Электроды ториевые: Вольфрамовые электроды WT-20 (Красные) с торием — ВСЁ ДЛЯ СВАРКИ
Содержание
Как выбрать вольфрамовые электроды | Тиберис
0
На сумму:
0 р.
Вольфрамовые электроды используются при аргонодуговой сварке, то есть сварке неплавящимся электродом в среде защитного газа аргона.
Температура плавления вольфрама – 3410 °С, температура кипения – 5900 °С. Это самый тугоплавкий из существующих металлов. Вольфрам сохраняет твердость даже при очень высоких температурах. Это позволяет делать из него неплавящиеся электроды. В природе вольфрам встречается, в основном, в виде окисленных соединений — вольфрамита и шеелита.
При аргонодуговой сварке дуга горит между свариваемой деталью и вольфрамовым электродом. Электрод находится внутри сварочной горелки. Для сварки в среде защитных газов обычно применяют постоянный ток прямой полярности. Иногда используется ток обратной полярности или переменный ток. В таких случаях целесообразно использовать вольфрамовые электроды с легирующими добавками, которые повышают стабильность и устойчивость сварочной дуги.
Иногда используется ток обратной полярности или переменный ток. В таких случаях целесообразно использовать вольфрамовые электроды с легирующими добавками, которые повышают стабильность и устойчивость сварочной дуги.
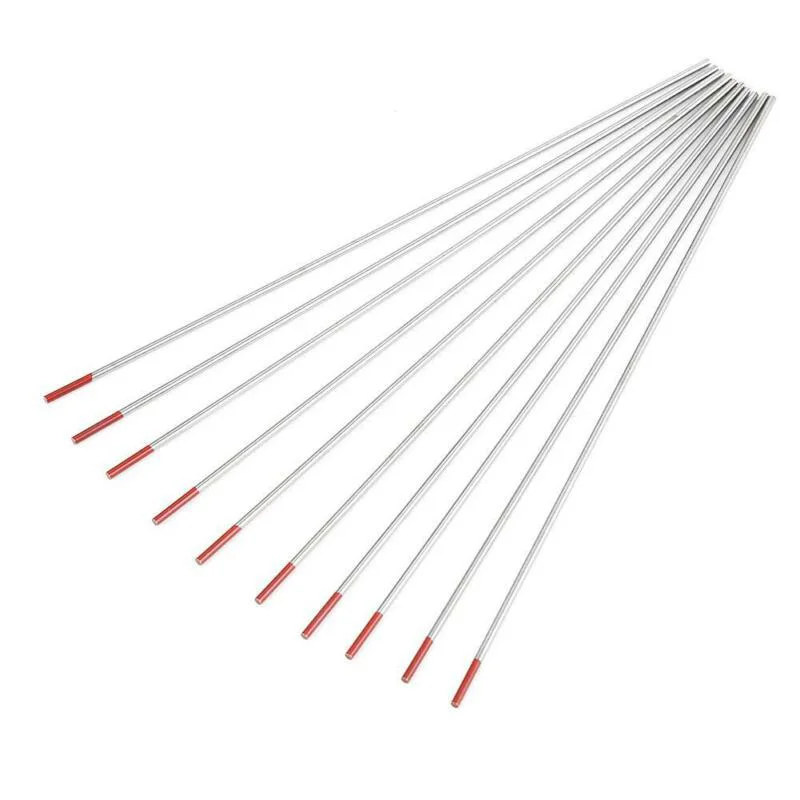
Для улучшения качества электрода (например, устойчивости к высоким температурам, повышения стабильности горения дуги) в чистый вольфрам вводят в качестве добавки окислы редкоземельных металлов. Существует ряд разновидностей вольфрамовых электродов, в зависимости от содержания этих добавок. Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Вольфрамовые электроды делятся на три типа: Постоянного (WT,WY), Переменного (WP, WZ) и Универсальные (WL,WC).
Международные марки электродов
WP (зеленый) — Электрод из чистого вольфрама (содержание не менее 99,5%). Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
Основные свариваемые материалы: алюминий, магний и их сплавы.
Ознакомиться с ценами на WP (зеленые) электроды, можно по ссылке.
