Производство проволоки сварочной: ООО «СварМонтажСтрой» | Производство сварочной проволоки
Содержание
Производители сварочной проволоки из Китая, России, Италии и других стран мира, Прима, Оливер, Hyundai, Линкольн Электрик, АльфаМаг, БАРС, DEKA и прочие бренды
Проволока сварочная БАРС AlSi5, 1.2 мм. 6 кг. Фото 220Вольт
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом — специализируются на выпуске сварочной проволоки. Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре.
- Список стран и заводов-производителей
- Россия
- БАРС
- ИнтерПро
- СМС
- СЗСМ
- Китай
- ДЕКА
- Фарина
- Прима
- АльфаМаг
- БИЗОН
- АСФ
- Yichen
- Беларусь
- Оливер
- БМЗ
- Южная Корея
- Hyundai
- Kiswel LTD
- США
- Линкольн
- Hobart Brothers
- Италия
- Польша
- Швеция
- ESAB
- Elga
- Индия
- Украина
- Россия
- Популярные марки
- СВ08Г2С
- И прочие
- Где купить оптом и в розницу
Список стран и заводов-производителей
Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие технологии, каждый этап выпуска материалов контролируется. Совокупность данных параметров позволяет изготовлять сварочную проволоку высокого качества. Далее подробно рассмотрены, проанализированы некоторые наиболее выдающиеся представители рынка.
Совокупность данных параметров позволяет изготовлять сварочную проволоку высокого качества. Далее подробно рассмотрены, проанализированы некоторые наиболее выдающиеся представители рынка.
Россия
Сварочная проволока российского производства выдерживает конкуренцию с продукцией зарубежных заводов.
БАРС
Проволока порошковая самозащитная E71T-11 (1.2 мм; 1 кг) Барс. Фото ВсеИнструменты.ру
Расходные материалы торговой марки БАРС производятся фирмой BARSWELD, годом основания которой является 2008. Мастерам разной квалификации предоставляется широкий ассортимент проволоки: нержавеющая, алюминиевая, медная, омедненная и порошковая. Изготовление осуществляется на передовом европейском оснащении с использованием современных технологий. Применение технических инноваций гарантирует достижение минимального разброса диаметра проволоки, идеально круглую форму и гладкую поверхность.
На всех этапах производства осуществляется строгий контроль качества продукта, его вес, однородность, химический состав.
ИнтерПро
ООО «ИнтерПро» — изготовитель порошковых проволок, применяющихся для сварки и наплавки. В распоряжении сотрудников компании находится современное итальянское оборудование. Эксплуатация высокотехнологичного оснащения позволяет получить проволоку стабильного диаметра, с допусками, величина которых не превышает показатель евростандарта ISO 544. В производстве применяются специальные импортные смазки, обеспечивающие легкость прохождения материалов по проволокопроводу сварочного аппарата. Востребованной маркой является Нп-200Х15С1ГРТ— проволока, предназначенная для механизированной наплавки деталей, работающих в условиях ударно-абразивного износа.
СМС
ООО «СварСтройМонтаж» («СМС») — предприятие, выпускающее проволоку сплошного сечения, качество которой соответствует мировым стандартам. Клиентам предоставляются омедненные материалы, а также проволока без медного покрытия — Ультра — с улучшенными поверхностными характеристиками. Продукция компании способствует получению качественного результата, формированию надежного и чистого шва с минимальным разбрызгиванием. Упаковка осуществляется рядной намоткой на каркасные катушки и пластиковые кассеты разного веса: от 1,5 до 25 кг.
Продукция компании способствует получению качественного результата, формированию надежного и чистого шва с минимальным разбрызгиванием. Упаковка осуществляется рядной намоткой на каркасные катушки и пластиковые кассеты разного веса: от 1,5 до 25 кг.
СЗСМ
Судиславский завод сварочных материалов является одним из лидеров рынка по выпуску электродов. Также предприятие занимается изготовлением проволоки для сварки в среде защитных газов и под флюсом. Продукция характеризуется постоянным калибром по всей длине и низким сочетанием серы и фосфора, что обеспечивает стабильное горение, хорошую растекаемость металла, высокое качестве шва и минимальное разбрызгивание.
Китай
Китайские расходные материалы пользуются высоким спросом в разных странах мира. Обусловлено это хорошим качеством и приемлемыми ценами на продукцию. Китай представлен на мировом рынке производства проволоки большим количеством предприятий.
ДЕКА
Легированная сварочная проволока ДЕКА ER70S-6 0,8 мм. евро-кассета, 5 кг. Фото Сварочные Технологии
евро-кассета, 5 кг. Фото Сварочные Технологии
ДЕКА — предприятие, производящее широкий ассортимент оборудования и материалов для сварки под собственной зарегистрированной торговой маркой DEKA. Проволока используется в различных сферах, в которых возникает необходимость в получении прочных соединений. Продукция применяется в основном для работы с полуавтоматами, востребованы расходные материалы для аргонодуговой сварки. Таким образом, компания предоставляет нескольких видов проволоки.
Фарина
Компания «Farina» производит сварочную проволоку для работы с низколегированной и углеродистой сталью. Востребованность изделий, выполненных из данных материалов, делает проволоку востребованной в различных отраслях. Продукцию отличает низкая стоимость, стабильность толщины, быстрое зажигание дуги. Рядная намотка упрощает использование, герметичная упаковка продукта гарантирует сохранение первоначальных характеристик при транспортировке.
Прима
Сварочные проволоки Прима являются наиболее экономичным вариантом расходных материалов.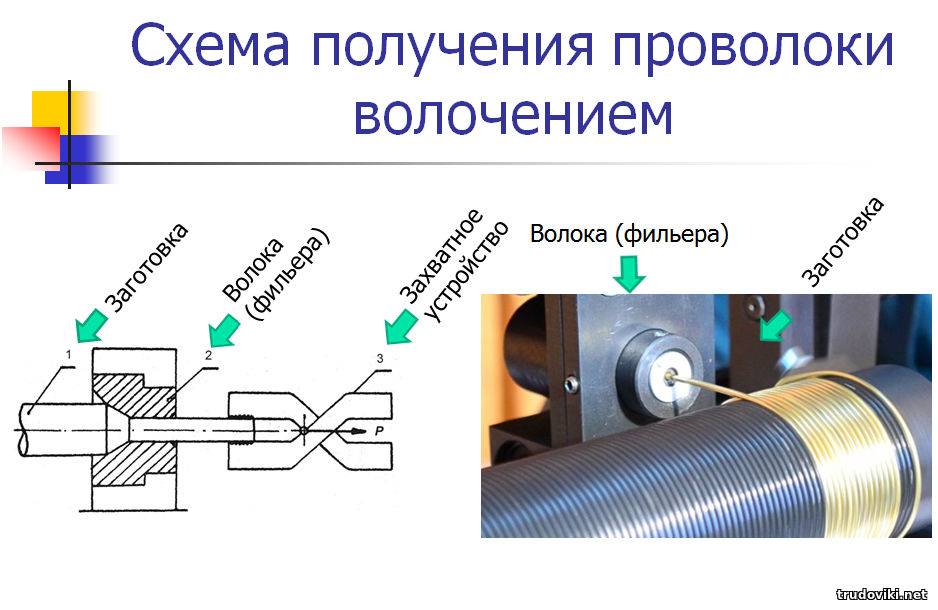 Продукцию отличает стабильный химический состав, жесткость соответствует всем европейским стандартам, качество сварки удовлетворяет основным критериям. Наибольшей популярностью пользуется марка стальной омедненной проволоки ER70-6, являющейся аналогом СВ-08ГС-О.
Продукцию отличает стабильный химический состав, жесткость соответствует всем европейским стандартам, качество сварки удовлетворяет основным критериям. Наибольшей популярностью пользуется марка стальной омедненной проволоки ER70-6, являющейся аналогом СВ-08ГС-О.
АльфаМаг
AlfaMag — компания, работающая в сфере сварочных материалов и оборудования. Предприятие предлагает качественную продукцию по экономически выгодным ценам, что делает ее востребованной как у индивидуальных пользователей, так и сотрудников небольших и крупных предприятий. Среди широкого ассортимента проволоки для автоматической и полуавтоматической сварки особой популярностью пользуется проволока Alfa Mag SG2.
