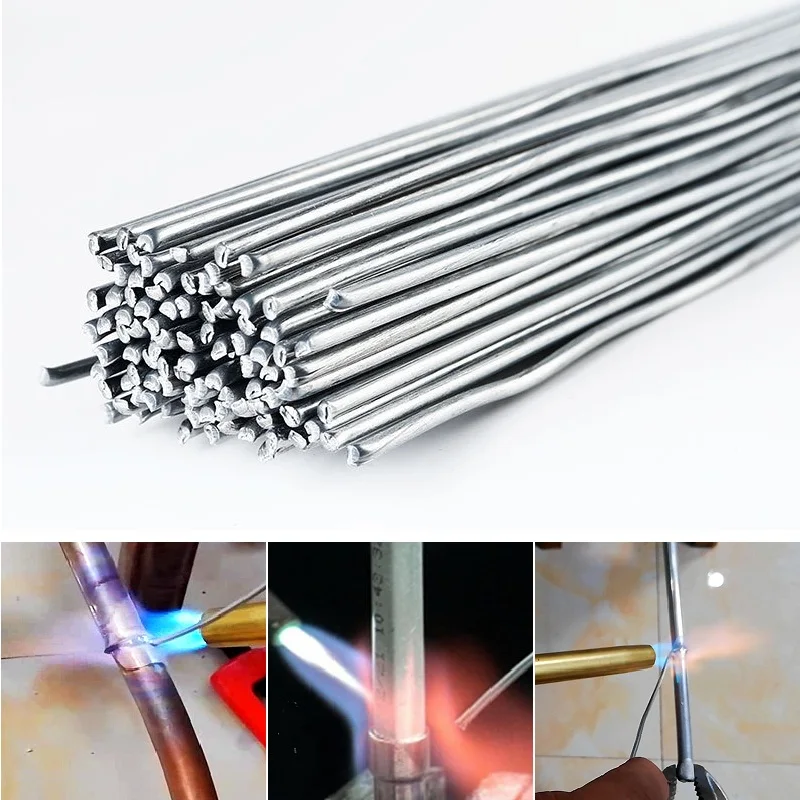
Но и они не в состоянии избавить сварщика от всех предварительных аспектов, которые необходимо решить перед началом операции сварки.
Стержни по алюминию имеют широкое хождение не только на промышленных предприятиях, но и бытовых условиях — гараже, загородном доме, небольшой ремонтной мастерской.
Однако используя их дома для соединения деталей инвертором, можно столкнуться с определенными трудностями. И только правильно подобранный наплавочный материал и предварительная подготовка поможет качественно соединить конструкцию.
Содержание статьиПоказать
- Технические особенности электродов
- Выполнение сварки
- Выбор электрода
- Виды
Технические особенности электродов
Толщина соединяемых деталей ограничена диаметром стержня, который, в основном, колеблется от 4 до 5 мм. Операции с более тонкими электродами сопряжены с трудностями в силу повышенной скорости плавления стержня.
Операции с более тонкими электродами сопряжены с трудностями в силу повышенной скорости плавления стержня.
Последний расплавляется в три раза быстрее стального. Исходя из этого, рекомендуется сваривать алюминиевые детали толщиной не менее 4 мм. Выпускаемая длина 3-х миллиметровых стержней — 22-30 см, 4-5 — 35-45 см.
Основными трудностями, которые возникают во время сварочного процесса алюминия, являются следующие факторы:
- оксидная пленка — формируется на поверхности стыкуемых элементов, причем температура плавления первой, более чем в три раза выше расплава самого алюминия — 2 000° C;
- быстрое окисление металла приводит к образованию тугоплавкой пленки, что усложняет получение цельного шва;
- чтобы предупредить растекание металла, следует применять теплопроводящие подкладки;
- присутствие в алюминиевых сплавах кремния способствует формированию кристаллизационных трещин;
- при случайной остановке операции на конце электрода и сварочной ванны возникает слой шлака, усложняющий повторное разжигание дуги;
- вследствие высокого показателя линейного расширения, происходит деформирование сварочного валика при его затвердевании.

