Фреза чертеж шпоночная: Шпоночная фреза | Чертежи
Содержание
Схема приспособления для фрезерования шпоночного паза
Автор admin На чтение 13 мин Просмотров 2 Опубликовано Обновлено
Шпоночные соединения весьма распространены в машиностроении. Шпоночные соединения бывают с призматическими, сегментными, клиновыми и другими сечениями шпонок. На рабочих чертежах вала должны быть проставлены размеры: для вала с призматической шпонкой (рис. 72, а) и для вала с сегментной шпонкой (рис. 72, б).
Рис. 72. Вал с пазом для шпонки
Шпоночные пазы (рис. 73) делятся на сквозные 2, открытые (с выходом) 1 и закрытые 3. Фрезерование шпоночных пазов является весьма ответственной операцией. От точности шпоночного паза зависит характер посадки на шпонку сопрягаемых с валом деталей. К обработанным фрезерованием шпоночным пазам предъявляют жесткие технические требования согласно ГОСТ 7227—58.
Рис. 37. Вал со шпоночными пазами
Ширина шпоночного паза должна быть выполнена по 2-му или 3-му классу точности: по глубине шпоночный паз должен быть выполнен по 5-му классу точности; длина паза под шпонку по 8-му классу точности.
Невыполнение этих требований при фрезеровании шпоночных пазов приводит к необходимости применения трудоемких пригоночных работ при сборке — припиливанию шпонок или других сопрягаемых деталей.
Кроме указанных выше требований в отношении точности к шпоночному пазу предъявляется также требование в отношении точности его расположения и шероховатости поверхности. Боковые грани шпоночного паза должны быть расположены симметрично относительно плоскости, проходящей через ось вала: шероховатость поверхности боковых стенок должна находиться в пределах 5-го класса шероховатости, а иногда и выше.
Сопоставляя допуски на фрезы с допусками на размер шпоночного паза, можно убедиться в трудности выполнения паза требуемой точности на станках, работающих мерным инструментом (рис. 74). Если фреза изготовлена по верхнему предельному отклонению, то чтобы уложиться в допуск по ширине паза, на все погрешности системы деталь — фреза — станок остается всего 0,016 мм, в то время как допустимое биение фрезы может быть 0,02 мм. При этм не учтены еще погрешности крепления фрезы.
74). Если фреза изготовлена по верхнему предельному отклонению, то чтобы уложиться в допуск по ширине паза, на все погрешности системы деталь — фреза — станок остается всего 0,016 мм, в то время как допустимое биение фрезы может быть 0,02 мм. При этм не учтены еще погрешности крепления фрезы.
Рис. 74. Схема расположения полей допусков шпоночного паза и фрезы
Практика показывает, что для обработки шпоночного паза, укладывающегося в поле допуска ПШ, приходится тщательно производить подбор фрез и делать пробные проходы. В серийном и массовом производстве стремятся по возможности шпоночные соединения заменять шлицевыми.
Дисковые фрезы пазовые по ГОСТ 3964—69 предназначаются для фрезерования неглубоких пазов. Они имеют зубья только на цилиндрической части.
Пазовые фрезы затылованные по ГОСТ 8543—71 предназначаются также для обработки пазов. Их затачивают только по передней поверхности. Достоинством этих фрез является то, что они не теряют размера по ширине после переточек. Они выпускаются диаметром от 50 до 100 мм и шириной от 4 до 16 мм.
Они выпускаются диаметром от 50 до 100 мм и шириной от 4 до 16 мм.
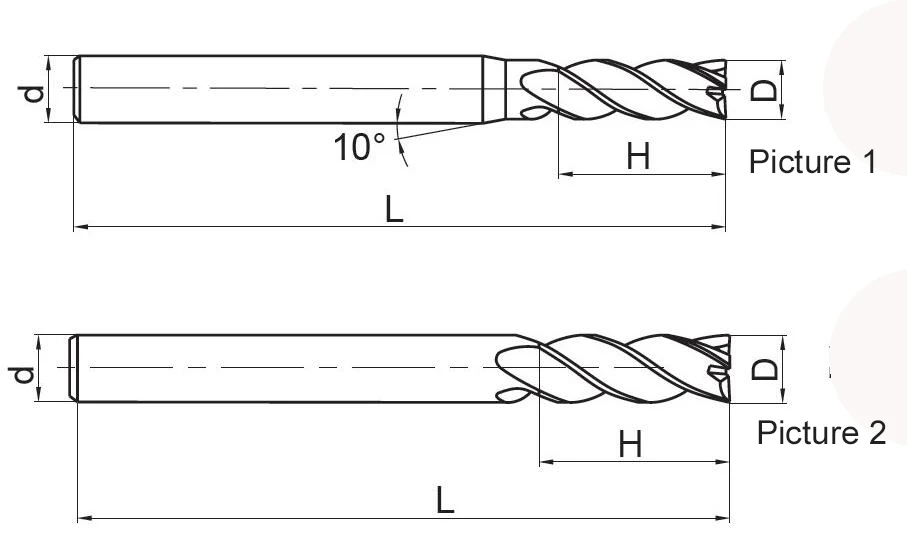
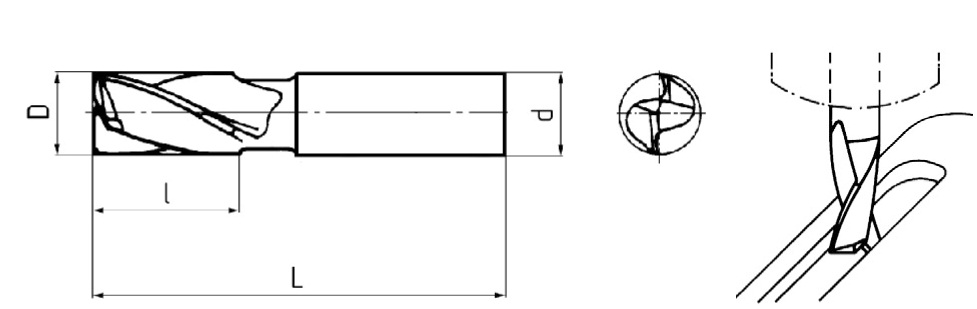
Шпоночные фрезы по ГОСТ 9140—68 применяются для фрезерования шпоночных пазов и изготовляются с цилиндрическим и коническим хвостовиком. Шпоночные фрезы имеют два режущих зуба с торцовыми режущими кромками, выполняющими основную работу резания. Режущие кромки фрезы направлены не наружу, как у сверла, а в тело инструмента. Такие фрезы могут работать с осевой подачей (как сверло) и с продольной подачей. Переточка фрез производится по торцовым зубьям, вследствие чего диаметр фрезы практически остается неизменным. Это является очень важным для обработки пазов.