WZ-8 (белый) — Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Основные свариваемые материалы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
Ознакомиться с ценами на WZ-8 (белые) электроды, можно по ссылке.
WT-20 (красный) — Электрод с добавлением оксида тория. Наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды.
Сравнительно небольшое выделение тория при эпизодической сварке, как показала практика, не являются факторами риска. Но, если сварка производится в ограниченных пространствах регулярно и в течение длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Электроды WT-20 не рекомендуется использовать для сварки на переменном токе. Торец электрода обрабатывается в форме площадки с выступами.
Основные свариваемые материалы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Ознакомиться с ценами на WT-20 (красные) электроды, можно по ссылке.
WY-20 (темно-синий) — Иттрированый вольфрамовый электрод, наиболее стойкий из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности, содержание окисной добавки — 1,8-2,2%, иттрированый вольфрам повышает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов.
Основные свариваемые материалы: сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Ознакомиться с ценами на WY-20 (темно-синие) электроды, можно по ссылке.
WC-20 (серый) — Сплав вольфрама с 2% оксида церия (церий — самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
По сравнению с чисто вольфрамовым электродом, цериевый электрод дает большую устойчивость дуги даже при малых значениях тока. Электроды применяются при орбитальной сварке труб, сварке трубопроводов и тонколистовой стали. При сварке этими электродами с большими значениями тока происходит концентрация оксида церия в раскаленном конце электрода. Это является недостатком цериевых электродов.
Основные свариваемые материалы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе
Ознакомиться с ценами на WC-20 (серые) электроды, можно по ссылке.
WL-20, WL-15 (синий, золотистый) — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги.
Добавление 1,5% (WL-15) и 2,0% (WL-20) оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового. По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода.
Лантановые электроды более долговечны и меньше загрязняют вольфрамом сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
Основные свариваемые материалы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Ознакомиться с ценами на WL-20здесь и WL-15 по ссылке.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».
Спасибо за подписку!
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.

- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742.
 D051)
D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
Pro-Fusion: радиоактивность торированного вольфрама
Узнайте больше о Sharpshooter, самом безопасном решении для заточки торированных вольфрамовых электродов.
Фон
В течение некоторого времени производители вольфрама добавляли оксид к чистому вольфраму для улучшения характеристик зажигания дуги.
и долговечность сварочных электродов. В то время как 2% торированный вольфрам был наиболее часто используемым вольфрамовым материалом для
В течение многих лет этот тип электродов подвергается все более тщательному изучению из-за опасений по поводу окружающей среды и безопасности.
пользователей этого материала. Опасения возникают из-за того, что элемент торий радиоактивен. Исходя из этого, многие организации
оценили альтернативные типы вольфрама, чтобы увидеть, какие изменения в характеристиках они увидят при переходе на нерадиоактивные
вольфрам.
Проблема радиоактивности
Торий, используемый в 2-процентном торированном вольфраме, является радиоактивным элементом и поэтому может быть опасен для здоровья тех, кто подвергается воздействию
к нему и к окружающей среде. Это альфа-излучатель, однако, когда он находится внутри стержня вольфрамового электрода, он заключен в
Это альфа-излучатель, однако, когда он находится внутри стержня вольфрамового электрода, он заключен в
вольфрамовая матрица, поэтому внешнее излучение мало. Основной риск для сварщика возникает при проглатывании
материала. Это происходит, прежде всего, при вдыхании пыли, возникающей при шлифовке наконечников для сварки, но также и при
в меньшей степени при вдыхании каких-либо паров, выделяющихся при сварке.
Американское общество сварщиков в своих A5.12 «Технические требования к электродам из вольфрама и вольфрамовых сплавов для дуговой сварки и резки» заявляет по этому вопросу следующее: «Торий радиоактивен и может представлять опасность при внешнем и внутреннем облучении. Если
альтернативы технически осуществимы, их следует использовать». Они подтверждают, что главная задача при использовании этого материала
заключается в проглатывании пыли, образующейся при шлифовке точек на электродах. Они продолжают говорить:
Они продолжают говорить:
…во время заточки наконечников электродов образуется радиоактивная пыль с риском внутреннего облучения. Следовательно,
необходимо использовать местную вытяжную вентиляцию для контроля запыленности у источника, дополняемую при необходимости респираторной
защитная экипировка.
