Формула скорость резания при фрезеровании: Выбор скорости и режима резания при фрезеровании концевыми фрезами: расчеты и формулы минутной подачи на зуб на фрезерном станке
Содержание
Расчет и табличное определение режимов резания при фрезеровании | Методическая разработка на тему:
Расчёт и табличное определение режимов резания при фрезеровании
Дано: Материал заготовки – Серый чугун, 210 НВ
Вид обработки – черновое торцовое фрезерование плоскости шириной В=80 мм, длиной l = 120 мм.
Припуск на обработку h = 2мм.
Заготовка – отливка.
Обработка без охлаждения.
Станок вертикально-фрезерный 6Т12
Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время.
Решение
1 Выбираем фрезу и устанавливаем её геометрические параметры (см. Приложение 1). Для торцового фрезерования диаметр фрезы определяется по формуле
Dф = 1,6 · В (1)
где В – ширина фрезерования, мм.
Dф = 1,6 · 80 = 128 мм
Принимаем стандартное значение диаметра торцовой насадной фрезы со вставными ножами, оснащенными пластинами из твердого сплава ВК6 по ГОСТ 9473-80 Dф = 125 мм [1, с. 187].
187].
Число зубьев фрезы, оснащенной твердым сплавом, определяется по формуле
z = (0,08÷0,1)·D, (2)
где обозначения прежние
z = (0,08÷0,1)·125 = 10 шт.
Определим геометрические параметры торцовой фрезы: ω=35 °; φ1 = 1; φ=30 °; α1 = 8 °; αn = 12 °; γ = 10 ° [4, с.390].* 1
2 Назначаем режим резания
Глубина резания определяется по заданию t=h=2мм
Назначаем стойкость инструмента и его допустимый износ: Т = 180 мин [1, с.290], hз = 2 мм [5, с.50]* 2
Назначаем подачу, мм/зуб* 3
Sz = 0,2 – 0,4 мм/зуб.
Принимаем Sz = 0,3 мм/зуб [1, с.283].
Определяем скорость резания, допускаемую режущими свойствами фрезы, аналитическим методом по формуле
, (3)
где Сv , q, m, x, y, u, p — коэффициент и показатели степени,
Сv = 445, q = 0,2, m = 0,32, x = 0,15, y =0,35, u = 0,2, p = 0 [1, с. 286]
286]
Dф – диаметр фрезы, мм;
Т – стойкость инструмента, мин;
t – глубина резания, мм;
Sz –подача на зуб, мм/зуб;
В – ширина фрезерования, мм;
z – число зубьев фрезы;
Кv – поправочный коэффициент на скорость резания
(4)
где Км – коэффициент, зависящий от обрабатываемого материала;
____________________________________________________________________________________
* 1 Дополнительные источники: [2, с.248] [4, с.369] [4, с.676, 790, 945] [6, с.366]
* 2 Дополнительные источники: [2, с.444] [4, с.400] [6, с.203]
* 3 Если в справочной литературе дана подача на оборот Sо, мм/об, необходимо найти подачу на зуб по формуле Sz = So/z, где z – число зубье
[1, с.262] (5)
где НВ – фактические параметры обрабатываемого материала;
n – показатель степени,
n = 0,95 [1, с. 262];
262];
Кп — коэффициент, учитывающий влияние состояния поверхности заготовки,
Кп = 0,8 [1, с.263];
Ки — коэффициент, учитывающий влияние инструментального материала,
Ки = 1 [1, с.263];
м/мин
Определим скорость резания табличным методом
v = vТ · Kv , (6)
где vТ – табличное значение скорости резания,
vТ = 126 м/мин [9, с.307]
Кv – поправочный коэффициент на скорость резания
Kv = Kм· Kи· Kn· Кс· Кф· Kо · Kв · Kφ, (7)
где Kм – коэффициент, учитывающий марку обрабатываемого материала
Kм = 0,89 [9, с.20];
Kи — коэффициент, учитывающий материал инструмента
Kи = 1,0 [9, с.308];
Kn — коэффициент, учитывающий состояние обрабатываемой поверхности
Kn = 0,8 [9, с.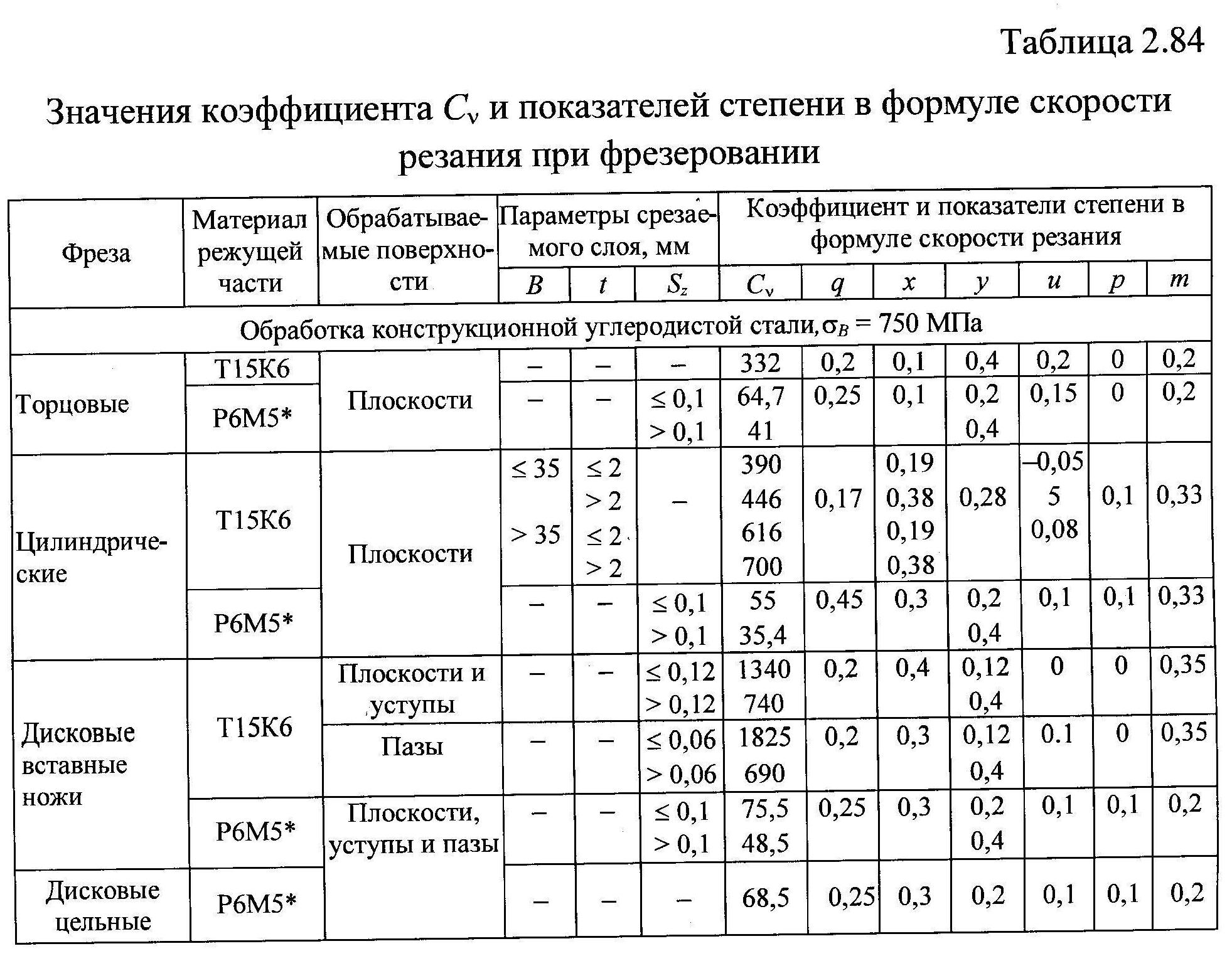 308];
308];
