Не включается сварочный инвертор: Ответы на вопросы
Содержание
Неисправности сварочных инверторов и способы их устранения
✅ Дата публикации статьи: 2020-08-31| 📌 Категория: Инструменты и оборудование | 👁 50 просмотров
Содержание статьи:
Неисправности сварочных инверторов и способы их устранения
Сварочный инвертор состоит из нескольких модулей и платы управления, поэтому в нем есть чему ломаться в отличие от простого трансформатора. Основные элемента инвертора, это первичный выпрямительный блок, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор и плата управления.
К слову, все данные элементы способны сильно нагреваться. Поэтому в инверторах имеется вентилятор для охлаждения и радиаторы, к которым крепятся сильно нагреваемые детали. И, тем не менее, данных мер по охлаждению инвертора порой недостаточно, особенно в дешевых моделях. Вот почему так важно строго придерживаться правил эксплуатации инвертора, которые рекомендовал производитель.
Какие неисправности сварочных инверторов самые распространённые? Можно ли их устранить самостоятельным путём? Что делать, если инвертор не регулирует сварочный ток — читайте в этой статье.
К основным неисправностям сварочных инверторов относятся:
- Инвертор не включается, при подаче напряжения ничего не происходит: вентилятор не крутится, индикация не горит;
- Сварочная дуга нестабильная, металл все время разбрызгивается при сварке;
- Не регулируется сварочный ток;
- Инвертор потребляет слишком много электроэнергии;
- На инверторе часто загорается индикатор перегрева.
Итак, рассмотрим, можно ли как то осуществить ремонт сварочного инвертора при всех вышеперечисленных проблемах в работе.
Инвертор не включается
Наиболее частой причиной тому, что сварочный инвертор не включается, является повреждение сетевого кабеля. Поэтому прежде чем нести инвертор в ремонт, убедитесь в том, что сетевой шнур в порядке. Сделать это можно обычный тестером, установив прибор на прозвон кабелей.
Сварочная дуга нестабильная (разбрызгивание металла)
Чаще всего данная проблема кроется не в том, что инвертор неисправен, а в неправильно подобранной силе тока для сварки. Если вы не нашли на упаковке с электродами рекомендуемую силу тока, то сварочный ток можно рассчитать по следующей схеме: на 1 мм, диаметра электрода должно приходиться порядка 20-40 ампер сварочного тока.
Если вы не нашли на упаковке с электродами рекомендуемую силу тока, то сварочный ток можно рассчитать по следующей схеме: на 1 мм, диаметра электрода должно приходиться порядка 20-40 ампер сварочного тока.
Не регулируется ток на инверторе
Причиной этому может стать вышедший из строя регулятор тока или провода, которые к нему подведены. Также причиной нередко является замыкание в дросселе, поломка вторичного трансформатора.
В любом случае, прежде чем нести сварочный инвертор на ремонт, снимите с него кожух и проверьте целостность проводов внутри, а также надёжность их соединения.
Большое потребление электроэнергии
Часто причина большого энергопотребления кроется в межвитковом замыкании трансформатора.
Ремонт сварочного инвертора в данном случае должен осуществляться только квалифицированным специалистом.
На инверторе горит перегрев
Если на инверторе загорается индикатор перегрева, то, значит, сработала термозащита. Это означает одно — внутренние элементы инвертора сильно перегреваются и им нужно охлаждение. Нельзя ничем закрывать вентиляционные отверстия в корпусе инвертора. Также нужно обязательно соблюдать продолжительность работы сварочным аппаратом, для каждой модели «ПВ» рассчитывается отдельно.
Нельзя ничем закрывать вентиляционные отверстия в корпусе инвертора. Также нужно обязательно соблюдать продолжительность работы сварочным аппаратом, для каждой модели «ПВ» рассчитывается отдельно.
Так, например, если в характеристиках инвертора указан режим продолжительности работы 70%, то инвертором можно варить без остановки 7 минут. Далее, чтобы индикатор перегрева не загорался, нужно дать остыть инвертору не менее 3 минут.
Также причиной частого перегрева инвертора может стать засорившийся вентилятор. Необходимо осуществить чистку инвертора, чтобы улучшить систему охлаждения.
Поделиться в соцсетях
Ремонт сварочного аппарата, основные причины поломки и тонкости техобслуживания
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте.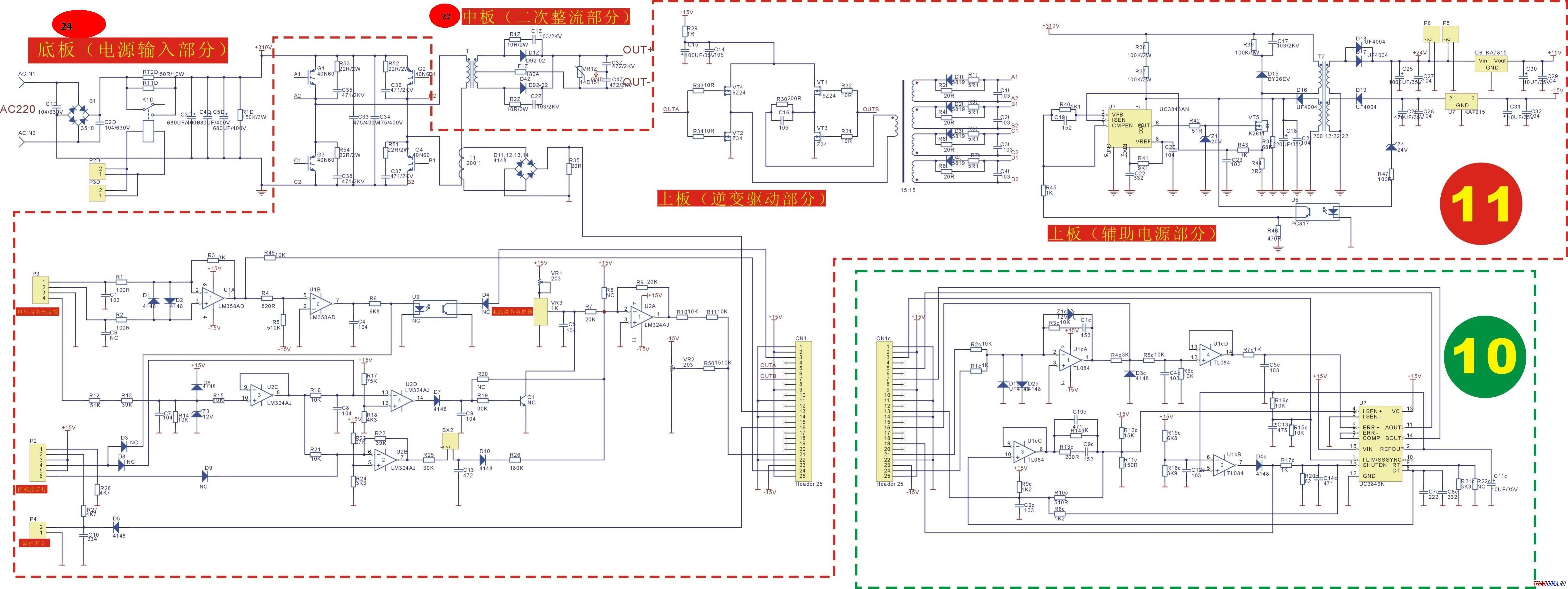 Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Причины поломок сварочного инвертора Ресанта
Вот только основные признаки, по которым можно определить, что сварочный инвертор неисправен и требуется ремонт:
- Залипает электрод;
- Дуга горит нестабильно или вообще не горит;
- Аппарат все время перегревается, даже если работает непостоянно;
- Сварочный инвертор не включается.