Европа также признала опасность 2% тория вольфрама. TWI (Институт сварки), который является британским эквивалентом
AWS сообщает, что «Управление по охране труда и технике безопасности Великобритании (HSE) выпустило информационный документ для обеспечения
хранение и использование торированных вольфрамовых электродов. В нем указано, что местная вытяжная вентиляция должна быть обеспечена во время
операции шлифования, а пыль от шлифовального оборудования и отработанные наконечники утилизируются в герметичном контейнере.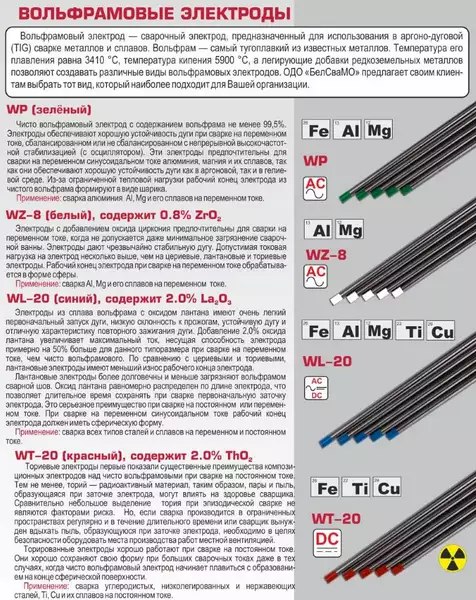
на полигон для захоронения отходов». Далее, «HSE рекомендовал заводским инспекторам, что там, где торированные вольфрамовые электроды
не являются необходимыми для обеспечения качества сварного шва, пользователей следует поощрять к поиску альтернатив».
В очень подробном исследовании, проведенном DVS (Немецким обществом сварщиков), они измерили количество радиоактивного альфа-
частицы и спектры энергии гамма-излучения в окружающем воздухе при шлифовке вольфрамовых электродов. Некоторые из рекомендаций
этого исследования включены:
- Рекомендуется по возможности работать без использования сварочных электродов, содержащих торий.
- Если это невозможно, следует принять меры предосторожности для защиты сотрудников от загрязнения или вдыхания
шлифовальной пыли.
- Рабочая зона должна регулярно очищаться, чтобы избежать загрязнения, вызванного осаждением пыли.
Еще одно исследование было проведено в Германии Департаментом земли Бавария по вопросам развития и окружающей среды. Они
пришел к выводу, что на предприятиях, где отсутствует система пылеудаления при измельчении торированного вольфрама, воздействие вредных
частиц в четыре раза больше, чем при экстракции. Однако, несмотря на то, что сбор пыли обеспечивает значительное улучшение,
уровни могут быть все еще слишком высокими. Кроме того, они упомянули, что торированные вольфрамовые электроды, хранящиеся в ящиках на полке, не годятся.
не представляют потенциальной опасности. На данный момент предложение передано в Комиссию Европейского Сообщества.
резко ужесточить правовые нормы в отношении использования и утилизации ториевых электродов.
В штате Калифорния производители вольфрама теперь включают упаковку вольфрамовых электродов с 2% содержанием тория, которая включает
предупреждение, подобное тому, которое использует Osram Sylvania, а именно: «ВНИМАНИЕ! Этот продукт содержит или производит химическое вещество, известное
Штат Калифорния, чтобы вызвать рак. (Калифорнийский кодекс здоровья и безопасности 25249.5 и последующие)»
Наконец, один из крупнейших производителей вольфрама в США, Teledyne Tungsten Products, перечисляет следующие предостережения/предупреждения в
их листы MSDS:
«Торий — природный низкоуровневый радиоактивный элемент. Торий в первую очередь является источником альфа-излучения. Дочери в распаде
цепи испускают альфа-, бета- и гамма-излучение.Радиоактивные элементы регулируются Комиссией по ядерному регулированию.
NRC публикует нормативные акты в отношении радиоактивных материалов».
«Последствия чрезмерного воздействия: … Хроническое вдыхание пыли может вызвать повреждение легких у людей».
«Оценка канцерогенности: НТП-1 (Тория). Примечание: НТП-1: Вещества или группы веществ, о которых известно, что они канцерогенны.
