Электрополировка алюминия: Процесс полировки алюминия и деталей
Содержание
Процесс полировки алюминия и деталей
Многие составляющие различных конструкций, выполненные из алюминиевых сплавов, за время эксплуатации тускнеют, теряя свой первоначальный внешний вид. Полировка алюминия необходима для того, чтобы вернуть изделию его привлекательный вид. После осуществления данного процесса любая деталь приобретает блеск и идеальное состояние поверхностей.
Для выполнения полировочных работ необходимо тщательно подготовить поверхность. Если деталь была покрыта краской, то, используя жесткую металлическую щетку и специальные растворительные средства, с изделия снимается старый покрасочный слой. После такой очистки все плоскости необходимо протереть мягкой тряпкой или паралоновым валиком.
После обязательно удаляются все грубые дефекты на внешних плоскостях, то есть, различные царапины и коррозионные наросты. Для этой цели применяют наждачную бумагу с крупнозернистой структурой. Заключительным этапом подготовительного процесса является обработка изделия мелкозернистым наждаком, что позволяет поверхность привести в идеально ровное состояние. Далее можно приступать к непосредственному выполнению полировочных операций, которые можно осуществлять, используя несколько способов.
Далее можно приступать к непосредственному выполнению полировочных операций, которые можно осуществлять, используя несколько способов.
Химическая полировка алюминиевых изделий
Химическая полировка алюминия – процесс, при котором обрабатываемые компоненты помещают в специальные емкости, предварительно наполненные активными смесями. В результате образование реакций, от соприкосновения металла с химическими элементами, начинается медленное растворение верхней оболочки детали. Благодаря таким действиям все наросты и шероховатости верхних плоскостей обрабатываемой заготовки полностью удаляются и, изделию возвращается его первоначальный блеск. При химической полировке различных компонентов, неотделимыми процессами выступают активные выделения газовых образований и кислотных (щелочных) паров.
Выполняя полировку алюминия химическим способом, необходимо придерживаться технологических рекомендаций, относящихся к такому процессу. Активный раствор необходимо регулярно перемешивать, а обрабатываемые детали периодически встряхивать.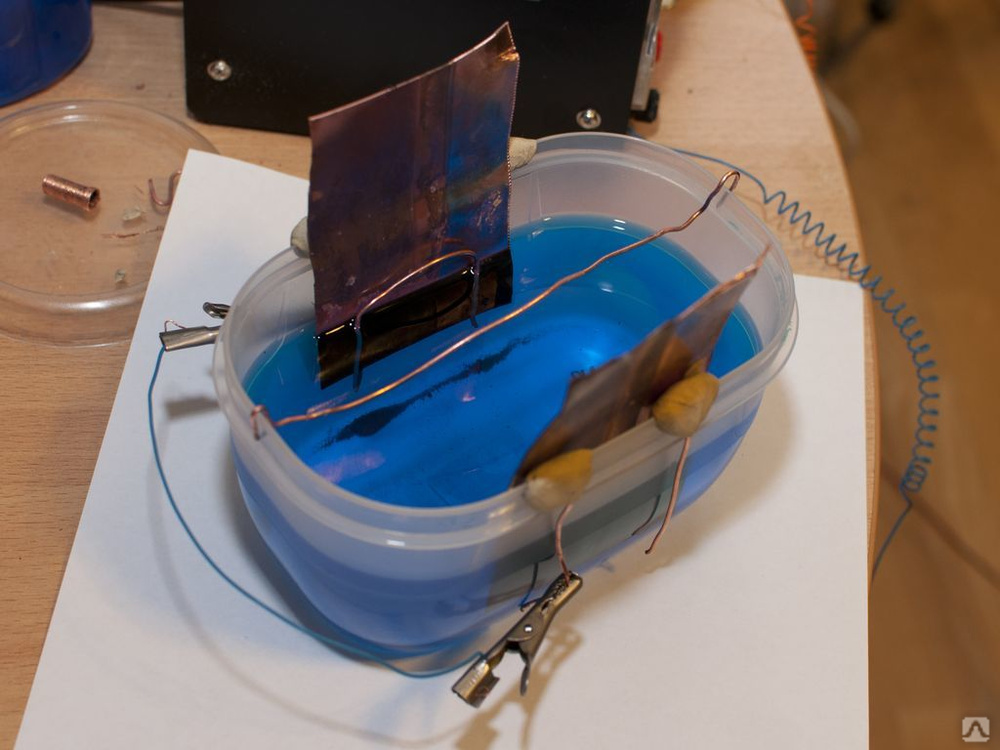 Благодаря таким действиям удаляются скопления реакционных пузырей в одной поверхностной точке. Скопление таких образований в одном месте снижает качественный уровень всего процесса полировки. Данный метод полировки алюминиевых изделий не требует для своей реализации сложного технического оборудования, но технологический процесс усложняется непростой регулировкой элементный соотношений в химическом растворе.