Фрезы с цилиндрическим хвостовиком изготовляют для диаметра от 2 до 20 мм с коническим хвостовиком от 16 до 40 мм. В настоящее время инструментальные заводы выпускают цельные твердосплавные шпоночные фрезы диаметром 3, 4, 6, 8, и 10 мм с углом наклона винтовой канавки 20° из сплава ВК8. Эти фрезы применяют главным образом при обработке закаленных сталей и трудно обрабатываемых материалов.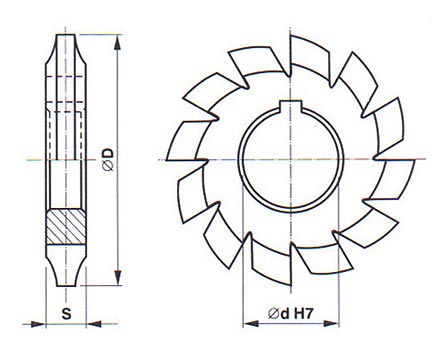 Применение этих фрез позволяет увеличить производительность труда в два-три раза и повысить шероховатость обработанных поверхностей на два класса шероховатости.
Применение этих фрез позволяет увеличить производительность труда в два-три раза и повысить шероховатость обработанных поверхностей на два класса шероховатости.
Фрезы для пазов под сегментные шпонки хвостовые по ГОСТ 6648—68 предназначаются для фрезерования всех пазов под сегментные шпонки диаметром 4-5 мм.
Фрезы для пазов под сегментные шпонки насадные по ГОСТ 6648—68 предназначаются для фрезерования всех пазов под сегментные шпонки диаметром 55-80 мм.
Закрепление заготовок. Заготовки валов для фрезерования в них шпоночных пазов и лысок удобно закреплять в призмах. Для коротких заготовок достаточно одной призмы. При большой длине вала 2 заготовку устанавливают на двух призмах 3 (рис. 75).
Рис. 75. Закрепление вала на призмах
Правильность расположения призмы на столе станка обеспечивается шипом в основании призмы, входящим в паз стола, как показано на рисунке справа. Валы закрепляют прихватками 1. Во избежание прогиба вала при закреплении необходимо следить, чтобы прихваты опирались на вал над призмами. Под прихваты следует положить тонкую медную или латунную прокладку, чтобы не повредить окончательно обработанной цилиндрической поверхности вала. На рис. 76 показаны тиски для закрепления валов.
Под прихваты следует положить тонкую медную или латунную прокладку, чтобы не повредить окончательно обработанной цилиндрической поверхности вала. На рис. 76 показаны тиски для закрепления валов.
Рис. 76. Тиски для закрепления валов
Тиски на столе можно закреплять либо в положении, показанном на рис. 76, либо можно повернуть их на 90°. Поэтому они пригодны для закрепления валов как на горизонтально-фрезерных, так и на вертикально-фрезерных станках. Вал устанавливается цилиндрической поверхностью на призму 5 и при вращении маховичка 1 зажимается губками 3 и 6, которые поворачиваются вокруг пальцев 2 и 7. Призму 5 можно установить в тисках другой стороной для закрепления вала большего диаметра. Упор 4 служит для установки вала по длине.
На рис. 77 показана- магнитная призма с постоянным магнитом. Корпус призмы состоит из двух частей, между которыми размещен оксидно-бариевый магнит. Для закрепления валика достаточно повернуть рукоятку выключателя на 90°. Сила зажима вполне достаточна для фрезерования на валиках шпоночных пазов, лысок и т. д.
д.
Рис. 77. Магнитная призма для закрепления валов
Одновременно с закреплением детали призма притягивается к опорной поверхности стола станка.
