Фреза модульная пальцевая: Пальцевая модульная фреза от производителя
Содержание
Пальцевые модульные фрезы — Технарь
Пальцевые модульные фрезы применяют для фрезерования профиля прямозубых и косозубых зубчатых колес крупного модуля (m≥ 10 мм), когда нельзя нарезать колесо червячной фрезой (например, двушевронные колеса). На рис. 289 показаны пальцевые зуборезные черновые и чистовые фрезы.
Чистовая пальцевая фреза изготовляется с углом γ = 0, т. е. с радиальной передней поверхностью. Профиль зуба такой фрезы в осевом сечении должен в точности соответствовать профилю впадины колеса, если обрабатываемое зубчатое цилиндрическое колесо имеет прямые зубья. Если чистовая фреза предназначена для фрезерования шевронных или косозубых колес, то ее профиль несколько отличается от профиля впадины. Черновая пальцевая модульная фреза для обеспечения оптимальных условий резания конструируется с передним углом γ до 8°; она имеет также канавки для разделения стружки. Черновые и чистовые фрезы изготовляются с затылованным, но могут изготовляться и с остроконечным зубом; тогда необходимо затачивать их по профилю.
Черновые и чистовые фрезы могут быть сборными, со вставными или с приваренными ножами.
Пальцевые зуборезные фрезы навертываются на оправки. Распространены две конструкции центрирования и крепления пальцевых фрез на оправке: с внутренней цилиндрической выточкой (тип α) и с наружной цилиндрической проточкой (тип б). У фрез типа α (наиболее распространенные) посадочными местами являются торец и отверстие (рис. 289), а внутренняя резьба нарезается со значительным зазором и не направляет, а только обеспечивает крепление фрезы. При закреплении фрезы на оправке пользуются гаечным ключом.
Профиль фрез для нарезания прямозубых колес рассчитывается по формулам. Для фрез, которыми нарезают косозубые и шевронные колеса, производят более сложный расчет, так как пальцевая зуборезная фреза во впадине колеса должна обрабатывать винтовые боковые поверхности зуба колеса, и каждая точка фрезы соприкасается с винтовой эвольвентной боковой поверхностью зуба в разных плоскостях.
Наружный диаметр фрезы D определяется с запасом 3—10 мм по сравнению с максимальной абсциссой хmax профиля (см. рис. 285), т. е.
D = 2хmax + (3 ÷ 10) мм.
