Ewm pico 162 инструкция: EWM PICO 162 схема и инструкция
Содержание
Инструкция по эксплуатации к сварочному инвертору
Рассмотрим инструкцию по эксплуатации сварочных инверторов на примере моделей Сварог ARC 145(J6904), 165(6501), 205(J96), 205B(J76).
Общие рекомендации инструкции к сварочному инвертору
При неправильном использовании аппарата сварочный процесс представляет опасность для сварщика и рядом находящихся людей. При сварочных работах нужно соблюдать требования ГОСТ 12.3.003-86 «Работы электросварочные. Требования безопасности».
К работе с агрегатом допускаются лица старше 18 лет, ознакомившиеся с инструкцией по эксплуатации инвертора и самим оборудованием. Сварщик должен иметь допуск к работе и пройти инструктаж по технике безопасности.
Расположение сварочного аппарата
Устройство нужно поставить так, чтобы рядом находящиеся объекты не закрывали поток воздуха к охладительной системе. Также нужно проследить, чтобы на устройство не попадали искры, расплавленный металл и грязь. Агрегат не должен подвергаться воздействию кислотных паров и других агрессивных веществ.
Агрегат не должен подвергаться воздействию кислотных паров и других агрессивных веществ.
Подсоединение сетевого кабеля
Перед включением устройства в электросеть нужно проверить, соответствует ли напряжение и частота сети в месте эксплуатации техническим показателям, указанным на приборе. Комплект оборудования включает кабель с обычной вилкой. Прибор нужно включать в розетку, оснащенную автоматическим выключателем. Также следует проверить прочность подсоединения сетевого кабеля. Нельзя допускать перегрева вилки и розетки, появления искр. Далее можно подсоединять сварочные принадлежности.
ММА сварка
Спереди устройства находится переключатель режимов MMA/TIG, включите режим MMA. Спереди также находится два разъема: «+» и «-». Для прочной фиксации кабеля его наконечник вставляется в гнездо и поворачивается по часовой стрелке до упора.
При непрочном подключении кабелей аппарат может выйти из строя. Есть два способа подсоединения сварочных принадлежностей в режиме ММА:
- прямая полярность: электрододержатель включен в гнездо «-», а обратный кабель (заготовка) к «+»;
- обратная полярность: обратный кабель включен в гнездо «-», а электрододержатель к «+».

Тип подсоединения зависит от поставленных задач и вида электрода. Ошибки в подсоединении могут стать причинами слабого горения дуги, разбрызгивания расплавленного материала и прилипания электрода. Если подключение разъема ослабело, (свободное перемещение в корпусе устройства), его нужно зафиксировать гаечным ключом.
TIG сварка
Включите режим TIG, находящийся спереди устройства. Для сварки в TIG режиме нужна вентильная горелка и соединительный набор. Сначала нужно открыть вентиль на газовом баллоне. Для поступления газа нужно повернуть вентиль на горелке и задать расход защитного газа посредством редуктора. Задайте показатель рабочего тока, подходящий к размеру детали.
Горелка к детали подносится так, чтобы электрод к ней не прикасался, а находился на расстоянии нескольких миллиметров. Если у агрегата нет осциллятора, дугу следует зажигать касанием. При возникновении дуги можно начинать сварку.
Включение устройства
Установите выключатель сети в положение «вкл». При этом должна запуститься внутренняя охладительная система.
При этом должна запуститься внутренняя охладительная система.
Установка значения сварочного тока
Задайте нужный показатель сварочного тока посредством рычага «сварочный ток». Как правило, параметры сварочного тока задают в зависимости от размера электрода: Ø2,5 мм – 70-100А; Ø 3,2 мм – 110-160А; Ø 4,0 мм – 140-190А; Ø 5,0 мм – 190-250А 11.
Проверка сигнального индикатора перегрева
Включение индикатора перегрева говорит о том, что агрегат находится в режиме защиты от перегрева, произошедшего, возможно, по причине перегрузки. Устройство снова заработает, когда температура внутри него упадет до нормальной отметки, тогда же погаснет и сигнальная лампа.
Рекомендации по сварке
- В процессе работы перед лицом следует держать защитную маску. Чтобы зажечь дугу, нужно дотронуться до места сварки концом электрода (движение по поверхности напоминает чирканье спички).
- Нельзя стучать электродом по свариваемой поверхности с целью зажечь дугу, так как можно таким образом оббить его покрытие.

