Фреза трехсторонняя дисковая: Фреза трехсторонняя дисковая ГОСТ 28527-90 купить во Владимире
Содержание
Фреза дисковая трехсторонняя
ООО » Альянс» — продажа металлорежущего, измерительного, деревообрабатывающего инструмента, станочной оснастки и оборудования
E-mail: [email protected]
Если интересующий Вас товар не найден — оставьте запрос, с обязательным указанием правильного e-mail
Главная \ Металлорежущий инструмент \ Фрезы \ Фреза дисковая трёхсторонняя
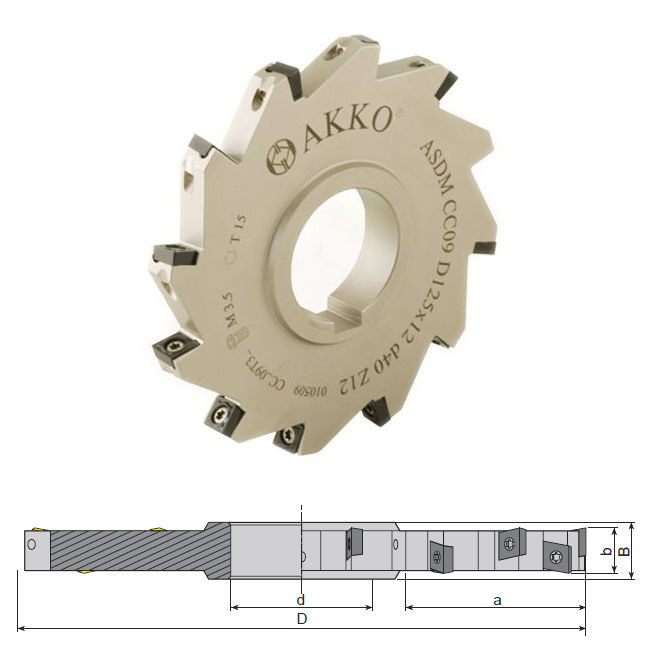
- фрезы 3-х сторонние с механическим креплением сменных твёрдосплавних пластин МС, ВК, ТК ГОСТ 28437-90, ГОСТ 28438-90
- фрезы 3-х сторонние со вставными ножами из быстрорежущей стали ГОСТ 16228-81
- фрезы 3-х сторонние со вставными ножами оснащёнными твёрдосплавными пластинами ГОСТ 5348-69
- фрезы 3-х сторонние цельные ГОСТ 28527-90
- Прекрасные режущие характеристики и контроль за удалением стружки ввиду наличия крутой стружечной канавки и оптимально расположенных режущих пластин;
- Долговечный корпус благодаря специальной обработке поверхности;
- Стабильные режущие характеристики, плавное резание при операциях с высокой подачей за счет положительной геометрии.

Наша компания ООО «Альянс» предлагает к поставке 3-х сторонние фрезы из наличия и под заказ:
Фрезы дисковые трёхсторонние насадные 3-х стороронние:
- фреза трехсторонняя 50х4х16 z=12 Р6М5
- фреза трехсторонняя 50х5х16 z=14 Р6М5
- фреза трехсторонняя 50х6х16 z=14 Р6М5
- фреза трехсторонняя 60х6х22 z=14 Р18 с разнонапр. зубьями
- фреза трехсторонняя 60х12х22 z=12 Р9 с разнонапр. зубьями
- фреза трехсторонняя 63х6х22 z=16 Р6М5*
- фреза трехсторонняя 63х6х22 z=16 Р6М5К5
- фреза трехсторонняя 63х8х22 z=12 Р6М5 с разнонапр. зубьями А3
- фреза трехсторонняя 63х8х22 z=16 Р6М5
- фреза трехсторонняя 63х8х22 z=16 Р6М5К5
- фреза трехсторонняя 63х8,25х22 z=16 Р6М5
- фреза трехсторонняя 63х10х22 z=12 Р6М5 с разнонапр. зубьями А3
- фреза трехсторонняя 63х10х22 z=12 Р18 с разнонапр. зубьями А3
- фреза трехсторонняя 63х10х22 z=16 Р6М5
- фреза трехсторонняя 63х10х22 z=16 11Р3АМ3Ф2
- фреза трехсторонняя 63х12х22 z=16 Р6М5
- фреза трехсторонняя 63х12х22 z=16 Р18 А3
- фреза трехсторонняя 75х10х22 z=18 Р6М5 технологич.

- фреза трехсторонняя 80х5 с прямым зубом
- фреза трехсторонняя 80х6 с прямым зубом
- фреза трехсторонняя 80х6х27 z=10 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя 80х6х27 z=10 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя 80х6х27 z=10 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя 80х8х27 z=10 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя 80х8х27 z=10 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя 80х8х27 z=10 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя 80х8х27 z=14 Р6М5
- фреза трехсторонняя 80х8х27 z=14 Р6М5 с разнонапр. зубьями
- фреза трехсторонняя 80х8х27 z=16 Р18 с разнонаправленными зубьями
- фреза трехсторонняя 80х8х27 z=18 Р6М5
- фреза трехсторонняя 80х8х27 z=18 Р18
- фреза трехсторонняя 80х10 с прямым зубом
- фреза трехсторонняя 80х10х27 z=12 Р6М5
- фреза трехсторонняя 80х10х27 z=14 Р6М5
- фреза трехсторонняя 80х10х27 z=18 Р6М5
- фреза трехсторонняя 80х10х27 z=18 Р6М5 с разнонапр.
 зубьями
зубьями - фреза трехсторонняя 80х10х27 z=18 Р18
- фреза трехсторонняя 80х12х27 z=12 Р6М5
- фреза трехсторонняя 80х12х27 z=18 Р6М5
- фреза трехсторонняя 80х14х27 z=14 Р6М5
- фреза трехсторонняя 80х14х27 z=18 Р6М5
- фреза трехсторонняя 80х14х27 z=18 А11Р3М3Ф2
- фреза трехсторонняя 80х14х27 z=18 Р18
- Фреза трёхсторонняя 80х18х27 z=14 с разнонаправленными зубьями ГОСТ 28527-90
- фреза трехсторонняя 90х10 с разнонаправленными зубъями ВК8
- фреза трехсторонняя 90х14х27 z=10 с впресов.ножами Р18
- фреза трехсторонняя 90х16х27 z=10 с впресов.ножами Р18
- фреза трехсторонняя 95х22х27 z=12 со вст.ножами Р6М5
- фреза трехсторонняя 100х5 с прямым зубом
- фреза трехсторонняя 100х6 с прямым зубом
- фреза трехсторонняя 100х8 с прямым зубом
- фреза трехсторонняя 100х9х40 z=24 со впаяными тв.сплав. пластинами
- фреза трехсторонняя 100х10 с прямым зубом
- фреза трехсторонняя 100х9х40 z=24 со впаяными тв.
 сплав. Пластинами
сплав. Пластинами - фреза трехсторонняя 100х10х32 z=20 Р6М5
- фреза трехсторонняя 100х10х32 z=20 Р6М5 технологич.
- фреза трехсторонняя 100х10х32 z=20 Р9
- фреза трехсторонняя 100х10х32 z=20 Р18
- фреза трехсторонняя 100х10х32 z=36 Р6М5
- фреза трехсторонняя 100х12х27 z=12 со вст.ножами Р9
- фреза трехсторонняя 100х12х27 z=12 со вст.ножами Р6М5
- фреза трехсторонняя 100х12х32 z=20 Р6М5
- фреза трехсторонняя 100х12х32 z=20 Р6М5 (КИБ)
- фреза трехсторонняя 100х12х32 z=20 Р9К5
- фреза трехсторонняя 100х12 с разнонаправленными зубъями Т5К10
- фреза трехсторонняя 100х14х27 z=12 со вст.ножами Р6М5
- фреза трехсторонняя 100х14х27 z=14 с впресованными ножами Р18
- фреза трехсторонняя 100х14х32 z=20 Р6М5
- фреза трехсторонняя 100х14х32 z=14 с разнонапр.зуб. Р6М5
- фреза трехсторонняя 100х14х32 z=14 с разнонапр.зуб. Р6М5 (КИБ)
- Фреза трехсторонняя 100х14х27 ВК8 z=8 с разнонаправленными зубъями со вставными ножами
- фреза трехсторонняя 100х14х27 z=6 с механическим креплением ромбических пластин CNUA 090404 (ГОСТ 28437-90)
- фреза трехсторонняя 100х14х32 с механическим креплением ромбических тв/спл пластин CNUA 090404 (ГОСТ 28437-90)
- фреза трехсторонняя 100х16х32 z=14 Р6М5
- фреза трехсторонняя 100х16х32 z=14 с разнонапр.
 зуб. Р6М5
зуб. Р6М5 - фреза трехсторонняя 100х16х32 z=14 с разнонапр.зуб. Р6М5 (КИБ)
- фреза трехсторонняя 100х16х32 z=14 с разнонапр.зуб. Р6АМ5
- фреза трехсторонняя 100х16х32 z=20 Р6М5
- фреза трехсторонняя 100х16х32 z=20 Р6М5 (КИБ)
- фреза трехсторонняя 100х18х27 z=12 со вст.ножами Р6М5
- фреза трехсторонняя 100х18х27 z=12 со вст.ножами Р6М5 + 12 зап.ножей
- фреза трехсторонняя 100х18х27 z=14 с впресованными ножами Р18
- фреза трехсторонняя 100х18х27 с мех. креплением ромбических тв/спл пластин
- фреза трехсторонняя 100х18х27 z=6 с механическим креплением ромбических твердосплавных пластин 05113-090304 (2241-0705)
- фреза трехсторонняя 100х18х27 z=8 с механическим креплением треугольных твердосплавных пластин МС
- фреза трехсторонняя 100х22х27 z=10 со вст.ножами Р6М5
- фреза трехсторонняя 100х28х27 z=10 со вст.ножами Р6М5
- фреза трехсторонняя 100х30х27 z=10 со вст.ножами Р6М5
- фреза трехсторонняя 100х32х27 z=10 со вст.
 ножами Р6М5
ножами Р6М5 - фреза трехсторонняя 110х14х27 z=14 со вст.ножами Р6М5
- фреза трехсторонняя 110х16х27 z= с напайными пластинами ВК8
- фреза трехсторонняя 120х32х32 со вст.ножами Р6М5
- фреза трехсторонняя 120х47х32 с разнонаправлеными зубьями Р6М5
- фреза трехсторонняя 125х10х32 z=24 с разнонаправлеными зубьями Р6М5 технологич.
- фреза трехсторонняя 125х12х32 z=10 с впрессованными ножами ВК8
- фреза трехсторонняя 125х12х32 z=16 со вст.ножами Р6М5
- фреза трехсторонняя 125х12х32 z=16 с впрессованными ножами Р6М5
- Фреза трехсторонняя 125х12х32 z=12 с напайными пластинами Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя 125х14х32 z=16 со вст.ножами Р6М5
- фреза трехсторонняя 125х16х32 z=14 со вст.ножами Р6М5
- фреза трехсторонняя 125х16х32 z=14 с впресов.ножами Р6М5
- фреза трехсторонняя 125х16х32 z=14 с впресов.ножами ВК8
- фреза трехсторонняя 125х18х32
- фреза трехсторонняя 125х18х40 z=8 с механическим креплением треугольных тв/спл пластин без отверстия (без пластин)
- фреза трехсторонняя 125х20х32 z=12 со вст.
 ножами Р6М5
ножами Р6М5 - фреза трехсторонняя 125х20х32 z=16 с впресов.ножами Р18
- фреза трехсторонняя 125х25х32 z=12 со вст.ножами Р6М5
- фреза трехсторонняя 125х32х32 z=10 со вст.ножами Р6М5
- фреза трехсторонняя 125х34х32 z=10 со вст.ножами Р6М5
- фреза трехсторонняя 130х14х32 z= с напайными пластинами Т5К10
- фреза трехсторонняя 130х20х32 z=16 с впресованными ножами Р18
- Фреза трехсторонняя 130х22х32 z=32 цельная с прямыми зубьями Р6М5
- фреза трехсторонняя 130х25х32 z=12 со вст.ножами Р6М5
- фреза трехсторонняя 150х18 с разнонаправленными зубъями ВК8
- фреза дисковая трехсторонняя 160х12х40 z=24 Р18 с разнонаправленными зубьями
- фреза трехсторонняя 160х14х40 z=20 со вст.ножами Р6М5
- фреза трехсторонняя 160х14х50 z=12 со вст.ножами ВК8
- фреза трехсторонняя 160х14х40 z=12 с механическим креплением ромбических твердосплавных пластин CNUA 090404 (ГОСТ 28437-90)
- фреза трехсторонняя 160х16х40 z=20 со вст.
 ножами Р6М5
ножами Р6М5 - фреза трехсторонняя 160х16-19х40 z=10 с механическим креплением треугольных твердосплавных пластин TPCW 16 с отверстием
- фреза трехсторонняя 160х16-19х40 z=10 с механическим креплением треугольных твердосплавных пластин МС (2241-0753)
- фреза трехсторонняя 160х18х40 со вст.ножами Р6М5
- фреза трехсторонняя 160х18х40 со вст.ножами Р6М5 (с комплектом ножей)
- фреза трехсторонняя 160х18 с механическим креплением ромбических тв/спл пластин CNUA 120408 (ГОСТ 28437-90)
- фреза трехсторонняя 160х18х40 z=10 с механическим креплением треугольных тв/спл пластин без отверстия
- фреза трехсторонняя 160х22х40 z=18 со вст.ножами Р6М5
- фреза трехсторонняя 160х22х40 с мех. креплением ромбических твердосплавных пластин
- фреза трехсторонняя 160х22х40 с механическим креплением ромбических тв.пл. пластин CNUA 120408 (ГОСТ 28437-90)
- фреза трехсторонняя 160х22х40 z=8 с механическим креплением ромбических твердосплавных пластин 05113-120408 (2241-0714)
- фреза трехсторонняя 160х26-29 с механическим креплением треугольных твердосплавных пластин МС (2241-0757)
- фреза трехсторонняя 160х28х40 с мех.
 креплением ромбических тв/спл пластин МС137 (+2 к-та зап.пластин)
креплением ромбических тв/спл пластин МС137 (+2 к-та зап.пластин) - фреза трехсторонняя 160х28х40 z=6 с мех креплением ромбических пластин CNUA 160412 К15 (по легированной стали) (ГОСТ 28437-90)
- фреза трехсторонняя 160х28х40 z=16 со вст.ножами Р6М5
- фреза трехсторонняя 160х28х50 z=12 со вст.ножами ВК8
- фреза трехсторонняя 160х36х40 z=16 со вст.ножами Р6М5
- фреза трехсторонняя 160х36х40 z=16 со вст.ножами Р6М5 (+3 комп-та ножей)
- фреза трехсторонняя 160х36х40 z=18 с впрес.ножами Р18
- Фреза трехсторонняя 175х12х40 z=24 Р6М5 с разнонаправленным зубом
- фреза трехсторонняя 200х10х50 Р6М5К5 прямозубая монолитная
- фреза трехсторонняя 200х12х50 со вст.ножами Р6М5
- фреза трехсторонняя 200х12х50 z=14 со вставными ножами ВК8
- фреза трехсторонняя 200х14х50 со вст.ножами Р6М5
- фреза трехсторонняя 200х16х50 со вст.ножами Р6М5 z=20
- фреза трехсторонняя 200х16х50 с мех. креплением ромбических тв/спл пластин CNUA 090404 МС 318-256 + 30 пластин
- фреза трехсторонняя 200х16-19 с механическим креплением треугольных твердосплавных пластин МС (2241-0761)
- фреза трехсторонняя 200х18х40 со вст.
 ножами Р6М5
ножами Р6М5 - фреза трехсторонняя 200х18х50 со вст.ножами Р6М5 z=20
- фреза трехсторонняя 200х19-22х50 z=12 с механическим креплением треугольных тв/спл пластин TPCW 16 МС с отверстием (ГОСТ 28437-90) зажим винтом через пластину
- фреза трехсторонняя 200х19-22 с механическим креплением треугольных твердосплавных пластин МС (2241-0762)
- фреза трехсторонняя 200х20х50 со вст.ножами Р6М5, HSS
- фреза трехсторонняя 200х20х50 с мех. креплением ромбических тв/спл пластин
- фреза трехсторонняя 200х20х50 z=12 с механическим креплением ромбических твердосплавных пластин CNUA 120408 (ГОСТ 28437-90)
- фреза трехсторонняя 200х22х50 с механическим креплением треугольных тв/спл пластин МС
- фреза трехсторонняя 200х22х50 z=12 с механическим креплением треугольных тв/спл пластин TPUN-160308 МС без отверстия (ГОСТ 28437-90) зажим сверху
- фреза трехсторонняя 200х23-26х50 с механическим креплением треугольных твердосплавных пластин МС (2241-0764)
- фреза трехсторонняя 200х25х50 со вст.
 ножами Р6М5 z=20
ножами Р6М5 z=20 - фреза трехсторонняя 200х25х50 с мех.креплением ромбических тв/спл пластин
- фреза трехсторонняя 200х25х50 z=10 с механическим креплением ромбических твердосплавных пластин CNUA 160412 МС137 (ГОСТ 28437-90)
- фреза трехсторонняя 200х25,5х50 z=10 с мех.креплением ромбических тв/спл пластин CNUA 160412 МС (ГОСТ 28437-90)
- фреза трехсторонняя 200х28х50 с мех.креплением ромбических тв/спл пластин CNUA 160412 МС (ГОСТ 28437-90)
- фреза трехсторонняя 200х29-32х50 с механическим креплением треугольных твердосплавных пластин МС (2241-0766)
- фреза трехсторонняя 200х32х50 с мех. креплением ромбических тв.спл пластин
- фреза трехсторонняя 200х32х50 со вст.рефл.ножами Р6М5 z=18
- фреза трехсторонняя 200х32х50 со вст.рефл.ножами ВК8 z=14
- фреза трехсторонняя 200х40х50 со вст.ножами Р6М5
- Фреза трехсторонняя 250х6х50 z=74 Р6М5 цельная с разнонаправленными зубьями ГОСТ 28527-90
- фреза трехсторонняя 250х14х50 со вст.
 ножами ВК8
ножами ВК8 - фреза трехсторонняя 250х16х50 с механическим креплением ромбических тв/спл пластин CNUA 090404 (ГОСТ 28437-90)
- фреза трехсторонняя 250х18х50 со вст.ножами Р6М5 z=26
- фреза трехсторонняя 250х18х50 z=18 с механическим креплением ромбических твердосплавных пластин CNUA 090404 (ГОСТ 28437-90)
- фреза трехсторонняя 250х18х50 z=18 с механическим креплением ромбических твердосплавных пластин 05113-090304 (2241-0723)
- фреза трехсторонняя 250х22х50 со вст.ножами Р6М5
- фреза трехсторонняя 250х22х50 с мех. креплением ромбических тв/спл пластин CNUA (ГОСТ 28437-90)
- фреза трехсторонняя 250х28х50 со вст.ножами Р6М5
- фреза трехсторонняя 250х28х50 z=12 с мех.креплением ромбических тв/спл пластин CNUA 160412 МС137 (Р25 или ТТ20К9) (ГОСТ 28437-90)
- фреза трехсторонняя 250х32х50 со вст.ножами Р6М5
- фреза трёхсторонняя 250х36х50 со вст.ножами Р6М5
- фреза дисковая 3-х сторонняя 50х4х16 z=12 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 50х4х16 z=12 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 50х5х16 z=12 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 50х5х16 z=12 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 50х5х16 z=14 Р6М5
- фреза дисковая 3-х сторонняя 50х6х16 z=12 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 50х6х16 z=12 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 50х6х16 z=14 Р6М5
- фреза дисковая 3-х сторонняя 50х6х16 z=14 Р6М5К5
- фреза дисковая 3-х сторонняя 50х7х16 z=12 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 50х7х16 z=12 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 50х8х16 z=12 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 50х8х16 z=12 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 50х10х16 z=12 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 50х10х16 z=12 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х5х22 z=14 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х5х22 z=14 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х6х22 z=14 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х7х22 z=14 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х7х22 z=14 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х8х22 z=12 тип2 Р6М5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х8х22 z=14 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х8х22 z=14 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х8х22 z=14 Р9
- фреза дисковая 3-х сторонняя 63х8х22 z=16 Р6М5
- фреза дисковая 3-х сторонняя 63х8х22 z=16 Р9
- фреза дисковая 3-х сторонняя 63х8х22 z=16 тип2 Р6М5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х10х22 z=12 тип2 Р6М5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х10х22 z=14 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х10х22 z=14 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х10х22 z=16 Р6М5
- фреза дисковая 3-х сторонняя 63х12х22 z=12 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х12х22 z=12 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х12х22 z=12 Р6М5 с разнонапрвл.
 зубьями
зубьями - фреза дисковая 3-х сторонняя 63х12х22 z=16 Р6М5
- фреза дисковая 3-х сторонняя 63х12х22 z=16 Р9
- фреза дисковая 3-х сторонняя 63х14х22 z=12 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х14х22 z=12 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 63х16х22 z=12 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х5х27 z=16 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х5х27 z=16 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х6х27 z=16 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х6х27 z=16 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х7х27 z=16 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х7х27 z=16 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х8х27 z=16 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х8х27 z=16 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х8х27 z=18 Р6М5
- фреза дисковая 3-х сторонняя 80х10х27 z=16 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х10х27 z=16 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х10х27 z=18 А11РЗМЗФ2
- фреза дисковая 3-х сторонняя 80х10х27 z=18 Р6М5
- фреза дисковая 3-х сторонняя 80х12х27 z=14 Р6М5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х12х27 z=16 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х12х27 z=18 Р6М5
- фреза дисковая 3-х сторонняя 80х12х27 z=18 ЭП894 порошковая сталь
- фреза дисковая 3-х сторонняя 80х14х27 z=14 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х14х27 z=14 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х14х27 z=14 Р6М5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х14х27 z=18 Р6М5
- фреза дисковая 3-х сторонняя 80х16х27 z=14 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х16х27 z=14 Р6М5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х18х27 z=14 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 80х20х27 z=14 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 90х5,5х27 z=36 Р18
- фреза дисковая 3-х сторонняя 90х6,5х27 z=36 Р18
- фреза дисковая 3-х сторонняя 90х7,5х27 z=36 Р18
- фреза дисковая 3-х сторонняя 90х18х32 z=18 ЭП682 порошковая сталь с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х6х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х6х32 z=18 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х7х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х7х32 z=18 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х8х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х8х32 z=18 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х10х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х10х32 z=18 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х10х32 z=20 Р6М5
- фреза дисковая 3-х сторонняя 100х12х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х12х32 z=18 Р6АМ5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х12х32 z=20 Р6М5
- фреза дисковая 3-х сторонняя 100х14х27 z=12 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 100х14х32 z=16 Р6М5
- фреза дисковая 3-х сторонняя 100х14х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х14х32 z=20 Р6М5
- фреза дисковая 3-х сторонняя 100х14х32 z=20 ЭП894 порошковая сталь
- фреза дисковая 3-х сторонняя 100х16х27 z=12 Р6М5 с разнонаправленными зубьями, со вставными ножами
- фреза дисковая 3-х сторонняя 100х16х32 z=14 Р6М5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х16х32 z=16 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х16х32 z=20 Р18
- фреза дисковая 3-х сторонняя 100х18х27 z=12 Р6М5 с разнонаправленными зубьями, со вставными ножами
- фреза дисковая 3-х сторонняя 100х18х27 z=12 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 100х18х32 z=14 Р6М5 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х18х32 z=16 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х22х27 z=10 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 100х22х32 z=16 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х25х32 z=16 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 100х28х27 z=10 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 100х28х27 z=10 Р6М5 со вставными ножами +(комплект ножей 10шт)
- фреза дисковая 3-х сторонняя 105х16х27 z=40 ЭП682 с разнонаправленными зубьями порошковая сталь
- фреза дисковая 3-х сторонняя 110х4,5х27 z=24 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 110х5,5х27 z=24 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 110х7,5х27 z=24 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х8х32 z=20 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х10х32 z=20 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х12х32 z=20 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х14х32 z=20 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х16х32 z=14 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 125х16х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х18х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х20х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х22х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х25х32 z=12 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 125х25х32 z=16 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х25х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х28х32 z=18 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 125х32х32 z=16 Р18 с впресованными ножами
- фреза дисковая 3-х сторонняя 155х18х40 z=18 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 160х10х40 z=24 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 160х10х40 z=24 Р6М5
- фреза дисковая 3-х сторонняя 160х12х40 z=24 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 160х14х40 z=20 Р6М5 со вставными ножами рифлёными ножами
- фреза дисковая 3-х сторонняя 160х14х40 z=24 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 160х16х40 z=24 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 160х18х40 z=18 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 160х18х40 z=24 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 160х20х40 z=22 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 160х22х40 z=18 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 160х22х40 z=22 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 160х25х40 z=22 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 160х28х40 z=16 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 160х28х40 z=22 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 160х32х40 z=22 Р18 с разнонаправленными зубьями
- фреза дисковая 3-х сторонняя 160х36х40 z=12 Р18 со вставными ножами
- фреза дисковая 3-х сторонняя 160х36х40 z=16 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 160х36х40 z=16 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 200х32х50 z=18 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 200х40х50 z=16 Р6М5 со вставными ножами
- фреза дисковая 3-х сторонняя 200х40х50 z=24 Р6М5 со вставными ножами
- Фреза дисковая 3-х сторонняя 250х6х50 z=74 Р6М5 цельная с разнонаправленными зубьями ГОСТ 28527-90
фрезы дисковые трехсторонние твердосплавные с напайными пластинами:
- фреза трехсторонняя твердосплавная 63х6х22 z=8 ВК8 с разнонаправленными зубьями
- фреза трёхсторонняя твердосплавная 63х6х22 z=8 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х6х22 z=8 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х8х22 z=8 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х8х22 z=8 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х8х22 z=8 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х10х22 z=8 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х10х22 z=8 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х10х22 z=8 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х12х22 z=8 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х12х22 z=8 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х12х22 z=8 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х14х22 z=8 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х14х22 z=8 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 63х14х22 z=8 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х6х27 z=10 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х6х27 z=10 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х6х27 z=10 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х8х27 z=10 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х8х27 z=10 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х8х27 z=10 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х10х27 z=10 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х10х27 z=10 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х10х27 z=10 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х12х27 z=10 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х12х27 z=10 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х12х27 z=10 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х14х27 z=10 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х14х27 z=10 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 80х14х27 z=10 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х6х32 z=12 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х6х32 z=12 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х6х32 z=12 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х8х32 z=12 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х8х32 z=12 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х8х32 z=12 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х10х32 z=12 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х10х32 z=12 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х10х32 z=12 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х12х32 z=10 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х12х32 z=10 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х12х32 z=10 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х12х32 z=12 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х12х32 z=12 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х12х32 z=12 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х14х32 z=10 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х14х32 z=10 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х14х32 z=10 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х14х32 z=12 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 100х14х32 z=12 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 105х8х27 z=30 пласт.