Длина режущей части lр принимается в зависимости от максимальной глубины ymax профиля с запасом 3—10 мм:
lр = ymах + (3 ÷ 10) мм.
Общая длина фрезы L = (1,9 ÷ 2) lр.
Диаметр посадочного отверстия d1 диаметр резьбы и остальные элементы посадочного отверстия могут быть приняты по нормалям.
Для нормальной работы фрезы важно иметь канавки для стружки достаточных размеров. Зубья желательно разместить у тонкого конца фрезы так, чтобы сохранить прочность зуба и иметь канавки достаточной глубины. При большой разнице между D и d целью увеличения объема канавок для выхода стружки часто приходится зубья у торцовой части фрезы срезать через один. Угол впадины стружечных канавок принимают обычно в пределах 45—60°.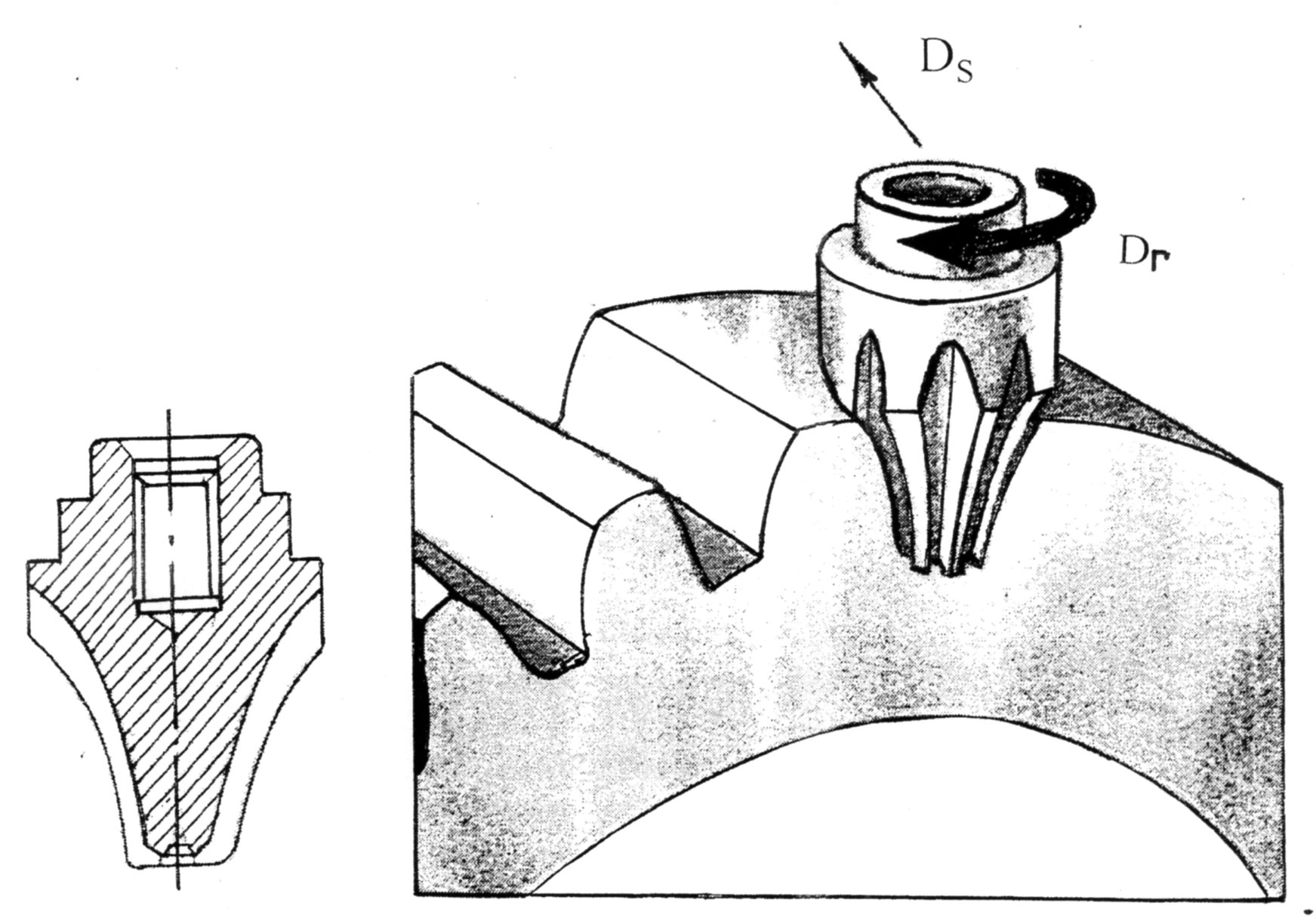 Число зубьев чистовых фрез рекомендуется принимать четным. На рис. 289 показана черновая пальцевая модульная фреза с большим объемом канавок для стружки и со стружкоделительными канавками.
Число зубьев чистовых фрез рекомендуется принимать четным. На рис. 289 показана черновая пальцевая модульная фреза с большим объемом канавок для стружки и со стружкоделительными канавками.
Пальцевые фрезы можно затыловать в радиальном и осевом направлениях, а также под углом (рис. 290).
При радиальном затыловании (рис. 290, α) измеренная по нормали к профилю величина К1 во всех точках профиля будет переменной; при переточках резко изменяется диаметр фрезы, что приводит к искажению профиля впадины, потому радиальное загылование пригодно только для черновых фрез.
При осевом затыловании (рис. 290, б) задний угол более постоянен, так как величина K1 в различных точках в радиальном направлении изменяется так, что частично компенсирует изменение диаметра. Однако при осевом затыловании в точках, где линия профиля параллельна оси фрезы или наклонена к ней под малым углом, получается слишком малая величина заднего угла.
При затыловании под углом τ = 10 ÷ 15° к оси фрезы (рис. 290, в) задний угол α остается почти постоянным, так как изменение величины К1 затыловании компенсирует изменение диаметра, и затылование пригодно для чистовых фрез.
290, в) задний угол α остается почти постоянным, так как изменение величины К1 затыловании компенсирует изменение диаметра, и затылование пригодно для чистовых фрез.