- Электроды для сварки должны быть сухими или прокаленными.
- Соединяемые поверхности должны быть сухим и чистыми. На них не должно быть ржавчины или краски.
- Как только дуга зажжется, электрод следует держать так, чтобы расстояние от его конца до поверхности соответствовало размеру электрода.
- При завершении сварочного шва электрод нужно отвести назад, чтобы заполнить сварочный кратер. После этого его следует быстро поднять до исчезновения дуги.
schems12
| Файл | Краткое описание | Размер |
Страницы >>> [17] | ||
| pico-162.pdf EWM_Pico-162.pdf |
| 1.14 Mb 1.54 Mb |
| sai-250prof.pdf |
| 3.83 Mb |
| pdg-201.djvu |
| 5.39 Mb |
| vduch_schems.zip |
| 6.33 Mb |
| sa97i14n.rar |
| 678 kb |
| po1-6-2.zip |
| 478 kb |
modulator. pdf pdfmodulator.dsn modulator.lay |
| 308 kb 97 kb 77 kb |
| BlueWeld-4_165.djvu BlueWeld-4_165.spl |
| 194 kb + 60.9 kb |
| CaddyMigC160i-C200i.pdf |
| 2.33 Mb |
| LAX320-LAX380.pdf |
| 1.69 Mb |
| LHF250-LHF400-LHF630-LHF800.pdf |
| 1.11 Mb |
| LHF405Pipeweld-LHF615Pipeweld.pdf |
| 431 kb |
| LHQ150-LTV150-Caddy150-Caddytig150.pdf |
| 1.77 Mb |
| LKA150.pdf |
| 298 kb |
LKA180-LKA240.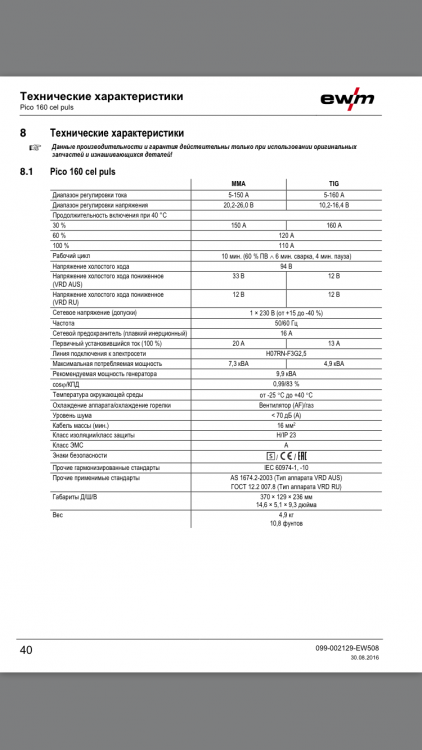 pdf pdf |
| 589 kb |
| LTh261-Tigma161.pdf |
| 707 kb |
| MED44Aristo.pdf |
| 3.518 Mb |
| Vent_EV-1.gif |
| 604 kb |
| vduch450mag.djvu |
| 612 kb |
| A10-250K |
| 15.3 Mb |
Страницы >>> [17] | ||


 Это позволяет использовать модулятор в качестве удобного пульта дистанционного управления.
Это позволяет использовать модулятор в качестве удобного пульта дистанционного управления.

EWM PICO 162 ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ Pdf Download
Содержание
3
страница
из
37Содержание
Оглавление
Закладки
Реклама
СОДЕРЖАНИЕ
Общие инструкции
1 Содержание
СОДЕРЖА
Пояснения к значкам
Общее
Транспортировка и установка
Ambient Conditions
In Operation
Transport and Storage
3 Intended Use
Applications
MMA Welding
TIG (Liftarc ) Сварка
Варианты машины
Многовольтная машина (MV)
Устройство понижения напряжения (VRD)
Документы, которые также применяют
Гарантия
Объявление о соответствии
Сварка в среде с повышенной диапазоной
Сервис Калибровка/валидация
4 Описание машины — краткий обзор
Вид спереди
Задний вид
Управление машиной — эксплуатационные элементы
5 Дизайн и функция
Транспортировка и установка
Регулировка по длине по длине по длине по длине по длине по длине.