Операции сварки с алюминием потребует повышения силы тока в 1,5 раза, по сравнению с другими металлами.
Выполнение сварки
Для качественного соединения деталей необходимо выполнить предварительную зачистку их поверхности от всевозможных загрязнений и оксидов, подготовить стыки. Дома этому будут способствовать различные растворители, на производстве — щелочные ванны.
Среди первых практикуются уайт-спирит, технический ацетон, растворители на основе ксилола и уайт-спирита — PC-1, PC-2. Щелочная ванна допускает нахождение детали в составе не больше 5 мин.
Щелочную ванну можно приготовить самостоятельно, для этого понадобится:
- вода — 1 л;
- кальцинированная сода — 50 г;
- технический трехзамещенный фосфорнокислый натрий — 50 г;
- силикатный клей — 30 г.
Для улучшения очистки, щелочную жидкость необходимо подогреть до температуры 65°. После извлечения алюминиевой заготовки из ванны, нужно очистить предназначенные для соединения торцы специально предназначенной для этого металлической щеткой, с тонкой щетиной либо напильником.
Ручной труд вполне заменит шлифовальная машина. После очистки, элементы следует еще раз очистить растворителем.
Подготовки перед сваркой потребуют и токопроводящие стержни для сварочной операции. Для получения качественного валика, электроды необходимо два часа выдержать в печи при температуре не менее 200° C.
Операция сварки предполагает использование постоянного тока обратной полярности, с величиной до 30 A на каждый миллиметр диаметра сварочного стержня. Повысит качество соединения, предварительный разогрев деталей до 300-400°.
Величина нагрева прямо пропорциональна толщине соединяемых конструкций. Однако если обработке подлежат крупногабаритные детали, нагреваются только предполагаемые для сварки торцы.
Обеспечить получение качественного валика помогут следующие операции:
- шов освобождается от сформировавшейся корки шлака;
- валик поливается горячей водой;
- очищается металлической щеткой.
Предупредить проявление коробления и кристаллизационных дефектов при сварке поможет медленное остывание сварного валика.
Выбор электрода
Выбирая токопроводящие стержни для сварки алюминия, необходимо обратить внимание на такие аспекты:
- Состав электрода должен соответствовать сплаву соединяемых элементов. Информация о первом указывается производителем на упаковке, сертификате.
- Толщина расходного материала не должна превышать толщину обрабатываемой детали больше чем на 1 мм. Нарушение правила приведет к прожогу элемента.
- Просушенные более раза сварочные стержни снижают прочность полученного валика. Сварка выполняется угольными, графитовыми либо вольфрамовыми электродами, что определяется способом операции.
Виды
Для сварочных операций с алюминием используется несколько видов стержней. Основными из них являются следующие группы:
- щелочно-солевая — OK 96.
 10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности;
10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности; - OЗAHA — обеспечивают хороший показатель свариваемости и полученного валика на разных сплавах металла, можно варить не только горизонтальные, но и вертикальные швы;
- OЗA — CвA1, 3, 5, 10, для чистого алюминия и сплава с кремнием;
- УAHA — сплавов алюминия;
- вольфрамовые — с использованием регулируемой защитной атмосферы.
Главным минусом последних считается тяжелый розжиг дуги.
Для несложных операций сварки электроды по алюминию можно изготовить собственными силами.
Это потребует следующих расходных материалов:
- Алюминиевая проволока длиной ± 30 см, диаметром — 3-4 мм;
- Обмазка, приготовленная из толченого мела и жидкого стекла.
Пастообразную смесь нанести равномерно на проволоку слоем 1-2 мм. После просыхания электрод готов к использованию.
Как наносить шарики из вольфрама для сварки алюминия
Понимание сварки со всеми ее терминологиями и методами требует тяжелой работы. В большинстве случаев новичкам сложно понять, почему и как что-то делается. Одной из таких путаниц является сверление вольфрама. Почему вы должны шариковать вольфрам перед сваркой? Обычный вольфрам тоже не работает?