БИЗОН
BIZON — предприятие из Китая, продукция которого прекрасно зарекомендовала себя на российском рынке. Мастерам предлагаются широко известные марки проволоки СВ-08Г2С и СВ-08ГА. Продукция успешно используется как «домашними» исполнителями, так и профессиональными сварщиками на строительных и производственных площадках, в цеху.
АСФ
Проволока сварочная Farina ER70S-6 0,8 мм — 5kg. Фото Сварочные Технологии
Компания «ASF welding» специализируется на выпуске материалов для сварки под торговой маркой ASF/АСФ. Сотрудниками предприятия разрабатывается проволоки с улучшенными характеристиками, поставками которых занимаются многие компании, в том числе и в России.
Yichen
Компания «Yichen» является ключевым производителем сварочной проволоки в Китае. Обширный опыт работы позволяет предприятию предоставлять широкий спектр продукции для работы с мягкими, низколегированными и высокопрочными сталями, для твердосплавных покрытий. Материалы обладают превосходной свариваемостью и подходят для всех видов сварочных аппаратов.
Стоит отметить, что многие китайские производители занимаются разработкой русскоязычных сайтов, на которых представлена актуальная информация.
Беларусь
В республике Беларусь присутствует достаточно много предприятий, предлагающих материалы для сварки. Производственный рынок отличается присутствием ярко выраженного лидера отрасли, а также нескольких компаний, выпуск проволоки у которых не является основным направлением деятельности.
Производственный рынок отличается присутствием ярко выраженного лидера отрасли, а также нескольких компаний, выпуск проволоки у которых не является основным направлением деятельности.
Оливер
ООО «Оливер» — крупнейший производитель и поставщик сварочных материалов в РБ. С 2008 года предприятие располагает собственными цехами, оснащенными уникальным оборудованием. Квалифицированные кадры используют в работе современные технологии, что позволило заводу завоевать лидирующие позиции на рынке. Продукция для сварки и наплавки различных сталей пользуется спросом во многих странах.
БМЗ
Белорусский металлургический завод (БМЗ) — холдинг, включающий в себя несколько предприятий, каждое из которых специализируется на производстве и продаже определенных категорий продукции. Дополнительным направлением деятельности компании является выпуск нескольких марок проволоки для сварки: стальных и омедненных.
Южная Корея
Актуальность и уникальность разрабатываемой и производимой в Южной Корее продукции хорошо известна во всем мире. Не являются исключением и разработки в области сварочных технологий.
Не являются исключением и разработки в области сварочных технологий.
Hyundai
Hyundai Welding — мировой лидер в сфере производства оборудования и материалов для сварки. Предприятие, организованное в 1975 году, выпускает проволоку сплошного сечения и порошковую. Производственные мощности располагаются не только в Южной Кореи, но в Китае и во Вьетнаме. Компания занимает лидирующие позиции благодаря наличию надежного оснащения, способного функционировать в сложных условиях, сохраняя высокую производительность. У сварщиков особенно востребованы следующие марки:
- Hyundai SM-70 — это омедненная проволока для углеродистых и низколегированных сталей в среде защитных газов;
- Hyundai Supershield 11 — самозащитная порошковая проволока, предназначенная для прихватки и сварки конструкций общего назначения и для соединения гальванопокрытых сталей;
- Hyundai SM-308 активно применяется для сварки нержавеющих сталей;
- Hyundai Supercored 71 используется для сварки углеродистых и низколегированных сталей во всех положениях;
- Hyundai Supercored 71H — сварочная проволока для низколегированных, углеродистых и высокопрочных сталей;
- Hyundai SC-91 LT — порошковая проволока для высокопрочных сталей с использованием защитного углекислого газа.

Результаты сварки с проволокой Hyundai SM-70 продемонстрированы в видео.
Kiswel LTD
Корпорация «Kiswel LTD» основана в 1969 году, является ведущим производителем высококачественных материалов широкого применения. Заводы компании располагаются в Южной Корее, США и Малайзии. Проволока является одной из самых качественных в мире, поэтому спрос на нее очень высок, применяется для газовой и флюсовой, полуавтоматической и автоматической сварки.
США
Низкоуглеродистая сварочная проволока SuperArc L-56 Lincoln Electric
Крупнейшая экономика мира предлагает широкий ассортимент продукции, находящей применение во многих странах. Американские производители предлагают широкий выбор решений в сфере сварочных технологий.
Линкольн
Компания «Lincoln Electric» производит обширный сортамент оборудования и материалов разных типов. Проволока для MIG/MAG технологии гарантирует стабильное горение дуги, отличается высокой производительностью и хорошей подаваемостью, пригодна для работы с высококачественными сталями. Порошковые проволоки используются для решения различных задач: от стандартного производства до сложных инженерных проектов.
Hobart Brothers
Hobart Brothers выпускает обширный ассортимент материалов для сварки, особое внимание следует уделить сплошной, порошковой и бесшовной, а также проволоке для сварки алюминия. Продажей продукции занимается исключительно официальные представители предприятия, которые присутствуют во многих странах.
Италия
Промышленное производство Италии представлено на международном торговом рынке несколькими крупными предприятиями.
Проволока алюминиевая сварочная QUATTRO ELEMENTI 770-391. Фото 220Вольт
Компания «Quattro Elementi» производит надежную и качественную продукцию. Обширный перечень проволоки: нержавеющая, флюсовая, алюминиевая и омедненная — позволяет осуществлять работы с изделиями из разных материалов. Флюсовые прутки пользуются высоким спросом, так как обладают особым строением — полый цилиндр, внутри которого находится порошок, предотвращающий попадание воздуха на металл, формирует и легирует шов. Некоторые марки признаются сварщиками лучшими, обеспечивающими нужный результат, например, Quattro Elementi 770-407.
Обширный перечень проволоки: нержавеющая, флюсовая, алюминиевая и омедненная — позволяет осуществлять работы с изделиями из разных материалов. Флюсовые прутки пользуются высоким спросом, так как обладают особым строением — полый цилиндр, внутри которого находится порошок, предотвращающий попадание воздуха на металл, формирует и легирует шов. Некоторые марки признаются сварщиками лучшими, обеспечивающими нужный результат, например, Quattro Elementi 770-407.
Telwin — итальянская компания, являющаяся экспертом в производстве аппаратов для сварки и резки, а также одним из ведущих мировых производителей расходных материалов. Применение инноваций, постоянные исследования, передовая система организации работы способствуют разработке новейших эффективных решений. Многие мастера по достоинству оценили качество и надежность сварочных проволок: стальных, алюминиевых, медных и нержавеющих, которые поставляются в пластиковых катушках.
Novofil S.r.l. (Novofil Welding Wire) — одно из крупнейших производителей сварочной проволоки для работы с изделиями из низколегированных, нержавеющих, малоуглеродистых сталей, а также из алюминия и алюминиевых сплавов. Некоторые марки производятся нескольких видов, с разным покрытием: медное или бронзовое. Основной акцент делается на обеспечении высокого качества продукции и максимальной гибкости в отношении требований каждого клиента и рынка в целом.
Некоторые марки производятся нескольких видов, с разным покрытием: медное или бронзовое. Основной акцент делается на обеспечении высокого качества продукции и максимальной гибкости в отношении требований каждого клиента и рынка в целом.
Польша
Польша — страна больших экономических возможностей, несмотря на это производство сварочной проволоки не развивается. Поэтому предлагаем ознакомиться с компаний «Gold Line», выпускающей материалы для низколегированных конструкционных и углеродисто-марганцевых сталей. Реализацией продукции польского завода занимаются поставщики из Республики Беларусь.
Швеция
ESAB OK Autrod 12.64 — сплошная омедненная проволока, легированная 1,7%Mn, применяется для полуавтоматической сварки углеродистых и низколегированных сталей. Фото Сварочные Технологии
ESAB
В Швеции располагается производство и головной офис наиболее известного производителя оборудования и материалов для сварки — ESAB. Лидер рынка предлагает качественную продукцию, которая находит признание мастеров практически во всех странах мира. В ассортименте присутствуют различные типы материалов, востребована полированная проволока от шведского производителя. Использование новых методов работы и современных решений позволяет предлагать широкий ассортимент проволоки для сварки низколегированных, низкоуглеродистых и нержавеющих сталей, для никелевых сплавов и чугуна. Более чем 20 предприятий компании ESAB успешно работают в Европе, Америке, Азии.
