Сварочный полуавтомат описание: Сварочные полуавтоматы
Содержание
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742.
 D051)
D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
 2 DC MIG/MAG
2 DC MIG/MAGПолуавтоматическая сварка.
 Сварка MIG/MAG полуавтоматом
Сварка MIG/MAG полуавтоматом
Полуавтоматическая сварка или MIG-MAG сварка.
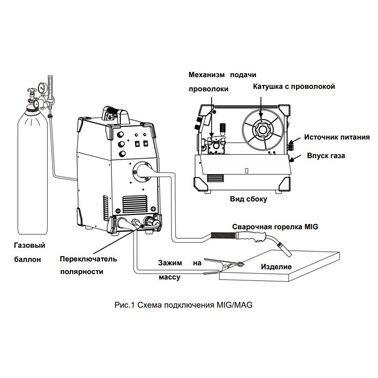
Сварка полуавтоматом (полуавтоматическая сварка MIG/MAG) — это второй по полурности вид сварки (первый — ручная дуговая сварка MMA), при котором сварка осуществляется с помощью сварочной проволоки, которая автоматически подается в зону сварки, а сам процесс сварки проиходит в среде защитных газов.
Популярности сварки полуавтоматами обусловлена высокой производительностью полуавтоматической сварки и высоким качеством получаемого в процессе сварки полуавтоматом сварного шва.
Что означает аббревеатура MIG/MAG?
MIG – это сварка, в которой используется инертный газ, например, гелий или аргон, или их смеси.
MAG – это сварка, в которой используется активный газ, например, азота или углекислый газ, или их смеси.
Сегодня методы полуавтоматической сварки применяются во всех областях промышленности, в строительстве и производстве. Современное автомобилестроение, судостроение, производство металлоконструкций не возможно представить без сварочных полуавтоматов и полуавтоматической сварки.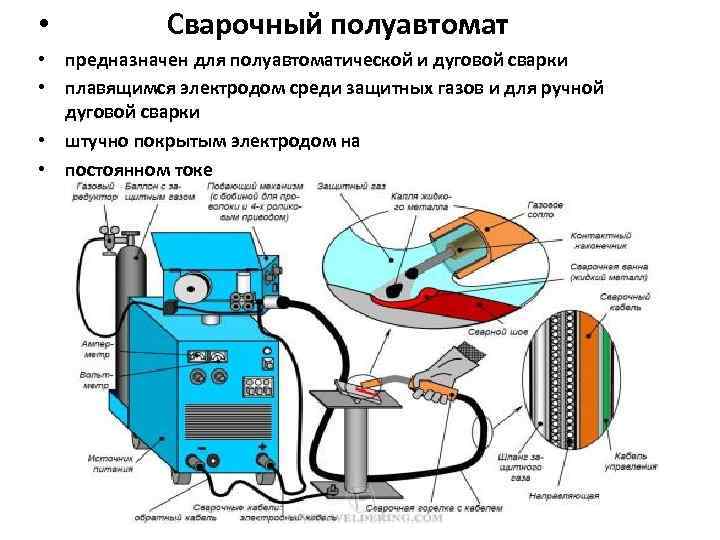
Принцип работы сварочного полуавтомата заключается в том, что сварочная проволока автоматически подается в зону сварки, она поступает по кабель каналам через сварочную горелку, которой управляет сварщик. Сварочная проволока выступает в роли токопроводящего электрода и присадочного материала. Процесс сварки осуществляется в среде защитных газов, для защиты сварочной зоны от негативного воздействия внешних факторов и как следствие, сварка качественного сварного шва, изготовление качественного изделия.
В полуавтоматической сварке используют разные источники питания сварочного аппарата, которые работают на постоянном токе: выпрямители и инверторы. Выбор между источникими питания полуавтомата зависит от конкретных условий сварки.
Если сварочный полуавтомат будет использоваться в бытовых условиях, например, дома или в гараже;в небольшом производстве, то лучше выбрать полуавтомат ESAB Caddy® Mig C160i/C200i. Данная модель компактного полуавтомата отличается высокой производительность, надежностью и качеством. Аппарат идеален для кузовного ремонта, для автосервиса.
Аппарат идеален для кузовного ремонта, для автосервиса.
Если нужен сварочный полуавтомат для постоянной работы, например, для сварки металлоконструкций, металлических изделий, то стоит присмотреться, к серии сварочных полуавтоматов SYNERGIC.PRO2® 170-2-310-4 от немецкой компании REHM. Оборудование REHM — это высококачественный и высокотехнологичный продукт, отличающийся от аналогов, низким энергопотреблением.
