Элементы режима резания при точении: Элементы режима резания | Учебные материалы
Содержание
53. Элементы режима резания при точении.
К элементам режима резания при точении
относят скорость резания, подачу и
глубину резания. Совокупность этих
величин называют режимом резания.
Скоростью резания v
(м/мин) называется путь
перемещения режущего лезвия инструмента
относительно заготовки в направлении
главного движения в единицу времени.
Если главное движение вращательное
(точение), то скорость резания определяют
по формуле:
v= (п·Dзаг·n)/1000,
где Dзаг — наибольший
диаметр обрабатываемой заготовки, мм;n- частота вращения
заготовки, об/мин.
Подачей S (мм/об)
называется путь точки режущего лезвия
инструмента относительно заготовки в
направлении движения подачи за один
оборот.
Глубиной резания t
(мм) называется расстояние между
обрабатываемой и обработанной
поверхностями заготовки, измеренное
перпендикулярно к последней, за один
проход инструмента относительно
обрабатываемой поверхности.
При наружном точении глубина резания
определяется как полуразность диаметров
до и после обработки:
t = (Dзаг
–d)/2
Токарные станки предназначены для
получения заготовок различных деталей,
имеющих форму тел вращения. Их
классифицируют на: специализированные,
автоматы и полуавтоматы (одношпиндельные
и многошпиндельные), сверлильно-отрезные,
карусельные, токарные и лобовые,
многорезцовые, разные токарные. На
рис.23 изображен общий вид токарно –
винторезного станка, указаны основные
части, узлы и органы управления.
Ст а н и н а 8 – массивное чугунное
основание, на котором смонтированы все
основные части станка. Верхняя часть
станины имеет две плоские и две
призматические направляющие, по которым
могут перемещаться подвижные узлы
станка.
П е р е д н я я б а б к а 1 – чугунная
коробка, внутри которой расположен
главный рабочий орган станка – шпиндель,
представляющий собой полый вал, на
правом конце которого крепятся
приспособления, зажимающие заготовку,
например, патрон.
Шпиндель 2 получает вращение от
расположенного в левой тумбе
электродвигателя через клиноременную
передачу и систему зубчатых колёс и
муфт, размещенных внутри передней бабки.
Механизм (т.е. система зубчатых колёс и
муфт), который позволяет изменять числа
оборотов шпинделя, называется коробкой
скоростей.
С у п п о р т 3 — устройство для закрепления
резца, обеспечения движения подачи, т.
е. перемещения резца в различных
направлениях. Движения подачи могут
осуществляться вручную и механически.
Механическое движение подачи суппорт
получает от ходового винта и ходового
вала .
Ф а р
т у к 12 — система механизмов,
преобразующих вращательное движение
ходового винта и ходового вала в
прямолинейное движение суппорта.
К о р о б к а п о д а ч 14 — механизм,
передающий вращение ходовому винту и
ходовому валу и изменяющий величину
подачи. Вращательное движение в коробку
Вращательное движение в коробку
подач передается от шпинделя с помощью
реверсивного механизма и гитары со
сменными зубчатыми колесами
.
Г и т а р а 2 предназначается
для настройки станка на требуемую подачу
подбором соответствующих сменных
зубчатых колес.
.
З а д н я я б а б
к а 7 предназначена для поддерживания
правого конца длинных заготовок в
процессе обработки, а также закрепления
свёрл, зенкеров, зенковок и разверток,
метчиков и других инструментов.
2. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ И РАЗМЕРЫ СРЕЗАЕМОГО СЛОЯ
Общетехнические дисциплины / Резание материалов / 2. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ И РАЗМЕРЫ СРЕЗАЕМОГО СЛОЯ
Режимы резания необходимы для качественной характеристики процесса резания и для сравнения с другими случаями обработки.
К элементам режима резания в общем случае относятся скорость главного движения (V), подача (S), глубина резания (t).
Принципиальная кинематическая схема при продольном точении определяется сочетанием двух движений: равномерного вращательного движения детали и равномерного поступательного движения резца вдоль оси детали. При продольном точении (рис. 2.1) деталь вращается вокруг своей оси с числом оборотов n в минуту, совершая движение резания.
Скорость главного движения резания (скорость резания) численно равна окружной скорости вращения точки детали, расположенной на обрабатываемой поверхности диаметром (D) (скорость перемещения главной режущей кромки относительно поверхности резания), в метрах в минуту (м/мин) и определяется по формуле:
,
где D – диаметр заготовки, мм; n – частота вращения, мин-1.
При продольном точении скорость резания постоянна, а при подрезании торца или отрезании при постоянной частоте вращения – переменная, наибольшее ее значение у периферии заготовки. В современных токарных станках с числовым программным управлением (ЧПУ) предусмотрена возможность обеспечения постоянной скорости резания путем изменения частоты вращения шпинделя.
Подача (S) – величина перемещения главной режущей кромки относительно обработанной поверхности в направлении подачи.
Различают подачу за один оборот заготовки (S) в миллиметрах на оборот (мм/об) и подачу за 1 минуту (Sм = Sn) в миллиметрах в минуту (мм/мин)
При токарной обработке подача может быть: продольная (S) (измеряется в миллиметрах на оборот) – резец перемещается параллельно оси заготовки и поперечная подача – резец перемещается перпендикулярно оси заготовки.
В результате того, что указанные движения совершаются одновременно, с обработанной поверхности детали удаляется слой материала размером t (рис, 2.1, б), который называют глубиной резания.
Под глубиной резания понимают размер слоя, удаляемого с обработанной поверхности за один проход инструмента, измеренный в направлении, перпендикулярном к направлению движения подачи.
Приведенная формулировка глубины резания является общей. Она справедлива не только для продольного точения, но и для любого метода обработки металлов резанием, при котором глубина резания существует как понятие.
При продольном точении (рис. 2.1) глубину резания в миллиметрах (мм) определяют по формуле:
,
где D – диаметр заготовки, мм; d – диаметр обработанной поверхности, мм.
При отрезании заготовки t равна ширине отрезного резца (b).