«Известные канцерогены» определяются в отчете NTP (Национальной токсикологической программы) как те вещества, для которых существует достаточно
доказательства канцерогенности из исследований на людях, чтобы указать на причинно-следственную связь между агентом и раком человека».
«Токсикологическая информация: .
.. Сильное воздействие пыли или проглатывание большого количества растворимых соединений вызывает
изменения массы тела, поведения, клеток крови, активности холинэстеразы и спермы у экспериментальных животных».
Нерадиоактивные вольфрамовые материалы
Из-за проблемы, обсуждавшейся в предыдущем разделе, были предложены два важных альтернативных нерадиоактивных вольфрамовых материала.
развитый. Первый, представленный в 1980-х годах, чаще всего доступен в виде 2% цериевого вольфрама. Этот материал обычно
используется для сварки постоянным током с меньшей силой тока. Фактически, она занимает очень большую долю рынка по продажам оборудования для орбитальной сварки.
процесс.
Совсем недавно вольфрам с содержанием лантана 1½% стал тем, что может стать будущим стандартом для вольфрамовых электродов. 1½%
1½%
по весу (в отличие от 2%) было выбрано тремя крупнейшими производителями в качестве оптимального количества содержания, исходя из
на научных исследованиях, которые показали, что это количество содержания наиболее точно отражает характеристики проводимости 2% тория
вольфрам. Таким образом, сварщики обычно могут легко заменить свой радиоактивный 2% торированный материал этим вольфрамом, а не
необходимо внести какие-либо изменения в программу сварки. Кроме того, поскольку материал оксида лантана менее плотный, чем оксид тория,
палочка из 1½% (по весу) лантанированного вольфрама фактически содержит на 15% больше оксидов по объему, чем палочка из 2% (по весу)
торированный вольфрам. Это способствует зажиганию и стабильности дуги, а также долговечности, поскольку дополнительный объем оксидов
держите наконечник прохладнее.
Наконец, вольфрам с содержанием лантана 1½% подходит для сварки как на переменном, так и на постоянном токе. Таким образом, объекты, которые хранят оба
Таким образом, объекты, которые хранят оба
2% торированный вольфрам для сварки постоянным током и другой тип вольфрама (обычно чистый или циркониевый вольфрам) для сварки переменным током.
в наличии только один вольфрамовый тип.
Тематические исследования
Чтобы оценить возможность перехода на 1½% лантансодержащего вольфрама для сварки постоянным током, был проведен ряд исследований.
были выполнены. Ниже приводится краткое изложение некоторых из них:
Исследование №1
В 1998 Выставка Американского общества сварщиков в Детройте, штат Мичиган, один из крупных производителей вольфрама представил независимую
исследование, проведенное на 1½% лантансодержащем вольфраме. Таким образом, 2% тория, 2% церия и 1½% лантана двух производителей.
Таким образом, 2% тория, 2% церия и 1½% лантана двух производителей.
вольфрама сравнивали, наблюдая эрозию наконечника после 300 разрядов дуги постоянного тока как при 70 ампер, так и при 150 ампер. Как в нижнем, так и в
при более высокой силе тока вольфрам с содержанием лантана 1½% показал наименьшую степень эрозии острия и наиболее стабильное поведение дуги.
Исследование №2
Военно-воздушные силы провели исследование вольфрама с содержанием лантана 1½% и вольфрама с содержанием тория 2% для оценки характеристик зажигания дуги.
текущие возможности и проникновение. Они использовали электроды диаметром 5/32 дюйма для сварки алюминия 6061-T6 и нержавеющей стали 304.
на станке GTAW Miller 350 Synchrowave. Используя как высокочастотный, так и сенсорный пуск, лантансодержащие электроды выполняли
лучше или равно торированным электродам. Кроме того, геометрия острия была более стабильной при сильном токе на лантанате.
Кроме того, геометрия острия была более стабильной при сильном токе на лантанате.
электроды. Не было обнаружено существенной разницы в стабильности дуги, проваре или форме наплавленного валика. Наконец, они пришли к выводу
что не было необходимости повторно сертифицировать существующие процедуры сварки или операторов при использовании лантансодержащих электродов.