 Охлаждение.0017
Охлаждение.0017MMA Welding
Connecting the Electrode Holder and Workpiece Lead
Selecting MMA Welding
Arcforce
Hotstart Current and Hotstart Time
Antistick
Сварка ВИГ
Подача защитного газа (баллон с защитным газом для сварочного аппарата)
Подключение подачи защитного газа
Connecting a TIG Welding Torch with Rotating Gas Valve
TIG Welding Selection
TIG Arc Ignition
Dirt Filter
6 Maintenance, Care and Disposal
Общее
Работы по техническому обслуживанию, интервалы
Ежедневные задачи технического обслуживания
Ежемесячные задачи технического обслуживания
Годовой тест (проверка и тестирование во время работы)
Работа по техническому обслуживанию
7 Устранение неисправностей
Контрольный список для устранения неисправностей
Неисправности машины (сообщения об ошибках)
8 Technical Data
Pico 162 (230 V)
Pico 162 MV (115V)
9 Accessories
Electrode Holder / Workpiece Lead
Сварочная горелка TIG
Общие принадлежности
Опции
Обзор ответвлений EWM
A029 10 Приложение
Инструкция по эксплуатации
Сварочный аппарат
Pico 162
Pico 162 VRD
Pico 162 MV
099-002040-EW501
3 020903
.
 2012 28.
2012 28.
СодержаниеПредыдущая страница
Следующая страница
Содержание
Дополнительные руководства для EWM Pico 162
- Сварочная система EWM PICO 162 Инструкция по эксплуатации
Сварочный аппарат для ручной сварки (38 стр.)
- Сварочная система EWM PICO 162 Инструкция по эксплуатации
(35 страниц)
- Руководство по эксплуатации сварочного аппарата EWM Pico 180
(39 страниц)
- Сварочный аппарат EWM Pico 160 cel puls Инструкция по эксплуатации
(40 страниц)
- Сварочный аппарат EWM Pico 160 cel puls Инструкция по эксплуатации
(45 страниц)
- Руководство по эксплуатации сварочного аппарата EWM Pico 160
(37 страниц)
- Руководство по эксплуатации сварочного аппарата EWM Pico 300 cel
(41 страница)
- Руководство по эксплуатации сварочного аппарата EWM Pico 300 cel
(44 страницы)
- Руководство по эксплуатации сварочного аппарата EWM Pico 350 cel puls pws MMA
(61 страница)
- Руководство по эксплуатации сварочного аппарата EWM Pico 350 cel puls
(60 страниц)
- Руководство по эксплуатации сварочного аппарата EWM Pico 350 cel puls vrd
(51 страница)
- Руководство по эксплуатации сварочного аппарата EWM Pico 350 cel puls
(53 страницы)
- Сварочный аппарат EWM Pico 350 cel puls pws Руководство по эксплуатации
(53 страницы)
- Руководство по эксплуатации сварочного аппарата EWM Pico 220 cel puls
(45 страниц)
- Руководство по эксплуатации сварочного аппарата EWM Pico 220 cel puls
(44 страницы)
- Руководство по эксплуатации сварочного аппарата EWM Picomig 180 Synergic TGE
(74 страницы)
Краткое содержание для EWM Pico 162
Это руководство также подходит для:
Pico 162 mv
Сварочный инвертор, EWM Pico 162, Multivolt
Устройство калибровки, Cali-Mig для калибровки старых устройств MigСварочное устройство Mig, T/A XM325 c/w SWFU, ABRAWEB DEAL !
Вернуться к: Сварочное оборудование
Инвертор EWM Pico 162 Multivolt
Все машины EWM в стандартной комплектации поставляются с трехлетней гарантией на детали и работу.
Легкая и мощная машина. Оптимизированная конструкция корпуса. Отличные воспламеняющие и сварочные свойстваПозвоните, чтобы узнать цену
Задайте вопрос по этому товару
Описание
EWM Pico 162 Multivolt Inverter Все машины EWM в стандартной комплектации поставляются с трехлетней гарантией на детали и работу. Легкая и мощная машина. Оптимизированная конструкция корпуса. Отличные характеристики воспламенения и сварки, например, даже с электродами из рутиловой целлюлозы (RC). 100% совместимость со строительной площадкой для проведения монтажных работ на открытом воздухе. Неограниченная работа на генераторах. Ремонт и производство машин, заводов, строительных и сельскохозяйственных машин, железнодорожных вагонов, судов, котлов, закрытых контейнеров, строительство оборудования, трубопроводов и т. д. Использование монтажных и строительных площадок, наружные работы, морские работы
Особенности Портативный, с газовым охлаждением.