Фрезерование сквозных шпоночных пазов. Шпоночные пазы фрезеруют после окончательной обработки цилиндрической поверхности. Сквозные пазы и открытые пазы с выходом канавки по окружности с радиусом, равным радиусу фрезы, обрабатывают дисковыми фрезами. Превышение размера ширины паза по сравнению с шириной фрезы составляет 0,1 мм и более. После заточки дисковых пазовых фрез ширина фрезы несколько уменьшается, поэтому использование фрез возможно лишь до определенных пределов, после чего фрезы применяют для других работ, когда не столь важен размер по ширине.
Фрезерование сквозных шпоночных пазов разберем на примере. Пусть требуется профрезеровать шпоночный паз (см. рис. 72) с размерами d = 40 мм; В = 2 мм; t = 5 мм; материал — сталь 45.
Выбор типоразмера фрезы. Для выполнения этой операции выберем дисковую пазовую фрезу из быстрорежущей стали Р6М5. Размеры фрезы: D = 80 мм, В = 12 мм, d = 27 мм, z = 18.
Размеры фрезы: D = 80 мм, В = 12 мм, d = 27 мм, z = 18.
На рис. 78 показана установка заготовки и фрезы при фрезеровании сквозного шпоночного паза.
Рис. 78. Фрезеровании сквозного паза
При установке фрезы на оправку необходимо добиться, чтобы фреза имела минимальное биение по торцу. Заготовку закрепляют в машинных тисках с медными или латунными накладками на губках.
При правильно установленных тисках точность установки закрепленного в них вала можно и не проверять. Установить фрезу следует так, чтобы она была расположена симметрично относительно диаметральной плоскости, проходящей через ось вала. Для выполнения этого условия пользуются следующим приемом. После закрепления фрезы и проверки ее биения индикатором фрезу устанавливают предварительно в диаметральной плоскости вала. Точная установка производится с помощью угольника и штангенциркуля.
Из рис. 79 видно, что размер S равен
где Г — ширина полки угольника, мм, d — диаметр вала, мм, В — ширина фрезы, мм.
Для установки фрезы необходимо поставить фрезу в поперечном направлении на размер S со стороны одного из выступающих над тисками концов вала. Проверить этот размер штангенциркулем. Затем поставить угольник с другой стороны вала, как это показано на рис. 79 пунктиром, и еще раз проверить размер S. Если оба отсчета по штангенциркулю совпадут, то это означает, что фреза относительно вала установлена правильно.
Рис. 79. Проверка установки дисковой фрезы
Для точной и быстрой установки дисковой фрезы в диаметральной плоскости применяют приспособление (рис. 80). Дисковую фрезу 1 устанавливают по вырезу двусторонней призмы 2, которая в свою очередь установлена по цилиндрической поверхности валика 3. Точность расположения шпоночного паза в диаметральной плоскости обеспечивается соосностью V-образных пазов призмы 2. Правильность изготовленного паза проверяется по шаблону (см. рис. 78).
Рис. 80. Приспособление для установки дисковой фрезы
При фрезеровании шпоночных пазов быстрорежущими шпоночными фрезами на валах, изготовленных из сталей 45 и 40Х, рекомендуется применение следующих режимов резания: sz = 0,15-0,25 мм/зуб, скорость резания v = 30-40 м/мин. Режимы резания при фрезеровании твердосплавными шпоночными фрезами тех же сталей отличаются тем, что при тех же подачах на зуб скорость резания можно увеличить в два-три раза и довести до 80-100 м/мин.
Режимы резания при фрезеровании твердосплавными шпоночными фрезами тех же сталей отличаются тем, что при тех же подачах на зуб скорость резания можно увеличить в два-три раза и довести до 80-100 м/мин.
Следует иметь в виду, что подача на врезание при работе как быстрорежущими, так и твердосплавными шпоночными фрезами должны быть в 1,5 раза меньше продольных. В случаях фрезерования шпоночных пазов в два прохода подачи при втором проходе могут быть в 1,5—2 раза больше, чем при первом проходе.
Настройка станка на выбранные режимы фрезерования ничем не отличается от ранее рассмотренных случаев.
Установка на глубину фрезерования. Начальный момент касания фрезы с цилиндрической поверхностью заготовки происходит по линии, если после установки фрезы над валом производить одновременно медленный подъем стола до касания с фрезой и перемещение в продольном направлении. Установив момент касания фрезы с валом, отвести стол из-под фрезы. Выключить станок и вращением рукоятки вертикальной подачи поднять стол на глубину шпоночной канавки t = 5 мм.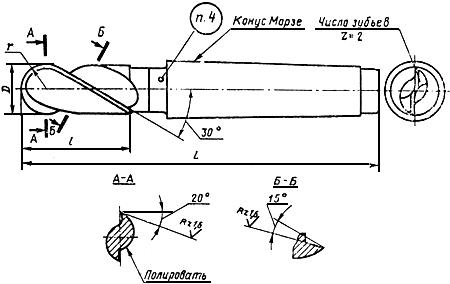 Закрепить вертикальные салазки.
Закрепить вертикальные салазки.
Фрезерование паза. Осторожно подвести фрезу к валу, включить продольную подачу и произвести фрезерование паза. Выключить станок, снять заусенцы напильником и проверить размеры паза. Глубину паза проверяют по размеру 35 мм (см. рис. 78) штангенциркулем. Ширину паза, как правило, лучше проверять по специальному шаблону (см. рис. 78).