Кс — коэффициент, учитывающий шифр типовой схемы фрезерования
Кс = —
Кф — коэффициент, учитывающий форму обрабатываемой поверхности
Кф = —
Kо — коэффициент, учитывающий условия обработки
Kо = 1,0 [9, с.308];
Kв – коэффициент, учитывающий отношение фактической ширины фрезерования к нормативной
Kв = 1,0 [9, с.309];
K φ — коэффициент, учитывающий влияние главного угла в плане
K φ = 1,3 [9, с.308].
Подставляя значения в формулу 7 и 6, получим
Кv = 0,89 · 1 · 0,8 · 1 · 1 · 1,3 = 0,92
v = 126 · 0,92 = 116,6 м/мин
Определим частоту вращения шпинделя по формуле
(8)
где Vрез – аналитическая скорость резания;
остальные обозначения прежние
об/мин
Корректируем частоту вращения по паспорту станка
nд = 315 об/мин [7, с. 422]
422]
Определим действительную скорость резания, м/мин, по формуле
(9)
где обозначения прежние
м/мин
Находим минутную подачу, м/мин, по формуле
SM = Sz · z ·nд (10)
где Sz – подача на зуб, мм/зуб;
z – число зубьев фрезы, шт;
nд – действительная частота вращения шпинделя, об/мин
SM = 0,3 · 10 · 315 = 945 м/мин
Корректируем подачу по паспорту станка. Принимаем SMд = 1000 м/мин [7, с.422]
Из формулы 10 найдем подачу на зуб
Sz = мм/зуб
Определяем силу резания, Н, по формуле
, (11)
где Сp , x, y, u, q, w — коэффициент и показатели степени,
Ср = 54,5; x = 0,9, y =0,74, u = 1,0, q = 1, w = 0 [1, с. 291]
291]
Dф – диаметр фрезы, мм;
t – глубина резания, мм;
Sz –подача на зуб, мм/зуб;
В – ширина фрезерования, мм;
z – число зубьев фрезы;
n – действительная частота вращения шпинделя, об/мин;
Кмр – поправочный коэффициент на силу резания, учитывающий обрабатываемый материал
[1, с.264] (12)
где НВ – фактические параметры обрабатываемого материала;
n – показатель степени,
n = 1,0 [1, с.264];
Н
Сравниваем силу резания с допустимой силой механизма станка
Pz
где Pzдоп = 15000 Н [7, с.422];
2639
следовательно, выбранная подача допустима
Определяем крутящий момент, Н·м
(14)
где обозначения прежние
Н·м
Находим мощность, затрачиваемую на резание, по формуле
, (15)
где Рz – сила резания, Н;
vд – действительная скорость резания, м/мин
Сравниваем мощность резания с мощностью привода станка
Nрез ≤ Nшп , (16)
где Nшп – мощность шпинделя станка
Nшп = Nэ. дв · η, (17)
дв · η, (17)
где Nэ.дв – мощность электродвигателя станка, кВт
Nэ.дв = 7,5 кВт [7, с.422];
η — КПД станка
η = 0,8 [7, с.422]
Nшп = 7,5 · 0,8 = 6 кВт
Так как 5,4
3 Определяем основное время, мин, по формуле
, (18)
где L – длина пути инструмента или детали в направлении подачи, мм, определяется по формуле
L = l + l1 + l2 , (19)
где l – длина обрабатываемой поверхности, мм;
l1 – длина врезания, мм
l1 = 19 мм [3, с.84];
l2 – длина перебега фрезы, мм
l2 = 1 ÷ 6 мм [3, с.84]. Принимаем l2 = 5 мм
L = 120 + 19 + 5 = 144 мм
SМ – минутная подача, м/мин;
i – число проходов
i = h|t (20)
где h – припуск на обработку, мм;
t – глубина резания, мм.
Так как h = t, то i = 1
По формуле 18
мм
Рисунок 1 – Схема фрезерования плоскости торцовой фрезой
Перечень использованной литературы
1 Косилова А.Г., Мещеряков Р.К. Справочник технолога – машиностроителя, Т2. М.: Машиностроение, 1986. 496 с.
2 Малов А.Н. Справочник технолога – машиностроителя, Т2 М.: Машиностроение, 1973 г.
3 Антонюк В.Е. и др. Краткий справочник технолога механического цеха. Минск: Беларусь, 1968 г.
4 Малов А.Н. Справочник металлиста., Т3 М.: Машиностроение, 1977 г.
