Сварные двутавровые балки: Сварная балка: классификация и использование
Содержание
Автоматическая линия сварки двутавровой балки
Двутавровые балки являются одним из наиболее востребованных видов металлургической продукции. Они используются в металлоконструкциях всех размеров. Высокая популярность двутавров объясняется крайне удачной формой. Н-образная форма сечения обеспечивает наилучшую несущую способность при одинаковой площади по сравнению с сечениями всех других форм, которые можно получить металлургическими методами. Другими словами, среди всей металлургической продукции двутавровая балка может выдержать наиболее высокую нагрузку при одинаковой массе и длине балки.
Значительный спрос на двутавры обеспечивается автоматизированными линиями, которые обладают крайне высокой производительностью. По способу изготовления выделяют горячекатаные и сварные двутавры. Изделиям, полученным горячей прокаткой, свойственна несколько более высокая прочность. Главным достоинством сварных двутавров является весьма низкая цена. Также оборудование, производящее сварные двутавровые балки, отличается простотой переналадки, поэтому данным способом легче выполнять продукцию нестандартных размеров.
Современные линии по производству двутавров из листового металла имеют высокую степень автоматизации. Это позволяет максимально увеличить производительность и минимизировать влияние человеческого фактора. Исходный лист разрезается на полосы, которые последовательно свариваются.
Раскрой листа
Если требуется произвести балку длиной более 6 м, то длины одного листа будет недостаточно. Поэтому стыковой сваркой приваривается второй лист или его часть. Для этой операции используется установка стыковой сварки, которая имеет специализированный источник питания. Он работает от стандартного трехфазного промышленного тока, напряжением 380 В и частотой 50 Гц. Источник сварочного тока выступает в качестве преобразователя. Ток на выходе из него имеет силу в пределах 150 – 1300 А и напряжение 16 – 46 В.
Стыковой сваркой можно соединить листы толщиной до 30 мм за одну операцию. Данная установка позволяет значительно уменьшить потребность в обслуживающем персонале и повысить общую производительность линии.
После сварки лист подается на машину, которая выполняет резку газопламенным способом. Высокую эффективность показывают машины портального типа. Лист размещается на рабочем столе машины на рельсах и разрезается на продольные полосы. Из одного листа можно выполнить до 9 полос за один проход. Машина может выполнять поперечный и даже криволинейный рез. Эти функции требуются для получения заготовок под балки поперечного сечения. Для сложных операций используются две горелки с ЧПУ, которые могут выполнять рез под любым углом.
Регулировка скорости работы машины для резки позволяет настроить её нужным образом в зависимости от толщины листа. Для резки используется ацетилен и кислород, возможно применение пропана. Управление работой машины выполняется программой Australian FASTCAM 1, которая разработана специально для устройств такого типа. Её достоинствами являются:
- Глубокая интеграция автоматического управления;
- Возможность работы в ручном режиме;
- Оптимизация раскроя листового материала;
- Возможность управления несколькими режущими головками;
- Просчет минимального рабочего пути.

Максимальная ширина листа, доступного для резки, — 4 м, а длина – 14 м. Минимальная ширина резки составляет 80 мм. Машина для резки имеет 9 продольных горелок и две поперченные. При их совместной работе можно резать листы толщиной 6 – 50 мм. Сталь толщиной до 100 мм может быть разрезана, когда используется не более 5 горелок. Энергопотребление установки составляет всего 1,5 кВт.
Сборка балки
После резки листового материала, заготовки подаются на сборочный стан. Их перемещение производится краном. Сборка балки выполняется при помощи зажимов, фиксирующих детали по горизонтали и вертикали. Сначала собирается тавровая балка – на конвейере размещается горизонтальная полоса, положение которой задается боковыми направляющими. На полосе размещается вертикальная стойка, которая центрируется и зажимается боковыми направляющими упорами.
Собранная конструкция подается до вертикального упора, который автоматически выполняет выравнивание торца, и перемещается в сварочный портал. Там она дополнительно фиксируется гидравлическим прижимом сверху, чтобы исключить зазор между деталями. Конвейер подает балку вперед, она проваривается с обеих сторон автоматической сваркой. Используется точечная сварка, которая формируется через заданный шаг. Сварочная установка расположена в той же плоскости, что и фиксирующий гидроцилиндр.
Там она дополнительно фиксируется гидравлическим прижимом сверху, чтобы исключить зазор между деталями. Конвейер подает балку вперед, она проваривается с обеих сторон автоматической сваркой. Используется точечная сварка, которая формируется через заданный шаг. Сварочная установка расположена в той же плоскости, что и фиксирующий гидроцилиндр.
Полученная тавровая балка подвергается кантовке на 180° и передается обратно на сборочный участок, где на неё размещают заготовку для второй полки. Дальнейшие операции аналогичны – позиционирование, фиксирование зажимами и пропуск через сварочный портал. Таким образом получается предварительно собранная балка. Выполненное сварочное соединение имеет невысокую прочность и предназначается для удобства дальнейшего манипулирования балкой, а не полноценного восприятия нагрузки.
Станок для сборки балок позволяет собирать изделия разных видов Н-образных профилей:
- Симметричные;
- Несимметричные;
- С переменным сечением.

Скорость сварной сборки составляет 500 – 6000 мм/мин при максимальном потреблении электроэнергии 107 кВт. Станок позволяет создавать балки с такими параметрами:
- Толщина стойки – 6-32 мм;
- Толщина полка – 6-40 мм;
- Высота стойки – 200-1500 мм;
- Ширина полки – 200-600 мм;
- Длина балки – 4000-15000 мм.
По размерам видно, что станок дает возможность собрать двутавровую балку, размеры которой значительно превышают максимальные размеры изделий, описанных в ГОСТе 26020–83 для горячекатаных двутавровых балок с параллельными полками. Согласно этому документу, наибольшие размеры имеет балка 100Б4 с высотой 1014 мм и шириной полки 320 мм. Производство нестандартных горячекатаных балок ведется только при большой партии из-за высокой стоимости инструментов. Также максимальный размер балки ограничивается размерами прокатного стана.
Подача балки на первые сварочные установки
Балка, которая выходит из установки точечной сварки, находится в вертикальном положении. Она перемещается по конвейеру в таком положении и попадает к кантователю, который выполняет поворот балки на 90°. Он укладывает балку на конвейер горизонтально.
Она перемещается по конвейеру в таком положении и попадает к кантователю, который выполняет поворот балки на 90°. Он укладывает балку на конвейер горизонтально.
Балка передается на пару гидравлических тележек.
Они располагаются последовательно, между сварочными установками. Тележки работают в паре и имеют общую грузоподъемность 20 т. Они поднимают балку на высоту до 140 мм. Потребление электроэнергии тележкой составляет 1,5 кВт.
Когда балка попадает на тележки, конвейер останавливается. Они выполняют подъем балки над конвейером. Далее тележки перемещаются по рельсам, расположенным перпендикулярно к конвейеру. Тележки доставляют балку к гидравлическому кантователю, который поворачивает её на 45°.
Грузоподъемность кантователя также составляет 20 т. Он может работать с балками высотой 200 – 2000 мм и шириной 200 – 1000 мм.
После этого производится первый сварочный шов. Балка находится в положении «в лодочку». Установка для сварки перемещается по рельсам и выполняет сварочный шов. Она может сваривать металл толщиной 6 – 40 мм. Допустимая высота балки составляет 200 – 2000 мм, а ширина 200 – 800 мм. Длина шва может доходить до 15 м. Скорость сварки находится в пределах 350 – 1500 мм/мин. Мощность сварки составляет 65 кВт, а приводных механизмов – 5,1 кВт.
Она может сваривать металл толщиной 6 – 40 мм. Допустимая высота балки составляет 200 – 2000 мм, а ширина 200 – 800 мм. Длина шва может доходить до 15 м. Скорость сварки находится в пределах 350 – 1500 мм/мин. Мощность сварки составляет 65 кВт, а приводных механизмов – 5,1 кВт.