Исследование №3
Независимые исследования проводились в Институте судюра в Париже, Institut fuer Schweisstechnische Fertigungsverfahren
TH-Aachen и в Schweisstechnische Zentralanstalt в Вене. Они обнаружили, что в каждом случае срок службы
лантаносодержащие электроды были длиннее, чем ториевые электроды. Кроме того, скорость расхода электрода была выше для торированных
электродов, чем для лантаната. Никаких различий в характеристиках зажигания дуги установить не удалось.
Никаких различий в характеристиках зажигания дуги установить не удалось.
Pro-Fusion от Элдерфилда и Холла
Pro-Fusion специализируется на оптимизации часто упускаемой из виду переменной вольфрамового электрода в процессе сварки. Мы предлагаем превосходное качество 1½% лантанированного вольфрама различных диаметров. Кроме того, мы предлагаем шлифовальный станок для вольфрамовых электродов Sharpshooter для постоянной подготовки геометрии наконечника электрода и электроды для сварки с предварительной шлифовкой, которые обеспечивают гарантированную точность электрода, поскольку они производятся в соответствии с экстремальными допусками.
Заключение
Обычно используемый тип вольфрама с содержанием 2% тория представляет собой потенциальную опасность для здоровья. Нерадиоактивный вольфрам с содержанием лантана 1½% представляет собой
Нерадиоактивный вольфрам с содержанием лантана 1½% представляет собой
альтернатива этому материалу, который обеспечивает легкий переход и часто дает лучшие характеристики. Поэтому Pro-Fusion
дает следующие рекомендации:
- Исследование материалов, альтернативных торированному вольфраму. В качестве альтернативы рассмотрите возможность использования высококачественного вольфрама с содержанием 1½% лантана.
- Рассмотрите возможность использования электродов с предварительным заземлением. Это гарантирует качество электрода, геометрические размеры наконечника и чистоту поверхности.
для оптимальных результатов сварки. Кроме того, он устраняет опасения по поводу наличия радиоактивной торированной шлифовальной пыли на вашем предприятии.
Посетите i-Tungsten. com, чтобы приобрести вольфрамовые электроды Sharpshooter.
com, чтобы приобрести вольфрамовые электроды Sharpshooter.
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Поглощение тория при использовании торированных вольфрамовых электродов для сварки ВИГ
. 1999 г., октябрь; 77 (4): 462-9.
1999 г., октябрь; 77 (4): 462-9.
doi: 10.1097/00004032-199910000-00015.
Т Людвиг
1
, Д. Швасс, Г. Зейтц, Х. Зикманн
принадлежность
- 1 Institut für Strahlenschutz der Berufsgenossenschaften der Feinmechanik und Elektrotechnik und der Chemischen Industrie, Кельн, Германия. Людвиг@bgfue.de
PMID:
10492354
DOI:
10.1097/00004032-199910000-00015
Т Людвиг и др.
Здоровье физ.
1999 Октябрь
. 1999 г., октябрь; 77 (4): 462-9.
дои: 10.1097/00004032-199910000-00015.
Авторы
Т Людвиг
1
, Д. Швасс, Г. Зейтц, Х. Зикманн
принадлежность
- 1 Institut für Strahlenschutz der Berufsgenossenschaften der Feinmechanik und Elektrotechnik und der Chemischen Industrie, Кельн, Германия. Людвиг@bgfue.de
PMID:
10492354
DOI:
10.1097/00004032-199910000-00015
Абстрактный
Торированные электроды используются при сварке TIG. Сварщики TIG, а также лица, занимающиеся шлифовкой ториевых электродов, и лица, находящиеся вблизи соответствующих мест сварки и шлифовки, могут подвергаться риску поступления тория. Радиологически значимыми изотопами являются 232Th, 230Th и 228Th. Исследования, описанные в литературе, не дают последовательной картины реальных опасностей, а изменения в европейских и немецких законах о радиологической защите привели к необходимости определения рисков. Для этого были проведены полевые испытания в реальных условиях работы в 26 различных сварочных цехах. Активность в воздухе, возникающая при сварке и шлифовке электродов, измерялась с помощью персональных пробоотборников воздуха. Использовались также стационарные пробоотборники. Образцы фильтров оценивали с помощью прямой альфа-спектрометрии с пропорциональным счетом и с помощью гамма-спектрометрии после нейтронной активации. Результаты ясно показали, что значительное всасывание может происходить как при сварке переменным током, так и при шлифовке электродов, если не используются системы всасывания. Диапазон поступления 232Th к сварщикам оценивался от 0,1 Бк y(-1) до 144 Бк y(-1) при сварке и от 0,02 Бк y(-1) до 30,2 Бк y(-1) при шлифовке.