В ассортименте присутствуют различные типы материалов, востребована полированная проволока от шведского производителя. Использование новых методов работы и современных решений позволяет предлагать широкий ассортимент проволоки для сварки низколегированных, низкоуглеродистых и нержавеющих сталей, для никелевых сплавов и чугуна. Более чем 20 предприятий компании ESAB успешно работают в Европе, Америке, Азии.
Elga
Компания «Elga» основана в 1938 году, предлагает все типы сварочных материалов. Проволока применяется в основном для работы с ответственными конструкциями, что делает юридические лица основными потребителями продукции, характеризующейся высоким качеством и отличными характеристиками. Завод располагает современным оборудованием, исследовательским центром и лабораторией, специалисты которых работают над созданием новых решений.
Индия
Нержавеющая сварочная проволока Alfa Global ER 347Si. Фото Сварочные Технологии
Несмотря на ориентированность на производство сельскохозяйственных культур в Индии присутствуют компании, занимающиеся выпуском сварочных материалов. Одним из таких предприятий является «ALFA GLOBAL» — компания, специалисты которой предлагают сварщикам нержавеющую, омедненную и хромоникелевую проволоку. Продукция имеет обширную сферу применения, обладает отличными сварочными характеристиками и и хорошими качествами соединения.
Одним из таких предприятий является «ALFA GLOBAL» — компания, специалисты которой предлагают сварщикам нержавеющую, омедненную и хромоникелевую проволоку. Продукция имеет обширную сферу применения, обладает отличными сварочными характеристиками и и хорошими качествами соединения.
SELLER — индийская компания, предлагающая несколько марок сварочной проволоки для нержавеющих сталей. Специальная обработка способствует созданию стабильной дуги и отличной подачи. Продукция относится к тому же ценовому сегменту, что и материалы ДЕКА. Но по мнению некоторых специалистов обладает лучшим качеством.
Основанная в 1994 году компания Stanvac-Superon Group является лидером рынка Индии по производству сварочных материалов. Широкий ассортимент порошковой проволоки, а также присадочных материалов сплошного сечения пользуются спросом не только на внутреннем рынке, но и за рубежом. Поэтому продукция торговой марки Superon экспортируется в более чем 70 стран.
Украина
На украинском рынке производства сварочной проволоки присутствует большое количество предприятий, сотрудники которых занимаются разработкой, выпуском и продажей качественной продукции. Результаты работы специалистов востребованы далеко за пределами Украины.
ООО «Витаполис» предлагает продукцию под торговой маркой ХОРДА. Ассортимент включает популярные марки проволоки для автоматической и полуавтоматической сварки, для работы с углеродистыми и низколегированными, высокопрочными, нержавеющими и жаростойкими сталями. Производственная программа выполняется на современном европейском оборудовании.
ООО НПФ «Элна» основана в 1993 году учеными Института электросварки им. Е.О. Патона. Фирма работает в нескольких направлениях, основным является изготовление порошковой проволоки общего и специального назначения для сварки, наплавки, напыления. В распоряжении сотрудников предприятия имеется современное оборудование, обеспечивающее высокую производительность и значительные объемы выпускаемой продукции.
Компания «Стандарт Плюс» располагает собственными производственными мощностями, высокая производительность которых позволяет выпускать сварочную нержавеющую и низкоуглеродистую проволоку диаметром от 0,18 до 6,0 мм.
При выборе торговой марки сварочной проволоки не стоит забывать о производителях сварочных электродов, большая часть которых предлагает и проволоку.
Популярные марки
Проволока нержавеющая MIG ER-308LSi (1 кг; 0.8 мм) Кедр. Фото ВсеИнструменты.ру
Существует более 70 марок сварочной проволоки, которые обладают индивидуальными характеристиками, например, имеют различную норму расхода. некоторые из которых пользуются особой популярностью. Повышенный спрос на присадочные материалы некоторых разновидностей приводит к тому, что сразу несколько производителей специализируется на их выпуске.
СВ08Г2С
Проволоку марки СВ08Г2С нередко называют универсальной. Она используется для работы с углеродистыми и низколегированными сталями, подходит для новичков и профессионалов сварки.
И прочие
Порошковая самозащитная проволока E71T-GS предназначена для полуавтоматических сварочных аппаратов MIG/MAG.
ER-308LSi — нержавеющая сварочная проволока, предназначенная для работы со сталями соответствующего типа.
SG2 — омедненная проволока для сварки низкоуглеродистых и низколегированных сталей в среде защитного газа.
ER70S-6 — омедненная легированная проволока для сварки низколегированных и углеродистых сталей.
Не стоит недооценивать менее популярные, узкоспециализированные виды и марки проволоки. Сварка титана и его сплавов подразумевает использование специальных расходных материалов, только применение титановой проволоки обеспечивает качественный результат, популярной маркой является ВТ1-Св00.
Чугун является привередливым металлом, трудно поддается обработке, поэтому необходимо выбирать предназначенные для работы с ним материалы, например, проволоку ПАНЧ-11.
Где купить оптом и в розницу
Крупные производители имеют широкую сеть филиалов и представительств. Поэтому реализацией продукции занимаются не только изготовители, но поставщики. Некоторые предприятия, специализирующиеся на оптовой и розничной продаже, представлены в отдельном разделе нашего сайта. На официальных сайтах поставщиков представлена не только актуальная информация о продукции, но и прайс-лист в виде таблица, а также условия доставки и оплаты.
Поэтому реализацией продукции занимаются не только изготовители, но поставщики. Некоторые предприятия, специализирующиеся на оптовой и розничной продаже, представлены в отдельном разделе нашего сайта. На официальных сайтах поставщиков представлена не только актуальная информация о продукции, но и прайс-лист в виде таблица, а также условия доставки и оплаты.
Оборудованине для меднения проволоки и производства сварочной проволоки
ОМЕДНЕНИЕ ПРОВОЛОКИ
ЛАТУНИРОВАНИЕ СТАЛЬНОЙ ПРОВОЛОКИ
ЦИНКОВАНИЕ ПРОВОЛОКИ
ГОРЯЧЕЕ ЦИНКОВАНИЕ СТАЛЬНОЙ ПРОВОЛОКИ
ЭЛЕКТРОЛИТИЧЕСКОЕ ЦИНКОВАНИЕ СТАЛЬНОЙ ПРОВОЛОКИ
НАНЕСЕНИЕ ЦИНК- АЛЮМИНИЕВОГО СПЛАВА НА ПРОВОЛОКУ
КОМПЛЕКТУЮЩИЕ ЛИНИЙ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОВОЛОКИ
Технологическое описание линии производства сварочной проволоки с медным напылением (без напыления)
Общие требования
Линия производства сварочной проволоки с медным напылением сырье 5.5 мм ER-50-6 ER70S-6 стальная проволочная заготовка, используемая при проведении сварки, готовый продукт – это чистая скрученная спираль 0. 8 мм, 1.0 мм, 1.2 мм, 1.6 мм.
8 мм, 1.0 мм, 1.2 мм, 1.6 мм.
Технологический план
- Линия предварительной обработки стальной проволоки (осуществляется предварительная обработка поверхности стальной проволоки, удаление окисного покрытия шлифовкой с шлифовальным листом, покрытие борным составом и сушка), 1 линия.
- Волоченый станок + намоточное устройство в форме буквы Н (диаметр материала после обработки поверхности 5.5 мм, после волочения диаметр заготовки становится 2.0 мм, 1 линия
- Волочильный станок
- Линия очищения поверхности сварочной проволоки с медным напылением, шлифовки, 1 линия
- Устройство слойного скручивания сварочной проволоки для сварки в среде защитного газа
Внешний вид производственной линии предварительной обработки стальной проволоки.