Далее кантователь придает балке обратно горизонтальное положение. Тележки принимают балку и передают на кантователь второй сварочной установки, которая располагается параллельно. Эта установка имеет точно такую же конструкцию. По окончанию выполнения второго сварочного шва балка ложится горизонтально и при помощи тележек возвращается на конвейер.
Поворот и проварка остальных швов
В результате предыдущих операций получается балка, с одной стороны которой швы выполнены. Однако она находится на конвейере в горизонтальном положении, готовыми швами вверх. Поэтому используется дополнительный кантователь, который переворачивает балку, и она располагается на конвейере выполненными швами вниз. Данный кантователь также имеет гидравлический привод и грузоподъемность до 20 т. Он может работать с изделиями габаритами 1000 х 2000 мм. Скорость поворота составляет 1000 мм/мин. Кантователь потребляет 18 кВт электроэнергии.
Он может работать с изделиями габаритами 1000 х 2000 мм. Скорость поворота составляет 1000 мм/мин. Кантователь потребляет 18 кВт электроэнергии.
Третий и четвертый сварочные швы производятся аналогичным способом. Также балка кантуется на 45° и последовательно провариваются швы на паре сварочных установок.
Поворот и правка балки
После проварки всех швов балка находится на конвейере в горизонтальном положении. Кантователь поворачивает балку на 90°, устанавливая её вертикально. После этого балка попадет на установку, которая выполняет правку грибовидности полок. Потребность в этой операции возникает, потому что при сварке сплошным швом возникают деформации полок.
Установка выполняет прокатку роликами нижней полки. После этого конвейер возвращает балку на кантователь, который выполняет поворот балки на 180°. Балка оказывается выпрямленной полкой вверх. После этого она снова проходит установку для правки полок.
В зависимости от размеров двутавра используется одна из установок для правки. Устройство с наибольшей мощностью (32 кВт) способно править балки высотой до 800 мм и высотой до 1500 мм. Толщина полки может доходить до 80 мм. Правка выполняется со скоростью 5,2 м/мин. Усилие на роликах составляет 2 мН.
Устройство с наибольшей мощностью (32 кВт) способно править балки высотой до 800 мм и высотой до 1500 мм. Толщина полки может доходить до 80 мм. Правка выполняется со скоростью 5,2 м/мин. Усилие на роликах составляет 2 мН.
Дробеструйная обработка
Сваренная и выправленная балка чаще всего имеет загрязнения, в первую очередь ржавчину и окалину. Для очистки профиля применяется дробеструйная машина. Она также улучшает качество поверхности двутавра, что упрощает нанесение на него покрытия.
Дробеструйная машина разгоняет стальную или чугунную дробь до скорости 60 – 70 м/с и подает её в камеру обработки. Камера имеет восемь дробеметов, которые располагаются по кругу. По два дробемета приходятся на внешние стороны полок и стойку. Внутренние грани полок обрабатываются одним дробеметом.
Мощность дробеструйных машин находится в пределах 11-15 кВт. Изделие проходит через камеру со скоростью 0,6 – 3 м/мин, расход дроби – 90-120 т/ч. Данными машинами можно выполнить обработку профиля размером 1200х2000 мм.
Общая эффективность линии и дополнительная обработка
Автоматизированная линия может производить изделия размерами 2000х1000 мм. Толщина обрабатываемой листовой стали доходит до 40 мм. Возможно изготовление профилей переменного сечения с углом наклона до 15°. Общая производительность составляет 15 тыс. т в год. Размеры линии 150х24 м.
Дополнительно балка может подвергнуться обработке торцов на фрезерном станке. Балка располагается горизонтально и жестко закрепляется, чтобы избежать погрешностей. Для этого используются рамы с вертикальными стойками, в которых располагаются гидроцилиндры. Управление их работой ведется гидрораспределителем, который направляет поток масла, подаваемое гидравлической станцией под высоким давлением. Фрезерный станок может обрабатывать балки максимального размера, производимые автоматизированной линией. Глубина обработки за одни проход достигает 5 мм, скорость подачи 200 – 650 мм/мин. Для обработки используются фрезы диаметром 160 – 200 мм.
Также линия может снабжаться установкой для сверления балок. Она позволяет выполнить отверстия максимально быстро и с высокой точностью. Установка снабжена системой ЧПУ, которая не требует предварительной ручной разметки изделия. Автоматическое выполнение отверстия позволяет снизить до минимума процент брака.
Она позволяет выполнить отверстия максимально быстро и с высокой точностью. Установка снабжена системой ЧПУ, которая не требует предварительной ручной разметки изделия. Автоматическое выполнение отверстия позволяет снизить до минимума процент брака.
Установка для сверления состоит из таких элементов:
- Каркас;
- Конвейер;
- Подающие ролики;
- Фиксирующая гидросистема;
- Три сверлильных узла.
Сверлильные узлы имеют сервоприводы, которые позволяют позиционировать инструмент с крайне высокой точностью, ±1.0 мм на 10 м. Контроллер устройства имеет цветной монитор, что делает работу оператора максимально простой.
Установка может выполнять обработку стали толщиной 5 – 40 мм. Диаметр отверстий находится в пределах 12 – 32 мм. Для работы используется двигатель мощностью 5 кВт. Он придает сверлу до 440 об/мин. Скорость позиционирования составляет 5 м/мин, а скорость подачи до 300 мм/мин. Общее потребление энергии установкой 32 кВт.
Сварная двутавровая балка: производство, расчет, сварка
Применяется металлическая сварная двутавровая балка для возведения конструкций и перекрытий уже давно. Но до этого времени в России ее применение было жестко ограничено сферой промышленного строительства, т.е. когда возводятся действительно грандиозные конструкции, которым все должно быть нипочем.
И только в последние годы стали появляться такие виды двутавровых балок, которые действительно можно применять при строительстве новые дома обычного жилого дома. Вы задумываетесь именно о таком перекрытии? Тогда мы поможем вам изучить все особенности его изготовления!
О новой технологии частного домостроения
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки. А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты. Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине. Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
Общие сведения
Сварная балка — разновидность балочных конструкций, которые изготавливают методом сварки отдельных металлических заготовок. Основным материалом для производства запчастей этого типа является сталь, которая может содержать небольшое количество марганца, хрома, ванадия, титана или свинца. Обычно их делают в виде двутавровых конструкций, напоминающих букву «Н». Сама конструкция выглядит так:
Основным материалом для производства запчастей этого типа является сталь, которая может содержать небольшое количество марганца, хрома, ванадия, титана или свинца. Обычно их делают в виде двутавровых конструкций, напоминающих букву «Н». Сама конструкция выглядит так:
- Посередине детали располагается длинная плоская деталь-перемычка, обладающая постоянной шириной. Для получения сужающихся двутавров могут применяться металлические перемычки переменной ширины, когда ширина одного края меньше ширины другого края. Такие запчасти используются для монтажа навесных конструкций или креплений.
- По бокам к перемычке перпендикулярно привариваются две детали, которые выполняют роль своеобразных «стенок». Стенки обладают постоянной шириной, хотя иногда могут использоваться сужающиеся стенки, если нужно создать перекрытие.
- Для маркировки может наноситься «штамп», который будет отражать основные сведения о запчасти. Ключевая информация — марка металла, тип запчасти, категория детали, дата производства, информация о заводе-изготовителе.

Что собой представляет сварной двутавр?
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.

- Изготавливаются также с полностью ассиметричным сечением.
Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей. Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Возможности
Помимо преимуществ использование стальных балок, выполненных сварным способом, позволит каждому покупателю:
- Увеличить широту пролета здания, так как они имеют большую длину;
- Заказывать различные параметры и размеры, существует огромное количество ГОСТов на двутавры, так что каждый заказчик сможет найти подходящие параметры;
- Архитектура сооружения, как уже было сказано выше, может быть совершенно разнообразной.

Таким образом, сварная балка имеет огромное количество преимуществ, из-за чего чему нашла широкое применение во всех областях строительства. Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей.