Механические нагрузки и геометрия резания при токарных операциях
В операции резка металла инструмент деформирует материал заготовки l до тех пор, пока он не срежется в виде стружки. Процесс деформации требует значительной энергии, а инструмент выдерживает различные механические, термические, химические и трибологические нагрузки. Эти нагрузки в конечном итоге приводят к ухудшению состояния инструмента, его износу или выходу из строя.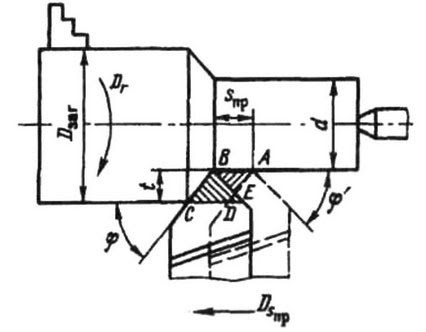 Таким образом, цель хорошего применения для резки металла состоит в том, чтобы сбалансировать энергию, необходимую для удаления металла, со способностью инструмента надежно выдерживать возложенные на него нагрузки.
Таким образом, цель хорошего применения для резки металла состоит в том, чтобы сбалансировать энергию, необходимую для удаления металла, со способностью инструмента надежно выдерживать возложенные на него нагрузки.
Понимание и правильное управление параметрами резки , геометрией инструмента, инструментальными материалами и другими факторами позволяют станочникам достичь производительного и рентабельного процесса резки металла. Механические нагрузки при токарных операциях постоянны, а при фрезеровании динамические, непрерывно изменяющиеся от малых к большим и обратно. Этот анализ будет сосредоточен на параметрах и геометрии инструмента при токарных операциях, а более позднее обсуждение будет посвящено изучению различных вопросов, возникающих при фрезеровании.
Нагрузки при обработке
Нагрузки, действующие на режущий инструмент, делятся на четыре основные категории: механические, термические, химические и трибологические.
Механическое давление ускоряет износ и отказ инструмента. Прерывистое резание, возникающее, когда обрабатываемых деталей , имеющих пустоты или включения, создают ударные нагрузки, которые могут привести к выкрашиванию или поломке инструмента. Термические нагрузки возникают из-за того, что при деформации материала заготовки выделяется тепло, что приводит к повышенным температурам в диапазоне 800-900 градусов Цельсия, что может привести к деформации инструмента и затуплению .
Прерывистое резание, возникающее, когда обрабатываемых деталей , имеющих пустоты или включения, создают ударные нагрузки, которые могут привести к выкрашиванию или поломке инструмента. Термические нагрузки возникают из-за того, что при деформации материала заготовки выделяется тепло, что приводит к повышенным температурам в диапазоне 800-900 градусов Цельсия, что может привести к деформации инструмента и затуплению .
Сочетание тепла и давления также способствует химическим реакциям между режущим материалом и материалом заготовки, вызывая износ в форме диффузии или образования кратеров . Трение между инструментом и стружкой вызывает абразивный и эрозионный износ в результате так называемых трибологических нагрузок ; трибология — это исследование поверхностей, находящихся в контакте друг с другом, чтобы определить, как они будут изменять друг друга геометрически при определенных температурах и давлениях.
Четыре категории нагрузки не действуют независимо друг от друга, а скорее взаимодействуют и влияют на сумму своих эффектов. Мощность станка, жесткость станка и крепления деталей и даже навыки оператора станка также влияют на результаты обработки. Взаимодействие нагрузок приводит к разнообразным результатам, и все они ведут к одному и тому же результату: инструмент изнашивается, изнашивается или выходит из строя.
Насколько быстро и предсказуемо закончится срок службы инструмента, зависит от способности инструмента выдерживать нагрузки, которым он подвергается. Для максимального срока службы инструмента и безопасности процесса нагрузки при обработке должны быть ниже в течение определенного периода времени, чем несущая способность инструмента. Ключевые участники этого потенциала включают режущая геометрия инструмента , режущий материал и покрытие.
Упреждающее решение проблем
В поисках эффективности и экономии средств механические мастерские стремятся сократить время, затрачиваемое на настройку станка, работу с инструментом и заготовкой, а также другие различные периоды простоя. Однако время решения проблем редко включается в усилия по сокращению времени простоя. Упреждающее применение подходящей геометрии инструмента и параметров резания до начала обработки может сократить время, затрачиваемое на диагностику и решение проблем.
Однако время решения проблем редко включается в усилия по сокращению времени простоя. Упреждающее применение подходящей геометрии инструмента и параметров резания до начала обработки может сократить время, затрачиваемое на диагностику и решение проблем.
Обрабатываемость
Упреждающее планирование направлено на максимизацию обрабатываемости операции. Традиционное определение обрабатываемости фокусируется на конкретном материале заготовки и использует процентные коэффициенты для измерения сложности обработки материала по сравнению с эталонным материалом . Однако в этом обсуждении обрабатываемость определяется как цель, которую необходимо достичь с точки зрения увеличения скорости съема металла на единицу мощности. Это степень, в которой операция резки металла может выполняться надежно, с максимальной производительностью и минимальными затратами.
Упрощенный подход к ускорению обработки включает увеличение условий резания , а именно глубины резания, подачи и скорости резания. Однако увеличение условий резания имеет ряд последствий в отношении нагрузок, воздействующих на режущий инструмент. В этом анализе мы сосредоточимся на механических нагрузках. Следует понимать, что механические нагрузки на режущий инструмент и сила резания не одно и то же. Механическая нагрузка может быть выражена через давление (сила на единицу площади поверхности). Высокая сила резания, распределенная по большой площади, создает относительно небольшую нагрузку на инструмент. С другой стороны, даже небольшое усилие резания, сосредоточенное в очень небольшой части инструмента, может создавать проблемную нагрузку. Сила резания зависит от материала заготовки, геометрии инструмента и условий резания. В свою очередь, сила резания влияет на энергопотребление, вибрацию, допуски заготовки и срок службы инструмента.
Однако увеличение условий резания имеет ряд последствий в отношении нагрузок, воздействующих на режущий инструмент. В этом анализе мы сосредоточимся на механических нагрузках. Следует понимать, что механические нагрузки на режущий инструмент и сила резания не одно и то же. Механическая нагрузка может быть выражена через давление (сила на единицу площади поверхности). Высокая сила резания, распределенная по большой площади, создает относительно небольшую нагрузку на инструмент. С другой стороны, даже небольшое усилие резания, сосредоточенное в очень небольшой части инструмента, может создавать проблемную нагрузку. Сила резания зависит от материала заготовки, геометрии инструмента и условий резания. В свою очередь, сила резания влияет на энергопотребление, вибрацию, допуски заготовки и срок службы инструмента.
