Элементы сверла: устройство и правила работы с ним :: АвтоМотоГараж
Содержание
Сверло. Элементы геометрии
Свёрла
Сверление является одним из распространенных методов предварительной обработки
отверстий на токарных станках. В зависимости от конструкции и назначения
различают сверла: спиральные, перовые, для глубокого сверления, центровочные,
эжекторные и др. Наибольшее распространение получили спиральные сверла
(На рисунке сверла: а — спиральное с коническим хвостовиком, б — спиральное
с цилиндрическим хвостовиком, в — для глубокого сверления). Сверло имеет:
две главные режущие кромки, образованные пересечением передних винтовых
поверхностей канавок, по которым сходит стружка, с задними поверхностями,
обращенными к поверхности резания; поперечную режущую кромку (перемычку),
образованную пересечением обеих задних поверхностей; две вспомогательные
режущие кромки, образованные пересечением передних поверхностей с поверхностью
ленточки. Ленточка сверла — узкая полоска на его цилиндрической поверхности,
Ленточка сверла — узкая полоска на его цилиндрической поверхности,
расположенная вдоль винтовой канавки и обеспечивающая направление сверла
при резании. Угол наклона винтовой канавки ω угол между осью сверла и касательной
к винтовой линии по наружному диаметру сверла (ω=20-30 градусам). Угол
наклона поперечной режущей кромки (перемычки) ψ — острый угол между проекциями
поперечной и главной режущих кромок на плоскость, перпендикулярную оси
сверла (ψ=50-55 градусам). Угол режущей части (угол при вершине) 2φ — угол
между главными режущими кромками при вершине сверла (φ=118 градусам). Передний
угол γ — угол между касательной к передней поверхности в рассматриваемой
точке режущей кромки и нормалью в той же точке к поверхности вращения режущей
кромки вокруг оси сверла.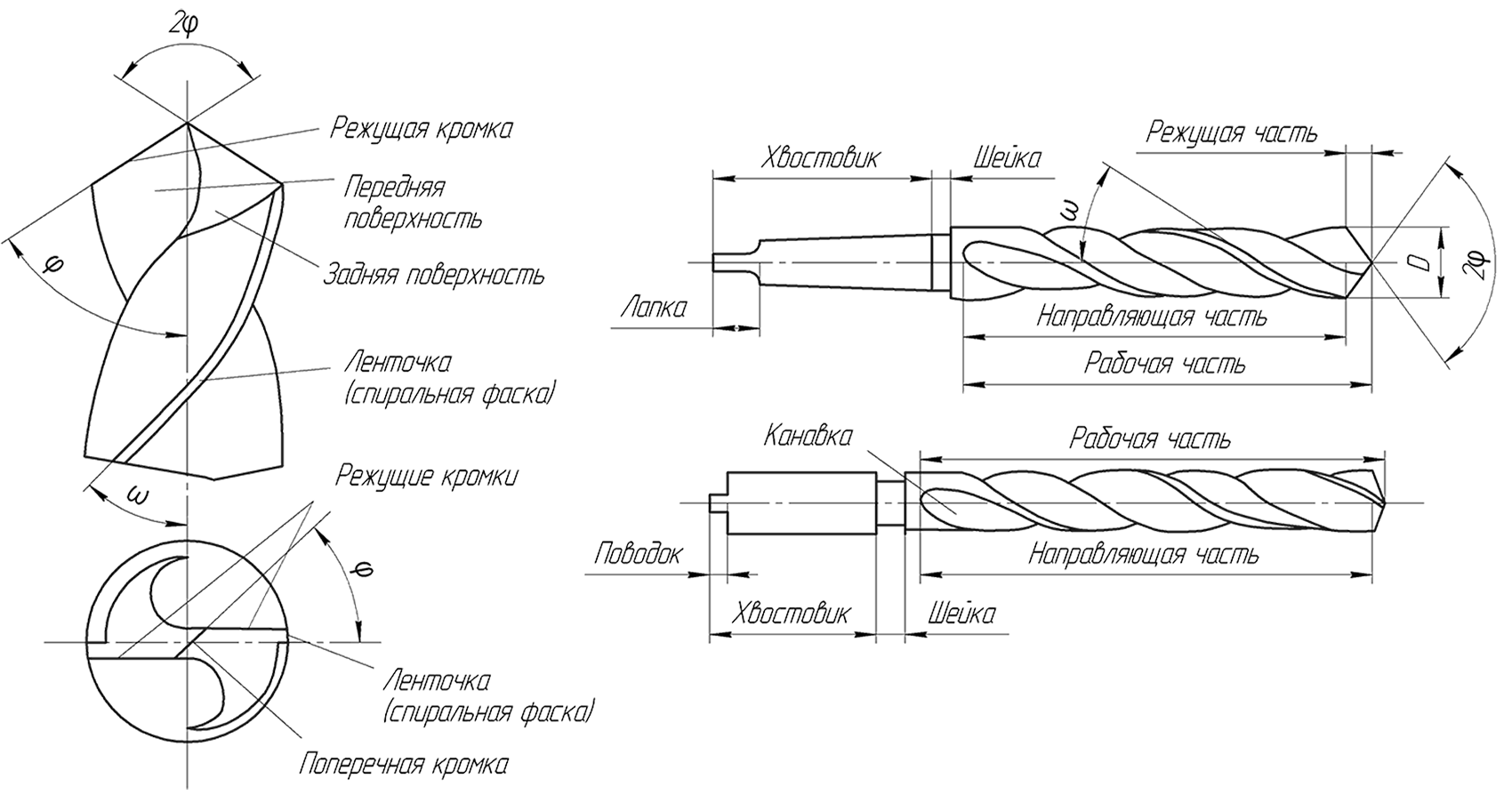 По длине режущей кромки передний угол γ является
По длине режущей кромки передний угол γ является
величиной переменной. Задний угол α — угол между касательной к задней поверхности
в рассматриваемой точке режущей кромки и касательной в той же точке к окружности
ее вращения вокруг оси сверла. Задний угол сверла — величина переменная:
α=8-14 градусов на периферии сверла и α=20-26 градусов — ближе к центру
сверла.