В большинстве случаев новичкам сложно понять, почему и как что-то делается. Одной из таких путаниц является сверление вольфрама. Почему вы должны шариковать вольфрам перед сваркой? Обычный вольфрам тоже не работает?
Алюминий сложнее сваривать. Сварщикам часто легче работать со сталью или стальными сплавами, потому что алюминий нагревается при более высоких температурах. Для сварки алюминия обычно используется TIG. Иногда сварщик может использовать MIG и для сварки алюминия.
Для сварки вольфрамовым электродом в среде инертного газа (TIG) требуется неплавящийся вольфрамовый электрод. В нем используется тепло, выделяемое электрической дугой, возникающей между вольфрамовым электродом и металлической заготовкой. Традиционно для зажигания дуги использовался заостренный вольфрамовый электрод, но теперь мы знаем, что вольфрамовый шарик в форме шарика дает лучшие результаты. Сварка вольфрама для сварки алюминия требует от сварщика выполнения ряда шагов. Хотя вольфрамовое шарикование — не единственный метод, гарантирующий лучшие результаты сварки, он является одним из основных, наряду с техникой сварки, защитной проволокой и инертным газом, используемым при сварке алюминия.
Каковы уникальные проблемы сварки алюминия?
Сварщики часто обнаруживают, что сваривать алюминий сложнее, чем обычную сталь, и для этого требуются специальные настройки и приспособления. Так что же делает сварку алюминия такой сложной задачей? Основное различие между алюминием и сталью заключается в теплопроводности и пористости двух материалов.
Теплопроводность
Алюминий является гораздо лучшим проводником тепла, чем большинство металлов. Хотя это делает алюминий чрезвычайно полезным в других областях применения, при сварке он доставляет огромное неудобство. Более холодные части металла продолжают отводить тепло от сварочной ванны и могут сделать сварной шов более слабым и менее проникающим. Чтобы решить эту проблему, для сварки алюминия требуются значительно более высокие температуры по сравнению со сталью.
Пористость
В жидкой форме алюминий поглощает водород. Но когда он начинает затвердевать, он не может удерживать водород в прежней форме. Таким образом, водород приводит к образованию пузырьков в алюминии, что приводит к проблемам с пористостью. Хотя водород не способен вызывать трещины в алюминиевых сварных швах, горячее растрескивание все же происходит. Иногда смесь аргона и гелия в качестве защитного газа помогает уменьшить образование пузырьков водорода и, таким образом, уменьшает пористость.
Таким образом, водород приводит к образованию пузырьков в алюминии, что приводит к проблемам с пористостью. Хотя водород не способен вызывать трещины в алюминиевых сварных швах, горячее растрескивание все же происходит. Иногда смесь аргона и гелия в качестве защитного газа помогает уменьшить образование пузырьков водорода и, таким образом, уменьшает пористость.
По этим причинам сварка алюминия требует большей концентрации, больше техники и больше контроля температуры.
Почему вольфрам используется при сварке?
Вольфрам является предпочтительным металлом, который используется при сварке, потому что это металл с температурой плавления среди всех чистых металлов. Вольфрам плавится при очень высокой температуре 3 422 °C (6 192 °F). При сварке вольфрам должен быть неплавящимся. Таким образом, вольфрам используется для изготовления электродов, поскольку он выдерживает высокие температуры и не выгорает в процессе. Следует ожидать некоторой эрозии, которая называется «выгоранием», но, как правило, вольфрам справляется со сваркой алюминия лучше, чем другие металлы.
Традиционно использовался только чистый вольфрам, но сейчас существует множество вольфрамовых сплавов, одобренных Международной организацией по стандартизации и Американским обществом сварщиков, которые обладают более высокими качествами, чем обычный вольфрам.
Что такое вольфрамовые шарики?
Вольфрамовое накатывание означает простое смягчение и округление заостренных краев вольфрамовых электродов. При работе с электродами из чистого вольфрама считается необходимым скатывание.
Почему вольфрам в шариках?