Влияние параметров резания
Управление глубиной резания, подачей и скоростью оказывает различное влияние на нагрузку на инструмент. Удвоение глубины резания удваивает силу резания, но также удваивает длину режущей кромки в резе, поэтому нагрузка остается неизменной на единицу длины режущей кромки. Силы резания также увеличиваются с увеличением скорости подачи, но в меньшей, нелинейной степени. Более высокие скорости подачи не увеличивают силы резания в той же степени, что и большие глубины резания, потому что большая подача увеличивает толщину стружки, а не длину инструмента в резе. Это приводит к серьезному увеличению нагрузки на режущая кромка .
Удвоение глубины резания удваивает силу резания, но также удваивает длину режущей кромки в резе, поэтому нагрузка остается неизменной на единицу длины режущей кромки. Силы резания также увеличиваются с увеличением скорости подачи, но в меньшей, нелинейной степени. Более высокие скорости подачи не увеличивают силы резания в той же степени, что и большие глубины резания, потому что большая подача увеличивает толщину стружки, а не длину инструмента в резе. Это приводит к серьезному увеличению нагрузки на режущая кромка .
При увеличении скорости резания силы, как правило, остаются прежними, но требования к мощности возрастают в соответствии с основной механической формулой, согласно которой потребляемая мощность равна силе, умноженной на скорость. Это правда, что в среднем диапазоне скоростей резания силы постоянны. Однако исследования и практический опыт показывают, что силы резания возрастают при более низких скоростях резания и уменьшаются при более высоких скоростях резания. Увеличение силы резания на низких скоростях может быть вызвано появлением нароста на кромке, что само по себе указывает на несоответствующую скорость резания. Исследование , проведенное в 1920-х и 1930-х годах доктором Карлом Саломоном из Берлинского университета, показало, что температура резания увеличивается с увеличением скорости резания, а затем снижается с увеличением скорости. Эти результаты переходят в область действительно высокоскоростной обработки , которая имеет свой собственный каталог причин и следствий и является темой для отдельного обсуждения.
Увеличение силы резания на низких скоростях может быть вызвано появлением нароста на кромке, что само по себе указывает на несоответствующую скорость резания. Исследование , проведенное в 1920-х и 1930-х годах доктором Карлом Саломоном из Берлинского университета, показало, что температура резания увеличивается с увеличением скорости резания, а затем снижается с увеличением скорости. Эти результаты переходят в область действительно высокоскоростной обработки , которая имеет свой собственный каталог причин и следствий и является темой для отдельного обсуждения.
Слишком высокие скорости резания могут снизить надежность процесса из-за неконтролируемого стружкообразования, чрезмерного износа инструмента и вибрации, которая может привести к сколам или поломке инструмента. Практический вывод состоит в том, что более высокие подачи и глубины резания в сочетании с низкими или умеренными скоростями резания обеспечивают наилучший потенциал для оперативная безопасность и надежность. Более высокие скорости резания, если глубина резания и подача достаточно малы, чтобы ограничить силы резания, могут обеспечить большую производительность.
Более высокие скорости резания, если глубина резания и подача достаточно малы, чтобы ограничить силы резания, могут обеспечить большую производительность.
Решение проблем с помощью геометрии инструмента
Широко распространено мнение, что повышение производительности резки металла и решение проблем требует внедрения более совершенных материалов для режущих инструментов, таких как новые марки карбида , покрытия, керамика и PCBN. Ценность непрерывных достижений в области технологии инструментальных материалов неоспорима. Тем не менее, решение проблем только с помощью новых режущих материалов по существу является реактивным и может привести в тупик. Например, если большие механические нагрузки вызывают такие проблемы, как поломка инструмента, решение состоит в том, чтобы выбрать более прочный материал режущего инструмента. Но если более прочного материала не существует, прогресс останавливается. Роль геометрии инструмента в упреждающем решении проблем недооценивается. Изменение геометрии инструмента активно изменяет поток деформируемого материала. Например, если формула для прогнозирования сил резания (см. врезку) указывает на то, что результирующие механические нагрузки будут высокими, начиная с более острой геометрии можно снизить силы резания и свести к минимуму проблему до ее возникновения. Изменение сход стружки с другой геометрией инструмента также может положительно изменить количество и влияние химических, термических и трибологических нагрузок.
Изменение геометрии инструмента активно изменяет поток деформируемого материала. Например, если формула для прогнозирования сил резания (см. врезку) указывает на то, что результирующие механические нагрузки будут высокими, начиная с более острой геометрии можно снизить силы резания и свести к минимуму проблему до ее возникновения. Изменение сход стружки с другой геометрией инструмента также может положительно изменить количество и влияние химических, термических и трибологических нагрузок.
Элементы геометрии инструмента
Геометрия инструмента включает его форму и размеры как на макро-, так и на микроуровне. С макроэкономической точки зрения основной размер и форма режущей пластины определяют ее прочность. Силы резания, действующие на большую пластину, приведут к меньшим нагрузкам, чем те же самые силы на пластине меньшего размера. Большая, прочная пластина позволяет использовать высокопроизводительные подачи и глубины резания. Однако большая пластина может не подходить для обработки деталей меньшего размера. Аналогичные соображения существуют в отношении формы вставки. Круглая форма вставки является самой прочной, а 9Угол 0 градусов квадратной вставки прочнее, чем угол 35 градусов алмазной вставки . Однако круглая пластина не может обрабатывать такое же разнообразие профилей деталей, как 35-градусный инструмент. Существует компромисс прочности для гибкости применения. Другой геометрический фактор включает в себя то, как инструмент входит в заготовку, определяемый углом режущей кромки, углом наклона и передним углом. Если верхняя (передняя) поверхность пластины перпендикулярна рабочей поверхности, передний угол инструмента считается отрицательным. Силы резания направлены на основную или наиболее сильную часть инструмента. С другой стороны, когда режущая кромка наклонена назад от поверхности заготовки , передний угол инструмента считается положительным. Силы резания концентрируются на кромке инструмента, которая не такая прочная, как основная часть.