Благодаря таким действиям удаляются скопления реакционных пузырей в одной поверхностной точке. Скопление таких образований в одном месте снижает качественный уровень всего процесса полировки. Данный метод полировки алюминиевых изделий не требует для своей реализации сложного технического оборудования, но технологический процесс усложняется непростой регулировкой элементный соотношений в химическом растворе.
Электрохимическая полировка деталей из алюминия
Электрохимическая полировка алюминия подразумевает процесс обработки изделий путем параллельного электрического и химического воздействия на поверхность. По технологии такого способа полировки, обрабатываемая деталь выступает в качестве анодного электрода и подсоединена к плюсовому источнику подачи электрического тока. При этом заготовка с подведенным к ней током погружается в резервуар, предварительно наполненный электролитом. В качестве второго электрода используют медные катоды.
В процессе электрохимического полирования на внешних плоскостях изделий образовывается пленочный налет окисного и гидрооксидного типа. При условии равномерного покрытия всей поверхности обрабатываемого алюминия такой пленкой происходит микро-полировка, которая параллельно с макро-полированием позволяет полностью убрать все дефекты с поверхностей, возвращая им первоначальный блеск. Покрытие заготовки оксидными и гидрооксидными налетами предотвращает местное разрушение металлической основы электролитным составом, так как необходимая скорость обменных процессов между всеми составляющими компонентами. Важным фактором для положительного протекания процесса полировки алюминия является уровень плотности подаваемого напряжения.
При условии равномерного покрытия всей поверхности обрабатываемого алюминия такой пленкой происходит микро-полировка, которая параллельно с макро-полированием позволяет полностью убрать все дефекты с поверхностей, возвращая им первоначальный блеск. Покрытие заготовки оксидными и гидрооксидными налетами предотвращает местное разрушение металлической основы электролитным составом, так как необходимая скорость обменных процессов между всеми составляющими компонентами. Важным фактором для положительного протекания процесса полировки алюминия является уровень плотности подаваемого напряжения.
Эффективное средство для полирования алюминиевых заготовок
Довольно эффективным средством для удаления дефектных наростов с поверхности изделия является специальная паста для полировки алюминия. Такая паста не содержит аммиачных добавок и аккуратно очищает деталь от образовавшихся царапин и шероховатостей, полируя алюминий до состояния первоначального блеска. Кроме того, благодаря применению такого средства на поверхности изделия образуется специальный защищающий слой, что не допускает появления окислений на протяжении долгого периода времени.
Для осуществления полировочного процесса с использованием такой пасты, достаточно нанести ее на поверхность и круговыми движениями, применяя для этого салфетку из ткани, выполнить полную очистку поверхностей заготовки. После чего следует удалить остатки полировочного средства и промыть изделие чистой водой.
Способы и особенности полировки алюминия
Содержание
- 1 Способы полировки алюминия
- 1.1 Химический метод
- 1.2 Использование электрополировки
- 1.3 Особенности декоративного травления
- 1.4 Особенности электрохимической полировки
- 2 Предупреждения
Алюминий очень популярный металл, используемый в различных сферах. Особенно при изготовлении деталей. Он обладает высокими показателями теплопроводности, стойкости к коррозии, электропроводности и пластичности. Также его сваривают с иными металлами, полируют для достижения особой гладкости и ровности поверхности.