5 Абрамов Ф.Н. Справочник по обработке металлов резанием. К.: Машиностроение, 1983. 239 с.
6 Общемашиностроительные нормативы режимов резания, 4.1 – М.: Машиностроение, 1974 г.
7 Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту. М.: Машиностроение, 1990.-448 с.
8 Долматовский Г.А. Справочник технолога, М.: Машиностроение, 1956 г.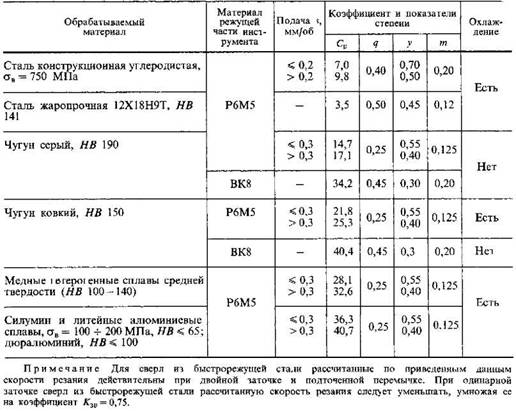
9 Баранчиков В.И., Жаринов А.В. Прогрессивные режущие инструменты и режимы резания металлов. – М.: Машиностроение, 1990.-400 с.
Приложение 1
Выбор диаметра фрезы в зависимости от вида фрезерования
При торцовом фрезеровании диаметр фрезы определяется по формуле
Dф = 1,6 · В,
где В – ширина фрезерования, мм.
При фрезеровании дисковыми фрезами диаметр фрезы выбирается по ГОСТ в зависимости от ширины фрезерования В.
При фрезеровании концевыми и шпоночными фрезами диаметр фрезы можно принимать равным ширине фрезерования В.
Определение числа зубьев фрезы
Число зубьев фрезы из быстрорежущей стали при черновой обработке определяется по формуле
,
где Dф – диаметр фрезы, мм
При чистовой обработке
Для фрез, оснащенных твердым сплавом, число зубьев определяется следующим образом:
- для обработки чугуна z = (0,08÷0,1)·D;
- для обработки стали z = (0,04÷0,06)·D;
Для цилиндрических фрез число зубьев определяется по формуле
,
где m – коэффициент, определяется по таблице 1
Таблица 1
Цилиндрические фрезы | Угол наклона зуба ω | Коэффициент m |
С крупным зубом цельные | 1,05 | |
С мелким зубом цельные | 15 – 20 ° | 2 |
С крупным зубом сборные | 20 ° 45 ° 55 – 60 ° | 0,9 0,8 0,5 |
|
Выбор рациональных режимов фрезерования Категория: Фрезерные работы Выбор рациональных режимов фрезерования Выбрать рациональный режим фрезерования на данном станке означает, что для данных условий обработки (материал и марка заготовки, ее профиль и размеры, припуск на обработку) надо выбрать оптимальный тип и размер фрезы, марку материала и геометрические параметры режущей части фрезы, смазочно-охлаждаю-щую жидкость и назначить оптимальные значения следующих параметров режима резания: В, t, sz. Из формулы (32) следует, что на объемную производительность фрезерования параметры В, t, sz и v оказывают одинаковое влияние, так как каждый из них входит в формулу в первой степени. Это означает, что при увеличении любого из них, например, в два раза (при прочих неизменных параметрах) объемная производительность увеличится также в два раза. Однако на стойкость инструмента указанные параметры оказывают далеко не одинаковое влияние (см. § 58). Поэтому с учетом стойкости инструмента выгоднее прежде всего выбирать максимально допустимые значения тех параметров, которые в меньшей степени влияют на стойкость инструмента, т. е. в такой последовательности: глубина резания, подача на зуб и скорость резания. Поэтому и выбор этих параметров режимов резания при фрезеровании на данном станке следует начинать в той же последовательности, а именно: 1. Назначается глубина резания в зависимости от припуска на обработку, требований к шероховатости поверхности и мощности станка. 2. Назначается максимально допустимая по условиям обработки подача. При установлении максимально допустимых подач следует применять подачи на зуб, близкие к «ломающим». Последняя формула выражает зависимость подачи на зуб от глубины фрезерования и диаметра фрезы. Величина максимальной толщины среза, т. е. значение постоянного коэффициента I с в формуле (21), зависит от физико-механических свойств обрабатываемого материала \ (для данного типа и конструкции фрезы). Значения максимально допустимых подач ограни- j чиваются различными факторами: а) при черновой обработке — жесткостью и виброустойчивостью инструмента (при доста- i точной жесткости и виброустойчивости станка),’ жесткостью обрабатываемой заготовки и прочностью режущей части инструмента, например зуба фрезы, недостаточным объемом стружечных канавок, например, для дисковых фрез и др. б) при чистовой обработке — шероховатостью поверхности, точностью размера, состоянием поверхностного слоя и др. При чистовом фрезеровании стали и чугуна назначается сравнительно малая подача на зуб фрезы (0,05-0,12 мм/зуб). 3. Определяется скорость резания; так как она оказывает самое большое влияние на стойкость инструмента, то ее выбирают исходя из принятой для данного инструмента нормы стойкости. Скорость резания определяется по формуле (42) или по таблицам нормативов режимов резания в зависимости от глубины и ширины фрезерования, подачи на зуб, диаметра фрезы, числа зубьев, условий охлаждения и др. 4. Определяется действующая мощность резания Ne при выбранном режиме по таблицам нормативов или по формуле (39а) и сопоставляется с мощностью станка. 5. По установленной скорости резания (и, или i^) определяется ближайшая ступень частоты вращения шпинделя станка из числа имеющихся на данном станке по формуле (2) или по графику (рис. Рис.174 Номограмма частоты вращения фрезы 6. Определяется минутная подача по формуле (4) или по графику (рис. 175). Так, при фрезеровании фрезой D = 110 мм, z = 10 при sz = = 0,2 мм/зуб и п = 125 об/мин минутная подача по графику определяется следующим образом. Из точки, соответствующей подаче на зуб sг = 0,2 мм/ зуб, проводим вертикальную линию до пересечения с наклонной линией, соответствующей числу зубьев фрезы г = 10. Из полученной точки проводим горизонтальную линию до пересечения с наклонной линией, соответствующей принятой частоте вращения шпинделя л = 125 об/мин. 7. Определяется машинное время. Машинное время. Время, в течение которого происходит процесс снятия стружки без непосредственного участия рабочего, называется машинным временем (например, на фрезерование плоскости заготовки с момента включения механической продольной подачи до момента ее выключения). Рис. 1. Номограмма минутной подачи Повышение производительности при обработке на металлорежущих станках ограничивается двумя основными факторами: производственными возможностями станка и режущими свойствами инструмента. Если производственные возможности станка малы и не позволяют полностью использовать режущие свойства инструмента, то производительность такого станка будет составлять лишь некоторую часть от возможной производительности при максимальном использовании инструмента. Это условие положено в основу так называемых производственных характеристик станков, которые были предложены и разработаны проф. А. И. Кашириным. Производственная характеристика станка представляет собой график зависимостей возможностей станка и инструмента. Производственные характеристики позволяют облегчить и упростить определение оптимальных режимов резания при обработке на данном станке. Режущие свойства того или иного инструмента характеризуются режимами резания, которые допускаются в процессе обработки. Рис. 2. Врезание и перебег Производственные характеристики фрезерных стянкои для случая (Ьпезепования тогшо-выми фрезами были разработаны проф. Принцип построения производственных характеристик фрезерных станков (номограмм) для работы торцовыми фрезами основан на совместном графическом решении двух уравнений, которые характеризуют зависимость скорости резания vT по формуле (42) при -Bz’ = const, с одной стороны, и скорости резания ид„ допускаемой мощностью станка, — с другой. Скорость резания vN может быть определена по формуле Рис. 3. Производственная характеристика консольно-фрезерного станка 6Р13 Реклама:Читать далее:Классификация фрез
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 v, п, Ne, Тм.