Преимущества сварного метода производства балок
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем. Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость. Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали. Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
Сварочные работы, при изготовлении двутавровых металлоконструкций
Сварка двутавровой балки на крупных металлообрабатывающих предприятиях, происходит на современной автоматизированной линии. Балка попадает в специальный кондуктор, внутри которого происходит проварка поясных швов будущей металлоконструкции под слоем флюса, в полностью автоматическом режиме.
Такая сварка двутавровых балок обеспечивает максимальное качество соединения швов, благодаря использованию защитного слоя флюса. Во время проведения сварочных работ, слой флюса защищает сварной шов, что позволяет минимизировать разбрызгивание раскаленных капель металла, без ущерба скорости сварки и качеству соединения. Также, благодаря слою флюса, остывание сварного соединения происходит гораздо более плавно и равномерно. При данном способе проведения сварочных работ, усиление двутавровой балки не требуется, благодаря максимальной прочности и надежности изготовленной конструкции.
- Низкая скорость производства сварочных работ.
- Достаточно посредственное качество сварных швов, в сравнении с автоматической сваркой под флюсом.
- Недостаточная геометрическая точность готового изделия, вследствие ручной сборки, перегрева и, как следствие, больших деформаций, в отличие от автоматизированного сварочного процесса.
- Серьезные потери (вплоть до 30 процентов) металла, по причине сильного разбрызгивания раскаленных металлических капель в процессе производства сварочных работ.

Итог
Как видно из всего вышесказанного, сварные двутавровые металлоконструкции имеют ряд достоинств, в сравнении с другими видами балок. Сварные двутавры заняли свою нишу на современном строительном рынке и используются в соответствии со своими сильными и слабыми сторонами. Производство таких металлоконструкций развернуто в большинстве регионов нашей страны, что делает двутавровую балку доступным и относительно недорогим строительным материалом. Поэтому, благодаря высокой конкуренции в данной нише, любой продавец, на вопрос «продам балку двутавровую», предоставит хорошие скидки и выгодные предложения.
Узлы крепления сварных двутавровых балок
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов.
 Преимущество именно этого метода в том, что не приходится разделять кромки балок.
Преимущество именно этого метода в том, что не приходится разделять кромки балок. - Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
- Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения.
 Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Области применения
Области применения сварных двутавровых балок в строительстве включают в себя:
- несущие конструкции, колонны, раскосины;
- перекрытия как небольших помещений, так и больших пролетов;
- опоры технологического оборудования;
- консоли угловых кранов;
- выносные конструкции: мостики, балконы.

Изделие используется во всех отраслях строительства: промышленное и частное, многоквартирные дома и общественные здания.
Дополнительные функции двутавра в частном домостроении
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:
И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:
Виды
Наиболее часто в строительстве используются сварные двутавры следующих видов:
- Для перекрытий и подвесных путей.
 Профиль сечения имеет короткие стенки по отношению к главному ребру.
Профиль сечения имеет короткие стенки по отношению к главному ребру. - Для укрепления шахт. Стенки больше, чем главное ребро;
- Обычной ширины, стенки равны ребру, используются для вертикальных опорных конструкций: колонн, пилонов и т.п.
Типы двутавровых балок в зависимости от основных размеров.
В зависимости от точности изготовления балки подразделяются на продукцию обычной точности и высокоточную.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Технология сварки балки из листового материала
Главная » Статьи » Технология сварки балки из листового материала
Сварная балка: технология изготовления — СтеллаСтрой
Главная » Статьи » Сварная балка: технология изготовления
Сварные балки в промышленном виде чаще всего используются двутаврового сечения. Естественно для изготовления такой балки используют специальную технологию, которая подразумевает создание прочной и надежной конструкции. Поскольку металл является одним из самых дорогих строительных материалов, постоянно ведется поиск способа снизить затраты металла при сохранении требуемой прочности конструкции.
Поскольку металл является одним из самых дорогих строительных материалов, постоянно ведется поиск способа снизить затраты металла при сохранении требуемой прочности конструкции.
Изготовление балки в Москве и Московской области происходит на специальном заводе. Популярность таких балок обусловлена экономией металла при сохранении необходимой несущей способности конструкции. Сварные двутавровые балки представляют собой элементы с уменьшенным поперечным сечением, в сравнении с монолитными конструкциями.
Чаще всего для изготовления балки используют углеродистую сталь. Элемент состоит из трех частей, которые соединяются при помощи сварки. Некоторые виды балок делают с помощью горячего проката. Такое производство требует сложного оборудования. Низкоуглеродистая сталь применяется реже, из нее делают балки только если того требует проектная необходимость.
Сваривание выполняется под действием флюса автоматическим методом. Для увеличения запаса прочности, приваривание полочки двутавра выполняется с двух сторон. В процессе производства важно следить за точным расположением элементов и плотным их прилеганием друг к другу. Это обеспечит надежность балки в готовом виде.
В процессе производства важно следить за точным расположением элементов и плотным их прилеганием друг к другу. Это обеспечит надежность балки в готовом виде.
Себестоимость изготовления сварной балки зависит от масштаба производства и количества партии. Чем меньше завод делает готовых элементов, тем дороже обходится каждый из них. Большое количество изготавливаемых элементов позволяет поставить производство полностью на автоматизированный поток под конкретную задачу.
При изготовлении большой партии сварных балок применяют технологию беспрерывного производства. В таком режиме обслуживание оборудования обходится дешевле, чем его непосредственный запуск в работу. Помимо сборки и сварки листовых элементов двутавра на заводе изготовителе выполняют разные вспомогательные процессы. К ним относится правка деталей, зачистка кромок и точная резка исходного материала.
Все стыковые соединения должны быть плотно проплавлены, а сформированный шов сварки должен отвечать нормативным требованиям. Все изделия проходят операционный контроль на этапе производства и окончательную проверку в готовом виде.
Все изделия проходят операционный контроль на этапе производства и окончательную проверку в готовом виде.
Сварная балка. Пять этапов изготовления
Условно изготовление сварной двутавровой балки можно разделить на пять этапов. Начальный этап подразумевает подготовку и резку листового материала на полосы необходимой толщины. В зависимости от оборудования и толщины обрабатываемого материала, резка одного метра выполняется примерно в течение минуты.
Дальше заготовленные листы подают на фрезерный станок, которые обрабатывает его торцы. Это позволяет улучшить качество сваривания между полкой и стенкой двутавра за счет плотного прилегания хорошо обработанных и подготовленных листов.
Третий этап производства двутавровой балки заключается в правильной сборке конструкции. При изготовлении небольшого количества балок используют стеллаж для сборки, на котором с помощью специальной подъемной техники выполняют установку всех элементов конструкции.
При этом важно соблюдать симметричное расположение полочек и проверять перпендикулярность элементов. Для более крупных партий целесообразно вводить специальное оборудование для сборки, которые максимально исключает ручную трудоемкую работу.
Сваривание на стеллаже выполняется с помощью автоматизированных портальных сварочных установок. В зависимости от задач будущей конструкции применяют разную последовательность наложения швов.
На последнем этапе производится устранение геометрических нарушений, которые неизбежно появляются во время сварки (грибовидность). Готовая балка проходит через систему выравнивающих роликов.
stellastroy.ru
Технология изготовления сварных двутавровых балок
Технология изготовления сварных двутавровых балок, помимо прочности и надёжности, к ним предъявляются и другие требования.Одной из основных характеристик балок является их плотность. Для любых видов работ, плотность металлических балок должна быть максимально высокой. Из основных задач для разработчиков балок, является снижение их металлоёмкости. Это значит, что постоянно ведутся работы по разработке балок, требующих меньшее количество металла при сохранении характеристик прочности.
Это значит, что постоянно ведутся работы по разработке балок, требующих меньшее количество металла при сохранении характеристик прочности.
О сварной двутавровой балке и её производстве
Двутавровые балки экономически выгодны в строительстве. Использование сварных двутавровых балок, в качестве строительных металлоконструкций каркасов, даёт возможность не только облегчить элементы конструкции, имеющие неоправданно большой коэффициент запаса прочности, но и создать более экономичную форму опор и сечения отдельных элементов, тем самым уменьшить массу металлической конструкции.