Если полуавтомат будет работать в условиях крупного производства или в областях промышленности, где нужны мощные сварочные аппарата, высокой производительности, то стоит опробовать в работе профессиональные сварочные полуавтоматы серий Origo™ Mig от ESAB, SYNERGIC.PRO2® или MEGA.ARC2® от REHM, мощностью до 600A.
Сварочные полуавтоматы в каталоге оборудования для полуавтоматической сварки магазина «ВСЁ ДЛЯ СВАРКИ» компании Сваркомплект.
О сварке
Полуавтоматическая сварка MIG/MAG
Тип сварочных процессов (ручная, полуавтоматическая, машинная, автоматизированная, роботизированная сварка) – Общие технические знания
Дата: 15 июня 2018 г. Автор: Тхань Нгуен Ле
Автор: Тхань Нгуен Ле
0 комментариев
Определено в Американском национальном стандарте: Стандартные термины и определения по сварке, AWS A3.0:2001:
1. Ручная сварка (MMA, TIG…)
Сварка, при которой вся операция сварки выполняется и контролируется рука. Поскольку сварщик выполняет всю работу вручную, это требует физических усилий и может привести к травмам.
При ручной сварке означает «сварка с помощью горелки, пистолета или электрододержателя, удерживаемая и управляемая вручную», сварщик выполняет функцию сварки и постоянно контролирует сварочные операции вручную.
2. Полуавтоматическая сварка (FCAW, MIG, MAG…)
При полуавтоматической сварке, определяемой как «ручная сварка с оборудованием, которое автоматически контролирует один или несколько условий сварки», сварщик манипулирует сварочной горелкой, чтобы создать сварной шов, в то время как электрод автоматически подается к дуге.
3. Машинная (механизированная) сварка
Машинная (механизированная) сварка
Сварка с использованием оборудования, которое требует манипуляций оператора или регулировки в ответ на изменения условий сварки. Горелка, горелка или электрододержатель удерживаются механическим устройством, а механическое устройство, удерживающее горелку, горелку или электрод, может быть роботом.
При механизированной сварке определяется как «сварка с использованием оборудования, требующего ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за сваркой, с горелкой, пистолетом или электрододержателем, удерживаемым механическим устройством», вмешательство сварщика состоит из регулировки органов управления оборудованием в ответ на визуальное наблюдение за операциями.
4. Автоматизированная сварка (SAW…)
Сварка с оборудованием, которое требует лишь периодического наблюдения за сварным швом или вообще не требует его, а также ручной регулировки органов управления оборудованием. Для этого типа сварки деятельность сварщика заключается в запуске машины и поиске дефектов или проблем, которые необходимо исправить.
Для этого типа сварки деятельность сварщика заключается в запуске машины и поиске дефектов или проблем, которые необходимо исправить.
При автоматизированной сварке, определяется как «сварка с использованием оборудования, которое требует лишь периодического наблюдения за сварным швом или его отсутствия, а также ручной регулировки органов управления оборудованием», участие сварщика ограничивается активацией машины для запуска цикла сварки и периодическое наблюдение за сварным швом, если оно вообще проводится.
5. Роботизированная сварка
Сварка, выполняемая и контролируемая роботизированным оборудованием, не требующая участия сварщика. Основная функция сварщика при роботизированной сварке заключается в поддержании контроля качества и устранении любых отклонений или проблем.
Роботизированная сварка, определяется как «сварка, которая выполняется и контролируется роботизированным оборудованием», не предполагает участия оператора сварки в выполнении сварки, поскольку сварочные операции выполняются и контролируются сварочными роботами.
Определения каждого термина в соответствии с Британским стандартом BS 499: Часть 1: 1991 следующие:
Механизированная сварка — сварка, при которой параметры сварки контролируются механически или электронным способом и могут изменяться вручную во время сварки. сохранять требуемое положение сварки.
Автоматическая сварка – сварка, при которой контролируются все параметры сварки. Ручная регулировка может выполняться между операциями сварки, но не во время сварки.
Роботизированная сварка – автоматическая сварка с использованием робота, который может быть предварительно запрограммирован на различные пути сварки и геометрию изготовления.
