Электроды рутиловые маркировка: плюсы и минусы покрытия, применение
Содержание
что это такое, маркировка и применение
Автор Сварщик На чтение 6 мин Просмотров 125 Опубликовано
Основным элементом, участвующим в сварке, без которого она невозможна, является даже не сварочный аппарат, а электроды, что им используется. Они подбираются под вид сварки и сварочный аппарат, но есть и такие, что считаются универсальными. Они не только применяются к большинству видов сварочных аппаратов, но также обладают множеством преимуществ, выгодно выделяющих их среди остальных стержней. Таковы рутиловые электроды, о которых и пойдет далее речь.
Содержание
- В чем особенность рутиловых электродов?
- Преимущества и недостатки
- Состав и характеристики
- Маркировка рутиловых электродов
- Применение электродов с рутиловым покрытием
- Прокалка электродов
- Режимы сварки
- Популярные производители
В чем особенность рутиловых электродов?
Чтобы понять все достоинства и недостатки, сначала необходимо сказать, что рутиловый электрод это стержень, в который, как и во все другие, входит металлический сердечник. Но есть отличие — рутиловое покрытие, а рутил — это природный минерал, который позволят сделать сварочный шов не только качественным, но также очень аккуратным.
Но есть отличие — рутиловое покрытие, а рутил — это природный минерал, который позволят сделать сварочный шов не только качественным, но также очень аккуратным.
Однако, здесь предполагается использование только ручной дуговой сварки.
Преимущества и недостатки
Среди преимуществ рутиловых электродов для сварки:
- Вредное воздействие едких испарений снижается за счет оксида титана — минерал рутил получается из него.
- Дуга горит стабильнее, а зажигается — быстрее и проще.
- Рутиловый шлак удаляется удобнее.
- Швы становятся устойчивее к разрывам, изломам.
- Пор из-за попадания кислорода гораздо меньше благодаря рутилу.
- Сварка получается хорошей, даже если металл требует чистки.
- Металл разбрызгивается в малых количествах, так что можно легко делать вертикальные и даже потолочные швы.
Более того, сварка будет сама по себе проста, поэтому ее можно проводить при любом размещении материалов, даже при резких движениях дуга будет сохранять свое горение.
Иногда в покрытие добавляется железный порошок, благодаря чему количество навариваемого металла увеличивается, а риск образования дефектов — снижается.
В числе недостатков, с которыми можно столкнуться при использовании рутиловых электродов:
- Перед использованием нужно делать просушку и прокалку, а после прокалки необходимо подождать еще 24 часа.
- Важно соблюдать точность режимов, чтобы качество стержней не снижалось.
Достоинств у подобных стержней гораздо больше, чем недостатков, что легко объясняет их популярность.
Состав и характеристики
В состав электродов с рутиловым покрытием входят:
- Рутил — 48%.

- Шпат полевой — 25%.
- Магнезит и ферромарганец — по 10–15%.
- Декстрин — 2%.
- Жидкое стекло — 10%.
Среди основных технических характеристик:
- Производительность — 12–16 г/мин.
- Коэффициент наплавки — 11–15 г/А·ч.
- На 1 килограмм расплавленного металла уйдет 1,4-1,7 кг электродов.
Расходные материалы должны отвечать требованиям ГОСТ 9466-75, 9467-75, а также международным стандартам ISO 2560, DIN 1913, AWS 5.1.
Маркировка рутиловых электродов
На каждую упаковку со стержнями нанесена маркировка. Она состоит из двух частей, верхней и нижней. В верхней области есть четыре части кода, еще две — в нижней.
Так, верхняя часть маркировки электродов с рутиловым покрытием содержит:
- Тип электрода.
- Марка стержня.
- Диаметр (в мм).
- Комбинацию «УД», где «У» обозначает, что электроды могут применяться для углеродистых и низколегированных сталей, а “Д” — то, что стержнем справится с толстым покрытием.

В нижней части сначала пишутся индексы, которые дают характеристику шву и наплавленному металлу. Далее обычно пишется «Р26», где «Р» значит рутиловое покрытие электродов, «2» — возможность сварки при любом расположении свариваемых элементов, а «6» напоминает о необходимости использовать ток обратной полярности.
Пример маркировки элетродов с рутиловым покрытием
Применение электродов с рутиловым покрытием
В основном такие стержни используются в работе с генераторами, инверторами и трансформаторами, так как они используются независимо от размещения в пространстве. Это значит, что они могут использоваться не только горизонтально, но и вертикально, и даже на потолке.
Сварка труб и ремонт трубопроводов тоже отлично выполняются с помощью рутиловых стержней, ведь покрытие позволяет делать сварку даже при высоком уровне влажности.
