Электрохимическая полировка алюминия: ЭХП алюминия
Содержание
Способы и особенности полировки алюминия
Содержание
- 1 Способы полировки алюминия
- 1.1 Химический метод
- 1.2 Использование электрополировки
- 1.3 Особенности декоративного травления
- 1.4 Особенности электрохимической полировки
- 2 Предупреждения
Алюминий очень популярный металл, используемый в различных сферах. Особенно при изготовлении деталей. Он обладает высокими показателями теплопроводности, стойкости к коррозии, электропроводности и пластичности. Также его сваривают с иными металлами, полируют для достижения особой гладкости и ровности поверхности.
Содержание
- Способы полировки алюминия
- Химический метод
- Использование электрополировки
- Особенности декоративного травления
- Особенности электрохимической полировки
- Предупреждения
Способы полировки алюминия
Для полирования алюминия используется несколько методов. Некоторые из них возможно использовать самостоятельно в домашних условиях. Они были выявлены с учетом многочисленных свойств и характеристик этого прихотливого металла.
Они были выявлены с учетом многочисленных свойств и характеристик этого прихотливого металла.
Химический метод
Химический метод состоит из нескольких стадий. Это обработка специальным составом, промывка и повторная обработка, снова промывка и полирование.
- Вначале проходит травление металла в серной кислоте (50%).
- Затем его промывают обыкновенной водой.
- Затем применяют азотную кислоту (30%) и снова промывают.
- В самом конце алюминий проходит через состав из фосфорной кислоты, азотной кислоты, серной кислоты, меди и воды в течение 60-120 секунд при температуре 80-90 градусов по Цельсию.
В крайних случаях изделия проходят стадию анодирования. Весь процесс занимает немного времени и помогает добиться зеркальной поверхности, гладкости. Но, существуют и ограничения. Подобный эффект не удается получить при использовании чистоты в 99,5% и менее. Специалисты, работающие многие годы с данным металлом так и не смогли найти выход из этой ситуации.
Использование электрополировки
При обработке такого вида металла для получения желаемого результата следует провести предварительный осмотр изделия, устранить все недостатки перед работой – риски, забоины, раковины, так как в дальнейшем избавиться от них будет невозможно. Наилучшего результата можно достигнуть, выполняя полировку на малых изделиях – так появляется максимальный блеск (цилиндрическая поверхность проходит обработку лучше, чем плоская). Метод содержит и ряд недостатков:
- Повышенный уровень токсичности, взрывоопасности и пожароопасности.
- Повышенный уровень сложности процесса.
- Повышенный уровень энергоемкости.
- Появление коррозии на оборудовании.
Здесь можно выделить предварительную и окончательную стадии. Вначале применяется удаление всех неровностей поверхности с помощью механического способа, а затем применяется электрополировка для достижения зеркальной и ровной поверхности. После процедуры появляются защитные свойства от негативных факторов окружающей среды.
Особенности декоративного травления
Декоративное травление представляет собой особый вид электрополирования. При нем используют фосфорно-хромовые электролиты. Благодаря такому составу сверху изделия появляется налет. Через определенный промежуток времени он приобретает выраженность (своеобразный рисунок – изморозь, розетка, тонкие нити кристаллического вида). В самом конце используют пасты и смеси для промывания и высушивания деталей (продаются в специализированных магазинах). Данный метод возможно проводить самостоятельно. Этапы процесса:
- Понадобится анодная штанга, на которую располагают алюминиевые элементы.
- Следует провести напряжение в 25-30 В.
- Затем напряжение поднимают до отметки в 40 В (при этом должен прослеживаться предел в 8-12 А/дм², температура будет также менять показатели от 50 до 80 градусов по Цельсию).
- Рекомендуется немного подождать до появления кристаллического орнамента.

Здесь все элементы следует тщательно промыть и просушить. Далее детали должны пройти путь анодного оксидирования. После этого разрешается пользоваться краской с органическим составом.
Существует и иной способ декоративного травления – искрит. Он позволяет добиться зеркального блеска и ровности. Специалисты применяют разработанную схему. Она подразумевает термическую обработку металла вначале и при окончании процесса работы. Здесь можно получить матовую (снежную) поверхность. Важен каждый этап и их последовательность. Благодаря им появляется возможность достичь желаемого результата.
Особенности электрохимической полировки
Электрохимическое полирование представляет собой такую обработку, при которой алюминиевые элементы проходят через электролит. При данном способе используется также постоянное напряжение в 10-20 В. В процессе элементы подключают к аноду (положительному полюсу) источника питания. Сам способ сглаживания напрямую связан с пассивирующей пленкой (тонким покрытием на металле). Чем выше будет электрический заряд для обработки, тем ровней и глаже будет состояние алюминия. Также происходит снижение высоты микровыступов, округление вершин, образование определенного рельефа. Показатели достигаются благодаря правильному распределению электрического тока и концентрации электролита. Качественные же критерии зависят от состава сплава, металла, наличия деформации и толщины.
Чем выше будет электрический заряд для обработки, тем ровней и глаже будет состояние алюминия. Также происходит снижение высоты микровыступов, округление вершин, образование определенного рельефа. Показатели достигаются благодаря правильному распределению электрического тока и концентрации электролита. Качественные же критерии зависят от состава сплава, металла, наличия деформации и толщины.
При данном методе используются специальные емкости (гальванические ванны), контакты подвесных устройств и электродные штанги. Специалисты рекомендуют применять серную кислоту, разбавленную водой, в случаях образования окисной пленки после контактирования алюминиевого элемента и электрического контакта. Также в промышленности для данных целей используют ортофосфорную кислоту и хлорную. Но не каждый вид металла может проходить через подобные кислоты. Наряду с алюминием – это титан, сталь. Антикоррозийное свойство достигается путем применения раствора NaOH (обычно это температура в 60-70 градусов по Цельсию в течение 15-20 минут).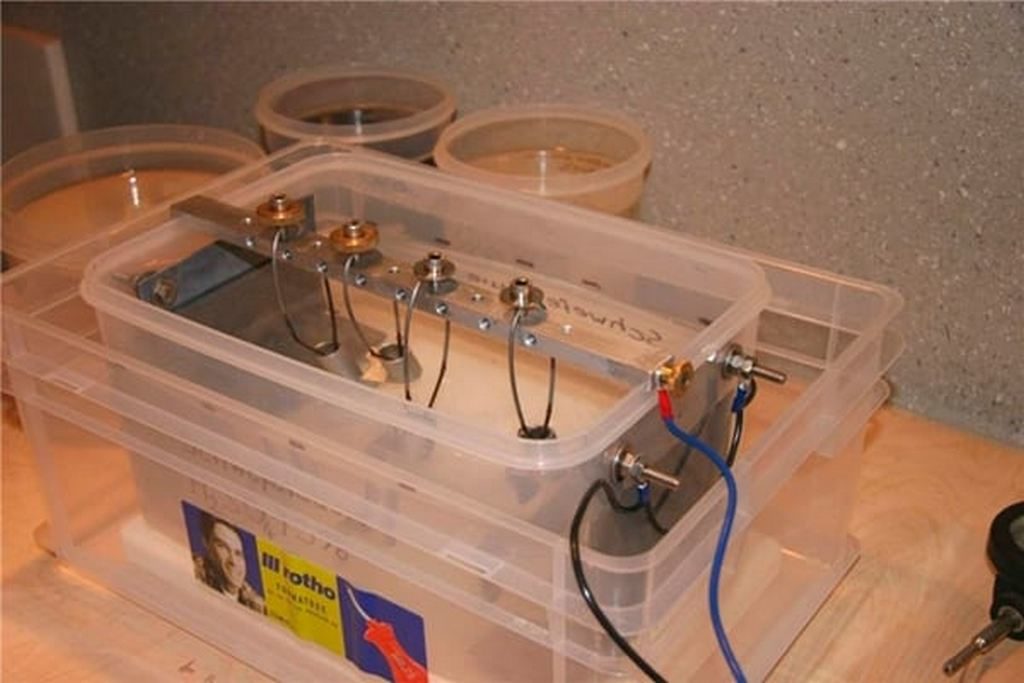 Раствор соляной кислоты в соотношении 3-5% применяют для сцепки гальванического покрытия с деталью.