Успешное применение механизированных/автоматизированных систем может дать ряд преимуществ. К ним относятся повышенная производительность, постоянное качество сварки, предсказуемая производительность сварки, снижение переменных затрат на сварку и снижение стоимости деталей. Ограничения включают в себя более высокие капиталовложения, чем для оборудования для ручной сварки, необходимость более точного расположения и ориентации деталей, а также более сложные устройства перемещения и управления дугой. Таким образом, производственные потребности должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, техническое обслуживание оборудования и обучение операторов/программистов для автоматизированного/роботизированного оборудования.
Ограничения включают в себя более высокие капиталовложения, чем для оборудования для ручной сварки, необходимость более точного расположения и ориентации деталей, а также более сложные устройства перемещения и управления дугой. Таким образом, производственные потребности должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, техническое обслуживание оборудования и обучение операторов/программистов для автоматизированного/роботизированного оборудования.
Справочный документ:
+ TWI
+ AWS A3.0
+ BS 499
Нравится:
Нравится Загрузка…
Разница между ручной, полуавтоматической, машинной и автоматической сваркой
Оставить комментарий
/ ASME Раздел IX / Автор
Потрясающий мир сварки
В этой статье мы обсудили разницу между сварщиком и оператором сварки, цель их квалификации и то, как раздел IX ASME разделил сварку на ручную, полуавтоматическую, машинную и автоматическую сварку.
Раздел IX ASME устанавливает требования к квалификации персонала, занимающегося сваркой. В разделе IX персонал, занятый сваркой, разделен на сварщика и оператора сварки и приведены различные критерии и переменные для их квалификации.
Цель аттестации рабочих характеристик
Целью аттестации сварщиков является определение способности человека, использующего процесс соединения материалов, производить надежное соединение.
Основным критерием квалификации оператора является определение способности оператора правильно управлять оборудованием для получения надежного соединения.
Сварщик и оператор сварки Определение
Что такое сварщик: Тот, кто выполняет ручную или полуавтоматическую сварку, называется сварщиком.
Что такое оператор сварки: Тот, кто управляет машиной или автоматическим сварочным оборудованием, называется оператором сварки.
Как определено выше, сварщик и оператор сварки зависят от используемого метода сварки. Итак, чтобы понять разницу между сварщиком и сварщиком, нужно понимать разницу между ручной, полуавтоматической, машинной и автоматической сваркой. Мы описали эти термины ниже с картинками, чтобы разницу можно было легко понять:
Итак, чтобы понять разницу между сварщиком и сварщиком, нужно понимать разницу между ручной, полуавтоматической, машинной и автоматической сваркой. Мы описали эти термины ниже с картинками, чтобы разницу можно было легко понять:
Разница между ручной, полуавтоматической, машинной и автоматической сваркой
Ручная сварка: Ручная сварка — это метод сварки, при котором все операции сварки контролируются вручную, т.е. управляется только руками. Для управления этим оборудованием не используются никакие механические устройства. Примерами этого метода являются SMAW и ручная дуговая сварка в среде защитного газа.
Ручная сварка SMAWРучная сварка методом GTAW
Полуавтоматическая сварка: Полуавтоматическая сварка — это сварка, при которой используемое оборудование контролирует подачу присадочного металла, но продвижение сварки контролируется вручную, т. е. механизм подачи проволоки прикреплен к сварочному оборудованию, которое непрерывно продвигает присадочный металл через сварочную горелку и горелка управляется вручную для сварки. Примерами этого метода сварки являются сварка FCAW, GMAW и GTAW с устройством подачи пламени, как показано на рисунке ниже.
Примерами этого метода сварки являются сварка FCAW, GMAW и GTAW с устройством подачи пламени, как показано на рисунке ниже.
Полуавтоматическая сварка GMAW
Машинная сварка: Машинная сварка определяется как сварка, выполняемая с помощью оборудования, которое имеет элементы управления, которые могут регулироваться оператором сварки или регулироваться под руководством оператора сварки в ответ на изменения условий сварки. Горелка, пистолет или электрододержатель удерживаются механическим устройством, т. е. в этом методе все сварочные операции контролируются либо механическими, либо электронными устройствами, и операторы сварки могут вручную изменять во время сварки конфигурацию сварочного соединения для создания звука. сварка. Примерами этого метода сварки являются SAW, GMAW, FCAW и GTAW, когда горелка и удерживается механически, а подача присадочного металла контролируется электронным способом, а операторы сварки вручную изменяют параметры только тогда, когда это необходимо для получения качественного сварного шва.