 ВК8 с разнонаправленными зубьями
ВК8 с разнонаправленными зубьями - фреза трехсторонняя твердосплавная 110х12х40 z=10 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 110х12х40 z=10 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 110х25х40 z= 6 с впрессованными ножами твердый сплав
- фреза трехсторонняя твердосплавная 125х6х32 z=14 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х6х32 z=14 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х6х32 z=14 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х8х32 z=12 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х8х32 z=12 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х8х32 z=12 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х8х40 z=16 твердый сплав
- фреза трехсторонняя твердосплавная 125х10х32 z=12 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х10х32 z=12 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х10х32 z=12 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х12х32 z=12 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х12х32 z=12 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х12х32 z=12 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х12х32 z=14 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х12х32 z=14 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х12х32 z=14 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х14х32 z=12 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х14х32 z=12 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х14х32 z=12 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х14х32 z=14 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х14х32 z=14 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х14х32 z=14 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 125х25х40 z= 8 с впрессованными ножами из тверд.
 сплава
сплава - фреза трехсторонняя твердосплавная 125х25х40 z=10. ВК8 с впрессованными ножами
- фреза трехсторонняя твердосплавная 150х24х50 z= 8 Т5К10 со вставными ножами
- фреза трехсторонняя твердосплавная 160х10х40 z=16 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 160х10х40 z=16 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 160х10х40 z=16 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 160х12х40 z=16 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 160х12х40 z=16 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 160х12х40 z=16 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 160х14х40 z=16 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 160х14х40 z=16 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 160х14х40 z=16 Т5К10 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 160х14х50 z=12 ВК8 со вставными ножами
- фреза трехсторонняя твердосплавная 200х12х40 z=18 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 200х12х40 z=18 Т15К6 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 200х12х40 z=18 Т5К10 с разнонаправл.
 зубьями
зубьями - фреза трехсторонняя твердосплавная 200х12х50 z=14 ВК8 с разнонаправл. вставными ножами
- фреза трехсторонняя твердосплавная 200х14х40 z=18 ВК8 с разнонаправленными зубьями
- фреза трехсторонняя твердосплавная 200х14х40 z=18 Т15К6 с разнонаправл. зубьями
- фреза трехсторонняя твердосплавная 200х14х40 z=18 Т5К10 с разнонаправл. зубьями
- фреза трехсторонняя твердосплавная 200х25х50 z=14 ВК8 с разнонаправленными вставными ножами
- фреза трехсторонняя твердосплавная 200х40х50 z=16 ВК8 с разнонаправленными вставными ножами
Наличие 3-х сторонних фрез Вы всегда можете уточнить в прайс-листе
© 2004 — 2023
ООО «Альянс»
Перепечатка, а равно использование материалов с данного сайта, разрешена только по согласию с владельцем.
Показать на карте
создание сайтов: megagroup. ru
ru
РосИНТЕХ
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 63х4 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 63х5 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 63х6 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 63х7 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 63х8 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 63х10 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 63х12 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 63х14 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 63х16 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 80х5 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 80х6 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 80х7 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 80х8 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 80х10 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 80х12 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 80х14 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 80х16 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 80х18 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 80х20 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 100х6 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 100х7 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 100х8 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 100х10 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 100х12 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 100х14 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 100х16 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 100х18 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 100х20 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 100х22 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 100х25 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 125х8 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 125х10 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 125х12 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 125х14 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 125х16 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 125х18 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 125х20 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 125х22 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 125х25 | Есть на складе | Звоните, чтобы узнать стоимость | |
| Фреза дисковая трехсторонняя с прямыми зубьями гост 28527 (Ф) | 125х28 | Есть на складе | Звоните, чтобы узнать стоимость |
Фреза дисковая трехсторонняя
Дисковые трехсторонние фрезы используют для механической обработки пазов большой глубины и различных уступов. Они позволяют получать отфрезерованные поверхности с более высоким, чем при использовании других видов дискового инструмента, классом шероховатости. Трехсторонние фрезы бывают следующих типов:
Они позволяют получать отфрезерованные поверхности с более высоким, чем при использовании других видов дискового инструмента, классом шероховатости. Трехсторонние фрезы бывают следующих типов:
— с механическим креплением на зубьях твердосплавных сменных пластин;
— с вставными сменными ножами, выполненными из быстрорежущих сталей;
— с вставными сменными ножами, которые оснащены твердосплавными пластинами;
— цельные из быстрорежущей стали.
Фреза дисковая трехстороняя с механическим креплением пластин
| Фреза трехстор с мех креплением 100 х 14 х 27 ромбических пластин Z=6 2241-0704 (20 пл-н) |
| Фреза трехстор с мех креплением 100 х 14 х 27 ромбических пластин Z=6 2241-0704 |
| Фреза трехстор с мех креплением 100 х 18 х 27 ромбических пластин Z=6 2241-0705 |
| Фреза трехстор с мех креплением 125 х 16 х 32 ромбических пластин Z=8 2241-0708 |
| Фреза трехстор с мех креплением 125 х 16 х 32 ромбических пластин Z=8 (10 пл-н) 2241-0708 |
| Фреза трехстор с мех креплением 160 х 14 х 40 ромбических пластин Z=12 2241-0709 |
| Фреза трехстор с мех креплением 160 х 18 х 40 ромбических пластин Z=12 2241-0712 |
| Фреза трехстор с мех креплением 160 х 22 х 40 ромбических пластин Z=8 2241-0714 |
| Фреза трехстор с мех креплением 160 х 26-29 х 40 трехгранных пластин Z=8 2241-0757 |
| Фреза трехстор с мех креплением 160 х 28 х 40 ромбических пластин Z=6 2241-0715 |
| Фреза трехстор с мех креплением 200 х 16 х 50 ромбических пластин Z=14 2241-0716 |
| Фреза трехстор с мех креплением 200 х 16 х 50 ромбических пластин Z=14 (33 пл-н) 2241-0716 |
| Фреза трехстор с мех креплением 200 х 16 х 50 ромбических пластин Z=14 (30 пл-н) 2241-0716 |
| Фреза трехстор с мех креплением 200 х 16-19 х 50 трехгранных пластин Z=12 2241-0761 |
| Фреза трехстор с мех креплением 200 х 19-22 х 50 трехгранных пластин Z=12 (20 пл-н) 2241-0762 |
| Фреза трехстор с мех креплением 200 х 20 х 50 ромбических пластин Z=12 2241-0717 |
| Фреза трехстор с мех креплением 200 х 25 х 50 ромбических пластин Z=10 2241-0718 |
| Фреза трехстор с мех креплением 200 х 29-32 х 50 трехгранных пластин Z=12 2241-0766 |
| Фреза трехстор с мех креплением 200 х 32 х 50 ромбических пластин Z=8 2241-0719 |
| Фреза трехстор с мех креплением 250 х 14 х 50 ромбических пластин Z=18 + (50 пл-н) 2241-0721 |
| Фреза трехстор с мех креплением 250 х 22 х 50 ромбических пластин Z=16 + (48 пл-н) 2241-0725 |
| Фреза трехстор с мех креплением 250 х 28 х 50 ромбических пластин Z=12 2241-0727 |
| Фреза трехстор с мех креплением 315 х 12 х 50 квадратных пластин Z=24 MT390K-С315R12SD09-1214N-S СКИФ-М |
Фреза дисковая трехстороняя со вставными ножами
Фреза трехстор 90,0 х 14 х 27 со вставными ножами Р18 Z = 10 ГОСТ 1669-78 (ТУ2. 0350224638.1156-88) 0350224638.1156-88) |
| Фреза трехстор 90,0 х 18 х 27 со вставными ножами Р9 Z = 10 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 100,0 х 14 х 27 со вставными ножами Р6М5 Z = 12 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 100,0 х 14 х 27 со вставными ножами Р18 Z = 14 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 100,0 х 14 х 27 со вставными ножами Р6М5 Z = 14 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 100,0 х 14 х 27 со вставными рифл ножами Z = 12 Р6М5 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 100,0 х 14 х 27 со вставными рифл ножами Р6М5 Z = 12 |
| Фреза трехстор 100,0 х 14 х 32 со вставными ножами твердый сплав Z = 8 ГОСТ 5348-69 |
| Фреза трехстор 100,0 х 14 х 27 со вставными рифл ножами твердый сплав ВК8 Z = 8 ГОСТ 5348-69 |
| Фреза трехстор 100,0 х 18 х 32 со вставными рифл ножами ВК8 Z=8 ГОСТ 5348-69 |
| Фреза трехстор 100,0 х 18 х 32 со вставными рифл ножами ВК8 Z=8 ГОСТ 5348-69 |
Фреза трехстор 100,0 х 18 х 32 со вставными ножами Р6М5 Z=14 ГОСТ 1669-78 (ТУ2. 0350224638.1156-88) 0350224638.1156-88) |
| Фреза трехстор 100,0 х 18 х 27 со вставными рифл ножами Р6М5 Z=12 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 100,0 х 18 х 27 со вставными ножами Р18 Z=14 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 100,0 х 18 х 27 со вставными ножами Р6М5 Z=14ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 100,0 х 22 х 27 со вст. ножами Р18 Z=14 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 100,0 х 22 х 27 со вставными рифл ножами Р6М5 Z = 10 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 100,0 х 22 х 27 со вставными рифл ножами Z=8 ВК8 ГОСТ 5348-69 |
| Фреза трехстор 100,0 х 22 х 32 со вставными рифл ножами Z=8 ВК8 ГОСТ 5348-69 |
| Фреза трехстор 100,0 х 22 х 32 со вставными рифл ножами Z=8 Т5К10 ГОСТ 5348-69 |
Фреза трехстор 100,0 х 28 х 27 со вставными рифл ножами Р6М5 Z=10 ГОСТ 1669-78 (ТУ2.0350224638. 1156-88) 1156-88) |
| Фреза трехстор 110,0 х 12 со вставными ножами ВК8 ГОСТ 5348-69 |
| Фреза трехстор 110,0 х 12 х 32 со вставными ножами Р6М5 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 110,0 х 12 х 27 со вставными ножами Р6М5 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 110,0 х 14 х 27 со вставными рифл ножами Р6М5 Z=14ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 110,0 х 16 х 27 со вставными ножами Р18 Z=14ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 110,0 х 18 х 27 со вставными ножами Р18 Z=14 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 110,0 х 18 х 27 со вставными рифл ножами Р6М5 Z=14 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 110,0 х 24 х 27 со вставными ножами Р18 Z=14 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
Фреза трехстор 110,0 х 24 х 27 со вставными ножами Р9 Z=14 ГОСТ 1669-78 (ТУ2. 0350224638.1156-88) 0350224638.1156-88) |
| Фреза трехстор 110,0 х 28 х 27 со вставными рифл ножами Р6М5 Z=12 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 12 х 32 со вставными ножами Т5К10 Z=10 ГОСТ 5348-69 |
| Фреза трехстор 125,0 х 12 х 40 со вставными ножами ВК8 Z=10 ГОСТ 5348-69 |
| Фреза трехстор 125,0 х 12 х 40 со вставными ножами тв.сплав Z=10 ГОСТ 5348-69 |
| Фреза трехстор 125,0 х 12 х 32 со вставными рифл ножами Р6М5 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 12 х 32 со вставными ножами Р6М5 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 14 х 32 со вставными ножами тв.сплав Z=10 ГОСТ 5348-69 |
| Фреза трехстор 125,0 х 14 х 40 со вставными ножами тв.сплав Z=10 ГОСТ 5348-69 |
| Фреза трехстор 125,0 х 15 х 32 со вставными рифл ножами Т15К6 Z=10 ГОСТ 5348-69 |
Фреза трехстор 125,0 х 16 х 32 со вставными рифл ножами Р6М5 Z=14 ГОСТ 1669-78 (ТУ2. 0350224638.1156-88) 0350224638.1156-88) |
| Фреза трехстор 125,0 х 16 х 32 со вст. ножами Р18 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 16 х 32 со вст. ножами Р6М5 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 16 х 40 со вставными ножами Т5К10 Z=10 ГОСТ 5348-69 |
| Фреза трехстор 125,0 х 16 х 32 со вставными ножами ВК8 Z=10 ГОСТ 5348-69 |
| Фреза трехстор 125,0 х 16 х 40 со вставными рифл ножами ВК8 Z=10 |
| Фреза трехстор 125,0 х 16 х 40 со вставными ножами ВК8 Z=10 ГОСТ 5348-69 |
| Фреза трехстор 125,0 х 18 х 32 со вставными рифл ножами твердый сплав ГОСТ 5348-69 |
| Фреза трехстор 125,0 х 20 х 32 со вставными рифл ножами Р6М5 Z=12 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 20 х 32 со вставными ножами Р6М5 Z=16ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 20 х 32 со вставными рифл ножами Т5К10 Z=10 ГОСТ 5348-69 |
Фреза трехстор 125,0 х 22 х 32 со вставными ножами Р6М5 ГОСТ 1669-78 (ТУ2. 0350224638.1156-88) 0350224638.1156-88) |
| Фреза трехстор 125,0 х 25 х 32 со вставными рифл ножами Р6М5 Z=12 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 25 х 32 со вставными рифл ножами Р6М5 Z=12 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 25 х 32 со вставными ножами Р6М5 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 25 х 32 со вставными ножами Р18 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 25 х 40 со вставными рифл ножами тв.сплав Z=10 ГОСТ 5348-69 |
| Фреза трехстор 125,0 х 25 х 32 со вставными рифл ножами ВК8 Z=10 ГОСТ 5348-69 |
| Фреза трехстор 125,0 х 32 х 32 со вставными рифл ножами Р6М5 Z=10 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 125,0 х 32 х 32 со вставными ножами Р6М5 Z=16ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
Фреза трехстор 125,0 х 32 х 32 со вставными ножами Р18 Z=16ГОСТ1669-78 (ТУ2. 0350224638.1156-88) 0350224638.1156-88) |
| Фреза трехстор 130,0 х 14 х 32 со вставными рифл ножами ВК8 Z=10 ГОСТ 5348-69 |
| Фреза трехстор 130,0 х 18 х 40 со вставными рифл ножами Р6М5 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 130,0 х 22 х 32 со вставными ножами Р18 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 130,0 х 24 х 32 со вставными ножами Р9 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 130,0 х 26 х 40 со вставными рифл ножами твердый сплав Z=8 ГОСТ 5348-69 |
| Фреза трехстор 130,0 х 28 х 32 со вставными рифл ножами Р6М5 Z=12 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 150,0 х 16 х 40 со вставными рифл ножами Р6М5 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 150,0 х 18 х 40 со вставными рифл ножами Р6М5 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
Фреза трехстор 150,0 х 20 х 40 со вставными ножами Р18 Z=18 ГОСТ 1669-78 (ТУ2. 0350224638.1156-88) 0350224638.1156-88) |
| Фреза трехстор 150,0 х 24 х 40 со вставными рифл ножами Р6М5 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 150,0 х 24 х 40 со вставными ножами Р18 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 150,0 х 26 х 40 со вставными ножами Р9 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 150,0 х 26 х 40 со вставными рифл ножами твердый сплав Z=8 ГОСТ 5348-69 |
| Фреза трехстор 150,0 х 30 х 40 со вставными рифл ножами Р6М5 Z=14 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 160,0 х 14 х 40 со вставными рефл ножами Р6М5 Z=20 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 160,0 х 14 х 40 со вставными ножами Т5К10 Z=10 ГОСТ 5348-69 |
| Фреза трехстор 160,0 х 14 х 40 со вставными ножами Т5К10 Z=12 ГОСТ 5348-69 |
| Фреза трехстор 160,0 х 14 х 40 со вставными ножами ВК8 Z=12 ГОСТ 5348-69 |
| Фреза трехстор 160,0 х 14 х 40 со вставными рифл ножами ВК8 Z=12 ГОСТ 5348-69 |
Фреза трехстор 160,0 х 14 х 40 со вставными ножами тв. сплав Z=12 ГОСТ 5348-69 сплав Z=12 ГОСТ 5348-69 |
| Фреза трехстор 160,0 х 14 х 50 со вставными ножами тв.сплав Z=12 ГОСТ 5348-69 |
| Фреза трехстор 160,0 х 14 х 40 со вставными ножами ВК8 Z=12 ГОСТ 5348-69 |
| Фреза трехстор 160,0 х 14 х 50 со вставными ножами ВК8 Z=12 ГОСТ 5348-69 |
| Фреза трехстор 160,0 х 16 х 40 со вставными рифл ножами Р6М5 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 160,0 х 18 х 40 со вставными рифл ножами Р6М5 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 160,0 х 18 со вставными рифл ножами Р18 Z=18(с комп. ножей Р18) ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 160,0 х 18 х 40 со вставными ножами тв.сплав Z=12 ГОСТ 5348-69 |
| Фреза трехстор 160,0 х 20 х 40 со вставными рифл ножами Р6М5 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
Фреза трехстор 160,0 х 22 х 40 со вставными рифл ножами Р6М5 Z=18 ГОСТ 1669-78 (ТУ2. 0350224638.1156-88) 0350224638.1156-88) |
| Фреза трехстор 160,0 х 22 х 40 со вставными ножами Р18 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 160,0 х 22 х 40 со вставными ножами Р6М5 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 160,0 х 22 х 40 со вставными ножами Р18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 160,0 х 22 х 50 со вставными рифл ножами ВК8 Z=12 ГОСТ 5348-69 |
| Фреза трехстор 160,0 х 22 х 50 со вставными рифл ножами ВК8 Z=12 с комп. ножей ВК8 ГОСТ 5348-69 |
| Фреза трехстор 160,0 х 22 х 40 со вставными рифл ножами Т5К10 Z=12 ГОСТ 5348-69 |
| Фреза трехстор 160,0 х 24 х 32 со вставными рифл ножами Р6М5 Z=14 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 160,0 х 28 со вставными рифл ножами Р18 Z=16(с комп. ножей Р18) ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
Фреза трехстор 160,0 х 28 х 40 со вставными рифл ножами Р6М5 Z=16 (2241-0170) ГОСТ 1669-78 (ТУ2. 0350224638.1156-88) 0350224638.1156-88) |
| Фреза трехстор 160,0 х 36 х 40 со вставными ножами Р6М5 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 160,0 х 36 х 40 со вставными ножами Р18 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 160,0 х 36 х 40со вставными рифл ножами Р18 Z=16(с комп. ножей Р18) ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 200,0 х 12 х 50 со вставными ножами Р6М5 Z=24 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 200,0 х 12 х 50 со вставными рифл ножами Р6М5 Z=24 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 200,0 х 12 х 50 со вставными ножами Р18 Z=24 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 200,0 х 12 х 50 со вставными ножами ВК8 Z=14 ГОСТ 5348-69 |
| Фреза трехстор 200,0 х 12 х 50 со вставными ножами тв.сплав Z=14 ГОСТ 5348-69 |
Фреза трехстор 200,0 х 14 х 50 со вставными рифл ножами Р6М5 Z=20 ГОСТ 1669-78 (ТУ2. 0350224638.1156-88) 0350224638.1156-88) |
| Фреза трехстор 200,0 х 14 х 50 со вставными ножами тв.сплав Z=14 ГОСТ 5348-69 |
| Фреза трехстор 200,0 х 16 х 50 со вставными рифл ножами Р6М5 Z=20 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 200,0 х 16 х 50 со вставными рифл ножами Р18 Z=20(с комп. ножей Р18) ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 200,0 х 16 х 50 со вставными гладкий нож тв.сплав Z=14 ГОСТ 5348-69 |
| Фреза трехстор 200,0 х 16 х 50 со вставными рифл ножами ВК8 Z=14 ГОСТ 5348-69 |
| Фреза трехстор 200,0 х 16 х 60 со вставными рифл ножами ВК8 Z=14 ГОСТ 5348-69 |
| Фреза трехстор 200,0 х 18 х 50 со вставными рифл ножами Р6М5 Z=20ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 200,0 х 20 х 50 со вставными рифл ножами Р6М5 Z=20 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
Фреза трехстор 200,0 х 20 х 50 со вставными ножами Р18 Z=24 ГОСТ 1669-78 (ТУ2. 0350224638.1156-88) 0350224638.1156-88) |
| Фреза трехстор 200,0 х 20 х 50 со вставными рифл ножами ВК8 Z=14 ГОСТ 5348-69 |
| Фреза трехстор 200,0 х 24 х 50 со вставными рифл ножами ВК8 Z=10 ГОСТ 5348-69 |
| Фреза трехстор 200,0 х 24 х 50 со вставными рифл ножами Р18 Z=20 ГОСТ 1669-78 |
| Фреза трехстор 200,0 х 25 х 60 со вставными рифл ножами ВК8 Z=14 ГОСТ 5348-69 |
| Фреза трехстор 200,0 х 25 х 50 со вставными рифл ножами ВК8 Z=14 ГОСТ 5348-69 |
| Фреза трехстор 200,0 х 25 х 50 со вставными рифл ножами тв.сплав Z=14 ГОСТ 5348-69 |
| Фреза трехстор 200,0 х 25 х 50 со вставными рифл ножами ВК8 (с комп. ножей ВК8) ГОСТ 5348-69 |
| Фреза трехстор 200,0 х 25 х 50 со вставными рифл ножами Р6М5 Z=20 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 200,0 х 25 х 50 со вставными ножами Р6М5 Z=24 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 200,0 х 26 х 50 со вставными рифл ножами ВК8 Z=10 ГОСТ 5348-69 |
Фреза трехстор 200,0 х 28 х 40 со вставными рифл ножами Р6М5 Z=20 ГОСТ 1669-78 (ТУ2. 0350224638.1156-88)з 0350224638.1156-88)з |
| Фреза трехстор 200,0 х 28 х 50 со вставными рифл ножами Р6М5 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88)з |
| Фреза трехстор 200,0 х 30 х 50 со вставными рифл ножами Р6М5 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88)з |
| Фреза трехстор 200,0 х 32 х 50 со вставными рифл ножами Р6М5 Z=18 ГОСТ 1669-78 (ТУ2.0350224638.1156-88)з |
| Фреза трехстор 200,0 х 32 х 50 со вставными рифл ножами Р18 (с комп. ножей Р18) Z=24ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 200,0 х 34 х 50 со вставными ножами Р6М5 Z=24 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 200,0 х 40 х 50 со вставными рифл ножами Р6М5 Z=16 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 250,0 х 18 х 50 со вставными рифл ножами Р6М5 Z=26 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
Фреза трехстор 250,0 х 20 х 50 со вставными рифл ножами Р6М5 Z=24 ГОСТ 1669-78 (ТУ2.0350224638. 1156-88) 1156-88) |
| Фреза трехстор 250,0 х 22 х 50 со вставными рифл ножами Р6М5 Z=24 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 250,0 х 24 х 50 со вставными рифл ножами Р18 Z=20 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 250,0 х 28 х 40 со вставными рифл ножами Р6М5 Z=20 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 250,0 х 28 х 50 со вставными рифл ножами Р6М5 (скол) ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 250,0 х 28 х 50 со вставными рифл ножами Р6М5 Z=24 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 250,0 х 28 х 50 со вставными рифл ножами тв.сплав Z=18 ГОСТ 5348-69 |
| Фреза трехстор 250,0 х 30 х 50 со вставными рифл ножами Р6М5 Z=24 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
| Фреза трехстор 250,0 х 32 х 50 со вставными рифл ножами Р6М5 Z=20 ГОСТ 1669-78 (ТУ2.0350224638.1156-88) |
Фреза трехстор 315,0 х 26 х 50 со вставными рифл ножами Р6М5 Z=24 ГОСТ 1669-78 (ТУ2.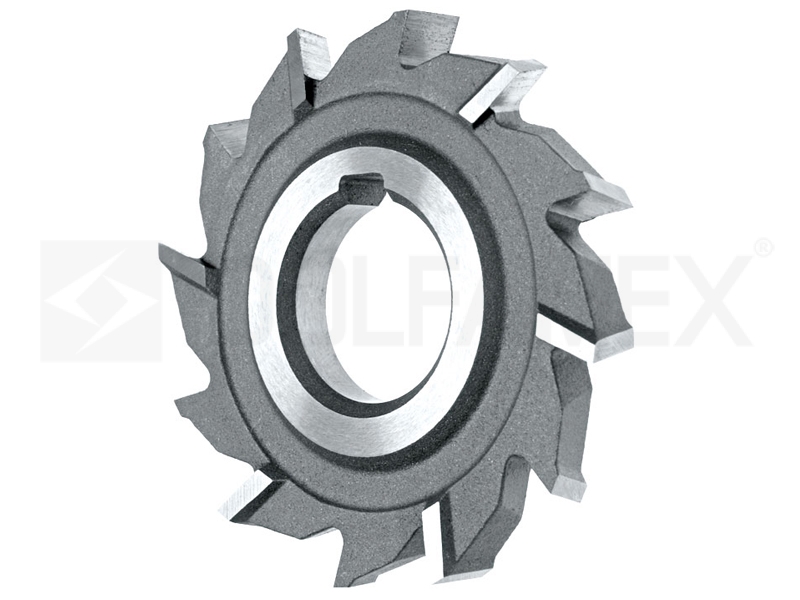 0350224638.1156-88) 0350224638.1156-88) |
Фреза дисковая трехстороняя с напайными пластинами
| Фреза трехстор 60,0 х 4,0 х 16 напайные пластины с прямым зубом ВК8 Z=16 |
| Фреза трехстор 63,0 х 10,0 х 22 напайные пластины с прямым зубом ВК8 Z=12 |
| Фреза трехстор 63,0 х 13,0 х 22 напайные пластины с разнонаправленным зубом ВК8 Z=12 |
| Фреза трехстор 75,0 х 7,65 х 22 напайные пластины с прямым зубом ВК8 Z=8 |
| Фреза трехстор 86,0 х 8 х 22 напайные пластины с прямым зубом ВК8 Z=20 R2,5 |
| Фреза трехстор 90,0 х 5 х 27 напайные пластины ВК8 с прямым зубом Z=16 |