Причины данных неисправностей аппарата Ресанта могут заключаться в следующем:
— Электрод залипает по причине низкого напряжения или использования длинного удлинителя, сечение проводников которого меньше чем 2,5 мм. Возможно, подгорели разъемы или имеется плохой контакт силовых кабелей.
— Дуга может гореть нестабильно из-за неправильных регулировок тока сварки. Также причинами этому вполне могут стать несоответствующие электроды для сварки или их диаметр. Полное отсутствие дуги чаще всего вызвано обрывом кабеля массы или перегревом инвертора. Нередко отказывает и печатная плата, на которой вздуваются конденсаторы или выходят из строя сразу несколько деталей.
— Перегревается инвертор Ресанта в случае длительной работы без перерыва или в результате отказа вентилятора охлаждения. Также перегрев инвертора возможен в результате накопления толстого слоя пыли на печатной плате.
— Если инвертор вообще не реагирует на включение, то, скорее всего, отсутствует питание, либо же напряжение не соответствует номинальному значению. Часто причины вызваны пробоем кабеля или неисправностью розеток/выключателей, к которым подсоединён инвертор. Возможно дело и в удлинителе питания.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Особенности
Особенности РЕСАНТА САИ 220:
- Регулировка выходного тока от 15 до 220 А, позволяет нормально работать с материалами разной толщины.

- Отследить состояние прибора поможет световая индикация на передней стороне. Автомат защиты и сетевой выключатель находятся на задней панели.
- Корпус выполнен из металла.
- Охлаждение осуществляется принудительной вентиляцией через отверстие, если его закрыть, аппарат выйдет из строя.
- Защита от перегрева срабатывает автоматически и отображается на передней панели, сразу необходимо проверять кабели на замыкание и не отключать аппарат в течение 5 минут.
- Для начала сварки необходимо поджечь дугу, нередко это сопровождается залипанием электрода, чтобы этого не происходило, аппарат оснащён функцией «Anti Stcik». Которая плавно увеличивает ток на электроде. В дальнейшем напряжение подаётся в штатном режиме.
- Функция «Hot Start», повышает напряжение при запуске, для быстрого получения дуги в самом начале. Это позволяет сократить первоначальную подготовку.
Запрещено использовать:
- Инвертор нельзя использовать в помещении с повышенной влажностью и во время дождя.
- Использование электропилы, дрели, болгарки рядом с работающим оборудованием, может перевести к попаданию внутрь металлической пыли и поломке.
- При выходе из строя изоляции на сетевом и сварочном кабелях, работу нужно прекратить, до исправления повреждений.
- Перед первым включением инвертора в новом помещении, его необходимо выдержать 2 часа, это предотвратить появление конденсата.
Меры безопасности:
- Для исключения поражения электрическим током, необходимо подключать к заземлённой розетке.
- Сварочные работы должны проходить в хорошо проветриваемом месте.
- Для защиты от термических ожогов, все работы нужно проводить в головном уборе, защитных перчатках и специальной одежде.
- Защита глаз и лица, обеспечивается маской сварщика.
Схема сварочного инвертора РЕСАНТА САИ 220
Схема аппарата РЕСАНТА САИ 220, построена на микросхеме UC3842BN. Используются мощные транзисторы FQP4N90C, затвор которых изолирован.
Характеристик:
- Напряжение — 220 В.

- Диаметр электрода — 5 мм.
- Напряжение дуги — 80 В.
- Потребляемый ток — 30 А.
- Масса — 5 кг.
- Класс защиты — IP21.
Комплектация:
- Сварочный инвертор.
- Плечевой ремень.
- Заземляющие клеммы.
- Держатель электрода.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Устраняем неисправности сварочного инвертора Ресанта
Сварочные инверторы представляют собой сложную автоматизированную технику, однако при определённых поломках восстановление такого оборудования не представляет особой сложности. Поэтому вовсе не обязательно при поломках инвертора сразу же отправляться в ремонтные мастерские. Вполне возможно, устранить те или иные проблемы, сэкономив на услугах опытных специалистов.
Вполне возможно, устранить те или иные проблемы, сэкономив на услугах опытных специалистов.
В первую очередь при наличии такой поломки необходимо вскрыть корпус инвертора, и убедиться в исправности используемых резисторов, стабилизаторов, транзисторов, диодов и элементов электронной схемы. Достаточно часто такой визуальный осмотр позволяет определить сгоревший конденсатор, с заменой которого справится любой человек, имеющий опыт работы с паяльником. В отдельных случаях для правильного определения проблемы необходимо использовать цифровой мультиметр, вольтметр или осциллограф.
В том случае, если видимых повреждений компоненты и детали инвертора не имеют, а самостоятельно определить конкретную поломку невозможно, то всё же необходимо обращаться в соответствующие ремонтные мастерские. В последние годы качество услуг в таких мастерских существенно выросло, а благодаря высокой конкуренции в данной сфере стоимость предлагаемых работ существенно снизилась.