Раствор соляной кислоты в соотношении 3-5% применяют для сцепки гальванического покрытия с деталью.
Предупреждения
- При использовании оборудования нужно обязательно соблюдать технику безопасности, а также правила по работе с такими механизмами во избежание риска травматизма.
- При самостоятельной обработке металла следует выбирать только безопасные товары – пасты и смеси во избежание отравления.
- Снизить риск отравления помогут и средства индивидуальной защиты (костюм, очки и респиратор).
- Если не провести гигиенические и санитарные процедуры после окончания работ появится риск попадания алюминиевой пыли или иных частиц в легкие (организм).
- Получить отравление может ребенок или животное при использовании алюминиевой посуды или при вдохе ее частиц, оставшихся после обработки.
Данный металл имеет на поверхности защитную пленку, но все же может навредить как взрослому, так и детскому организму, животным и растениям (при оседании пыли). Он оказывает токсичное, канцерогенное воздействие. При попадании в ЖКТ, легкие, костные ткани постепенно провоцирует различные серьезные заболевания. При работе с алюминием нужно обязательно соблюдать осторожность.
Он оказывает токсичное, канцерогенное воздействие. При попадании в ЖКТ, легкие, костные ткани постепенно провоцирует различные серьезные заболевания. При работе с алюминием нужно обязательно соблюдать осторожность.
Полировка алюминия – это сложный и трудоемкий процесс. Домашний и самостоятельный способ используют крайне редко. Для данных целей изобретены специальные пасты, упрощающие его. Для деталей же применяется высокотехнологичное оборудование, позволяющее добиться нужных показателей.
Зачем нужна шлифовка алюминия — ОКСИ Про
В настоящее время изделия из алюминия пользуются заслуженным спросом. Для улучшения их свойств и качеств применяются различные способы его обработки.
Известно, что алюминий в естественной среде окисляется. В результате происходящих химических процессов на поверхности металла образуется защитный слой, составляющий примерно 10 микрон. Однако он не обладает столь мощным защитным действием, чтобы противостоять многочисленным агрессивным средам, которые постепенно разрушают его, провоцируя при этом возникновение разнообразных, порой, опасных химических соединений. Подобное воздействие агрессивных средств может привести к образованию трудновыводимых пятен, разводов, а также способствовать более серьезным повреждениям. Справедливости ради стоит заметить, что окисленная поверхность является хорошей основой для нанесения надежного защитного покрытия.
Подобное воздействие агрессивных средств может привести к образованию трудновыводимых пятен, разводов, а также способствовать более серьезным повреждениям. Справедливости ради стоит заметить, что окисленная поверхность является хорошей основой для нанесения надежного защитного покрытия.
Чтобы защитить и улучшить внешний вид алюминиевых поверхностей были разработаны различные технологии. Наиболее часто используются:
- шлифовка или полировка;
- электрохимическое или химическое окисление;
- эмалирование или окрашивание специальной краской.
Шлифовка или полировка алюминия может быть как химической, так и электрохимической. Оба способа не защищают поверхность металла от агрессивного воздействия, но существенным образом улучшают внешний вид металлического покрытия, делая его гладким, ровным и блестящим. Кроме того, отполированная поверхность приобретает более серьезную устойчивость к коррозии. Защитить же алюминиевую поверхность призваны более серьезные методы, как например, химическое и анодное окисление.
Химическая полировка
С помощью химической полировки можно избавить поверхность изделий от видимых повреждений, не увеличивая при этом ее отражающую способность.
Процесс химической полировки заключается в погружении деталей или изделий в некоторую емкость со специально подготовленным составом для обработки поверхности.
В такой состав может входить: смесь кислот различной концентрации, а также нитрат меди. Перед погружением детали или изделия предварительно очищают от жира специальными средствами. Изделия держат в растворе несколько минут, затем тщательно промывают в большом количестве воды: сначала горячей, потом холодной.
Электрохимическая шлифовка
Данный вид обработки дает возможность вернуть изделиям идеальные контуры, устранить имеющиеся шероховатости и неровности. Электрохимическая шлифовка основывается на применении метода анодного распада.
Сначала предварительно обезжиренные и чистые изделия погружаются в специальный раствор, который призван удалить естественный слой окисленного алюминия.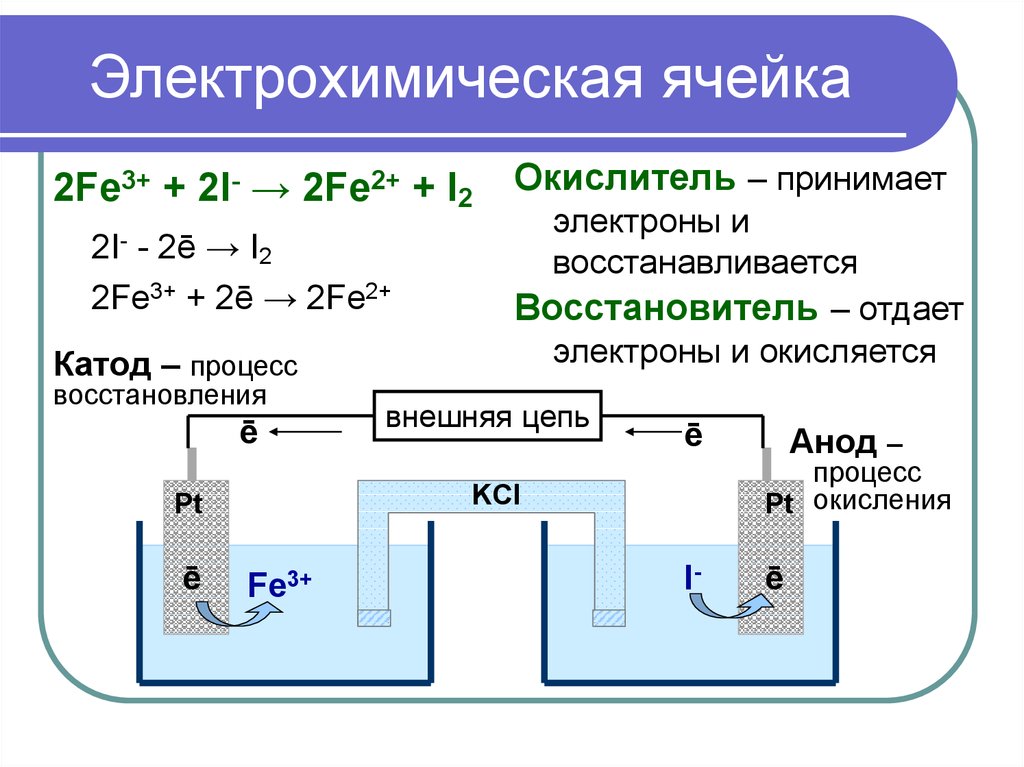 Обычно этот этап длится всего 20-30 секунд. Затем проводят электрический разряд между специально подбираемым катодом и анодом, которым является сама деталь. Возникает явление поляризации, ток снижает свое значение. В результате анод, т.е. обрабатываемая деталь, покрывается тонким окисленным слоем. После просушивания становится очевидным, что при помощи данного процесса можно значительно улучшить светоотражающие свойства поверхности. Однако стоит отметить, что отшлифованная поверхность не обладает серьезными защитными свойствами и требует проведения последующих защитных мероприятий, к примеру, анодирования.