Содержание
- Способы полировки алюминия
- Химический метод
- Использование электрополировки
- Особенности декоративного травления
- Особенности электрохимической полировки
- Предупреждения
Способы полировки алюминия
Для полирования алюминия используется несколько методов.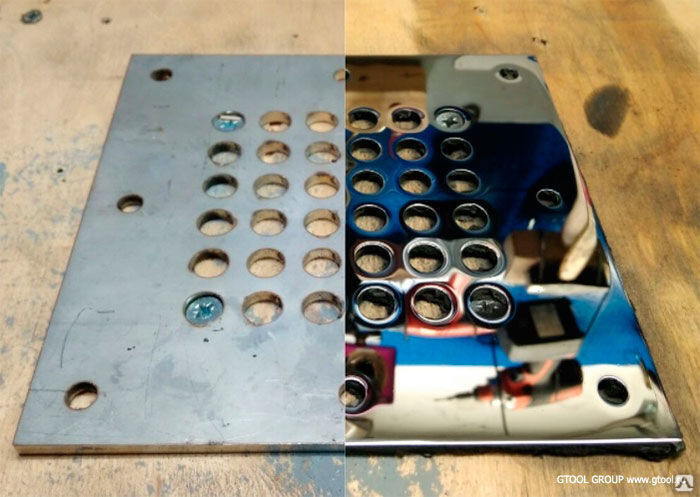 Некоторые из них возможно использовать самостоятельно в домашних условиях. Они были выявлены с учетом многочисленных свойств и характеристик этого прихотливого металла.
Некоторые из них возможно использовать самостоятельно в домашних условиях. Они были выявлены с учетом многочисленных свойств и характеристик этого прихотливого металла.
Химический метод
Химический метод состоит из нескольких стадий. Это обработка специальным составом, промывка и повторная обработка, снова промывка и полирование.
- Вначале проходит травление металла в серной кислоте (50%).
- Затем его промывают обыкновенной водой.
- Затем применяют азотную кислоту (30%) и снова промывают.
- В самом конце алюминий проходит через состав из фосфорной кислоты, азотной кислоты, серной кислоты, меди и воды в течение 60-120 секунд при температуре 80-90 градусов по Цельсию.
В крайних случаях изделия проходят стадию анодирования. Весь процесс занимает немного времени и помогает добиться зеркальной поверхности, гладкости. Но, существуют и ограничения. Подобный эффект не удается получить при использовании чистоты в 99,5% и менее. Специалисты, работающие многие годы с данным металлом так и не смогли найти выход из этой ситуации.
Использование электрополировки
При обработке такого вида металла для получения желаемого результата следует провести предварительный осмотр изделия, устранить все недостатки перед работой – риски, забоины, раковины, так как в дальнейшем избавиться от них будет невозможно. Наилучшего результата можно достигнуть, выполняя полировку на малых изделиях – так появляется максимальный блеск (цилиндрическая поверхность проходит обработку лучше, чем плоская). Метод содержит и ряд недостатков:
- Повышенный уровень токсичности, взрывоопасности и пожароопасности.
- Повышенный уровень сложности процесса.
- Повышенный уровень энергоемкости.
- Появление коррозии на оборудовании.
Здесь можно выделить предварительную и окончательную стадии. Вначале применяется удаление всех неровностей поверхности с помощью механического способа, а затем применяется электрополировка для достижения зеркальной и ровной поверхности. После процедуры появляются защитные свойства от негативных факторов окружающей среды.
Особенности декоративного травления
Декоративное травление представляет собой особый вид электрополирования. При нем используют фосфорно-хромовые электролиты. Благодаря такому составу сверху изделия появляется налет. Через определенный промежуток времени он приобретает выраженность (своеобразный рисунок – изморозь, розетка, тонкие нити кристаллического вида). В самом конце используют пасты и смеси для промывания и высушивания деталей (продаются в специализированных магазинах). Данный метод возможно проводить самостоятельно. Этапы процесса:
- Понадобится анодная штанга, на которую располагают алюминиевые элементы.
- Следует провести напряжение в 25-30 В.