Аналогичные соображения существуют в отношении формы вставки. Круглая форма вставки является самой прочной, а 9Угол 0 градусов квадратной вставки прочнее, чем угол 35 градусов алмазной вставки . Однако круглая пластина не может обрабатывать такое же разнообразие профилей деталей, как 35-градусный инструмент. Существует компромисс прочности для гибкости применения. Другой геометрический фактор включает в себя то, как инструмент входит в заготовку, определяемый углом режущей кромки, углом наклона и передним углом. Если верхняя (передняя) поверхность пластины перпендикулярна рабочей поверхности, передний угол инструмента считается отрицательным. Силы резания направлены на основную или наиболее сильную часть инструмента. С другой стороны, когда режущая кромка наклонена назад от поверхности заготовки , передний угол инструмента считается положительным. Силы резания концентрируются на кромке инструмента, которая не такая прочная, как основная часть. Кроме того, пластина, устанавливаемая с положительным передним углом, должна иметь клин или задний угол на задней поверхности, что еще больше снижает прочность инструмента. Обработка с отрицательным передним углом эффективна при обработке прочных материалов, таких как стали и чугуны, но также создает более высокие силы резания, может ограничивать сход стружки и может вызвать вибрацию менее жестких станков, приспособлений или заготовок. Положительный передний угол обеспечивает меньшие силы резания и более свободный сход стружки, но инструмент более подвержен выкрашиванию и поломке, а стружка может не контролироваться. Позитивная резка подходит для липких материалов и суперсплавов, для которых требуется острая режущая кромка.
Кроме того, пластина, устанавливаемая с положительным передним углом, должна иметь клин или задний угол на задней поверхности, что еще больше снижает прочность инструмента. Обработка с отрицательным передним углом эффективна при обработке прочных материалов, таких как стали и чугуны, но также создает более высокие силы резания, может ограничивать сход стружки и может вызвать вибрацию менее жестких станков, приспособлений или заготовок. Положительный передний угол обеспечивает меньшие силы резания и более свободный сход стружки, но инструмент более подвержен выкрашиванию и поломке, а стружка может не контролироваться. Позитивная резка подходит для липких материалов и суперсплавов, для которых требуется острая режущая кромка.
Геометрия стружколомания
Геометрия стружколомания токарной пластины состоит из трех основных компонентов: профиля режущей кромки, контура или канавки для отвода стружки и так называемой Т-образной кромки между кромкой и канавкой для стружки. Профиль режущей кромки начинает процесс срезания стружки; канавка для стружки определяет, как образуется стружка; и T-land управляет переходом между ними. Все три компонента влияют на величину силы резания, создаваемую инструментом. Режущая кромка может быть острой, заточенной, закругленной или скошенный . Каждый отдельный профиль обеспечивает определенные преимущества и приводит к определенным последствиям. В некоторых случаях острая режущая кромка может обеспечить длительный срок службы инструмента. Однако заготовка, станок и приспособление должны быть прочными и устойчивыми, иначе острая кромка будет иметь тенденцию к скалыванию, когда на нее воздействуют неравномерные силы. Закругленные и скошенные кромки обеспечивают повышенный уровень прочности и устойчивость к сколам и поломкам .
Профиль режущей кромки начинает процесс срезания стружки; канавка для стружки определяет, как образуется стружка; и T-land управляет переходом между ними. Все три компонента влияют на величину силы резания, создаваемую инструментом. Режущая кромка может быть острой, заточенной, закругленной или скошенный . Каждый отдельный профиль обеспечивает определенные преимущества и приводит к определенным последствиям. В некоторых случаях острая режущая кромка может обеспечить длительный срок службы инструмента. Однако заготовка, станок и приспособление должны быть прочными и устойчивыми, иначе острая кромка будет иметь тенденцию к скалыванию, когда на нее воздействуют неравномерные силы. Закругленные и скошенные кромки обеспечивают повышенный уровень прочности и устойчивость к сколам и поломкам .
В самом общем смысле лучший инструмент для резки стали, где требуется ударная вязкость, имеет прочную кромку; лучший инструмент для резки нержавеющей стали, которая имеет тенденцию быть липкой, имеет острую кромку. Резать сталь с острой кромкой, или нержавеющую сталь с прочной кромкой, конечно, можно, но условия резания придется корректировать, и результаты будут не такими продуктивными. Машинисты могут столкнуться с выбором между более гибкими многоцелевые инструменты a nd те, которые оптимизированы для обработки определенных материалов. Следует отметить, что очень острая режущая кромка не обязательно обеспечивает наилучшее качество поверхности. Наилучшие результаты часто получаются после того, как кромка проработала некоторое время. Это явление аналогично использованию острого как бритва ножа для очистки яблока. Трудно очистить яблоко самым острым ножом, потому что лезвие вонзается в плод, а не просто снимает кожуру. Абсолютно острый инструмент для резки металла будет действовать точно так же и втягиваться в заготовку до такой степени, что оставляет неровную поверхность. Кромка обеспечит наиболее последовательную отделку после того, как она испытала небольшую степень износа.
Резать сталь с острой кромкой, или нержавеющую сталь с прочной кромкой, конечно, можно, но условия резания придется корректировать, и результаты будут не такими продуктивными. Машинисты могут столкнуться с выбором между более гибкими многоцелевые инструменты a nd те, которые оптимизированы для обработки определенных материалов. Следует отметить, что очень острая режущая кромка не обязательно обеспечивает наилучшее качество поверхности. Наилучшие результаты часто получаются после того, как кромка проработала некоторое время. Это явление аналогично использованию острого как бритва ножа для очистки яблока. Трудно очистить яблоко самым острым ножом, потому что лезвие вонзается в плод, а не просто снимает кожуру. Абсолютно острый инструмент для резки металла будет действовать точно так же и втягиваться в заготовку до такой степени, что оставляет неровную поверхность. Кромка обеспечит наиболее последовательную отделку после того, как она испытала небольшую степень износа.
Т-образная кромка между режущей кромкой и стружколомающей геометрией может иметь положительную или отрицательную конфигурацию. Использование положительной Т-образной кромки позволяет использовать более высокие скорости резания и приводит к снижению температуры резания и износа. Однако положительная Т-образная фаска также концентрирует напряжения на меньшей площади пластины, что может привести к ускоренному износу и выкрашиванию. Отрицательная или в основном плоская Т-образная фаска, наоборот, направляет срезаемый материал по более широкой площади, защищая пластину, но также увеличивая силы резания, тепловыделение и износ.
Использование положительной Т-образной кромки позволяет использовать более высокие скорости резания и приводит к снижению температуры резания и износа. Однако положительная Т-образная фаска также концентрирует напряжения на меньшей площади пластины, что может привести к ускоренному износу и выкрашиванию. Отрицательная или в основном плоская Т-образная фаска, наоборот, направляет срезаемый материал по более широкой площади, защищая пластину, но также увеличивая силы резания, тепловыделение и износ.