Обычно этот этап длится всего 20-30 секунд. Затем проводят электрический разряд между специально подбираемым катодом и анодом, которым является сама деталь. Возникает явление поляризации, ток снижает свое значение. В результате анод, т.е. обрабатываемая деталь, покрывается тонким окисленным слоем. После просушивания становится очевидным, что при помощи данного процесса можно значительно улучшить светоотражающие свойства поверхности. Однако стоит отметить, что отшлифованная поверхность не обладает серьезными защитными свойствами и требует проведения последующих защитных мероприятий, к примеру, анодирования.
Вопросы и ответы по электрополировке алюминия, теория и практика
Где мир собирается для
вопросов и ответов по металлизации, анодированию и отделке с 1989 г.
——
1998
В. Утверждается, что теории электрополировки алюминия хорошо известны в отношении образования твердой пленки на поверхности алюминия. Утверждается, что это образование твердой пленки (оксида) является причиной ограничения плотности тока (в зависимости от времени) при электрополировке алюминия.
Утверждается, что это образование твердой пленки (оксида) является причиной ограничения плотности тока (в зависимости от времени) при электрополировке алюминия.
Мне трудно в это поверить, учитывая экспериментальную программу, которую я выполнял в прошлом году.
Среди прочего я имею в виду Отделка поверхности и обработка алюминия и его сплавов
[аффил. ссылка на книгу
на AbeBooks ,
…
на Amazon] от С. Верник, Р. Пиннер, П.Г. Sheasby , 5-е издание, т.1, доп. 64-68.
Лично я верю в более ранние теории, основанные на диффузионных слоях.
Может ли кто-нибудь дать мне отзыв и/или информацию об исследовательских работах/статьях/книгах/отчетах и т. д., которые научно обосновывают теорию твердой пленки и ограничение плотности тока (в зависимости от времени)?
Есть ли у вас опыт работы с теорией твердой пленки и/или теорией диффузионного слоя?
С уважением,
Ян Мортен Соракер
— Норвегия
1998
A. Я изучаю это прямо сейчас в своем исследовании в университете. Хотя я также читал Верника и Пиннера, кажется, что их теории очень устарели. Их глава на эту тему предлагает около шести объяснений и, как мне кажется, ничем не заканчивается.
Я изучаю это прямо сейчас в своем исследовании в университете. Хотя я также читал Верника и Пиннера, кажется, что их теории очень устарели. Их глава на эту тему предлагает около шести объяснений и, как мне кажется, ничем не заканчивается.
«Введение в высокотемпературное окисление металлов»
[аффил. ссылка на книгу
на Амазоне ]
Н. Биркс и Г. Х. Мейер, по-видимому, гораздо лучше объясняют реакции и термодинамику, описывающие образование оксидов, хотя они конкретно не касаются анодирования алюминия. Другим источником информации является хороший текст по физической металлургии, в котором основное внимание уделяется несоответствию решеток на границе раздела оксидов металлов. В настоящее время мы работаем с рентгеновской дифракцией для определения кристаллической структуры оксидов. Оксид алюминия выглядит аморфным.
Дэйв Фэйрборн
— Сэнди Юта
1998
A. Недавно мы опубликовали статью о формировании рисунка во время электрополировки Al.
«Формирование рисунка во время электрополировки», Physical Review B, V. 56, стр. 12608-12—.
Вы можете найти этот документ в Интернете по телефону
http://www.nd.edu/~vyuzhako/papers/prb97/prb97.html
С уважением,
Вадим Южаков
— Университет Нотр-Дам — Индиана
—-
Изд. примечание, март 2014 г.: К сожалению, этот документ больше не доступен в Интернете в Нотр-Дам, хотя его можно приобрести в Physical Review B
Чтобы свести к минимуму поиск и перебор, несколько потоков были объединены; прошу простить за повторение, ошибки в хронологии или неуважение к другим ответам (вероятно, их там не было) 🙂
Журнал Электро-полировка алюминия Статья
2001
В. Всем привет, недавно в одном из отраслевых журналов была опубликована статья о электрополировке алюминия. Кто-нибудь читал или знает, в каком издании это было? Спасибо.
Майкл В. [фамилия удалена редактором из соображений конфиденциальности]
— Портленд, Орегон, США
А. Привет, Майкл. Может быть, вы прозорливы, потому что «Электрополировка алюминия» К.Б. Хенсел появляется в августовском номере журнала за 2001 г.
Metal Finishing, но я не вижу значимых статей об электрополировке алюминия в 2000 или начале 2001 года.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
Электрополировка алюминиевых литых деталей
2001
В. Существует ли эффективный процесс электрополировки алюминиевых литых деталей, изготовленных из алюминиевого сплава 413? Я ищу альтернативу ручной полировке, которая, как правило, требует больших затрат труда и средств в производственных условиях.
John Koonce
aerospace — Неаполь, Флорида, США
2001
A. Некоторые компании, например наша, занимаются электрополировкой алюминия. Поскольку это литье под давлением, рекомендуется использовать образцы.
Некоторые компании, например наша, занимаются электрополировкой алюминия. Поскольку это литье под давлением, рекомендуется использовать образцы.
Донна Новак
— Кливленд, Огайо, США
2003
В. Привет,
Я спрашиваю о лучших методах электрополировки литого под давлением алюминиевого сплава. И лучший сплав для литья под давлением и электрополировки одновременно. Я пробовал с раствором, содержащим серную, хромовую и фосфорную кислоту, но это очень хорошо с чистым алюминиевым сплавом — но с алюминиевым литьем под давлением это не хорошо, и деталь становится темной после электрополировки, потому что содержание сплава из металлов SI и MN может быть слишком много.
Спасибо,
Али Гомаа
— Гиза, Каир, Египет
Переменный ток для электрополировки алюминия?
2003
В. Здравствуйте,
Мы работаем на производителя алюминия и нам нужен процесс электрополировки АЛЮМИНИЯ. Я слышал, что для этого нужен переменный ток и несколько секунд погружения… Кто-нибудь может нам помочь?