- Затем напряжение поднимают до отметки в 40 В (при этом должен прослеживаться предел в 8-12 А/дм², температура будет также менять показатели от 50 до 80 градусов по Цельсию).
- Рекомендуется немного подождать до появления кристаллического орнамента.

Здесь все элементы следует тщательно промыть и просушить. Далее детали должны пройти путь анодного оксидирования. После этого разрешается пользоваться краской с органическим составом.
Существует и иной способ декоративного травления – искрит. Он позволяет добиться зеркального блеска и ровности. Специалисты применяют разработанную схему. Она подразумевает термическую обработку металла вначале и при окончании процесса работы. Здесь можно получить матовую (снежную) поверхность. Важен каждый этап и их последовательность. Благодаря им появляется возможность достичь желаемого результата.
Особенности электрохимической полировки
Электрохимическое полирование представляет собой такую обработку, при которой алюминиевые элементы проходят через электролит. При данном способе используется также постоянное напряжение в 10-20 В. В процессе элементы подключают к аноду (положительному полюсу) источника питания. Сам способ сглаживания напрямую связан с пассивирующей пленкой (тонким покрытием на металле). Чем выше будет электрический заряд для обработки, тем ровней и глаже будет состояние алюминия. Также происходит снижение высоты микровыступов, округление вершин, образование определенного рельефа. Показатели достигаются благодаря правильному распределению электрического тока и концентрации электролита. Качественные же критерии зависят от состава сплава, металла, наличия деформации и толщины.
Чем выше будет электрический заряд для обработки, тем ровней и глаже будет состояние алюминия. Также происходит снижение высоты микровыступов, округление вершин, образование определенного рельефа. Показатели достигаются благодаря правильному распределению электрического тока и концентрации электролита. Качественные же критерии зависят от состава сплава, металла, наличия деформации и толщины.
При данном методе используются специальные емкости (гальванические ванны), контакты подвесных устройств и электродные штанги. Специалисты рекомендуют применять серную кислоту, разбавленную водой, в случаях образования окисной пленки после контактирования алюминиевого элемента и электрического контакта. Также в промышленности для данных целей используют ортофосфорную кислоту и хлорную. Но не каждый вид металла может проходить через подобные кислоты. Наряду с алюминием – это титан, сталь. Антикоррозийное свойство достигается путем применения раствора NaOH (обычно это температура в 60-70 градусов по Цельсию в течение 15-20 минут). Раствор соляной кислоты в соотношении 3-5% применяют для сцепки гальванического покрытия с деталью.
Раствор соляной кислоты в соотношении 3-5% применяют для сцепки гальванического покрытия с деталью.
Предупреждения
- При использовании оборудования нужно обязательно соблюдать технику безопасности, а также правила по работе с такими механизмами во избежание риска травматизма.
- При самостоятельной обработке металла следует выбирать только безопасные товары – пасты и смеси во избежание отравления.
- Снизить риск отравления помогут и средства индивидуальной защиты (костюм, очки и респиратор).
- Если не провести гигиенические и санитарные процедуры после окончания работ появится риск попадания алюминиевой пыли или иных частиц в легкие (организм).
- Получить отравление может ребенок или животное при использовании алюминиевой посуды или при вдохе ее частиц, оставшихся после обработки.
Данный металл имеет на поверхности защитную пленку, но все же может навредить как взрослому, так и детскому организму, животным и растениям (при оседании пыли). Он оказывает токсичное, канцерогенное воздействие. При попадании в ЖКТ, легкие, костные ткани постепенно провоцирует различные серьезные заболевания. При работе с алюминием нужно обязательно соблюдать осторожность.
Он оказывает токсичное, канцерогенное воздействие. При попадании в ЖКТ, легкие, костные ткани постепенно провоцирует различные серьезные заболевания. При работе с алюминием нужно обязательно соблюдать осторожность.
Полировка алюминия – это сложный и трудоемкий процесс. Домашний и самостоятельный способ используют крайне редко. Для данных целей изобретены специальные пасты, упрощающие его. Для деталей же применяется высокотехнологичное оборудование, позволяющее добиться нужных показателей.