Сварочный аппарат AMI: Устранение распространенных неисправностей
Даже самые опытные сварщики могут столкнуться с проблемами при работе с системой орбитальной сварки. Наша команда сертифицированных на заводе специалистов по ремонту имеет многолетний опыт ремонта источников питания и сварочных головок Arc Machines Inc, и мы хотим поделиться с вами некоторыми из их ценных знаний. Продолжайте читать, чтобы узнать о причинах распространенных неисправностей и о том, как выполнять основные методы устранения неполадок на сварочном аппарате AMI.
Наша команда сертифицированных на заводе специалистов по ремонту имеет многолетний опыт ремонта источников питания и сварочных головок Arc Machines Inc, и мы хотим поделиться с вами некоторыми из их ценных знаний. Продолжайте читать, чтобы узнать о причинах распространенных неисправностей и о том, как выполнять основные методы устранения неполадок на сварочном аппарате AMI.
Блок питания АМИ
Неисправность газа
Эта ошибка возникает, когда датчик расхода не показывает как минимум 3 CFH, проходящих через сварочную головку. Чтобы обеспечить надлежащий расход, проверьте расходомер и поступающий газ. Часто соединительные газовые линии от переходного кабеля к сварочной головке отсоединяются, что приводит к неисправности газа.
Неисправность охлаждающей жидкости
Если водяной охладитель не определяет, что через датчик расхода проходит не менее 0,15 галлонов в минуту, возникает эта ошибка. Причина может заключаться в том, что охлаждающая жидкость в бачке недостаточно заполнена для обеспечения постоянного расхода охлаждающей жидкости, или впускной шланг недостаточно погружен в воду и вместо охлаждающей жидкости всасывает воздух.
Кроме того, проверьте латунные быстроразъемные соединения «папа/мама» от переходного кабеля к кабелю сварочной головки, чтобы убедиться, что они правильно установлены и позволяют охлаждающей жидкости проходить между ними.
Ошибка выхода заглушки
Обычно эта ошибка возникает, когда кончик вольфрамовой горелки касается сварочной ванны, и дуга больше не поддерживается. Если ваш вольфрам коснется заготовки или сварочной ванны, его нужно будет заменить — теперь электрод загрязнен. Рассмотрите возможность регулировки угла или положения вольфрама дальше от сварного шва.
Ошибка входного переменного тока
Ошибка входного переменного тока может произойти по двум причинам. Во-первых, поступающая на машину мощность не совпадает с той, что выбрана тумблером на боковой панели. Пример: Сварочный аппарат AMI настроен на 110 В, а кто-то подключил 230 В.
Во-вторых, выбранная программа электропитания имеет более высокую сварочную силу тока, чем рассчитано на сварочный аппарат AMI. Пример: сварочный аппарат AMI настроен на 110 В, максимальная сила тока при сварке составляет 100 ампер, но в выбранной программе сила тока уровня 1 установлена на 125 А.
Пример: сварочный аппарат AMI настроен на 110 В, максимальная сила тока при сварке составляет 100 ампер, но в выбранной программе сила тока уровня 1 установлена на 125 А.
Ошибка LVPS/TMP
Эта ошибка указывает на проблему с низковольтным источником питания и/или внутренней температурой на платах печатных плат. Это может быть проблема с текущей платой управления, платой 60 В или интерфейсной платой. Эта неисправность требует обслуживания в сертифицированном заводом ремонтном центре, чтобы снова приступить к работе.
Сварочные головки AMI
Плохой пуск
Плохой пуск может быть вызван несколькими причинами. Причиной может быть кусок некачественного вольфрама, поэтому убедитесь, что вы можете определить свойства хорошего вольфрама и определить, когда пора вставлять новый кусок. Прочтите наш блог о выборе вольфрамовых электродов для получения дополнительной информации.
Другой причиной плохого запуска может быть недостаточная предварительная продувка газом. Недостаточная предварительная продувка газом приводит к тому, что сварочная головка AMI пытается сжигать кислород вместо инертного газа (аргона).
Недостаточная предварительная продувка газом приводит к тому, что сварочная головка AMI пытается сжигать кислород вместо инертного газа (аргона).
В качестве альтернативы причиной плохого пуска может быть плохое заземление кабеля или оборванная линия заземления внутри линии охлаждающей жидкости сварочной головки.
Ротор постоянно вращается
Если концевой выключатель исходного положения не срабатывает должным образом, когда выступ ротора проходит мимо него, ротор будет непрерывно вращаться. Регулировка концевого выключателя может решить эту проблему, но если нет, то это может быть обрыв провода в этой части сборки. Это требует ремонта сертифицированными специалистами.
Зажимы сварочной головки очень горячие
Эта проблема может быть вызвана тем, что сварочная головка не получает достаточно охлаждающей жидкости, протекающей через нее из-за блокировки или вздутия внутренних линий заземления. Если поток охлаждающей жидкости слишком низкий, блок питания должен выдавать ошибку охлаждающей жидкости. Иногда помогает изменение скорости потока для устранения засорения; это можно сделать, переключив отходящую и обратную линии на водяном охладителе для обратной промывки хладагента.
Иногда помогает изменение скорости потока для устранения засорения; это можно сделать, переключив отходящую и обратную линии на водяном охладителе для обратной промывки хладагента.
Проведение ремонта оборудования для орбитальной сварки
Теперь вы знаете, как определить причины нескольких распространенных неисправностей, и можете использовать основные методы устранения неполадок на сварочном аппарате AMI. При возникновении более серьезной неисправности или проблемы свяжитесь с нашим ремонтным центром для устранения неполадок по телефону или отправьте свое оборудование.
Не пытайтесь ремонтировать или модифицировать ваше оборудование для орбитальной сварки без руководства сервисной бригады, прошедшей обучение на заводе. Попытка самостоятельного ремонта может привести к более дорогостоящему ремонту. MIT всегда предлагает позвонить члену нашей команды, чтобы узнать, нужно ли отправить ваше оборудование на ремонт.