Спецификация производственной линии предварительной обработки стальной проволоки
| Устройство оборудования | Раскаточный станок в виде клюва утки, устройство безопасного отключения, устройство механического вылущивания, шлифовальный аппарат, промывочная ванна, устройство нанесения борного покрытия, сушка горячим воздухом. |
|---|---|
| Применение | Для окисления, полировки поверхности проволоки, нанесения тинкала, для увеличения гладкости проволоки, для облегчения последующих работ. |
| Диаметр обрабатываемой проволоки | Ø 5,5 – 6,5 мм |
| Способ выдачи проволоки | Горизонтальный раскаточный станок в виде клюва утки, эффективно препятствует завязыванию узлов. |
| Устройство безопасного отключения | Препятствует спутыванию, соединен с волочильным станком. |
| Устройство механического вылущивания | 4 вылущивающих круга, вылущивание окисного покрытия происходит в двух направлениях. |
| Шлифовка шлифовальным листом | 7.5KWX2 электродвигатель, двухсторонняя полировка и удаление окисного покрытия. |
| Промывочная ванна | Чистка и предварительный нагрев проволоки |
| Устройство нанесения борного покрытия | Смазывание внешней поверхности проволоки производится с помощью материала определенной пластичности, которое тянется вместе с проволокой, легко абсорбируемое, для повышения качества смазки. |
| Сушка горячим воздухом | Применяется сушка горячим воздухом, мощность оборудования 10 кВт |
Механический окалиноломатель
Спецификация лентошлифовальнй машины
| Название оборудования | Линии шлифовки и очистки сварочной проволоки с медным напылением |
|---|---|
| Устройство | Промывочная ванна, промывание под высоким давлением, ванная активации, акведук, промывка, сушка горячим воздухом, окраска (для неомедненной сварочной проволоки), антикоррозийный (для неомедненной сварочной проволоки) тяговый механизм, устройство натяжения, намоточный комплекс. |
| Применение | Для сварочной проволоки для сварки в среде защитного газ, для полировки для неомедненной сварочной проволоки |
| Количество проводов Количество выходящей проволоки | Один провод для работы намоточного механизма проволоки |
| Диаметр намоточного барабана | 350 мм |
| Диаметр проволоки при входе | Ø 2,4 – 1,8 мм |
| Диаметр проволоки при выходе | Ø 2,0 – 0,8 мм |
| Напряженность проволоки при входе | ≤600 мПа |
| Самая высокая скорость | 15 м/с |
| Размер пресс-формы | Ø 40 мм × 30 |
| Направление устройства | Слева направо |
| Способ подачи проволоки | 800 двутавровая трассировка |
| Способ намотки проволоки | Круг подачи серии 630 |
| Рихтовка готовой продукции | Без рихтовки |
| Износостойкость | Место состыковки с проволоки с вращающейся частью обрабатывается методом распыления карбида вольфрама |
| Пресс-форма | Принужденное скольжение пресс-формы сохраняет энергию на 5 % |
| Акведук | 316 литров нержавеющей стали, долгопрочной |
| Растяжение проволоки при выходе | Ротационная форма, которая способствует устранению изъянов во время производства, повышающая качество проволоки |
| Скорость растяжения | 15 м/с |
| Каркас | Стальной лист и прямоугольные трубы, сваренные в моноблок |
| Устройство безопасности | Защитный чехол, проверка при остановке работы оборудования |
| Тормоз | Пневматический тормоз |
| Способ расположения поволоки на намоточном устройстве | Электродвигатель с частотным преобразователем скорости на намоточном устройстве проволоки |
| Верхний, нижний диски Н-образного круга | Пневматический диск, механическая блокировка |
| Электрощитовой шкаф | Графовая структура,уровень защиты IP54 |
| Электросистема | Управление ПЛК, набор на сенсорном экране, удобный и простой в использовании ПЛК |
| Контроль потребления электроэнергии | Оснащен счетчиком |
| Сертификация продукта | CE |
Все емкости с использованием рабочего резервуара и бака хранения являются единой структурой, в которых жидкость циркулирует с помощью насоса. Количество проводов ванны соответствует одному проводу сварочной проволоки для сварки в среде защитного газа.
Количество проводов ванны соответствует одному проводу сварочной проволоки для сварки в среде защитного газа.
Примечание: Силовые и коммуникационные кабеля производственной линии приобретаются отдельно.
Линия волочения
| Тип оборудования | Волочильный станок 560 | Волочильный станок 400 |
|---|---|---|
| Диаметр намоточного барабана | 560 мм | 400mm |
| Первое волочение | 7 | 8 |
| Диаметр входящей проволоки | Ø 5,5 мм | Ø 2,4 – 1,8 мм |
| Диаметр выходящей проволоки | Ø 2,5 – 2,0 мм | Ø 0,8 – 1,2 мм |
| Напряженность входящей проволоки | ≤600 мПа | ≤800 мПа |
| Самый высокий коэффициент сжатия | 87% | 85% |
| Самая высокая скорость | Седьмой участок 10 м/с (первичная обработка) | Восьмой участок 15 м/с (шестой участок 10 м/с) |
| Мощность | Мощность каждого участка с первого по седьмой 22 кВт, мощность головной части 15 кВт | Волочильный станок состоит из 8 участков, мощность каждого участка 11 кВт, мощность головной части 11. 0 кВт 0 кВт |
| Размер пресс-формы | Ø 40 мм × 30 | Ø 40 мм × 30 |
| Способ размещения намоточного барабана | Первый участок линейного типа, далее наклонного типа | Начало машинной выработки наклонного типа |
| Направление оборудования | Слева направо | Слева направо |
| Способ подачи проволоки | После прохождения первичной обработки поступает в установку | 800 двутавровая трассировка |
| Способ намотки проволоки | Круг в виде буквы Н 800 | Круг в виде буквы Н 630 |
| Рихтовка готовой продукции | Без рихтовки | Без рихтовки |
| Износостойкость | Место состыковки с проволоки с вращающейся частью обрабатывается методом распыления карбида вольфрама | Место состыковки с проволоки с вращающейся частью обрабатывается методом распыления карбида вольфрама |
| Пресс-форма | Принужденное скольжение пресс-формы сохраняет энергию на 5 % | Принужденное скольжение пресс-формы сохраняет энергию на 5 % |
| Охлаждение намоточного барабана | Распыление холодной воды+ концентрированное воздушное охлаждение | Распыление холодной воды+ концентрированное воздушное охлаждение |
| Способ охлаждения пресс-формы | Прямое охлаждение водой | Прямое охлаждение водой |
| Компенсатор | Встроенный | Нет |
| Каркас | Стальной лист и прямоугольные трубы, сваренные в моноблок | Стальной лист и прямоугольные трубы, сваренные в моноблок |
| Вес одной единицы | 1. 98T 98T | 1.15T |
| Устройство безопасности | Защитный чехол,проверка при остановке работы оборудования | Защитный чехол,проверка при остановке работы оборудования |
| Удаление пыли | Закладное отверстие | Закладное отверстие |
| Освещение | Каждая часть оборудования оснащена освещением | Каждая часть оборудования оснащена освещением |
| Тормоз | Пневматический тормоз | Пневматический тормоз |