Элементы спирального сверла:
1 — режущая кромка, 2 — передняя поверхность, 3 — задняя поверхность,
4 — поперечная кромка, 5 — канавка, 6 — ленточка
На главную
Виды свёрл по металлу
Какие же бывают виды сверл?
Данная статья наиболее кратко описывает все виды металлорежущих свёрл.
Сверло – металлорежущий инструмент, насчитывающий 5 режущих кромок (2 ленточки, перемычка, 2 режущих кромки), используемый для сверления и рассверливания отверстий в заготовках из металла.
Главное движение резания при сверлении это вращение с определенной скоростью сверла относительно его оси, вспомогательное движение резания это подача сверла в осевом направлении.
рис. 1 – сверление отверстия в металле
Как же правильно подобрать сверло?
Для правильного подбора сверла под определенную операцию, нужно учитывать следующие факторы:
1. Модель станка.
2. Состояние станка и вспомогательной оснастки (жесткость системы СПИД, мощность, крутящий момент, максимальные обороты и подача, биение максимальное, подвод СОЖ).
3. Партийность заготовок (единичная, серийная, массовая).
4. Материал заготовки (сталь, нержавейка, титан, пластмасса, цветной сплав и т.д.).
5. Метод получения заготовки (отливка, прокат, штамповка, вырезка)
6. Точность получаемого отверстия (допуск, шероховатость, прямолинейность, округлость и т.д.).
7. Глубина обрабатываемого отверстия.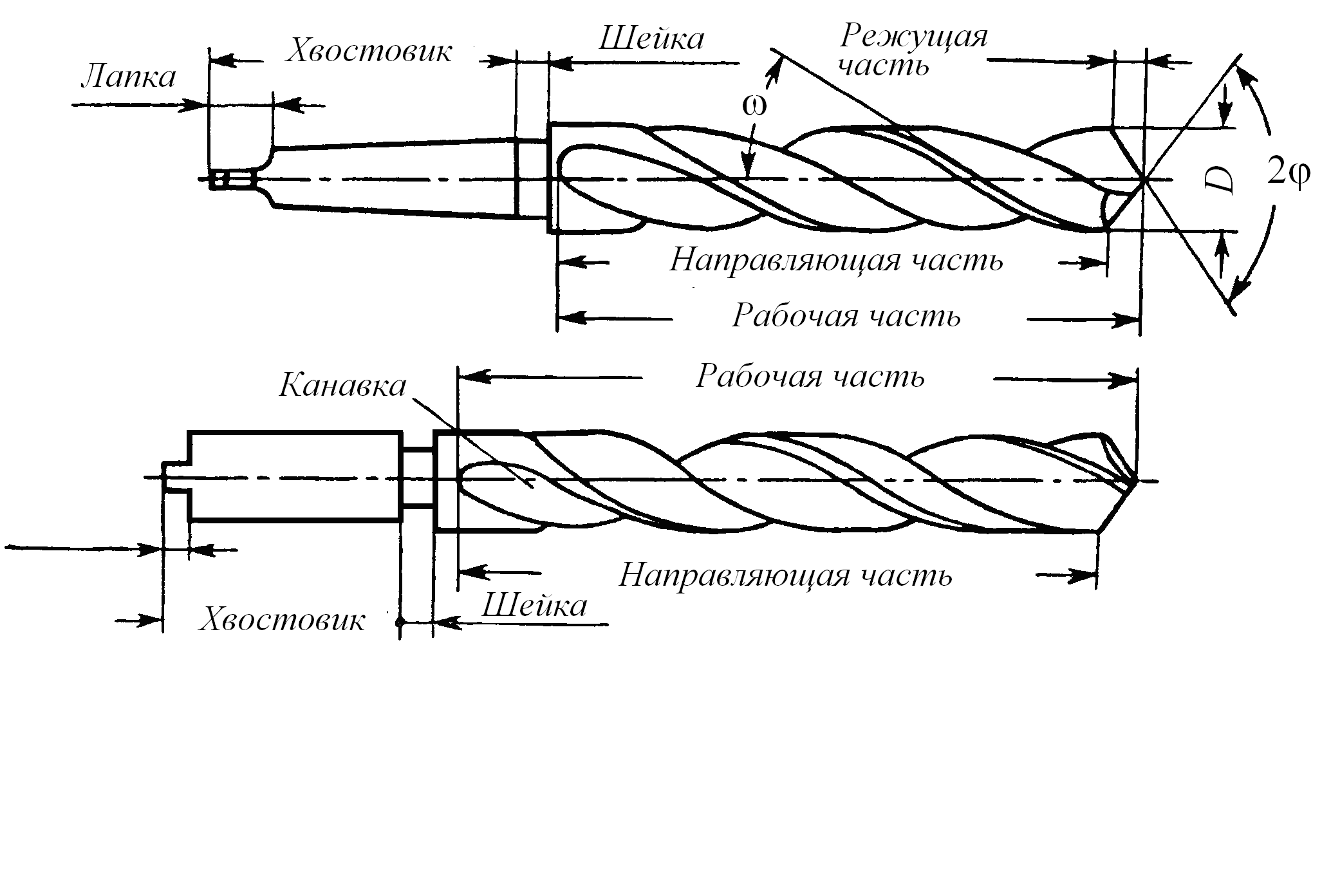
8. Технические требования к заготовке (термообработка, покрытие, упрочнение поверхностного слоя и т.д.).