Вольфрамовый шарик, как говорят, работает лучше и создает лучшую дугу, чем острые заостренные вольфрамовые электроды. Когда для изготовления электродов использовался только чистый вольфрам, считалось необходимым скатывать электроды в шарики для оптимальной работы, но сегодня ответ меняется.
Учитывая, что на рынок поступает так много различных вольфрамовых сплавов, и все они одобрены Американским обществом сварщиков, ответ на вопрос: «Необходимо ли вольфрамовое напыление для сварки алюминия?» изменилось. Если вы выберете вольфрамовые сплавы для изготовления электродов, которые вы будете использовать при сварке алюминия, вам вообще не нужно их комкать. Некоторые из распространенных одобренных сплавов включают:
Если вы выберете вольфрамовые сплавы для изготовления электродов, которые вы будете использовать при сварке алюминия, вам вообще не нужно их комкать. Некоторые из распространенных одобренных сплавов включают:
Вольфрам с церием
Оксид церия (или оксид церия) в качестве легирующей добавки повышает стабильность дуги и имеет дополнительное преимущество, заключающееся в том, что он не радиоактивный!
Лантанированный вольфрам
Сплав оксида лантана (или лантана) также улучшает стабильность и характеристики дуги, а также не является радиоактивным.
Торированный вольфрам
Оксид тория (или торий) обеспечивает отличные характеристики дуги и отлично подходит для общего применения. Хотя это один из лучших материалов для работы, он радиоактивный и может представлять больший риск для здоровья, чем любой другой.
Циркониевый вольфрам
Вольфрамовые электроды, содержащие оксид циркония (или циркония), улучшают стабильность дуги, а также увеличивают срок службы электрода, поэтому вам не нужно постоянно заменять электроды.
Как вольфрам скатывается для сварки алюминия?
Если вы работаете с чистым вольфрамом и вам нужно скатать вольфрам для сварки алюминия, вот что вам нужно сделать. Наденьте защитную одежду и приступайте к работе. Не зацикливайтесь на том, чтобы сделать идеальный шарик на кончике; просто убедитесь, что вольфрам закруглен.
- Заточите одну сторону электрода из чистого вольфрама до заостренного конца с помощью точильного станка.
- Отложите заточенный электрод в сторону на 10 минут, дайте ему остыть.
- Заточите другой край электрода так же, как и другой конец.
- Поместите вольфрамовый электрод в горелку TIG.
- Заземление сварочного аппарата TIG должно быть соединено с токопроводящей рабочей поверхностью, а поверх него должен быть помещен кусок алюминия.
- Поместите острый конец электрода на расстоянии 1/8 дюйма от куска алюминия. Теперь запустите сварочный аппарат. Дайте сварочному аппарату поработать 2-3 минуты, пока на конце электрода не появится шарик размером 1/3 диаметра вольфрамового электрода.

- Снова дайте электроду отдохнуть. После того, как он остынет, вы можете использовать его для сварки алюминия.
Вот и все — полное пошаговое руководство о том, как использовать вольфрамовые шарики для сварки алюминия. Тем не менее, чистый вольфрам больше не рекомендуется сварщиками, так что избавьте себя от хлопот и выберите лучшую альтернативу, которая не потребует от вас шарить его в первую очередь.
Похожие вопросы
Какой инертный газ лучше всего использовать при сварке алюминия?
Идеальным выбором в качестве защитного газа при дуговой сварке алюминия является 100% чистый аргон. Чистый газ аргон и чистый газ гелий — два лучших варианта для использования во всех видах сварочных работ.
Опасно ли скручивание вольфрама?
Некоторые вольфрамовые сплавы радиоактивны и могут представлять опасность для здоровья, но в остальном образование шариков на вольфрамовом электроде не более опасно, чем сама сварка. Заточка торированного вольфрама может привести к образованию радиоактивной пыли, которая может быть очень вредной при проглатывании.
Можно ли использовать заостренный вольфрамовый электрод?
Да, можно, и традиционно много использовался заостренный электрод, но вольфрам лучше скатать шариками, чтобы повысить стабильность дуги и повысить производительность.