| Способ расположения проволоки на намоточном устройстве | Электродвигатель с частотным преобразователем скорости на намоточном устройстве проволоки | Электродвигатель с частотным преобразователем скорости на намоточном устройстве проволоки |
| Верхний, нижний диски Н-образного круга | Пневматический диск, механическая блокировка | Пневматический диск, механическая блокировка |
| Электрощитовой шкаф | Графовая структура,уровень защиты IP54 | Графовая структура,уровень защиты IP54 |
| Электросисистема | Поэтапная система, PROFIBUS-DP кабель для полевой шины | Поэтапная система, PROFIBUS-DP кабель для полевой шины |
| Контроль потребления энергии | Оснащен счетчиком электроэенргии | Оснащен счетчиком электроэенргии |
| ПЛК | Производство компании Siemens 300PLC | Производство компании Siemens 300PLC |
| Сенсорный экран | 5. 7 дюймовый сенсорный экран производства компании Siemens 7 дюймовый сенсорный экран производства компании Siemens | 5.7 дюймовый сенсорный экран производства компании Siemens |
| Электродвигатель с частотным преобразователем | Производство компании Hengda Motor | Производство компании Hengda Motor |
| Низковольтная аппаратура | Производство компании Schneider | Производство компании Schneider |
| Частотный преобразователь | Производство компании Siemens | Производство компании Siemens |
| Сенсор | Производство компании Shanghai Baolan | Производство компании Shanghai Baolan |
| Сетевой интерфейс | По выбору за дополнительную плату | По выбору за дополнительную плату |
| Обслуживание проводки | Линия контроля предоставляется компанией производителем, провода и кабеля предоставляются клиентом.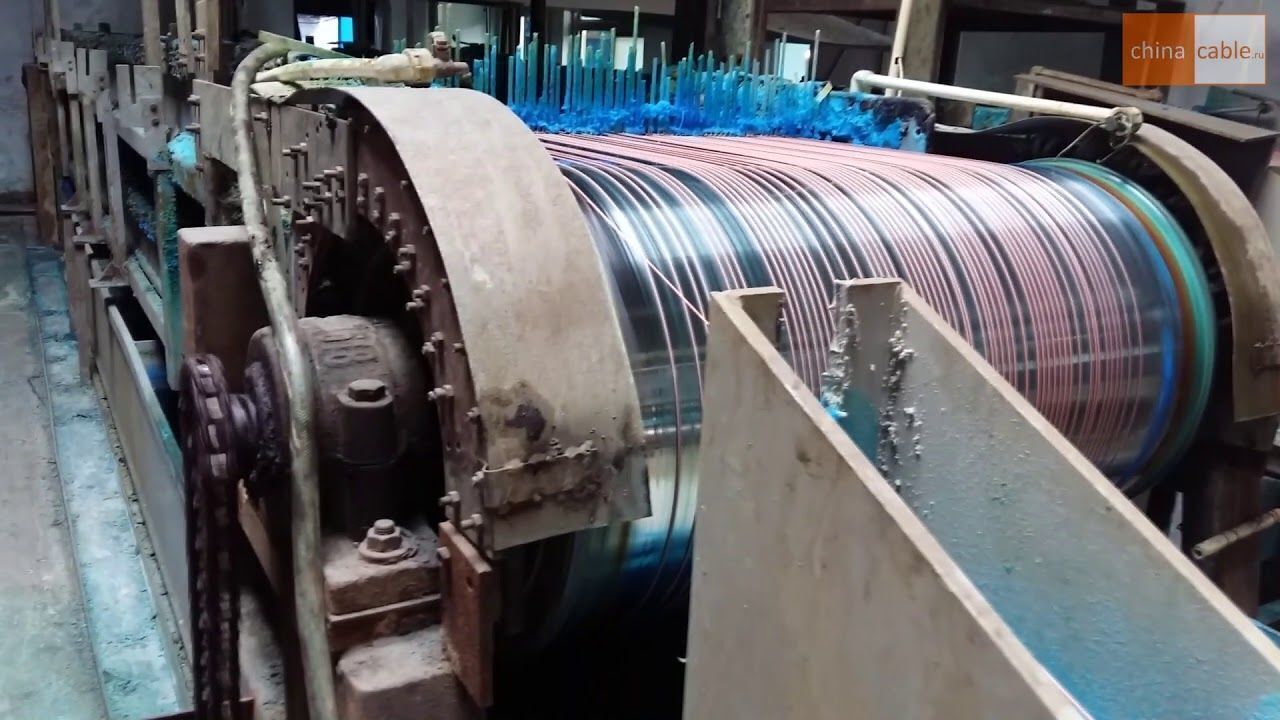 | Линия контроля предоставляется компанией производителем, провода и кабеля предоставляются клиентом. |
Перемотчик сварочной проволоки на катушки
(намоточное устройство) (шкаф электроуправления) (устройство натяжения в середине) (устройство подачи проволоки)
Спецификация
| Устройство слойного скручивания сварочной проволоки для сварки в среде защитного газа | |
| Применение | Для производства слойного скручивания сварочной проволоки для сварки в среде защитного газа |
|---|---|
| Диаметр скрученной проволоки | Ø 0,8 – 2,0 мм |
| Вид упаковки для намоточной проволоки | Намотка на пластмассовый диск |
| Самая высокая скорость | 20 м/с |
Намоточное устройство | |
| Электрическое намоточное устройство | Электродвигатель с частотным преобразователем производства компании Hengda Motor 5,5 кВт |
| Зажим намоточного диска | Оборудование подходит для использования со стандартным зажимом намоточного диска серий D200, D270, D300, упаковка по 20 кг слойным скручиванием |
| Рихтовщик | Используется совместно с 26-и колесным,V-образным, двунаправленным рихтовщиком, подходящим для сварочной проволоки для сварки в среде защитного газа |
| Наложение проволоки | Сервомеханизм управления наложения проволоки производства Hengda Motor, автоматическое управление моделирования угла опаздывания |
| Общий вес | Автоматическое взвешивание, автоматическое слойное скручивание, автоматическая остановка при достижении нужного веса |
| Установка параметров | С помощью ввода на сенсорном экране |
Устройство подачи проволоки | |
| Электрическое устройство подачи проволоки | 18,5 кВт (для круга подачи серии 630) электрическая машина частотного управления производства компании Hengda Motor |
| Н-образный круг подачи проволоки | Круг подачи серии 630, эскиз круга подачи предоставляется клиентом, подтверждается двумя сторонами |
| Мотание поволоки | Функция смещения проволоки каждого мотка 1 |
Устройство натяжения в середине | |
| Контроль натяжения | Автоматическое регулирование постоянного натяжения с помощью датчика перемещения обратной связи с пневматическим блоком |
| Способ вычисления общего веса | Энкодер, точное вычисление общего веса |
| Датчик сдвига | Производство компании Shanghai Hailan |
| Обод натяжения | Материал технический нейлон, высокоустойчивый, износостойкий, диаметр обода 240 мм |
Шкаф электроуправления | |
| ПЛК | Производство компании Delta |
| Частотный преобразователь | Производство компании Delta |
| Низковольтная аппаратура | Производство компании Schneider |
| Сертификация продукта | Сертификат CE |
Производство сварочной проволоки: типы и оборудование
Для выполнения большинства сварочных процессов необходимо использовать присадочный материал : если в прошлом обычно выбирались электроды с покрытием, то сварка проволокой в настоящее время значительно эволюционировала и находит все более широкое применение заменить процесс с использованием электродов.
Сварочная проволока поставляется в практичных бобинах и не требует перерывов в работе, замены материала или удаления отходов во время процессов сварки и пайки , что делает их обоих намного проще в исполнении , а также более производительными .
В этой статье мы даем более подробное представление о продукте, от различных типов проволоки для сварки и пайки до производства на металлообрабатывающих станках.
Что такое сварочная проволока и для чего она используется
В отличие от прямой сварки , где для соединения двух материалов используется только тепло, сварка проволокой включает другой присадочный материал по отношению к основному металлу и поставляется в катушки с непрерывной проволокой , от которого происходит этот термин.
Существует два типа металлической проволоки для процессов сварки и пайки :
– Сплошная сварочная проволока , которая может состоять из различных типов металла (сталь, медь, серебро, олово и т. д.). Сварка сплошной проволокой достигается путем сочетания добавления активного или инертного газа , обеспечиваемого сварочным инструментом или горелкой, который защищает материал от окисления.
д.). Сварка сплошной проволокой достигается путем сочетания добавления активного или инертного газа , обеспечиваемого сварочным инструментом или горелкой, который защищает материал от окисления.
– Порошковая проволока , который обычно состоит из полого металлического наполнителя, внутри которого вставлены соединения металлических порошков ; по мере плавления проволоки она компенсирует подачу газа извне и соответственно защищает поверхность сварного шва.
Металлические сплавы, используемые для сварочной проволоки
Следует пояснить еще один важный момент: операции сварки и пайки металлической проволокой различаются в основном своей рабочей температурой . При пайке используется наполнитель из металлического сплава с температура плавления значительно ниже , чем у обрабатываемых металлов, чтобы сохранить их целыми, а гарантировать, что они не расплавятся вместе со сварочным сплавом .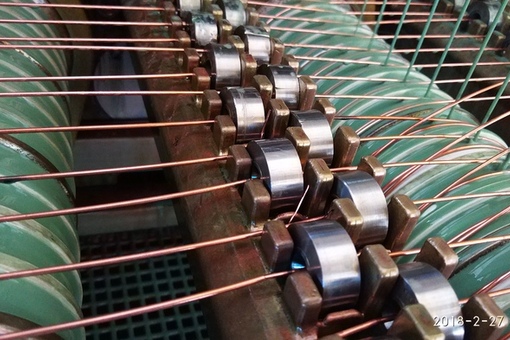
По этой причине пайка пайкой также используется в других областях, кроме промышленных секторов , в зависимости от того, требуется ли мягкая или сильная пайка , последняя также называется пайка пайкой .