Геометрия канавки для стружколома представляет собой аналогичную дихотомию. Открытый или плоский нижний контур меньше деформирует стружку и создает меньшие силы резания. Замкнутый или более узкий контур сильнее скручивает стружку, а большая деформация приводит к более высоким температурам резания. Геометрия стружколома с открытым или плоским дном разработана для обеспечения максимального контакта между стружкой и инструментом и распределения сил резания по более широкой области. Когда силы резания высоки, открытая геометрия будет создавать меньшие механические нагрузки. Риск поломки и сколов вставки ниже. Однако стружка, полученная с помощью открытой геометрии, имеет тенденцию быть более длинной. Если стружка не контролируется и становится проблемой удаления, представляя опасность для заготовки, станка или оператора, закрытая геометрия стружколомания может решить проблему.
Риск поломки и сколов вставки ниже. Однако стружка, полученная с помощью открытой геометрии, имеет тенденцию быть более длинной. Если стружка не контролируется и становится проблемой удаления, представляя опасность для заготовки, станка или оператора, закрытая геометрия стружколомания может решить проблему.
С другой стороны, закрытая геометрия стружколомания скручивает стружку так, что она распадается на более мелкие части. Но этот результат достигается ценой более высокого давления резания. Слишком короткая стружка может повредить режущую кромку и сократить срок службы инструмента. Механическая нагрузка может быть большой даже при низких силах резания. Закрытые геометрии лучше всего применять там, где силы резания невелики, например, при чистовых операциях, когда глубина резания и подачи меньше. Машинисты должны найти компромисс и определить самую широкую геометрию, которая может быть применена, при этом создавая управляемую стружку. Обрабатываемый материал играет ключевую роль в выборе геометрии стружкодробления. Алюминий , например, может потребовать закрытой геометрии управления стружкодроблением для надежного разрушения характерно длинной и волокнистой стружки, в то время как короткая стружка из чугуна обычно требует минимальных геометрических элементов, образующих стружку, или вообще требует их.
Алюминий , например, может потребовать закрытой геометрии управления стружкодроблением для надежного разрушения характерно длинной и волокнистой стружки, в то время как короткая стружка из чугуна обычно требует минимальных геометрических элементов, образующих стружку, или вообще требует их.
Что касается параметров резания, то при более агрессивной подаче обычно образуется более короткая стружка, а при малой глубине резания часто образуется более длинная стружка. В зависимости от материала заготовки скорость резания может иметь большое влияние на стружкодробление. Цель состоит в том, чтобы контролировать все факторы, влияющие на механическую нагрузку, и производить приемлемую стружку, сводя к минимуму или исключая выкрашивание или поломку инструмента.
Разработка и применение геометрии
Чтобы воспользоваться преимуществами геометрии пластин для изменения формы потока материала, производители режущего инструмента разрабатывают геометрию для конкретных операций, таких как черновая или чистовая обработка. Различные конфигурации и комбинации режущей кромки, Т-образной кромки и геометрии стружколомания разработаны для различных областей применения и материалов заготовок. Геометрии Seco M3 и M5 являются хорошими примерами различных геометрий инструментов, предназначенных для достижения желаемых результатов при определенных операциях и материалах. Геометрия M3 спроектирована так, чтобы быть универсальным инструментом для средне-черновая обработка для широкого диапазона материалов заготовок и параметров резания. Однако высокий уровень механической нагрузки может потребовать перехода на геометрию M5, предназначенную для выполнения сложных операций черновой обработки с высокой подачей, сочетающую в себе высокую конечную прочность, но генерирующую низкие силы резания. Переход к геометрии, предназначенной для конкретной ситуации обработки, может свести к минимуму поломку и повысить эксплуатационную надежность.
Различные конфигурации и комбинации режущей кромки, Т-образной кромки и геометрии стружколомания разработаны для различных областей применения и материалов заготовок. Геометрии Seco M3 и M5 являются хорошими примерами различных геометрий инструментов, предназначенных для достижения желаемых результатов при определенных операциях и материалах. Геометрия M3 спроектирована так, чтобы быть универсальным инструментом для средне-черновая обработка для широкого диапазона материалов заготовок и параметров резания. Однако высокий уровень механической нагрузки может потребовать перехода на геометрию M5, предназначенную для выполнения сложных операций черновой обработки с высокой подачей, сочетающую в себе высокую конечную прочность, но генерирующую низкие силы резания. Переход к геометрии, предназначенной для конкретной ситуации обработки, может свести к минимуму поломку и повысить эксплуатационную надежность.
Заключение
Износ инструмента при обработке неизбежен. Это альфа и омега, начало и конец жизни инструмента. Если срок службы инструмента неприемлемо короток, если инструмент откалывается или ломается, или если износ или поломка непредсказуемы, операторы могут изменять геометрию инструмента и режимы резания, чтобы максимизировать производительность и срок службы инструмента. Однако даже когда эти усилия увенчались успехом, альфа и омега износа инструментов остаются. Цель состоит в том, чтобы установить новый режим ухудшения: такой, который будет медленным и предсказуемым, насколько это возможно.
Это альфа и омега, начало и конец жизни инструмента. Если срок службы инструмента неприемлемо короток, если инструмент откалывается или ломается, или если износ или поломка непредсказуемы, операторы могут изменять геометрию инструмента и режимы резания, чтобы максимизировать производительность и срок службы инструмента. Однако даже когда эти усилия увенчались успехом, альфа и омега износа инструментов остаются. Цель состоит в том, чтобы установить новый режим ухудшения: такой, который будет медленным и предсказуемым, насколько это возможно.
Расчет силы резания
Взаимодействие и баланс параметров резания можно смоделировать с помощью формулы силы резания, разработанной в 1950-х годах доктором Отто Кинцле из Института технологии производства и станков (IFW) в Германии. Машинисты могут использовать прогноз уровня сил резания по формуле, чтобы заблаговременно применять геометрию и другие факторы, а также контролировать нагрузки на режущий инструмент. В формуле используется константа kc11, основанная на материале, которая представляет собой удельную силу резания (измеряемую в Н/мм2), необходимую для вырезания стружки площадью 1 мм2 при толщине 1 мм в конкретном материале. В формуле Fc =kc11*b*h 1-MC сила резания (Fc) равна константе kc11, умноженной на «b» (ширина/глубина резания), умноженная на «h» (толщина стружки). /подача) и показатель коэффициента мощности 1-mc, учитывающий сочетание геометрии режущего инструмента и материала заготовки.