v, п, Ne, Тм.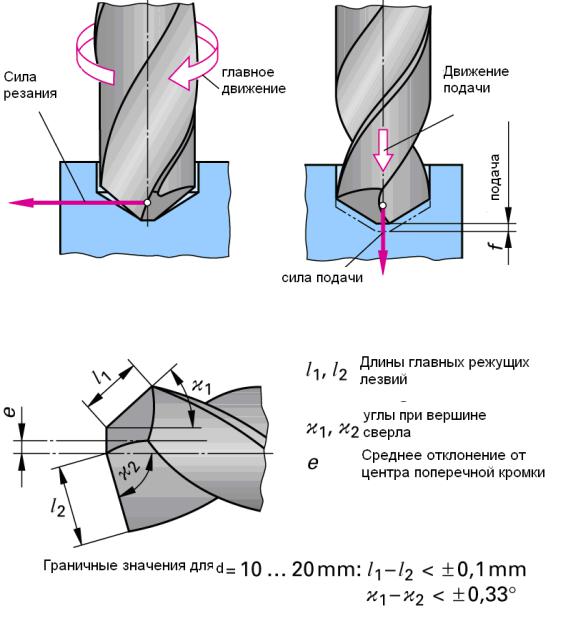 Припуск на обработку желательно снять за один проход с учетом мощности станка. Обычно глубина резания при черновом фрезеровании не превышает 4—5 мм. При черновом фрезеровании торцовыми твердосплавными фрезами (головками) на мощных фрезерных станках она может достигать 20—25 мм и более. При чистовом фрезеровании глубина резания не превышает 1—2 мм.
Припуск на обработку желательно снять за один проход с учетом мощности станка. Обычно глубина резания при черновом фрезеровании не превышает 4—5 мм. При черновом фрезеровании торцовыми твердосплавными фрезами (головками) на мощных фрезерных станках она может достигать 20—25 мм и более. При чистовом фрезеровании глубина резания не превышает 1—2 мм. Так, подача на зуб при черновом фрезеровании стали цилиндрическими фрезами со вставными ножами и крупным зубом выбирается в пределах 0,1—0,4 мм/зуб, а при обработке чугуна до 0,5 мм/зуб;
Так, подача на зуб при черновом фрезеровании стали цилиндрическими фрезами со вставными ножами и крупным зубом выбирается в пределах 0,1—0,4 мм/зуб, а при обработке чугуна до 0,5 мм/зуб;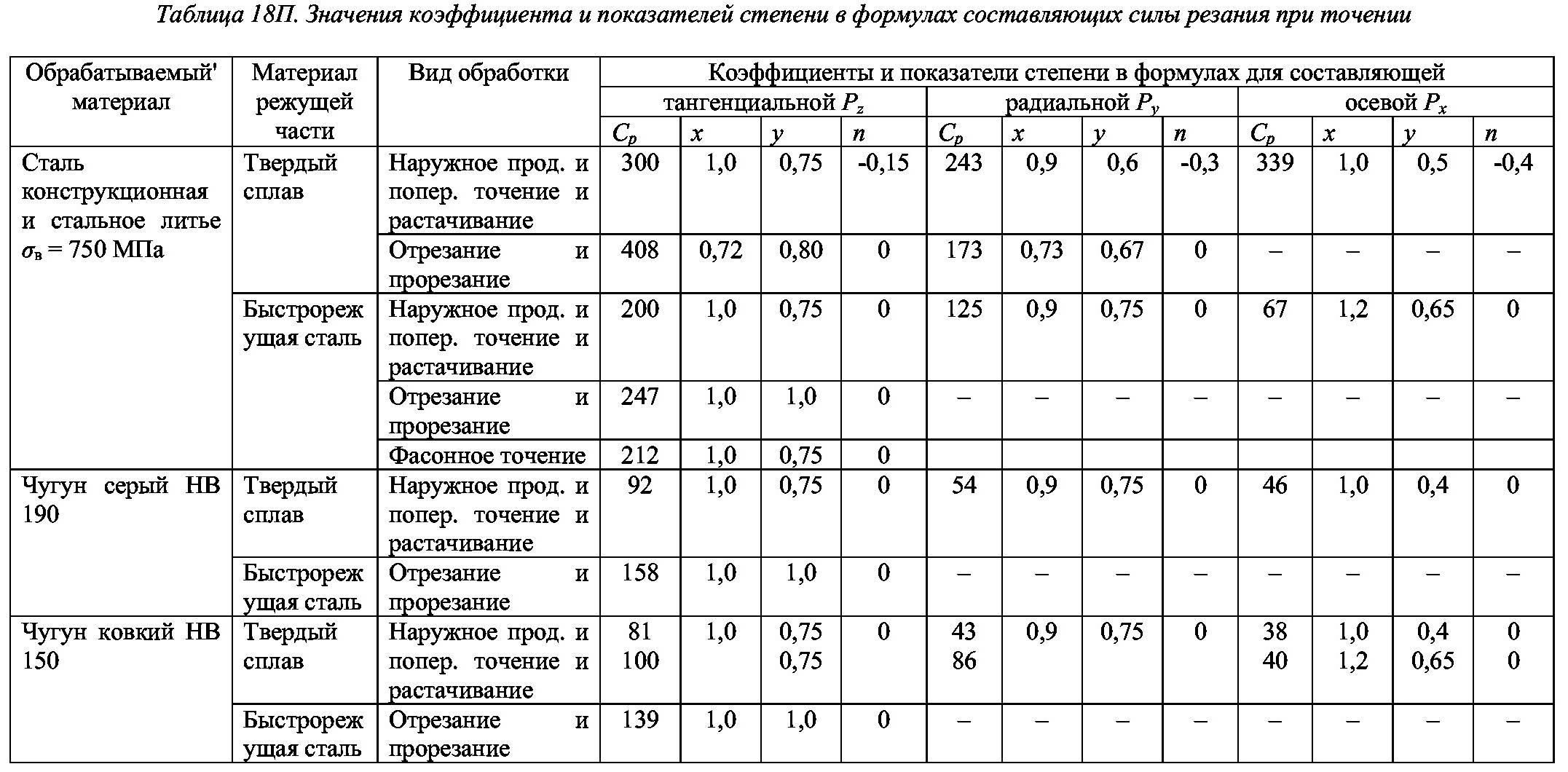 174). Из точки, соответствующей принятой скорости резания (например, 42 м/мин), проводят горизонтальную линию, а из точки с отметкой выбранного диаметра фрезы (например, 110 мм) — вертикальную. По точке пересечения указанных линий определяют ближайшую ступень чисел оборотов шпинделя. Так, в примере, показанном на рис. 172, при фрезеровании фрезой диаметром D = 110 мм со скоростью резания 42 м/мин частота вращения шпинделя будет равна 125 об/мин.
174). Из точки, соответствующей принятой скорости резания (например, 42 м/мин), проводят горизонтальную линию, а из точки с отметкой выбранного диаметра фрезы (например, 110 мм) — вертикальную. По точке пересечения указанных линий определяют ближайшую ступень чисел оборотов шпинделя. Так, в примере, показанном на рис. 172, при фрезеровании фрезой диаметром D = 110 мм со скоростью резания 42 м/мин частота вращения шпинделя будет равна 125 об/мин. Далее из полученной точки проводим вертикальную линию. Точка пересечения этой линии с нижней шкалой минутных подач, имеющихся на данном станке, определяет ближайшую ступень минутных подач.
Далее из полученной точки проводим вертикальную линию. Точка пересечения этой линии с нижней шкалой минутных подач, имеющихся на данном станке, определяет ближайшую ступень минутных подач. В том случае, когда производственные возможности станка значительно превышают режущие свойства инструмента, на станке может быть достигнута максимально возможная при данном инструменте производительность, но при этом не будут полностью использованы возможности станка, т. е. мощность станка, максимально допустимые силы резания и т. д. Оптимальными с точки зрения производительности и экономичности использования станка и инструмента будут такие случаи, когда производственные мощности станка и режущие свойства инструмента будут совпадать или близки друг к другу.