Имейте в виду, что вам также следует отправлять свой источник питания для орбитальной сварки на ежегодную калибровку. Калибровка источника питания и другие меры профилактического обслуживания могут помочь обеспечить исправное состояние вашего оборудования и предотвратить проблемы, которые могут привести к критическим простоям на вашей рабочей площадке.
Калибровка источника питания и другие меры профилактического обслуживания могут помочь обеспечить исправное состояние вашего оборудования и предотвратить проблемы, которые могут привести к критическим простоям на вашей рабочей площадке.
Сообщите в MIT, как они могут обслуживать вас и ваше сварочное оборудование AMI. Свяжитесь с нами, если у вас возникнут вопросы по ремонту вашего оборудования для орбитальной сварки, инструментов для торцовки или орбитальных резаков.
Руководство для начинающих по сварке ВИГ
Сварка ВИГ стала популярной среди домашних мастеров, домашних механиков и профессионалов в области строительства, поскольку ее можно использовать со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь в широком диапазоне толщин с помощью процесса сварки TIG. Из различных процессов дуговой сварки TIG обеспечивает высочайшее качество сварки.
Сварные швы точные и аккуратные. Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Увидев все преимущества сварки TIG, в этом руководстве по TIG мы увидим, что это за процесс, как он работает, какие материалы необходимы и как выполняется процесс, а также отрасли, в которых применяется технология сварки. используется в и основные плюсы и минусы.
Перейти к разделу:
- Что такое сварка TIG?
- Наука, стоящая за сваркой TIG
- Какие расходные материалы необходимы для сварки TIG?
- Начало работы со сварочным аппаратом TIG
- Применения для сварки TIG
- Сварка TIG за и против
- Часто задаваемые вопросы по сварке TIG
- Следующие шаги: что делать после обучения сварке TIG
Что такое сварка TIG?
По данным Института сварки (TWI), сварка TIG — это процесс сварки плавлением, в котором используется неплавящийся (вольфрамовый) электрод для нагрева заготовки. Затем он защищает сварные швы инертным газом.
Затем он защищает сварные швы инертным газом.
Что означает TIG?
TIG просто означает сварку вольфрамом в среде инертного газа. Сварочный процесс также называют дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
Это означает, что во время сварки TIG между вольфрамовым электродом и заготовкой возникает электрическая дуга. Электрическая дуга интенсивна, но ее можно превосходно направлять.
Наука, стоящая за сваркой TIG
Сварка TIG основана на повышении температуры соединяемых деталей до точки плавления с помощью электрической дуги, которая создается между неплавящимся вольфрамовым электродом и заготовкой за счет прохождения переменный или постоянный электрический ток.
Сварка чаще всего выполняется при прямой полярности (полюс (-) генератора соединен с электродом) для металлов и сплавов (таких как сталь, нержавеющая сталь, медь, титан и никель). Однако в случае легких сплавов алюминия или магния мы свариваем с чередованием полярности, чтобы обеспечить процесс самоочистки, т. е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
Невозможно выполнять сварку с обратной полярностью (полюс (+) подключен к электроду), поскольку это разрушит электрод, расплавив его, так как в этом случае большая часть тепла дуги будет концентрироваться на конце вольфрамового электрода.
Сварочные аппараты TIG оснащены трансформаторной или современной инверторной технологией. Современные сварочные аппараты с инверторной технологией не только намного легче трансформаторов, но и позволяют значительно больше настроек, которые можно использовать для сварки.
Более сложные устройства предлагают опцию импульсной сварки ВИГ, при которой вы можете еще точнее адаптировать отдельные параметры к вашим требованиям во время сварки.
Импульсная функция снижает воздействие тепла на материал и позволяет сваривать очень тонкие листы. В дополнение к частоте импульсов или количеству импульсов в секунду вы можете использовать регуляторы для прямого влияния на значения тока, такие как базовый ток, пиковый ток, время импульса на базовом токе и пиковом токе, а также другие факторы, чтобы достичь максимально совершенного сварного шва за счет точного контроля тепловложения дуги.
Как работает сварка TIG?
Процесс TIG заключается в создании электрической дуги между негорючим электродом (вольфрам) и свариваемой деталью. С помощью этого процесса можно сваривать с присадочным металлом или без него. Этот присадочный металл часто представляет собой тот же материал, что и свариваемая деталь.
Для сварки ВИГ требуется подача инертного защитного газа, такого как чистый аргон. Во время сварки TIG необходимый ток подается вольфрамовым электродом — центральным элементом процесса сварки. Этот вольфрамовый электрод является источником электрической дуги, которая нагревает и разжижает свариваемый материал.
За это время из газового сопла выходит защитный газ. Затем он защищает нагретый материал (а также ванну с жидким расплавом) от химических реакций при контакте с окружающим воздухом. Этот процесс гарантирует высокое качество сварных швов.
Электрическая дуга позволяет поднять температуру более чем до 6000 градусов по Фаренгейту.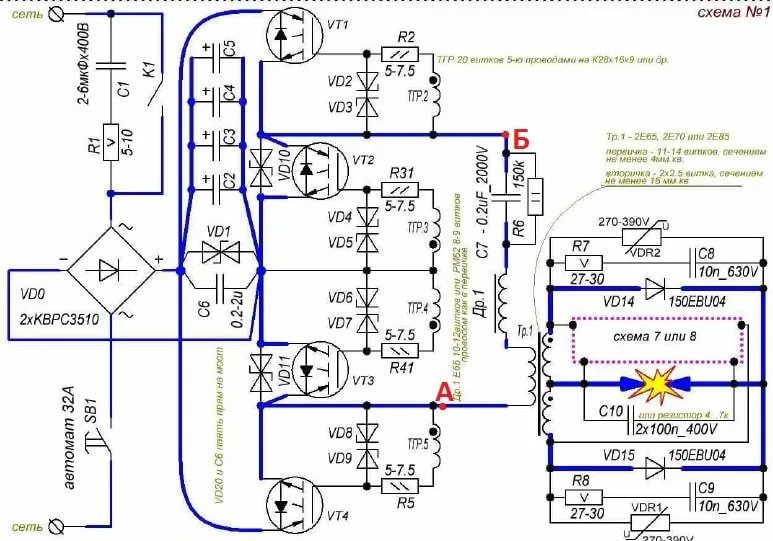
Какие расходные материалы необходимы для сварки TIG?