9. Конструкцию и технологичность детали (тонкостенная, пересекающиеся отверстия, поверхности входа и выхода сверла из отверстия и т.д.).
Виды свёрл
1) цельные (монолитные) сверла
рис. 2 – цельнотвердосплавные сверла
Данный тип сверл в основном изготавливают из быстрорежущих сталей, а также из твердого сплава. Сверла из монолитного твердого сплава характеризуются высокой точностью изготовления, минимальным биением и возможностью получать отверстия 8,9 класса точности, с шероховатостью до 1,6 Ra (6-й класс чистоты) мкм, без дополнительной операции зенкерования и развёртывания отверстий.
Также существуют современные сверла, получаемые за счет метода порошковой металлургии из быстрорежущей стали с добавлением легирующих элементов (кобальта, молибдена), данные сверла имеют высокую износоустойчивость, точность и значительно лучше твердосплавных сверл работают на изгиб.
Конструкция сверл может быть как с внутренним подводом СОЖ в зону резания, так и с наружным. Данные сверла допускают переточку, а также имеют различные износостойкие покрытия CVD или PVD методом. Имеют различную длину хвостовика, длину режущей части. Монолитные сверла изготавливают с цилиндрическим хвостовиком, а также с хвостовиком с лыской (тип WELDON) для предотвращения проворота сверла в цанговом патроне. Монолитные сверла имеют высокую жесткость и способны работать с большими подачами без ущерба качеству и стойкости сверла.
Основные конструктивные элементы спирального сверла
рис. 3 – элементы конструкции сверла
- Двойной угол в плане или угол при вершине сверла
- Диаметр режущей части сверла
- Общая длина сверла
- Длина стружечной канавки сверла
- Длина хвостовика сверла
- Длина режущей части сверла или максимальная глубина сверления
- Поперечная кромка
- Диаметр хвостовика
Примечание: режущая часть сверла имеет небольшой обратный конус для исключения возможности заклинивания стружки и повторного резания стружки.
Монолитные спиральные сверла имеют различные хвостовики
рис. 4 – виды хвостовиков сверл
Сверла различают по глубине резания:
- Короткие сверла (короткой серии) до 5D
- Сверла средней длины (средней серии) до 10D
- Сверла длинные (длинной серии) до 15D
- Сверла удлиненные (удлиненной серии) до 30D
Ссылка на видео http://www.youtube.com/watch?v=PjqJmT-pcGQ&feature=youtu.be
2) сверла с напаянными пластинами
рис. 5 – сверло с напайной твердосплавной пластиной
Сверла с напайной пластиной обеспечивают повышенную износостойкость при обработке труднообрабатываемых материалов, а также экономическую целесообразность применения для обработки отверстий большого диаметра, так как их стоимость значительно ниже твердосплавных или сверл с СМП.
Информацию о конических хвостовиках инструмента вы можете почитать здесь:
http://ru. wikipedia.org/wiki/Конус_инструментальный
wikipedia.org/wiki/Конус_инструментальный
3) сверла со сменными пластинами
рис. 6 – свёрла с СМП (модульные, перовые)
Сверла с СМП применяют для обработки отверстий в деталях массового и серийного производства, они характеризуются быстрой сменой пластины, что значительно облегчает труд оператору-наладчику станка, за счёт того, что сверло не нужно перетачивать и заново привязывать. Также их используют для обработки глухих отверстий с плоским дном, отверстий с невысокими требованиями по точности.
Виды сверл со сменными пластинами:
а) с несколькими твердосплавными пластинами (периферийной и центральной) – рис. 7
рис. 7 – сверла с СМП
Свёрла со сменными многогранными пластинами применяют для обработки отверстий среднего и большого диаметра небольшой глубины. Также они подходят для плунжерной обработки и некоторых токарных работ (но не все виды сверл): подрезка торца, растачивание отверстий, обтачивание наружной поверхности. Сверла считаются не очень производительными за счет невозможности использовать большую подачу на зуб при сверлении, из-за недостаточной жесткости сверла. Способны обрабатывать неглубокие отверстия глубиной до 5D сверла.
Сверла считаются не очень производительными за счет невозможности использовать большую подачу на зуб при сверлении, из-за недостаточной жесткости сверла. Способны обрабатывать неглубокие отверстия глубиной до 5D сверла.
б) с одной пластиной (перовые сверла) – рис. 8
рис. 8 – сверла перовые со сменной пластиной из твердого сплава или HSS
Данный тип сверл является современным аналогом спиральных цельных сверл, они имеют преимущества над спиральными:
1. Один корпус сверла для различных диаметров сверления.
2. Не требует переточки сверла (экономия времени машинного, ресурсов человеческих, расходных материалов для заточного станка и электроэнергии и зарплаты заточника).
3. Большой выбор сплавов, геометрий и износостойких покрытий под различные материалы.
4. Имеют различные типы хвостовиков (WELDON или Конус МОРЗЕ), возможно, закреплять на различных станках.
Данные сверла способны сверлить отверстия глубиной до 32D сверла, но при этом необходимо:
- просверлить пилотное отверстие глубиной до 1-2D сверла такого же диаметра.

- угол при вершине центровочного сверла должен быть равен или чуть больше, чем длинного сверла.
- засверливание производить на пониженной подаче и оборотах для наименьшего увода сверла.