В формуле Fc =kc11*b*h 1-MC сила резания (Fc) равна константе kc11, умноженной на «b» (ширина/глубина резания), умноженная на «h» (толщина стружки). /подача) и показатель коэффициента мощности 1-mc, учитывающий сочетание геометрии режущего инструмента и материала заготовки.
ЧТО ТАКОЕ ВИБРАЦИЯ ПРИ ОБРАБОТКЕ И КАК ИХ УМЕНЬШИТЬ?
Когда вокруг точки равновесия возникают колебания, возникает механическое явление, известное как вибрация. В машиностроении вибрация — обычно от сил резания или самого станка — приводит к нежелательным результатам. Чтобы получить значительное конкурентное преимущество, вы должны понимать причины вибрации и знать, как ее преодолеть.
Что ТАКОЕ вибрация?
Вибрация – это механическое явление, при котором колебания происходят вокруг точки равновесия. Эти колебания могут быть периодическими, как колебания маятника, или случайными, как движение шины по гравийной дороге.
Иногда желательна вибрация. Например, мобильный телефон работает правильно, потому что звук — это вибрация воздуха. Однако чаще вибрация тратит энергию впустую, создавая нежелательную деформацию и шум. Например, большая часть колебательных движений двигателей, электродвигателей и других работающих механических устройств нежелательна. Неуравновешенные вращающиеся части, неравномерное трение, зацепление зубьев шестерни и другие проблемы могут вызвать вибрацию, которую тщательно продуманные конструкции обычно сводят к минимуму.
Однако чаще вибрация тратит энергию впустую, создавая нежелательную деформацию и шум. Например, большая часть колебательных движений двигателей, электродвигателей и других работающих механических устройств нежелательна. Неуравновешенные вращающиеся части, неравномерное трение, зацепление зубьев шестерни и другие проблемы могут вызвать вибрацию, которую тщательно продуманные конструкции обычно сводят к минимуму.
Почему во время обработки возникает вибрация?
Рисунок 1 может заставить их вибрировать. Динамические характеристики станка, заготовки и режущего инструмента могут ограничивать производительность резания. Слишком низкая жесткость, а также недостаточное гашение вибрации могут привести к проблемам с самовозбуждающейся вибрацией или «дребезжанием». Обладая базовыми знаниями об этом явлении, вибрация становится предсказуемой, что позволяет повысить производительность резки.
Почему необходимо избегать вибрации при обработке?
Вибрация во время обработки имеет множество негативных последствий, наиболее важными из которых являются следующие:
- Дополнительный износ режущих кромок и неконтролируемый, непредсказуемый характер износа (например, сколы и трещины на режущих кромках), которые снижают надежность обработки.

- Ухудшение качества поверхности и увеличение брака или переработанных деталей. Таким образом, вибрация подвергает опасности систему обработки и может привести к проблемам со сроками поставки и безопасностью поставок.
- Два предыдущих эффекта вибрации также отрицательно сказываются на экономичности обработки. Вибрация стоит денег.
- Поскольку вибрация требует энергии, она также тратит энергию и бросает вызов профессионализму операторов механической обработки.
Свяжитесь с нами, если у вас есть проблемы с вибрацией
Прочтите соответствующее содержание этой статьи, чтобы узнать о некоторых наших решениях
9 0012
Какие бывают ТИПЫ вибрации при механической обработке?
Свободная вибрация при механической обработке начальный вход вызывает вибрацию в механической системе, которая затем вибрирует свободно. Это сравнимо с тем, что происходит, когда вы тянете детские качели, а затем отпускаете их. Затем механическая система вибрирует на одной или нескольких своих «собственных частотах», а затем затухает до нуля.
Затем механическая система вибрирует на одной или нескольких своих «собственных частотах», а затем затухает до нуля.
Вынужденная вибрация при механической обработке
Вынужденная вибрация возникает, когда на механическую систему воздействует изменяющееся во времени возмущение (нагрузка, смещение или скорость). Возмущение может быть периодическим, установившимся или случайным. Когда неуравновешенная стиральная машина трясется или здание вибрирует во время землетрясения, это примеры вынужденной вибрации.
Рисунок 3 Вынужденные колебания (f = частота и A = амплитуда)
Частотная характеристика системы представляет собой одну из наиболее важных характеристик вынужденной вибрации. В явлении, называемом резонансом, амплитуда вибрации может стать чрезвычайно высокой, когда частота воздействия приближается к собственной частоте системы со слабым демпфированием. Собственная частота системы называется резонансной частотой. Когда вы толкаете ребенка на качелях, вы должны толкать их в нужный момент, чтобы качели поднимались все выше и выше, а большие движения не требуют приложения большой силы. Толчки нужны только для того, чтобы продолжать добавлять энергию в систему. В системах подшипников ротора любая скорость вращения, которая возбуждает резонансную частоту, называется критической скоростью.
Когда вы толкаете ребенка на качелях, вы должны толкать их в нужный момент, чтобы качели поднимались все выше и выше, а большие движения не требуют приложения большой силы. Толчки нужны только для того, чтобы продолжать добавлять энергию в систему. В системах подшипников ротора любая скорость вращения, которая возбуждает резонансную частоту, называется критической скоростью.
Резонансная вибрация при механической обработке
Резонанс в механической системе может привести к системному отказу. Следовательно, анализ вибрации должен предсказать, когда может возникнуть этот тип резонанса, и определить превентивные меры. Дополнительное демпфирование может значительно уменьшить величину вибрации, как и изменение жесткости или массы системы для смещения собственной частоты от частоты воздействия. Если система не может измениться, возможно, частота воздействия может измениться (например, за счет изменения скорости машины, создающей усилие).
Рисунок 4 Резонансные колебания.
Ознакомьтесь с нашей обучающей передачей о микровибрациях
Роль сил резания в вибрационных явлениях
Те же самые силы, которые режут металл, действуют и на режущий инструмент. Эти силы деформируют и изгибают режущий инструмент и могут привести к вибрации.
Рисунок 5 Силы резания и недостаточная прочность инструмента вызывают вибрацию при резании металла.
Динамический характер сил резания может привести к резонансной вибрации. Риск такой ситуации возрастает при использовании тонких режущих инструментов или заготовок, слишком высоких сил резания, материалов инструмента или заготовок с недостаточной демпфирующей способностью, неправильных методов резания или неправильной геометрии инструмента.
На рис. 6 показан стальной держатель инструмента (диаметр 100 мм и длина вылета 500 мм).