Сплавы серебра входят в число наиболее универсальных сплавов для сварки и пайки , широко используется как для черных, так и для цветных металлов . Эти провода состоят из части из серебра и смеси различных материалов, таких как медь , марганец, никель или олово , каждый из которых обладает особыми свойствами.
Вообще говоря, проволока для сварки и пайки сплава серебра работает плавно с высокой коррозионной стойкостью, текучестью и капиллярностью на этапе заполнения.
Способ производства сварочной проволоки
Независимо от конкретной ситуации и требований, качество изготовления проволоки для сварки и пайки играет ключевую роль в успехе конечного продукта.
Сварочная проволока может производиться:
– Обжатие катанки: этот метод используется для производства сплошной сварочной проволоки . В зависимости от своих химико-физических характеристик катанка обрабатывается на волочильных или прокатных машинах для уменьшения ее толщины и диаметра.
– Формование металлических полос: это предпочтительный метод при производстве порошковой проволоки , поскольку он улучшает механические характеристики полуфабриката, а также снижает затраты и отходы , связанные с процессом волочения.
На самом деле, чаще всего проволока для сварки и пайки производится посредством процессов волочения металла : здесь вы можете увидеть, почему холодная прокатка металла может быть лучшей альтернативой.
Производство проволоки методом холодной прокатки позволяет решить проблемы, вызванные вытяжкой , которая может вызвать скручивание материала из-за многократных проходов между машинами; более того, холодная прокатка металла поддерживает однородное кристаллическое зерно и устраняет дефекты в процессе литья , такие как дыры и пористость.
INVIMEC: индивидуальные решения для сварочной проволоки
Благодаря нашему опыту в области обработки металлов , полученный за более чем 60 лет работы в отрасли, в INVIMEC мы изучили нужды и требования производителей проволоки для пайки и пайки w , разработав конкретные решения для фазы холодной прокатки , которая имеет решающее значение для качества производства проволоки .
Наш тандемный прокатный стан для сварочной проволоки, оснащенный самыми современными программами и алгоритмами, предусматривает строго контролируемую обработку , направленную на сокращение отходов и сокращение времени производства . У нас также есть специальный прокатный стан, предназначенный для производства проволоки из серебряного сплава, с автоматизированными системами на простота обращения с катушками для проволоки .
Свяжитесь с нами, чтобы построить собственную линию по производству проволоки для сварки и пайки !
Производство сварочной проволоки — GMAW — GTAW — FCAW
Введение
Использование сварочной проволоки быстро растет и в последние годы всегда заменяло старые методы. Эти методы обладают высокой эффективностью и скоростью и смогут выполнять сварку в роботизированном режиме. Это свойство очень важно, поскольку многие отрасли промышленности с большим тиражом продукции, такие как автомобилестроение, строительство тяжелых конструкций, резервуаров, труб и т. д., обратились к использованию роботизированной сварки из-за ее многочисленных преимуществ.
Эти методы обладают высокой эффективностью и скоростью и смогут выполнять сварку в роботизированном режиме. Это свойство очень важно, поскольку многие отрасли промышленности с большим тиражом продукции, такие как автомобилестроение, строительство тяжелых конструкций, резервуаров, труб и т. д., обратились к использованию роботизированной сварки из-за ее многочисленных преимуществ.
Этот метод также можно использовать при сварке всех ферросплавов и неферросплавов соответствующей сварочной проволокой. Далее мы представим методы производства различных типов сварочной проволоки, состоящей из:
— Проволока для дуговой сварки металлическим электродом в среде защитного газа (GMAW)
— Проволока для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW)
— Проволока для дуговой сварки под флюсом ( SAW)
Волочение проволоки Определение
Волочение — это процесс формирования металла, используемый для уменьшения поперечного сечения и увеличения длины заготовки. Этот процесс связан с силой растяжения, которая отличает его от других процессов обработки металлов давлением, таких как экструзия, ковка и т. д. В этом процессе заготовка с большим поперечным сечением вынуждена пройти через матрицу, которая имеет меньшее отверстие по сравнению с площадью поперечного сечения заготовки. Это пластически деформирует заготовку, уменьшая площадь ее поперечного сечения и увеличивая ее длину. Этот процесс используется для изготовления проволоки, стержней, труб и т. д. (рис. 9).0003 A4 )
Этот процесс связан с силой растяжения, которая отличает его от других процессов обработки металлов давлением, таких как экструзия, ковка и т. д. В этом процессе заготовка с большим поперечным сечением вынуждена пройти через матрицу, которая имеет меньшее отверстие по сравнению с площадью поперечного сечения заготовки. Это пластически деформирует заготовку, уменьшая площадь ее поперечного сечения и увеличивая ее длину. Этот процесс используется для изготовления проволоки, стержней, труб и т. д. (рис. 9).0003 A4 )
Сырье для производства сварочной проволоки
На рисунке ниже показан весь процесс производства горячекатаной спиральной проволоки, эта проволока используется в качестве сырья для производства сварочной проволоки (рис. B4). ).
Пыль или другие частицы окалины должны быть удалены со стержня перед волочением. Этот процесс осуществляется кислотным травлением. подготовленная кожа ушла бросить рисовальную машину.
Важные элементы в производстве сварочной проволоки
В производстве сварочной проволоки есть два важных элемента, требующих особого внимания:
1-матрица
2-смазка
на матрицу воздействуют несколько нагрузок, поэтому коробка матрицы должна быть заполнена различными типами смазки, чтобы увеличить срок службы матриц.
В процессе волочения проволоки размер стержня из черных и цветных металлов уменьшается до различных размеров, включая сверхтонкую проволоку. Этот процесс осуществляется путем пропускания проволоки или проволок через ряд волочильных машин с одной или несколькими проволоками. Волочильные штампы, используемые в этих машинах, могут быть из карбида вольфрама, природного алмаза или синтетического алмаза, а тип используемого штампа выбирается в зависимости от типа вытягиваемого материала. Эти инструменты постоянно находятся в условиях высокой температуры из-за износа между проволокой и матрицами (рис. D 9).0003 4 )
В зависимости от метода производства следует учитывать выбор волок. При мокром волочении проволоки все волоки погружаются в смазку, а последующие вытягивания производятся на компактной машине с 9, 11 или 13 волоками. . Где, как и при сухом волочении проволоки, матрица помещается в коробку для матрицы, заполненную смазочным порошком ( FIG E4)
Как упоминалось ранее, производство волочения проволоки можно разделить на два основных метода: сухое волочение и мокрое рисунок. Как правило, прямолинейная машина для волочения проволоки является своего рода машиной для сухого волочения, проволока не погружается в смазочную жидкость. Эта волочильная машина имеет хорошую производительность благодаря более высокой скорости волочения при работе без перекручивания. Благодаря хорошим условиям охлаждения, низкому скручиванию и меньшему отклонению проволоки конечная проволока имеет хорошее качество.
Как правило, прямолинейная машина для волочения проволоки является своего рода машиной для сухого волочения, проволока не погружается в смазочную жидкость. Эта волочильная машина имеет хорошую производительность благодаря более высокой скорости волочения при работе без перекручивания. Благодаря хорошим условиям охлаждения, низкому скручиванию и меньшему отклонению проволоки конечная проволока имеет хорошее качество.
В отличие от сухого волочения, мокрое волочение отличается тем, что проволока пропитана смазочной жидкостью. Это обеспечивает хорошее состояние смазки и снижает силу трения между проволокой и оборудованием. Он идеально подходит для волочения тонкой проволоки из черных и цветных металлов.
Как упоминалось ранее, существуют различные способы производства различных типов проводов. Кроме того, постоянно обновляются станки для производства сварочной проволоки. Ниже приведены два распространенных метода производства различных типов сварочной проволоки с подробным описанием всех этапов.
1) Отжиг
Отжиг – это обычно термическая обработка, используемая для размягчения металла при холодной обработке. Во время холодной обработки металл может затвердеть до такой степени, что дальнейшая работа приведет к растрескиванию. Благодаря предварительному отжигу металла можно проводить холодную обработку без риска растрескивания. Это связано с тем, что отжиг снимает механические напряжения.
Например, для сварочной проволоки из низкоуглеродистой стали этот процесс включает нагрев стали до температуры чуть ниже нижней критической температуры (732.c) стали в течение 2-6 часов в зависимости от состояния проволоки.