Изготовление сварных двутавровых балок.
Технология изготовления сварнной балки, экономичен и успешно конкурирует с изготовлением балок способом прокатки, по другому называют горячекатанная двутавровая балка. Изготавливаются двутавровые балки, конечно же, из металла. Чаще всего для производства балок применяются углеродистые стали. В частности, довольно распространены двутавровые балки из низкоуглеродистых сталей.
Среди всех видов балок, наибольшее распространение получили балки двухтаврового сечения. В основе этих балок лежит двухтавровый профиль, имеющий поясные швы. Профиль двухтавровых балок состоит из трёх элементов, соединяемых друг с другом посредством сварки. Cварка балки двутавровой происходит под действием флюса. Изготовление профиля для балок, происходит с помощью автоматов для сварки. Для увеличения надёжности балки, соединяемые элементы балки подвергаются сварке с двух сторон. Чтобы гарантировать максимальную прочность сварки балок, при создании сварного шва, балки применяются выходные и заходные планки. Так же следят за перпендикулярностью расположения элементов балки и за качеством их прилегания.
При изготовлении сварных двутавровых балок мелкими партиями, заводы вынуждены использовать примитивную малопроизводительную оснастку, и такие профили обходятся сравнительно дорого. Серийное производство сварных балок в поточных линиях или автоматических станах, которые выполняют весь цикл производства двутавра, на предлагаемом нами современном оборудовании, позволяет поднять производительность труда и снизить стоимость двутавровых балок. Такие поточные линии могут оснащаться либо автоматизированными установками непрерывного действия, либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса.
Такие поточные линии могут оснащаться либо автоматизированными установками непрерывного действия, либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса.
Наиболее широкое применение имеет двутавровый профиль с поясными швами, выполняемыми обычно сварочными автоматами под флюсом. Двутавр собирают из трёх листовых элементов. При их заготовке, помимо правки, резки и зачистки кромок, часто предусматривают сборочную и сварочную операции для получения листового элемента требуемой длины и ширины. В этом случае к стыковым соединениям предъявляется требование полного и надежного проплавления с хорошим формированием усиления шва.
Технологический процесс изготовления сварной двутавровой балки.
01Раскрой листового металла на полосы — штрипс нужной длины и ширины изготавливается на установке термической резки с ЧПУ, которая позволяет распускать лист одновременно несколькими резаками. Скорость резки, в зависимости от толщины металла, доходит до 1 метра в минуту.
Скорость резки, в зависимости от толщины металла, доходит до 1 метра в минуту.
02Фрезеровка торцов — для улучшения провара шва между полкой и стенкой двутавра производится фрезерная обработка торцов на торцефрезерном станке.
03Сборка балки двутавровой должна быть достаточно точной, особое внимание уделяется симметрии расположения и взаимной перпендикулярности полки и стенки. Сборка на стеллаже с помощью простейших приспособлений является трудоёмкой и может применяться только в единичном производстве. Использование станов для сборки двутавровых балок позволяет повысить производительность сборочных операций в несколько раз.
С помощью стана для сборки двутавровых балок Z15, достигается симметрия расположения стенки относительно полок балки, обеспечивается взаимная перпендикулярность полки и стенки балки. Сборка двутавровой балки осуществляется в 2 этапа: сборка профиля T-образной формы, затем балка кантуется на 180° и собитается двутавр.
Эффект использования сборочного стана, обеспечивается быстродействием и надёжностью механизма позиционирования элементов. Закрепление и освобождение элементов балки по всей длине с помощью винтов занимает много времени. Значительно производительнее и удобнее в работе приспособления, оснащенные гидравлическими прижимными механизмами.
Закрепление и освобождение элементов балки по всей длине с помощью винтов занимает много времени. Значительно производительнее и удобнее в работе приспособления, оснащенные гидравлическими прижимными механизмами.
xn—-7sbabec1clej3cj.xn--p1ai
Особенности технологии изготовления сварных балок коробчатого сечения
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ КОНСТРУКЦИЙ
Балки коробчатого сечения (рис. 36, а) сложнее в изготовлении, чем двутавровые, но они имеют большую жесткость на кручение и поэтому находят широкое применение в конструкциях крановых мостов. При большой длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.
Рис. 36. Изготовление балок коробчатого сечения: а — сечение балок; б — установка боковых стенок; в — сварка внутренних швов |
Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 36, б) и прихватывают боковые стенки. Затем собранный П — образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 36, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут
После приварки диафрагм устанавливают, прижимают (рис. 36, б) и прихватывают боковые стенки. Затем собранный П — образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 36, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут
наклонным электродом без поворота в положение «в лодочку». Это объясняется тем, что для балки коробчатого сечения подрез у поясного шва менее опасен, чем для двутавра, поскольку в балках коробчатого сечения сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы.
При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса. Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 36, в), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении.
Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 36, в), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении.
Особенности производства балок коробчатого сечения рассмотрим на примере поточной линии (рис. 37). Все заготовительные операции выполняются вне линии, и на склад 11 поступают полностью обработанные заготовки. Портальный кран 10 с электромагнитными захватами подает поочередно на рольганг 9 заготовки полок и стенок. В сварочном стенде 8 собирают поперечные стыки элементов балки и сваривают под флюсом за один проход с обратным формированием шва на медной охлаждаемой подкладке. По мере сварки поперечных стыков элемент балки продвигается по рольгангу на участок рентгеновского контроля 7. Обычно рентгенографическому контролю подвергают все поперечные швы нижнего пояса, испытывающего напряжения растяжения, а швы остальных элементов контролируют выборочно. Готовые элементы мостовым краном с помощью жесткой траверсы снимают со стенда и в вертикальном положении устанавливают в накопители 6. Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3 и 5 представляют собой
Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3 и 5 представляют собой
систему козелков, размещенных параллельно друг другу на расстоянии 1,5…2
72
м. На стенде 5 собирают и сваривают верхний пояс с диафрагмами — «гребенку». Ее переносят мостовым краном на стенд 3, зачаливая ее эксцентриковыми захватами за диафрагмы в нескольких местах с помощью жесткой траверсы. Центральные козелки стенда 3 имеют регулировку по высоте. Это позволяет задавать верхнему поясу прогиб, равный строительному подъему, если он необходим для компенсации прогиба балки при работе конструкции под нагрузкой. При сборке этот предварительный прогиб пояса закрепляется постановкой боковых стенок, что необходимо иметь в виду при проектировании их раскроя. Сборку боковых стенок с «гребенкой» выполняют с помощью портальной самоходной установки 4, Для сварки диафрагм со стенками используют портальную установку 12, несущую четыре головки для одновременного выполнения четырех вертикальных угловых швов в среде СО 2.
Сборка балки завершается на стенде 2, куда без кантовки передается мостовым краном собранная на стенде 3 балка открытого сечения. Перед постановкой нижнего пояса выправляют искривления верхних кромок боковых стенок, полученные в результате приварки диафрагм. Для этого расположенные на тележках 14 гидродомкраты подводят к концам балки и, нажимая на верхний пояс, прогибают балку до полной выборки ее строительного подъема. Кромки вертикальных стенок оказываются растянутыми в упругой области, и искривления устраняются. Затем мостовым краном укладывают нижний пояс. С помощью самоходного портала 13, имеющего вертикальные пневмоцилиндры, пояс прижимают к балке и закрепляют его прихватками. После освобождения балки от закрепления строительный подъем восстанавливается. Далее балку передают на стенд / для сварки поясных швов наклоненным электродом. Вдоль стенда 1 по рельсовым направляющим перемещаются два сварочных автомата 15, выполняющих; под флюсом одновременно два поясных шва.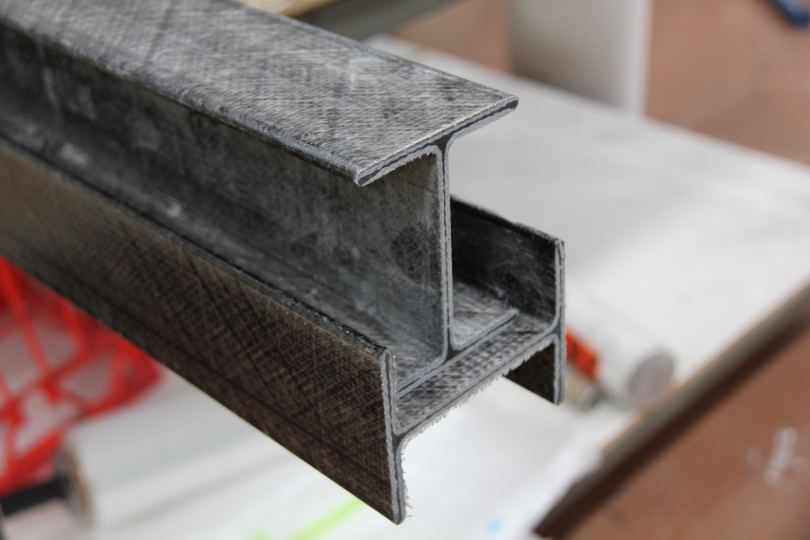 Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После, кантовки балки таким же образом выполняют вторую пару швов.
Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После, кантовки балки таким же образом выполняют вторую пару швов.
Сварные элементы коробчатого сечения нашли применение в качестве стержней ферм железнодорожных мостов (рис. 38, а). В отличие от балок у них нет диафрагм, что затрудняет их сборку. Поэтому в серийном производстве для их сборки используют специальные кондукторы, фиксирующие детали по наружному контуру (рис. 38, б). Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением одновременно двух симметрично расположенных в одной плоскости, угловых швов наклоненными электродами. Для этого используют, двухдуговые тракторы типа ТС-2ДУ.
Рис. 38. Кондуктор для сборки стержней коробчатого сечения: а — сечение стержня; б — схема кондуктора |
С помощью стекла и алюминия можно создавать не только эффектные экстерьеры зданий, но и формировать элегантные пространственные решения внутри помещений. Предложения компании Фирма «ГлассГрупп» предлагает реализовать под ключ различные архитектурные …
Предложения компании Фирма «ГлассГрупп» предлагает реализовать под ключ различные архитектурные …
В рамах тележек железнодорожного подвижного состава нередко наиболее сложные элементы выполняют в виде стальной отливки с относительно тонкими стенками. Примером этому может служить рама тележки электровоза ВЛ-80 (рис. 51), состоящая …
В тяжелом машиностроении рамы клетей мощных прокатных станов собирают и сваривают из балочных заготовок в виде массивных стальных отливок. На рис. 51 показана рама вертикальной клети прокатного стана, составленная из …
msd.com.ua
Производство балок
Статья про производство балок, оборудование и технологию изготовления. Коротко и подробно о самом главном в этом бизнесе
Балка – представляет собой особый конструктивный элемент, который является наклонным или же горизонтальным брусом, который в основном работает на изгиб.
Чаще всего, как правило, именно горизонтально расположенная балка воспринимает отдельно расположенную вертикальную поперечную весовую нагрузку. Но в отдельных некоторых случаях необходимо также учитывать и влияние вероятных горизонтально расположенных поперечных сил, к примеру, ветровую нагрузку или, же возможное землетрясение. Очень перегруженная балка, в свою очередь, непосредственно воздействует на данные опоры, которыми могут быть такие предметы как, колонны, подвесы, стены или другие балки, перекладины. После же нагрузка передаётся дальше по линии перегруза, и в итоге, в большинстве всех случаев, воспринимается всеми данными конструктивными элементами. Отдельно можно также выделить такой случай ферменной специфической конструкции, в которой все имеющиеся стрежни покоятся непосредственно на горизонтальной балке.
Но в отдельных некоторых случаях необходимо также учитывать и влияние вероятных горизонтально расположенных поперечных сил, к примеру, ветровую нагрузку или, же возможное землетрясение. Очень перегруженная балка, в свою очередь, непосредственно воздействует на данные опоры, которыми могут быть такие предметы как, колонны, подвесы, стены или другие балки, перекладины. После же нагрузка передаётся дальше по линии перегруза, и в итоге, в большинстве всех случаев, воспринимается всеми данными конструктивными элементами. Отдельно можно также выделить такой случай ферменной специфической конструкции, в которой все имеющиеся стрежни покоятся непосредственно на горизонтальной балке.
Оборудование для производства балок
Специфический процесс производства всегда предполагает такое же специфическое или индивидуальное оборудование. Для производства сварных балок используется специальная линия.
Существует всего два варианта такого оборудования. Это такое оборудование как:
- Автоматический стан для производства сварной двутавровой балки.
 Такое устройство дает возможность все процессы изготовления балки на одном целостном станке.
Такое устройство дает возможность все процессы изготовления балки на одном целостном станке. - Линия для производства сварной двутавровой балки. В состав и комплектующие данной линии оборудования могут входить непосредственно:
- станок для сборки двутавровых балок;
- установка для сварки балки;
- станок для правки полок двутавровой балки;
- машина термической резки для раскроя листа.
Данное оборудование всегда может не только охватить весь технологический процесс производства стальных двутавровых балок, но и существенно снизить расходы ресурсов на изготовления балок. Такое оборудование можно приобрести по частям, как отдельные устройства, так и как целую непрерывную линию.
Технология производства балок
Существует несколько характеристик и принципов, от которых зависит и по которым определяется прочность балки:
- площадь и форма поперечного сечения;
- длина;
- материал изготовления;
- способ, которым она крепилась.

Существует несколько основных материалов производства балок, и чаще всего это: стальные, железобетонные, деревянные балки. В строительстве в основном используется именно стальная, двутавровая балка, так как она считается самой прочной и самой сильной, выдерживающей очень большие нагрузки.
Двутавровые балки больше всего используют при возведении и конструкции разнообразных каркасов зданий и мостов. Также такие стальные балки применяют тавровые балки, швеллеры, или же балки с полым профилем, и возможно, балки с угловым профилем сечения.
Каждый процесс производства имеет свои принципы и свои нормы, которые зачастую устанавливаются законами или нормами правительства государства, так как большинство производств, будь оно как промышленное так и не промышленное связано либо с людьми которые работают на производстве, либо с людьми, потребляющими или эксплуатирующими полученные продукт.
Такие нормы не обошли и процесс, а вернее технологию производства балок. Данная технология также имеет свои определенные ступени, этапы и процессы. Процесс производства балок имеет всего пять основных этапов:
Процесс производства балок имеет всего пять основных этапов:
- Раскрой листового металла на полосы. Штрипс требуемой длины, а также ширины изготавливается на специфической для данного производства установке термической резки с ЧПУ, которая также позволяет распускать лист на части одновременно несколькими резаками. Скорость процесса резки, в зависимости от толщины и плотности металла, доходит до одного метра за минуту, что довольно быстро в нынешнее время.
- Фрезеровка кромок. Данный процесс направлен на улучшение провара шва между самой полкой и конечно, стенкой. Для этого производится фрезерная регулировка и обработка всех кромок на специальном кромкофрезерном станке.
- Сборка балки. Процесс сборки обязан быть правильным. Вся сборка двутавровой балки должна быть достаточно четкой и точной, а самое главное особое внимание уделяется симметрии территориального расположения и взаимной перпендикулярности полки и двутавровой стенки балки.
- Сварка балки. Весь процесс регулируется автоматизированными линиями производства.
 Но при этом последовательность, в которой принимаются и налагаются швы, может быть разной в зависимости от самого процесс сварки. Сварка, которая производится наклоненным электродом, позволяет не только одновременно сваривать два шва, но и выполнять шов « лодочку», что обеспечивает только лучшие условия формирования всего периметра шва и глубины проплавления стенки, и при этом поворачивать полностью изделие приходится после сварки непосредственно каждого шва.
Но при этом последовательность, в которой принимаются и налагаются швы, может быть разной в зависимости от самого процесс сварки. Сварка, которая производится наклоненным электродом, позволяет не только одновременно сваривать два шва, но и выполнять шов « лодочку», что обеспечивает только лучшие условия формирования всего периметра шва и глубины проплавления стенки, и при этом поворачивать полностью изделие приходится после сварки непосредственно каждого шва. - Правка полок двутавровой балки. Во время процесса производства сварной двутавровой балки всегда непременно возникает нарушение ее «геометрии» полок и стенок.