Рисунок 6 В некоторых ситуациях динамические силы резания могут привести к резонансной вибрации
При статической силе резания 500 Н этот инструмент прогибается на 25 мкм. Если бы сила резания изменялась по синусоидальному закону на частоте 142 Гц, возникло бы переменное отклонение с амплитудой в 20 раз большей, чем статическое отклонение. Это приведет к резонансной вибрации .
Если бы сила резания изменялась по синусоидальному закону на частоте 142 Гц, возникло бы переменное отклонение с амплитудой в 20 раз большей, чем статическое отклонение. Это приведет к резонансной вибрации .
Резонансная вибрация может возникнуть, когда частота, с которой сила резания воздействует на режущую кромку, равна собственной частоте (резонансной частоте) режущего инструмента. К этой ситуации могут привести изменения условий резания (фрезерование), сильная периодическая фрагментация стружки или даже неравномерность структуры материала (см. рис. 7).
Машинисты также называют резонансную вибрацию болтовней. Сама по себе вибрация на самом деле не является проблемой, но в некоторых ситуациях вибрация может поставить под угрозу качество процесса из-за неконтролируемого износа режущей кромки или несовершенной обработки поверхности заготовки. В этих случаях требуется подавление вибраций, чего проще всего добиться путем изменения условий резания или, на втором этапе, путем изменения выбора инструмента.
Рисунок 7 Неравномерность структуры материала может вызвать вибрацию
В приведенном выше примере фаза 1 представляет ситуацию, в которой неровность материала создает динамическую составляющую силы резания. На этапе 2 эта неравномерность материала заготовки вызывает изменение толщины стружки. Это приводит к непрерывным динамическим силам резания, и когда их частота приближается к собственной частоте инструмента, может возникнуть резонансная вибрация.
Стабильность станка играет роль в вибрации
При любом анализе вибрации и связанных с ней рисков во время обработки необходимо учитывать устойчивость станка . Станок не может обеспечить безграничную стабильность и, как правило, по мере увеличения скорости вращения шпинделя станка стабильность инструмента падает (см. рис. 8).
Рисунок 8 Лепестки устойчивости (Tlusty и Tobias) для станка.
Как правило, чем выше число оборотов в минуту (оборотов в минуту), с которыми работает станок, тем выше риск возникновения вибрации. При определенных скоростях, однако стабильность повышается . Выбранная частота вращения для конкретного режущего инструмента может находиться в диапазоне низкой стабильности, вызывая вибрацию и необходимость замедления станка для ее устранения. И наоборот, выбранная частота вращения может находиться в области высокой стабильности, что позволяет поддерживать условия резания на высоком уровне. Во избежание вибрации, особенно при обработке на высоких оборотах, тщательно выбирайте скорость.
Как определить изгиб односторонне защемленной цилиндрической балки?
В общей механике модель, показанная ниже (рис. 9), определяет изгиб односторонне зажатой цилиндрической балки (например, внутренняя токарная оправка, фреза, сверло и т. д.). Проще говоря, чем больше изгиб или отклонение, тем выше риск вредной вибрации, включая резонансную вибрацию, а уменьшение изгиба или отклонения инструмента снижает риск вибрации.
Рисунок 9 Зависимость изгиба, усилия и главных размеров односторонне защемленной цилиндрической балки.
С этой точки зрения снижение риска вибрации требует минимизации отклонения или изгиба инструмента.
Этого можно добиться несколькими способами.
- Уменьшите силы резания или измените направление, в котором силы резания действуют на систему.
- Сделайте инструмент более прочным, с более высоким сопротивлением изгибу. Формула на рис. 10 показывает, что удвоение длины вылета увеличивает прогиб в 8 раз, тогда как удвоение диаметра уменьшает прогиб в 16 раз. Таким образом, более короткие или большие инструменты несут меньший риск вибрации. Таким образом, отношение вылета (L/D = длина без опоры или вылет, деленная на диаметр) часто обеспечивает измерение для быстрого анализа риска вибрации. Некоторые рекомендации, основанные на коэффициенте свеса:
- Вибрация обычно не возникает, если отношение вылета меньше 3.

- Риск вибрации возникает, если отношение вылета меньше 6.
- Вибрация может возникнуть, если отношение вылета меньше 9.
- коэффициент вылета больше 9, вибрация является несомненной, а классические инструменты часто не могут решить проблему.
- Вибрация обычно не возникает, если отношение вылета меньше 3.
- Используйте более жесткий инструментальный материал. Модуль упругости (Е) является основным элементом. Замените, например, стальной хвостовик инструмента на твердосплавный, и прогиб уменьшится до 50 %. Этот подход можно комбинировать с использованием конусной оснастки.
Учет вылета в условиях вибрации
При использовании коэффициента вылета для прогнозирования риска вибрации делайте это с осторожностью . Дальнейший анализ формулы на Рисунке 9 приводит к формуле, показанной на Рисунке 10, которая очень показательна, если ее записать в такой форме и применить к двум примерам. Во-первых, инструмент с длиной вылета 200 и диаметром 50 мм будет иметь коэффициент вылета 4. Во-вторых, другой инструмент длиной 100 мм и диаметром 25 мм также будет иметь коэффициент вылета 4. оба этих инструмента показывают одинаковый риск вибрации? Примените эти значения для двух инструментов в формуле на Рисунке 10, и вы обнаружите, что второй инструмент показывает двойной изгиб и, таким образом, удваивает риск вибрации.
Во-вторых, другой инструмент длиной 100 мм и диаметром 25 мм также будет иметь коэффициент вылета 4. оба этих инструмента показывают одинаковый риск вибрации? Примените эти значения для двух инструментов в формуле на Рисунке 10, и вы обнаружите, что второй инструмент показывает двойной изгиб и, таким образом, удваивает риск вибрации.
При высоком риске вибрации наиболее важен диаметр инструмента .
Рисунок 10 Изгиб в зависимости от длины и диаметра выступа.
КАК МИНИМИЗИРОВАТЬ И КОНТРОЛИРОВАТЬ вибрацию при механической обработке?
Некоторые практические шаги могут свести к минимуму или избежать риск вибрации. Используйте все эти шаги, чтобы изменить величину или направление, в котором силы резания действуют на режущий инструмент.
- Используйте угол режущей кромки, близкий к 90°.
- Используйте меньший радиус вершины и/или более острую режущую кромку.

- Уменьшите глубину резания и увеличьте подачу.