Ниже приведены некоторые инструменты и материалы, необходимые для сварки TIG.
Вольфрамовый электрод
В отличие от сварки MIG-MAG, где расходуемый присадочный материал также действует как сварочный электрод, при сварке TIG используется вольфрамовый электрод. Этот электрод проводит ток, и его форма влияет на сварной шов. Кроме того, он не плавится и имеет более длительный срок хранения. На поведение сварочной ванны также может влиять химический состав.
Используемые электроды состоят в основном из вольфрама с твердостью более 99 процентов. Оксиды металлов добавляются для увеличения электронной эмиссионной способности электрода и эффективности. Поэтому существует много типов вольфрамовых электродов на основе оксидов, присутствующих в вольфраме, и каждый тип имеет цветовой код (например, красный цвет для W-Tho2), который содержит оксид тория, и зеленый цвет для электродов из чистого вольфрама. Для сварки алюминия также существуют электроды из чистого вольфрама.
Для сварки алюминия также существуют электроды из чистого вольфрама.
Вольфрамовый электрод окружен газовым соплом, через которое проходит инертный газ (например, аргон, гелий, водород или их смесь). Таким образом, он защищает дугу и металл сварного шва от окисления окружающей атмосферой.
Аппарат для сварки ВИГ
Оборудование для сварки ВИГ состоит из источника постоянного тока CC, кабеля заземления, сварочной горелки и газового баллона для сварки ВИГ или подключения к газовой сети. Сварочный аппарат имеет важное значение в этом комплекте. Сварочный аппарат может быть трансформаторного или инверторного типа. Машина также может содержать блок жидкостного охлаждения. Механизм подачи проволоки не требуется, так как присадочный металл подается вручную.
Мощность, используемая в сварочных аппаратах, обычно представляет собой источник питания постоянного тока, который может производить переменный ток AC, постоянный ток положительного постоянного тока + или постоянный ток отрицательного постоянного тока (сокращенно источник питания переменного/постоянного тока).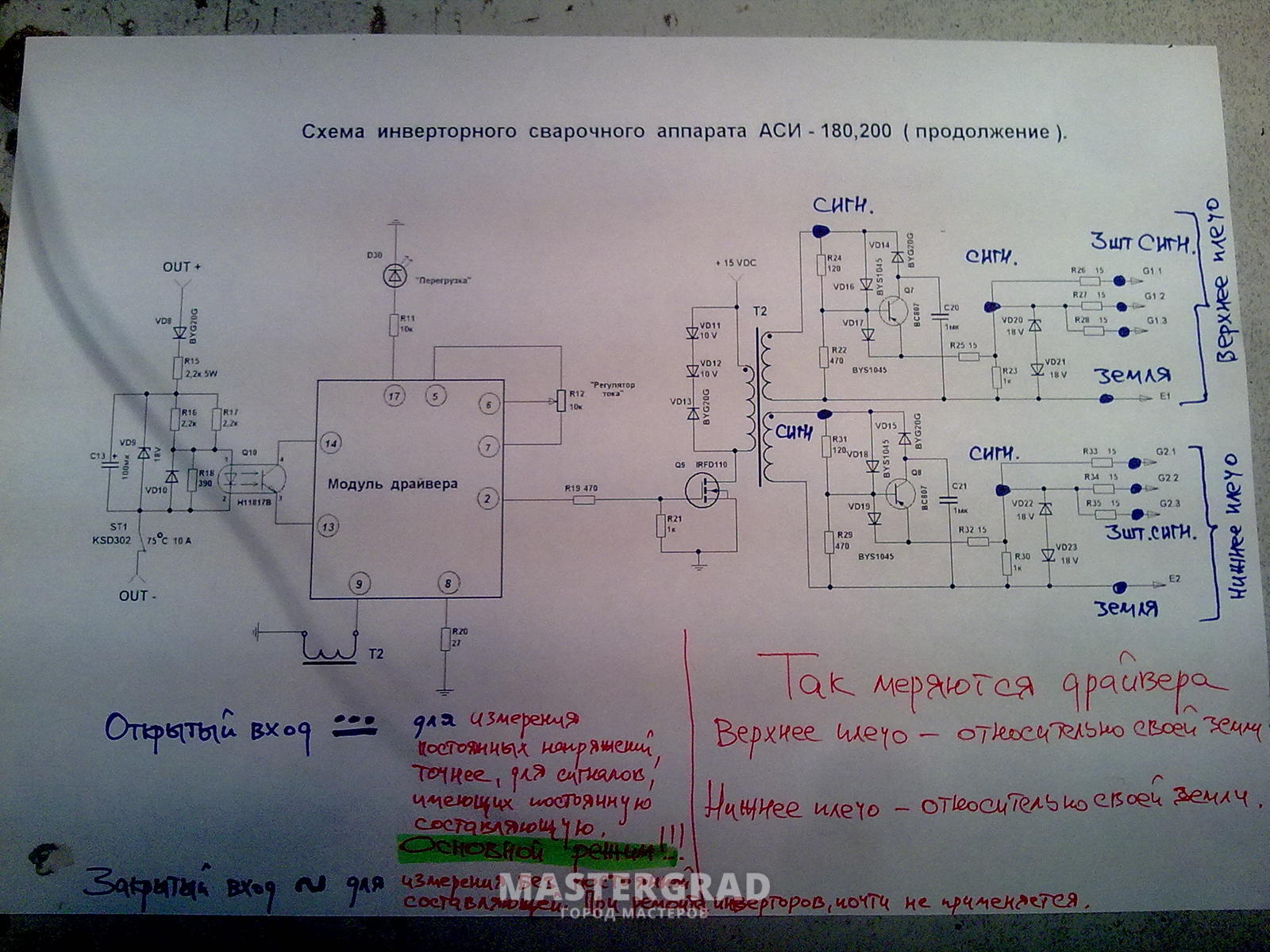 Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
При сварке TIG стали или нержавеющей стали процесс сварки TIG постоянным током показывает хорошие результаты. Если вы хотите начать TIG-сварку алюминия, вы должны использовать переменный ток, так как TIG-сварка алюминия требует особых требований к сварке в отношении упомянутого выше процесса самоочистки.