Расплавленный металл хорошо проникнет в швы, поэтому соединение получится действительно крепким. Но кромки соединяемых частей нужно подготавливать, к примеру, специально разделывать, если толщина металла превышает 5 мм. Также важно при сварке с зазором заботиться о том, чтобы он не менялся в зависимости от длины и был равным во всех частях.
Также важно при сварке с зазором заботиться о том, чтобы он не менялся в зависимости от длины и был равным во всех частях.
При замене электрода с рутиловым покрытием нужно выполнять зажигание дуги выше, а потом вернуться к обрыву шва и продолжить его создание.
После работ шов покрывается чешуйчатым шлаком, удаляющийся буквально одним движением. Поэтому сложностей с ним не возникает.
Прокалка электродов
Если стержни отсырели, то им потребуется прокалка. Обычно она проводится в печи, при температуре 160 — 200°C, в течение 1 часа. Но нередко прямо на упаковке с электродами указывается, какой именно метод прокалки, а точнее, какова температура, требующаяся именно для этой марки стержней.
К примеру, некоторым будет достаточно прокалки и при 90°C, но если у вас будут рутиловые электроды OK 46.00 от шведской компании ESAB, то им прокалка не потребуется, так как, даже если они отсыреют, шов все равно получится высокого качества.
Лучше всего прокалывать стержни в особой печи или термопенале. Обычно одной прокалки достаточно, но она может потребоваться повторно, если:
- обмазка оказалась слишком сырая;
- расходные материалы хранились неправильно в течение долгого времени;
- электроды прилипают к металлу.
Важно!
Обычно прокалку применяют не более трех раз, и делать это только с теми стержнями, которые будут использоваться во время сварки, а не сразу всеми.
Режимы сварки
Сварка осуществляется с помощью оборудования, работающего на переменном или постоянном токе. Понять, какой величины должен быть ток, чтобы подойти под диаметр стержня, можно из таблицы ниже:
| Толщина металла, мм | Диаметр электрода, мм | Минимальная сила сварочного тока, А | Максимальная сила сварочного тока, А |
|---|---|---|---|
| 1 — 2 | 1,6 | 30 | 40 |
| 2 — 3 | 2 | 40 | 70 |
| 2 — 3 | 2,5 | 50 | 100 |
| 3 — 4 | 3,2 | 100 | 120 |
| 4 — 6 | 4 | 140 | 180 |
| 6 — 7 | 5 | 180 | 260 |
| 7 — 8 | 6 | 300 | 360 |
Также, чтобы подобрать режим сварки, необходимо учесть не только такие параметры, как толщина металла, но и расположение будущего шва. К примеру, если сварка производится в нижнем положении, то значения сварочного тока должны быть уменьшены на 20%.
К примеру, если сварка производится в нижнем положении, то значения сварочного тока должны быть уменьшены на 20%.
Популярные производители
Российские и зарубежные производители выпускают хорошие рутиловые сварочные электроды. В числе российских марок наиболее хорошо продемонстрировали себя:
- МР-3 или 3С.
- ОЗС-4, 6 или 12.
- АНО-21.
- ЗРС-1 и 2.
Также качественные рутиловые стержни выпускают в Швеции, Турции, США, Китае и т. д.
Несмотря на все преимущества рутиловых электродов, сварка — это процесс, требующий навыков. Поэтому перед тем, как их использовать, убедитесь, что точно знаете, как это делается и каких правил предстоит придерживаться, чтобы сварка была не только правильной, но и безопасной. Если навыки достаточно хороши, такие стержни, безусловно, станут хорошим приобретением, которые значительно упростят работу со сваркой при правильном применении, а также хранении.
Если навыки достаточно хороши, такие стержни, безусловно, станут хорошим приобретением, которые значительно упростят работу со сваркой при правильном применении, а также хранении.
состав, маркировка, покрытие и применение
Содержание статьи:
Рутиловые электроды: состав, маркировка, покрытие
Среди всех сварщиков, рутиловые электроды признаны как одни из лучших, по целому ряду причин. Во-первых, электроды с рутиловым покрытием допускается применять для сварки, как постоянным, так и переменным током. Во-вторых, сварочный шов с использованием рутиловых электродов выходит прочным и ударостойким.
Что такое рутиловые электроды и для чего они используются. Какой состав и характеристики они имеют, и как выбрать для них режим сварки. Именно об этом и будет рассказано на сайте mmasvarka.ru.