| Фреза трехстор 90,0 х 10 х 32 напайные пластины твердый сплав ВК8 с разнонаправленным зубом Z=8 |
| Фреза трехстор 100,0 х 12,36 х 22 напайные пластины ВК8 с прямым зубом Z=20 |
| Фреза трехстор 108,0 х 28 х 32 напайные пластины твердый сплав с разнонаправленным зубом Z=12 |
| Фреза трехстор 110,0 х 5,85 х 32 напайные пластины ВК8 с прямым зубом Z=16 R2,5 |
| Фреза трехстор 110,0 х 5,85 х 32 напайные пластины ВК8 с прямым зубом Z=16 R2,0 |
| Фреза трехстор 110,0 х 12 х 40 напайные пластины Т5К10 с разнонаправленным зубом Z=10 |
| Фреза трехстор 110,0 х 16 х 40 напайные пластины ВК8 с разнонаправленным зубом Z=10 |
| Фреза трехстор 110,0 х 16 х 40 напайные пластины Т5К10 с разнонаправленным зубом Z=10 |
| Фреза трехстор 110,0 х 16 х 50 напайные пластины Т5К10 с разнонаправленным зубом Z=10 |
| Фреза трехстор 110,0 х 18 х 50 напайные пластины Т5К10 с разнонаправленным зубом Z=10 |
| Фреза трехстор 120,0 х 6,85 х 32 напайные пластины Т15К6 с прямым зубом Z=18 R2 |
| Фреза трехстор 120,0 х 8,05 х 27 напайные пластины ВК8 с прямым зубом Z=16 R2 |
Фреза трехстор 120,0 х 11. 8 х 40 напайные пластины ВК8 с разнонаправленным зубом Z=18 R3 8 х 40 напайные пластины ВК8 с разнонаправленным зубом Z=18 R3 |
| Фреза трехстор 125,0 х 6 х 32 напайные пластины Т5К10 с разнонаправленным зубом Z=12 |
| Фреза трехстор 125,0 х 12 х 32 напайные пластины ВК8 с прямым зубом Z=14 |
| Фреза трехстор 125,0 х 12 х 32 напайные пластины Т5К10 с разнонаправленным зубом Z=12 |
| Фреза трехстор 125,0 х 14 х 32 напайные пластины Т5К10 с разнонаправленным зубом Z=12 |
| Фреза трехстор 125,0 х 16 х 32 напайные пластины ВК8 с прямым зубом Z=14 |
| Фреза трехстор 130 х 5,05 х 32 напайные ВК8 с прямым зубом z=18 |
| Фреза трехстор 130 х 8,0 х 32 напайные ВК8 с прямым зубом z=14 R4 |
| Фреза трехстор 130 х 8,05 х 32 напайные ВК8 с прямым зубом z=22 R3 |
| Фреза трехстор 130,0 х 18 х 40 напайные пластины Т5К10 с разнонаправленным зубом Z=12 |
| Фреза трехстор 130,0 х 18 х 40 напайные пластины Т5К10 с разнонаправленным зубом Z=12 |
| Фреза трехстор 140 х 4,0 х 40 напайные ВК8 с прямым зубом z=22 |
| Фреза трехстор 140 х 4,5 х 32 напайные ВК8 с прямым зубом z=18 |
| Фреза трехстор 140,0 х 10 х 40 напайные пластины ВК8 с разнонаправленным зубом Z=18 |
| Фреза трехстор 150,0 х 7,9 х 32 напайные пластины ВК8 с прямым зубом Z=22 R3 |
| Фреза трехстор 150,0 х 11 х 32 напайные пластины ВК8 с прямым зубом Z=22 R3 |
Фреза трехстор 150,0 х 12 х 27 напайные пластины тв. сплав с прямым зубом Z=18 сплав с прямым зубом Z=18 |
| Фреза трехстор 150,0 х 12 х 50 напайные пластины Т5К10 с разнонаправленным зубом Z=12 |
| Фреза трехстор 150,0 х 12 х 50 напайные пластины Т15К6 с разнонаправленным зубом Z=12 |
| Фреза трехстор 150,0 х 16 х 50 напайные пластины Т5К10 с разнонаправленным зубом Z=12 |
| Фреза трехстор 150,0 х 16 х 50 напайные пластины ВК8 с разнонаправленным зубом Z=12 |
| Фреза трехстор 150,0 х 16 х 50 напайные пластины ВК8 с разнонаправленным зубом Z=12 |
| Фреза трехстор 160,0 х 10 х 40 напайные пластины Т5К10 с разнонаправленным зубом Z=16 |
| Фреза трехстор 180,0 х 3 х 40 твердый сплав ВК8 с прямым зубом Z=32 напайные |
| Фреза трехстор 180,0 х 6,5 х 32 твердый сплав ВК8 с прямым зубом Z=24 напайные R3 |
| Фреза трехстор 180,0 х 10 х 50 твердый сплав с прямым зубом Z=16 напайные |
| Фреза трехстор 180,0 х 10,5 х 50 твердый сплав с прямым зубом Z=16 напайные |
| Фреза трехстор 185,0 х 14 х 40 твердый сплав с прямым зубом Z=16 напайные |
| Фреза трехстор 190,0 х 5,05 х 40 твердый сплав ВК8 с прямым зубом Z=24 напайные |
| Фреза трехстор 250,0 х 22,0 х 50 Т5К10 с прямым зубом Z=18 напайные |
| Фреза трехстор 275,0 х 15,0 х 50 Т5К10 с прямым зубом Z=18 напайные |
| Фреза трехстор 275,0 х 15,0 х 50 твердый сплав с прямым зубом Z=18 напайные |
| Фреза трехстор 280,0 х 10,0 х 40 твердый сплав с прямым зубом Z=20 напайные |
Фреза дисковая трехсторонняя цельная из быстрорежущей стали
| Фреза трехстор 50,0 х 4 х 16 Z=14 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 50,0 х 5 х 16 Z=14 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 50,0 х 5 х 16 Р12 Z=14 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 50,0 х 5 х 16 Р6М5К5 Z=14 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 50,0 х 6 х 16 Р6М5К5 Z=14 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 50,0 х 6 х 16 Р18 Z=14 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 50,0 х 6 х 16 Z=14 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 60,0 х 8 х 22 Р9 Z=12 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 60,0 х12 х 22 Р9 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 4 х 22 Р6М5К5 Z=24 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 4 х 22 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 5 х 22 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 6 х 22 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 6 х 22 Р6М5К5 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 6 х 22 Р12 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 6 х 22 Р18 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 6 х 22 Z=12 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 7 х 22 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 8 х 22 Р18 Z=12 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 8 х 22 Z=12 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 8 х 22 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 8 х 22 Z=24 с прямым зубом |
| Фреза трехстор 63,0 х 8 х 22 Р18 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 8 х 22 Р6М5К5 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 8 х 22 Р6М5К5 Z=12 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 10 х 22 Р12 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 10 х 22 Р18 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 10 х 22 Р9К5 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 10 х 22 Z=16 с разнонаправленным зубом |
| Фреза трехстор 63,0 х 10 х 22 Р18 Z=16 с разнонаправленным зубом |
| Фреза трехстор 63,0 х 10 х 22 Р18 Z=12 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 10 х 22 Z=12 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 10 х 22 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 11 х 22 Z=12 Р6М5К5 с разнонаправленным зубом |
| Фреза трехстор 63,0 х 12 х 22 Р12 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 12 х 22 Р6М5К5 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 12 х 22 Р18 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 12 х 22 Z=16 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 12 х 22 Р18 Z=12 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 12 х 22 Р6М5К5 Z=12 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 12 х 22 Z=12 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 63,0 х 16 х 22 Р6М5Ф3 Z=12 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 70,37 х 15 х 22 Z=14 с разнонаправленным зубом |
| Фреза трехстор 72,0 х 6 х 22 Р18 Z=20 с разнонаправленным зубом |
| Фреза трехстор 75,0 х 4,2 х 22 Z=20 с прямым зубом |
| Фреза трехстор 75,0 х 5,38 х 22 Р18 Z=24 с прямым зубом |
| Фреза трехстор 75,0 х 7 х 22 Z=14 с разнонаправленным зубом |
| Фреза трехстор 75,0 х 8 х 22 Р18 Z=18 с прямым зубом |
| Фреза трехстор 75,0 х 9 х 22 Р18 Z=40 с прямым зубом |
| Фреза трехстор 75,0 х 10 х 22 Z=18 с прямым зубом |
| Фреза трехстор 75,0 х 10 х 22 Z=10 с прямым зубом |
| Фреза трехстор 75,0 х 10 х 27 Р18 Z=18 с прямым зубом |
| Фреза трехстор 75,0 х 12 х 22 Z=18 с прямым зубом |
| Фреза трехстор 75,0 х 12 х 22 Р18 Z=18 с прямым зубом |
| Фреза трехстор 75,0 х 14 х 27 Р9 Z=18 с прямым зубом |
| Фреза трехстор 75,0 х 16 х 22 Z=12 с разнонаправленным зубом |
| Фреза трехстор 75,0 х 18 х 22 Z=16 с прямым зубом |
| Фреза трехстор 78,0 х 8 х 22 Р18 Z=36 с прямым зубом |
| Фреза трехстор 78,0 х 8 х 22 Z=10 с разнонаправленным зубом |
| Фреза трехстор 80,0 х 3,5 х 27 Z=28 с прямым зубом |
| Фреза трехстор 80,0 х 4 х 27 Z=24 с прямым зубом |
| Фреза трехстор 80,0 х 4 х 22 Z=14 с разнонаправленным зубом |
| Фреза трехстор 80,0 х 4 х 22 Р18 Z=14 с разнонаправленным зубом |
| Фреза трехстор 80,0 х 5 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 80,0 х 5 х 27 Z=18 с прямым зубом |
| Фреза трехстор 80,0 х 6 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 80,0 х 6 х 27 Z=18 с прямым зубом |
| Фреза трехстор 80,0 х 7 х 27 Z=18 с прямым зубом |
| Фреза трехстор 80,0 х 7,5 х 27 Z=14 Р18 с разнонаправленным зубом |
| Фреза трехстор 80,0 х 7,5 х 22 Z=14 с разнонаправленным зубом |
| Фреза трехстор 80,0 х 7,8 х 22 Z=35 с прямым зубом |
| Фреза трехстор 80,0 х 8 х 27 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 8 х 27 Z=14 Р6М5К5 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 8 х 27 Z=18 с прямым зубом радиусная R2 |
| Фреза трехстор 80,0 х 8,0 х 27 Р12 Z=18 с прямым зубом |
| Фреза трехстор 80,0 х 8,0 х 27 Z=18 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 8,4 х 22 Z=26 с прямым зубом |
| Фреза трехстор 80,0 х 9,0 х 22 Z=14 с разнонаправленным зубом |
| Фреза трехстор 80,0 х 9,15 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 80,0 х 10 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 80,0 х 10 х 27 с разнонаправленным зубом Z=16 ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 10 х 27 Р18 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 10,0 х 22 с разнонаправленным зубом |
| Фреза трехстор 80,0 х 10 х 27 Р6М5 Z=18 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 10 х 22 Z=18 с прямым зубом |
| Фреза трехстор 80,0 х 10 х 27 Р12 Z=18 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 10 х 27 Z=16 с прямым зубом |
| Фреза трехстор 80,0 х 12 х 27 Р18 Z=18 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 12 х 27 Р12 Z=18 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 12 х 27 Z=18 с прямым зубом ГОСТ 28527-90 ,ТИЗ |
| Фреза трехстор 80,0 х 12,0 х 27 Р18 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 12,0 х 27 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 13,5 х 27 Р18 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 14,0 х 27 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 14 х 27 Z=18 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 14 х 27 Р12 Z=18 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 16,0 х 27 Р18 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 16,0 х 27 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 16,0 х 27 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 18,0 х 27 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 20,0 х 27 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 20 х 27 Z=18 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 80,0 х 22 х 22 Z=20 с прямым зубом |
| Фреза трехстор 83,5 х 10,0 х 27 Z=26 с прямым зубом |
| Фреза трехстор 83,5 х 12 х 22 Z=30 с прямым зубом |
| Фреза трехстор 85,0 х 6,1 х 22 Z=28 с разнонаправленным зубом |
| Фреза трехстор 85,0 х 8 х 22 Р18 Z=30 с прямым зубом |
| Фреза трехстор 87 х 8,5 х 27 Z=26 с прямым зубом |
| Фреза трехстор 87 х 9 х 27 Z=26 с прямым зубом |
| Фреза трехстор 87 х 10,5 х 27 Z=26 с прямым зубом |
| Фреза трехстор 90,0 х 4,75 х 22 Р9 Z=14 с разнонаправленным зубом |
| Фреза трехстор 90,0 х 5 х 27 Z=20 с прямым зубом |
| Фреза трехстор 90,0 х 5 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 90,0 х 6,5 х 32 Z=36 с прямым зубом без шпон паза |
| Фреза трехстор 90,0 х 6,5-6,8 х 27 Z=26 с прямым зубом |
| Фреза трехстор 90,0 х 7 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 90,0 х 7 х 22 Z=18 с разнонаправленным зубом |
| Фреза трехстор 90,0 х 7,5 х 27 Z=26 с прямым зубом |
| Фреза трехстор 90,0 х 8 х 27 Z=26 Р9 с прямым зубом |
| Фреза трехстор 90,0 х 8 х 27 Z=26 с прямым зубом |
| Фреза трехстор 90,0 х 8,6 х 22 Р18 Z=34 с прямым зубом |
| Фреза трехстор 90,0 х 9 х 22 Р9К5 Z=36 с прямым зубом |
| Фреза трехстор 90,0 х 10 х 27 Р18 Z=28 с прямым зубом |
| Фреза трехстор 90,0 х 10 х 27 Z=26 с прямым зубом |
| Фреза трехстор 90,0 х 14 х 27 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 90,0 х 16 х 27 Z=20 с прямым зубом |
| Фреза трехстор 90,0 х 16 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 91,4 х 7,5 х 22 Р18 Z=36 с прямым зубом |
| Фреза трехстор 95,0 х 5,7 х 22 Р18 Z=24 с прямым зубом |
| Фреза трехстор 95,0 х 7 х 27 Z=28 с разнонаправленным зубом |
| Фреза трехстор 95,0 х 8 х 27 Z=24 с разнонаправленным зубом |
| Фреза трехстор 95,0 х 8,4 х 27 Z=20 с разнонаправленным зубом |
| Фреза трехстор 95,0 х 9,5 х 27 Р18 Z=24 с разнонаправленным зубом |
| Фреза трехстор 95,0 х 10 х 27 Р18 Z=24 с прямым зубом |
| Фреза трехстор 95,0 х 10 х 27 Z=26 с прямым зубом Z=24 |
| Фреза трехстор 95,0 х 11,5 х 27 Р18 Z=24 с разнонаправленным зубом |
| Фреза трехстор 95,0 х 14 х 27 Z=24 Р18 с прямым зубом Z=20 |
| Фреза трехстор 100,0 х 4,5 х 27 Z=36 с прямым зубом |
| Фреза трехстор 100,0 х 5 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 5 х 27 Z=16 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 5 х 27 Z=20 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 5 х 27 Р18 Z=16 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 5,15 х 27 Р9К5 Z=30 с прямым зубом |
| Фреза трехстор 100,0 х 5,5х 32 Р18 Z=30 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 6 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 7 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 7,85 х 27 Z=28 с прямым зубом |
| Фреза трехстор 100,0 х 8,0 х 27 Z=12 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 8,0 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 8,0 х 32 Z=20 с прямым зубом |
| Фреза трехстор 100,0 х 8,0 х 32 Р18 Z=20 с прямым зубом |
| Фреза трехстор 100,0 х 9,5 х 27 Z=12 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 10 х 32 Z=20 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 10 х 32 Z=20 Р12 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 10 х 32 Z=20 Р18 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 10 х 27 Z=14 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 10 х 32 Z=14 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 12 х 32 Z=18 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 12 х 32 Z=20 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 12 х 32 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 12 х 32 Р18 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 12 х 32 Р12 Z=20 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 12 х 32 Р18 Z=20 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 13,0 Х 27 Z=24 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 13,5 Х 32 Р18 Z=16 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 14 х 32 Z=20 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 14 х 32 Р12 Z=20 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 14 Х 32 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 14,0 Х 32 Р18 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 16 х 27 Z=16 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 16 х 32 Z=14 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 16 x 27 Z=22 с прямым зубом |
| Фреза трехстор 100,0 х 16 x 32 Z=20 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 16 x 32 Р6М5К5 Z=20 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 16,5 х 32 Z=20 Р6М5 с прямым зубом |
| Фреза трехстор 100,0 х 17,5 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 18,0 Z=20 Р6М5 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 18,0 x 32 с разнонаправленным зубом ГОСТ 28527-90 Z=14 |
| Фреза трехстор 100,0 х 18,5 х 32 Z=20 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 18,8 х 32 Z=20 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 19 х 27 Z=10 Р6М5 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 20 х 27 Z=14 Р6М5 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 20 х 27 Z=16 Р6М5 с разнонаправленным зубом |
| Фреза трехстор 100,0 х 20 х 32 Z=14 Р6М5 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 21 х 32 Z=20 Р6М5 с прямым зубом Z=20 ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 22 х 32 с разнонаправленным зубом Z=14 ГОСТ 28527-90 |
| Фреза трехстор 100,0 х 25 х 32 Z=14 Р6М5 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 107,0 х 12 х 40 Z=30 с прямым зубом |
| Фреза трехстор 107,0 х 12 х 22 Z=36 с прямым зубом |
| Фреза трехстор 107,8 х 12 х 22 Р18 Z=30 с прямым зубом |
| Фреза трехстор 110,0 х 3,95 х 22 Z=36 с прямым зубом |
| Фреза трехстор 110,0 х 6,0 х 27 Z=18 с разнонаправленным зубом |
| Фреза трехстор 110,0 х 6,5 х 27 Z=24 с прямым зубом |
| Фреза трехстор 110,0 х 6,5 х 22 Z=18 с разнонаправленным зубом |
| Фреза трехстор 110,0 х 7 х 27 Z=18 с разнонаправленным зубом |
| Фреза трехстор 110,0 х 8 х 27 Z=36 с прямым зубом |
| Фреза трехстор 110,0 х 10 х 27 Р6М5 с прямым зубом Z=22 |
| Фреза трехстор 110,0 х 10 х 27 Р6М5 с прямым зубом Z=26 |
| Фреза трехстор 110,0 х 11 х 27 Р6М5 с прямым зубом Z=32 |
| Фреза трехстор 110,0 х 11 х 27 Р18 с прямым зубом Z=18 |
| Фреза трехстор 110,0 х 11 х 27 с разнонаправленным зубом Z=20 |
| Фреза трехстор 110,0 х 15,5 х 32 с разнонаправленным зубом Z=12 |
| Фреза трехстор 110,0 х 15,5 х 27 с разнонаправленным зубом Z=12 |
| Фреза трехстор 114,0 х 10 х 27 с прямым зубом Z=26 |
| Фреза трехстор 115,0 х 8 х 32 с разнонаправленным зубом Z=18 |
| Фреза трехстор 115,0 х 22 х 32 Р6М5К5 с разнонаправленным зубом Z=14 |
| Фреза трехстор 118,0 х 9,5 х 27 с прямым зубом Z=26 |
| Фреза трехстор 120,0 х 6,0 х 27 с разнонаправленным зубом Z=20 |
| Фреза трехстор 120,0 х 6,45 х 27 Р18 с прямым зубом Z=30 |
| Фреза трехстор 120,0 х 7,5 х 27 с разнонаправленным зубом Z=14 |
| Фреза трехстор 120,0 х 10 х 22 с прямым зубом Z=24 |
| Фреза трехстор 120,0 х 10 х 27 с разнонаправленным зубом Z=14 |
| Фреза трехстор 120,0 х 12 х 27 Z=28 с прямым зубом |
| Фреза трехстор 120,0 х 12 х 27 Р18 с разнонаправленным зубом Z=14 |
| Фреза трехстор 122,0 х 23,45 х 27 с разнонаправленным зубом Z=20 |
| Фреза трехстор 125,0 х 5 х 27 с разнонаправленным зубом Z=18 |
| Фреза трехстор 125,0 х 6,0 х 32 Р6М5 с прямым зубом Z=22 |
| Фреза трехстор 125,0 х 6,0 х 32 Р6М5 с прямым зубом Z=24 |
| Фреза трехстор 125,0 х 7,0 х 32 с прямым зубом Z=22 |
| Фреза трехстор 125,0 х 7,5 х 27 с разнонаправленным зубом Z=14 |
| Фреза трехстор 125,0 х 8 х 32 с прямым зубом Z=22 |
| Фреза трехстор 125,0 х 8 х 27 с прямым зубом Z=26 |
| Фреза трехстор 125,0 х 8 х 27 Р18 с прямым зубом Z=28 |
| Фреза трехстор 125,0 х 9 х 27 Р18 с прямым зубом Z=26 |
| Фреза трехстор 125,0 х 10 х 27 с разнонаправленным зубом Z=14 |
| Фреза трехстор 125,0 х 10 х 27 Р18 с разнонаправленным зубом Z=14 |
| Фреза трехстор 125,0 х 10 х 32 с прямым зубом Z=22 ГОСТ 28527-90 |
| Фреза трехстор 125,0 х 10 х 32 с разнонаправленным зубом Z=18 ГОСТ 28527-90 |
| Фреза трехстор 125,0 х 12 х 32 с прямым зубом Z=22 ГОСТ 28527-90 |
| Фреза трехстор 125,0 х 12 х 32 с разнонаправленным зубом Z=22 |
| Фреза трехстор 125,0 х 12 х 40 с разнонаправленным зубом Z=30 |
| Фреза трехстор 125,0 х 14 х 32 с прямым зубом Z=22 ГОСТ 28527-90 |
| Фреза трехстор 125,0 х 15 х 32 с разнонаправленным зубом Z=24 ГОСТ 28527-90 |
| Фреза трехстор 125,0 х 16 х 32 с разнонаправленным зубом Z=18 ГОСТ 28527-90 |
| Фреза трехстор 125,0 х 16 х 32 с прямым зубом Z=22 ГОСТ 28527-90 |
| Фреза трехстор 125,0 х 16,0 х 32 Р6М5К5 с разнонаправленным зубом Z=30 |
| Фреза трехстор 125,0 х 18 х 32 Р6М5К5 с прямым зубом Z=22 |
| Фреза трехстор 125,0 х 18,0 х 32 Р6М5К5 с разнонаправленным зубом Z=30 |
| Фреза трехстор 125,0 х 20 х 32 Р6М5К5 Z=22 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 125,0 х 20 х 32 Z=18 с разнонаправленным зубом ГОСТ 28527-90 |
| Фреза трехстор 125,0 х 22 х 32 Z=22 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 125,0 х 25 х 32 Z=22 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 125,0 х 28 х 32 Р18 Z=22 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 130,0 х 5 х 27 Р9М4К8 с прямым зубом Z=68 |
| Фреза трехстор 130,0 х 5 х 27 с разнонаправленным зубом Z=18 |
| Фреза трехстор 130,0 х 6 х 22 с прямым зубом Z=40 |
| Фреза трехстор 130,0 х 8 х 27 Р6М5 с прямым зубом Z=28 |
| Фреза трехстор 130,0 х 8 х 27 Р18 с прямым зубом Z=28 |
| Фреза трехстор 130,0 х 8 х 27 Р6М5 с прямым зубом Z=20 |
| Фреза трехстор 130,0 х 8,6 х 27 с прямым зубом Z=30 |
| Фреза трехстор 130,0 х 10 х 27 с прямым зубом Z=28 |
| Фреза трехстор 130,0 х 12 х 22 с прямым зубом Z=20 |
| Фреза трехстор 130,0 х 12 х 32 Р18 с разнонаправленным зубом |
| Фреза трехстор 130,0 х 23 х 32 с прямым зубом Z=22 |
| Фреза трехстор 131,5 х 12,3 х 40 с разнонаправленным зубом Z=30 |
| Фреза трехстор 135,0 х 10 х 32 с разнонаправленным зубом Z=18 |
| Фреза трехстор 135,0 х 11 х 32 с разнонаправленным зубом Z=18 |
| Фреза трехстор 140,0 х 8 х 27 с прямым зубом Z=30 ГОСТ 28527-90 |
| Фреза трехстор 140,0 х 16 х 32 Z=24 с прямым зубом |
| Фреза трехстор 140,0 х 20 х 40 Р18 с разнонаправленным зубом Z=20 |
| Фреза трехстор 145,0 х 26 х 32 Z=34 с прямым зубом |
| Фреза трехстор 150,0 х 6 х 27 Z=36 с прямым зубом |
| Фреза трехстор 150,0 х 7,0 х 32 Z=24 с прямым зубом |
| Фреза трехстор 150,0 х 9 х 32 с разнонаправленным зубом Z=24 |
| Фреза трехстор 150,0 х 10 х 32 с прямым зубом Z=30 |
| Фреза трехстор 150,0 х 14 х 32 Z=26 с разнонаправленным зубом |
| Фреза трехстор 150,0 х 15 х 32 Р6М5К5 Z=30 с прямым зубом (2552-0003) ГОСТ 28527-90 |
| Фреза трехстор 150,0 х 15 х 32 Z=30 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 150,0 х 16 х 40 с разнонаправленным зубом Z=20 |
| Фреза трехстор 150,0 х 20 х 32 с разнонаправленным зубом Z=26 |
| Фреза трехстор 150,0 х 20 х 40 с разнонаправленным зубом Z=20 |
| Фреза трехстор 160,0 х 12 х 32 Р18 с прямым зубом Z=24 |
| Фреза трехстор 160,0 х 12,5 х 32 с разнонаправленным зубом Z=24 |
| Фреза трехстор 160,0 х 15 х 32 Р18 Z=38 с прямым зубом |
| Фреза трехстор 160,0 х 16 х 32 Z=38 с прямым зубом |
| Фреза трехстор 160,0 х 17,6 х 32 Р18 Z=38 с прямым зубом |
| Фреза трехстор 160,0 х 17,6 х 32 Z=38 с прямым зубом |
| Фреза трехстор 160,0 х 18,0 х 32 Z=18 с разнонаправленным зубом |
| Фреза трехстор 160,0 х 18 х 40 Z=24 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 160,0 х 18 х 40 Р18 Z=30 с прямым зубом |
| Фреза трехстор 160,0 х 19 х 40 Z=30 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 160,0 х 20,0 х 32 Z=28 с разнонаправленным зубом |
| Фреза трехстор 160,0 х 22 х 40 Z=24 Р6М5К5 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 160,0 х 25 х 32 Z=30 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 170,0 х 6 х 32 Р18 с разнонаправленным зубом Z=62 |
| Фреза трехстор 170,0 х 20 х 40 Z=30 с прямым зубом ГОСТ 28527-90 |
| Фреза трехстор 175,0 х 9,7 х 27 Z=46 с прямым зубом |
| Фреза трехстор 175,0 х 10 х 60 Р18 Z=40 с прямым зубом |
| Фреза трехстор 180,0 х 8,5 х 32 Z=26 с прямым зубом |
| Фреза трехстор 180,0 х 15 х 32 Z=52 с прямым зубом |
| Фреза трехстор 180,0 х 15 х 32 Р18 Z=52 с прямым зубом |
| Фреза трехстор 180,0 х 18 х 40 Р6М5Ф3 с разнонаправленным зубом Z=36 |
| Фреза трехстор 190,0 х 6 х 40 Р18 с разнонаправленным зубом Z=44 |
| Фреза трехстор 190,0 х 8 х 40 с разнонаправленным зубом Z=24 |
| Фреза трехстор 190,0 х 18 х 32 с разнонаправленным зубом Z=40 |
| Фреза трехстор 200,0 х 6 х 40 с разнонаправленным зубом Z=40 ГОСТ 28527-90 |
| Фреза трехстор 200,0 х 6 х 40 с разнонаправленным зубом Z=32 ГОСТ 28527-90 |
| Фреза трехстор 200,0 х 7,5 х 40 с разнонаправленным зубом Z=46 ГОСТ 28527-90 |
| Фреза трехстор 200,0 х 10 х 50 с разнонаправленным зубом Z=46 ГОСТ 28527-90 |
| Фреза трехстор 200,0 х 20 х 40 А Р6М5К5 с разнонаправленным зубом Z=20 ГОСТ 28527-90 |
| Фреза трехстор 250,0 х 7 х 32 с разнонаправленным зубом Z=60 |
металлорежущий, абразивный инструмент и оснастка в Минске
| на главную | о компании | контакты
| отправить запрос |
Основным направлением деятельности компании является оптовая продажа профессионального металлорежущего, абразивного инструмента и оснастки промышленным предприятиям республики и организациям в сфере обслуживания Беларуси.