Для этого можно использовать аппараты для сварки TIG переменным и постоянным током, которые также часто называют аппаратами для сварки алюминия. При TIG-сварке алюминия на переменном токе на алюминии не должны образовываться твердые оксидные слои. Эти слои могут привести к тому, что сварной шов станет некачественным. С помощью метода сварки TIG на переменном токе можно достаточно эффективно сваривать и другие легкие металлы, такие как магний.
Горелка или электрододержатель
Сварочная горелка или электрододержатель TIG представляет собой ручную часть сварочного аппарата.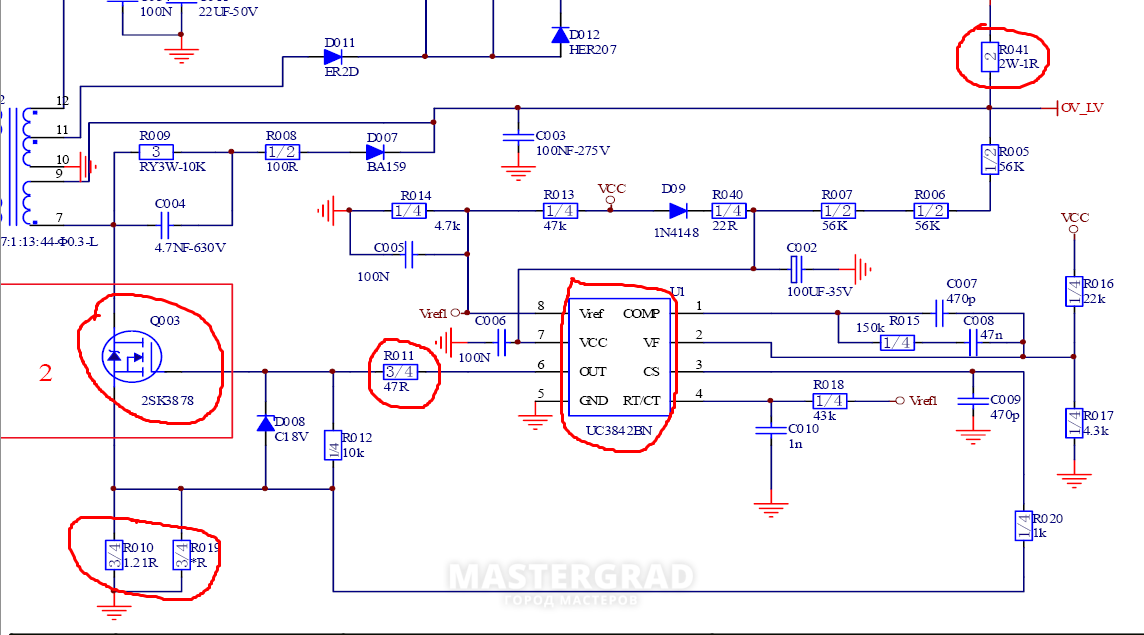 Это позволяет выполнять точную сварку непосредственно на заготовке.
Это позволяет выполнять точную сварку непосредственно на заготовке.
Горелка для сварки TIG обычно содержит вольфрамовый электрод, стабилизированный зажимной втулкой, с помощью которой генерируется дуга. Колпак горелки защищает сварщика от контакта с концом неплавящегося вольфрамового электрода.
Трубопровод защитного газа проходит через ручку сварочной горелки TIG к газовому соплу и подает необходимый защитный газ.
В случае сварочной горелки TIG с водяным охлаждением (когда сварочный ток превышает 250 AMP) через рукоятку горелки проходят две дополнительные линии, а именно вход воды и возврат. Они обеспечивают адекватное охлаждение горелки и защищают от перегрева.
Наконец, провод сварочного тока также проходит через ручку сварочной горелки TIG к вольфрамовому электроду для создания необходимой сварочной цепи.
С помощью переключателя горелки на рукоятке сварочной горелки TIG можно включать и выключать сварочную горелку, а также запускать и останавливать подачу электричества, защитного газа и охлаждающей воды.
В начале дуги используется высокочастотный ток для облегчения зажигания дуги. В случае отключения тока переключатель на рукоятке позволяет постепенно снижать ток до отключения. Постепенное понижение уменьшает кратерные трещины, образующиеся при традиционных процессах сварки из-за резкого отключения тока в конце сварки.
Подача защитного газа (гелий, аргон, водород или смесь)
В большинстве случаев используется аргон, особенно в Европе. По данным Обсерватории экономической сложности (OEC), Германия, Бельгия и Нидерланды обладают одними из самых больших запасов газообразного аргона и являются ведущими экспортерами.
Этот нейтральный газ позволяет избежать мгновенного окисления при плавлении свариваемого металла. Это также влияет на создание дуги на зажигание, форму валика и скорость сварки.
Аргон лучше подходит для более тонких металлов из-за меньшей потребности в тепле. В Соединенных Штатах гелий используется, так как здесь его больше. Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Продувочный газ (аргон) можно смешивать с водородом (5 или 10%) для получения двух различных результатов, которые зависят от поставленной цели.
Если вы хотите уменьшить зону термического влияния (ЗТВ), добавление водорода позволяет снизить количество необходимой энергии примерно на 25 процентов. Это связано с тем, что водород имеет свойство концентрировать электронный пучок, исходящий от вольфрама, и, таким образом, уменьшать ширину наплавленного валика.
Для аустенитных нержавеющих сталей использование смесей аргона и водорода повышает производительность за счет увеличения провара и скорости сварки.
Стержень из присадочного металла
Присадочный металл состоит из стержня переменного диаметра; состав которых подобен свариваемому металлу. Как следует из названия, этот металл сплавляется с дугой и представляет собой дополнительный материал во время формирования валика сварного шва. Вот список наиболее широко используемых присадочных металлов.
Вот список наиболее широко используемых присадочных металлов.
- ER5356 или S Al 5356 для алюминия
- ER316L или W 19 12 3 L для аустенитных нержавеющих сталей
- ER70S-3 или W 42 5 W3Si1 для обычных углеродистых сталей
- TA6V для титана
Оборудование для обеспечения безопасности
Использование газа, сварочных лучей и сварочных брызг может быть опасным для сварщика. Важно использовать защитное снаряжение.