- должно осуществляться увеличенное давление СОЖ через инструмент, для наилучшей эвакуации стружки из зоны резания, в противном случае необходимо производить сверление с отскоком.
Применять твёрдый сплав при глубинах больше 7 диаметров не рекомендуется. Дело в том, что при больших глубинах сверления неизбежно возникают повышенные нагрузки на режущую кромку и вибрации. Твёрдый сплав в силу своей большей хрупкости по сравнению с HSS может не выдержать этих нагрузок и есть риск выкрашивания пластины или её поломки.
в) модульные сверла со сменной пластиной из твердого сплава или HSS
рис. 9 – модульное сверло со сменной головкой из твердого сплава
Модульные свёрла имеют сменную твердосплавную головку, которая по мере износа меняется, также имеют хороший подвод СОЖ через инструмент прямо в зону резания и специальные канавки для эвакуации стружки из зоны резания и отвода тепла от инструмента и заготовки.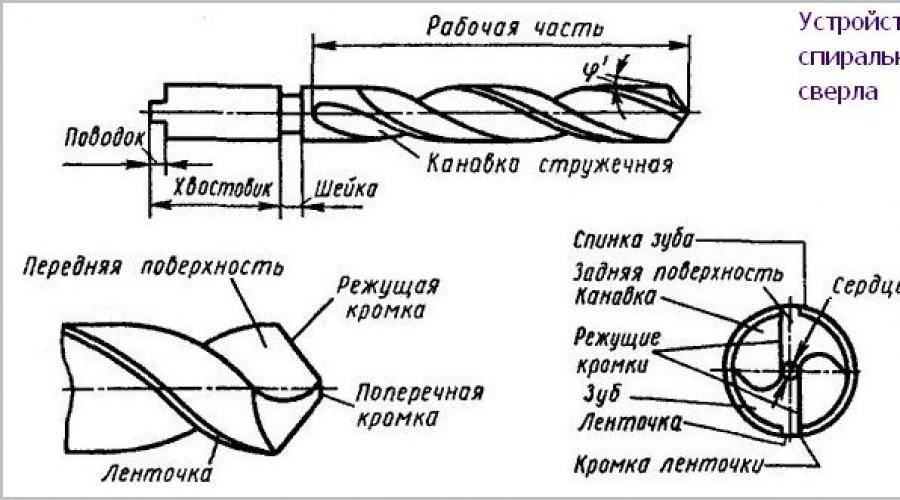 По своей конфигурации данные сверла можно сравнить с цельными сверлами, они способны обрабатывать отверстия по 9-10 классу точности и с хорошей шероховатостью поверхности (Ra 3,2-6,3 мкм). Сверла работают практически с теми же подачами на зуб, что и монолитные сверла, отличаются высокой производительностью, а также не требуют переточки, что значительно сокращает время на смену инструмента. Данные сверла не способны засверливаться в наклонные поверхности и неровные.
По своей конфигурации данные сверла можно сравнить с цельными сверлами, они способны обрабатывать отверстия по 9-10 классу точности и с хорошей шероховатостью поверхности (Ra 3,2-6,3 мкм). Сверла работают практически с теми же подачами на зуб, что и монолитные сверла, отличаются высокой производительностью, а также не требуют переточки, что значительно сокращает время на смену инструмента. Данные сверла не способны засверливаться в наклонные поверхности и неровные.
Максимальная глубина обработки данными сверлам до 8D сверла.
4) Сверла для глубокого сверления
Глубокая обработка отверстий до 100D может вестись несколькими инструментам:
а) Эжекторное сверло
Ссылка на видео: http://www.youtube.com/watch?v=Elen711kPwM&feature=youtu.be
Этот вид сверления наиболее предпочтителен при сверлении отверстий на станках с горизонтальной компоновкой шпинделя (токарные станки и обрабатывающие центры).
Эжекторное сверло состоит:
- режущей головки
- наружная штанга
- внутренняя штанга
- патрон
- цанга
- уплотнительная втулка
рис. 10 – эжекторная система сверления
10 – эжекторная система сверления
Эжекторное сверление является наиболее современной технологией обработки глубоких отверстий.
Стружка отводится через отверстие штанги и поэтому на сверле нет стружечных канавок, что позволяет, увеличит жесткость инструмента.
Эжекторное сверление рекомендуется применять:
- при обработке материалов, имеющих хорошую обрабатываемость резанием
- станки с горизонтальной компоновкой шпинделя (токарные)
- для крупносерийного и массового производства
Точность отверстия при эжекторном сверлении достигает 9-10 класса и чистота обработанной поверхности 2-3 Ra мкм.
б) Пушечное сверло
Ссылка на видео: http://www.youtube.com/watch?v=t597JqeN_T8&feature=youtu.be
Сверление пушечными сверлами является устаревшим методом обработки глубоких отверстий. Стружка удаляется через V-образную канавку на сверле, поэтому площадь поперечного сечения сверла уменьшается и это влияет на жесткость инструмента.
рис. 11 – сверление пушечным сверлом
Точность отверстия при сверлении пушечными сверлами достигает 9 класса и чистота обработанной поверхности 0,1-3,2 Ra мкм.