Услуги электрополировки алюминия | Able Electropolishing
Алюминий сегодня используется все больше и больше из-за разумной стоимости, простоты обработки и небольшого веса. Единственная негативная проблема, возникающая с алюминием, — это ограниченные возможности отделки металла. В отличие от нержавеющей стали, вы не можете пассивировать алюминий, чтобы удалить загрязнения с поверхности. Кроме того, существует несколько вариантов улучшения микрофинишной обработки после механической обработки. Электрополировка является эффективным средством для получения детали с улучшенной обработкой поверхности и чистой поверхностью. Многие компании используют электрополировку для деталей, которые собираются в чистом помещении, например, для лазерных компонентов.
Единственная негативная проблема, возникающая с алюминием, — это ограниченные возможности отделки металла. В отличие от нержавеющей стали, вы не можете пассивировать алюминий, чтобы удалить загрязнения с поверхности. Кроме того, существует несколько вариантов улучшения микрофинишной обработки после механической обработки. Электрополировка является эффективным средством для получения детали с улучшенной обработкой поверхности и чистой поверхностью. Многие компании используют электрополировку для деталей, которые собираются в чистом помещении, например, для лазерных компонентов.
Алюминиевые сплавы и электрополировка
Алюминий обычно делится на две основные категории: литейные и деформируемые сплавы. Литейные сплавы содержат большое количество кремния. Это придает литейным сплавам низкую температуру плавления и хорошую текучесть. Но в то же время уменьшает их желательную гладкость.
Деформируемые сплавы существенно отличаются по составу и микроструктуре от литейных сплавов.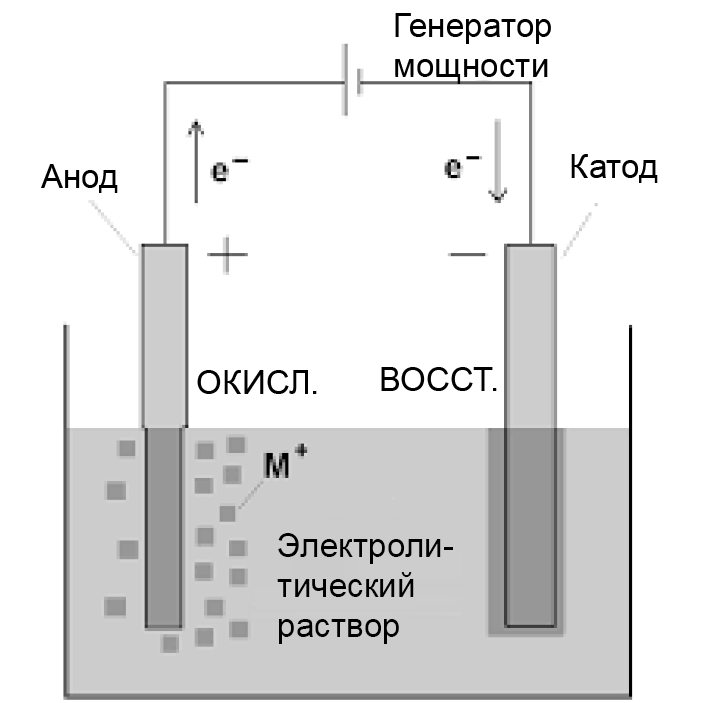 Деталь из кованого алюминия, прошедшая электрополировку, имеет улучшенную поверхность и не содержит загрязнений. Поверхность также будет блестящей.
Деталь из кованого алюминия, прошедшая электрополировку, имеет улучшенную поверхность и не содержит загрязнений. Поверхность также будет блестящей.