В том случае, когда производственные возможности станка значительно превышают режущие свойства инструмента, на станке может быть достигнута максимально возможная при данном инструменте производительность, но при этом не будут полностью использованы возможности станка, т. е. мощность станка, максимально допустимые силы резания и т. д. Оптимальными с точки зрения производительности и экономичности использования станка и инструмента будут такие случаи, когда производственные мощности станка и режущие свойства инструмента будут совпадать или близки друг к другу. Скорость резания при заданных условиях обработки можно определить по формуле (42, а). Практически же ее находят по таблице режимов резания, которые приведены в справочниках нормировщика или технолога. Однако следует отметить, что нормативы по режимам резания как для фрезерования, так и для других видов обработки разрабатываются, исходя из режущих свойств инструмента для различных случаев обработки (тип и размер инструмента, вид и марка материала режущей части, обрабатываемый материал и др.), и не связаны со станками, на которых будет производиться обработка. Так как производственные возможности различных станков разные, то практически осуществимый оптимальный режим обработки на разных станках будет различным для одних и тех же условий обработки. Производственные возможности станков зависят прежде всего от эффективной мощности станка, частоты вращения, подач и др.
Скорость резания при заданных условиях обработки можно определить по формуле (42, а). Практически же ее находят по таблице режимов резания, которые приведены в справочниках нормировщика или технолога. Однако следует отметить, что нормативы по режимам резания как для фрезерования, так и для других видов обработки разрабатываются, исходя из режущих свойств инструмента для различных случаев обработки (тип и размер инструмента, вид и марка материала режущей части, обрабатываемый материал и др.), и не связаны со станками, на которых будет производиться обработка. Так как производственные возможности различных станков разные, то практически осуществимый оптимальный режим обработки на разных станках будет различным для одних и тех же условий обработки. Производственные возможности станков зависят прежде всего от эффективной мощности станка, частоты вращения, подач и др.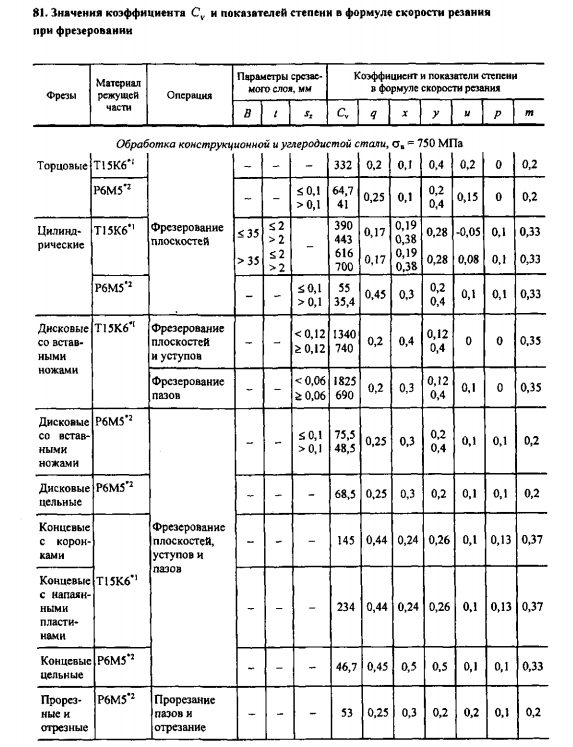 А. И. Кашириным и автором.