Фрезерование закрытых шпоночных пазов. Фрезерование закрытых шпоночных пазов можно производить на горизонтально-фрезерных станках. На рис. 81, а показана установка заготовки и фрезы на горизонтально-фрезерном, а на рис. 81,6 — на вертикально-фрезерном станке. Рассмотрим обработку паза: d = 60 мм. b = 18 мм; h = 1 мм; обрабатываемый материал сталь 40Х. Выберем для фрезерования шпоночную фрезу из быстрорежущей стали с коническим хвостовиком диаметром D = 18 мм, z = 2.
Рис. 81. Фрезерование закрытых шпоночных пазов на станке
Подготовка к работе. Для закрепления вала пользуются специальными самоцентрирующими тисками (см. рис. 76) или призмами (см. рис. 75). Так как установка для фрезерования по рис. 81, а отличается от установки по рис. 81,б лишь расположением шпинделя, разберем только порядок фрезерования шпоночного паза на горизонтально-фрезерном станке.
рис. 76) или призмами (см. рис. 75). Так как установка для фрезерования по рис. 81, а отличается от установки по рис. 81,б лишь расположением шпинделя, разберем только порядок фрезерования шпоночного паза на горизонтально-фрезерном станке.
Установив и закрепив вал в тиски и вымерив его по разметке рейсмасом, приступить к установке фрезы.
Установка шпоночной (или концевой) фрезы в диаметральной плоскости вала показана на рис. 82, а. Стол станка переместить рукояткой вертикальной подачи до соприкосновения с фрезой (показана пунктиром). После этого стол переместить в поперечном направлении до выхода фрезы за пределы вала и поднять на величину Н:
где Н — величина перемещения стола в вертикальном направлении, мм; d — диаметр вала, мм; D — диаметр фрезы, мм.
Установка шпоночной (или концевой) фрезы в диаметральной плоскости вала при обработке в нем шпоночного паза на вертикально-фрезерном станке показана на рис. 82, 6. Отсчет перемещения стола на величину S производится по лимбу винта поперечной подачи.
Рис. 82. Схема установки концевой фрезы в диаметральной плоскости вала для отсчета переменной
Другой способ установки («по яблочку») шпоночной или концевой фрезы в диаметральной плоскости фрезы состоит в следующем. Вал устанавливают по возможности точно (на глаз) относительно фрезы (рис. 83, а) и вращающуюся фрезу медленно приводят в соприкосновение с обрабатываемым валом до тех пор, пока на поверхности вала не появится едва заметный след фрезы. Если этот след получается в виде полного круга (рис. 83, о), то это означает, что фреза расположена в диаметральной плоскости вала. Если след имеет форму неполного круга (рис. 83, в), то необходимо сместить стол.
Рис. 83. Установка концевой фрезы в диаметральной плоскости вала
Установка на глубину паза. Обрабатываемый вал, диаметральная плоскость которого совпадает с осью фрезы, подводят до соприкосновения с фрезой При этом положении стола отмечаем показание лимба винта поперечной или вертикальной подачи, затем перемещаем или поднимаем стол на глубину резания В.
Закрытые шпоночные пазы, допускающие пригонку, фрезеруют двумя способами:
а) срезанием вручную на глубину 4-5 мм и продольной механической подачей, затем снова врезанием на ту же глубину и продольной подачей, но в другом направлении;
б) врезанием вручную на полную глубину паза и дальнейшей механической продольной подачей.
Этот способ применяют при фрезеровании шпоночными фрезами диаметром свыше 12-14 мм.
Контроль ширины шпоночного паза следует производить калибром согласно допуску, указанному на чертеже.
Фрезерование открытых шпоночных пазов с выходом канавки по окружности с радиусом, равным радиусу фрезы, производят дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Фрезерование пазов сегментных шпонок производится хвостовыми или насадными фрезами под сегментные шпонки, диаметр которых должен быть равен двойному радиусу канавки. Подача производится в вертикальном направлении, перпендикулярном оси вала (рис. 84).
84).
Рис. 84. Фрезерование шпоночных пазов под сегментные шпонки
Фрезерование пазов на шпоночно-фрезерных станках. Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей, работающих двузубыми шпоночными фрезами. При этом способе фреза врезается на 0,2-0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину, как и в предыдущем случае, и фрезерует паз опять на всю длину, но в другом направлении (рис. 85). Отсюда и происходит название метода «маятниковая подача». По окончании фрезерования шпиндель автоматически возвращается в исходное положение и выключается продольная подача фрезерной бабки. Этот метод является наиболее рациональным при изготовлении шпоночных пазов в серийном и массовом производстве, так как дает точный паз, обеспечивающий взаимозаменяемость в шпоночном соединении. Кроме того, поскольку фреза работает торцовыми и режущими кромками, она будет долговечнее, так как не будет изнашиваться по периферии.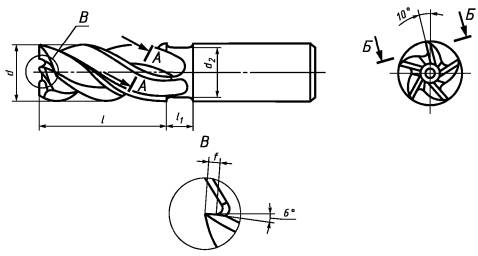 Недостатком этого способа является значительно большая затрата времени по сравнению с фрезерованием за один-два прохода.