Из чего состоят рутиловые электроды
Как и все другие, рутиловые электроды состоят из металлического стержня и рутила в качестве обмазки, который получают из двуокиси титана.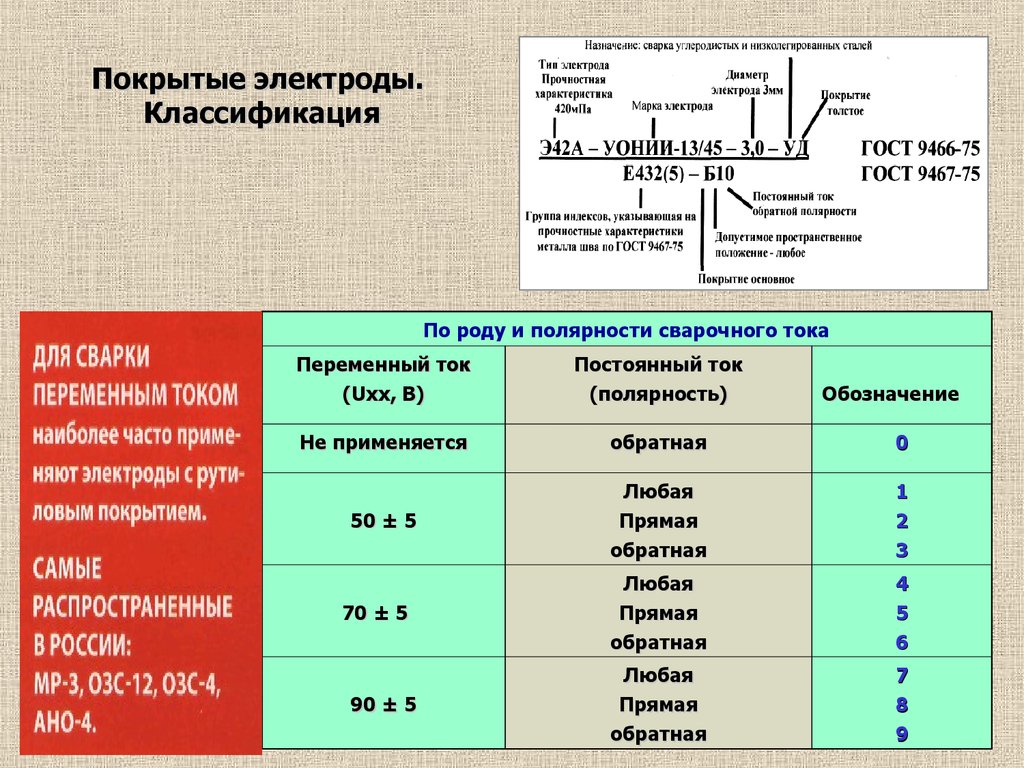 Именно рутиловая обмазка электродов даёт возможность получить качественный сварочный шов, стабильную дугу, и ряд других преимуществ, которыми обладают рутиловые электроды.
Именно рутиловая обмазка электродов даёт возможность получить качественный сварочный шов, стабильную дугу, и ряд других преимуществ, которыми обладают рутиловые электроды.
Кстати, рутиловое покрытие электродов считается самым безопасным, поскольку оно не содержит в своём составе вредных веществ.
Характеристики электродов с рутиловым покрытием
Рутиловые электроды различаются по составу обмазки. Что касается стержня, то для его изготовления берётся стальная проволока Св-08. Её металл хорошо взаимодействует со всеми низкоуглеродистыми и малолегированными сталями, она хорошо плавится и легко соединяется с ними.
Состав рутиловых электродов может различаться, однако, чаще всего, можно встретить электроды с рутиловым покрытием следующего вида:
- Рутил — почти 50%;
- Магнезит — 10%;
- Декстрин — 3%;
- Ферромарганец — 15%;
- Полевой шпат — не более 25%.
Популярные марки рутиловых электродов знакомы почти всем сварщикам. В первую очередь, это такие известные электроды, как: МР-3, ОЗС-6, ОЗС-4, электроды АНО-21, ЗРС-1 и ЗРС-2.
В первую очередь, это такие известные электроды, как: МР-3, ОЗС-6, ОЗС-4, электроды АНО-21, ЗРС-1 и ЗРС-2.
Маркировка рутиловых электродов
Рутиловые электроды обозначаются буквой «Р». Она, как правило, ставится в самом конце аббревиатуры. Если рядом с буквой «Р» на пачке с электродами указана буква «Ц», то она говорит о том, что в составе рутиловых электродов есть целлюлоза.
Как и другие компоненты рутиловой обмазки, целлюлоза является также, абсолютно безвредным веществом. Именно по этой причине рутиловые электроды не выделяют при горении вредных для дыхательных путей сварщика, газов.
Применение электродов с рутиловым покрытием
Как было сказано выше, рутиловые электроды получили огромную популярность благодаря своей «универсальности». Их можно использовать как для работы с инвертором, который выдаёт постоянный ток, так и на трансформаторах с переменным сварочным током.