Какой тип вольфрама следует использовать для сварки?
На выбор предлагается несколько типов вольфрама:
• Редкоземельная смесь
• Торированный
• 2% лантановый
• Циркониевый
• 0,8% Циркониевый
О Пьере Янге
Привет, я Пьер Янг, квалифицированный сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Сварка алюминия TIG: советы и методы
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
TIG алюминиевая сварка
TIG сварка алюминия требует наличия защитного газа (обычно аргона), вольфрамового неплавящегося электрода и чистой поверхности для удаления любых оксидных отложений.
Оксид имеет более высокую температуру плавления, чем сам алюминий, поэтому перед сваркой его необходимо удалить.
Сварочный аппарат должен быть либо предназначен для сварки TIG (подобно этим), либо иметь необходимые принадлежности.
Регулирование тока в ступнях имеет важное значение, так как тепло накапливается в начале сварки, что требует меньшего количества тепла от электрода к концу сварки.
Для достижения наилучших результатов используйте переменный ток высокой частоты (при высокой частоте вольфрамовый электрод не должен соприкасаться с алюминием, что снижает риск загрязнения).
Постоянный ток используется в качестве ограниченной альтернативы, но приводит к более высокому уровню нагрева электрода и плохой очистке от окислов.
Сопло горелки также должно быть выбрано для использования с алюминием. При изменении диаметра электрода можно использовать более широкий диапазон подвода тепла при различной толщине металла.
В руках опытного сварщика сварка TIG выглядит лучше и герметизируется лучше, чем сварка алюминия MIG. Сварка алюминия MIG предпочтительнее для более толстых кусков металла.
Новые алюминиевые сплавы, такие как HTS-2000, предлагают более дешевый метод сварки алюминия. Его можно использовать с любым источником тепла.
Сварка ВИГ на переменном токе
- Форма наконечника электрода для сварки ВИГ на переменном токе «Шар»
- Этот «шар» = от 1 до 1½ диаметра вольфрама
- может регулироваться различными способами, включая AMPtrol на самой горелке, управление с помощью педали или просто с помощью настроек аппарата.
 Пульты дистанционного управления позволяют пользователю начать горячую сварку и уменьшать силу тока по мере продвижения сварки.
Пульты дистанционного управления позволяют пользователю начать горячую сварку и уменьшать силу тока по мере продвижения сварки. - Приведенный выше блок с воздушным охлаждением просто использует поток газа для охлаждения резака. Поэтому необходимо соблюдать осторожность, чтобы не перегреть внутренние детали горелки, особенно при использовании высоких токов. Эти горелки обычно меньше и дешевле.
- Устройство с водяным охлаждением работает так же, как автомобильный радиатор. Вода проходит через горелку и циркулирует через охладитель с помощью насоса. Эти устройства могут работать при более высокой силе тока и для более длительного использования.
- Небольшой передний угол позволяет пользователю видеть лужу, особенно при добавлении наполнителя.
- Наполнитель можно погрузить в ванну или поместить в шов и перемещать вперед и назад.
Сила тока при сварке TIG
Подробнее : Что лучше для сварки: переменный или постоянный ток?
Алюминиевые сплавы
Многие алюминиевые сплавы были разработаны для процесса сварки алюминия TIG.
Самым популярным алюминием для сварки является либо чистый алюминий 1xxx, либо алюминиево-марганцевый сплав 3003.
Ремонт или изготовление алюминия осуществляется с помощью пайки алюминия (более низкая стоимость, более прочные сварные швы) с использованием припоя HTS-2000.
Идентифицируются по 4-значной системе, где первая цифра указывает на сплав металла с алюминием:
- 1xxx – 99% чистого алюминия, без сплава
- 2xxx – алюминиево-медный сплав
- 3ххх – алюминиево-марганцевый сплав
- 4ххх – алюминиево-кремниевый сплав
- 5xxx – алюминиево-магниевый сплав
- 6xxx – сплав магния, кремния и алюминия
- 7xxx – сплав цинка и алюминия
- 8xxx – олово или другой металл и алюминий
Рекомендуемые присадочные металлы
Присадочные металлы для сварки TIG алюминия должны быть высокого качества и не содержать загрязнений.