- Широкий ассортимент абразивного и металлорежущего инструмента. Всегда на складе.
- Гарантия на всю продукцию
- Возможна отсрочка платежа
- Доставка по всей Беларуси
- Опыт 20 лет и более 300 довольных клиентов
- Прямые поставки инструмента от российских и китайских предприятий — лидеров металлообработки
- В штате инженерно-технические специалисты окажут консультацию по оптимальному выбору инструмента
Новые товары на сайте:
Сверло по металлу ц/х 9,9 L=133 l=87
Сверло спиральное правое стандартной длины с цилиндрическим хвостовиком, диаметром 9,9 мм, общей длиной 133 мм. Длина рабочей части — 87 мм. Марка металла — Р6М5. Производство Россия. Применяется для сверления заготовок из металлических заготовок, …
подробнее
Узнавайте цены у продавца. Позвоните нам
Сверло по металлу ц/х 13,0 Р6М5К5 L=151 l=101
Сверло спиральное правое стандартной длины с цилиндрическим хвостовиком, диаметром 13,0 мм, общей длиной 151 мм. Длина рабочей части — 101 мм. Марка металла — Р6М5К5. Производство Россия. Применяется для сверления заготовок из металлических …
Длина рабочей части — 101 мм. Марка металла — Р6М5К5. Производство Россия. Применяется для сверления заготовок из металлических …
подробнее
Узнавайте цены у продавца. Позвоните нам
Сверло по металлу с коническим хвостовиком 6,7 L=144 l=63
Сверло спиральное правое стандартной длины с коническим хвостовиком, диаметром 6,7 мм. Общая длина 144 мм, длина рабочей части 63 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Сверло по металлу с коническим хвостовиком 6,0 L=138 l=57
Сверло спиральное правое, стандартной длины с коническим хвостовиком, диаметром 6,0 мм. Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 L=58 l=16 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,25 L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,25 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 6,0х1,0 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 6 мм , шагом резьбы 1,0 мм, общей длиной 66 мм, длиной рабочей части 19 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,50 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,5 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 8,0х1,25 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 8 мм , шагом резьбы 1,25 мм, общей длиной 72 мм, длиной рабочей части 22 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,50 L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,5 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,0 L=80 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,0 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х2,0 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 2,0 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Стандартная державка UFO HSS — CB3 | Длина хвостовика: 55 — 180 мм | Больше | Общая державка UFO из карбида вольфрама — CB3W | Длина хвостовика: 55 — 180 мм | Больше | НЛОТ-образный пазВставка — 3T | Доступная толщина: 0,5 — 8 мм | Больше | НЛОТ-образный пазРезак — 3Т/3ТС | Толщина НЛОТ-образный паз: 1,4–12 мм | Больше | НЛОТ-образный пазФреза (подойдет круглая вставка) — 3TR | Применимыйрадиус : R4-R6 | Больше | НЛОрадиус Вставка — 3T | Применяемый угол R: R0,5 — R3,0 (эффективная обработка с 6 зубьями) | Больше | Вставка для скругления двойных углов UFO — 3T | Применяемый диаметр: 9,8 мм — 4 зубца / 11,8 мм — 4 зубца / 19,8 мм — 6 зубца | Больше | Двойной НЛОФаскаВставка — 3T | Диаметры полной серии: Ø 9,8 — Ø 14,5 мм (эффективная обработка с 4 зубьями) | Больше | Вставка «ласточкин хвост» UFO — 3T | Применяемый диаметр: 20 мм | Больше | НЛОвогнутый радиус Вставка — 3T | Применяемый диаметр: Ø 20 (6 зубьев) | Больше | НЛОстопорное кольцоВставка — C3T | Применяемый диаметр: 20 мм | Больше | НЛОфрезерование резьбыВставка (частичный профиль) — 3T1 | Применяемые типы резьбы: ISO / UN / BSW и 3 различных сорта карбида | Больше | НЛОфрезерование резьбыВставка (полный профиль) — 3T | Применяемые типы резьбы: ISO / UN / BSW и 3 сорта карбида | Больше | отрезная фреза- СБ | Стандартная толщина продукта: 1,4 — 5,5 мм | Больше | Пильный фрезерный станок — SBL | Стандартная толщина продукта: 1,4 — 5,5 мм | Больше | трехсторонняя дисковая фреза- СТЛ | Внешний диаметр: 80 — 160 мм | Больше | трехсторонняя дисковая фреза- СКЛ | Внешний диаметр: 160 — 250 мм | Больше | дисковая фреза- ЦЕЛЬ | Применимая толщина: 14 — 30 мм | Больше | Задняя фреза — CWL | Диаметр фрезы всей серии: 160 — 250 мм | Больше | трехсторонняя дисковая фреза- СК | Внешний диаметр: 80 — 160 мм | Больше | трехсторонняя дисковая фреза- СТ | Внешний диаметр: 80 — 160 мм | Больше | дисковая фреза- СЕ | Применимая толщина: 14 — 30 мм | Больше | дисковая фреза- CW | Применимая толщина: 14 — 30 мм | Больше | Задняя фреза — CB | Применимая толщина: 12 мм | Больше |


 ..)
..)

Моделирование силы фрезерования для дисковой фрезы со сменными трехсторонними пластинами с учетом биения инструмента
 «>
«>Ernst H, Merchant ME (1941) Стружкообразование, трение и отделка. The Cincinnati Milling Machine Company
Merchant ME (1945) Механика процесса резки металла. I. Ортогональное резание и чип второго типа. J Appl Phys 16(5):267–275
Статья
Google Scholar
Ли Э.Х., Шаффер Б.В. (1951) Теория пластичности применительно к задаче механической обработки. J Appl Mech 18:405–413
Статья
Google Scholar
Шоу М.С., Кук Н.Х., Финни И. (1953) Зависимость угла сдвига при резке металла. Trans ASME J Eng Ind 75:273–283
Google Scholar
Oxley PLB, Welsh MJM (1967) Объяснение очевидного эффекта Бриджмена в результатах ортогональной резки Мерчанта. Trans ASME J Eng Ind 89(3):549–555
Артикул
Google Scholar
 «>
«>Kudo H (1965) Некоторые новые решения по линии скольжения для двумерной стационарной обработки. Int J Mech Sci 7(1):43–55
Статья
Google Scholar
Usui E (1971) резка, исследование и обработка. Издательская компания Гонгли, ООО
Google Scholar
Стаблер Г.В. (1964) Закон схода стружки и его следствия. В материалах 5-й международной конференции MTDR 243-251
Armarego EJA, Whitfield RC (1985) Компьютерное моделирование популярных операций механической обработки для прогнозирования силы и мощности. CIRP Ann Manuf Technol 34(1):65–69
Статья
Google Scholar
Altintas Y (2012) Автоматизация производства: механика резки металла, вибрации станков и проектирование ЧПУ. Издательство Кембриджского университета
 «>
«>Муфки А., Девилез А., Дудзински Д., Молинари А. (2004) Термомеханическое моделирование наклонной резки и экспериментальная проверка. Int J Mach Tools Manuf 44(9):971–989
Статья
Google Scholar
Martellotti ME (1941) Анализ процесса измельчения. Trans ASME J Eng Ind 63:677–700
Google Scholar
Koenigsberger F, Sabberwal AJP (1961) Исследование пульсаций силы резания при фрезеровании. Int J Mach Tool Des Res 1(1-2):15–33
Артикул
Google Scholar
Клайн В.А., Девор Р.Е., Линдберг Дж.Р. (1982) Прогноз сил резания при концевом фрезеровании с применением угловых резов. Int J Mach Tool Des Res 22(1):7–22
Статья
Google Scholar
Алтинтас Ю., Спенс А. , Тласти Дж. (1991) Алгоритмы усилия концевого фрезерования для CAD-систем. CIRP Ann Manuf Technol 40(1):31–34
, Тласти Дж. (1991) Алгоритмы усилия концевого фрезерования для CAD-систем. CIRP Ann Manuf Technol 40(1):31–34
Статья
Google Scholar
Wang JJJ, Liang SY, BookWJ (1994) Анализ свертки пульсации усилия фрезерования. Trans ASME J Eng Ind 116:17–25
Статья
Google Scholar
Ларю А., Ансельметти Б. (2003) Отклонение обработанной поверхности при фрезеровании по бокам. Int J Mach Tools Manuf 43 (2): 129–138
Артикул
Google Scholar
Budak E, Altintas Y (1995) Моделирование и предотвращение статических ошибок формы при периферийном фрезеровании пластин. Int J Mach Tools Manuf 35(3):459–476
Статья
Google Scholar
Омар О.Е.К., Эль-Вардани Т., Нг Э., Эльбестави М. А. (2007) Усовершенствованная модель прогнозирования силы резания и топографии поверхности при концевом фрезеровании. Int J Mach Tools Manuf 47 (7-8): 1263–1275
А. (2007) Усовершенствованная модель прогнозирования силы резания и топографии поверхности при концевом фрезеровании. Int J Mach Tools Manuf 47 (7-8): 1263–1275
Артикул
Google Scholar
Wan M, Zhang WH, Qin GH, Tan G (2007) Эффективная калибровка коэффициентов мгновенной силы резания и параметров биения для концевых фрез общего назначения. Int J Mach Tools Manuf 47(11):1767–1776
Статья
Google Scholar
Budak E, Altintas Y, Armarego EJA (1996) Прогнозирование коэффициентов усилия фрезерования на основе данных ортогонального резания. J Manuf Sci E-T ASME 118:216–224
Артикул
Google Scholar
Gradisek J, Kalveram M, Weinert K (2004) Механическая идентификация коэффициентов удельной силы для концевой фрезы общего назначения. Int J Mach Tools Manuf 44(4):401–414
Статья
Google Scholar
 «>
«>Уильямс Дж. А. (1988) Основы металлорежущего станка. Mater Des 9(5):303–303
Статья
Google Scholar
Wang JJJ, Zheng CM (2002) Модель аналитической силы с механизмами сдвига и вспашки для концевого фрезерования. Int J Mach Tools Manuf 42(7):761–771
Статья
Google Scholar
Wang SM, Chiou CH, Cheng YM Усовершенствованная динамическая модель силы резания для процесса концевого фрезерования. J Mater Process Technol 148(3):317–327
Томсен Э.Г. (1966) Применение механики пластической деформации к резанию металлов. CIRP Ann Manuf Technol 14:113–123
Google Scholar
Эндрес В.Дж., Девор Р.Е., Капур С.Г. (1995) Двойной подход к прогнозированию сил обработки, Часть 1: Разработка модели. Trans ASME J Eng Ind 117(4):526–533
Статья
Google Scholar
Wan M, Lu MS, Zhang WH, Yang Y (2012) Новая модель тройного механизма для прогнозирования сил резания при фрезеровании плоских концов. Int J Mach Tools Manuf 57: 34–45
Артикул
Google Scholar
Кламецкий Б.Е. (1973) Начальный чип для движения при резке металла трехмерный анализ методом конечных элементов. Университет Иллинойса в Урбана-Шампейн, Урбана
Google Scholar
Лайчок М.Р. (1980) Исследование некоторых аспектов обработки металлов методом конечных элементов. Университет штата Северная Каролина, Роли
Google Scholar
Усуи Э., Ширакаши Т. (1982) Механика обработки — от описательной к теории прогнозирования. ASME, PED 7:13–35
Google Scholar
Секси Т. (1999) Моделирование силы резания с использованием искусственных нейронных сетей. J Mater Process Technol 92-93:344–349
(1999) Моделирование силы резания с использованием искусственных нейронных сетей. J Mater Process Technol 92-93:344–349
Статья
Google Scholar
Zuperl U, Cus F (2004) Моделирование силы резания инструмента при фрезеровании со сферическим концом с использованием многоуровневого персептрона. J Mater Process Technol 153-154:268–275
Артикул
Google Scholar
Zuperl U, Cus F, Mursec B, Ploj T (2006) Обобщенная нейросетевая модель силовой системы шарового фрезерования. J Mater Process Technol 175(1-3):98–108
Артикул
Google Scholar
Кара Ф., Аслантас К., Чичек А. (2015) ИНС и моделирование сил резания на основе метода множественной регрессии при ортогональной обработке нержавеющей стали AISI 316L. Нейронные вычисления и приложения 26(1):237–250
Артикул
Google Scholar
 «>
«>Ханафи И., Кабрера Ф.М., Хамличи А., Гарридо И., Мансанарес Дж.Т. (2013) Алгоритм обратного распространения искусственных нейронных сетей для прогнозирования компонентов силы резания. Mech Ind 14(6):431–439
Статья
Google Scholar
Паваде Р.С., Джоши С.С. (2011) Многокритериальная оптимизация шероховатости поверхности и сил резания при высокоскоростной токарной обработке инконеля 718 с использованием реляционного анализа Тагучи Грея (TGRA). Int J Adv Manuf Technol 56 (1-4): 47–62
Артикул
Google Scholar
Zheng JX, Zhang MJ, Meng QX (2008) Моделирование силы резания инструмента при высокоскоростном фрезеровании с использованием нейронной сети PSO-BP. Key Eng Mater 375-376:515–519
Статья
Google Scholar
Xin HM, Shi YY, Zhao T (2018) Комбинированный эффективный и мощный фрезерный станок blisk. Int J Adv Manuf Technol 98(5-8):1745–1753
Int J Adv Manuf Technol 98(5-8):1745–1753
Статья
Google Scholar
Xin HM, Shi YY, Wu HW, Zhao T, Yang F, Wang L (2019) Износ инструмента при дисковом фрезеровании канавок блиска авиационного двигателя. Иран J Sci Technol Trans Mech Eng. https://doi.org/10.1007/s40997-019-00338-4
Zhang N, Shi YY, Yang C, Chen Z, Kang C, Luo J (2018) Модель мгновенной силы резания для дисковой фрезы на базе механической обработки блиск-тоннеля авиадвигателя. Int J Adv Manuf Technol 99(1-4):233–246
Статья
Google Scholar
Клайн В.А., Девор Р.Е. (1983) Влияние биения на геометрию резания и силы при концевом фрезеровании. Int J Mach Tool Des Res 23(2-3):123–140
Статья
Google Scholar
Wan M, Zhang WH, Dang JW, YangY (2010) Новый метод моделирования силы резания для цилиндрической концевой фрезы. Appl Math Model 34(3):823–836
Appl Math Model 34(3):823–836
Статья
Google Scholar
Wan M, Zhang WH (2009) Систематическое исследование методов моделирования силы резания для периферийного фрезерования. Int J Mach Tools Manuf 49(5):424–432
Статья
MathSciNet
Google Scholar
Wan M, Zhang WH, Dang JW, Yang Y (2010) Новые процедуры калибровки коэффициентов мгновенной силы резания и параметров биения фрезы при периферийном фрезеровании. Int J Mach Tools Manuf 49(14):1144–1151
Артикул
Google Scholar
Wan M, Zhang WH, Tan G, Qin GH (2007) Новый алгоритм калибровки мгновенных коэффициентов силы резания и параметров радиального биения при фрезеровании плоских концов. Proc Inst Mech Eng Part B-J Eng Manuf 221(6):1007–1019
Статья
Google Scholar
 «>
«>Крюгер М., Денкена Б. (2013) Идентификация биения инструмента при концевом фрезеровании на основе модели и оценка шероховатости поверхности по измеренным силам резания. Int J Adv Manuf Technol 65 (5-8): 1067–1080
Артикул
Google Scholar
Zhang DL, Mo R, Chang ZY, Sun HB, Li CL (2016) Исследование точности вычислений при калибровке коэффициентов силы резания и параметров биения при фрезеровании плоского конца. Int J Adv Manuf Technol 84(1-4):621–630
Статья
Google Scholar
Jing XB, Tian YL, Yuan YJ, Wang FJ (2017) Метод измерения биения с использованием моделирования и симуляции силы резания при концевом микрофрезеровании. Int J Adv Manuf Technol 91(9-12):4191–4201
Статья
Google Scholar
Дисковая фреза Festool HW D40x1,5 онлайн
Компания
О Festool
- О нас
- Области применения
- История компании
- Места
- Работа и карьера
- Ответственность за окружающую среду
- Выставки и мероприятия
- Портал поставщиков
- Инструментальное производство
Технологии и инновации
- Беспроводные решения
- Технологии Festool Guard
- Пыль
- SawStop-AIM
- ОткатСтоп
- Систейнер³
Области применения
- Деревообработка и столярное дело
- Деревянное строительство и столярные работы
- Укладка полов
- Художники
- Автомобильный
- Все области применения
Готов.
 С индивидуальными беспроводными решениями.
С индивидуальными беспроводными решениями.В каждом из наших беспроводных инструментов воплощен опыт Festool, накопленный за почти 100 лет работы.
продолжить чтение
Подробнее о нас
Функции
Глубину канавки можно определить с помощью трех различных фрезерных шпинделей. Вариант 1 без шарикоподшипника необходимо использовать с параллельным боковым упором, вариант 2 с шарикоподшипником 16 мм и вариант 3 с шарикоподшипником 28 мм.
Дисковая фреза с твердосплавным наконечником идеально подходит для создания канавок для герметиков или для подкрашивания паркета.
Замена фрезы выполняется быстро и легко с помощью винта на шпинделе фрезы.

фрезы с твердосплавными наконечниками
различная глубина фрезерования может быть реализована с помощью различных фрезерных шпинделей
Использование
Основные приложения
С помощью отрезных дисков с шириной режущей кромки от 1,5 мм до 5 мм сделайте канавки на передней панели.
Фрезерные диски можно комбинировать с фрезерным шпинделем без шарикоподшипника или с шарикоподшипником Ø 16 или 28 мм.
Технические данные
Технические данные
D
40,00 мм
Диам.
6,00 мм
NL
1,50 мм
Скачиваний
Аксессуары
Вы можете просмотреть 1 из 1 возможных аксессуаров здесь.
Вы можете просмотреть 1 из 1 возможных аксессуаров здесь.