Радиологически значимыми изотопами являются 232Th, 230Th и 228Th. Исследования, описанные в литературе, не дают последовательной картины реальных опасностей, а изменения в европейских и немецких законах о радиологической защите привели к необходимости определения рисков. Для этого были проведены полевые испытания в реальных условиях работы в 26 различных сварочных цехах. Активность в воздухе, возникающая при сварке и шлифовке электродов, измерялась с помощью персональных пробоотборников воздуха. Использовались также стационарные пробоотборники. Образцы фильтров оценивали с помощью прямой альфа-спектрометрии с пропорциональным счетом и с помощью гамма-спектрометрии после нейтронной активации. Результаты ясно показали, что значительное всасывание может происходить как при сварке переменным током, так и при шлифовке электродов, если не используются системы всасывания. Диапазон поступления 232Th к сварщикам оценивался от 0,1 Бк y(-1) до 144 Бк y(-1) при сварке и от 0,02 Бк y(-1) до 30,2 Бк y(-1) при шлифовке. В 6 из 26 случаев недавний годовой лимит на потребление, полученный из самых последних публикаций МКРЗ, был превышен — в худшем случае он был превышен в 10 раз — если предположить, что исследуемые лица не были облученными работниками ( радиационное облучение не подвергается рутинному контролю). Когда применялись значительно более строгие немецкие лимиты, суммы, на которые лимиты были превышены, были еще больше. Поскольку многие квалифицированные сварщики имеют очень долгую карьеру, риски могут быть значительными. В документе также обсуждаются параметры, влияющие на экспозицию, и представлен каталог рекомендуемых мер по снижению дозировки.
В 6 из 26 случаев недавний годовой лимит на потребление, полученный из самых последних публикаций МКРЗ, был превышен — в худшем случае он был превышен в 10 раз — если предположить, что исследуемые лица не были облученными работниками ( радиационное облучение не подвергается рутинному контролю). Когда применялись значительно более строгие немецкие лимиты, суммы, на которые лимиты были превышены, были еще больше. Поскольку многие квалифицированные сварщики имеют очень долгую карьеру, риски могут быть значительными. В документе также обсуждаются параметры, влияющие на экспозицию, и представлен каталог рекомендуемых мер по снижению дозировки.
Похожие статьи
Воздействие тория-232 при дуговой сварке вольфрамовым электродом в среде инертного газа и заточке электродов.
Сайто Х., Хисанага Н., Окада Ю., Хираи С., Арито Х.
Сайто Х. и др.
Инд здоровье. 2003 г. , июль; 41 (3): 273-8. doi: 10.2486/indhealth.41.273.
, июль; 41 (3): 273-8. doi: 10.2486/indhealth.41.273.
Инд здоровье. 2003.PMID: 12916759
Воздействие тория при сварке вольфрамовым электродом в среде инертного газа торированными вольфрамовыми электродами.
Гефверт Т., Пейджелс Дж., Холм Э.
Гафверт Т. и др.
Радиационная дозиметрия. 2003;103(4):349-57. doi: 10.1093/oxfordjournals.rpd.a006152.
Радиационная дозиметрия. 2003.PMID: 12797558
Измерения концентраций тория в воздухе при шлифовально-сварочных работах с использованием торированных вольфрамовых электродов.
Крим EM, Брэдли TD.
Крим Э.М. и др.
Здоровье физ. 1995 г., май; 68(5):719-22. doi: 10.1097/00004032-199505000-00014.
Здоровье физ. 1995.PMID: 7730071
Обзор состояния науки: представляет ли воздействие марганца во время сварки неврологический риск?
Santamaria AB, Cushing CA, Antonini JM, Finley BL, Mowat FS.