Пальцевая модульная фреза — Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Пальцевые модульные фрезы, применяемые для обработки по методу копирования косозубых колес модуля 20 или выше и шевронных колес, изготовляют по ведомственным нормалям.
[16]
Пальцевые модульные фрезы ( рис. 224) применяют для нарезания прямых, косых и шевронных зубьев на заготовках зубчатых колес больших модулей ( больше 8 мм) в условиях единичного и мелкосерийного производства. Черновая пальцевая модульная фреза отличается от чистовой наличием струж-коломательных канавок. После чернового фрезерования зубьев оставляют припуск на чистовую обработку.
[17]
Пальцевые модульные фрезы ( см. табл. 19) применяют для нарезания прямых, косых и шевронных зубьев на заготовках зубчатых колес больших модулей ( больше 8 мм) в условиях единичного и мелкосерийного производства. Черновая пальцевая модульная фреза отличается от чистовой наличием стружколо-мательных канавок. После чернового фрезерования зубьев оставляют припуск на чистовую обработку.
табл. 19) применяют для нарезания прямых, косых и шевронных зубьев на заготовках зубчатых колес больших модулей ( больше 8 мм) в условиях единичного и мелкосерийного производства. Черновая пальцевая модульная фреза отличается от чистовой наличием стружколо-мательных канавок. После чернового фрезерования зубьев оставляют припуск на чистовую обработку.
[18]
| Дисковая модульная фреза.| Пальцевая модульная фреза.
[19] |
Пальцевые модульные фрезы, применяемые для обработки по методу копирования косозубых колес модуля 20 или выше и шевронных колес, изготовляют по ведомственным нормалям.
[20]
Пальцевые модульные фрезы модуля 8 — 50 мм выпускают по нормалям.
[21]
Пальцевыми модульными фрезами нарезают валы-шестерни клетей прокатных станов, многошевронные колеса, цилиндрические и конические колеса больших модулей, крупномодульные червяки, зубчатые венцы внутреннего зацепления, рейки и другие изделия.
[22]
Пальцевыми модульными фрезами нарезаются валы-шестерни клетей прокатных стано, многошевронные колеса, цилиндрические и конические колеса больших модулей, крупномодульные червяки, зубчатые венцы внутреннего зацепления, рейки и другие изделия. Пальцевые фрезы служат единственным инструментом для нарезания многошевронных колес с непрерывным шевроном.
[23]
Пальцевыми модульными фрезами осуществляют предварительное нарезание прямых и косых зубьев закрытых венцов колес 10 — й степени точности, а также обрабатывают крупные конические колеса 10 — й степени точности. Обработку производят на универсальных фрезерных станках с делительной головкой.
[24]
Изготовление пальцевых модульных фрез из цилиндрических поковок приводило к выкрашиванию зубьев фрезы, которые располагаются в центральной зоне, наиболее пораженной ликвацией и наиболее пористой.
[25]
Схемы обработки зубьев шевронных колес.
[26] |
Обработка пальцевой модульной фрезой ( рис. 119, а) применяется для шевронных колес больших размеров с модулем выше 20 мм. Работа ведется на специальном станке методом копирования.
[27]
Концевая или пальцевая модульная фреза ( фиг. Она удобна для изготовления зубчатых колес с прямым, винтовым и угловым зубьями. Например, для нарезания крупных вал-шестерней с модулем от 40 мм и более применяются три пальцевые фрезы: прорезная, черновая и чистовая. Для самой тяжелой операции-прорезания нередко применяется винтовая так называемая кукурузная фреза с прямобочным профилем и стружкодро-бильными канавками, расположенными в шахматном порядке.
[28]
Профиль зубьев пальцевых модульных фрез полностью совпадает с профилем впадины нарезаемого прямозубого колеса и несколько отличается от профиля впадины косозубого колеса и червяка.
[29]
Нарезание колес пальцевыми модульными фрезами ( рис. 176 6) производится на универсальных фрезерных станках, оснащенных делительными головками или столами, а также на зубофрезерных станках, имеющих устройство для индивидуального деления и специальный суппорт для установки пальцевых фрез.
176 6) производится на универсальных фрезерных станках, оснащенных делительными головками или столами, а также на зубофрезерных станках, имеющих устройство для индивидуального деления и специальный суппорт для установки пальцевых фрез.