Common aluminum alloys and the results that can be achieved through electropolishing:
| ALUMINUM | COMMENT |
|---|---|
| 1008 | Good Bright Finish After Electropolishing |
| 1100 | Excellent Mirror Type Finish After Electropolishing |
| 2014 | Сатинированная точечная отделка – не подходит для электрополировки |
| 2024 | Глянцевая отделка после электрополировки (небольшая точечная коррозия) |
| 3003 | Хорошая светоотражающая отделка после электрополирования |
| 4032 | СЕРИЯ — МОЖЕТ лучше с большим количеством S/R |
| 5052 | Good Office After Aplectiste After Apletropice Apemble Apearpice After Apective After Apective After Apective After Apective After Apective After Apearpice. Хорошее блестящее покрытие после электрополировки Хорошее блестящее покрытие после электрополировки |
| 5350 (литье) | глянцевое покрытие после электрополировки (коррозионное) |
| 5657 | Good Bright Finish After Electropolishing |
| 6061 | Good Bright Finish After Electropolishing |
| 6082 | Good Bright Finish After Electropolishing |
| 6105-T5 | Excellent Finish After Electropolishing |
| 6463 | Блестящая отделка после электрополировки (небольшая точечная коррозия) |
| 7050 | Хорошая глянцевая отделка после электрополировки |
| 7073 | Good Bright Finish After Electropolishing |
| 7075 | Good Bright Finish After Electropolishing |
| Al Cu 31 | Bright Finish After Electropolishing (Pitted & Rough) |
| Al EA70-2 | Очень блестящая поверхность после электрополировки |
| ALUZINC | Хорошая поверхность после электрополировки (небольшая точечная коррозия) |
| 2011 | (Глянцевая поверхность после электрополировки (небольшая точечная коррозия) |
Преимущества электрополировки алюминия
Зачем электрополировать алюминий? Коррозия всегда начинается на поверхности металла или рядом с ней. К сожалению, все операции по обработке и изготовлению в конечном итоге ухудшают поверхность целостность и свойства.Поверхностные загрязнения, в том числе металлические частицы, железо, грязь и жир, являются основной частью сварочных, механических и других производственных процессов.Механическая полировка, резка, обработка и полировка, как правило, приводят к постороннему железу и другим абразивным частицам которые внедрены в поверхность материала.Эти поверхностные загрязнители разрушают естественный коррозионно-стойкий оксидный слой алюминия и часто являются местом, где начинается коррозия.Процесс электрополировки растворяет мельчайший слой поверхностного материала и загрязнителей, тем самым высвобождая внедренные частицы и увеличение срока службы детали исп.
К сожалению, все операции по обработке и изготовлению в конечном итоге ухудшают поверхность целостность и свойства.Поверхностные загрязнения, в том числе металлические частицы, железо, грязь и жир, являются основной частью сварочных, механических и других производственных процессов.Механическая полировка, резка, обработка и полировка, как правило, приводят к постороннему железу и другим абразивным частицам которые внедрены в поверхность материала.Эти поверхностные загрязнители разрушают естественный коррозионно-стойкий оксидный слой алюминия и часто являются местом, где начинается коррозия.Процесс электрополировки растворяет мельчайший слой поверхностного материала и загрязнителей, тем самым высвобождая внедренные частицы и увеличение срока службы детали исп.
Additional Benefits of Electropolishing Aluminum
- Increased Resistance to Corrosion
- Improved Surface Finish
- Reduced Product Adhesion & Ease of Cleaning
- Deburring
- Attractive Appearance
Ultimately, electropolished aluminum will increase the part’s resistance to pitting локальная гальваническая коррозия, поверхностная коррозия, щелевая коррозия, растрескивание, коррозия под напряжением и микробиологическая коррозия.
В компании Able Electropolish мы проводим фирменную электрополировку различных металлических сплавов, включая алюминий. После нашей обработки детали имеют повышенную коррозионную стойкость, улучшенную микрочистоту, чистоту и отсутствие вредных примесей. Наряду с широко используемым алюминием 6061, наш процесс подходит и для других сплавов, таких как 1100, 3003, 5002 и 7075.
Able: Ваши поставщики электрополировки алюминия части.
Свяжитесь с нами, чтобы узнать больше об электрополировке алюминия
Узнайте об отличиях электрополировки
Электрополировка в прямом эфире:
Виртуальный обед и обучение
Присоединяйтесь к экспертам в Able Electropolishing через Microsoft Teams, чтобы расширить свои знания о процессах отделки металлов и пообедайте (или позавтракайте, если хотите) у нас.