Электроды с рутиловым покрытием выдают одинаково хорошие результаты, при сварке во всех пространственных положениях. Данные электроды предназначены в основном для сварки низколегированных сталей.
Данные электроды предназначены в основном для сварки низколегированных сталей.
Какой режим сварки для рутиловых электродов выбрать
Рутиловые электроды очень требовательны к условиям хранения, поэтому для получения хороших результатов сварки, перед началом работ их следует просушить. Прокаливание рутиловых электродов производится при температуре не менее 200 градусов. Благодаря этому, электроды с рутиловым покрытием не разбрызгивают металл и имеют лёгкое отделение шлака, чем непросушенные электроды.
Как и в большинстве случаев, чтобы подобрать правильный режим сварки для рутиловых электродов, нужно учитывать не только толщину металла, но и пространственное положение. Для сварки в нижнем положении, значения сварочного тока уменьшается на 20%.
Преимущества рутиловых электродов
К основным преимуществам рутиловых электродов относится следующее:
- Рутиловыми электродами можно работать как на постоянном, так и на переменном токе;
- Рутиловые электроды хорошо варят даже ржавый металл;
- Данные электроды имеют стабильную дугу, которая легко разжигается;
- Сварочный шов, полученный с помощью электродов с рутиловым покрытием, обладает высокой механической прочностью и ударной вязкостью;
- Предварительно просушенные электроды, перед сваркой, имеют малый коэффициент разбрызгивания металла;
- Эти электроды очень легко использовать повторно;
- Электроды, имеющие рутиловое покрытие менее опасны, чем любые другие.

Благодаря всем вышеперечисленным преимуществам, рутиловые электроды получили огромное применение в сварке. Сегодня трудно представить сварку металлоконструкций из низкоуглеродистых сталей и трубопроводов без использования электродов с рутиловым покрытием.
Поделиться в соцсетях
Аспекты, которые необходимо учитывать при сварке ММА
Сварка ММА (ручная металлическая дуга) электродом с покрытием — это тип сварки, широко используемый благодаря своей универсальности и широкому спектру применения. Хотя он используется очень часто, все еще есть пользователи, которые сомневаются в выборе типа электрода или полярности для достижения оптимальной сварки. Поэтому на протяжении всей этой статьи я буду говорить о процессе и о том, какие существуют типы электродов, их части и аспекты, которые следует учитывать.
Как работает сварка ММА?
Детали, используемые при сварке штучными электродами
Ручная дуговая сварка металлическим электродом (MMA) электродом с покрытием — это процесс соединения металлических деталей. Благодаря теплу, выделяемому электрической дугой, образующейся между электродом с покрытием и металлической основой, подлежащей соединению, металлическая сердцевина электрода плавится, заполняя и соединяя детали.
Благодаря теплу, выделяемому электрической дугой, образующейся между электродом с покрытием и металлической основой, подлежащей соединению, металлическая сердцевина электрода плавится, заполняя и соединяя детали.
Чтобы этот процесс работал успешно, важно выбрать определенные параметры, такие как: электрод, совместимый со свариваемым изделием, сила тока в зависимости от диаметра электрода и толщины изделия, а также правильное положение клемм (прямая полярность или обратная).
Сварочное оборудование Super Plus 160 с кабелем электрода и кабелем заземления
Рассмотрим каждый из этих пунктов.
Как выглядит электрод с покрытием для сварки ММА?
Детали электрода
Детали электрода
Как видно на изображении выше, электрод имеет металлический стержень или сердечник и покрыт флюсом. На левом конце стержня находится электрододержатель (непокрытый участок металла, куда подключается зажим электрододержателя), в центре — флюсовая сердцевина, а на правом конце — наконечник, который расплавится при сварке (обе части покрыты ).
Расплавленное покрытие образует шлак, защищающий сварной шов.
«Как?» Предотвращая загрязнение расплавленного материала, улучшая и стабилизируя заправку дуги, отделку и механические характеристики, а также снижая скорость охлаждения и делая возможным выполнение сварного шва в различных положениях.
«У всех ли электродов одинаковые компоненты?»
Я скажу вам нет. В зависимости от материала, который вы собираетесь сваривать, и вида покрытия они имеют тот или иной тип.
Типы и характеристики электродов
По данным Американского общества сварщиков (AWS) и Американского общества инженеров-механиков (ASME) существуют: кислотные, рутиловые, целлюлозные и основные электроды. Давайте посмотрим, каковы их характеристики.
Кислотные электроды
Кислотные электроды изготавливаются из оксидов железа, железо-магниевых сплавов и кремния.
Характеризуются стабильной дугой, высокой степенью раскисления и легким удалением шлака. Простота обслуживания и, несмотря на низкую стоимость, сварка имеет хорошую стойкость , но с риском растрескивания.