Сверление пушечными сверлами рекомендуется применять:
- Обработка отверстий небольшого диаметра
- При возникновении сложности образовании стружки
- Обрабатывающие центры с высокой подачей СОЖ
- Токарные станки с ЧПУ с высокой подачей СОЖ
Другие виды сверл согласно российскому стандарту
рис. 12 — Сверла спиральные из быстрорежущей стали с цилиндрическим хвостовиком по ГОСТ:
4010-77 – короткая серия
10902-77 – средняя серия
886-77 – длинная серия
12122-77 – длинная серия с коротким хвостовиком
8034-76 – малоразмерная серия
рис. 13 — Сверла спиральные из быстрорежущей стали с конусом МОРЗЕ по ГОСТ:
10903-77 – нормальная серия
2092-77 – удлиненная серия
12121-77 – длинная серия
Сверла спиральные из быстрорежущей стали для труднообрабатываемых материалов по ГОСТ:
20697-75 – с коническим хвостовиком средняя серия
20696-75 – с коническим хвостовиком короткая серия
20695-75 – с цилиндрическим хвостовиком средняя серия
Сверла спиральные из быстрорежущей стали для обработки легких сплавов по ГОСТ:
19543-74 – с цилиндрическим хвостовиком средняя серия
19544-74 – с цилиндрическим хвостовиком длинная серия
19545-74 – с цилиндрическим хвостовиком левые сверла
19546-74 – с коническим хвостовиком
19547-74 – с коническим хвостовиком удлиненные
рис. 14 — Сверла шнековые по ТУ:
14 — Сверла шнековые по ТУ:
2-035-948-84 – с цилиндрическим хвостовиком
2-035-426-75 – с коническим хвостовиком
рис. 15 — Сверла спиральные конические с конусностью 1:50 по ГОСТ:
18201-72 – с цилиндрическим хвостовиком
18202-72 – с коническим хвостовиком
рис. 16 — Сверла сборные перовые:
ГОСТ 25524-82 – с цилиндрическим хвостовиком
ТУ 2-035-741-81 – с коническим хвостовиком
рис. 17 — Сверла центровочные комбинированные по ГОСТ 14952-75
рис. 18 — Сверла кольцевые со вставными ножами из быстрорежущей стали по ТУ 2-035-524-76
Сверла твердосплавные по ГОСТ:
22735-77 – спиральные с цилиндрическим хвостовиком
17273-71 – спиральные укороченные
17274-71 – спиральные короткие
17275-71 – спиральные средняя серия
20694-75 – спиральные для труднообрабатываемых материалов короткая серия с цил. хв.
22736-77 – спиральные для труднообрабатываемых материалов с коническим хвостовиком
рис.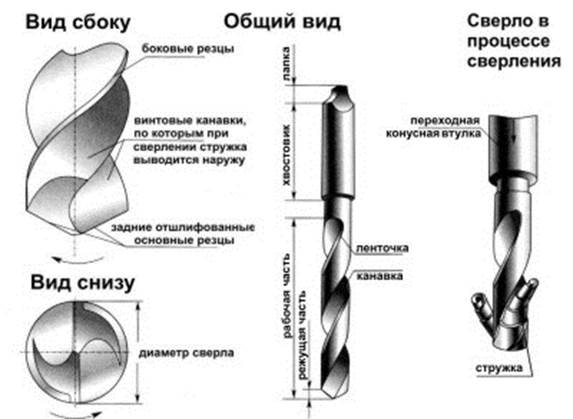 19 — Спиральные для сверления отверстий в печатных платах по ГОСТ:
19 — Спиральные для сверления отверстий в печатных платах по ГОСТ:
22093-76 – короткая серия
22094-76 – длинная серия
Спиральные для обработки термореактивных пластмасс по ГОСТ:
21418-75 – с цилиндрическим хвостовиком
21419-75 – с коническим хвостовиком
21420-75 – перовые с цилиндрическим хвостовиком
Знакомство с частями дрели
Мы написали много статей о дрели. У нас есть все, от того, как использовать дрель, до того, что нужно искать в дрели профессионального уровня. На этот раз мы разберем компоненты этого популярного инструмента. Это может даже помочь вам найти части дрели, если вы хотите сделать ремонт. Кроме того, знание частей дрели поможет вам извлечь из нее максимальную пользу. Надеемся, что эта статья окажется полезной для всех, от домашних мастеров или учеников до тех, кто хочет лучше понять аккумуляторные дрели.
С учетом сказанного, если вы ищете конкретные детали для ремонта вашей дрели — это не мы. Тем не менее, мы можем доставить вас поблизости, чтобы хотя бы знать, что вы ищете.
Тем не менее, мы можем доставить вас поблизости, чтобы хотя бы знать, что вы ищете.
Начнем с самой дорогой детали дрели – двигателя
Все эти части дрели зависят от двигателя, который обеспечивает плавность хода. Существует два основных типа: щеточные и бесщеточные двигатели. Производство бесщеточных двигателей обходится дороже, но они обеспечивают более длительный срок службы, большую мощность и более длительное время работы. Причина, по которой они стоят дороже, связана с тем, как они работают. Не вдаваясь в подробности, бесколлекторные болота всегда интегрируют электронные схемы. Таким образом, у вас есть не просто двигатель — у вас есть блок электроники, работающий вместе с ним.
Видите блок электроники сзади этого мотора? Это еще откуда взялось!
Бесщеточный двигатель по своей сути не делает его более мощным, чем щеточный двигатель, но вы делаете больше контроля над инструментом.
Самые дорогие части дрели включают источник питания
Большинство дрелей, с которыми вы столкнетесь, будут проводными (переменного тока) или беспроводными (постоянного тока). Сетевые дрели обеспечивают столько времени работы, сколько вы хотите, в то время как беспроводные модели нуждаются в подзарядке.
Сетевые дрели обеспечивают столько времени работы, сколько вы хотите, в то время как беспроводные модели нуждаются в подзарядке.
Беспроводные модели бывают разных видов. Вот краткая разбивка:
- 4 В или 8 В — обычно для легкого заворачивания шурупов в тонкие материалы
- 12 В — легкие и компактные, они могут выполнять до 80% работы, которую делают большинство тяжелые и составляют большую часть того, что используют профессионалы. Кстати, разница между аккумуляторами 18В и 20В — это миф.