Недостатком этого способа является значительно большая затрата времени по сравнению с фрезерованием за один-два прохода.
Рис. 85. Схема фрезерования шпоночных пазов способом «маятниковая подача»
Фрезерование пазов на автоматизированных шпоночно-фрезерных станках немерным инструментом производится с осциллирующим (колебательным) движением инструмента. Регулируя размах осциллирования от нуля до требуемой величины, можно фрезеровать шпоночные пазы с требуемой точностью по ширине.
При фрезеровании с осциллированием ширина фрезы меньше ширины обрабатываемого паза. Так, станок, модели МА-57 предназначается для фрезерования открытых шпоночных пазов на валах электродвигателей дисковыми трехсторонними фрезами в автоматизированном производстве. Станок модели 6Д92 предназначен для фрезерования закрытых шпоночных пазов немерными концевыми фрезами Требуемая ширина паза достигается за счет того, что фрезе придается осциллирующее движение в направлении, перпендикулярном продольной подаче.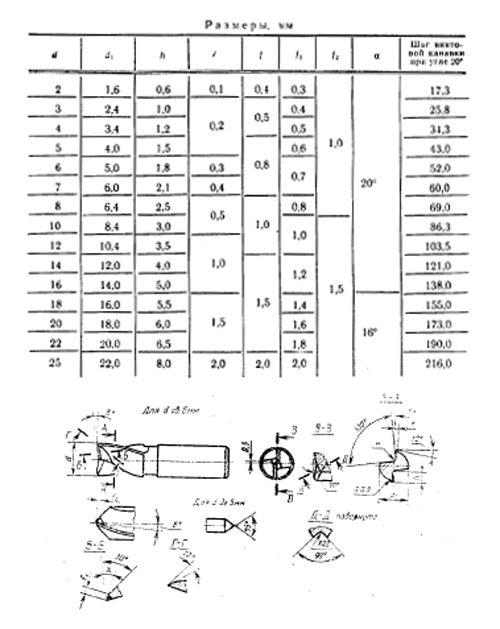 Станок может быть встроен в автоматическую линию.
Станок может быть встроен в автоматическую линию.
Контроль размеров пазов и канавок
Контроль размеров пазов и канавок можно производить как штриховыми измерительными инструментами (штангенциркуль, штанген-глубиномер), так и калибрами. Измерение и отсчет размеров пазов с помощью универсальных инструментов не отличаются от измерений других линейных размеров (длина, ширина, толщина, диаметр). Контроль ширины паза может быть произведен круглыми и листовыми предельными калибрами — пробками. На рис. 86, а приведен контроль ширины паза заданного размером 20 +0,1 мм. В этом случае проходная сторона калибра имеет размер 20,0 мм, а непроходная — 20,1 мм. Глубина паза контролируется предельным шаблоном — глубиномером.
На рис. 86, б показан контроль глубины паза, заданного размером 10 +0,2 мм. Непроходная (большая) сторона шаблона имеет размер 10,2 мм, а проходная — 10,0 мм.
Рис. 86. Контроль размеров паза калибрами
Симметричность расположения шпоночного паза относительно оси вала контролируется специальными шаблонами и приспособлениями.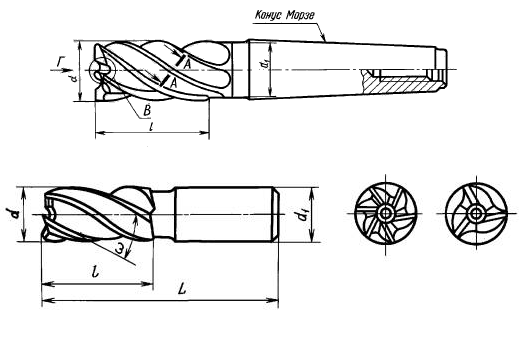
Источник
Сборочный чертеж приспособления для фрезерования шпоночных пазов
+7 (343) 777-00-42 Пн-Вс c 7:00 -16:00 по Москве. Помощь
Авторизация
- Чертежи
- Технические устройства и средства
- Станки, приспособления и инструмент
- Приспособления станочные
Добавить работу
Код: 03.01.05.02.08.26
Разместил: Golod79
Чтобы скачать чертежи – Зарегистрируйся и поучаствуй в развитии сайта
Как здесь скачать?
Поиск по словам: Фрезерное приспособление, Фрезерный станок, Фрезеровочные работы, Шпоночный паз
Перечень чертежей:
1. Сборочный чертеж приспособления для фрезерования шпоночных пазов в двух проекциях с сечениями и разрезом А1 с указанием основных размеров, обозначенными позициями, служебным заданием (приспособление предназначено для выполнения фрезерной операции № 030, фрезерный станок с ЧПУ Leadwell MCV) и техническими характеристиками:
- Давление воздуха в рабочей полости пневмоцилиндра 0,49 мПа
- Ход штока пневмоцилиндра 125 мм
- Усилие, создаваемое пневмоцилиндром, 850 Па
- Отклонение от перпендикулярности базовой плоскости основания А относительно плоскости Б не более 0,01 мм
Дополнительные материалы: Выполнена расчетно-пояснительная записка на 10 страницах.