Я слышал, что для этого нужен переменный ток и несколько секунд погружения… Кто-нибудь может нам помочь?
Большое спасибо.
Ру Бернар
— МАРСЕЛЬ, ПАКА, ФРАНЦИЯ
2003
В. Пожалуйста, дайте мне подробную процедуру электрополировки алюминия. Я пробовал с фосфорной и хромовой кислотой, которая использовалась в качестве электролита. Я смог удалить царапины, но я не смог добиться зеркального блеска. Пожалуйста, посоветуйте правильную процедуру в деталях.
Спасибо,
Ананд Кумар R
— Бангалор, Карнатака, Индия
2003
A. Единственные известные мне растворы для электрополировки алюминия используют постоянный ток. Обычно они работают при токе около 10 А/дм2 (анодном) в горячих ваннах. Время обработки будет зависеть от решения, но обычно 5-10 минут будет в порядке. После электрополировки алюминий необходимо очистить от грязи, и это делается в ванне с горячей хромовой/фосфорной кислотой в течение 5 минут.
Тревор Крайтон
Практик отдела НИОКР
Чешам, Бакс, Великобритания
2003
A. В мартовском выпуске журнала Plating & Surface Finishing за март 2003 г. есть статья, посвященная электрополировке различных металлов. Это должно дать вам некоторые идеи.
S. Y. Yuen
— Гонконг, Китай
2003
В. Помогите, пожалуйста, решить проблему, связанную с электрополировкой алюминия. Я уже какое-то время пытаюсь провести электрополировку Al высокой чистоты по методу Battelle (смесь CrO 3 + h4PO 4 + H 2 SO 4 при 0,14 мА/см2 и 75-80 °C, и я продолжаю получать невоспроизводимые, в основном неудовлетворительные результаты. Полученные образцы очень яркие, но с многочисленными макроскопическими ямками. Я получаю аналогичные результаты со смесью 1:3 HClO 4 + этанол (20 секунд при комнатной температуре), с еще более плотными ямками. Пожалуйста, дайте мне несколько советов — как я могу получить блестящую гладкую поверхность.
Пожалуйста, дайте мне несколько советов — как я могу получить блестящую гладкую поверхность.
Мариана Чуряну
Политехнический университет Монреаля — Монреаль, Квебек, Канада
2004
В. Я работаю над алюминиевым сплавом 6082, и мне нужно его электрополировать; Я использую A2 в качестве электролита, но я не получаю хороших результатов, глядя на образец на SEM с использованием детектора EBSD; может кто-нибудь сказать мне, какие могут быть хорошие параметры для электрополировки?
Большое спасибо.
Mauro Spinsanti
— Анкона, Италия
2004
В. Я студент, интересующийся базовой полировкой 6061 Al. Кто-нибудь знает об основном процессе для этого? Также не помешала бы безопасная химия. Я новичок в этом, поэтому чем больше информации, тем лучше. Большое спасибо заранее.
Тед Эйзенбах
домовладелец — Маунтин-Топ, Пенсильвания, США
Наша электрополировка несовместима с анодированием
2005
В. Привет всем, есть ли у кого-нибудь опыт использования запатентованной полироли для алюминия, создающей «тяжелую» анодную пленку, которая несовместима с серным анодированием типа II?
Привет всем, есть ли у кого-нибудь опыт использования запатентованной полироли для алюминия, создающей «тяжелую» анодную пленку, которая несовместима с серным анодированием типа II?
Я работаю с ним в течение 3 лет в соответствии с рекомендациями из техпаспорта и не могу объяснить поставщику пленку, которая, помимо прочих проблем, способствует получению мягкого, негерметичного анодированного покрытия.
Ванна рекламируется и продается как «замена» для яркого погружения, и она еще не дала приемлемых результатов, и, будучи новичком в отрасли, я не могу убедить их в наличии проблемы, но могу задокументировать ее и доказать проблемы не вдаваясь в химию перед анодированием, устраняя те же проблемы (детали должны быть осветлены перед анодированием, и мы не хотим наносить яркое погружение).
Существует ли десмут, который удалит анодную пленку на основе фосфора/гидроксиуксусной кислоты/этиленгликоля?
Примечание: ни хромовая кислота, ни азотная кислота! Оба реагируют с пленкой, вызывая плохое, обесцвеченное анодирование.
Любые идеи, т.к. продавец НЕ помогает!
Большое спасибо.
Michael Voth
— Сэнди, Орегон, США
Электрополировка небольших алюминиевых кронштейнов в домашних условиях
2007
В. Мне нужно знать, как электрополировать небольшие алюминиевые кронштейны в домашних условиях. Они сварены и имеют несколько мест, которые невозможно отполировать механическим способом. Мы будем признательны за любой свет, который вы могли бы пролить, например, надлежащие химические вещества для напряжения, процентное содержание и время в растворе.
Спасибо,
Джордж Уилсон
любитель — Фэрленд, Индиана
2007
A. Привет, Джордж. Пожалуйста, поймите, что электрополировка алюминия — это промышленный процесс , о котором вам следует тщательно подумать, прежде чем пытаться, если настройка не является промышленной. Но вы можете найти всю информацию в Отделка поверхности и обработка алюминия и его сплавов
Но вы можете найти всю информацию в Отделка поверхности и обработка алюминия и его сплавов
[аффил. ссылка на книгу
на AbeBooks ,
…
на Амазоне] .
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
14 января 2008 г.
В. Я промышленный дизайнер, занимаюсь разработкой упаковки для косметической промышленности. Мне интересно узнать, подходит ли электрополировка алюминия для компонентов высокоскоростных винтовых станков, которые являются как функциональными, так и декоративными. В частности, совместима ли эта отделка с агрессивными косметическими ароматами. Первый образец, который я тестировал, был погружен в воду на двадцать четыре часа, и произошел сбой, поскольку отделка апельсина значительно отслаивалась.
Имеются ли какие-либо данные ASTM об этих результирующих характеристиках? Существуют ли различия в процессе, которые помогут выполнить мой мандат?
Спасибо.
John Pfrommer
Product Designer – Санкт-Петербург, Флорида, США
16.01.2008
А. Нужно анодировать или хотя бы лакировать после электрополировки. Тюбики для губной помады Top Line анодированы и окрашены. Некоторые косметические колпачки просто покрыты лаком.
Роберт Х. Проберт
Роберт Х. Проберт Технические службы
Гарнер, Северная Каролина
21 февраля 2009 г.
В. Я выполняю электрополировку небольших алюминиевых фольг (толщиной ~1 мм) с использованием раствора 70% об. Фосфорная кислота, 30% об. ПЭГ (средняя молекулярная масса 400) и 3% по массе полистеариновой кислоты. Температура раствора 80°С, взбалтываем, подаю 20 вольт. Первоначально я использовал раствор фосфорно-серно-азотной кислоты, но читал, что добавление ПЭГ и стерата лучше контролировало процесс полировки. Я готовлю каждый раствор одинаково, но результаты разные.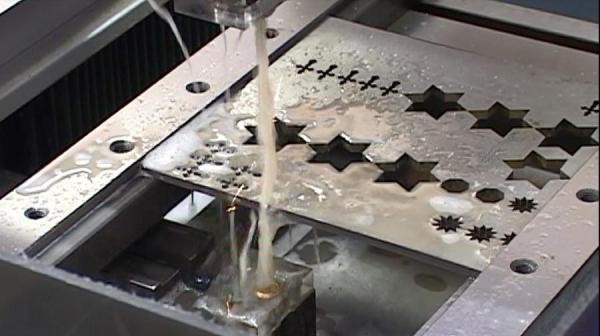 Иногда я получаю отличное зеркальное покрытие без питтинга, а иногда я делаю свежую ванну и на поверхности появляется множество мелких питтингов. Я также хотел бы добавить, что, поскольку это работа небольшого масштаба, процесс происходит под вытяжным шкафом в химическом стакане на плите при перемешивании мешалкой. Я хочу списать это на агитацию, но не могу этого доказать. Любая помощь будет оценена по достоинству.