- 36 В/40 В/60 В/80 В — вы не увидите много таких, но они рассчитаны на большую мощность, чем 18 В, или просто обеспечивают решение для платформ с более высоким напряжением. Однако вы увидите более крупные перфораторы, которые функционируют как большие сверла по бетону.
Химия аккумуляторов
В мире аккумуляторов устарели как никель-металлгидридные (NiMH), так и никель-кадмиевые (NiCad) аккумуляторы в электроинструментах. Вы можете еще увидеть немного NiCad на полке, но мы никогда не рекомендуем покупать эти инструменты. Технология литий-ионных аккумуляторов дает дрелям доступ к большей мощности и более длительному времени работы. Аккумуляторы отличаются более высокой плотностью мощности, поэтому вы получаете больше энергии в меньшем пространстве. У них также нет этого раздражающего эффекта памяти батареи.
Технология литий-ионных аккумуляторов дает дрелям доступ к большей мощности и более длительному времени работы. Аккумуляторы отличаются более высокой плотностью мощности, поэтому вы получаете больше энергии в меньшем пространстве. У них также нет этого раздражающего эффекта памяти батареи.
Обратите внимание на расположение ячеек внутри Milwaukee 9 в шахматном порядке.Аккумуляторная батарея 0 Ач. Вот как Milwaukee удалось сделать рюкзак лишь немного выше, чем существующие рюкзаки RedLithium XC.
Спусковой крючок для дрели включает в себя сложные электронные компоненты
Помимо инструментов 4 В/8 В, большинство аккумуляторных дрелей имеют спусковой крючок с регулируемой скоростью. Это просто означает, что по мере того, как вы тянете его, он увеличивает скорость и мощность. В сочетании с бесщеточными двигателями эти триггеры часто имеют несколько проводов, которые работают вместе с контроллером.
Триггеры для дрелей и ударных гайковертов работают точно так же
Направление сверления или кулисный переключатель
Кулисный переключатель позволяет переключать патрон с прямого (вращение по часовой стрелке) на реверс (против часовой стрелки). Если переключатель находится посередине между ними, он блокируется.
Если переключатель находится посередине между ними, он блокируется.
Переключатель передач
Если ваша дрель может переключать передачи, вы обычно найдете переключатель сверху. Зависимость между скоростью и крутящим моментом на этих инструментах обратная. На высокой скорости у вас меньше крутящий момент. Вы получаете максимальный крутящий момент на низкой скорости. Большинство этих инструментов поставляются с двухступенчатой коробкой передач, но есть и такие. целых четыре.
Некоторые дрели оснащены полностью электронным управлением, которое обычно находится над аккумулятором. Другие идут дальше, предлагая возможность подключения к вашему смартфону или планшету через Bluetooth для настройки инструмента. Ознакомьтесь с технологией Milwaukee One-Key и DeWalt Tool Connect для получения дополнительной информации об этом.
Муфта режима/муфты
Проверьте вращающуюся муфту сразу за патроном. Это позволяет вам выбрать более низкие настройки крутящего момента для включения сцепления. Это позволяет предотвратить слишком агрессивное вращение биты для небольших креплений. Чем меньше число, тем ниже крутящий момент. Однако эти цифры не отражают фактические значения крутящего момента. Они просто отмечают позиции относительно целого.
Это позволяет предотвратить слишком агрессивное вращение биты для небольших креплений. Чем меньше число, тем ниже крутящий момент. Однако эти цифры не отражают фактические значения крутящего момента. Они просто отмечают позиции относительно целого.
Повернув ошейник против часовой стрелки, вы обычно найдете значок дрели. Это отключает сцепление, давая вам доступ ко всему доступному крутящему моменту.
Если у вас есть перфоратор, вы увидите значок молотка на один щелчок дальше, чем значок дрели, но (в большинстве случаев). Некоторые инструменты размещают эту настройку за муфтой как отдельный механизм.