Защитные очки
Защитные очки используются для защиты глаз от опасных лучей и искр. Сварка без них может привести к мгновенным ожогам или тому, что называется глазом сварщика, то есть ощущению песка в глазах и таким симптомам, как слезотечение и покраснение глаз, чувствительность к свету и многое другое.
Вам потребуются рубашки с длинными рукавами и брюки для защиты тела от сварочных брызг, а одежда для сварщиков также должна быть огнестойкой (FR).
Кожаные сапоги
Кожаные сапоги являются частью защитного снаряжения. Они защищают сварщика от искр, поражения электрическим током и других опасностей, связанных со сваркой.
Перчатки
Опять же, хорошие перчатки для сварки TIG не распространяют горение. Огнестойкость гарантирует, что они могут выдерживать высокие температуры. Сварочные перчатки должны защищать сварщика от пламени, порезов, искр и тепла.
Солнцезащитный крем
Солнцезащитный крем сварщика должен быть обработан оксидом цинка, чтобы физически блокировать все формы излучения, испускаемого при сварке. Это могут быть UVA, UVB или UVC.
Начало работы со сварочным аппаратом TIG
Сварка вольфрамовым электродом в среде инертного газа включает следующие процедуры.
Подготовка инструментов и рабочего места
Перед запуском сварочного аппарата обязательно наденьте защитные очки, тяжелую огнестойкую сварочную одежду и сварочную маску с защитой глаз.
Убедитесь, что у вас чистая поверхность. Подготовка детали из углеродистой стали заключается в ее зачистке с помощью шлифовального круга или пескоструйного аппарата. Для алюминиевой детали лучше всего использовать проволочную щетку из нержавеющей стали.
Если деталь изготовлена из нержавеющей стали, протрите место сварки тряпкой, смоченной в растворителе. Перед началом сварки обязательно храните ветошь и химикаты в надежном месте.
Взять и заточить электрод
Размер вольфрамового электрода зависит от толщины заготовки и сварочного тока. Обязательно затачивайте электрод радиально по окружности, а не прямо к концам.
Для заточки можно использовать пемзу. На всякий случай ориентируйте электрод в том же направлении, что и камень.
Иметь закругленный конец, если сварка выполняется переменным током, или острый конец, если сварочный ток является постоянным. Если вы выполняете угловой или стыковой шов, то заточите электрод так, чтобы получился стержень длиной от 5 до 6 миллиметров.
Вставьте электрод в цангу
Отвинтите заднюю часть электрододержателя и вставьте электрод. Затем прикрутите эту часть обратно. Обычно электрод должен выступать за пределы защитной оболочки зажима примерно на 6 мм.
Выберите защитный газ и отрегулируйте поток сварочного газа
Можно использовать чистый аргон, гелий или смесь аргона и гелия. Снимите защитный пластиковый колпачок. Прокачайте резьбовой корпус клапана, быстро открывая и закрывая его, чтобы удалить посторонние предметы.
Затяните винт регулятора. Полностью затяните гайку, повернув регулятор, чтобы он правильно расположился в клапане. Затяните регулятор гаечным ключом, повернув ручку давления против часовой стрелки.
Подсоедините газовый шланг и расходомер, затем откройте вентиль баллона. Обязательно открывайте кран медленно и постепенно. Обычно достаточно четверти оборота.
Наконец, проверьте отсутствие утечки газа либо на слух, либо распылив средство для обнаружения утечек на фитинги. Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Организация сварочного поста
Подключить педаль к сварочной станции. Эта педаль используется для контроля температуры во время сварки. Соберите сварочную горелку TIG. Горелки этого типа снабжены керамическим соплом для направления аргона, медной втулкой для удержания электрода и охлаждающей средой. Закрепите резак с помощью адаптера, входящего в комплект принадлежностей.
Выберите полярность
Вы можете настроить полярность вашей станции в соответствии с типом металла, который вы собираетесь сваривать. При наличии алюминиевых деталей установите селектор в положение, соответствующее переменному току (AC). С другой стороны, если свариваемые детали изготовлены из стали, выбирайте сборку с прямой полярностью, то есть с отрицательным электродом постоянного тока.
Регулировка силы тока
Регулировка силы тока позволяет контролировать процесс сварки. Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Вот некоторые общие значения силы тока в зависимости от толщины: 1,6 мм, от 30 до 120 ампер; 2,4 мм, от 80 до 240 ампер; 3,2 мм, от 200 до 380 ампер.
Сварка основных металлов
Продолжайте соединять детали. Закрепите эти детали с помощью уголка или плоской планки с помощью хомутов. Совместите детали (создайте точки сварки, предназначенные для удержания деталей вместе до завершения сварки). Поместите эти точки на расстоянии нескольких дюймов друг от друга вдоль сварного шва.
Регистрация шариков
Держите горелку TIG в руке. Обязательно держите его под углом около 75 градусов, с электродом в пределах 0,5 см от свариваемых деталей. Не касайтесь деталей вольфрамовым электродом, чтобы не загрязнить сварной шов.
Регулируйте температуру сварки с помощью педали. Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Держите свинцовый электрод другой рукой. Держите его в точке, где металл будет нагреваться факелом, чтобы он составлял угол 15 градусов с горизонтом.
Нагрейте основной металл горелкой. Под воздействием тепла будет создана сварочная ванна, которая будет использоваться для сварки двух частей. Как только сварочная ванна коснется двух деталей, заполните шов присадочным металлом быстрыми движениями, чтобы избежать образования выпуклостей. Присадочный металл укрепит сварной шов.
Расширение сварочной ванны
Для этого перемещайте электрическую дугу в правильном направлении. В отличие от процесса сварки MIG, при котором вы перемещаете сварочную ванну в направлении движения горелки, в процессе TIG вы толкаете сварочную ванну в направлении, противоположном наклону горелки.
Движение руки похоже на движение руки левши, держащего карандаш. В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
Следующее руководство на YouTube от Miller Welders предлагает дополнительные советы по сварке TIG и методы сварки TIG для тех, кто хочет узнать больше: https://youtu.be/tNYmo2_DI6c
Приложения для сварки TIG
Для чего используется сварка TIG ?
Сварка ВИГ широко используется в аэрокосмической и авиационной промышленности, поскольку этот процесс обеспечивает прочное и чистое сварное соединение. Это идеально подходит для ремонта и сборки компонентов самолета.