Простота обслуживания и, несмотря на низкую стоимость, сварка имеет хорошую стойкость , но с риском растрескивания.
Рутиловые электроды
Эти электроды состоят в основном из рутила.
Имеют стабильную дугу и простое зажигание дуги. Сварной валик, который они оставляют, эстетически лучше других и хорошо сохраняется, и, кроме того, как и у кислотных электродов, сварной шов устойчив , но с риском растрескивания.
Целлюлозные электроды
В состав целлюлозных электродов входит целлюлоза с магнием и кремнием.
Имеют высокую проникающую способность, удобоукладываемость и дают мало шлака . Однако верно то, что содержание водорода несколько велико.
Основные электроды
Основные электроды состоят из оксидов железа и сплавов железа. Они имеют менее стабильную и более короткую дугу, а также очень низкое потребление водорода. Они должны находиться при температуре хранения от 30° до 150° , потому что если их покрытие воспринимает влажность, оно может стать пористым. Но сварные швы с этим типом электродов очень стойкие.
Они должны находиться при температуре хранения от 30° до 150° , потому что если их покрытие воспринимает влажность, оно может стать пористым. Но сварные швы с этим типом электродов очень стойкие.
Таблица, поясняющая преимущества и недостатки каждого типа электрода
Диаметр электрода
В целом, диаметр электродов зависит от силы тока сварочного оборудования, которое вы используете, и размера материала , который ты будешь сваривать. Для справки, вот рекомендация диапазона силы тока, в котором вы должны работать, в зависимости от диаметра вашего электрода.
- 25–50 А для электродов диаметром 1,6 мм.
- 40–80 А для электродов диаметром 2,0 мм.
- 60–110 А для электродов диаметром 2,5 мм.
- 80–140 А для электродов диаметром 3,25 мм.
- 115–160 А для электродов диаметром 4,0 мм.
- 160-210 А для электродов 5,0 мм.
- 190–260 А для электродов диаметром 6,0 мм.
Теперь, когда вы знаете, какие существуют типы электродов, у вас может возникнуть вопрос: «Для чего они используются?»
Для чего используется каждый электрод при сварке ММА?
Электроды кислотные марки применяются в строительстве для горизонтальной сварки низкоуглеродистых сталей с небольшим содержанием примесей.