Иногда я получаю отличное зеркальное покрытие без питтинга, а иногда я делаю свежую ванну и на поверхности появляется множество мелких питтингов. Я также хотел бы добавить, что, поскольку это работа небольшого масштаба, процесс происходит под вытяжным шкафом в химическом стакане на плите при перемешивании мешалкой. Я хочу списать это на агитацию, но не могу этого доказать. Любая помощь будет оценена по достоинству.
Ян МакКью
Студент — Мэриленд
4 сентября 2009 г.
В. Здравствуйте!
Какой раствор и температура и время и напряжение лучше всего подходят для электрополировки алюминия 2024.
Спасибо за помощь;
Ахмад Мусави
— Исфехан, Иран
4 сентября 2009 г.
A. Привет, ребята. В дополнение к технической статье, упомянутой С. И. Юэнем, и ответам, предлагаемым здесь, вы можете просмотреть информацию об электрополировке алюминия в Справочнике ASM Metals, том 5.
Если вам все еще нужна дополнительная помощь, вы можете просмотреть рекламный баннер в верхней части этой страницы и подумать о том, чтобы связаться с теми людьми, которые вложили средства в исследование предмета и лицензируют свои процессы. Удачи.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
29 декабря 2012 г.
В. Здравствуйте, не могли бы вы мне помочь?
Каков наилучший раствор, температура и напряжение для электрополировки алюминиевых сплавов 6063 перед процессом анодирования, чтобы получить блестящую поверхность в виде зеркала после анодирования и герметизации?
Бехзад Хоссейни Проект
— Газвин, Иран
14 января 2013 г.
В. Мне нужно электрополировать алюминиевые листы размером 30 x 30 см (серия 1xxx), чтобы получить зеркальное покрытие. Мы можем легко сделать это в лабораторных масштабах с купонами 2 см x 2 см и добиться коэффициента отражения> 90%, и я хотел добиться такого же коэффициента отражения для больших листов. Проведя предварительный поиск, мне кажется, что хотя поставщиков оборудования для крупногабаритной электрополировки стали много, для алюминия их не так много. Мне было интересно, есть ли какая-то особая причина для этого. Текущие требования слишком велики или безопасность (из-за кислотных паров или нагрева электролита) вызывает беспокойство? Или это просто потому, что не так много людей, которым нужно электрополировать большие детали из алюминия?
Мы можем легко сделать это в лабораторных масштабах с купонами 2 см x 2 см и добиться коэффициента отражения> 90%, и я хотел добиться такого же коэффициента отражения для больших листов. Проведя предварительный поиск, мне кажется, что хотя поставщиков оборудования для крупногабаритной электрополировки стали много, для алюминия их не так много. Мне было интересно, есть ли какая-то особая причина для этого. Текущие требования слишком велики или безопасность (из-за кислотных паров или нагрева электролита) вызывает беспокойство? Или это просто потому, что не так много людей, которым нужно электрополировать большие детали из алюминия?
RFQ: Было бы также здорово, если бы кто-нибудь мог указать мне производителя оборудования, который поставляет оборудование для полировки алюминия в таком масштабе (и осуществляет поставки по всему миру, поскольку я живу в Индии).
Приветствуется любая помощь.
Спасибо.
Saikat Adhikari
— Мумбаи, Индия
Электрополировка небольших деталей при напряжении 25 В, но напряжение крупных деталей снижается до 5 В или ниже
15 марта 2015 г.
В. У нас есть небольшая установка для электрополировки, и обычно у нас не возникает проблем, потому что мы делаем это только с небольшими деталями толщиной 4 x 6 дюймов x 1 мм. Мы используем резервуар из нержавеющей стали размером 22 x 15 x 4 дюйма в качестве катода с пластиковыми защитными кожухами для предотвращения короткого замыкания. Мы использовали этот резервуар SS, чтобы убедиться, что отношение катода к аноду всегда составляет минимум 3:1.
Наш раствор представляет собой 3-4 галлона 60% фосфора с некоторым количеством поверхностно-активного вещества при температуре 120-130 °F в течение 5 минут. Обычно мы используем 5A/25V или где-то в этом диапазоне, чтобы получить желаемую полированную поверхность.
Недавно мы пытались сделать более крупный лист 6ххх из листового алюминия толщиной 13 x 10 дюймов x 1 мм вместо обычного 4×4, но наше напряжение падает почти до нуля: с 25 В до 0,8-5 В. Иногда, если прокачать выпрямитель до 30 ампер, то получается 11-12 В. Конечно, на детали нет никакого эффекта, может быть, какое-то легкое неопределимое травление. Не уверен, в чем проблема. Когда мы вернемся к нашим меньшим частям, проблем не будет.
Конечно, на детали нет никакого эффекта, может быть, какое-то легкое неопределимое травление. Не уверен, в чем проблема. Когда мы вернемся к нашим меньшим частям, проблем не будет.
Глядя на закон Ома, я предполагаю, что сопротивление, вероятно, станет слишком большим с размером куска. Мой вопрос в том, если это так, есть ли другие методы/факторы, влияющие на сопротивление, которые мы могли бы попробовать. Мы пробовали охлаждать раствор, но ниже 100 °F он не полируется, даже если достигается желаемое напряжение. И в то время как, когда мы начинаем с 120 ° F, амперы нагревают раствор, когда мы начинаем с температуры ниже 100, амперы никогда не повышают температуру раствора.
Деталь лежит горизонтально в резервуаре. И когда мы держим его вертикально, опустив в раствор лишь небольшой кончик уголка, он полируется так же, как и другие наши продукты, поэтому мы думаем, что проблема, скорее всего, в размере куска, вызывающего слишком большое сопротивление. Мы испробовали меньше галлонов раствора, который показал некоторую помощь, но можете ли вы придумать что-нибудь еще, что мы могли бы попытаться уменьшить сопротивление, если проблема действительно в этом? Конечно, мы не можем изменить размер детали, поэтому нужно придумать что-то еще.
Джоэл Туссен
Март 2015 г.
A. Привет, Джоэл. Большой кусок не увеличивает сопротивление, а уменьшает его. Хотя у нас недостаточно данных, чтобы точно знать, что происходит, возможно, ваш выпрямитель может быть настроен на автоматическое управление током, что приводит к падению напряжения, потому что вы поддерживаете постоянный ток при уменьшении сопротивления.