Аккумуляторная дрель Патроны с храповым механизмом и патроны без храпового механизма
Несмотря на то, что некоторые патроны с ключом используются вместе с более крупными дрелями, большинство из них не имеют ключа. Просто поверните патрон в передней части инструмента по часовой стрелке. Это открывает его, а поворот против часовой стрелки закрывает. Внутри металлические штыри (обычно три) выдвигаются наружу по мере закрытия.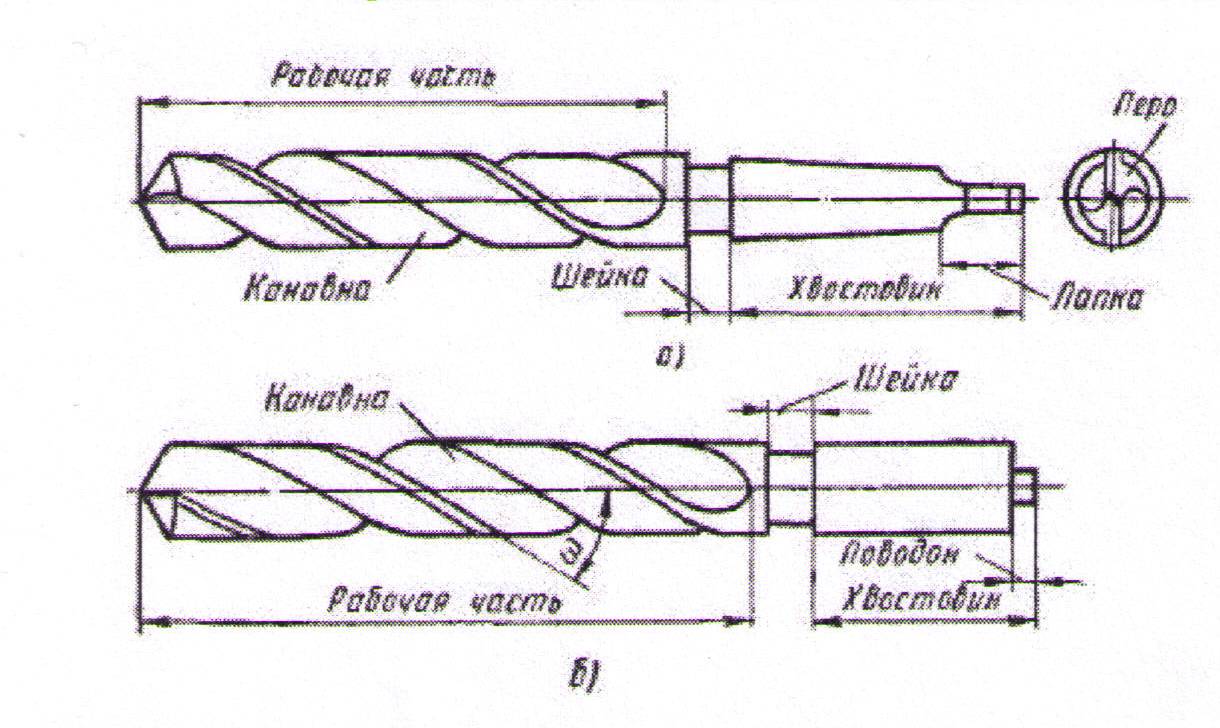 Они надежно захватывают биту, когда вы затягиваете патрон.
Они надежно захватывают биту, когда вы затягиваете патрон.
У лучших бесключевых патронов храповой механизм. Когда вы полностью закроете биту, вы услышите несколько дополнительных щелчков, чтобы закрепить биту на месте. Мы не можем не подчеркнуть, насколько важно знать, как использовать быстрозажимной сверлильный патрон.
Базовые знания об упражнениях (2) Элементы, из которых состоит упражнение|CyberRC (английский)
7 декабря 2021 г.
В этой статье мы хотели бы объяснить элементы, из которых состоит упражнение, простым и понятным языком. способом, включая определение в JIS.
Диаметр
Размеры внешнего диаметра кончика лезвия. (Из JIS B 0171: 2014)
При измерении штангенциркулем обязательно измеряйте крайнюю точку наконечника. В случае обычных сверл диаметр у хвостовика немного меньше, чем у острия из-за обратного конуса.
Канавка
Вмятина для эвакуации стружки между соседними режущими кромками и пятками. (Из JIS B 0171: 2014)
(Из JIS B 0171: 2014)
Это спиральная канавка сверла. Эта канавка представляет собой переднюю сторону режущей кромки и служит для выброса стружки. Если крутку спирали этой канавки увеличить, передний угол становится меньше (острый угол), но ухудшается эвакуация стружки. С другой стороны, если крутка мала, передний угол становится большим (тупой угол), но эвакуация стружки улучшается.
Шаг
Расстояние, пройденное в осевом направлении при движении вокруг оси по передней кромке. (Из JIS B 0171: 2014)
Проще говоря, это расстояние в осевом направлении при выполнении полного круга вдоль канавки.
Угол спирали
Это угол, представляющий степень закручивания спирали в канавке. Это угол θ прямоугольного треугольника, образованного шагом и диаметральной окружностью, показанными выше.
Поле
Нескошенная часть цилиндрической поверхности на площадке. (Из JIS B 0171:2014)
Это деталь, которая служит направляющей по периферии при сверлении отверстия дрелью.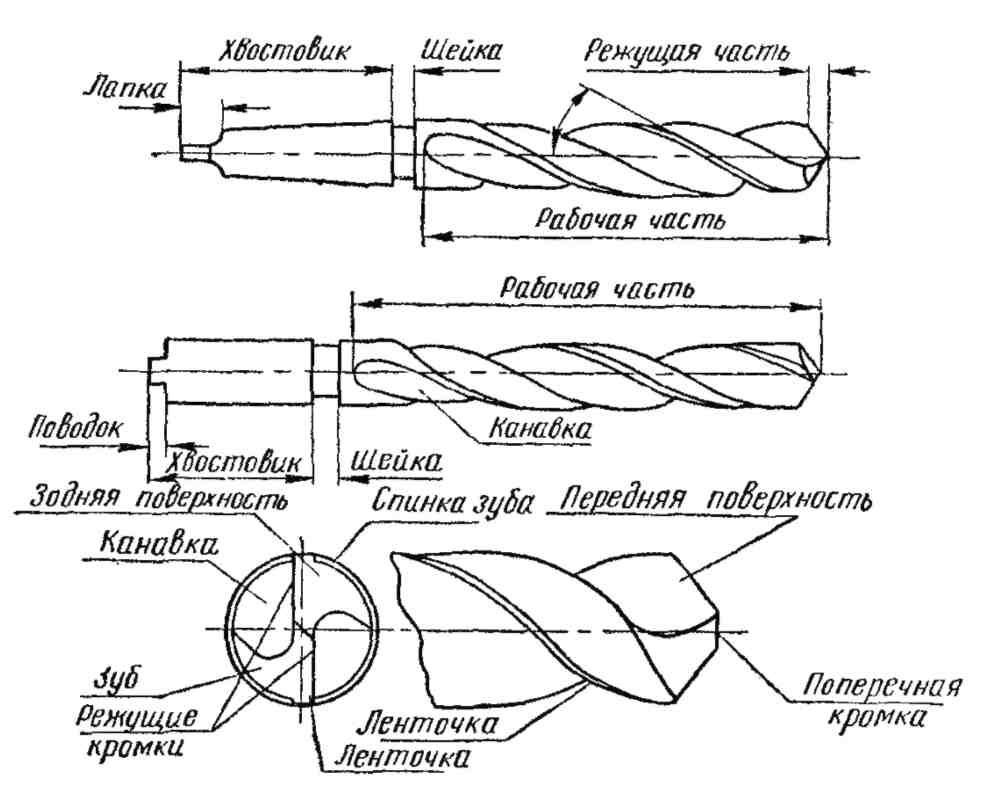 Обычно на каждую режущую кромку приходится одна кромка (прикрепленная к самой внешней кромке лезвия), но также доступны сверла с двойной кромкой для повышения точности отверстия.