Однако рутиловые электроды используются, в частности, в котлостроении, судостроении и металлических конструкциях для сварки во всех положениях малоуглеродистой стали малой толщины с небольшим содержанием примесей.
С другой стороны, целлюлозные электроды обладают высоким проплавлением и поэтому подходят для сварки во всех положениях, в том числе вертикально вниз, труб или там, где валик на обратной стороне невозможен или доступ к электроду является критическим, низкой углеродистые стали с небольшим содержанием примесей.
И, наконец, основные электроды подходят для сварки во всех положениях, даже при большой толщине.
«А все ли электроды пропускают один и тот же ток?» Нет. Я объясню это ниже.
Типы тока при сварке ММА
Старое сварочное оборудование использовало на выходе переменный ток, поэтому ток не был постоянным во времени. Однако современное сварочное оборудование, инвертор, использует двухполупериодный выпрямитель, который преобразует частоту 50-60 Гц из переменного тока (переменного тока) в постоянный (постоянный ток), так что они могут непрерывно сваривать длинные сварочные швы.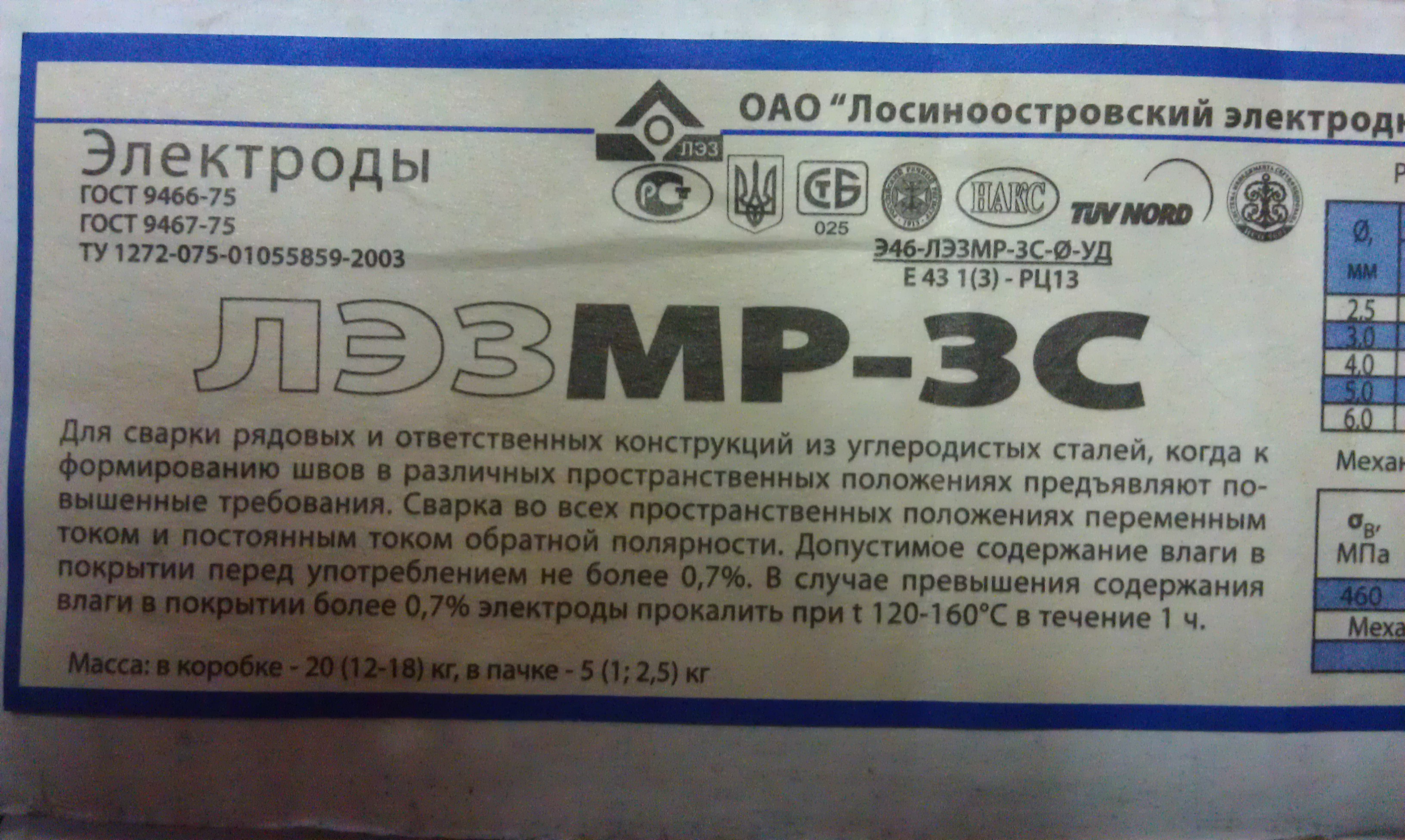
Но для этого необходимо убедиться, что электроды совместимы с током (постоянным или переменным) и полярностью (прямой или обратной). И четвертая цифра классификации AWS будет обозначать вас (в следующем разделе я покажу вам, что это такое).
По отношению к типам электродов, которые мы видели ранее, соединение, которое работает лучше всего:
- Рутиловый электрод: прямая полярность.
- Целлюлозный электрод: обратная полярность.
- Основной электрод: обратная полярность.
- Электрод из нержавеющей стали: обратная полярность.
Когда полярность прямая : зажим держателя электрода подключается к отрицательному полюсу, а зажим заземления к положительному полюсу. При изменении полярности : зажим держателя электрода подключается к положительному полюсу, а зажим заземления к отрицательному полюсу.
Что означает номенклатура электродов?
Электроды имеют стандартную номенклатуру, состоящую из буквы и четырех цифр, и от них будет зависеть их классификация.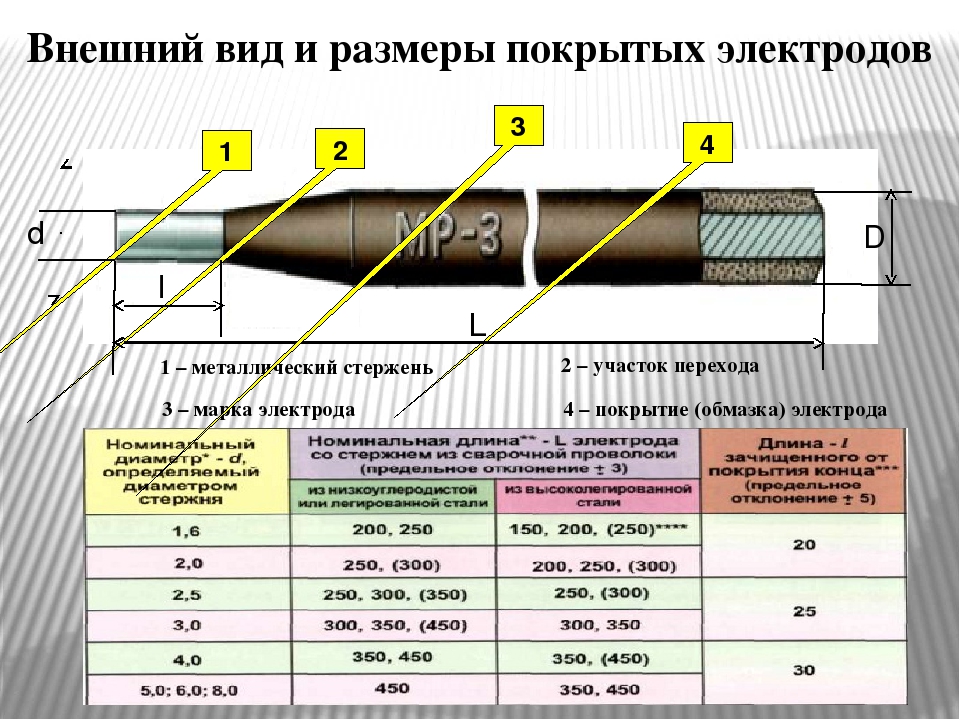
Номенклатура электродов
Буква Е указывает на то, что электрод пригоден для ручной электросварки.