Рекомендуемые присадочные металлы для различных алюминиевых сплавов:
| Основной металл | Рекомендуемый присадочный металл (1) | |
|---|---|---|
| Для максимальной прочности после сварки | Для максимального удлинения | |
| ЕС 1100 | 1100 1100, 4043 | ЕС 1260 1100, 4043 |
| 2219 3003 3004 5005 | 2319 5183, 5356 5554, 5356 5183, 4043, 5356 | (2) 1100, 4043 5183, 4043 5183, 4043 |
| 5051 5052 5083 5086 | 5356 5356, 5183 5183, 5356 5183, 5356 | 5183, 4043 5183, 4043, 5356 5183, 5356 5183, 5356 |
| 5050 5052 5083 5086 | 5356, 5183 5554, 5356 5356, 5554 5556 | 5183, 5356, 5654 5356 5554, 5356 5183, 5356 |
| 6061 6063 7005 7039 | 4043, 5183 4043, 5183 5356, 5183 5356, 5183 | 5356 (3) 5356 (3) 5183, 5356 5183, 5356 |
Примечания:
(1) Рекомендации даны для листа с состоянием «0».
(2) Присадочный металл не оказывает заметного влияния на пластичность сварных соединений этих основных металлов. Удлинение этих неблагородных металлов обычно ниже, чем у других перечисленных сплавов.
(3) Для сварных соединений 6061 и 6063, требующих максимальной электропроводности, используйте присадочный металл 4043. Однако, если требуются и прочность, и проводимость, используйте присадочный металл 5356 и увеличьте усиление сварного шва, чтобы компенсировать более низкую проводимость 5356.
Источник: (1) Lincoln Electric
Образец таблицы силы тока Сила тока для сварки TIG алюминия
0,010″ – 0,035″ 0,040″ 0,024″ – 0,030″ 5 – 25
0,035″ – 1/8″ 1/16″ 0,030″ – 0,045″ 20 – 85
3/32″ – 1/4″ 3/32″ 1/16″ – 3/32″ 50 – 180
39007
3/32″ – 1/4″ 3/32″ /16″ – 3/8″ 1/8″ 3/32″ – 1/8″ 171 – 250
5/16″ – 1/2″ 5/32″ 1/8″ – 3/16″ 200 – 320
Примечания
- Отломите вольфрам и дайте ему образовать шарик, когда начнется сварка, или прикрепите медную пластину к шарику
- Алюминий в расплавленном состоянии приобретает зеркальный цвет
- требует большей силы тока, чем сталь той же толщины из-за рассеивания тепла
- Обязательно определите тип алюминиевого основания перед сваркой
- Некоторый алюминий не поддается сварке методом TIG сварки алюминия
- Добавьте больше наполнителя к алюминиевым сварным швам
Алюминий
Преимущества и недостатки сварки алюминия методом TIG
Преимущества
- Присадочная проволока может потребоваться или не понадобиться
- Полярность переменного тока для алюминия и магния
- Высококачественные сварные швы
- Сварка во всех положениях
- Может использоваться на различных металлах
- Отлично подходит для очень тонких материалов
- Возможна сварка плавлением
- Без шлака
- Без брызг
- Высокая эффективность
Недостатки
- Отсутствие портативности (баллон с защитным газом и шланги)
- Не подходит для сварки на открытом воздухе – защитный газ чувствителен к ветру и сквознякам
- Требуется чистый основной материал
- Низкая скорость осаждения
- Требуется высокий навык оператора
- Часто Медленно
Читать дальше : Сварка GTAW
Методы очистки металла
Общие методы очистки алюминиевых поверхностей для сварки
| Соединения удалены | Только сварочные поверхности | Полная деталь |
|---|---|---|
| Масло, жир, влага и пыль (используйте любой из перечисленных методов ) | – Протрите слабым щелочным раствором и высушите. – Протрите углеводородным растворителем, таким как ацетон или спирт. – Протрите фирменными растворителями. — Опустите края, используя любой из вышеперечисленных способов. | – Обезжиривание паром – Обезжиривание распылением – Обезжиривание паром – Погружение в щелочной растворитель – Погружение в патентованные растворители |
| Оксиды (используйте любой из перечисленных методов ) | – Опустите край в сильный щелочной раствор, затем в воду, затем в азотную кислоту. Завершите промывкой водой и высушите – Протрите запатентованными раскислителями – Удалить механически, например, проволочной щеткой, напильником или шлифованием. В критических случаях зачистите все соединения и прилегающие поверхности непосредственно перед сваркой | – Погрузить в сильный щелочной раствор, затем в воду, затем в азотную кислоту. – Промыть водой и высушить – Погрузить в запатентованные растворы |
Прутки для пайки как альтернатива сварке алюминия методом ВИГ
Недавно была разработана новая технология, позволяющая сварщикам изготавливать или ремонтировать алюминий прочнее, чем при сварке ВИГ, используя более простой процесс.