Вам также может быть интересно это
Исследование по резке стружки при фрезеровании Gh5169 дисковой фрезой со сменными пластинами
- Список журналов
- Материалы (Базель)
- PMC8201325
Материалы (Базель). 2021 июнь; 14(11): 3135.
Опубликовано в сети 7 июня 2021 г. doi: 10.3390/ma14113135
doi: 10.3390/ma14113135
, 1 , 2 и 3, *
Guijian Xiao, академический редактор, Yun Huang, академический редактор, Kun Zhou, академический редактор, и Yi He, академический редактор
Информация об авторе Примечания к статье Информация об авторских правах и лицензии Отказ от ответственности
- Заявление о доступности данных
Изучение и контроль стружки оказывают значительное влияние на качество и производительность обработки. В этой статье Gh5169 был обработан дисковой фрезой со сменными пластинами. Собирали стружку, соответствующую каждой группе параметров резания, и измеряли параметры стружки (радиус завитка стружки, коэффициент деформации толщины стружки и коэффициент деформации ширины стружки). Исследована качественная связь между параметрами стружки и параметрами резания. Были установлены и проверены квадратичные полиномиальные модели между параметрами стружки и параметрами резания. Результаты показали, что параметры стружки (радиус завихрения стружки, коэффициент деформации толщины стружки и коэффициент деформации ширины стружки) отрицательно коррелируют со скоростью вращения шпинделя; параметры стружки положительно коррелировали со скоростью подачи; параметры стружки положительно коррелировали с глубиной резания. Максимальная степень отклонения между измеренными значениями и прогнозируемыми значениями радиуса завихрения стружки составила 90,37%; максимальное отклонение коэффициента деформации по толщине реза составило 13,8%, а максимальное отклонение коэффициента деформации по ширине реза составило 7,86%. Видно, что установленные модели точны. Модели имеют определяющее значение для управления стружкодроблением.
Результаты показали, что параметры стружки (радиус завихрения стружки, коэффициент деформации толщины стружки и коэффициент деформации ширины стружки) отрицательно коррелируют со скоростью вращения шпинделя; параметры стружки положительно коррелировали со скоростью подачи; параметры стружки положительно коррелировали с глубиной резания. Максимальная степень отклонения между измеренными значениями и прогнозируемыми значениями радиуса завихрения стружки составила 90,37%; максимальное отклонение коэффициента деформации по толщине реза составило 13,8%, а максимальное отклонение коэффициента деформации по ширине реза составило 7,86%. Видно, что установленные модели точны. Модели имеют определяющее значение для управления стружкодроблением.
Ключевые слова: параметры резания, параметры стружки, модели. обрабатываемой поверхности, усугубляют износ или повреждение инструмента и даже влияют на безопасность оператора. Иногда станку приходится останавливать резку, чтобы убрать стружку, что значительно снижает производительность.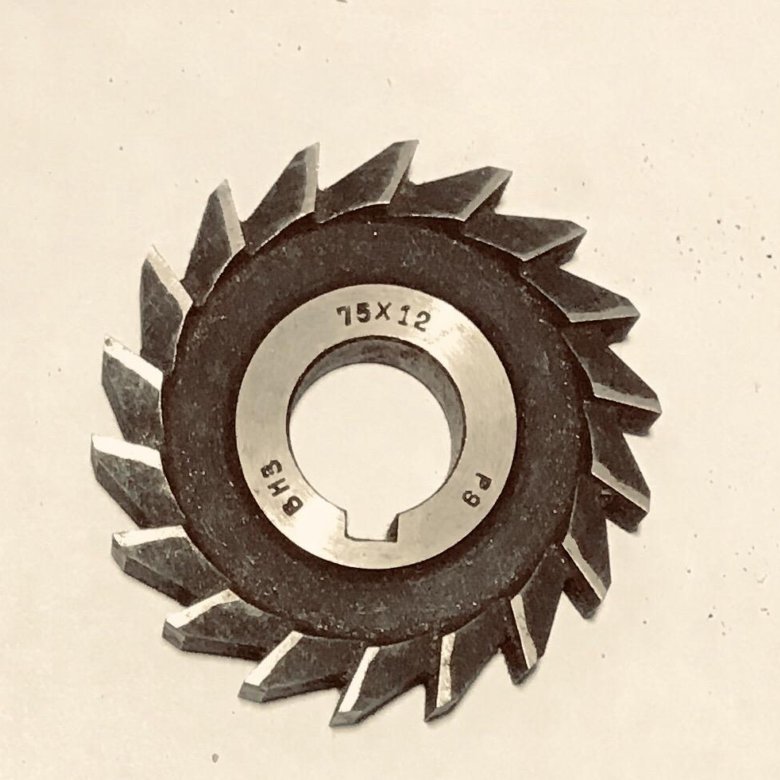 Кроме того, длинную и грязную стружку нелегко чистить и транспортировать. Однако, если стружка слишком мала, она будет разбрызгиваться и скапливаться повсюду, вызывая вибрацию при резке и преждевременное повреждение инструмента, что также повлияет на качество обработки и поставит под угрозу безопасность оператора. Поэтому изучение и контроль стружки является ключевой проблемой для обеспечения качества обработки и повышения производительности механической обработки, особенно в автоматическом производстве.
Кроме того, длинную и грязную стружку нелегко чистить и транспортировать. Однако, если стружка слишком мала, она будет разбрызгиваться и скапливаться повсюду, вызывая вибрацию при резке и преждевременное повреждение инструмента, что также повлияет на качество обработки и поставит под угрозу безопасность оператора. Поэтому изучение и контроль стружки является ключевой проблемой для обеспечения качества обработки и повышения производительности механической обработки, особенно в автоматическом производстве.
Согласно параметрам формирования чипа, японский ученый Nakayama et al. [1,2] рассчитали параметры формы спиральной стружки и установили геометрию стружки. Путем измерения геометрического размера стружки можно рассчитать направление потока стружки, радиус завихрения вверх и радиус поперечного закручивания. Харкевич и др. [3,4,5,6] определили шесть видов радиуса завитка вверх и радиуса поперечного завитка на основе исследования Накаямы Ичио и определили вышеупомянутые шесть видов радиуса завитка вверх и радиуса поперечного завитка в соответствии с геометрическими параметрами спиральной стружки. , что обогатило геометрию формы чипа. Чен и др. [7,8] считают, что в реальном процессе резания из-за ограничений формы инструмента и пространства для резания стружка не только создает восходящий и поперечный скручивание, но и скручивается. Они исследовали ситуацию, когда стружка стекает по передней поверхности инструментов с прямой и плоской передней поверхностью, и описали возможную форму стружки в процессе резания с математической точки зрения. Ли и др. [9,10] систематически исследовал взаимосвязь ограничений между чипом и препятствием на основе пространственной траектории движения чипа, установил уравнение связи между чипом и поверхностью препятствия в процессе формирования чипа и установил математические модели закручивания вверх и поперечное скручивание в соответствии с условиями разрушения стружки.
, что обогатило геометрию формы чипа. Чен и др. [7,8] считают, что в реальном процессе резания из-за ограничений формы инструмента и пространства для резания стружка не только создает восходящий и поперечный скручивание, но и скручивается. Они исследовали ситуацию, когда стружка стекает по передней поверхности инструментов с прямой и плоской передней поверхностью, и описали возможную форму стружки в процессе резания с математической точки зрения. Ли и др. [9,10] систематически исследовал взаимосвязь ограничений между чипом и препятствием на основе пространственной траектории движения чипа, установил уравнение связи между чипом и поверхностью препятствия в процессе формирования чипа и установил математические модели закручивания вверх и поперечное скручивание в соответствии с условиями разрушения стружки.
Fang и Jawahir [11] проверили расчетные формулы для радиуса завихрения стружки, угла схода стружки и толщины резания при резке среднеуглеродистой стали инструментом из твердого сплава P20. Чжан и Пекленик [12] изучили направление потока стружки и радиус завихрения с помощью большого количества экспериментов и указали, что отношение предельного радиуса кривизны стружки к исходному радиусу (также известное как отношение радиуса стружки) попадает в диапазоне от 1,2 до 2,0, а полученная стружка не влияет на процесс резания и обрабатываемую поверхность заготовки. Ли и др. [13] наблюдали процесс образования стружки легкообрабатываемой стали под сканирующим электронным микроскопом и провели всестороннее исследование механизма формирования металлической стружки, микро-, количественных, динамических и множественных факторов.
Чжан и Пекленик [12] изучили направление потока стружки и радиус завихрения с помощью большого количества экспериментов и указали, что отношение предельного радиуса кривизны стружки к исходному радиусу (также известное как отношение радиуса стружки) попадает в диапазоне от 1,2 до 2,0, а полученная стружка не влияет на процесс резания и обрабатываемую поверхность заготовки. Ли и др. [13] наблюдали процесс образования стружки легкообрабатываемой стали под сканирующим электронным микроскопом и провели всестороннее исследование механизма формирования металлической стружки, микро-, количественных, динамических и множественных факторов.
Уортингтон и Редфорд [14,15] изучили влияние геометрических параметров канавки стружколома, ширины кромки на стружколомание и дали диапазон ширины кромки, способствующий стружколоманию, и установили модель скручивания стружки. радиус. Недес и др. [16] разработали математическую модель, основанную на угле схода стружки, эффективном переднем угле и радиусе завихрения стружки. Чжан и др. [17] считают, что сила резания, действующая на плоскость сдвига стружки, и сила резания, действующая на плоскость контакта, не находятся на прямой линии, поэтому возникает изгибающий момент резания, который является причиной изгиба стружки. По теории поля линии скольжения рассчитывается радиус завитка стружки. Рамалингам и др. В работе [18] представлена расчетная модель радиуса завихрения стружки при ортогональном резании.
Чжан и др. [17] считают, что сила резания, действующая на плоскость сдвига стружки, и сила резания, действующая на плоскость контакта, не находятся на прямой линии, поэтому возникает изгибающий момент резания, который является причиной изгиба стружки. По теории поля линии скольжения рассчитывается радиус завитка стружки. Рамалингам и др. В работе [18] представлена расчетная модель радиуса завихрения стружки при ортогональном резании.
Маруда и др. [19] изучали износ инструмента и форму стружки при точении стали AISI 1045 инструментом из спеченного карбида P25 при трех режимах охлаждения: сухая обработка, метод MQCL и MQCL + EP/AW. Результаты показали, что режим охлаждения MQCL + EP/AW имел наименьший износ инструмента и лучшую форму стружки. Сингх и др. [20] установили квадратичные полиномиальные модели коэффициента уменьшения стружки (CRC), шероховатости поверхности и высоты зуба стружки в зависимости от скорости резания, скорости подачи и глубины резания с использованием метода поверхности отклика и провели многокритериальную оптимизацию параметров при токарной обработке. Сталь AISI 4340 с керамическим режущим инструментом из закаленного оксида алюминия, стабилизированного иттрием и цирконием (Y-ZTA). Дас и др. [21] изучали влияние глубины резания, скорости подачи и скорости вращения шпинделя на усилия обработки и толщину стружки при точении легированной стали 4340 с тремя условиями смазки: сжатым воздухом, водорастворимой охлаждающей жидкостью и наножидкостью. Были установлены квадратичные полиномиальные модели силы резания и толщины резания по отношению к глубине резания, скорости подачи и скорости вращения шпинделя. Он показал, что наножидкость обеспечивает наилучшие характеристики по сравнению со сжатым воздухом и водорастворимой охлаждающей жидкостью. Ивата и др. [22] рассчитали толщину стружки, радиус изгиба и распределение деформации методом конечных элементов. Комбинируя модель конечных элементов с критерием вязкого разрушения, было предсказано разрушение стружки. В упомянутой выше литературе математическая модель радиуса завихрения стружки получена из соответствующих гипотез и теорий, но многие параметры в модели трудно получить точно.
Сталь AISI 4340 с керамическим режущим инструментом из закаленного оксида алюминия, стабилизированного иттрием и цирконием (Y-ZTA). Дас и др. [21] изучали влияние глубины резания, скорости подачи и скорости вращения шпинделя на усилия обработки и толщину стружки при точении легированной стали 4340 с тремя условиями смазки: сжатым воздухом, водорастворимой охлаждающей жидкостью и наножидкостью. Были установлены квадратичные полиномиальные модели силы резания и толщины резания по отношению к глубине резания, скорости подачи и скорости вращения шпинделя. Он показал, что наножидкость обеспечивает наилучшие характеристики по сравнению со сжатым воздухом и водорастворимой охлаждающей жидкостью. Ивата и др. [22] рассчитали толщину стружки, радиус изгиба и распределение деформации методом конечных элементов. Комбинируя модель конечных элементов с критерием вязкого разрушения, было предсказано разрушение стружки. В упомянутой выше литературе математическая модель радиуса завихрения стружки получена из соответствующих гипотез и теорий, но многие параметры в модели трудно получить точно. В этой статье изучается качественная связь между параметрами стружки (радиус закругления и коэффициент деформации) и параметрами резания, а также устанавливаются квадратичные полиномиальные модели между параметрами стружки (радиус закругления и коэффициент деформации) и параметрами резания, которые можно использовать для прогнозирования параметров стружки.
В этой статье изучается качественная связь между параметрами стружки (радиус закругления и коэффициент деформации) и параметрами резания, а также устанавливаются квадратичные полиномиальные модели между параметрами стружки (радиус закругления и коэффициент деформации) и параметрами резания, которые можно использовать для прогнозирования параметров стружки.
2.1. Заготовка
Gh5169 — распространенный материал для изготовления блисков, обладающий хорошими усталостными характеристиками, высокой прочностью и хорошей термической стабильностью. В этом испытании использовался материал Gh5169 (Shaanxi Changyu Aviation Equipment Co., Ltd., Сиань, Китай), который представляет собой твердый раствор, обработанный после ковки. Размер заготовки составлял 265 мм × 165 мм × 23,5 мм. Суперсплав на основе никеля Гх5169 представляет собой суперсплав с никелем в качестве основного элемента, в котором содержание никеля составляет более 50%. Его основной химический состав показан в [23]. Ni обладает очень хорошей стабильностью и может стабильно растворяться с другими металлическими элементами, что способствует увеличению срока службы сплава.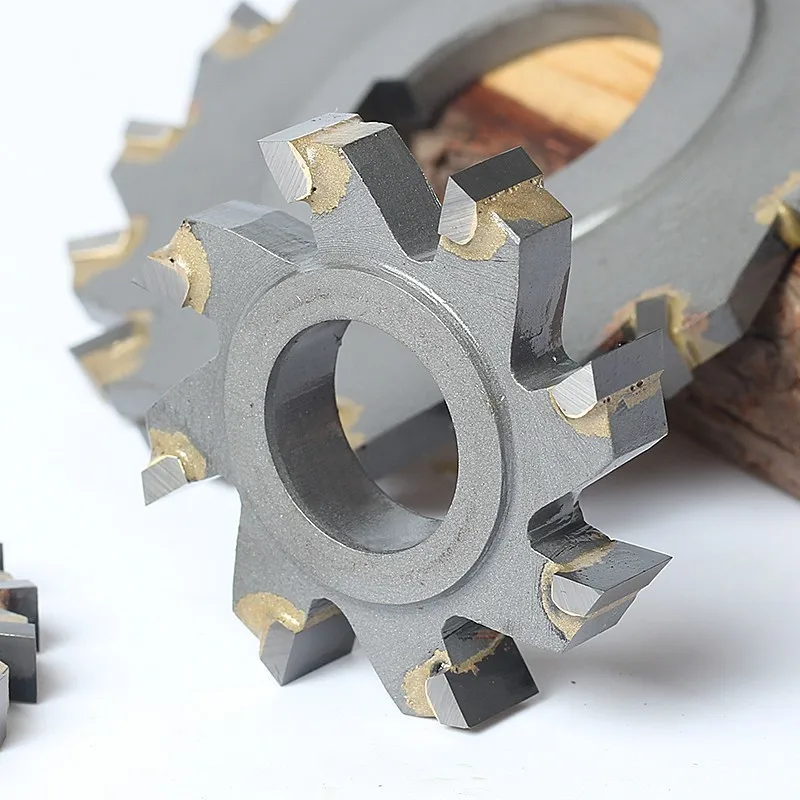 Химический состав Gh5169определяет его хорошие физико-механические свойства, которые показаны в [23].
Химический состав Gh5169определяет его хорошие физико-механические свойства, которые показаны в [23].
Таблица 1
Основные химические компоненты Gh5169 (%).
| Ni | Cr | Mo | Nb | Ti | Al | C | Si | Mn | Fe |
|---|---|---|---|---|---|---|---|---|---|
51. 75 75 | 17 | 2.93 | 5.15 | 1,07 | 0,45 | 0,042 | 0,21 | 0,03 | 21,368 |
Открыть в отдельном окне
Таблица 2
Физико-механические свойства Gh
| Физические свойства | Плотность (G/CM 3 ) | Коэффициент | Thermal ).  | Модуль упругости (ГПа) | |
|---|---|---|---|---|---|
| 8,24 | 0,3 | 14,7 | 435 | 199,9 | |
| Механический Свойства | Удлинение (%) | Уменьшение площади (%) | Прочность на растяжение (МПа) | Ударная вязкость (МДж/м 2 ) | Предел текучести (МПа) |
| 24 | 40 | 1430 | 348 | 1100 |
02 Открыть в отдельном окне 9. 220702 Фреза
220702 Фреза
Фреза, использованная для эксперимента, представляла собой дисковую фрезу со сменными трехсторонними пластинами, которая состояла из режущего диска и пластин, соединенных винтами. Было 39 вставок, 13 левых вставок, 13 правых вставок и 13 средних вставок, как показано на рис. Левая вставка, правая вставка и средняя вставка расположены в шахматном порядке, что означает, что их оси симметрии не совпадают. Производитель инструмента Zhuzhou Diamond Cutting Tools Co., Ltd., Китай. Скорость вращения шпинделя не должна превышать 200 об/мин. Когда единицей скорости шпинделя является об/мин, а единицей скорости подачи является мм/мин, значение скорости подачи должно быть меньше, чем скорость шпинделя.
Открыть в отдельном окне
Дисковая фреза со сменными трехсторонними пластинами.
Угол между режущей кромкой пластин и горизонтальной плоскостью составлял 2,2 градуса, как показано на рис. Итак, когда фреза обрабатывала заготовку, это был процесс косого резания. Таким образом, это был ортогональный процесс резки, когда средняя пластина разрезала заготовку; это был косой процесс резки, когда левая и правая пластины резали заготовку.
Таким образом, это был ортогональный процесс резки, когда средняя пластина разрезала заготовку; это был косой процесс резки, когда левая и правая пластины резали заготовку.
Открыть в отдельном окне
Отношение позиций трех вставок.
Материал вставки: карбид с физическим покрытием на поверхности. отображает геометрию вставки, а толщина составила 4,3 мм. Позиционирование и режим зажима пластин и режущего диска показаны на . Параметры фрезы показаны на .
Открыть в отдельном окне
Режим позиционирования и зажима пластин и отрезного диска.
Таблица 3
Фрезы и вставки с геометрическими параметрами.
| Количество зубов | Диаметр (мм) | 420 | 15 | 8 | 6 | ± 2 |
|---|
Открыто в отдельном окне
. , Китай) без смазочно-охлаждающей жидкости симметрично, что означает, что заготовка была зажата в симметричном направлении осевой траектории фрезы. Чип показан на . Видно, что тип резания представлял собой С-образную стружку.
, Китай) без смазочно-охлаждающей жидкости симметрично, что означает, что заготовка была зажата в симметричном направлении осевой траектории фрезы. Чип показан на . Видно, что тип резания представлял собой С-образную стружку.
4.1. Радиус стружки
Геометрический размер канавки для отвода стружки пластин показан на , а геометрический размер кармана для стружки для дисковой фрезы показан на . Радиус канавки для стружколома составлял 3,5 мм, а радиус кармана для стружки — 4,75 мм. Так, радиус резания составил около 4,75 мм. Измерение радиуса завихрения стружки показано на . Измеренные радиусы стружки перечислены в .
Открыть в отдельном окне
Геометрический размер стружколомающей канавки.
Открыть в отдельном окне
Геометрический размер кармана для стружки дисковой фрезы.
Открыть в отдельном окне
Измерение радиуса завихрения стружки.
Таблица 4
Результаты параметров чипа.
| № | н | в ш | а р | р | к т | к ш |
|---|---|---|---|---|---|---|
| 1 | 60 | 18 | 1. 5 5 | 4.58 | 2.38 | 1.12 |
| 2 | 60 | 18 | 2.5 | 4.74 | 2.86 | 1.28 |
| 3 | 60 | 18 | 3,5 | 4,82 | 3,27 | 1,44 |
| 4 | 60509 | |||||
| 4 | 60 909 | 27 | 1. 5 5 | 4.64 | 2.53 | 1.18 |
| 5 | 60 | 27 | 2.5 | 4.88 | 3.17 | 1.38 |
| 6 | 60 | 27 | 3. 5 5 | 5.06 | 3.88 | 1.52 |
| 7 | 60 | 36 | 1.5 | 4.83 | 3.16 | 1.29 |
| 8 | 60 | 36 | 2.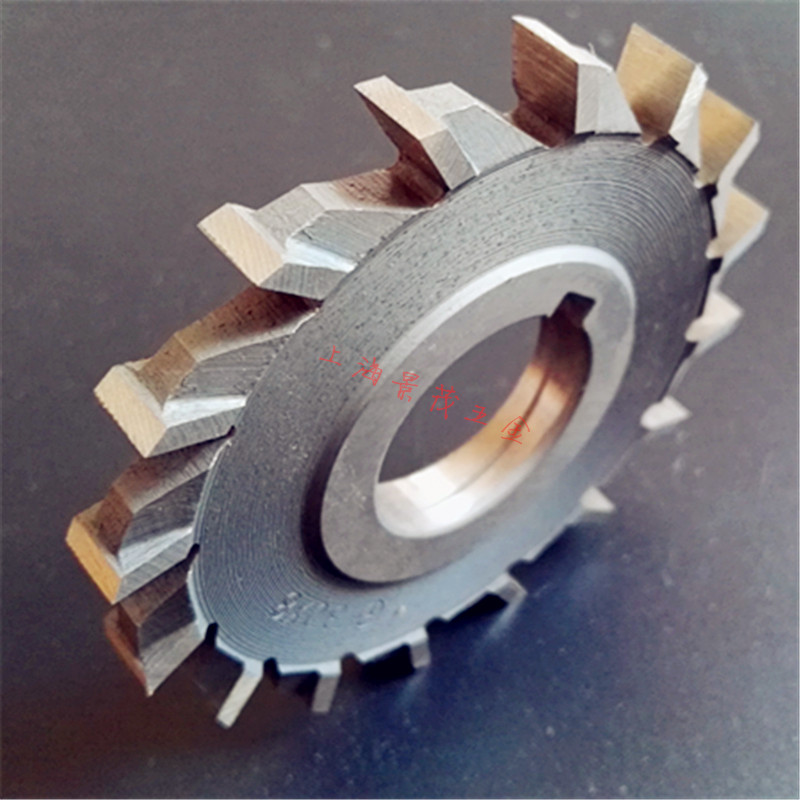 5 5 | 5.07 | 3.78 | 1.43 |
| 9 | 60 | 36 | 3.5 | 5.26 | 4.26 | 1.64 |
| 10 | 45 | 18 | 1. 5 5 | 4.73 | 3.57 | 1.25 |
| 11 | 45 | 18 | 2.5 | 4.96 | 4.77 | 1.47 |
| 12 | 45 | 18 | 3. 5 5 | 5.09 | 5.14 | 1.52 |
| 13 | 45 | 27 | 1.5 | 4.82 | 4.32 | 1.33 |
| 14 | 45 | 27 | 2. 5 5 | 5.08 | 5.04 | 1.54 |
| 15 | 45 | 27 | 3.5 | 5.22 | 5.85 | 1.68 |
| 16 | 30 | 18 | 1. 5 5 | 4.94 | 4.29 | 1.29 |
| 17 | 30 | 18 | 2.5 | 5.15 | 5.24 | 1.51 |
| 18 | 30 | 18 | 3. 5 5 | 5.34 | 6.88 | 1.67 |
| 19 | 30 | 27 | 1.5 | 5.09 | 4.96 | 1.41 |
| 20 | 30 | 27 | 2. 5 5 | 5.24 | 7.55 | 1.62 |
| 21 | 30 | 27 | 3.5 | 5.41 | 8.67 | 1.86 |
Открыть в отдельном окне
4.2. Коэффициент деформации толщины стружки
Коэффициент деформации толщины стружки k t определяется как отношение толщины стружки h c к теоретической мгновенной толщине резания h t , что может быть выражено как
kt=hcht
(1)
Коэффициенты деформации толщины стружки, полученные в экспериментах, приведены в .
4.3. Коэффициент деформации ширины стружки
Коэффициент деформации ширины стружки k w определяется как отношение ширины стружки w c до глубины резания a p , которая может быть выражена как
kw=wcap
(2)
Коэффициенты деформации ширины стружки, полученные в экспериментах, приведены в .