Разработано специальное приспособление для операции 030 — фрезерная с ЧПУ. Материал детали — сталь 45.
Обработка шпоночных пазов выполняется на вертикальном фрезерном обрабатывающем центре с ЧПУ мод. Leadwell MCV.
Принципиальная схема приспособления: установка детали производится в призме и прижимается.
Произведен расчет силы закрепления и соблюдением условия неподвижности заготовки при фрезеровании шпоночного паза шириной 20 мм:
- при засверливании — 584,11 H
- при фрезеровании — 4577 H
Сила закрепления с учетом коэффициента надежности закрепления —10500 Н
Данная сила закрепления используется для определения силы на штоке пневмоцилиндра.
Приведена расчетная схема для определения силы на штоке пневмоцилиндра.
Определен диаметр штока пневмоцилиндра — 80 мм
Использование данного пневмоцилиндра позволит сохранить неизменное однозначное положение заготовки в процессе обработки.
Действительная сила на штоке — 12560 Н.
Произведен точностной расчет приспособления:
- Для станков с ЧПУ погрешность настройки можно рассматривать как погрешность установки инструмента в заданное положение — 0,032 мм
- Погрешность закрепления заготовки в приспособлении — 0,05.
- Погрешность, возникающая в результате износа базирующих элементов, — 0,004 мм.
- Погрешность изготовления и сборки приспособления и регулировки — 0,01
- Допустимая погрешность приспособления — 0,055 мм
- Суммарная погрешность изготовления — 0,1 мм
Условие соблюдения допуска на выполняемый размер (0,1 мм) соблюдено.
Спецификация — 2 листа
В программе: Компас 3D v
- Сопутствующие товары (6)
- Отзывов (0)
Зарегистрируйтесь, чтобы создать отзыв.
Личное меню
Как вырезать шпоночный паз на фрезерном станке | Руководство по фрезерованию шпоночного паза и резцам
Шпоночный и шпоночный паз обычно используются для механического соединения. В процессе обработки механических деталей многие детали длинных валов проектируются с несколькими шпоночными канавками, что обычно имеет строгие требования к размерам и допускам, а также к углу между шпоночной канавкой или шпоночной канавкой и контрольным отверстием для позиционирования. Обычный метод маркировки не может удовлетворить потребности, между тем, из-за плохой жесткости частей вала, этот тип компонента должен быть обработан на Фрезерные станки с ЧПУ . Как вырезать шпоночный паз на фрезерном станке ? В этой статье мы расскажем, что такое фрезерование шпоночного паза, основы шпоночного и шпоночного паза, методы фрезерования шпоночного паза, а также фрезы операции.
Что такое фрезерование шпоночного паза?
Фрезерование шпоночного паза — это процесс изготовления шпоночного паза на фрезерном станке. Шпонка относится к типу детали, используемой в механической трансмиссии, в основном для фиксации по окружности между валом и частями на валу для передачи крутящего момента. Некоторые шпонки также могут осуществлять осевую фиксацию или осевое перемещение деталей на валу. Канавка или паз, выточенный для установки шпонки, называется шпоночным пазом, который обычно нарезают по оси цилиндрической поверхности вала. Когда вы надеваете шкив на вал, шпоночный паз может предотвратить вращение шкива на валу. Шпоночный паз можно разделить на открытый, полуоткрытый и закрытый.
Шпонка относится к типу детали, используемой в механической трансмиссии, в основном для фиксации по окружности между валом и частями на валу для передачи крутящего момента. Некоторые шпонки также могут осуществлять осевую фиксацию или осевое перемещение деталей на валу. Канавка или паз, выточенный для установки шпонки, называется шпоночным пазом, который обычно нарезают по оси цилиндрической поверхности вала. Когда вы надеваете шкив на вал, шпоночный паз может предотвратить вращение шкива на валу. Шпоночный паз можно разделить на открытый, полуоткрытый и закрытый.
Как вырезать шпоночный паз на фрезерном станке
Операция фрезерования шпоночного паза может производиться как на специализированном станке для фрезерования шпоночного паза, так и на обычных фрезах. При обработке на шпоночно-фрезерном станке заготовка зажимается приспособлением, а шпоночная фреза послойно фрезерует ее.
1. Зажим и калибровка заготовки
При зажиме заготовки следует обеспечить не только устойчивость и надежность заготовки, но и не изменять центральное положение зажимаемых деталей, то есть следить за совпадением осевой линии шпоночного паза с линией оси. Методы зажима шпоночного паза при фрезеровании обычно имеют следующие несколько.
Методы зажима шпоночного паза при фрезеровании обычно имеют следующие несколько.
(1) Используйте тиски с параллельными губками
Установка с машинными тисками подходит для фрезерования шпоночного паза на валах малого и среднего размера. При изменении диаметра заготовки изменяется центр детали в кулачке, что влияет на симметрию и размеры шпоночного паза. Но он прост, стабилен и подходит для штучного производства. Если внешний круг вала был обработан, этот метод зажима также можно использовать для массового производства.