Наглядное видео процесса:
Как видите, сам процесс довольно несложный.
Читайте также
moybiznes.org
Технология изготовления сварной двутавровой балки презентация, доклад
Министерство образования и науки Красноярского края
Краевое государственное бюджетное
профессиональное образовательное учреждение
«Красноярский техникум социальных технологий»
Тема: «Технология изготовления сварной двутавровой балки»
РАЗРАБОТАЛ ПРЕПОДАВАТЕЛЬ СПЕЦ. ДИСЦИПЛИН
ДИСЦИПЛИН
ГУБИЧ ТАТЬЯНА АЛЕКСАНДРОВНА
Балки- конструктивные элементы, работающие в основном на поперечный изгиб.
Балки двутаврового сечения используют, когда нагрузка приложена в вертикальной плоскости.
Применяют при сооружении пролетных строений, перекрытий, мостов, при изготовлении кранов, металлических опор, эстакад и иных решетчатых конструкций.
Балка двутаврового сечения
Преимущества использования
сварных балок
снижение массы конструкций сварного двутавра до 35% по сравнению с горячекатаным за счет оптимального подбора составного сечения стальной балки;
возможность применения в сечении сварной балки разных типов сталей полок и стенок (бистальная балка) наиболее напряженные участки балки изготавливаются из стали повышенной прочности, а наименее напряженные — из малоуглеродистой стали, позволяет снизить стоимость балки;
возможность изготовления несимметричных , переменных , составных сечений стального двутавра, дает снижение веса конструкции до 10%;
минимализация отходов на 25% за счет изготовления сварной балки требуемой длины;
использование сварных балок позволяет: разнообразить архитектуру сооружений, увеличить широту пролета зданий, уменьшить вес несущих конструкций, повысить рентабельность проектов
Технические требования
ГОСТ 26020-83, СТО АСЧМ 20-93
При изготовлении сварной балки используется лист марки стали
Ст3пс
Ст3сп
Ст3сп5
09Г2С
09Г2С-12
10-15ХСНД
Типы сварных швов: Т8, Т3
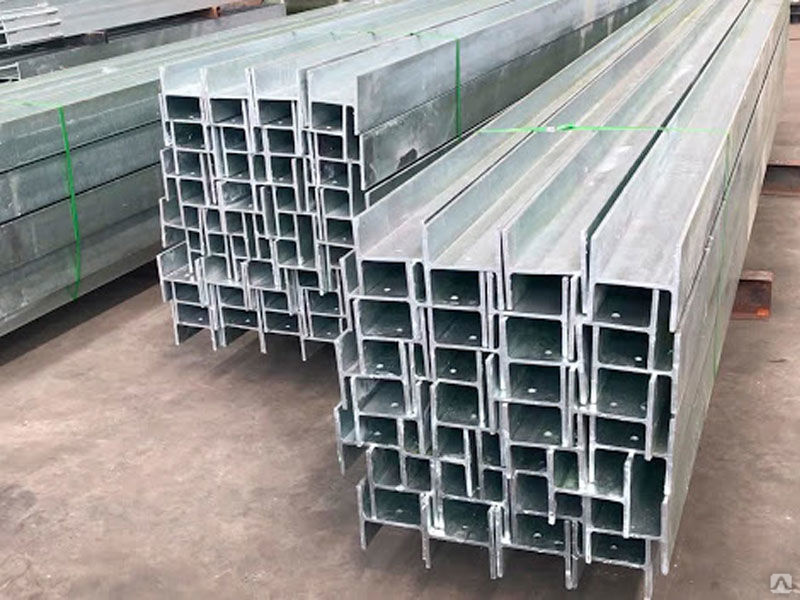
Сварная балка выпускается высотой (Н) от 200 до 3000 мм, толщина листа (t,s) от 8 до 50 мм, ширина полки 200-800 мм
Сварные балки изготавливаются длиной от 3 до 12 м. Допускается изготовление балок длиной до 16.5 м.
Допускается изготовление балок длиной до 16.5 м.
Расчетный вес указывается с точностью +/- 3 %. Окончательный вес определяется по факту изготовления.
Виды нестандартных балок:
Перфорированная балка (облегченная балка с «окнами» в стенке с сохранением всех механических параметров)
Балка переменного сечения (балка с изменением высоты стенки вдоль длины)
Разнополочная балка (балка с различной шириной полок)
Усиленная балка (балка, усиленная ребрами жесткости)
Крановая балка
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
Линия по производству сварной двутавровой балки
— стенд для сборки и прихватки балок
— два участка сварки (доварки), оборудованных консольными машинами для сварки под флюсом
— стан для правки грибовидности полок балки
— камера дробеструйной обработки
— торцефрезерный станок
— участок резки с ленточно-пильным станком
— конвейеры, рычажные кантователи
1. Подготовка поверхности (очистка)
Подготовка поверхности (очистка)
удаление следов коррозии;
удаление оксидных пленок с металла перед сварочными работами.
Этапы изготовления сварных балок
Степени очистки металла
Дробеструйная камера (дробеструйная установка, машина, аппарат)
2. Раскрой
Раскрой листового проката осуществляется на машине термической резки.
Машина с числовым программным управлением предназначена для раскроя по программе листового проката черных, цветных металлов и их сплавов методом плазменной или кислородной
газопламенной резки.
Этапы изготовления сварных балок
Портальные машины для роспуска металла на полосы
Этапы изготовления сварных балок
3. Правка
Правка производится на 7-валковом стане, предназначенном для правки листовых металлических заготовок посредством создания пластических деформаций металла при прохождении между валками.
Этапы изготовления сварных балок
4.Фрезеровка кромок
Производится для улучшения провара на кромко-фрезерном стане
Кромкофрезерные и торцефрезерные станки
Этапы изготовления сварных балок
5. Сборка балок
Сборка сварных двутавровых балок осуществляется на сборочном стане. Подготовленные заготовки (полосы) укладываются с помощью крана на входной конвейер сборочного стана, фиксируются и позиционируются с помощью трех комплектов зажимов сборочного стана. Затем сборочный стан, в соответствии с исходными параметрами стенки и полок, производит центрирование и гидравлическое обжатие заготовок. Пуск и остановка процесса сборки балки контролируются с пульта управления.
Процесс сборки:
сборка профиля T-образной формы;
собранный тавр с помощью крана кантуется на 180° и возвращается на входной рольганг сборочного стана;
Этапы изготовления сварных балок
6. Обварка балки
Обварка балки
Во время сварки балка располагается на стапелях под углом 45 градусов, что обеспечивает хороший провар и катет шва.
На портале смонтированы два комплекта сварочных головок, которые могут перемещаться в горизонтальном или вертикальном направлении вдоль портала.
Установка оснащена лазерной системой слежения за сварным швом, что позволяет производить автоматическую сварку одновременно с движением портала по рельсам. Также на установке располагается система подачи, переработки и уборки флюса
Консольные и портальные установки для сварки под флюсом балок
Этапы изготовления сварных балок
7.Правка
Во время производства сварной двутавровой балки непременно возникает нарушение «геометрии» ее полок — «грибовидность», которая появляется в результате нагрева металла. Стан для правки сварных двутавровых балок предназначен исправлять эту деформацию, путем ее прокатки через систему роликов, используя при этом свойства упругости металла.
Этапы изготовления сварных балок
8.Дробеструйная очистка II ступень
Дробеструйная установка — это разновидность оборудования, предназначенная для очистки металлических конструкций после проведения сварочных работ. Машина производит мощные струи стальной дроби, направленные на поверхность конструкции под разными углами, удаляющие ржавчину, сварочный шлак, грязь, жировой налет, создавая блестящую чистую поверхность металла, с целью улучшения качества лакокрасочного покрытия.