Теперь все, что вам нужно, это источник тепла, такой как мап-газ или пропан, турбонаконечник и прут для пайки.
Эта процедура подходит для алюминия или любого из алюминиевых сплавов.
Читает по теме
Сварка алюминия стержнем – можете ли вы это сделать?
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10 000 других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
Алюминиево-воздушная батарея: наука о химии и электричестве
Используйте алюминиевую фольгу, соленую воду и активированный уголь, чтобы сконструировать простую батарею, достаточно сильную, чтобы питать небольшой мотор или свет.
Объект:
Химия
Объединение материи
Физика
Электричество и магнетизм
Энергия
Ключевые слова:
Аккумума0007
Видео
Electron
NGSS и EP & CS:
LS
LS1
PS
PS1
PS3
ETS
ETS1
CCCS
и Эффект
.
Системы и модели систем
Энергия и материя
Демонстрация видео
Инструменты и материалы
- Алюминиевая фольга
- Ножницы
- Активированный уголь (продается в магазинах для аквариумистов)
- Ложка
- Бумажные полотенца
- Соль
- Маленькая чашка
- Вода
- Два электрических провода с зажимами на концах
- Небольшое электрическое устройство (например, двигатель постоянного тока с батарейным питанием или праздничный свет)
- Изоляционная лента
Сборка
- Отрежьте кусок алюминиевой фольги размером примерно 6 х 6 дюймов (15 х 15 см).
- Приготовьте насыщенный соляной раствор: растворяйте соль в небольшой чашке с водой, пока немного соли не останется на дне чашки.
- Сложите бумажное полотенце вчетверо, смочите его раствором, затем положите полотенце на фольгу.

- Добавьте ложку активированного угля с горкой поверх бумажного полотенца, затем осторожно раздавите уголь на мелкие кусочки тыльной стороной ложки. Налейте немного раствора соленой воды на древесный уголь, пока он полностью не станет влажным. Убедитесь, что уголь не касается фольги напрямую; у вас должно быть три отдельных слоя, как бутерброд. Это ваша алюминиево-воздушная камера.
- Подготовьте электрическое устройство к использованию. Если вы используете двигатель постоянного тока, прикрепите небольшой кусочек ленты к концу вала двигателя, чтобы он служил «флажком», чтобы вы могли легко видеть, когда двигатель движется. Если вы используете праздничный свет, зачистите концы проводов, чтобы можно было присоединить провода.
Действия и уведомления
Прикрепите один конец каждого электрического провода к каждой клемме электрического устройства. Прикрепите другой конец одного из проводов к алюминиевой фольге. Плотно прижмите последний зажим к куче древесного угля, а затем посмотрите, что произойдет.