существует ряд факторов, которые необходимо тщательно учитывать и контролировать. Одной из наиболее важных является атмосфера печи, которая окружает детали при их нагревании и охлаждении.
(рис. A6 ) показан образец печи для отжига низкоуглеродистых сталей и диаграмма температуры отжига в зависимости от содержания углерода.
Перед началом производственного процесса проводится испытание проволоки на растяжение. Высокая прочность проволоки, которая будет указана при испытании на растяжение, обусловит необходимость отжига для снижения прочности и повышения гибкости.
2) Травление
Травление – это процесс, используемый в металлообрабатывающей промышленности, при котором кислота используется для удаления посторонних веществ с поверхности металла. Травление — это завершающий процесс, при котором тяжелая оксидная корка или окалина удаляются химическим путем. Это делается путем погружения в ванну, называемую рассолом, из подходящих смесей кислот. Окалина образуется на поверхности железа или полосовой стали, стальной проволоки и некоторых других видов стали при горячей штамповке или термообработке на воздухе. Наиболее часто используемый раствор для обработки изделий из углеродистой стали с содержанием сплава менее или равным 6% содержит либо соляную (HCl), либо серную кислоту (h3SO4). Соляная кислота дороже, чем серная, но ее действие происходит намного быстрее при минимальных потерях основного металла. Это предотвращает образование головни и снижает опасность чрезмерного поражения.
Это предотвращает образование головни и снижает опасность чрезмерного поражения.
Целью этого процесса является удаление поверхностных оксидов, присутствующих на поверхности проволоки, для облегчения процесса волочения и продления срока службы штампов.
Этот процесс осуществляется путем погружения витков проводов в специальный иммерсионный раствор. В зависимости от типа проволоки этапы процесса, такие как количество дорожек и тип кислот, а также то, как поверхность будет нейтрализована после промывки, будут различаться (рисунок B6 ).
Спецификации растворов, заливаемых в дорожку, и шаги, которые необходимо выполнить для проволоки из углеродистой стали, могут быть следующими:
Стадия 1: На этой стадии змеевик помещается в канал, содержащий 40 % соляной кислоты и 60 % серной кислоты, на 10–15 минут.
Стадия 2: На этой стадии катушка помещается на путь, содержащий воду, 2 раза за 5 минут.
Стадия 3: На этой стадии катушка помещается в дорожку, содержащую гидроксид натрия в концентрации 3%. Этот раствор используется на заключительном этапе нанесения поверхностной нейтрализации.
Этот раствор используется на заключительном этапе нанесения поверхностной нейтрализации.
3) Линия волочения для производства сварочной проволоки
3-1) Линия волочения: Линия сухого волочения в 2 этапа (тонкий конечный продукт) (сварочная проволока MIG/MAG и TIG) проволока в два этапа достигнет нужного конечного диаметра и на ней будет выполнено меднение.
На первом этапе необходимо достичь диаметра первичного провода, который находится в диапазоне от 5 до 6 мм, до конечного диаметра 2-2,4 мм. Это возможно путем подбора количества блоков и матриц и процентного уменьшения диаметра каждой матрицы, как показано в (таблица 9).0003 С6 ).
На втором этапе проволока будет заряжаться от линии до достижения конечного диаметра (таблица C6 ).
Различные штампы и смазочные материалы использовались поэтапно из-за процентной доли площади обжатия и прочности проволоки на растяжение в каждом блоке.
Следует отметить, что в предлагаемом методе все используемые смазочные материалы представляют собой сухие порошковые смазки, за исключением последней станции, где перед вращающейся головкой используется масляный тип. Натуральное животное масло лалолин, также используемое в качестве окончательного покрытия перед последним нанесением на этапе 2, используется в качестве прохода через кожу. Конечный вес колеса, на который намотана сварочная проволока, составляет 800-1000 кг.
Натуральное животное масло лалолин, также используемое в качестве окончательного покрытия перед последним нанесением на этапе 2, используется в качестве прохода через кожу. Конечный вес колеса, на который намотана сварочная проволока, составляет 800-1000 кг.
Наконец, в заключительной части производства, сварочная проволока, полученная на втором этапе, которая наматывается на колесо, окупается, и машина принимает ее в катушке до 15-20 кг в качестве конечного продукта. А также для изготовления стержня TIG устройство для выпрямления проволоки используется после шага 2 в качестве конечной стадии производства (РИС. A7-1 ). Последняя стадия — это упаковка, которая является переменной, поскольку метод упаковки будет разделяться в состоянии 100% уплотнения или просто сопротивляйтесь снова простым повреждениям с термоусадкой и мультфильмом.
3-2) Сухое волочение: линия сухого волочения в 1 этап (толстый конечный продукт) (сварочная проволока под флюсом)
Как правило, для производства сварных проволок диаметром более 2,5 мм рекомендуется выполнять одноэтапное сухое метод волочения, как показано на блок-схеме B7 ). Сварочная проволока этого диапазона диаметров обычно используется для производства проволоки для дуговой сварки под флюсом.
Сварочная проволока этого диапазона диаметров обычно используется для производства проволоки для дуговой сварки под флюсом.
Порядок производства проволоки и виды упаковки из расчета на каждое изделие данным способом показаны на (РИС Е6 ).
Важные моменты в этом процессе:
- Контролируйте диаметр проволоки на всех этапах в соответствии с инструкциями, как в (Таблица C6 ).
- Удобная скорость рисования.
- Выберите правильный тип смазки в соответствии с типом штампа и процентом площади обжатия на каждой станции и скоростью волочения машин.
- Прежде чем начинать процесс рисования, убедитесь, что в каждый блок завернуто надлежащее количество кругов.
- Обеспечить надлежащее охлаждение блоков и других деталей оборудованием системы водяного охлаждения.
- Точность в правильном выполнении инструкций по подготовке резервуаров на производственной линии, включая порядок добавления химикатов и количество каждого, а также знание методов контроля и испытаний этих материалов в соответствии с план качества (FIG D6 ) .

- Все химические вещества, используемые на всех этапах производственной линии, такие как порошковые и масляные смазки и шкурки, а также составы, используемые в резервуарах (травление, кислота, промывка), специально разработаны, и эти материалы должны быть подготовлены в соответствии с их спецификациями.
1) Отжиг
Отжиг проволоки для производства проволоки MIG/MAG и прутков TIG методом мокрого волочения аналогичен сухому методу.
2) Травление
В этом разделе описывается другой метод травления, используемый при производстве сварочной проволоки методом мокрого волочения. Подобно предыдущему методу, это осуществляется путем погружения рулонов в 3 емкости с раствором. Эти этапы следующие:
2-1) Резервуар для кислоты
Операции травления проводов выполняются согласно инструкции для каждого вида проводов. На данный момент жгут проводов внутри резервуаров для кислоты содержит серную кислоту контролируемой концентрации и температуры, промытую в течение определенного периода времени. Состояние кислотных ванн, включая концентрацию кислоты и концентрацию ионов железа, измеряют ежедневно.
Состояние кислотных ванн, включая концентрацию кислоты и концентрацию ионов железа, измеряют ежедневно.
2-2) Промывка
Проволока промывается холодной водой под давлением после удаления из кислотной ванны для удаления оставшихся оксидных слоев. Затем войдите в резервуар с водой (PH=7) и погрузите в воду на 1 минуту. Если оксидные оболочки не удалены или наблюдается черная поверхность, операцию кислотной промывки повторяют снова.
2-3) Резервуар с бурой
На этом этапе промытую проволоку следует немедленно погрузить в резервуар с бурой (с контролируемой концентрацией и температурой) на 2–5 минут. В резервуаре с бурой при нагревании проволоки материал буры на поверхности будет осаждаться.
После выхода из последней емкости проволока должна находиться при температуре 100-200°С в течение 10-15 минут в сушильном шкафу с горячим воздухом. Целью данной работы является нанесение боракса на поверхность проволоки.
3) Линия мокрого волочения в 1 этап (конечный диаметр: 0,6–1,6 мм) (MIG/MAG и TIG)
Обычно для волочения проволоки с начальным диаметром от 5 до 7 мм первым этапом является сухое волочение (РИС. ). I6 ) показана компоновка машин для сухого волочения. Проволока, произведенная на этой линии, будет загружаться на линию мокрого волочения для получения конечного продукта толщиной 1,6, 1,2, 1 мм.