Мое общее впечатление таково, что ваш выпрямитель не может электрополировать большие детали — либо потому, что он недостаточно велик, либо потому, что он неисправен (однофазный?) и не может обеспечить номинальную силу тока. Удачи.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
16 марта 2015 г.
A. Небольшой вопрос. Вы упомянули сплав на своих больших изделиях, но не упомянули его на меньших. Ваши меньшие, возможно, из сплава 5xxx или 3xxx? Эти 2 сплава электрополируются намного лучше, чем сплав 6xxx. Это также может объяснить ваше переменное напряжение.
Ваши меньшие, возможно, из сплава 5xxx или 3xxx? Эти 2 сплава электрополируются намного лучше, чем сплав 6xxx. Это также может объяснить ваше переменное напряжение.
Анодизатор Marc Green
— Бойсе, Айдахо
16 марта 2015 г.
A. Joel
Электрополировка обычно контролируется плотностью тока. Плотность тока из нержавеющей стали часто составляет 200–300 ампер на квадратный фут и выше. Ваш источник питания может быть достаточным для ваших мелких деталей, но может не хватать для более крупных деталей. Вот почему обработанный угол хорошо полируется, но не вся деталь.
Деталь 4×4 будет иметь площадь 32 кв. дюйма против 260 кв. дюймов для детали 13×10. Если ваш 4×4 работает на 5 амперах, вам потребуется почти 40 ампер для полировки большей части. Вам также может понадобиться посмотреть на соотношение анод: катод.
Вилли Александр
— Колорадо-Спрингс, Колорадо
22 июня 2016 г.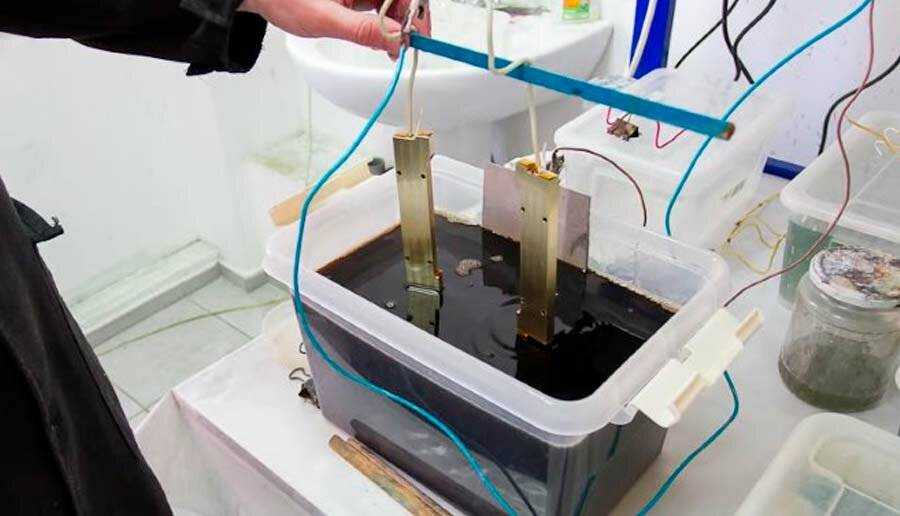
В. Уважаемые,
Есть ли у вас кто-нибудь, кто использует процесс электрополировки перед анодированием особенно для профилей длиной 6 и более метров? Какова производительность? Каковы преимущества и недостатки, и можем ли мы стать ярче по сравнению с обычными? полировка?
алааттин тунец
инженер — индейка,сакарья
5 апреля 2017 г.
В. Добрый день.
У меня компания по электрополировке алюминия. Я электрополирую несколько кусков алюминия; формула, которую я использую, такова: я помещаю их в раствор 85% фосфорной кислоты до 45 °C с напряжением 10 вольт на 10–20 минут, затем хорошо встряхиваю и помещаю в горячую воду, кусочки довольно яркие, очень хорошие результаты.
Проблема у меня в том, что когда кусочки сухие и люди трогают их руками, появляются белые пятна.
Если кто-то может дать мне совет, я был бы очень признателен.
Андрес Веласкес
— Валенсия Венесуэла
7 апреля 2017 г.
A. Привет, Андрес,
Я думаю, что белые пятна связаны с оксидной пленкой, оставшейся после электрополировки. После полировки поверхность выглядит нормально, но при прикосновении остаточный оксид распадается, царапает поверхность и оставляет белые следы.
В процессе электрополировки образуется оксидная пленка, которая непрерывно формируется и растворяется: это ключевая часть процесса. Теперь, когда вы прекращаете лечение, любой оставшийся оксид должен быть удален. Вы можете сделать это несколькими способами: —
1) Уменьшите напряжение: будет образовываться меньше оксида.
2) Увеличьте температуру электролита: оксид быстрее растворится.
3) По окончании обработки выдержать непродолжительное время в электролите при выключенном питании: любой остаточный оксид может раствориться.
4) Ввести отдельную стадию раскисления для удаления оксидного слоя. Подойдет 5% гидроксид натрия.
При удалении оксида явной химической реакции не происходит. Как только оксид растворяется, алюминий начинает выделять газ по мере образования водорода. Это точка, которую нужно искать. Конечно, если вы позволите газу продолжаться, алюминий начнет травиться, и вы потеряете свой блеск! Однако при правильном выполнении и контроле потери незначительны.
Как только оксид растворяется, алюминий начинает выделять газ по мере образования водорода. Это точка, которую нужно искать. Конечно, если вы позволите газу продолжаться, алюминий начнет травиться, и вы потеряете свой блеск! Однако при правильном выполнении и контроле потери незначительны.
Гарри
Гарри Паркс
— Бирмингем, Великобритания
19 сентября 2017 г.
Друг Гарри, большое спасибо за ответ. На этой неделе я сделаю тест в соответствии с вашими показаниями и сообщу вам, как пришли результаты.
Большое спасибо.
Андрес Веласкес [возвращается]
— Валенсия Венесуэла
11 июня 2018 г.
В. Привет всем,
Я запускаю линию по анодированию алюминия светлым погружением. В последние несколько месяцев мы боролись с частями, которые выходят из яркого провала с «блестящими концами». Детали получаются очень красивыми, за исключением того, что конец детали (всегда в точке контакта между алюминиевой частью и титановой точкой контакта стойки) чрезвычайно блестит по сравнению с ним; придавая ему неравномерный, хотя и зеркальный вид. Я полагаю, что могу непреднамеренно электрополировать свои детали в этой локализованной области. Резервуар изготовлен из нержавеющей стали с блестящим раствором фосфорно-азотной кислоты, при этом детали погружаются примерно на 2 минуты. Кажется, что проблема исчезает и дает невероятно хорошие результаты, когда я изолирую крюки крана (которые поднимают стойку) резиной (мы оставляем крюки на стойке во время обработки из соображений безопасности). Затем проблема возвращается, когда резина пропитывается водой. Проблема также исчезает, когда я изолирую точку контакта стойки/детали с помощью ПВХ или переключаюсь на алюминиевые зажимы стойки. Это увлекательно, но настоящая боль. Мои электрики не могут найти в системе никакого блуждающего тока, из-за которого это могло бы произойти, но все указывает на небольшую незавершенную локальную реакцию электрополировки в точке контакта алюминия/титана.