А. И. Кашириным и автором.Скорость резания — Полное руководство (MachiningDoctor.
 com)
com)
« Назад к Глоссарию Указатель
Определение скорости резания
При обработке слова «Скорость», «Скорость резания», «SFM» и «Скорость поверхности» все относится к относительной линейной скорости между вершиной режущей кромки и заготовкой . Определение одинаково для всех операций токарной обработки, фрезерования и т. д.
То, как мы используем приведенное выше определение, зависит от области применения. Четкое понимание приведенных ниже вариантов использования имеет основополагающее значение для принятия правильных решений при обработке.
Содержание
Скорость резания (SFM) Определение для приложения обработки:
- Токарная обработка
- Фрезерование
- Сверление
- Торцовка и отрезка
- Единицы скорости резания
- Формулы скорости резания
- Как определить правильную скорость резания для вашего приложения обработки
Скорость резания (SFM) при точении
При точении заготовка вращается шпинделем (режущий инструмент неподвижен). Скорость вращения шпинделя (измеряемая в об/мин) преобразуется в скорость резания на диаметре, на котором токарная пластина касается вращающегося сырья. Разные диаметры заготовки требуют разных оборотов для получения одинаковой скорости резания.
Скорость вращения шпинделя (измеряемая в об/мин) преобразуется в скорость резания на диаметре, на котором токарная пластина касается вращающегося сырья. Разные диаметры заготовки требуют разных оборотов для получения одинаковой скорости резания.
Из-за этого контроллер ЧПУ должен постоянно изменять скорость вращения, чтобы поддерживать постоянную скорость резания. Обычно это достигается с помощью кода ЧПУ G96.
Скорость резания (SFM) при фрезеровании
При фрезеровании заготовка неподвижна, а шпиндель вращает фрезу. Скорость вращения шпинделя (измеряемая в об/мин) преобразуется в скорость резания на диаметре, на котором фреза касается заготовки. Таким образом, число оборотов в минуту может оставаться постоянным в течение всей операции. (Против поворота, как вы можете прочитать выше).
Приведенное выше упрощенное описание относится только к типичным фрезам 90°. У фрез со фасками или сферическими фрезами точка зацепления между фрезой и материалом зависит также от радиальной и осевой глубины резания. Диаметр в этой точке называется «эффективным диаметром» (D eff ), и его следует использовать в формулах для расчета скорости резания (SFM).
Диаметр в этой точке называется «эффективным диаметром» (D eff ), и его следует использовать в формулах для расчета скорости резания (SFM).
Подробные формулы для эффективного диаметра
Скорость резания (SFM) при сверлении
При сверлении (и фрезерном врезании) вся поверхность режущего инструмента одновременно взаимодействует с заготовкой. Поскольку скорость резания зависит от диаметра зацепления (см. формулы), каждая точка сверла «чувствует» разную скорость резания, а скорость резания в центральной точке всегда равна нулю. По этой причине сверла изготавливаются из универсальных твердых сплавов, которые также могут работать при очень низких скоростях резания. В результате скорость резания для сверл всегда должна поддерживаться на низкой стороне. (относительно фрезерной и токарной обработки)
Скорость резания (SFM) при торцовке и отрезке
При торцовке и отрезке режущий инструмент перемещается от внешнего диаметра к центральной линии и, во многих случаях, полностью к центру, где диаметр равен нулю.
Скорость шпинделя (об/мин) увеличивается по мере приближения инструмента к центру для поддержания требуемой скорости резания. Поскольку у каждого станка есть ограничение максимальной скорости шпинделя, скорость шпинделя достигнет предела в какой-то момент операции.
Из-за этого некоторые операторы предпочитают работать в режиме G97 (постоянная скорость вращения) в этих операциях. Как и при сверлении, вы должны выбрать универсальный сплав твердого сплава, который хорошо работает как при высоких, так и при низких скоростях резания.
Эта точка называется «зажимным диаметром», поскольку скорость шпинделя «зажимается» до максимально допустимого числа оборотов в минуту.
От зажатого диаметра скорость шпинделя остается постоянной, а скорость резания снижается, достигая нуля, когда режущий инструмент находится на центральной линии.
\( \large D_{Clampped}\,=\,\frac{12\times\,V_c}{RPM_{MAX}\,\times\,\pi}\)
(D в дюймах и V c в SFM)
\( \large D_{Clampped}\,=\,\frac{1,000\times\,V_c}{RPM_{MAX}\,\times\,\pi}\)
(D в мм и верт c в м/мин)
Единицы скорости резания
SFM – футы поверхности в минуту
SFM означает «футы поверхности в минуту». Это общепринятая единица измерения скорости резания в США. (но почти никогда не используется за пределами США). Скорость измеряется в футах/мин, а не в метрах/мин, что является общепринятой единицей измерения, используемой в большинстве стран.
Это общепринятая единица измерения скорости резания в США. (но почти никогда не используется за пределами США). Скорость измеряется в футах/мин, а не в метрах/мин, что является общепринятой единицей измерения, используемой в большинстве стран.
м/мин – Метры в минуту
В странах, использующих метрическую систему, общепринятой единицей измерения скорости резания является Метров в минуту .