(2) Используйте V-образную раму 9№ 0007
V-образный зажим рамы подходит для фрезерования шпоночного паза на длинном и толстом валу. Преимуществами позиционирования и поддержки V-образной рамы являются хорошая жесткость зажима, удобство эксплуатации и простота выравнивания фрезы. Центр заготовки находится только на биссектрисе V-образного железа и меняется в зависимости от диаметра. Следовательно, когда центр фрезы совмещен с биссектрисой угла V-образного железа, может быть обеспечена симметрия шпоночного паза.
(3) Используйте Т-образный паз
Поместите вал на Т-образный паз рабочего стола фрезерного станка и зажмите деталь прямо пластиной. При обработке длинных валов диаметром от 20 мм до 60 мм их можно зажать непосредственно в Т-образный паз рабочего стола. Однако этот метод не подходит для ступенчатых валов и валов большого диаметра.
(4) Используйте делительную головку
. устройство в основном используется. Когда заготовка зажимается трехкулачковым самоцентрирующимся патроном и задним центром делительной головки, ось заготовки должна находиться на осевой линии между трехкулачковым самоцентрирующимся патроном и центром, а положение ось заготовки не изменится при изменении диаметра. Следовательно, изменение диаметра заготовки не повлияет на симметрию шпоночного паза на валу.
2. Подборка шпоночной фрезы
В процессе фрезерования шпоночного паза требования к выбору фрезы являются строгими, что напрямую влияет на точность и шероховатость поверхности шпоночного паза. Как правило, фрезерование открытого шпоночного паза выполняется дисковой фрезой; при фрезеровании закрытого шпоночного паза часто используются концевые фрезы и фрезы для шпоночного паза. При фрезеровании концевой фрезой на одном конце дна канавки должно быть просверлено отверстие того же диаметра, что и у фрезы, а глубина — глубина канавки. Выбор фрезерных режущих инструментов влияет на шероховатость поверхности и производительность. Рекомендуемые фрезы для различных шпоночных пазов:
Как правило, фрезерование открытого шпоночного паза выполняется дисковой фрезой; при фрезеровании закрытого шпоночного паза часто используются концевые фрезы и фрезы для шпоночного паза. При фрезеровании концевой фрезой на одном конце дна канавки должно быть просверлено отверстие того же диаметра, что и у фрезы, а глубина — глубина канавки. Выбор фрезерных режущих инструментов влияет на шероховатость поверхности и производительность. Рекомендуемые фрезы для различных шпоночных пазов:
(1) Шпоночный паз для шпоночного вала: фрезы для шпоночного паза
(2) Шпоночный паз с квадратным концом: плоская или боковая фреза
(3) Шпоночный паз с круглым концом: концевые фрезы
3. Отрегулировать положение резания фрезы
При фрезеровании шпоночного паза очень важно отрегулировать относительное положение фрезы и деталей, а также выровнять ось вращения режущего инструмента с осью заготовки.
4. Фрезерование шпоночного паза
1) Послойное фрезерование
Послойное фрезерование состоит в том, чтобы нарезать шпоночный паз послойно, глубина каждой операции всего 0,5-1 мм, затем выполнить возвратно-поступательное фрезерование с большей скоростью подачи до достижения необходимой глубины. Преимущество этого метода заключается в том, что если фреза затупилась, то шлифовать нужно только торец, а на диаметр фрезы это не влияет; однако при обработке на обычном фрезерном станке гибкость работы невелика, а эффективность производства ниже, чем при обычной резке.
Преимущество этого метода заключается в том, что если фреза затупилась, то шлифовать нужно только торец, а на диаметр фрезы это не влияет; однако при обработке на обычном фрезерном станке гибкость работы невелика, а эффективность производства ниже, чем при обычной резке.
2) Расширить фрезерование
Выбранную фрезу для шпоночного паза отшлифовать до уменьшения наружного диаметра на 0,3-0,5 мм (соблюдать цилиндричность), при фрезеровании оставить припуск 0,5 мм с обоих концов шпоночного паза, сдвинуть фрезой вперед и назад для фрезерования, а затем измерьте ширину паза, чтобы определить припуск по ширине. Используйте фрезу, которая соответствует размеру шпоночной канавки, чтобы продолжить фрезерование обеих сторон шпоночной канавки до нужного размера и одновременно фрезеровать до требуемой длины шпоночной канавки. Округлость дуги окружности на обоих концах шпоночного паза должна быть обеспечена при фрезеровании. Этот метод фрезерования позволяет легко сделать сторону канавки наклонной.
Варианты вырезания и протяжки шпоночного паза: шпоночная посадка, протяжка и т. д.
Когда производители хотят прикрепить шестерню, ступицу шкива или муфту к валам приводного оборудования, они обычно используют метод блокировки шпоночного паза . В этом методе шпонка блокирует вращение вала и помогает передавать крутящий момент. Чтобы это работало, для изготовления шпоночного паза в валу и ступице муфты используются различные типы вариантов нарезки шпоночного паза . В этой статье будут рассмотрены наиболее популярные сегодня технологии нарезания шпоночных пазов.
Начало работы с Hansford Davis Keyseater
1. Посадка шпонок (для больших и специальных шпоночных пазов) удары. Некоторые станки для ключей имеют только однозубую фрезу, в то время как другие машины (например, Davis Keyseater) используют фрезу с несколькими зубьями для достижения скорости резания, такой же высокой, как протяжка.