Этапы изготовления сварных балок
9. Покраска
Антикоррозионная защита поверхности сварных балок, осуществляется различными видами ЛКМ, согласно требованию заказчика,
пневматическим или безводушным распылением,
струйным обливом,
распылением в электрическом поле,
окунанием,
кистью.
Порядок сварки балки
Сварка первого шва
Сварка балки с t>8 мм
Положение балки при сварке
СВАРОЧНЫЕ ДЕФОРМАЦИИ
Спасибо за внимание!
Скачать презентацию
|
Сборка двутавровых балок Категория: Сборка металлоконструкций Сборка двутавровых балок Сварные двутавровые балки (стержни) входят в состав многих элементов стальных конструкций различного назначения. Применяют четыре основных способа сборки сварных двутавровых балок: по разметке, в кондукторе с винтовым или пневматическим прижимным устройством, с помощью сборочной установки и на поточных линиях. Способ сборки двутавровых элементов по разметке применяют в случае, когда собирают балки из небольшого количества одинаковых элементов. Сварной стержень собирают по разметке следующими двумя способами: на плите с помощью клиньев и на направляющих с помощью скоб. Перед сборкой проверяют геометрические размеры горизонтального и вертикальных листов и их прямолинейность. На сборку нередко поступают детали с ребровой кривизной (саблевидно-стыо). Если эта кривизна не превышает 1/1000 длины и не более 5 мм, то такие листы пригодны для изготовления стержня. При большей кривизне листы подлежат правке. На горизонтальных листах с помощью шнура намечают ось балки, затем прихватывают упоры или короткие уголки малого сечения (смещенные относительно размеченной оси на половину толщины стенки). Рис. 1. Сборка двутавровых элементов по разметке: Рис. 2. Сборка двутавровой балки на плите: Рис. 3. Установка распорок для фиксации положения поясов: Горизонтальные-листы приваривают к вертикальной стенке ручной дуговой сваркой швами 5…6 мм участками по 60 мм через каждые 500 мм. Со сборочных стеллажей балки снимают и транспортируют цепями или канатами с крюками соответствующей грузоподъемности. Способ сборки двутавровых балок в кондукторах с винтовыми или пневматическими прижимными устройствами целесообразно применять при больших партиях одинаковых элементов, так как настройка кондуктора требует значительных затрат времени. Винтовой кондуктор для сборки сварных двутавровых балок имеет раму, сваренную из швеллеров и балок, устанавливаемых на полу цеха. В конструкцию рамы входят поперечные двутавровые прокатные балки, верхние полки которых находятся в одной горизонтальной плоскости. На этих балках смонтированы два ряда упоров: один ряд упоров расположен у края балок и закреплен неподвижно, упоры второго ряда имеют прижимные винты и могут перемещаться по раме в поперечном направлении. Упоры представляют собой сварные стойки, рабочие кромки которых простроганы под прямым углом к плоскостям опорных плит. Между упорами вертикально установлены полками внутрь два швеллера-опоры, служащие для укладки вертикальной стенки собираемого элемента, соединенных между собой диаф-рагмами-опорами. Перемещением швеллера поперек рамы можно изменять расстояние между швеллерами в зависимости от размера собираемого элемента. Вдоль кондуктора в нижней его части находятся вертикальные винты, предназначенные для поддерживания полок. Рис. 4. Приспособление для транспортирования собранных балок: До начала сборки рабочие настраивают кондуктор в соответствии с конструкцией балки, которую предстоит собирать. Настройка состоит в следующем. Подвижные упоры, освобожденные от болтов, закрепляющих их на раме кондуктора, перемещают поперек кондуктора в положение, при котором расстояние от вертикальной кромки неподвижного упора до опорной поверхности прижимных винтов было бы на 50…75 мм больше высоты стержня, и в этом положении упоры закрепляют болтами. Затем повертыванием маховичков устанавливают вертикальные винты так, чтобы расстояние верхней плоскости от полок швеллеров до опорной поверхности винтов равнялось половине ширины полки собираемого элемента, уменьшенной на половину толщины вертикальной стенки. Рис. 5. Винтовой кондуктор для сборки сварных двутавровых балок: Приступая непосредственно к сборке, сначала укладывают в кондуктор стенку элемента, а затем в зазоры между продольными кромками стенки и стойками кондуктора заводят полки. Винтами листы слегка прижимают к неподвижным упорам. Прежде чем окончательно стянуть сечение, совмещают торцы листов с одного конца элемента, после чего собранные листы элемента плотно сжимают винтами кондуктора. Сборщики проверяют, всей ли поверхностью прилегает вертикальная стенка элемента к полкам швеллеров и выдержан ли прямой угол между стенкой и полками. Если на горизонтальном листе есть выпуклости, то в этих местах лист прижимают к швеллерам клином. Рис. 6. Сборка балок двутаврового сечения: Клин забивают в зазор между стенкой и приваренным к полке элемента временным уголком. Для этого может быть также использован стяжной хомут. Чтобы в процессе наложения первых односторонних сварных швов и при последующем транспортировании элемента не изменялось взаимное расположение листов, у концов элемента сборщики ставят временные планки. После того как вдоль обеих кромок стенки поставили прихватки, винты кондуктора отвинчивают, подцепляют захватами элемент и переносят его на участок сварки. При сборке двутавровых балок в кондукторе доступ для постановки прихваток есть только с одной стороны стенки, поэтому необходимо следить, чтобы прихватки были достаточно прочными При сварке автоматом в первую очередь заваривают швы на стороне, не имеющей прихваток. Сборка двутавровых элементов с помощью сборочной установки с передвижным порталом наиболее распространена на большинстве заводов благодаря большой производительности при хорошем качестве сборки. Сборочная установка состоит из кондуктора и портала. Кондуктор предназначен для укладки стенки и полок собираемой балки в проектное положение, портал обеспечивает плотное прижатие полок и стенки друг к другу. Рис. 7. Сборочная установка с передвижным порталом: Кондуктор состоит из рамы, вдоль которой установлены две продольные двутавровые балки со стойками-фиксаторами и вертикальными регулировочными винтами. Балка жестко прикреплена к раме. На рельсах, уложенных по продольным балкам рамы, установлен портал, оборудованный передвижными пневматическими и неподвижными прижимами. Портал имеет электропривод. Перед началом сборки установку настраивают: регулируют винты, устанавливают подвижную балку и стойки-фиксаторы по размерам собираемой балки. Сборку начинают с укладки листов стенки балки в горизонтальное положение, а полок — в вертикальное. После раскладки листов выравнивают один из торцов балки. После этого портал устанавливают на конце собираемой балки, включают вертикальные прижимы и прижимают к балкам стенку собираемой балки. Затем включают горизонтальные прижимы, которые прижимают полки балок к стенке. После этого рабочий прихватывает сварными швами балку в местах сжатия ее прижимами. Закончив прихватку, выключают воздух, отводят прижимы от изделия, включают ход портала и, переместив его на 500…600 мм вдоль собираемой балки, вновь включают подачу воздуха в прижиме и повторяют операцию сборки, как описано выше. В результате последовательного повторения этих операций примерно через каждый метр по всей длине установки происходит сборка балок. Реклама:Читать далее:Сборка колонн промышленного здания
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 Поэтому на подавляющем большинстве заводов организованы специализированные участки цеха по сборке и сварке двутавровых стержней.
Поэтому на подавляющем большинстве заводов организованы специализированные участки цеха по сборке и сварке двутавровых стержней. Выложив на направляющие балки вертикальный лист, устанавливают горизонтальные листы с прихваченными упорами и поджимают их к вертикальной стенке с помощью клиньев или скоб. При сборке стержня следят, чтобы отверстия в элементах стержня совпадали, или, где нет отверстий, выравнивают один торец. При этом также строго выдерживают угол 90° между этими листами с помощью распорок. Приваривают распорки с одной стороны.