Детали получаются очень красивыми, за исключением того, что конец детали (всегда в точке контакта между алюминиевой частью и титановой точкой контакта стойки) чрезвычайно блестит по сравнению с ним; придавая ему неравномерный, хотя и зеркальный вид. Я полагаю, что могу непреднамеренно электрополировать свои детали в этой локализованной области. Резервуар изготовлен из нержавеющей стали с блестящим раствором фосфорно-азотной кислоты, при этом детали погружаются примерно на 2 минуты. Кажется, что проблема исчезает и дает невероятно хорошие результаты, когда я изолирую крюки крана (которые поднимают стойку) резиной (мы оставляем крюки на стойке во время обработки из соображений безопасности). Затем проблема возвращается, когда резина пропитывается водой. Проблема также исчезает, когда я изолирую точку контакта стойки/детали с помощью ПВХ или переключаюсь на алюминиевые зажимы стойки. Это увлекательно, но настоящая боль. Мои электрики не могут найти в системе никакого блуждающего тока, из-за которого это могло бы произойти, но все указывает на небольшую незавершенную локальную реакцию электрополировки в точке контакта алюминия/титана. Я надеялся, что кто-нибудь сможет указать мне на дополнительные материалы для чтения (до сих пор я прочитал все материалы в этой теме) или порекомендовать консультанта на Среднем Западе США. Буду весьма признателен за это. Любая обратная связь будет оценена. Спасибо.
Я надеялся, что кто-нибудь сможет указать мне на дополнительные материалы для чтения (до сих пор я прочитал все материалы в этой теме) или порекомендовать консультанта на Среднем Западе США. Буду весьма признателен за это. Любая обратная связь будет оценена. Спасибо.
Scott Oberski
Анодатор алюминия — Гранд-Рапидс, Мичиган, США
Извините, этот запрос цен устарел, но технические ответы приветствуются. Пожалуйста, не предлагайте публичные бренды/источники (а? почему?)
13 июня 2018 г.
В. Меня тоже интересует вопрос Скотта, но не совсем по той же причине. Мы также, кажется, получаем какой-то блуждающий ток через наш подъемник. Иногда оператор получает удар статического электричества, когда деталь удерживается на подъемном крюке, пока оператор сбрызгивает деталь водой из шланга/распылителя деионизированной воды. Происходит, когда оператор удерживает деталь одной рукой, а другой сбрызгивает ее.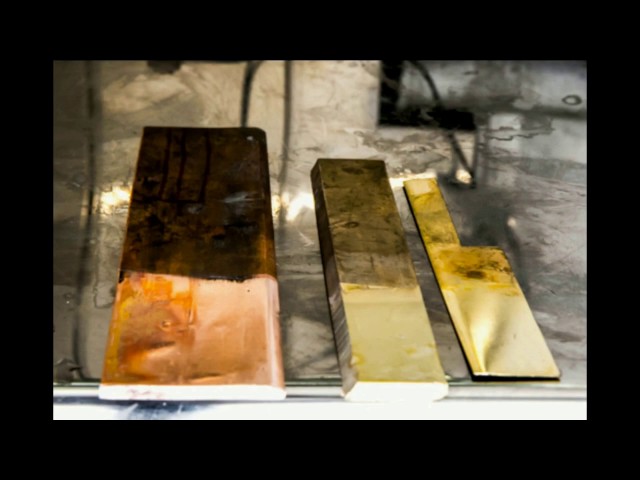 Оператор работает в перчатках. Это прерывисто, но случается достаточно, чтобы раздражать. Я попросил отдел технического обслуживания тщательно проверить подъемник и, как и в случае со Скоттом, не смог найти никаких блуждающих токов, исходящих откуда-то.
Оператор работает в перчатках. Это прерывисто, но случается достаточно, чтобы раздражать. Я попросил отдел технического обслуживания тщательно проверить подъемник и, как и в случае со Скоттом, не смог найти никаких блуждающих токов, исходящих откуда-то.
Я рассматриваю возможность покрытия нашего подъемного крюка толстым покрытием ECTFE, чтобы устранить проблему, но меня интересует источник, если у кого-то еще была подобная проблема. Это происходит на линии анодирования, и кажется, что это происходит только во время промывки после анодирования. Я не могу не задаться вопросом, накапливает ли сама деталь каким-то образом заряд после анодирования… возможно ли это?
Марк Грин
анодатор — Бойсе, Айдахо
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или-
Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — ©1995-2023 Finishing.com, Пайн-Бич, Нью-Джерси, США Содержание алюминия:
- Схема электрополировки
- Определение электрополировки
- Ванна для электрополировки:
- Статьи по теме:
Схема электрополировки
Прежде чем алюминий будет подвергнут анодированию, материал должен сначала пройти электрополировку, этот процесс откроет поверхностную пленку над алюминиевой частью, потому что в магазине или в пути после того, как алюминий будет произведен, он будет реагировать со свободным воздухом, образуя оксид алюминия, который покрывает поверхность алюминия.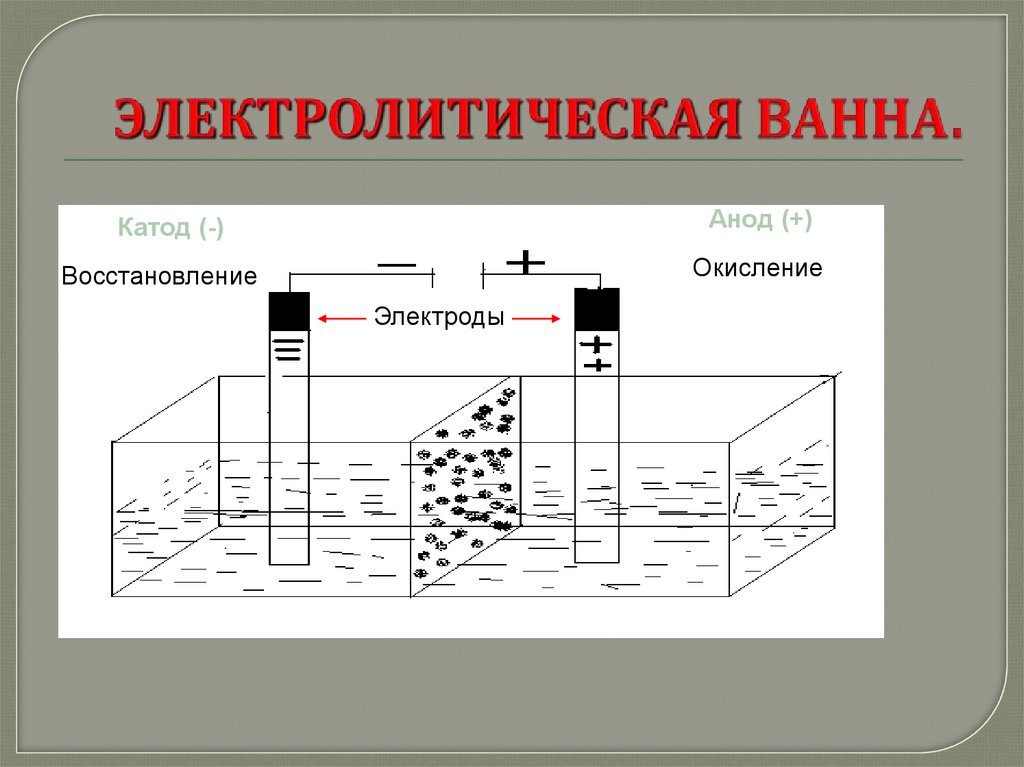 Чтобы открыть поверхностную пору, нельзя использовать просто погружение в воду, а необходимо использовать электрический ток. Даже если окунуть в горячую воду, поры могут закрыться.