Если кажется, что батарея не работает через несколько секунд, вам может потребоваться уменьшить ее внутреннее сопротивление. Попробуйте увеличить площадь контакта между клипсой и углем, сложив всю батарею поверх клипсы, как тако, и сильно надавив на нее. Удостоверьтесь, что клип остается погруженным в древесный уголь. Если вы используете двигатель, вы также можете попробовать запустить его, кратковременно повернув флажок.
Что происходит?
Батареи преобразуют химическую энергию в электрическую. У них есть два электрода, называемые катодом и анодом, где происходят химические реакции, которые либо используют, либо производят электроны. Электроды соединены раствором, называемым электролитом, через который могут двигаться ионы, замыкая электрическую цепь. В этой активности соль обеспечивает ионы, которые могут перемещаться через влажное бумажное полотенце и переносить заряд.
Для выработки электроэнергии эта батарея использует окисление алюминия на аноде, при котором высвобождаются электроны, и восстановление кислорода на катоде, при котором используются электроны. Движение электронов по внешней цепи генерирует электрический ток, который можно использовать для питания простых устройств. Схема батареи и уравнения для половинной и общей реакций приведены ниже:
Движение электронов по внешней цепи генерирует электрический ток, который можно использовать для питания простых устройств. Схема батареи и уравнения для половинной и общей реакций приведены ниже:
Уравнения для половинной и полной реакций:
анод: Al(т) + 3OH − (водн.) → Al(OH) 3 (т) + 3e −
катод: O 2 (г) + 2H 2 O(ж) + 4e — → 4OH — (водн.)
всего: 4Al(т) + 3O 2 (г) + 6H 2 O(ж) → 4Al(OH) 3 (т)
Алюминиевая фольга обеспечивает доступный запас алюминия. Активированный уголь, который в основном состоит из углерода, может проводить электричество и не вступает в реакцию. Он обеспечивает высокопористую поверхность, которая подвергается воздействию кислорода воздуха. Один грамм активированного угля может иметь большую внутреннюю поверхность, чем вся баскетбольная площадка! Эта поверхность обеспечивает большое количество мест, с которыми кислород может связываться и участвовать в катодной реакции.
Эта большая площадь реакции позволяет простой алюминиево-воздушной батарее генерировать 1 вольт (1 В) и 100 миллиампер (100 мА). Этой мощности достаточно для работы небольшого электрического устройства, а также безопасный и простой способ сделать мощную батарею дома или в школе.
Дальше
Первая современная электрическая батарея состояла из ряда гальванических элементов, называемых гальваническим столбом. Чтобы сделать гальваническую сваю, повторите шаги сборки 1–4, чтобы построить дополнительные алюминиево-воздушные ячейки. Сложите два или три алюминиево-воздушных элемента друг на друга, чтобы посмотреть, сможете ли вы сделать более мощную батарею. Прикрепите один провод к нижнему куску фольги, а другой поместите в верхнюю кучу угля. Плотно прижмите стопку, чтобы уменьшить внутреннее сопротивление батареи, но убедитесь, что кусочки фольги не касаются друг друга. Если фольга из одной ячейки соприкасается с фольгой из ячейки над ней, электроны будут миновать бумажное полотенце и активированный уголь и двигаться прямо во второй кусок фольги, который имеет меньшее сопротивление, чем слой угля. Это эффективно закорачивает нижнюю ячейку, которая больше не влияет на общую выходную мощность.
Вы можете качественно сравнить мощность, посмотрев на мощность электрического устройства, или количественно, проведя измерения на мультиметре. Используйте мультиметр для измерения напряжения и тока, генерируемого вашей батареей. Какие изменения в конструкции батареи приводят к увеличению напряжения или тока?
Рассчитайте выходную мощность вашей батареи, рассчитав произведение ее напряжения и тока. Попробуйте запитать другие устройства, требующие более высокого напряжения или тока, такие как цепочка светодиодов (убедитесь, что они подключены в правильной ориентации), пьезозуммер или более мощный источник света.
Советы преподавателям
Небольшие электрические устройства доступны в магазинах электроники. Убедитесь, что выбранное электрическое устройство производит заметные изменения при подключении к источнику питания с напряжением в один вольт.