[30]
Страницы:
1
2
3
4
5
Модульные резаки
Поиск продукта
Инструменты и лезвия
Фрезы для ЧПУ
Биты маршрутизатора
Модульные резаки
Фрезы со сменными ножами
Круглые лезвия
Производственные аксессуары
Фрезы для шпиндельно-фрезерных станков
Сверла
Хвостовики и патроны
токарная обработка
Классы токарной обработки
Токарные станки
Токарные станки
Токарные патроны
›Gamma Zinken Wood Chuck Lite и Strong
Патроны для дерева Record Power SC1 и SC2
SC3 и 4 Record Power — патроны Nova
Патроны серии Eco
Как измерить резьбу патрона
Живые и драйв-центры
токарные выемки
Инструменты для выдалбливания термитов
Спиральное нанесение, декорирование и шлифование
Отделочные продукты, масла и воски
Заточка токарных станков по дереву
›Заточка сухая
Мокрая заточка
Комплект пера и компоненты
Резьба
Механические станки для резьбы по дереву
Ручные станки для резьбы по дереву
Вращающиеся файлы и гибкий вал
Заточка
РезьбаБыстро
Деревообрабатывающие станки
Устройства для производства шкафных дверей и окон
Пылеуловители и системы фильтрации воздуха
Многофункциональная комбинированная машина
Торцовочная пила по дереву и алюминию
Циркулярная пила и панельная пила
Спиральные пилы
Ленточная пила по дереву
Рубанки
Шейперы
Бордатрис
Сандерс
Сверлильный станок
Долото-долбежные станки
Металлообрабатывающие станки
Сверлильный станок
Фрезерный станок
Параллельный токарный станок
Настольный шлифовальный круг
Шлифовка металла
Торцовочная пила по металлу
Ленточная пила по металлу
Порок и устройство
Обработка листового металла
Оборудование
Морзе и зажимы
Рабочие станции
Чемоданы для инструментов
Rulliere_e_servetti
Обработка материалов
Помощники в мастерской
Вентиляторы и обогреватели
Подъем и подъемники
Помпа
Воздух
Компрессоры
Пневматические инструменты
Трубы и фитинги для сжатого воздуха
Мотоцикл
Мото Гуцци V7
V85TT
Мото Гуцци Белладжио
Априлия Туарег 660
Дукати Пустыня X
Ралли снаряжение
КТМ 690 / Хускварна 701
Ямаха Тенере 700
Устройство мотоцикла
Книга и каталог
Модульная столярная система для глухих угловых сращенных коробок — Учебные пособия
WillAdams
(Уильям Адамс (Carbide 3D))
1
Святым Граалем столярных работ с ЧПУ (по крайней мере, на мой взгляд) является соединение, которое:
- можно разрезать на станке без дополнительных приспособлений (нет необходимости в: Уилл Адамс )
- не содержит пустот
- не обнажает торцевое зерно — 3D-проект — проектирование в 3D или коробчатые (пальцевые) соединения — проектирование в 3D
- не требует вырезания дополнительных деталей — глухой угол и скрытые шлицы — проектирование в 3D
Самое близкое на данный момент это глухой косой сращенный шарнир:
Ну, после дня игры у меня есть способ фрезеровать слепые соединения пальцев без необходимости вертикального монтажа.
[изображение]
[изображение]
Привет, просто хотел поделиться своим первым проектом Nomad. Я хотел выбрать что-то, что я не смог бы сделать в обычном режиме, и это требовало точной подгонки, поэтому я полностью переделал коробку.
[изображение]
Сначала я просто выполнял черновые проходы и проходы по контуру/ватерлинии с помощью плоской фрезы, и у меня были некоторые проблемы, такие как грязные края и некрасивая обработка при резке под углом 45 градусов:
[изображение]
Но поэкспериментировав с разными стратегиями (контуринг на вертикальных участках, ватерлиния на более крутых…

(все еще работаю над идеей соединения без пустот, но математика и геометрия сложны)
Немного написал об этом на:
willadams.gitbook.io
Регулируемые модульные конструкции
Конструкции, состоящие из отдельных частей, позволяют настраивать их без программирования.
, а вот базовый файл для заготовки толщиной 1/4 дюйма и шириной 3,5 дюйма:
all Joints_0_25_x_3_5_sawnlid.c2d (672,6 КБ)
6 лайков
Ред.Е
(Эд)