Попробуйте электрополировку бесплатно:
Образец запроса
Присылайте нам свои детали/прототипы, и мы проведем электрополировку бесплатно – мы даже оплатим доставку! Образцы обрабатываются в течение 24-48 часов.
Блог по электрополировке
Спецификация электрополировки
Электрополировка используется для улучшения качества поверхности и повышения коррозионной стойкости, что позволяет критически важным металлическим деталям работать лучше и дольше.
Подробнее
Электрополировка для отделки деталей аварийно-спасательных устройств
Когда в 2018 году производитель морского и спасательного снаряжения начал разработку деталей для спасательных привязей, они знали, что им необходимо найти партнера по отделке металла с бескомпромиссными стандартами и нетерпимостью к ошибкам: жизнь, в буквальном смысле, висит на кону.
Подробнее
Электрополировка лезвий для пищевой промышленности
Из-за воздействия соли и кислот и практически постоянной влажности лезвия для пищевой промышленности должны противостоять широкому спектру потенциально агрессивных ингредиентов, не теряя своей остроты. Такие лезвия также должны отвечать строгим требованиям по качеству и чистоте…
Такие лезвия также должны отвечать строгим требованиям по качеству и чистоте…
Читать далее
Расширяйте охват, сокращайте время выполнения заказа благодаря сети надежных поставщиков
Процесс отделки критически важных металлических деталей для наших клиентов в таких отраслях, как аэрокосмическая промышленность, разработка медицинских устройств, производство полупроводников, фармацевтическое производство и многие другие. – невероятно точно. Успех можно измерить в десятитысячных дюйма.
Подробнее
Электрополировка стали и алюминия
Электрополировка стали и алюминияFosterWeb2019-06-18T11:36:53+01:00
Под действием электрического тока в электролите можно избирательно удалять поверхность металлов. Благодаря этому процессу материал полируется, и образуются глянцевые и стойкие поверхности.
Нержавеющая сталь чаще всего подвергается электрополировке. Этот метод предлагает множество преимуществ:
- Улучшение внешнего вида – высокий глянец
- Снятие термических и механических напряжений с поверхности металла.

- Удаление заусенцев; В процессе электрополировки удаляются острые края
- Отсутствие следов полировальных средств на металлической поверхности
- Значительно более толстый пассивный слой на нержавеющей стали. Нержавеющая сталь с гальваническим покрытием гораздо более устойчива к коррозии.
- Гораздо более гладкая поверхность обеспечивает лучшие характеристики потока в трубопроводах или реакторах.
Электрополированные поверхности можно более эффективно очищать и дезинфицировать. Микробы не могут легко прикрепляться к полированным поверхностям. - Равномерное полирование деталей сложной геометрии
- Полировка мелких деталей быстрее и экономичнее, чем механические методы
Электрополировка нержавеющей стали
Для электрополировки нержавеющей стали Foster Chemicals предлагает продукты серии AnoFos 100. В дополнение к свежим растворам также предлагаются готовые смеси с уже включенными солями металлов. Продукты состоят из неорганических кислот с добавками, улучшающими блеск, выравнивание и эффективность. Время полировки и плотность анодного тока имеют решающее значение для удаления металла.
Продукты состоят из неорганических кислот с добавками, улучшающими блеск, выравнивание и эффективность. Время полировки и плотность анодного тока имеют решающее значение для удаления металла.
1. Время В зависимости от желаемой степени полировки или толщины слоя:
– Защитная полировка: время 6 мин, удаление ок. 6-8 мкм
– стандартная полировка: время 6 мин, удаление ок. 12-15 мкм
– экстра качество полировки: время 30 мин, 30 мкм.
2. Плотность анодного тока
– Стандартные сорта нержавеющей стали (Cr-Ni сталь): 10-20 А/дм2
– Марки хромистой стали (Cr сталь): 15-30 А/дм2
Электрополировка алюминия
Электрополировка алюминия представляет собой анодный процесс удаления металла в электролите на основе фосфорной и серной кислот. Электрополировка значительно уменьшает микрошероховатость алюминиевых поверхностей, что приводит к высокому блеску даже при малых потерях массы. Хороший блеск возможен на алюминиевых сплавах с содержанием кремния менее 1%.