Следующие две цифры XX указывают минимальный предел прочности на растяжение наплавленного металла без термической обработки после сварки (измеряется в фунтах/дюйм2).
Буква Y показывает положения, в которых можно выполнять сварку этим электродом. Если это 1, вы можете делать это в плоском, вертикальном, над головой и горизонтальном положении; если это 2 в плоском и горизонтальном; а если 4, то удобно использовать как в горизонтальном положении, так и вертикально вниз.
А буква Z будет обозначать вид тока и полярность, при которых электрод работает лучше всего, и тип покрытия.
Итак, какие аспекты необходимо учитывать перед выбором электрода?
- Металлическая основа (свариваемый материал): ее толщина и форма. Он должен быть совместим с материалом электрода.

- Род тока: постоянный или переменный.
- Электроэнергия.
- Положение, позволяющее электроду.
- Сопротивление, поддерживающее сварку.
- Технические условия, необходимые для работы.
- Эффективность и скорость сварки.
Что нужно знать о электродных покрытиях SMAW!!!
сварные знания
Многое зависит от выбора типа электрода для успешного выполнения сварки методом SMAW. Неправильный выбор типа электрода может привести к большему количеству дефектов, большему количеству ремонтов. Выбор правильного типа электродного покрытия позволяет получить металл шва с заданными характеристиками качества при низкой себестоимости. Как правило, сварочный электрод выбирают таким образом, чтобы характеристики металла шва были такими же или лучше, чем у основного материала, с учетом положения сварки и конструкции сварных соединений, поскольку они существенно влияют на свойства сварного шва.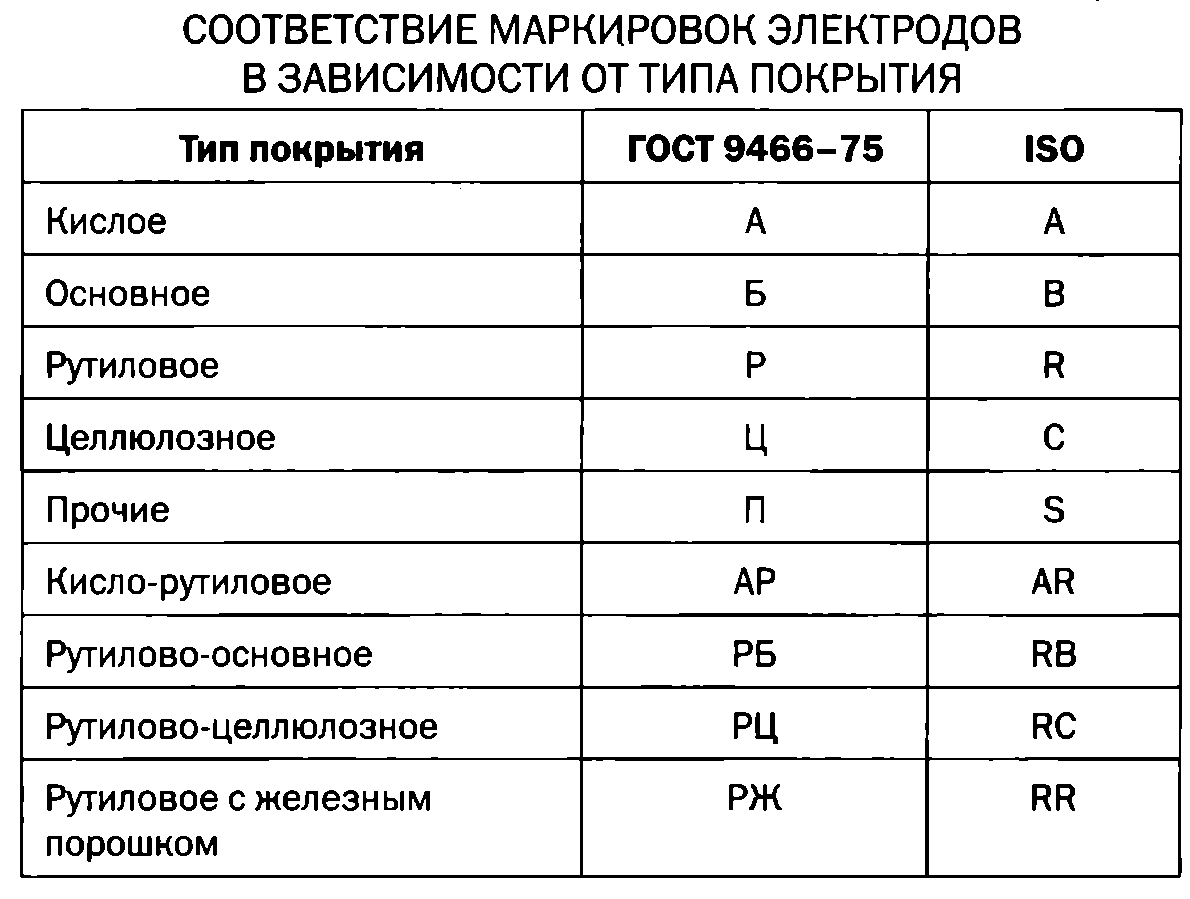
Покрытие стержневого электрода состоит из множества компонентов, в основном минеральных, ниже на рисунке показано сырье для покрытия и его влияние на характеристики сварки.
Стержневые электроды в зависимости от состава покрытия подразделяются на четыре различных типа:
Целлюлозные электроды (обозначение C)
Эти электроды состоят из большого количества углеводородных соединений и карбонатов кальция помимо других компонентов и нашел подходящий для
- Все позиции сварки, особенно для вертикальной и потолочной сварки и
- Обеспечение высоких механических свойств в металле сварного шва радиографического качества.
Предпочтительны для вертикальной сварки сверху вниз. Однако, кроме глубокого проплавления, они дают высокое содержание водорода в металле шва.