4.4. Исследование взаимосвязи между параметрами стружки и параметрами резания
Изменение радиуса завихрения стружки, коэффициента деформации толщины стружки и коэффициента деформации ширины стружки в зависимости от параметров резания можно получить из , как показано на , и .
Открыть в отдельном окне
Изменение радиуса завихрения стружки в зависимости от параметров резания.
Открыть в отдельном окне
Изменение коэффициента деформации толщины стружки в зависимости от параметров резания.
Открыть в отдельном окне
Изменение коэффициента деформации ширины стружки в зависимости от параметров резания.
Из этого видно, что уменьшение радиуса завихрения стружки связано с увеличением скорости вращения шпинделя; увеличение радиуса завихрения стружки было связано с увеличением скорости подачи; увеличение радиуса завихрения стружки было связано с увеличением глубины резания.
Из этого видно, что коэффициент деформации толщины стружки уменьшался с увеличением скорости вращения шпинделя; коэффициент деформации толщины стружки увеличивался с увеличением скорости подачи; коэффициент деформации толщины стружки увеличивался с увеличением глубины резания.
Из этого видно, что коэффициент деформации ширины стружки уменьшался с увеличением скорости вращения шпинделя; коэффициент деформации ширины стружки увеличивался с увеличением скорости подачи; Коэффициент ширины толщины стружки увеличивался с увеличением глубины резания.
Квадратичный полином имеет высокую точность аппроксимации и хорошую точность предсказания. В соответствии с экспериментальными результатами в , квадратичная полиномиальная модель радиуса завихрения стружки, коэффициента деформации толщины стружки и коэффициента деформации ширины стружки может быть выражена как
R = 5,185–0,0191N — 0,0157VW+0,2792AP+0,000033N2+0,000324VW2–0,0293AP2+0,00016NVW — 0. 000448NAP+0,00294VWAP
000448NAP+0,00294VWAP
(3)
.1188. 2,758ap-0,00063n2+0,00236vw2-0,119ap2-0,00457nvw-0,03553nap+0,0172vwap
(4)
кВт = 0,572+0,01086N+0,0116VW+0,285AP — 0.000111N2+0,000103VW2–0,0186AP2 — 0.0002222VW — 0,001543NAP+0,00231V
(5)
9
(5)
4.URIAL
(5). радиус, коэффициент деформации толщины стружки и коэффициент деформации ширины стружки отображаются в , и . Максимальное значение остаточной погрешности радиуса завихрения стружки составило менее 0,054 мм; максимальное значение остаточной погрешности коэффициента деформации толщины стружки менее 0,5; максимальное значение остаточной погрешности коэффициента деформации ширины стружки было менее 0,05.
Открыть в отдельном окне
Остаточные ошибки радиуса завихрения стружки.
Открыть в отдельном окне
Остаточные погрешности коэффициента деформации толщины стружки.
Открыть в отдельном окне
Остаточные погрешности коэффициента деформации ширины стружки.
Параметры проверки и результаты параметров чипа показаны в . Сравнение между измеренными и предсказанными значениями показано в и . Максимальная степень отклонения между измеренными значениями и прогнозируемыми значениями радиуса завихрения стружки составила 90,37%, а средний показатель отклонения составил 5,64%; максимальное отклонение коэффициента деформации по толщине реза составило 13,8 %, а среднее отклонение составило 9,72 %; максимальное отклонение коэффициента деформации по ширине резания составило 7,86%, а среднее значение отклонения составило 4,03%. Результаты показывают, что средний коэффициент отклонения между измеренными значениями и прогнозируемыми значениями параметров чипа составляет менее 10 %, что указывает на то, что измеренные значения хорошо согласуются с прогнозируемыми значениями. Средняя скорость отклонения для коэффициента деформации толщины резания была самой большой из трех параметров стружки, а это означает, что существует больше факторов, влияющих на деформацию толщины резания, помимо параметров резания.
Открыть в отдельном окне
Сравнение измеренных и прогнозируемых значений коэффициента деформации толщины стружки.
Открыть в отдельном окне
Сравнение измеренных и прогнозируемых значений радиуса завихрения стружки.
Открыть в отдельном окне
Сравнение измеренных и прогнозируемых значений коэффициента деформации ширины стружки.
Таблица 5
Параметры проверки и результаты параметров чипа.
| № | н | в ш | а р | р | к т | к ш |
|---|---|---|---|---|---|---|
| 1 | 65 | 35 | 4 | 5. 06 06 | 3.56 | 1.52 |
| 2 | 55 | 25 | 2 | 5.18 | 3.14 | 1.34 |
| 3 | 50 | 15 | 4 | 4.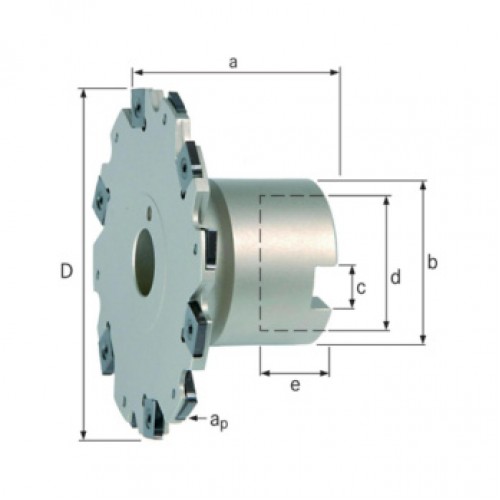 68 68 | 4.72 | 1.61 |
| 4 | 40 | 35 | 3 | 5.56 | 6.72 | 1.78 |
| 5 | 35 | 15 | 2 | 4. 51 51 | 4.64 | 1.46 |
| 6 | 65 | 15 | 3 | 4.85 | 2,21 | 1,22 |
Открыто в отдельном окне
Специальные литературы в виде стационарных инструментов. инструмент. В данной работе исследованы качественные связи между параметрами стружки при резании дисковой фрезой со сменными пластинами Gh5169 и параметрами резания, а также установлены квадратичные полиномиальные модели между параметрами стружки и параметрами резания. Результаты показали, что параметры стружки (радиус завитка стружки, коэффициент деформации толщины стружки и коэффициент деформации ширины стружки) отрицательно коррелируют со скоростью шпинделя; параметры стружки положительно коррелировали со скоростью подачи; параметры стружки положительно коррелировали с глубиной резания. Экспериментальная проверка показала, что максимальная степень отклонения между измеренными значениями и прогнозируемыми значениями радиуса завитка стружки составляет 90,37%; максимальное отклонение коэффициента деформации по толщине реза составило 13,8%, а максимальное отклонение коэффициента деформации по ширине реза составило 7,86%. С одной стороны, модель не учитывала эксцентриситет, деформацию и износ вставки, а также различные погрешности сборки и изготовления. С другой стороны, установленная модель подходит только для комбинации обработки определенного станка, определенного инструмента и определенного материала, и применимость модели плохая. В будущем модель необходимо модифицировать, учитывая высокий износ вставки и эксцентриситет.
Результаты показали, что параметры стружки (радиус завитка стружки, коэффициент деформации толщины стружки и коэффициент деформации ширины стружки) отрицательно коррелируют со скоростью шпинделя; параметры стружки положительно коррелировали со скоростью подачи; параметры стружки положительно коррелировали с глубиной резания. Экспериментальная проверка показала, что максимальная степень отклонения между измеренными значениями и прогнозируемыми значениями радиуса завитка стружки составляет 90,37%; максимальное отклонение коэффициента деформации по толщине реза составило 13,8%, а максимальное отклонение коэффициента деформации по ширине реза составило 7,86%. С одной стороны, модель не учитывала эксцентриситет, деформацию и износ вставки, а также различные погрешности сборки и изготовления. С другой стороны, установленная модель подходит только для комбинации обработки определенного станка, определенного инструмента и определенного материала, и применимость модели плохая. В будущем модель необходимо модифицировать, учитывая высокий износ вставки и эксцентриситет.
| н | Скорость шпинделя, об/мин |
| в ш | Скорость подачи, мм/мин |
| а р | Глубина пропила, мм |
| р | Радиус завихрения стружки, мм |
| к т | Коэффициент деформации толщины стружки |
| к ш | Коэффициент деформации ширины стружки |
| ч в | Толщина стружки, мм |
| ч т | Теоретическая мгновенная толщина реза, мм |
| ш в | Ширина чипа, мм |
Концептуализация, G. L., C.X., H.X.; методология, GL и CX; программное обеспечение, CX; проверка, H.X.; формальный анализ, GL и CX; расследование, GL и HX; ресурсы, С.Х. и Х.Х.; курирование данных, C.X. и Х.Х.; написание — первоначальная подготовка проекта, GL и CX; написание — обзор и редактирование, GL и CX; визуализация, H.X.; надзор, HX; администрация проекта, Г.Л.; приобретение финансирования, H.X. Все авторы прочитали и согласились с опубликованной версией рукописи.
L., C.X., H.X.; методология, GL и CX; программное обеспечение, CX; проверка, H.X.; формальный анализ, GL и CX; расследование, GL и HX; ресурсы, С.Х. и Х.Х.; курирование данных, C.X. и Х.Х.; написание — первоначальная подготовка проекта, GL и CX; написание — обзор и редактирование, GL и CX; визуализация, H.X.; надзор, HX; администрация проекта, Г.Л.; приобретение финансирования, H.X. Все авторы прочитали и согласились с опубликованной версией рукописи.
Это исследование финансировалось Национальным крупным проектом по науке и технологиям Китая (№ 2013ZX04001081).
Неприменимо.
Неприменимо.
В этом исследовании не создавались и не анализировались новые данные. Обмен данными не применим к этой статье.
Авторы заявили об отсутствии конфликта интересов в отношении данной работы. Мы заявляем, что у нас нет коммерческих или ассоциативных интересов, представляющих конфликт интересов в связи с представленной работой.
Примечание издателя: MDPI сохраняет нейтралитет в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
1. Накаяма К., Огава М. Основные правила формы стружки при резании металлов. ЦИРП Энн. 1978; 27:17–21. [Google Scholar]
2. Накаяма К., Араи М. Комплексная классификация форм стружки на основе режущего механизма. АЦИРП Энн. 1992; 41:71–74. doi: 10.1016/S0007-8506(07)61155-X. [CrossRef] [Google Scholar]
3. Li ZJ, Qu G.M., Xu Y.H. Прогноз разрывной длины короткоспиральной стружки боковой завивки. Подбородок. Дж. Мех. англ. 1999;12:297–302. [Google Scholar]
4. Li ZJ, Qu G.M., Dong L.H., Yan F.G., Xu Y.H., Liu Y.L., Rong Y.M. Математическая модель и метод оценки разрушения поперечно закрученной короткой спиральной стружки. Дж. Мех. англ. 1996; 32: 105–110. (на китайском языке) [Google Scholar]
5. Чжэн М.Л., Ли З.Дж., Вэй Ю.Л., Ронг Ю.М. Теоретическое исследование области закручивания стружки вверх без разрыва. Дж. Мех. англ. 2001; 37: 106–109. doi: 10.3901/JME.2001.08.106. (на китайском языке) [CrossRef] [Google Scholar]
6. Харкевич А., Венувинод П. К. Базовый геометрический анализ трехмерных форм стружки при резании металлов: Часть 1: Определение радиусов закругления вверх и сбоку. Междунар. Дж. Мах. Производство инструментов. 1999; 39: 751–769. doi: 10.1016/S0890-6955(98)00065-0. [CrossRef] [Google Scholar]
К. Базовый геометрический анализ трехмерных форм стружки при резании металлов: Часть 1: Определение радиусов закругления вверх и сбоку. Междунар. Дж. Мах. Производство инструментов. 1999; 39: 751–769. doi: 10.1016/S0890-6955(98)00065-0. [CrossRef] [Google Scholar]
7. Chen Y.J., Fang N., Shi H.M., Chen R.Y. Исследование трехмерного скручивания чипа. J. Huazhong Univ. науч. Технол. 1993; 21:1–6. (на китайском языке) [Google Scholar]
8. Chen Y.J., Huang W.W. Кинематический анализ трехмерных завихрений стружки. Китай мех. англ. 2000; 11: 513–515. (на китайском языке) [Google Scholar]
9. Li Z.J., Xu Y.H., Yan F.G., Zheng M.L., Qu G.M., Liu F., Rong Y.M. О математической модели формирования и разрушения стружек бокового скручивания c-типа. Подбородок. Дж. Мех. англ. 1997; 33:33–38. doi: 10.1186/s10033-020-00448-0. (На китайском языке) [CrossRef] [Google Scholar]
10. Li Z.J., Zheng M.L., Wei Y.L., Liu E.L., Rong Y.M. Исследование инверсионного следа движения стружки и уравнения ограничений. Подбородок. Дж. Мех. англ. 2001; 37: 42–50. doi: 10.3901/JME.2001.12.042. (на китайском языке) [CrossRef] [Google Scholar]
Подбородок. Дж. Мех. англ. 2001; 37: 42–50. doi: 10.3901/JME.2001.12.042. (на китайском языке) [CrossRef] [Google Scholar]
11. Фанг Н., Джавахир И.С. Аналитические прогнозы и экспериментальная проверка соотношения сил резания, толщины стружки и угла обратного оттока стружки при обработке с ограниченным контактом с использованием универсальной модели линии скольжения. Междунар. Дж. Мах. Производство инструментов. 2002; 42: 681–694. doi: 10.1016/S0890-6955(02)00006-8. [CrossRef] [Google Scholar]
12. Чжан Ю.З., Пекленик Дж. Скручивание стружки, стружколомание и контроль стружки в труднообрабатываемых материалах. ЦИРП Энн. 1980; 29: 79–83. doi: 10.1016/S0007-8506(07)61299-2. [Перекрестная ссылка] [Академия Google]
13. Li Q.D., Guo Q.Y., Zhang H. Принцип и анализ микродинамического формирования шлама. Дж. Шэньянский ун-т. Технол. 2002; 4:12–14. (На китайском языке) [Google Scholar]
14. Уортингтон Б., Редфорд А. Х. Скручивание стружки и действие стружколома с канавками. Междунар. Дж. Мах. Инструмент Des. Рез. 1973; 13: 257–270. doi: 10.1016/0020-7357(73)
Междунар. Дж. Мах. Инструмент Des. Рез. 1973; 13: 257–270. doi: 10.1016/0020-7357(73)
-8. [CrossRef] [Google Scholar]
15. Уортингтон Б. Влияние конфигурации передней поверхности на кривизну стружки при резании металлов. Междунар. Дж. Мах. Инструмент Des. Рез. 1975;15:223–239. doi: 10.1016/0020-7357(75)
-X. [CrossRef] [Google Scholar]
16. Nedes C., Hintze W., Luttervelt C.A. Характерные параметры стружкодробления при токарных операциях со сменными пластинами и стружколомами трехмерной формы. ЦИРП Энн. 1989; 38: 75–79. doi: 10.1016/S0007-8506(07)62655-9. [CrossRef] [Google Scholar]
17. Чжан Х.Т., Лю П.Д., Ху Р.С. Теоретический расчет радиуса естественного закручивания стружки. Междунар. Дж. Мах. Производство инструментов. 1989; 29: 323–332. [Академия Google]
18. Рамалингам С., Дойл Э.Д., Терли Д.М. Скручивание стружки при ортогональной обработке. Дж. Инж. Инд. пер. КАК Я. 1980; 102: 177–183. doi: 10.1115/1.3183851. [CrossRef] [Google Scholar]
19. Маруда Р.В., Крольчик Г.М., Неслоны П., Войцеховский С., Михальский М., Легутко С. Влияние условий охлаждения на износ режущего инструмента и механизм стружкообразования. Дж. Мануф. Процесс. 2016; 24:107–115. doi: 10.1016/j.jmapro.2016.08.006. [CrossRef] [Google Scholar]
Маруда Р.В., Крольчик Г.М., Неслоны П., Войцеховский С., Михальский М., Легутко С. Влияние условий охлаждения на износ режущего инструмента и механизм стружкообразования. Дж. Мануф. Процесс. 2016; 24:107–115. doi: 10.1016/j.jmapro.2016.08.006. [CrossRef] [Google Scholar]
20. Сингх Б.К., Рой Х., Мондал Б., Рой С.С., Мандал Н. Измерение морфологии стружки и многокритериальная оптимизация параметров токарной обработки для обработки стали AISI 4340 с использованием резания Y-ZTA вставлять. Измерение. 2019;142:181–194. doi: 10.1016/j.measurement.2019.04.064. [CrossRef] [Google Scholar]
21. Дас А., Патель С.К., Бисвал Б.Б., Саху Н., Прадхан А. Оценка эффективности различных смазочно-охлаждающих жидкостей с использованием метода MQL при твердом точении легированной стали AISI 4340. Измерение. 2019;150:107079. doi: 10.1016/j.measurement.2019.107079. [CrossRef] [Google Scholar]
22. Ивата К., Осакада К., Терасака Ю. Моделирование процесса ортогонального резания жесткопластическим методом конечных элементов. Дж. Инж. Матер. Технол. 1984;106:132–138. дои: 10.1115/1.3225687. [CrossRef] [Google Scholar]
Дж. Инж. Матер. Технол. 1984;106:132–138. дои: 10.1115/1.3225687. [CrossRef] [Google Scholar]
23. Ли Б. Магистерская диссертация. Университет Чжунбэй; Тайюань, Китай: май 2015 г. Исследование целостности поверхности суперсплава Gh5169 на никелевой основе при высокоскоростном фрезеровании. [Google Scholar]
Статьи из материалов предоставлены здесь Многопрофильный институт цифровых публикаций (MDPI)
HAHN+KOLB интернет-магазин инструментов + оборудование для мастерских
Инструменты для резки и сверления, зажимные технологии, технологии измерения и испытаний, инструменты общего назначения, промышленная безопасность, технологии шлифования, электроинструменты, оборудование для мастерских + подъемные механизмы
Группа HAHN+KOLB является одним из ведущих поставщиков услуг по режущим инструментам общего назначения. инструменты, измерительные и испытательные технологии, охрана труда, индивидуальные системные решения и комплектное оборудование для мастерских. Будь то дрели, фрезы, молотки, спиральные сверла, сменные пластины, устройства для предварительной настройки, концевые калибры-пробки, верстаки, пружинные балансиры, тиски или трапециевидные метчики.
Будь то дрели, фрезы, молотки, спиральные сверла, сменные пластины, устройства для предварительной настройки, концевые калибры-пробки, верстаки, пружинные балансиры, тиски или трапециевидные метчики.
Наш ассортимент состоит из сотен брендов известных производителей, таких как ATORN, ORION, AUTOSTAT, MULTIFIX, MAHR, JFA, SYLVAC, TESA, STAHLWILLE, HAZET, GEDORE, AMF, WIHA, KNIPEX, 3M, RÖHM, SCHUNK, BOSCH , MAKITA, METABO или FETRA. У нас есть подходящие инструменты для каждого приложения. HAHN+KOLB специализируется на механической обработке, заводском оборудовании, инструментах общего назначения и электроинструментах. В нашем онлайн-ассортименте более 100 000 товаров, большая часть которых постоянно находится на складе.
ATORN — Производительность требует качества
ATORN предлагает широкий ассортимент продукции, надежное качество и возможность доставки в любое время. С ATORN мы предлагаем вам более 30 000 артикулов из области буровых инструментов, фрезерных инструментов, токарных инструментов, шлифовальных инструментов и режущих инструментов, измерительного оборудования, потребностей мастерских и оборудования.
Будь то тиски ATORN, концевые фрезы ATORN или устройства для предварительной настройки инструмента ATORN. С нашим ассортиментом продукции ATORN мы являемся вашим надежным партнером и предлагаем вам основу для оптимального использования ваших навыков каждый день. Вот почему мы используем только материалы самого высокого качества для нашей линейки ATORN. Для всех инструментов ATORN мы применяем все наши производственные ноу-хау — и все это с лучшим соотношением цены и качества.
Инструменты и оборудование от HAHN+KOLB
В HAHN+KOLB у нас есть почти все основные инструменты для ваших мастерских или производственных нужд. Вам нужны отвертки, динамометрические ключи или различные ручные инструменты? В HAHN+KOLB вы найдете такие бренды, как ATORN, GEDORE, HAZET, STAHLWILLE, AMF, KNIPEX или WIHA.
Для резки, сверления и зажима у нас есть все типы спиральных сверл, моноблочных фрез, накатных инструментов в соответствии с DIN 82, сверлильные патроны или трехкулачковые патроны от ATORN, ORION, WIDIA, HILMA, ALBRECHT или RÖHM.
Для шлифовальных и полировальных инструментов у нас есть на складе все абразивы, напильники, инструменты для обдирки, хонингования, разделительные и полировальные средства.
Если вам нужны электроинструменты, у нас есть все распространенные дрели, отвертки, аккумуляторы, электроинструменты, аспирационные и пневмоинструменты от BOSCH, DREMEL, MAKITA, METABO, FEIN, BIAX или KÄRCHER.
Вам нужно оборудование для мастерских? В HAHN+KOLB вы найдете огромный выбор верстаков, шкафов, транспортного оборудования, инструментальных тележек, а также светодиодных светильников от ATORN, HK, FETRA, ZARGES, SORTIMO или PIG.
Для индивидуальных решений и особых запросов вы также можете связаться с нашими специализированными отделами.
Комплексная служба HAHN+KOLB
HAHN+KOLB предлагает широкий спектр услуг, а также широкий спектр услуг. Независимо от того, для области продукта и инструмента или в послепродажном обслуживании.
Чтобы ваши инструменты всегда были полностью исправны, мы предлагаем вам наши услуги по ремонту, переточке и повторной калибровке.
Свяжитесь с нашими специалистами из отдела послепродажного обслуживания. Вам нужна техническая консультация по одному из наших продуктов? Свяжитесь с одним из наших специализированных отделов в области общих инструментов, измерительных технологий, технологий испытаний, технологий резки, зажимных технологий или оборудования для мастерских.
HAHN+KOLB Решения для электронного бизнеса
Вас интересуют идеально скоординированные системные решения, такие как OCI, EDI или электронные каталоги?
Начните экономить время и деньги прямо сейчас! Как клиент HAHN+KOLB у вас есть возможность не только делать заказы в нашем интернет-магазине, но и напрямую обмениваться данными с нашей системой ERP. Это упрощает процесс закупок и значительно сокращает административные усилия. Таким образом, вы экономите время и затраты.
Благодаря прямому соединению, такому как интерфейс OCI, с нашим интернет-магазином, вы можете обмениваться корзинами для покупок и данными о продуктах непосредственно с вашей системой ERP. EDI-подключение вашей системы управления товарами к нашей ERP-системе позволяет осуществлять электронный обмен подтверждениями заказов, заказами, уведомлениями об отгрузке и счетами-фактурами. Это уменьшает ваши ручные усилия и вероятность ошибок, и вы можете сэкономить время и деньги.
EDI-подключение вашей системы управления товарами к нашей ERP-системе позволяет осуществлять электронный обмен подтверждениями заказов, заказами, уведомлениями об отгрузке и счетами-фактурами. Это уменьшает ваши ручные усилия и вероятность ошибок, и вы можете сэкономить время и деньги.
Вас интересуют индивидуальные электронные каталоги? Тогда запросите идеально адаптированный электронный каталог прямо сейчас. Воспользуйтесь преимуществами ускоренного процесса заказа и безопасной передачи данных. Цены нетто видны сразу, а данные о товарах представлены в оптимальной форме. Вы уже используете другую платформу, например SAP ARIBA или WUCATO? Свяжитесь с нашими техническими консультантами и запросите персональный электронный каталог.
Воспользуйтесь нашим многолетним опытом в области электронного бизнеса и работайте с решением для электронного бизнеса от HAHN+KOLB.
Доктрины Давиде: Горизонтальный стек — Особенности
УЧЕНИЯ ДАВИДА: ГОРИЗОНТАЛЬНЫЙ |
|---|
ДЭВИД МОРРИ • ДОПОЛНИТЕЛЬНОЕ РЕДАКТИРОВАНИЕ: ДЖОВАННИ САРАККО • ВИДЕО: АНДРЕА БЕГХЕЛЛИ
ПРЕДСТАВЛЕННЫЕ СПОРТСМЕНЫ: CUSB Shout и CUSB La Fotta
Привет! Меня зовут Давиде Морри. После 23 лет в ультимативном мире я понял, как сложно найти статьи и книги, связывающие технические и тактические вопросы высокого уровня с их реализацией на поле. В этой колонке я постараюсь представить некоторые концепции, методы коучинга и упражнения, которые помогут улучшить вашу повседневную практику. Надеюсь, эта работа будет полезна для вашего обучения и всем хорошего чтения!
После 23 лет в ультимативном мире я понял, как сложно найти статьи и книги, связывающие технические и тактические вопросы высокого уровня с их реализацией на поле. В этой колонке я постараюсь представить некоторые концепции, методы коучинга и упражнения, которые помогут улучшить вашу повседневную практику. Надеюсь, эта работа будет полезна для вашего обучения и всем хорошего чтения!