- Изменить скорость резания.
- Используйте лучшую систему зажима инструмента (например, инструменты Seco-Capto и Seco Steadyline ).
Примените первый совет — используйте угол режущей кромки, близкий к 90°, — по-другому при фрезеровании. Как и при точении, результирующие силы резания будут действовать примерно перпендикулярно режущим кромкам (рис. 12). Поскольку вы рассматриваете фрезу, зажатую в шпинделе фрезерного станка, и оцениваете риск изгиба (рисунок 13), определите риск вибрации на основе силы резания, умноженной на расстояние между направлением силы резания и «эталонной «точка в шпинделе. Каждый шпиндель станка имеет фиксированную контрольную точку, вокруг которой может вращаться шпиндель.
Рис. 11 Улучшенный зажим режущего инструмента снижает риск вибрации.
При сравнении фрезы с квадратным уступом (угол режущей кромки 90°) и фрезы с высокой подачей (угол режущей кромки всего несколько градусов) расстояние между направлением силы резания и контрольной точкой меньше, следовательно, риск вибрации (при тех же силах резания) меньше.
Рисунок 12 Величина и направление силы резания для фрезы (примерно перпендикулярно режущей кромке).
Рисунок 13 (F x l) определяет риск вибрации при фрезеровании.
КОНТРОЛЬНЫЕ СПИСКИ ПО СНИЖЕНИЮ ВИБРАЦИИ В СООТВЕТСТВИИ С ВАШИМ ПРИМЕНЕНИЕМ
КАК СНИЖАТЬ ВИБРАЦИИ НА ФРЕЗЕРОВАНИИ?
Чтобы решить проблемы с вибрацией при фрезеровании, выберите соответствующие инструменты и условия резания, чтобы изменить размер и направление сил резания.
- Выбирайте фрезы с крупным шагом и зажимайте их с минимально возможным вылетом.
- Выберите режущие кромки с положительной геометрией.
- Выберите фрезу меньшего диаметра, особенно с инструментом Steadyline.
- Выберите малый радиус режущей кромки.
- Выбирайте марки карбида с более тонким покрытием.

- Используйте большие подачи на зуб. Уменьшите скорость вращения и поддерживайте подачу стола для больших подач на зуб. Не уменьшайте подачу на зуб при возникновении вибрации.
- Уменьшить осевую и радиальную глубину резания.
- Используйте стабильные системы крепления фрезы. При использовании модульных систем крепления инструмента используйте максимально возможный размер соединения. Используйте конический держатель инструмента.
- Расположите фрезу по центру заготовки. Применять методы фрезерования.
Начните с нормальной подачи и скорости резания. Если возникает вибрация, постепенно вносите изменения следующим образом:
- Увеличьте подачу,
- Увеличьте скорость вращения.
- Уменьшить скорость вращения.
- Уменьшайте подачу до тех пор, пока вибрация не исчезнет или, по крайней мере, не сведется к минимуму.
КАК УМЕНЬШИТЬ ВИБРАЦИИ ПРИ ПОВОРОТЕ?
Следующие шаги влияют на результаты токарной обработки. Используйте их в качестве контрольного списка для устранения неполадок с вибрацией.
Используйте их в качестве контрольного списка для устранения неполадок с вибрацией.
- Выберите базовую систему инструментов и размеры для максимальной стабильности и жесткости. Зажимайте инструменты с максимально коротким вылетом. Это обеспечивает более высокую собственную частоту инструмента и уменьшает отклонение, что облегчает предотвращение вибрации или ее гашение, если она возникает.
- Тщательно выбирайте тип и размер пластины и радиус вершины. Выберите наименьший возможный радиус вершины и сделайте его меньше глубины резания, если это возможно, чтобы снизить пассивную силу резания. Ограничьте глубину резания, чтобы свести к минимуму отклонение инструмента и гарантировать правильные допуски на обработку заготовки. Если возможна вибрация, выберите пластину с небольшим углом при вершине (60 ° или 55 °), чтобы сочетать легкое резание с хорошей прочностью кромки.
- Выберите пластину с острой режущей кромкой и геометрией режущей кромки для легкого резания и небольшого отклонения инструмента.
 Обратите внимание, что более острые режущие кромки слабее и требуют надлежащего стружкодробления.
Обратите внимание, что более острые режущие кромки слабее и требуют надлежащего стружкодробления. - Выберите пластину из более твердого сплава и с более острой геометрией, хотя режущие кромки при этом имеют меньшую прочность и могут преждевременно сломаться или сломаться. Чтобы повысить передовую надежность и срок службы инструмента, компенсируйте слабую геометрию более прочным режущим материалом.
- Тщательно выбирайте условия резания, чтобы свести к минимуму глубину резания. При серьезном риске вибрации используйте подачу не менее 25 % от радиуса вершины. Оцените скорость резания, чтобы избежать работы в зоне оборотов с меньшей стабильностью станка.
КАК УМЕНЬШИТЬ ВИБРАЦИИ ПРИ РАСТОЧНОЙ РАБОТЕ?
Следующие шаги влияют на результаты растачивания. Используйте их в качестве контрольного списка для устранения неполадок с вибрацией.
- Проверьте коэффициент вылета и при необходимости измените инструмент. Можно ли использовать инструмент большего диаметра? Конический тип инструмента? Модульный тип инструмента с другим диаметром?
- Используйте максимально возможный зажим инструмента (Seco-Capto).

- Разместите режущую кромку на центральной высоте.
- Выберите режущие кромки с положительной геометрией и малым радиусом. Выбирайте марки карбида с более тонким покрытием.
- Тщательно выбирайте тип и размер пластины и радиус вершины. Выберите наименьший возможный радиус вершины и сделайте его меньше глубины резания, если это возможно, чтобы снизить пассивную силу резания. Ограничьте глубину резания, чтобы свести к минимуму отклонение инструмента и гарантировать правильные допуски на обработку заготовки. Если возможна вибрация, выберите пластину с небольшим углом при вершине (60 ° или 55 °), чтобы сочетать легкое резание с хорошей прочностью кромки.
- Выберите пластину с острой режущей кромкой и геометрией режущей кромки для легкого резания и небольшого отклонения инструмента. Обратите внимание, что более острые режущие кромки слабее и требуют надлежащего стружкодробления.
- Выберите пластину из более твердого сплава и с более острой геометрией, хотя режущие кромки при этом имеют меньшую прочность и могут преждевременно сломаться или сломаться.