Рутиловый электрод (символ R)
Эти электроды, помимо других компонентов, преимущественно содержат рутил (TiO 2 ) и, как известно, обеспечивают почти 100% восстановление металла сварного шва, легкое зажигание и повторное зажигание дуги. Они подходят для
Они подходят для
- Угловые сварные швы,
- Сварка листового металла,
- Хорошая способность перекрывать зазоры,
- Без потерь на разбрызгивание и
- Сварка во всех положениях.
Рекомендуется для сварки низкопрочных сталей (<440 МПа). Для сварки высокопрочных сталей (>440 МПа) металл шва, как правило, должен иметь низкое содержание водорода, поэтому сварные соединения разрабатывают с использованием основных, рутиловых, основных рутиловых и циркониевых электродов.
Основной электрод (обозначение B)
Эти электроды имеют основное (щелочное) покрытие, содержащее карбонат кальция/фторид кальция. Основные электроды предпочтительнее других электродов для обработки сварных соединений высокопрочной стали (480-550 МПа) с металлом шва, имеющим
- Низководородный,
- Хорошая ударная вязкость при низких температурах,
- Стойкость к горячему и холодному растрескиванию.
Однако эти электроды имеют сравнительно плохую способность к отделению шлака. Скорость сварки и скорость наплавки, обеспечиваемые основными электродами, особенно в вертикальном положении сварки, намного выше, чем у рутиловых и кислотных электродов. Основные электроды могут выдерживать более высокий сварочный ток даже в вертикальном положении сварки.
Скорость сварки и скорость наплавки, обеспечиваемые основными электродами, особенно в вертикальном положении сварки, намного выше, чем у рутиловых и кислотных электродов. Основные электроды могут выдерживать более высокий сварочный ток даже в вертикальном положении сварки.
Кислотный электрод (обозначение A)
Покрытие
- Легче зажечь дугу, чем обычные электроды, но хуже зажечь дугу, чем рутиловые электроды,
- Средняя скорость сварки,
- Гладкий сварной шов
- Хорошая отделяемость шлака.
Однако кислотный электрод был заменен рутиловым электродом и основным электродом для плоской и позиционной сварки соответственно. Пластичность и ударная вязкость металла сварного шва, образованного кислотным электродом, лучше, чем у рутиловых электродов, однако предел текучести и предел прочности при растяжении оказались ниже. Этот тип электрода обеспечивает минимальное проникновение, что хорошо для очень тонких листов, но они чувствительны к влаге.