Вот как это работает: Фреза на посадочном месте для ключей медленно продвигается наружу с каждым последующим резом. Это тонкое движение позволяет с каждым штрихом удалять немного больше материала. Процесс повторяется до тех пор, пока разрез не станет достаточно глубоким, чтобы соответствовать спецификациям печатного чертежа ступицы муфты.
Основное преимущество шпоночной посадки заключается в том, что она обеспечивает большую гибкость для больших и специальных шпоночных канавок. Зубчатые фрезы нестандартного размера легко приобрести, а также их можно быстро модифицировать в инструментальной мастерской на месте, чтобы они соответствовали уникальным спецификациям. Однако, в зависимости от типа вашего станка и режущего инструмента, шпоночная посадка может потребовать более длительного цикла, чем традиционная протяжка. Чтобы получить представление о времени цикла, просмотрите нашу диаграмму, которая иллюстрирует время нарезания шпоночных пазов для различных шпоночных пазов и материалов.
2. Протяжка шпоночного паза (для скорости)
Нарезка шпоночного паза на протяжном станке аналогична посадке шпонок. Однако чаще всего прошивной станок имеет фрезу с несколькими зубьями. Опять же, резец на протяжном станке проталкивается через ступицу и удаляет больше материала с каждым зубом, чем дальше он продвигается. Благодаря множеству зубов можно быстрее удалить больше материала. Протяжка шпоночного паза обычно может прорезать шпоночный паз за 1-3 удара.
Важно отметить, что режущие зубья протяжки, как и другие режущие инструменты, необходимо затачивать при затуплении. Подробнее об этом читайте в нашей статье о заточке протяжки. Еще одна особенность заключается в том, что протяжные станки можно выравнивать по горизонтали или вертикали, чтобы проталкивать или тянуть протяжку через деталь.
Одной из проблем прошивания является первоначальная стоимость прошивок. Они могут стоить до десятков тысяч долларов и требуют регулярного обслуживания. Другой вопрос – время. Если нестандартной протяжки нет в наличии, изготовление протяжки может занять от нескольких недель до месяцев.
Если нестандартной протяжки нет в наличии, изготовление протяжки может занять от нескольких недель до месяцев.
3. Электроэрозионная обработка проволокой (для малых и специальных тиражей)
Электроэрозионная обработка шпоночного паза (электроэрозионная обработка) обычно используется для небольших тиражей, требующих точности или других специальных параметров резки. Изготовители инструментов и штампов используют проволочный электроэрозионный станок для удаления материала методом, который можно описать как «удар» или «испарение». В этом методе намотанный медный провод подносится близко к цели, чтобы порезать ее электрическими искрами (но не касается компонента напрямую).
Если вам нужна скорость, проволочный электроэрозионный станок, вероятно, не лучший вариант для резки шпоночного паза. Стандартная машина может работать со скоростью 12 квадратных дюймов в час. Например, если ваша деталь имеет толщину 6 дюймов, проволочный электроэрозионный станок будет резать на глубину 2 дюйма в час. Однако одним из плюсов этого является то, что электроэрозионные станки могут работать без активного оператора. С учетом сказанного, некоторые приложения, которые лучше всего подходят для проволочной электроэрозионной обработки, включают в себя: прототипы деталей, срочные заказы и разовые запросы.
Однако одним из плюсов этого является то, что электроэрозионные станки могут работать без активного оператора. С учетом сказанного, некоторые приложения, которые лучше всего подходят для проволочной электроэрозионной обработки, включают в себя: прототипы деталей, срочные заказы и разовые запросы.
4. Придание формы (для глухих шпоночных пазов)
Формование – хороший вариант для вырезания глухих шпоночных пазов. «Слепые» относятся к шпоночным канавкам, которые не проходят по всей длине детали. Некоторые из вышеперечисленных вариантов нарезки шпоночных пазов, такие как протяжка и проволочная электроэрозионная обработка, не предназначены для работы с глухими шпоночными пазами.
Как и в случае некоторых ключей, для формовки используется однозубый режущий инструмент. В отличие от ключей, формирователи не направляются вниз через вырез на фиксированной стойке. В результате формирующие резы не могут достичь того же уровня точности, что и шпоночные резы, из-за неуправляемого отклонения. Это увеличивает потребность в надлежащей проверке допусков.
Это увеличивает потребность в надлежащей проверке допусков.
Чтобы вырезать глухие шпоночные канавки, шейперы требуют, чтобы пользователи предварительно вырезали «рельеф» в конце шпоночной канавки, которую вскоре предстоит вырезать. Рельеф позволяет металлической стружке ломаться. Они могут быть сформированы путем прорезания внутренней канавки по внутреннему диаметру для ступиц или путем предварительного сверления отверстия.
5. Фрезерование (только для шпоночных пазов вала)
Подобно формованию, фрезерование позволяет пользователям нарезать частичные, конические или прямые шпоночные канавки. Фрезерование популярно для нарезания внешних шпоночных пазов вала. Однако фрезерование шпоночных канавок внутреннего диаметра на ступицах не является обычным явлением, потому что другая сторона муфты мешает (при традиционных методах прямого фрезерования). Но при необходимости внутренний шпоночный паз можно отфрезеровать специальным 9Угловая фрезерная головка 0º.
Как и при формовании, качество является важным фактором при фрезеровании шпоночных пазов (из-за отсутствия неуправляемых проходов).