Формулы преобразования SFM в метры в минуту
Коэффициенты преобразования SFM в метры в минуту можно рассчитать по следующим формулам:
\( \begin{array}{l}
1\,метр =\,1000\,мм\\
1\,дюйм =\,25,4\,мм\\
1\,футы =\,12\,дюймы = 12\умножить на 25,4 = 304,8 мм\\
\frac {метр} {футы}\,=\,\frac {1000}{304,8}\,=\,\в штучной упаковке {3,2808 \приблизительно3,3} \\
\frac {футы}{метр}\,=\,\frac {304,8}{1000} =\,\в штучной упаковке {0,3048 \приблизительно 0,305} \\
\конец{массив} \)
\( \begin{массив}{l}
\маленький 1\,метр =\,1000\,мм \\
\ маленький 1 \, дюйм = \, 25,4 \, мм \\
\маленький 1\,футы =\,12\,дюймы\,== 304,8\,мм \\
\frac {метр} {футы}\,=\,\frac {1000}{304,8}\,=\,\в штучной упаковке {3,2808 \приблизительно3,3} \\
\frac {футы}{метр}\,=\,\frac {304,8}{1000} =\,\в штучной упаковке {0,3048 \приблизительно 0,305} \\
\end{array} \)
Следовательно, окончательные формулы для преобразования SFM в метры в минуту (и наоборот) будут следующими:
\( \большой V_c[мм/мин] = V_c[SFM] \times 0,305 \)
\( \large V_c[SFM] = V_c[мм/мин] \times 3. 3 \)
3 \)
\( \small V_c[мм/мин] = V_c[SFM] \times 0,305 \)
\( \small V_c[SFM] = V_c[мм/мин] \times 3,3 \)
скорость резания Формулы
Поскольку скорость резания – это линейная скорость между режущим инструментом и разрезаемым материалом, она равна произведению скорости шпинделя на радиус вращения . В невращающихся операциях, таких как токарная обработка и обработка канавок, это радиус обработки (не радиус заготовки!). При вращательных операциях, таких как фрезерование, это радиус режущего инструмента в точке контакта с заготовкой.
Для унификации формул мы будем использовать термин «Эффективный диаметр» (d eff ) и покажем, как его определить для каждой типичной операции обработки.
Параметры:
- d эфф – Эффективный диаметр. Диаметр вращения в точке зацепления. [Дюймы или миллиметры]
- n – Скорость шпинделя [об/мин]
- V c – Скорость резания [SFM или метры в минуту]
Формула SFM (дюймы )
\( \large V_c[SFM] = \huge \frac{n\,\times\,\pi\,\times\,d_{eff}}{12} \ )
\( \small V_c[SFM] = \large \frac{n\,\times\,\pi\,\times\,d_{eff}}{12} \)
Формула скорости резания (метрическая Единицы )
\( \large V_c[SFM] = \huge \frac{n\,\times\,\pi\,\times\,d_{eff}}{1,000} \)
\( \small V_c[SFM] = \large \frac{n\,\times\,\pi\,\times\,d_{eff}}{1,000} \)
Определение эффективного диаметра (d eff ) для каждого варианта использования
Чтобы получить точные результаты по этим формулам, важно использовать их с правильным эффективным диаметром.
Deff для скорости резания
| Заявка | Формула |
|---|---|
Тьюринг
| \( \большой d_{eff} = d \) * Используйте диаметр обрабатываемой детали, а не диаметр заготовки! |
Фрезерование 90°
| \( \большой d_{eff} = d \) * Эффективный диаметр всегда равен диаметру фрезы |
Фрезерование (Сферический)
| \( \large d_{eff}\, =\,2\times\sqrt{d\times\left (d — a_p\right)}\) |
Фрезерование (фаска)
| \( \large d_{eff} = d_{min}+\frac{2 \times a_p}{ \tan { \left( \text {KAPR} \right ) } } \) |
Какова правильная скорость резания для вашего применения?
Правильная скорость резания определяется комбинацией:
- Обрабатываемость материала заготовки.
 (Сколько материал сопротивляется резке)
(Сколько материал сопротивляется резке) - Марка твердого сплава режущего инструмента. (Насколько износостойким является материал и покрытие режущего инструмента)
- Общая стабильность работы приложения.
Существует огромное разнообразие материалов для заготовок и марок режущих инструментов. Определение наилучшей скорости резания, которая обеспечит хороший баланс между производительностью и сроком службы инструмента, является одним из наиболее важных навыков, которыми должен овладеть машинист или инженер по инструментам.
Синонимы:
SFM
« Назад к Глоссарию Указатель
Расчет времени цикла обработки с ЧПУ
Расчет времени цикла обработки с ЧПУ
Опубликовано: 3 ноября 2021 г. в Uncategorized
Если вам нужны уникальные детали, которые вы не можете найти больше нигде, обработка на станках с ЧПУ — это процесс, позволяющий создавать точные компоненты для любой отрасли. Благодаря нашим полным производственным мощностям, высококачественным материалам и возможностям настройки, American Micro Industries может производить детали в соответствии с вашими спецификациями чертежа.
Благодаря нашим полным производственным мощностям, высококачественным материалам и возможностям настройки, American Micro Industries может производить детали в соответствии с вашими спецификациями чертежа.
Но если вы работаете над проектом механической обработки самостоятельно, важно знать время цикла обработки с ЧПУ и способы его расчета. Продолжайте читать, чтобы лучше понять необходимые расчеты и когда их использовать.
Что такое обработка с ЧПУ?
CNC-обработка или компьютеризированное числовое управление — это процесс, при котором запрограммированное компьютерное программное обеспечение управляет движениями вашего производственного оборудования. Эта технология берет виртуальный проект, часто из программы САПР, и преобразует его в физическую деталь, изготовленную из определенного материала, который вам нужен, например:
- Жесткий пенопласт
- Пена для резьбы
- Фенолы
- Пластик
Обработка с ЧПУ заменяет ручной труд для создания точных и уникальных деталей, независимо от отрасли. Независимо от того, работаете ли вы в автомобильной, аэрокосмической, электронной, военной, медицинской или охранной сферах, обработка с ЧПУ, скорее всего, принесет вам пользу. Когда вам нужны детали массового производства, отвечающие конкретным требованиям, обработка с ЧПУ может разработать и предоставить точные и точные решения.