T ГОРИЗОНТАЛЬНАЯ СТЕКЛА МОЖЕТ ИСПОЛЬЗОВАТЬСЯ для запуска различных наборов воспроизведения для запуска потока дисков. Его горизонтальная (от боковой линии к боковой) структура имеет существенное преимущество, заключающееся в том, что она отдает предпочтение вертикальным (от зачетной зоны к зачетным зонам) пространствам для движения диска и, в частности, четким линиям над головой по направлению к зачетной зоне. Эта компоновка также открывает пространство для приема в нижнем пространстве по отношению к обработчикам.
Мы проанализируем формирование горизонтального стека с тремя манипуляторами и четырьмя резаками, чтобы иметь одинаковую компоновку для различных сетов, которые мы собираемся рассмотреть. Сначала мы обсудим структуру интервалов горизонтального стека, а затем пройдемся по трем розыгрышам сетов. Наконец, мы дадим несколько упражнений, которые помогут вашей команде улучшить свой горизонтальный стек.
Сначала мы обсудим структуру интервалов горизонтального стека, а затем пройдемся по трем розыгрышам сетов. Наконец, мы дадим несколько упражнений, которые помогут вашей команде улучшить свой горизонтальный стек.
ОСНОВНЫЕ СВЕДЕНИЯ: КОНСТРУКЦИЯ И РАСПОЛОЖЕНИЕ |
|---|
Горизонтальное расположение штабелей дает резчику два варианта: резать до под пространством (по направлению к манипуляторам) или до глубокого пространства (по направлению к конечной зоне). Резаки могут резать в этих областях или очищать их, чтобы создать параметры метания, которые способствуют потоку диска.
Манипуляторы и резчики должны находиться на расстоянии от 10 до 15 метров друг от друга. Это расстояние важно. Если фрезы установлены слишком далеко от манипуляторов, манипуляторы могут быть не в состоянии выполнить проходы в дальний космос. С другой стороны, если фрезы находятся слишком близко к манипуляторам, существует риск обрушения нижнего пространства в пространство для движения манипулятора.
ПРИМЕНЕНИЕ: ИГРЫ И СИСТЕМЫ |
|---|
1. НАБОР «АЛМАЗ»
ШАГ 1 Центральные фрезы делают дополнительные «ромбовидные» надрезы. Бокорезы остаются активными и включенными. | ЭТАП 2 Переход к одному центральному резцу завершен. Другие центральные фрезы режут для следующего прохода, а боковые фрезы режут для продолжения прохода в конечную зону. | ЭТАП 3 Игра завершена в конечной зоне. |
|---|
ПРОКРУТКА ГОРИЗОНТАЛЬНО »
Набор алмазов начинается с движения центральных резцов (C2 и C3), которые режут по ромбовидным линиям, создавая возможности передачи как в нижнем, так и в глубоком пространстве.
Важно, чтобы C2 и C3 всегда смотрели на диск во время резки, так как они должны быть готовы принять любые проходы или, возможно, адаптировать свои движения в зависимости от того, как развивается поток диска.
Фрезы в позициях С1 и С4 вдоль боковых линий помогают обеспечить успех игры в ромб основными, центральными фрезами. C1 и C4 должны продолжать двигаться, скользить и имитировать небольшие порезы рядом с назначенной им позицией, чтобы постоянно раздражать и отвлекать своих защитников. Это постоянное движение приведет их защитников в состояние боевой готовности, не давая возможности защите использовать такие приемы, как браконьерство и подмены.
Оставаясь активными, эти резаки будут готовы либо войти в игровой процесс вслед за основными центральными резаками, либо очистить пространство, если они не участвуют в следующих этапах потока дисков.
- Каждый разрез и переход должны выполняться с максимальной интенсивностью, чтобы защита считала удары опасными.
- Важно продолжать зачищать и менять позиции во время разработки стандартного розыгрыша, особенно если ход игры становится более динамичным. Активная расчистка и изменение положения создают возможности для последовательностей проходов, ведущих в конечную зону.

- Лучший способ научиться этому виду постановки — это попрактиковаться в хореографии спектакля: сначала с двумя каттерами, затем с тремя, затем с четырьмя. После того, как движения для каждой позиции будут освоены, вы можете начать игровые симуляции с защитой на месте, будь то из середины поля или из-под пула.
- Напомните игрокам, как важно держать диск в центре поля и не застревать на боковой линии. Кроме того, работа хендлеров заключается в том, чтобы гарантировать, что первый бросок, который инициирует игру, будет направлен в центр поля.
2. СИСТЕМА «DIAMOND» PUSH
ШАГ 1 Центральные фрезы делают дополнительные «ромбовидные» надрезы. Бокорезы остаются активными и включенными. | ШАГ 2 Если центральные фрезы не получают прохода, боковые фрезы выдвигаются, чтобы занять свое место на поле. | ШАГ 3 Новые центральные и боковые фрезы повторяют шаг 1. | ЭТАП 4 Переход к одному центральному резцу завершен. Другие центральные фрезы режут для следующего прохода, а боковые фрезы режут для продолжения прохода в конечную зону. | ШАГ 5 Игра завершена в конечной зоне. |
|---|
 Цикл может повторяться до завершения прохода.
Цикл может повторяться до завершения прохода.ПРОКРУТКА ГОРИЗОНТАЛЬНО »
Еще один вариант игры с ромбовидным набором включает в себя систему толкания. В этой системе центральные фрезы (C2 и C3) меняются местами с боковыми фрезами (C1 и C4), не препятствуя возможностям вертикального потока между обработчиками. В этой системе центральные фрезы просят помощи у боковых, когда они устают и не могут получить диск.
- Разница между системой и стандартной игрой заключается в том, что система может неоднократно обновляться по мере того, как игроки повторяют основные ходы игры. Базовый алмаз стандартная игра не может быть повторена после первых нескольких ходов, особенно когда защита полагается на браконьерство или защиту от мусора.
 С другой стороны, ромбовидный толчок системы можно повторять снова и снова, пока игра не обретет форму.
С другой стороны, ромбовидный толчок системы можно повторять снова и снова, пока игра не обретет форму. - В алмазной толкающей системе перемещение диска манипуляторами имеет важное значение. Они должны сохранять владение мячом в центре поля и ждать возможности для броска в нижней части поля, которая откроется в нише или в глубине поля.
- После того, как диск начнет течь, можно использовать последовательность движений ромбовидного зазора, показанную выше, для завершения точки.
ВИДЕО ПРОГРЕССИИ «АЛМАЗ»
3. КОМПЛЕКТ «ДВОЙНОЙ ПОРШЕНЬ»
ШАГ 1 Фрезы делают вертикальные пропилы вперед и назад. Каждый движется в направлении, противоположном резаку рядом с ними, и синхронно с резаком на другой стороне соседа. | ЭТАП 2 Когда передача завершена, партнер принимающего (который двигался в том же направлении) бежит в зачетную зону, в то время как другие катеры предоставляют больше возможностей для игры в дальнем поле. | ЭТАП 3 Если пас на фрезу партнера в зачетной зоне не доступен немедленно, игра может быть завершена с помощью другого фрезы. |
|---|

ПРОКРУТКА ГОРИЗОНТАЛЬНО »
Другим сетовым ходом, который можно использовать для получения очка, является 9.0459 двойной поршень люфт. У этой стандартной игры есть некоторые преимущества: поскольку резцы движутся по вертикальным линиям, она более интуитивно понятна и легче в освоении, чем алмазная игра, поскольку разрезы выполняются вертикально.
Резцы разделены на две пары «поршней» (С1 и С3, С2 и С4). Две пары движутся в противоположных направлениях — одна пара врезается глубоко, а другая врезается под землю — по прямым вертикальным линиям, как если бы они были на железнодорожных путях.
Чтобы настроить синхронизацию поршневых пар, заставьте центральные резцы (C2 и C3) двигаться в противоположных направлениях в начале зазора. Дальнейшие движения зависят от того, какая из двух пар получает диск.
В этом задании поршневые пары двигаются вперед и назад несколько раз, пока одна из них не овладеет диском. Далее напарник этого каттера (который двигался в том же направлении) бежит к зачетной зоне, а принимающий сразу смотрит на бросок в дальний космос. Другая поршневая пара (двигавшаяся в противоположном направлении) обеспечивает два варианта бросков в подпространство. Каттер, владеющий диском, может либо глубоко бросить своему партнеру, либо одному из каттеров в подпространстве.
- Преимущество этой стандартной игры в том, что она более агрессивна для наступательных действий в нижнем и глубоком пространстве. Кроме того, каждый раз, когда хендлеры перемещают диск из центра поля к боковой линии или наоборот, есть возможности для бросков в зачетную зону, независимо от положения.
- С другой стороны, все фрезы двигаются одновременно; это требует много энергии, которая может привести к истощению резцов, если прием диска не будет выполнен на ранней стадии.
- В этом спектакле игроки также должны следить за диском, когда совершают спринты и разрезы, готовые к приему в любое время.

- Сначала потренируйтесь в этой игре с двумя каттерами, расположенными в центре поля. Позже добавьте бокорезы. Обязательно подчеркните важность расчистки пространства. Игроки, не получившие диск, могут мешать и препятствовать прохождению диска.
ВИДЕО «ПОРШЕНЬ»
4. НАСТРОЙКА «РАЗМЕТОЧНОЙ РЕЗКИ»
ШАГ 1 Боковой резак срезает горизонтально по полю, в то время как другие резцы проходят вертикально к зачетной зоне. | ШАГ 2 Инициирующий резак получает диск и продвигает его к одному из других резцов. | ЭТАП 3 Игра завершена в конечной зоне. |
|---|
ПРОКРУТКА ГОРИЗОНТАЛЬНО »
Последняя горизонтальная стековая игра, пропил по траектории , требует горизонтального реза первичным резаком (C1). Вертикальные движения С2, С3 и С4 откроют пространство для приема диска С1.
Стратегический выбор, чтобы С1 начал свой удар сбоку, вынуждает защитника занять невыгодную оборонительную позицию, поскольку он может сдержать прием диска, но не остановить его. Каттеру в положении С1 придется научиться кроссоверу на максимальной скорости. Это заставляет защитника вращаться бедрами и на мгновение терять равновесие; в свою очередь, это затрудняет преследование С1 защитником.
После того, как С1 поймает диск, фрезы С2, С3 и С4 должны вернуться, чтобы занять нижнее пространство, создавая три варианта продолжения. Среди этих трех вариантов идеальным является продолжение до С2, потому что оно перемещает диск на другую сторону поля, не прерывая движения диска. Однако вариант броска на C3 или C4 также следует рассмотреть, поскольку эти варианты позволят игровому процессу развиваться в глубоком космосе.
- Сначала потренируйтесь в этой игре с парой катеров одной половины поля (C1 и C2 или C3 и C4), затем введите оставшиеся каттеры.
- Каттеры, не участвующие в первом проходе, должны одновременно пройти по вертикальной линии.
 Их выбор времени имеет решающее значение, и его следует учитывать.
Их выбор времени имеет решающее значение, и его следует учитывать. - Первый проход от обработчиков имеет принципиальное значение. Если обработчику удается поместить диск в область, к которой C1 ведет разрез, получается большое преимущество, поскольку теперь C1 может расположить следующий бросок так, чтобы у его получателя было несколько вариантов броска для завершения игры.
ПРОГРЕССИОННОЕ ВИДЕО «ПРОГРЕССИРУЮЩАЯ РЕЗКА»
ОБУЧЕНИЕ: УПРАЖНЕНИЯ |
|---|
На следующих диаграммах вы найдете два подготовительных упражнения для горизонтального стека, которые можно использовать в командной практике.
Упражнения, описанные ниже, рассчитаны на бесконечное повторение всех игроков на поле. Мы предлагаем вам установить ограничение по времени или максимальное количество проходов.
ДВОЙНОЙ ТРЕУГОЛЬНЫЙ КОНТУР С ПЕРЕДАЧЕЙ
Эти горизонтальные люфты требуют от фрез непрерывного движения, что может утомить фрезы. Это упражнение работает над поддержанием режущей и метательной формы, несмотря на усталость от непрерывного бега.
Это упражнение работает над поддержанием режущей и метательной формы, несмотря на усталость от непрерывного бега.
- Активный игрок C пробегает треугольник X по путям 1 и 2.
- Игрок C завершает последовательность пасов на короткие дистанции с игроком A между путями 2 и 3.
- Игрок C завершает Треугольник X по пути 2 и делает вертикальный разрез в направлении Треугольника Y.
- Игрок A делает бросок игроку C, который завершает передачу в переднем конусе треугольника Y. Поймав диск, игрок C толкает диск в позицию для броска треугольника Y.
- Когда игрок C перемещает диск к месту броска треугольника Y, игрок B бежит вперед к треугольнику Y и завершает эту последовательность в другом направлении, при этом игрок C выполняет роль проводника, которую ранее выполнял игрок A.
СВЕРЛО С КОНТРОЛЬНЫМ КОНТУРОМ
Целью этого упражнения является прохождение схем резания различных наборов игр, описанных выше. Каждое сверло заканчивается переходом от начального резца к продолжающему резцу.
Каждое сверло заканчивается переходом от начального резца к продолжающему резцу.
- Две группы игроков располагаются на поле, как показано, в модифицированном горизонтальном стеке с одним активным обработчиком и двумя активными центральными резаками за ход. Конусы могут быть размещены на поле, чтобы помочь направлять движения фрез.
- Два активных фрезы выбирают алмазную, двухпоршневую, или стреловидную резку с зазором . (В качестве примера выше показан двойной зазор поршня.)
- Упражнение заканчивается передачей в зачетную зону. Если проход завершен, резак может менять группы. Если проход неполный, резчик возвращается к линии резцов в своей группе.
ВИДЕО
Законы разрушения горных пород дисковыми фрезами с разным перепадом высот в пластах твердых пород
На этой странице
РезюмеВведениеЗаключениеНаличие данныхКонфликты интересовБлагодарностиСсылкиАвторские праваСтатьи по теме
Когда щитовая машина проходит через толщу твердых пород, дисковые фрезы изнашиваются в разной степени. Существует чрезмерная разница в высоте между соседними дисковыми фрезами, что критически влияет на эффективность разрушения породы. Опираясь на раздел щита из массива твердых пород в Циндао, на месте измеряется абразивный износ дискового фрезы и анализируется причина низкой эффективности строительства. В дальнейшем методом дискретных элементов исследуется закон разрушения горных пород при различных перепадах высоты дисковых резцов. Получен предельный перепад высот резцов для разрушения породы. В соответствии с этим предлагается схема регулировки фрезы для уменьшения перепадов высоты фрезы на месте. При сравнении параметров проходки щитом до и после регулировки резца установлено, что эффективность строительства значительно повышается. Полученные результаты имеют большое значение для повышения эффективности разрушения породы и увеличения скорости продвижения щита в массиве крепких пород.
Существует чрезмерная разница в высоте между соседними дисковыми фрезами, что критически влияет на эффективность разрушения породы. Опираясь на раздел щита из массива твердых пород в Циндао, на месте измеряется абразивный износ дискового фрезы и анализируется причина низкой эффективности строительства. В дальнейшем методом дискретных элементов исследуется закон разрушения горных пород при различных перепадах высоты дисковых резцов. Получен предельный перепад высот резцов для разрушения породы. В соответствии с этим предлагается схема регулировки фрезы для уменьшения перепадов высоты фрезы на месте. При сравнении параметров проходки щитом до и после регулировки резца установлено, что эффективность строительства значительно повышается. Полученные результаты имеют большое значение для повышения эффективности разрушения породы и увеличения скорости продвижения щита в массиве крепких пород.
1. Введение
С развитием процесса урбанизации в Китае подземное городское пространство начало беспрецедентно развиваться [1–4]. По состоянию на декабрь 2020 г. городское метро открыто в 45 городах Китая, а общий эксплуатационный пробег достиг 7969,7 км [5–8]. Как основной метод строительства городских метрополитенов проходка щитов характеризуется высокой степенью механизации, высокой скоростью продвижения и безопасностью строительства [9, 10]. В Шанхае, Нанкине и других городах Китая с мягкими грунтами эффективность строительства щитов в 5 раз выше, чем при традиционном буровзрывном способе [11, 12]. Тем не менее, в Циндао, Чунцине и других городах, основанных на скальных породах, конструкция щита подвержена выходу из строя резцов, трудностям при раскопках и даже заклиниванию режущей головки [13, 14]. Следовательно, как эффективно разрушать горную породу в массиве твердых пород, является ключом к повышению эффективности строительства щитов.
По состоянию на декабрь 2020 г. городское метро открыто в 45 городах Китая, а общий эксплуатационный пробег достиг 7969,7 км [5–8]. Как основной метод строительства городских метрополитенов проходка щитов характеризуется высокой степенью механизации, высокой скоростью продвижения и безопасностью строительства [9, 10]. В Шанхае, Нанкине и других городах Китая с мягкими грунтами эффективность строительства щитов в 5 раз выше, чем при традиционном буровзрывном способе [11, 12]. Тем не менее, в Циндао, Чунцине и других городах, основанных на скальных породах, конструкция щита подвержена выходу из строя резцов, трудностям при раскопках и даже заклиниванию режущей головки [13, 14]. Следовательно, как эффективно разрушать горную породу в массиве твердых пород, является ключом к повышению эффективности строительства щитов.
В настоящее время большинство ученых считают, что разрушение горных пород дисковыми резцами может осуществляться тремя способами: разрушение при сжатии, разрушение при сдвиге и разрушение при растяжении [15–19], как показано на рис. 1. Среди них разрушение при растяжении является основным способ разрушения горных пород дисковыми фрезами, обусловленный проникновением в горный массив трещин растяжения [20, 21]. Более того, параметры резцов, включая тип лезвия, угол наклона лезвия, расстояние между резцами и т. д. [22–25], тщательно изучаются для повышения эффективности дробления породы дисковыми резцами. Например, Чо и др. [26] использовали код потока частиц (PFC) для моделирования характеристик дробления туфа в условиях различных типов лезвий и расстояний между резцами. Карами и др. В работах [27, 28] методом дискретных элементов предложено оптимальное расстояние между дисковыми резцами для крепких пород и трещиноватого массива горных пород. Однако приведенные выше теоретические и численные расчеты основаны на предположении, что дисковые фрезы не изнашиваются. Действительно, при строительстве щитов на дисковых фрезах возникают разной степени износа, особенно в массиве крепких пород.
1. Среди них разрушение при растяжении является основным способ разрушения горных пород дисковыми фрезами, обусловленный проникновением в горный массив трещин растяжения [20, 21]. Более того, параметры резцов, включая тип лезвия, угол наклона лезвия, расстояние между резцами и т. д. [22–25], тщательно изучаются для повышения эффективности дробления породы дисковыми резцами. Например, Чо и др. [26] использовали код потока частиц (PFC) для моделирования характеристик дробления туфа в условиях различных типов лезвий и расстояний между резцами. Карами и др. В работах [27, 28] методом дискретных элементов предложено оптимальное расстояние между дисковыми резцами для крепких пород и трещиноватого массива горных пород. Однако приведенные выше теоретические и численные расчеты основаны на предположении, что дисковые фрезы не изнашиваются. Действительно, при строительстве щитов на дисковых фрезах возникают разной степени износа, особенно в массиве крепких пород.
Существующие исследования износа дисковых фрез в основном сосредоточены на механизме износа и прогнозировании истирания [30]. Например, Эльбаз и др. [31, 32] обнаружили, что проходка тоннелей в смешанных грунтовых условиях приводила к сильному износу режущих дисков. Рен и др. [33, 34] предложили модель прогнозирования износа, включающую как геологические характеристики, так и параметры ТБМ. Существует несколько исследований изменения высоты фрезы после износа дисковой фрезы. В большинстве случаев щит забивается в отбитом горном массиве, и влияние разности высот резцов на эффективность проходки неочевидно [35, 36]. Тем не менее, чрезмерные перепады высот резцов оказывают решающее влияние на разрушение горных пород в полнозабойном массиве крепких пород, и это нельзя не учитывать.
Например, Эльбаз и др. [31, 32] обнаружили, что проходка тоннелей в смешанных грунтовых условиях приводила к сильному износу режущих дисков. Рен и др. [33, 34] предложили модель прогнозирования износа, включающую как геологические характеристики, так и параметры ТБМ. Существует несколько исследований изменения высоты фрезы после износа дисковой фрезы. В большинстве случаев щит забивается в отбитом горном массиве, и влияние разности высот резцов на эффективность проходки неочевидно [35, 36]. Тем не менее, чрезмерные перепады высот резцов оказывают решающее влияние на разрушение горных пород в полнозабойном массиве крепких пород, и это нельзя не учитывать.
Целью данного исследования является получение разумного диапазона разницы высот резцов в массиве твердых пород и исследование зависимости между разницей высот резцов и параметрами проходки щитом. Работа организована следующим образом. Сначала, опираясь на проект щитового туннеля в массиве твердых пород на линии метро Циндао 8, эффективность проходки щитового туннеля анализируется на основе измерения абразивного износа резца на месте. Затем методом дискретных элементов исследуются закономерности разрушения горных пород при различных перепадах высот соседних дисковых резцов. Наконец, изучаются параметры проходки щита до и после корректировки разницы высот резцов.
Затем методом дискретных элементов исследуются закономерности разрушения горных пород при различных перепадах высот соседних дисковых резцов. Наконец, изучаются параметры проходки щита до и после корректировки разницы высот резцов.
2. Анализ эффективности проходки щитовых тоннелей в твердых породах
2.1. Инженерно-технические положения
Пробег этого участка туннеля на линии 8 метро Циндао составляет K60 + 121,3–K60 + 877,4, а длина туннеля составляет 756,10 м. Сечение туннеля круглое, диаметр выемки 6,7 м. В этом туннеле используется сборно-разборный сегмент. Внутренний диаметр сегмента 6,00 м, толщина 0,35 м, ширина 1,50 м. Туннель пересекает полностью слегка выветрелый гранит на кольце № 134∼400. Геологический профиль туннеля показан на Рисунке 2. Подземные воды этого участка в основном представляют собой воду из трещин коренных пород, согласно геологической разведке, и объем воды невелик. Согласно стандарту инженерной классификации массива горных пород (GBT 50218-2014) в Китае, массив тоннеля участка тоннеля относится ко II сорту.
Туннель строится с помощью защитной машины CTE6950E-1750 производства China Railway Engineering Equipment Group. Максимальное усилие тяги, крутящий момент режущей головки, скорость вращения и скорость подачи составляют 5060 т, 6317 кН·м, 5,3 об/мин и 80 мм/мин соответственно. При этом максимальный диаметр выемки грунта машины составляет 7,03 м, а максимальный обратный крутящий момент — 7580 кН·м.
Степень раскрытия режущей головки составляет 30%. На рис. 3 показаны компоненты защитной ножевой головки. Из рисунка видно, что на режущей головке установлены дисковые фрезы трех типов: центральные фрезы (№1–№12), торцевые фрезы (№13–№38) и калибровочные фрезы (№39).– №49А/Б) соответственно. Размеры этих дисковых ножей составляют 18 дюймов, а технические характеристики дисковых ножей показаны в таблице 1. Кроме того, режущая головка также оснащена 61 скребком и 12 наборами боковых скребков.
2.2. Анализ эффективности проходки щита
По геологическому профилю тоннеля видно, что при проходке щита до 134-го кольца забой становится полнозабойной слабовыветрелой гранитной толщей. Затем щитовая машина выполняет раскопки в обычном режиме. Сила тяги щита составляет 14000 кН, скорость вращения 4,5 об/мин, крутящий момент режущей головки 1200–2000 кН·м, а скорость подачи составляет от 15 мм/мин до 25 мм/мин в этом массиве твердых пород. Однако при условии, что сила тяги и скорость вращения остаются неизменными, крутящий момент и скорость поступательного движения значительно снижаются (т.е. на 900 кН·м и 4 мм/мин соответственно), когда щитовая машина достигает 251 кольца.
Затем щитовая машина выполняет раскопки в обычном режиме. Сила тяги щита составляет 14000 кН, скорость вращения 4,5 об/мин, крутящий момент режущей головки 1200–2000 кН·м, а скорость подачи составляет от 15 мм/мин до 25 мм/мин в этом массиве твердых пород. Однако при условии, что сила тяги и скорость вращения остаются неизменными, крутящий момент и скорость поступательного движения значительно снижаются (т.е. на 900 кН·м и 4 мм/мин соответственно), когда щитовая машина достигает 251 кольца.
Истирание режущей поверхности и дискового ножа проверяют, открыв кабину, чтобы определить причину низкой эффективности. Разрез показан на рис. 4. Видно, что горная масса разреза полная, швы не развиты, грунтовых вод меньше. В то же время установлено, что все дисковые фрезы после осмотра фрез нормально изнашиваются. Истирание центральных резцов меньше, чем истирание торцевых резцов. Также несколько велика истираемость местных торцовщиков.