Автомобильная промышленность
Известно, что процесс TIG помогает уменьшить коррозию. Крылья автомобиля сварены методом TIG для предотвращения ржавчины.
Кузовной ремонт
Сварка ВИГ идеально подходит для кузовных работ. Это процесс, который широко используется при восстановлении и ремонте кузова автомобиля.
Сварка трубопроводов
Процесс орбитальной сварки TIG часто считается лучшим процессом сварки сборок трубопроводов для сварки полных соединений труб малого диаметра, не превышающих 2 ½ дюйма в диаметре, или для сварки корневых швов, в то время как заполняющие и заглушки выполняются с использованием также используются другие процессы сварки: дуговая сварка в среде защитного газа (SMAW), сварка в среде инертного и активного газа (MIG-MAG) и дуговая сварка с флюсовой проволокой (FCAW).
Плюсы и минусы сварки ВИГ
Ниже перечислены некоторые преимущества и недостатки сварки ВИГ.
Плюсы
- Очень чистые сварные швы
- Может использоваться с наполнителем или без него
- Создает прочные сварные швы
- Обеспечивает высокую степень контроля для сварщика
- Может выполняться вручную или автоматически
Минусы
- Занимает много времени
- Нельзя использовать для более толстых металлических соединений
- Требуются высококвалифицированные сварщики
Часто задаваемые вопросы по сварке TIG
Почему сварка TIG так популярна?
Сварка ВИГ довольно популярна, поскольку она обеспечивает более высокое качество сварных швов, чем сварка МИГ.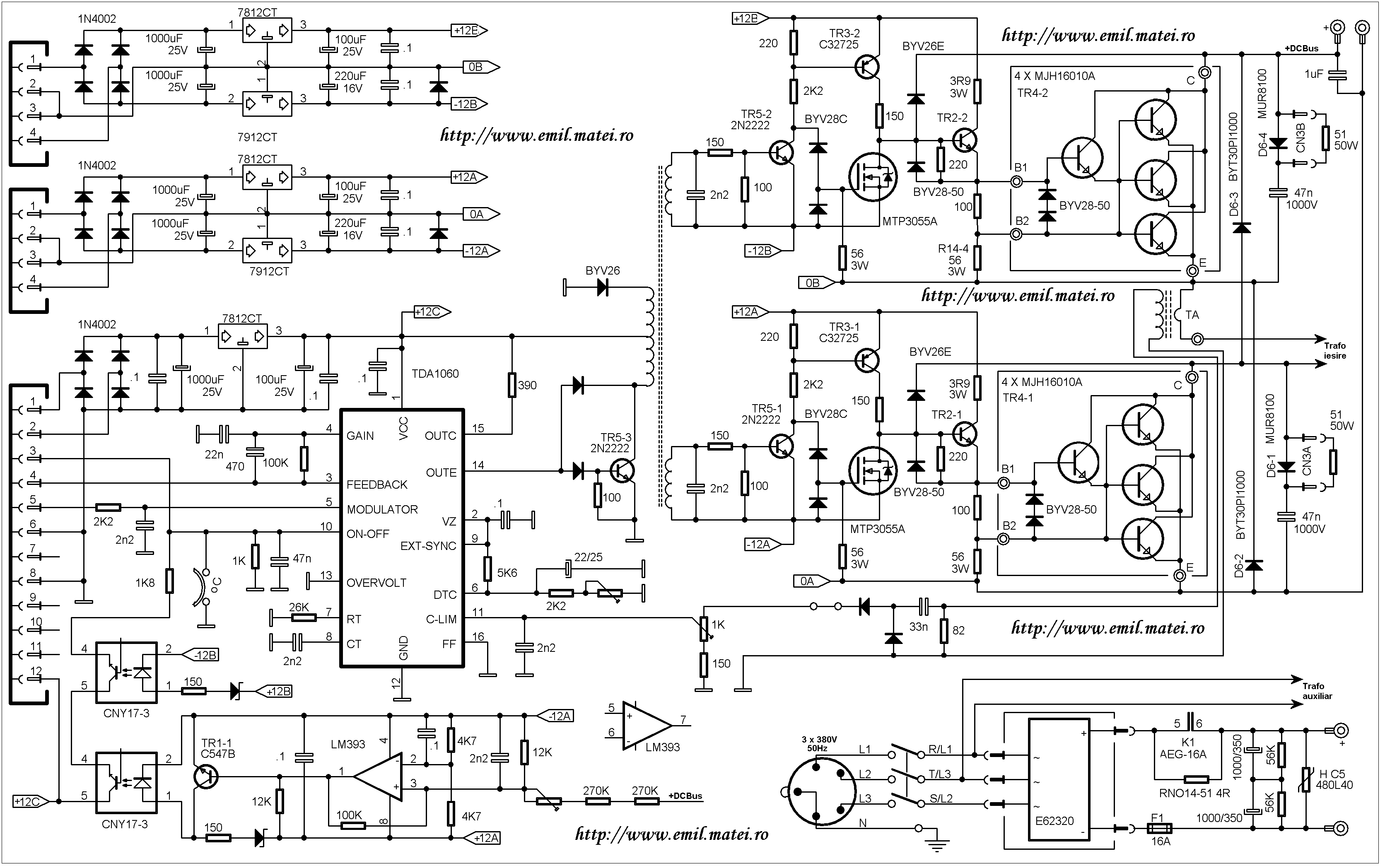 Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
В чем разница между сваркой TIG и MIG?
При сварке MIG-MAG присадочный металл подается через горелку, поэтому горелки TIG отличаются от горелок MIG-MAG. Сварка TIG не требует этого метода.
Для каких материалов подходит сварка TIG?
Сварка ВИГ подходит, в частности, для нержавеющей стали, алюминия и никелевых сплавов — от очень тонких листов алюминия и нержавеющей стали до специальных материалов, таких как титан.
Требуется ли для сварки TIG присадочный металл?
В принципе, для сварки TIG не требуется присадочный металл. Сборка сваркой здесь осуществляется путем проплавления соединения и в этом случае называется автогенной сваркой. Если возникает необходимость работать с присадочным металлом, его необходимо добавлять в сварочную ванну вручную либо с помощью специального механизма подачи холодной проволоки.