Независимо от того, работаете ли вы в автомобильной, аэрокосмической, электронной, военной, медицинской или охранной сферах, обработка с ЧПУ, скорее всего, принесет вам пользу. Когда вам нужны детали массового производства, отвечающие конкретным требованиям, обработка с ЧПУ может разработать и предоставить точные и точные решения.
Узнайте больше об услугах по обработке с ЧПУ
Что такое время цикла обработки с ЧПУ?
Понимание времени цикла станка с ЧПУ поможет вам оценить затраты на обработку и сократить время производства продукции. Сколько времени займет выполнение операции? Соответствует ли ваш бюджет проекту? Будет ли это сделано вовремя для вас или вашего клиента? Знание продолжительности цикла обработки также может помочь вам сравнить два или более разных процесса, которые лучше всего подходят для проекта.
Формулы, используемые для расчета времени обработки, легко включить в ваши повседневные операции, и многие профессионалы программируют свои калькуляторы на соответствующую формулу времени цикла обработки с ЧПУ. Однако, в зависимости от типа обработки с ЧПУ, такой как точение, фрезерование или обработка винтов, расчет времени цикла будет отличаться, что делает процесс немного сложным. К счастью, с помощью простой формулы вы можете упростить обработку с ЧПУ.
Однако, в зависимости от типа обработки с ЧПУ, такой как точение, фрезерование или обработка винтов, расчет времени цикла будет отличаться, что делает процесс немного сложным. К счастью, с помощью простой формулы вы можете упростить обработку с ЧПУ.
Как оценить время обработки с ЧПУ
Как и при расчете других времен, общая формула для обработки с ЧПУ представляет собой расстояние или длину, деленную на скорость или скорость. Когда дело доходит до расчета времени обработки, формула выглядит следующим образом:
- Время обработки = длина резания (мм) / подача (мм на оборот) x число оборотов в минуту
- оборотов в минуту = 1000 x скорость резания (мм в минуту) / π x диаметр стержня (мм)
В зависимости от проекта вам может понадобиться заменить миллиметры на дюймы.
Пример времени обработки с ЧПУ
Давайте начнем с примера в дюймах с ожидаемой целью:
- Диаметр отверстия = 1 дюйм
- Глубина отверстия = 0,75 дюйма
- Расстояние приближения = 0,1 дюйма
- Подача = 7 дюймов/минуту
Время, необходимое для сверления отверстия, даст десятичные минуты, которые необходимо преобразовать в секунды:
- Время сверления отверстия = расстояние перемещения (0,85) / скорость подачи (7) = 0,12143 минуты
- секунды = 0,12143 минуты / 0,0166 = 7,2887 секунды
Как только вы узнаете, сколько времени потребуется, чтобы просверлить отверстие, вы захотите определить скорость подачи в дюймах в минуту (IPM), что означает, что вы должны рассчитать RMP шпинделя и рассчитать скорость подачи в дюймах в минуту, поскольку в большинстве руководств подача указана в дюймах на оборот (IPR). Затем, поскольку рекомендации по скорости часто предоставляются при расчете поверхности в минуту (SFM), вам понадобятся следующие две формулы, которые помогут вам завершить расчеты:
Затем, поскольку рекомендации по скорости часто предоставляются при расчете поверхности в минуту (SFM), вам понадобятся следующие две формулы, которые помогут вам завершить расчеты:
- оборотов в минуту = 3,82 x SFM / общий диаметр
- IPM = оборотов в минуту x дюймов на оборот
В зависимости от инструмента скорость подачи может быть выражена в «на зуб», что мы рассмотрим, когда будем говорить о расчете времени фрезерной обработки с ЧПУ. В этом случае формула будет следующей:
- дюймов на оборот = IPT x количество режущих кромок
Эти формулы легко применить ко многим операциям, если только диаметр не меняется в процессе обработки. Например, если вы работаете над проектом, который требует нескольких проходов, постоянная скорость резания приведет к изменению скорости шпинделя в оборотах в минуту в зависимости от диаметра. Следовательно, вам нужно будет рассчитать новую скорость подачи RPM и IPM для каждого токарного прохода.
Хотя это общая формула, существуют различия между расчетами на фрезерном и токарном станках.
Фрезерование с ЧПУ Расчет времени обработки
Процесс ЧПУ, называемый фрезерованием, создает пазы, винтовые канавки или плоские поверхности на вертикальных, наклонных или горизонтальных плоскостях. В этом случае при оценке времени обработки с ЧПУ может использоваться скорость подачи на зуб, а это означает, что вам необходимо знать количество канавок, зубьев или режущих кромок на конкретном инструменте, который у вас есть.
При использовании исходной формулы для справки — Время обработки = длина реза (мм) / подача (мм на оборот) x число оборотов в минуту — расчет времени фрезерной обработки с ЧПУ равен Время обработки = длина реза (мм) x число число проходов/подача (мм на оборот) x число оборотов в минуту со следующими характеристиками:
- Длина резания (мм) = Подход инструмента + Длина работы + Перебег инструмента + Обязательное расстояние
- Подача (мм на оборот) = подача на зуб x количество зубьев
- оборотов в минуту = 1000 x скорость резания / π x диаметр стержня (мм)
Здесь точность является ключом к получению наилучшей оценки времени обработки.
Расчет времени токарной обработки с ЧПУ
Для расчета времени цикла токарной обработки формула также основана на оригинале. Например, время обработки = длина реза (мм) / подача (мм на оборот) x число оборотов в минуту со следующими характеристиками:
- Длина = подход инструмента + длина работы + проход инструмента x количество проходов
- Среднее число оборотов в минуту = 1000 x Скорость резания / π x Средний диаметр стержня (мм)
Процесс токарной обработки заключается в том, что одноточечный инструмент на токарном станке создает токарные детали. Для изготовления вращающихся — и часто сложных — форм инструмент подается линейно или перпендикулярно оси вращения детали, или инструмент движется по заданной траектории для создания вращательной формы. В процессе токарной обработки есть два движения резания — основное — это вращение заготовки, а второе — подача.
Узнайте больше о наших услугах по обработке с ЧПУ
Компания American Micro Industries стремится превзойти ваши ожидания, ориентируясь на качество и уделяя особое внимание изготовлению отдельных деталей по вашим спецификациям.