Судя по зашлакованности, это указывает на то, что каменный балласт в основном состоит из блоков и порошка. Размер частиц блока составляет около 2–4 см, а содержание каменного порошка относительно велико. В сочетании с теоретическим анализом разрушения горных пород в балласте горных пород присутствует больше блоков и порошков, что указывает на то, что в процессе разрушения породы преобладают разрушения на поверхности разреза при сжатии и разрушении при сдвиге. В этих условиях, чем выше степень дробления породы, тем больше энергии потребляет щитовая машина и тем ниже будет эффективность разрушения породы. Чрезмерное истирание резца могло привести к отказу функции разрушения породы после предварительного заключения. Поэтому шлифовка дисковых фрез проводится на месте. На рис. 5 показаны результаты измерения абразивного износа дисковой фрезой.
Путем фактического измерения износа дисковых ножей на месте получают износ каждого дискового ножа и разницу высот между соседними дисковыми ножами, как показано на рис. истирание 23 мм. Центральные резцы (№1–№12) имеют меньшую степень истирания, средний размер истирания составляет 5,67 мм. Потертости торцевых резцов несколько больше, чем у центральных резцов. Кроме того, средний износ торцевых фрез составляет 15,35 мм. Потертости калибровочных резцов местами большие. Например, истирание дисковой фрезы №40 составляет 21 мм, а дисковой фрезы №42 — 19 мм.мм. Хотя истирание отдельных дисковых фрез чрезвычайно велико, истирание всех торцевых фрез не превышает установленного для замены значения в 25 мм.
Следует отметить, что разница в высоте соседних дисковых фрез в разных положениях сильно различается, как показано на рис. 5. Например, разница в высоте между фрезами калибра №45 и №46 составляет 0 мм. Однако разница в высоте между торцевыми фрезами №31 и №32 составляет 18 мм. Из параметров проходки экрана видно, что пробитие экрана составляет всего 10 мм. Таким образом, вопрос о том, повлияет ли такая большая разница высот между соседними дисковыми резцами на эффективность разрушения породы, заслуживает тщательного изучения.
3. Законы разрушения горных пород дисковыми фрезами с разным перепадом высот
3.
1. Калибровка микропараметров гранита
Основанный на методе дискретных элементов код двумерного потока частиц (PFC2D) используется для изучения закона разрушения горных пород при разнице высот различных дисковых резцов в массиве твердых пород. Учитывая, что природный гранит представляет собой прерывистый и неровный материал, сначала проводится испытание гранита на прочность при одноосном сжатии для получения механических параметров. Одновременно с этим PFC2D калибрует микроскопические параметры гранита, чтобы сделать результат моделирования механических параметров ближе к реальному граниту.
Согласно стандарту на методы испытаний инженерной горной массы (GBT 50266-2013) в Китае для физико-механических испытаний гранита изготавливают стандартные образцы высотой 100 мм и шириной 50 мм. Затем получают такие параметры, как плотность, пористость, модуль упругости и коэффициент Пуассона гранита, как показано в таблице 2.
Затем с помощью PFC2D устанавливается численная модель прочности на одноосное сжатие. Размер числовых образцов такой же, как у стандартных образцов при испытании на прочность при одноосном сжатии. В этой модели минимальный размер сферических частиц составляет 0,6 мм, а максимальный размер частиц 0,9 мм.мм. Отношение максимального размера частиц к минимальному составляет 1,5, а пористость гранита – 0,8%. Кроме того, верхняя и нижняя части модели используют команды стены для создания жестких стен без трения, которые используются в качестве жестких нагрузочных плит. Кроме того, слева и справа используются два ряда гибких пленок частиц, состоящих из частиц одинакового размера. Контакт частиц в модели принимает модель контакта с параллельным соединением. После формирования образцов гранита получают исходную модель с всесторонним давлением 1 МПа.
Произведен ряд расчетов путем изменения параметров, чтобы полученные механические параметры согласовывались с результатами испытания на прочность при одноосном сжатии. Когда линейный контактный модуль составляет 5,4 ×109 Па, коэффициент жесткости составляет 1,56, модуль параллельного сцепления составляет 10,4 Па, коэффициент жесткости сцепления составляет 1,56, сцепление составляет 1,0 × 107 Па, а предел прочности составляет 2,7 × 107 Па, результат моделирования испытания прочности на одноосное сжатие показан на рисунке 6. Физические и механические параметры численной модели, такие как модуль упругости, коэффициент Пуассона и прочность на одноосное сжатие, получены, как показано в таблице 2. Сравнение физических и механических параметров гранита, полученных в результате лабораторных испытаний и численного моделирования, установлено, что два набора параметров в основном одинаковы. Следовательно, указанные выше параметры модели можно использовать для калибровки гранита на месте.
3.2. Модель разрушения горных пород двумя соседними дисковыми фрезами
Используя приведенные выше мезопараметры гранита, создается численная модель разрушения горных пород дисковыми резцами. Длина этой модели 350 мм, а высота 200 мм. Всего в модели генерируется 8975 сферических частиц. При этом команда стены используется для установки жестких границ слева, справа и снизу. Предположим, что дисковая фреза представляет собой жесткий материал и фрезы не изнашиваются во время расчета модели. Точно так же дисковые фрезы генерируются командой стены в PFC2D. Для облегчения построения модели дисковые фрезы типа CCS на месте упрощаются до шестиугольников, как показано на рисунке 7. Высота дисковой фрезы составляет 70,20 мм, ширина лезвия — 20 мм, а угол лезвия — 10°. Расстояние между соседними дисковыми фрезами установлено равным 75 мм в соответствии со спецификацией торцевых фрез.
Чтобы изучить влияние различной разницы высот соседних резцов на эффективность разрушения породы, предположим, что левый дисковый резец не истирает, а истирание зафиксировано на уровне 0 мм. Установлено 4 комплекта породоразрушающих моделей с истиранием правого дискового резца 0, 3, 6 и 9 мм. То есть разница в высоте в 4 группах моделей составляет 0, 3, 6 и 9 мм. Поскольку угол лезвия дисковых фрез не меняется, ширина лезвия увеличивается по мере износа резака. Так, ширина лезвия правой дисковой фрезы после истирания составляет 20,00, 21,06, 22,16 и 23,17 мм соответственно. Параметры дисковых фрез 4-х групп моделей приведены в таблице 3.
Процесс разрушения породы имитируется путем приложения вертикальной скорости к дисковому резцу для нагрузки на верхнюю поверхность модели. Скорость загрузки дисковой фрезы составляет 0,05 м/с. В сочетании с фактическим проникновением дисковых фрез в текущий массив породы глубина проникновения в этой численной модели установлена равной 0,01 м.
3.3. Законы разрушения горных пород дисковыми фрезами с разным перепадом высот
Посредством численного расчета с помощью PFC2D получено разрушающее действие дисковых фрез в условиях разного перепада высот, как показано на рисунках 8–11.
Как показано на рис. 8, камни по обеим сторонам дисковых фрез разрушаются при сдвиге, а массивные камни отслаиваются. В то же время, под действием вертикальной силы дискового резца, скала образует трещины растяжения и распространяется на окружающую среду, а глубина трещин растяжения постоянна. Когда трещины напряжения между дисковыми резцами соединяются и проникают, скала будет натянута, сломана и отделена. В результате синергетический эффект дисковых фрез лучше при разнице высот 0 мм.
Как показано на рисунках 9 и 10, когда истирание правого дискового резца составляет 3 мм и 6 мм, левый дисковый резец сначала проникает в породу, вызывая сжатие и сдвиговое повреждение гранита, и образует трещину растяжения, простирающуюся к периферии. . Однако он наносит скале только сдавливающие повреждения после того, как правый дисковый резак проникает в породу. Трещина обжатия соединяется с трещиной растяжения, после чего происходит выдавливание породы между двумя резцами. По сравнению с левым дисковым резцом, правый дисковый резец проникает в породу на меньшую глубину, а образующиеся трещины более мелкие.
Как показано на рис. 11, когда разница в высоте фрезы составляет 9 мм, левая дисковая фреза нормально дробит породу. И наоборот, правый дисковый резак касается только скалы, и скала не разрушается и не разрушается при сдвиге, и не появляются трещины напряжения; то есть правый дисковый резец не участвует в дроблении породы дисковыми резцами.
Согласно результатам численного расчета, когда разница высот между соседними дисковыми фрезами контролируется в пределах 6 мм, дисковая фреза обладает хорошим разрушающим эффектом. Однако, когда разница высот дисковых фрез превышает 9мм, синергетическая разрушающая способность дисковых фрез недействительна, а разрушение горных пород дисковыми фрезами в основном основано на разрушении при сжатии и сдвиге.
4. Анализ параметров проходки щита после настройки
4.1. Схема регулировки перепада высот дисковых фрез
Как всем известно, при проходке щитовых тоннелей в основном используются центральные фрезы и забойные фрезы для разрушения твердых пород. Истирание центральных фрез невелико, поэтому перепад высот торцевых фрез регулируется на месте. Чтобы контролировать разницу высот между соседними дисковыми фрезами в пределах 6 мм, торцевые фрезы с большей разницей высот регулируются в другие положения. Затем истертые № 44– № 49.Фрезы калибра B заменены новыми дисковыми фрезами, которые не играют большой роли при проходке забоев. Схема регулировки перепада высот дисковых фрез сформулирована так, как показано в таблице 4. После регулировки новые износы дисковых фрез и новая статистика перепадов высот фрез показаны на рис. 12.
4.2. Сравнение параметров проходки туннеля до и после регулировки разницы высот фрез
Через информационную систему управления строительством щитов метро Циндао сила тяги, крутящий момент режущей головки и скорость продвижения щита до и после регулировки разницы высот фрез извлекаются для анализа, как показано на рис. 13.
Как показано на рисунке 13, перед регулировкой разницы высот фрезы осевая сила составляет от 15000 кН до 16000 кН, крутящий момент режущей головки составляет 400–700 кН м, а скорость подачи составляет 4–7 мм/мин. С точки зрения параметров проходки щитом сила тяги щита снижается, а крутящий момент режущей головки и скорость продвижения увеличиваются до и после регулировки разницы высот резца. После регулировки перепада высот резцов крутящий момент режущей головки увеличивают до 1200–1500 кН·м, а скорость подачи увеличивают до 14–20 мм/мин при неизменной частоте вращения. При этом сила тяги щита снижается до 12000–13000 кН. Среди них скорость продвижения увеличивается в 3 раза по сравнению с самой собой до регулировки разницы высот. По времени раскопок оно сокращается с 16515 с до 5295 с, а эффективность проходки щитом значительно повышается.
Причина увеличения крутящего момента режущей головки заключается в том, что больше дисковых резцов соприкасается с породой, участвуя в разрушении породы. В свою очередь, это может свидетельствовать о положительном влиянии регулировки разницы высот резцов на эффективность проходки щитом.
Кроме того, ввиду ситуации со шлакообразованием, большая часть каменного шлака, полученного при проходке щитового туннеля, после регулировки разницы высот резцов является чешуйчатой и блочной. Размер частиц чешуйчатого каменного шлака составляет около 4-7 см, а содержание каменного порошка меньше. То есть разрушение горной породы дисковыми фрезами происходит в основном из-за разрушения при растяжении и сдвиге после регулировки разницы высот фрезы. Соседние дисковые фрезы выполняют синергетическую функцию разрушения горных пород, что полезно для повышения эффективности проходки щитом тоннелей в массиве твердых пород.
4.3. Обсуждение
Сравнивая эксплуатационные параметры щита до и после регулировки перепада высот, установлено, что эффективность конструкции щита явно повышается. Подтверждено, что разность высот дисковых резцов оказывает незначительное влияние на эффективность разрушения горных пород в массиве крепких пород. Но, как всем известно, на параметры проходки щитом влияет множество других факторов. Повышение эффективности строительства не может быть полностью связано с регулировкой разницы высот фрез. Кроме того, авторы изучат влияние разницы высоты фрезы на эффективность конструкции.
При создании моделей авторы сделали соответствующие упрощения для дисковых фрез. Кроме того, изготавливается всего 4 комплекта численных моделей с перепадом высот, что имеет определенные ограничения. Впоследствии также будут проведены лабораторные испытания на разрушение породы с различной разницей высоты резцов для точного определения разумной разницы высот в массиве твердых пород. В то же время численные результаты также могут быть дополнительно проверены.
5. Заключение
(1) При прокладке тоннелей щитом в сплошном массиве твердых пород сила тяги и скорость вращения остаются неизменными, а крутящий момент и скорость продвижения снижаются. Затем необходимо проверить дисковые фрезы. Это может быть вызвано чрезмерной разницей в высоте дисковых фрез. (2) Получено, что разница в высоте дисковых фрез должна быть ограничена в пределах 6 мм, посредством численного анализа дискретных элементов. Когда перепад высот между соседними дисковыми фрезами превышает 9 мм, это приводит к нарушению согласованной породоразрушающей функции. (3) Предложена схема регулировки разности высот дисковых фрез. После регулировки положения дисковых ножей можно эффективно снизить усилие тяги и увеличить скорость продвижения, что видно из параметров проходки щита. В частности, скорость продвижения увеличена в 3 раза, чем раньше.
Результаты исследований предварительно подтверждены параметрами проходки щитом на месте. Это помогает повысить эффективность разрушения породы дисковыми фрезами и увеличить скорость продвижения щита в массиве твердых пород. Он также может предоставить ссылку на строительство щита.
Доступность данных
Данные, использованные для подтверждения результатов этого исследования, можно получить у соответствующего автора по запросу.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Благодарности
Авторы хотели бы поблагодарить профессора Цзян Юйшэн (Китайский горно-технологический университет, Пекин) за его техническую поддержку на строительной площадке. Это исследование было финансово поддержано Национальной программой исследований и разработок ключевых технологий Китая (грант № 2018YFC1505302), Программой исследований и разработок ключевых технологий провинции Шаньдун (грант № 2019GSF111027), Национальным фондом естественных наук Китая (грант № 52108371) и Консультационный проект по строительным рискам Shield/TBM линии метро 8 Циндао.
Ссылки
Q. Fang, J.-m. Ду, Ж.-й. Ли, Д.-л. Чжан и Л.-к. Цао, «Характеристики осадки выемки щита большого диаметра под существующим метро в непосредственной близости», Journal of Central South University , vol. 28, нет. 3, стр. 882–897, 2021.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю.
Ли, Х. Ди, К. Яо, Л. Фу и С. Чжоу, «Модель прогнозирования износа дисковых фрез туннельных бурильных машин в песчано-галечных пластах», стр. 9.2056 KSCE Journal of Civil Engineering , vol. 24, нет. 3, стр. 1010–1019, 2020.Посмотреть по адресу:
Сайт издателя | Google Scholar
Х. Ян, Х. Ван и С. Чжоу, «Анализ поведения при повреждении смешанного грунта в процессе резки ТБМ», Tunneling and Underground Space Technology , vol. 57, стр. 55–65, 2016 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Y. Meng, H. Jing, X. Liu, Q. Yin, L. Zhang, and H. Liu, «Экспериментальное и численное исследование влияния свойств плоскости напластования на поведение разрушения песчанистого аргиллита, Теоретическая и прикладная механика разрушения , вып. 114, нет. 7, с. 102989, 2021.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю.
Бао, Дж. Ченг и Б. Цзян, «Механизм разрушения слоистого песчаника, пройденного дисковым резцом TBM», Shock and Vibration , vol. 2021, вып. 2, ID статьи 6618234, стр. 1–17, 2021 г.Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю. Фанг, З. Яо, В. Сюй, К. Тиан, К. Хе и С. Лю, «Производительность дисковой фрезы TBM в мягких пластах: численное моделирование с использованием трехмерного Комбинированный метод RBD-DEM», Анализ технических отказов , vol. 119, ID статьи 104996, 2021.
Посмотреть по адресу:
Сайт издателя | Google Scholar
З. Н. Масуд и М. Реза, «Оптимизация расстояния между дисковыми резцами туннелепроходческой машины (ТБМ) в трещиноватой твердой породе с использованием численного моделирования отдельных элементов», Periodica Polytechnica: Civil Engineering , vol.
61, нет. 1, стр. 1–10, 2016 г.Посмотреть по адресу:
Google Scholar
В. Су, С. Ли, Д. Джин, Ю. Ян, Р. Цинь и С. Ван, «Анализ и прогнозирование износа дисковых фрез TBM при проходке туннелей в твердых породах: тематическое исследование проходки тоннеля метро в Шэньчжэне, Китай», Носить , т. 446-447, вып. 4, ID статьи 203190, 2020.
Посмотреть по адресу:
Сайт издателя | Google Scholar
C. Fu и Y. Gao, «Численный анализ поведения существующих туннелей, подвергнутых прокладке туннелей с подземным щитом на небольшом расстоянии», Advances in Civil Engineering , vol. 2020 г., идентификатор статьи 8823331, 2020 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю.-м. Ся, Т. Оуян, X.
-м. Чжан и Д.-з. Луо, «Механическая модель разрушения породы и силовая характеристика дискового резца», Журнал Центрального Южного Университета , том. 19, нет. 7, стр. 1846–1852, 2012.Посмотреть по адресу:
Сайт издателя | Google Scholar
Д.-Ж. Рен, С.-Л. Шен, А. Чжоу и Дж.-К. Чай, «Прогноз бокового непрерывного износа режущего кольца в мягком грунте с кварцевым песком», Компьютеры и геотехника , том. 103, стр. 86–92, 2018 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Zhang Zhang, K. Zhang, W. Dong, and B. Zhang, «Изучение процесса резания горных пород дисковыми фрезами в смешанном грунте на основе трехмерной модели потока частиц», Rock Mechanics and Rock Engineering , vol. 53, нет. 4, стр. 3485–3506, 2020.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Д.
Хао, Р. Чжу, К. Ву и Р. Чен, «Анализ осадки грунта, вызванной прокладкой туннеля двухрядной ТПМ под существующим зданием», Geotechnical & Geological Engineering , vol. 40, нет. 2, стр. 899–911, 2022.Посмотреть по адресу:
Сайт издателя | Google Scholar
J. Huo, H. Wu, J. Yang, W. Sun, G. Li и X. Sun, «Анализ динамических характеристик многонаправленной муфты системы режущей головки TBM на основе полевых испытаний при проходке туннеля». Журнал механических наук и технологий , том. 29, нет. 8, стр. 3043–3058, 2015.
Посмотреть по адресу:
Сайт издателя | Google Scholar
М. Энтачер, Э. Шуллер и Р. Галлер, «Разрушение породы и распространение трещин под дисковыми резцами», Rock Mechanics and Rock Engineering , vol. 48, нет. 4, стр. 1559–1572, 2015.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Мао Х.
М., Чен К. и Фенг Х.Х. Механизм разрушения горных пород ТБМ с различными типами режущих инструментов и оценка силы тяги, стр. 9.2056 Китайский журнал геотехнической инженерии , том. 35, нет. 9, pp. 1627–1633, 2013.Просмотр по адресу:
Google Scholar
Q. X. Wu, G. F. An, X. W. Zhou, and L. Chen, “Численное моделирование разрушения горных пород дисковым резцом туннелепроходческой машины », Прикладная механика и материалы , том. 638-640, стр. 888–893, 2014.
Просмотр по адресу:
Google Scholar
Дж. Линг, Л. Ченг, X. Тонг и З. Ву, «Исследование механизма разрушения горных пород и нагрузки характеристики резца ТБМ на основе метода дискретных элементов» Достижения в области машиностроения , том. 13, нет. 2, стр. 1–15, 2021.
Посмотреть по адресу:
Сайт издателя | Google Scholar
З.
-Х. Чжан и Ф. Сунь, «Трехмерная модель механизма разрушения породы дисковой фрезой и анализ силы разрушения породы», Acta Mechanica Sinica , vol. 28, нет. 3, стр. 675–682, 2012 г.Посмотреть по адресу:
Сайт издателя | Google Scholar
H. Haeri и M. F. Marji, «Моделирование распространения и слияния трещин под дисковыми фрезами TBM», Арабский журнал Geoences , том. 9, нет. 2, стр. 1–10, 2016 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
G. Li, W. Wang, Z. Jing, L. Zuo, F. Wang и Z. Wei, «Механизм и численный анализ резания породы и грунта режущими инструментами TBM», Tunneling and Подземная космическая техника , вып. 81, стр. 428–437, 2018.
Посмотреть по адресу:
Сайт издателя | Google Scholar
C.
Balci и D. Tumac, «Исследование влияния различных горных пород на способность к резке горных пород V-образным дисковым резцом», Тоннелестроение и подземная космическая техника , вып. 30, стр. 183–193, 2012.Посмотреть по адресу:
Сайт издателя | Google Scholar
Д. Хан, П. Цао, Дж. Лю и Дж. Чжу, «Экспериментальное исследование зависимости оптимального расстояния между резцами ТБМ от заданной глубины проникновения при дроблении песчаника», Rock Mechanics and Rock Машиностроение , вып. 50, нет. 4, стр. 3209–3221, 2017.
Посмотреть по адресу:
Сайт издателя | Академия Google
Ю. Ли, К. Чжан, Дж. Сун, Х. Сун и З. Н. Ван, «Исследование оптимального расстояния между дисковыми резцами для разрушения горных пород на основе ANSYS», Applied Mechanics and Materials , vol. 664, стр.
143–147, 2014.Посмотреть по адресу:
Сайт издателя | Google Scholar
П. Чжоу, Дж. Го, Дж. Сунь и Д. Цзоу, «Теоретические исследования и анализ моделирования расстояния между резцами двухдисковых резцов, разрушающих породу», KSCE Journal of Civil Engineering г., том. 23, нет. 7, стр. 3218–3227, 2019.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Ж.-В. Чо, С. Чжон, С.-Х. Ю и С.-Х. Чанг, «Оптимальное расстояние между дисковыми резцами ТБМ: численное моделирование с использованием метода трехмерного динамического гидроразрыва», Tunneling and Underground Space Technology , vol. 25, нет. 3, стр. 230–244, 2010.
Посмотреть по адресу:
Сайт издателя | Google Scholar
М. Карами, С.
Заре и Дж. Ростами, «Изучение распространенных моделей прогнозирования износа дисковых фрез TBM для твердых пород и сравнение с полевыми наблюдениями в водопроводном туннеле Кермана», Вестник инженерной геологии и экологии , т. 1, с. 80, нет. 3, стр. 1467–1476, 2020.Посмотреть по адресу:
Сайт издателя | Google Scholar
М. Карами, С. Заре и Дж. Ростами, «Отслеживание износа дисковых ножей при проходке ТБМ: пример водопроводного туннеля Кермана», Bulletin of Engineering Geology and the Environment , vol. . 80, нет. 1, стр. 201–219, 2020.
Посмотреть по адресу:
Сайт издателя | Академия Google
J. Li, Y. Huang, X. Zhang, Y. Sun и J. Guo, «Прогнозирование износа дисковых фрез на основе принципа работы трения», Transactions of the Canadian Society for Machine Engineering , vol.
45, нет. 3, стр. 384–395, 2020.Просмотр по адресу:
Google Scholar
Z. Wang, C. Liu, Y. Jiang, L. Dong, and S. Wang, «Study on Дисковый резак для защиты твердых пород и его применение», KSCE Journal of Civil Engineering , vol. 26, нет. 3, стр. 1439–1450, 2021.
Посмотреть по адресу:
Сайт издателя | Google Scholar
К. Эльбаз, С.-Л. Шен, В.-К. Ченг и А. Арулраджа, «Расход режущего диска при прокладке туннеля с балансировкой давления грунта в смешанных пластах», Proceedings of the Institution of Civil Engineers — Geotechnical Engineering , vol. 171, нет. 4, стр. 363–376, 2018 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
К. Эльбаз, С.-Л. Шен, А. Чжоу, З.-Ю. Инь и Х.-М. Лю, «Прогнозирование срока службы дискового резака во время проходки щита с помощью ИИ путем включения генетического алгоритма в нейронную сеть типа GMDH», Машиностроение , вып.
7, нет. 2, стр. 238–251, 2021.Посмотреть по адресу:
Сайт издателя | Google Scholar
Д.-Ж. Рен, С.-Л. Шен, А. Арулраджа и У.-К. Ченг, «Модель прогнозирования износа дискового резца ТБМ при проходке туннелей в неоднородном грунте», Rock Mechanics and Rock Engineering , vol. 51, нет. 11, стр. 3599–3611, 2018.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Д.-Ж. Рен, Дж. С. Шен, Дж.-К. Чай и А. Чжоу, «Анализ отказа дискового резца при проходке щитового туннеля с использованием теории трехмерного кругового резания», Анализ технических отказов , vol. 90, стр. 23–35, 2018 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Х. Сюй, К. Гэн, З. Сунь и З. Ци, «Полномасштабные эксперименты по резке гранита с использованием дисковых фрез для туннельных проходческих машин при различных условиях свободного забоя», Tunneling and Underground Space Technology.