Чтобы открыть поверхностную пору, нельзя использовать просто погружение в воду, а необходимо использовать электрический ток. Даже если окунуть в горячую воду, поры могут закрыться.
Электрополировка Определение
Электрополировка является отличной подготовкой металлов к гальваническому покрытию, это своего рода обработка поверхности металла перед процессом анодирования или другим видом процесса. Электрополировка не только обеспечивает химически и физически чистую поверхность, но и устраняет механические повреждения поверхности. В результате последующие гальванические пластины имеют наилучшую возможную адгезию и сниженную склонность к образованию ямок и пустот, снижающих защиту от коррозии. Металлические поверхности, прошедшие механическую обработку, шлифовку, выборку и прокатку, абразивную полировку и шлифовку, имеют неровности, которые наносят ущерб однородности и безямчатости гальванических пластин, адгезии пластины и прочности области сопряжения основного металла пластины.
Электрополировка — это процесс получения полированного и блестящего края на поверхности металлов. В этом процессе металлическую часть или устройство, которое нужно покрыть слоем подходящего металла, погружают в качестве анода в раствор, имеющий такой состав, что когда металл становится анодом, возникают неустойчивые условия пассивности, которые проявляются в аномальное изменение силы тока настраивается на получение ранее определенной наблюдением плотности тока, характерной для данного металла и данного раствора, при которой происходит превращение матовой поверхности в блестяще полированную.
Ванна для электрополировки:
Наиболее часто используемые в ваннах электрополировки основаны на серной и фосфорной кислотах в весовом соотношении примерно 50/50 при температуре примерно от 54 до 105 o C для сплавов черных металлов, 85% фосфорной кислоты для меди при температуре примерно от 43 до 60 o C; и фосфорная кислота с примерно 5-7% хромового ангидрида (CrO 3 ) при температуре примерно 60 o C для латуни.
Плотность тока практической электрополировки колеблется от 5 до 40 А/дм2 в зависимости от обрабатываемого металла, типа ванны и температуры. Требуемое время обычно составляет от 2 до 7 мин при плотности тока от 15 до 30 А/дм 9 .0513 2 и температуре от 54 до 82 o С.
Растворы, используемые для полировки алюминия, можно разделить на две группы. Первый из них включает фосфатный, щелочной и раствор борно-фтористой кислоты. Они характеризуются низкой скоростью растворения металла и используются в качестве финишной обработки механически полированных деталей с целью получения очень высокой отражательной способности. Они используются для обработки отражателей, где нельзя получить высокий коэффициент отражения только механической полировкой. Борнофтористая кислота и фосфатные электролиты подходят только для обработки алюминия высокой чистоты. Ко второй группе относятся растворы, содержащие фосфорную, серную и хромовую кислоты. Они характеризуются более высокой скоростью растворения металла, чем растворы первой группы, позволяют сгладить микронеровности и получить блестящую, но не зеркально отполированную поверхность.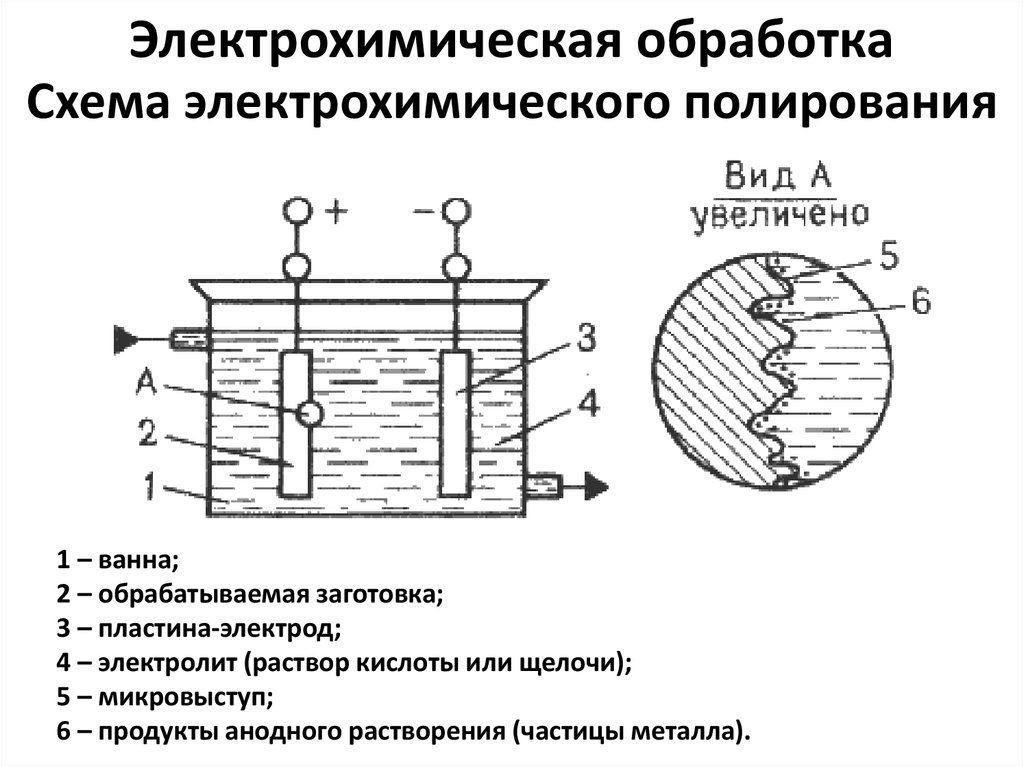 Эти растворы используются вместо операций механической обработки поверхности деталей из алюминия различных марок чистоты и некоторых деформируемых алюминиевых сплавов. В дополнение к вышеперечисленному для полировки алюминия также рекомендуются растворы хлорной кислоты и уксусного ангидрида. Однако использование этих электролитов требует принятия определенных мер предосторожности из-за опасности взрыва.
Эти растворы используются вместо операций механической обработки поверхности деталей из алюминия различных марок чистоты и некоторых деформируемых алюминиевых сплавов. В дополнение к вышеперечисленному для полировки алюминия также рекомендуются растворы хлорной кислоты и уксусного ангидрида. Однако использование этих электролитов требует принятия определенных мер предосторожности из-за опасности взрыва.
Чистота алюминия является важным фактором при электрополировке металла. Заметное увеличение отражательной способности может быть достигнуто только при значительно менее удовлетворительном количестве примесей. Очень часто полировка становится невозможной из-за неравномерного растворения поверхности анода. Этот фактор затрудняет полировку алюминиевых сплавов, особенно содержащих кремний. Для обработки отливок из алюминиевого сплава, содержащего 5 % кремния, рекомендуется электролит, состоящий из 13 % фтористоводородной кислоты и 52 % глицерина. Раствор используют при 25 0С с плотностью тока 200 ампер/кв.