). I6 ) показана компоновка машин для сухого волочения. Проволока, произведенная на этой линии, будет загружаться на линию мокрого волочения для получения конечного продукта толщиной 1,6, 1,2, 1 мм.
В соответствии с блок-схемой C7 показана процедура мокрого волочения проволоки, выполняемая за один этап. Также количество штампов, используемых для достижения окончательных диаметров, также показано на (РИС. 9).0003 F6). Схема всей линии показана на (РИС. G6) .
3-1) Отдающее устройство
Функция машины заключается в разматывании полуфабриката металлической проволоки с двух катушек последовательно и в непрерывной подаче на машину мокрого волочения (РИС. H6 ).
3-2) Блок мокрого волочения
Функция машины заключается в волочении для уменьшения диаметра металлической проволоки.
Входная проволока машины должна быть изготовлена из низкоуглеродистой стали, необработанной или отожженной, диаметром от 1,8 до 2,3 мм в зависимости от диаметра выходной проволоки.
Волочильная машина Состоит из:
- сухой входной матрицы, которая уменьшает диаметр входной проволоки на 10-30% в зависимости от необходимости;
- десять вращающихся фильер внутри бака, разделенных между двумя узлами волочильного конуса: каждый шаг волочения приводит к среднему уменьшению диаметра проволоки на 17,2%;
- выходной вращающийся штамп, уменьшающий диаметр проволоки примерно на 16%;
Примечание: четыре конусных узла, из которых второй и четвертый снабжены цилиндрическими кольцами для волочения, а первый и третий, каждый из которых имеет центрирующее кольцо, выполняют функцию передачи.
Прочие компоненты машины включают:
- самоохлаждение переменного тока двигатель с энкодером
- 3-фазный блок питания
- устройство автоматической остановки, срабатывающее в случае обрыва провода;
- педаль управления толчковым режимом
- тянущий шпиль, питающий резервуар для омеднения с горизонтальной осью
- танцор для синхронизации шпиля и бака;
- Электромагнитный выключатель для закрытия защитного кожуха
- вращающийся штамп для первого чертежа с водяным охлаждением
- волочильные конусы с покрытием Wolside
- теплообменник для охлаждения вытяжной ванны;
- ремни для передачи мощности от двигателя к машине;
- рециркуляционный насос
3-3) Входная матрица блока мокрого волочения
(рис. K6 ) показывает различные части блока мокрого волочения. Первым этапом процесса волочения, который происходит в сухой матрице, является смазка полуфабриката проволоки. Это делается в случае, если указанная проволока недостаточно смазана после предыдущей фазы сухого волочения. Входная головка снабжена коробкой, которая позволяет насыпать на металлическую проволоку специальный порошок, обычно из стеарата кальция. Входная головка охлаждается только водой, поступающей из верхней линии подачи и рециркулируемой. Охлаждающая вода должна поступать из сети и иметь температуру от 5 до 25 °C.
K6 ) показывает различные части блока мокрого волочения. Первым этапом процесса волочения, который происходит в сухой матрице, является смазка полуфабриката проволоки. Это делается в случае, если указанная проволока недостаточно смазана после предыдущей фазы сухого волочения. Входная головка снабжена коробкой, которая позволяет насыпать на металлическую проволоку специальный порошок, обычно из стеарата кальция. Входная головка охлаждается только водой, поступающей из верхней линии подачи и рециркулируемой. Охлаждающая вода должна поступать из сети и иметь температуру от 5 до 25 °C.
3-4) Узел мокрого волочения: вращающиеся матрицы внутри бака
Матрицы внутри бака работают в ванне с водным раствором, содержащим 3-4% растительного масла. Это решение снижает трение между волоченной металлической проволокой и матрицей. Для этого решения производитель рекомендует использовать масла основных марок.
Система охлаждения раствора состоит из масляно-водяного теплообменника. Целесообразно повторно использовать использованную воду, создав замкнутый контур с градирней.
Целесообразно повторно использовать использованную воду, создав замкнутый контур с градирней.
Раствор воды и масла закачивается в верхний резервуар, называемый резервуаром для вытягивания, насосом с погружным рабочим колесом, расположенным в нижнем резервуаре, где собирается раствор, когда верхний резервуар слишком заполнен.
Нейлоновые щетки расположены на входе в верхний бак для предотвращения разбрызгивания.
При запуске машины контур охлаждения отключается; раствор подается при комнатной температуре и примерно через тридцать минут достигает рекомендуемой рабочей температуры около 45 °C. В этот момент биметаллический механический термостат, соединенный с электромагнитным клапаном, включает контур охлаждения, состоящий из масляно-водяного теплообменника. Если охлаждающий контур не работает, термостат определяет неисправность замыканием/размыканием контакта. Если температура ванны превышает 50 °C, ванна теряет свою смазывающую способность.
3-5) Узел мокрого волочения Out Let Die
Эта матрица не работает в воде и смазывается струей жидкой смазки, которая подается по линии подачи и распыляется через форсунку, спрятанную за предохранителем машины. ограждения.(FIG J6 ) показывает образец технической характеристики этой машины.
ограждения.(FIG J6 ) показывает образец технической характеристики этой машины.
3-6) Установка для омеднения
Функция машины, описанной в данном руководстве, заключается в меднении металлической проволоки, обработанной на машине мокрого волочения, и калибровке проволоки с помощью дополнительного шага дрессировки в вращающаяся матрица.
Бак для омеднения состоит из 4 секций (см. рис. N6 )
- Ванна для травления
- Ванна для омеднения
- Промывочная ванна
- Дрессировочный шов + вращающаяся матрица
Проволока выходит из шпиля волочильного станка, подается в ванну для травления (1) или в ванну для омеднения (2) в зависимости от положения шкива, движется по заданному курсу на шкивах с короткими шкивами и, наконец, возвращается в шпиндель волочильного станка или в кожный натяжной блок. Ванна для омеднения представляет собой раствор серной кислоты, медного купороса и воды. С помощью химико-физического процесса медь осаждается на металлическую проволоку. Проволока с медным покрытием выходит из вращающейся головки, называемой дрессировочной головкой, расположенной в последней секции резервуара (РИС. 9).0003 M6 ) приведены технические характеристики агрегата для омеднения.
С помощью химико-физического процесса медь осаждается на металлическую проволоку. Проволока с медным покрытием выходит из вращающейся головки, называемой дрессировочной головкой, расположенной в последней секции резервуара (РИС. 9).0003 M6 ) приведены технические характеристики агрегата для омеднения.
3-7) Танцор
Функция машины, описанная в данном руководстве, заключается в синхронизации скорости двигателя машины мокрого волочения и натяжного устройства для достижения оптимальных условий натяжения и скольжения проволоки.
3-8) Натяжное устройство
Назначение машины, описанной в данном руководстве, заключается в намотке металлической проволоки, предварительно обработанной на машине мокрого волочения, на катушки диаметром 800 мм (DIN 4639).7).
Натяжитель состоит из прочной и компактной конструкции, изготовленной из сварных стальных элементов. В основании размещены все компоненты станка, включая:
- две закрытые боковые панели, в которых расположены механические узлы двух шпинделей.
 Имеется один фиксированный и один подвижный шпиндель, и они оснащены задними бабками, поддерживающими барабан.
Имеется один фиксированный и один подвижный шпиндель, и они оснащены задними бабками, поддерживающими барабан. - центральный полый отсек с площадкой для установки и позиционирования катушки; эта платформа либо стационарная, что позволяет загружать рулоны только одного диаметра (модель машины «без элеватора»), либо оснащена подъемным подъемником, позволяющим загружать катушки разного диаметра (модель машины «с элеватором»).
См. (рис. O6 ) для модели станка «с подъемником». Электродвигатель (A) передает движение на неподвижный шпиндель (C) и на тросовый траверс (D) с помощью ремней (B). .
Пневматическое управление блокирует мотовило, в то время как подвижный шпиндель (E) скользит горизонтально с помощью двух пневматических цилиндров (F).
Устройство для правки проволоки (G) состоит из двух групп роликов, расположенных на двух ортогональных пластинах. Торможение осуществляется дисковым тормозом большого диаметра (H) через два пневматических суппорта (I).