Обычно на каждую режущую кромку приходится одна кромка (прикрепленная к самой внешней кромке лезвия), но также доступны сверла с двойной кромкой для повышения точности отверстия.
Перемычка
Часть, образованная дном паза. (Из JIS B 0171: 2014)
В случае обычного сверла есть две канавки (по количеству лезвий), и канавки образуются путем разрезания небольшой части центра вала. Оставшаяся часть называется полотном, а полотно на кончике называется «толщиной сердцевины».
Затылочная поверхность
Поверхность, освобождаемая во избежание ненужного износа поверхности заготовки в процессе резания. Существует два типа формы поверхности выхода: коническая и плоская. (Из JIS B 0171: 2014)
Если острие сверла смотреть сверху, то это поверхность, которая образует режущую кромку и опускается (выходит) позади направления вращения. Поскольку сверло движется вперед в осевом направлении при вращении, если задняя сторона режущей кромки выше режущей кромки, она соприкоснется с обрабатываемым материалом, и режущая кромка не сможет резать. Коническая боковая поверхность состоит из одной криволинейной поверхности, а плоская боковая сторона обычно состоит из двух поверхностей: «первого рельефа» на режущей стороне центральной линии и «третьего рельефа» за центральной линией.
Коническая боковая поверхность состоит из одной криволинейной поверхности, а плоская боковая сторона обычно состоит из двух поверхностей: «первого рельефа» на режущей стороне центральной линии и «третьего рельефа» за центральной линией.
Задний угол
Угол задней поверхности. Определение немного отличается для рельефа конуса и плоского рельефа.
В случае рельефа конуса это угол, под которым крайняя окружность отходит назад в осевом направлении, а в случае плоского зазора это угол, под которым окружность отходит назад от эталона, который является наклон наконечника вниз от осевого направления. (См. рисунок.)
Чем уже (больше) задний угол, тем острее становится режущая кромка, и сопротивление резанию снижается, но режущая кромка становится тоньше и более хрупкой. С другой стороны, если задний угол сделать слабее (меньше), жесткость режущей кромки улучшается, но задняя часть боковой поверхности будет контактировать с обрабатываемым материалом, если скорость подачи не будет уменьшена.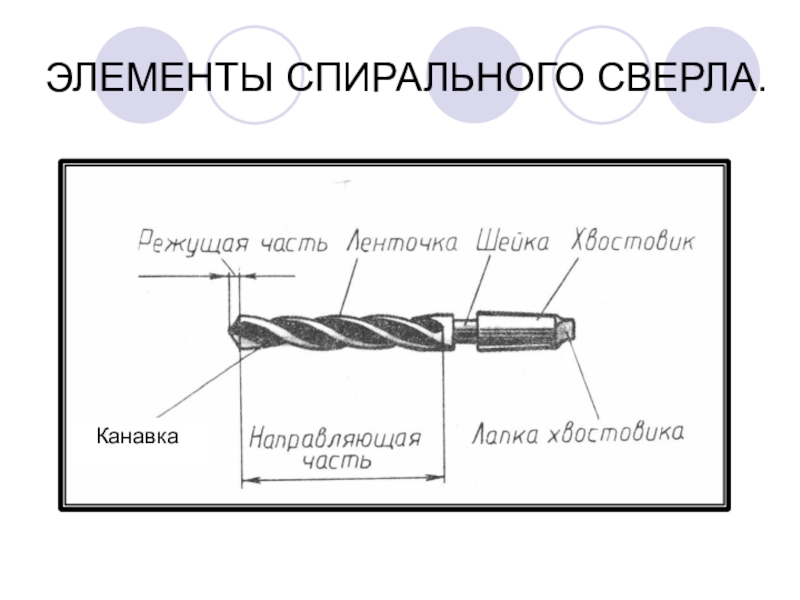
Угол вершины
Угол, при котором режущая кромка выступает параллельно поверхности параллельно оси сверла. (Из JIS B 0171: 2014)
См. рисунок. В основном это угол, видимый сбоку, когда режущая кромка параллельна, но для центровочных сверл и других сверл, где важен угол со стороны обрабатываемого материала после обработки, это угол в проекции вращения (приблизительно). Угол наклона вершины влияет на сопротивление резанию и глубину резания, а оптимальный угол зависит от материала обрабатываемого материала, материала сверла и т. д.
Прореживание
Часть кончика полотна, сделанная особенно тонкой. Используется для снижения сопротивления резанию. (Из JIS B 0171: 2014)
Сверло не может иметь режущую кромку в перемычке из-за своей конструкции. При фактическом резании эта часть раздавливает рабочий материал, с которым соприкасается, что вызывает большое сопротивление резанию. Поэтому здесь делается разрез, чтобы имитировать режущую кромку и уменьшить сопротивление резанию.