Выложив на направляющие балки вертикальный лист, устанавливают горизонтальные листы с прихваченными упорами и поджимают их к вертикальной стенке с помощью клиньев или скоб. При сборке стержня следят, чтобы отверстия в элементах стержня совпадали, или, где нет отверстий, выравнивают один торец. При этом также строго выдерживают угол 90° между этими листами с помощью распорок. Приваривают распорки с одной стороны.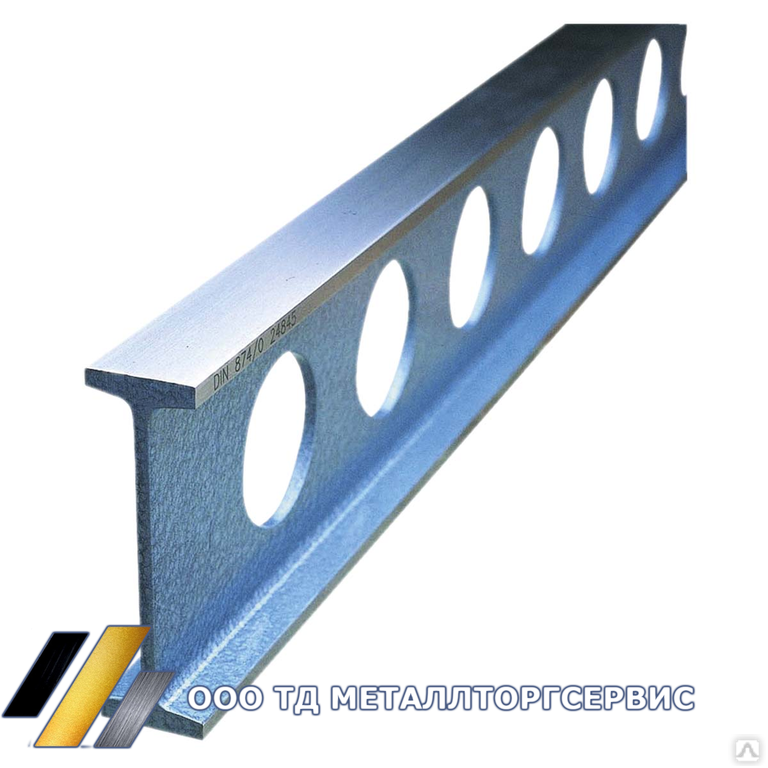
 Винты, размещенные вблизи неподвижных упоров, прикреплены к поперечной балке неразъемно. Винты перемещаются поперек кондуктора по уголку. Их устанавливают вблизи подвижных упоров. Неподвижные и подвижные упоры служат для плотного стягивания элемента и для обеспечения прямого угла между стенкой и полками. В модернизированных кондукторах прижимные устройства заменены пневматическими.
Винты, размещенные вблизи неподвижных упоров, прикреплены к поперечной балке неразъемно. Винты перемещаются поперек кондуктора по уголку. Их устанавливают вблизи подвижных упоров. Неподвижные и подвижные упоры служат для плотного стягивания элемента и для обеспечения прямого угла между стенкой и полками. В модернизированных кондукторах прижимные устройства заменены пневматическими.



Балка сварная двутавровая.
 Сварные двутавровые балки: виды и технология сварки
Сварные двутавровые балки: виды и технология сварки
Содержание
- Что собой представляет?
- Процесс изготовления
- Как самостоятельно сварить?
- Как избежать деформации?
- Узлы крепления
- Жесткий: для статических нагрузок
- Шарнирный: для динамических
- Производство сварной балки
- Технология изготовления сварной балки
- Завод по изготовлению балок
- Технологии производства сварных балок
- Колонны сварные из двутавра
- Преимущества сварных двутавровых балок
- Процесс изготовления
- Дефекты, которые могут возникнуть при сварке
- Области применения
- Виды
- Возможности
- Расчет и изготовление сварного двутавра
- Как самостоятельно сварить балку?
- Как избежать деформации?
- Узлы крепления сварных двутавровых балок
- Жесткий узел: для статических нагрузок
- Шарнирный узел: для динамических нагрузок
- Дополнительные функции двутавра в частном домостроении
- Виды металлических сварных балок
- Технология производства сварных балок двутаврового сечения
- Возможные дефекты
- Сварка двутавровых балок между собой
- Размеры деревянных двутавровых балок
- Расчет нагрузки на деревянные двутавровые балки
- Как сделать двутавровую деревянную балку своими руками
- Монтаж двутавровой деревянной балки
- Советы и рекомендации
- Заключение
Что собой представляет?
По способу производства двутавровые балки различают на сварные и горячекатаные.
Сварной двутавр собирается из трех полос прочной высокоуглеродистой стали с помощью электродуговой сварки.
Преимуществами такой конструкции перед горячекатаными являются:
- способность нести высокие нагрузки, это делает элемент пригодным для перекрытия больших пролетов;
- специальный профиль увеличивает жесткость и сопротивляемость изгибу, поскольку верхняя полоса работает на сжатие, а нижняя — на растяжение;
- способность работать в сложных условиях, при перепадах температур и влажности, в агрессивных средах;
- после прочностного расчета снизить погонную массу проката и совокупную массу конструкций;
- возможность изготовления балок ассиметричного и переменного по длине сечения.
Двутавры прекрасно подходят для строительства быстровозводимых сооружений. Широко используют их как в коммерческом и промышленном, так и в общественном и частном строительстве.
Несмотря на высокий вес стальных балок, их повышенная несущая способность позволяет заметно снизить общий вес здания.
Процесс изготовления
Технология изготовления сварных двутавровых балок не слишком сложна, однако необходимо строго соблюдать ее требования на каждом этапе обработки. Ошибки неминуемо приводят к снижению жесткости конструкции. Обычно они производятся согласно требованиям ГОСТ. Допускается выпуск их и по техническим условиям предприятия. ТУ на изготовление стальных сварных двутавровых балок предусматривают разбиение процесса на следующие этапы:
- Проектно-расчетный. На этом этапе следует рассчитать нагрузки, которые должна выдерживать конструкция. По формулам прикладной механики (так любимый студентами сопромат) рассчитывается прочность и жесткость конструкции, определяются ее геометрические размеры и требования к материалу. Строятся рабочие чертежи.
- Раскрой заготовок. Они нарезаются из металлического листа с помощью установки газовой, плазменной или лазерной резки. Обязательно берутся пробы металла и отправляются в лабораторию для подтверждения химического состава и физико-механических свойств.

- Фрезеровка заготовок. С продольных торцов снимаются фаски, разделываются кромки сварных швов.
- Сборочные операции. Детали помещают в специальную оснастку, точно фиксирующую заготовки в правильном положении друг относительно друга и исключающие тепловые деформации изделия. Уникальные по конструкции изделия и малые серии сваривают вручную, при массовом производстве используются сварочные автоматы. Обычно сборку проводят в два этапа: на первом собирают Т- образный профиль, на втором к ней доваривают вторую полосу. Способ ведения электрода выбирают в зависимости от толщины листа, для обеспечения полного провара и качественной геометрии шва. Особо толстые изделия приходится заваривать в несколько проходов.
- Правочные операции. После завершения всех швов необходимо проверить и поправить в случае необходимости все отклонения полученного изделия от заданных геометрических форм. Для этого применяют горячие или холодные правочные станы с массивными валками, корректирующими все возникшие в ходе сварки балки деформации.

В качестве дополнительной отделки к технологии может быть добавлена дробеструйная обработка. Она сбивает окалину и шлаки и уплотняет приповерхностный слой металла, повышая прочность изделия.
Как самостоятельно сварить?
Браться за эту непростую для домашней мастерской операции имеет смысл тем умельцам, у которых уже есть достаточный опыт сварочных работ. Или же есть возможность привлечь опытного сварщика. В качестве заготовок потребуется стальной лист из высоколегированных прочных сплавов. Лучше, если раскрой проведут на металлобазе с помощью стационарной установки. При раскрое с помощью газового резака потери дорогостоящего металла будут заметными.
Потребуется также оборудование для сварки двутавра под флюсом или в атмосфере защитных газов.
После сборки и правки изделие необходимо будет полностью зачистить и покрыть краской для защиты от коррозии.
Как избежать деформации?
Если просто сварить швы балки, то тепловые деформации практически неизбежны.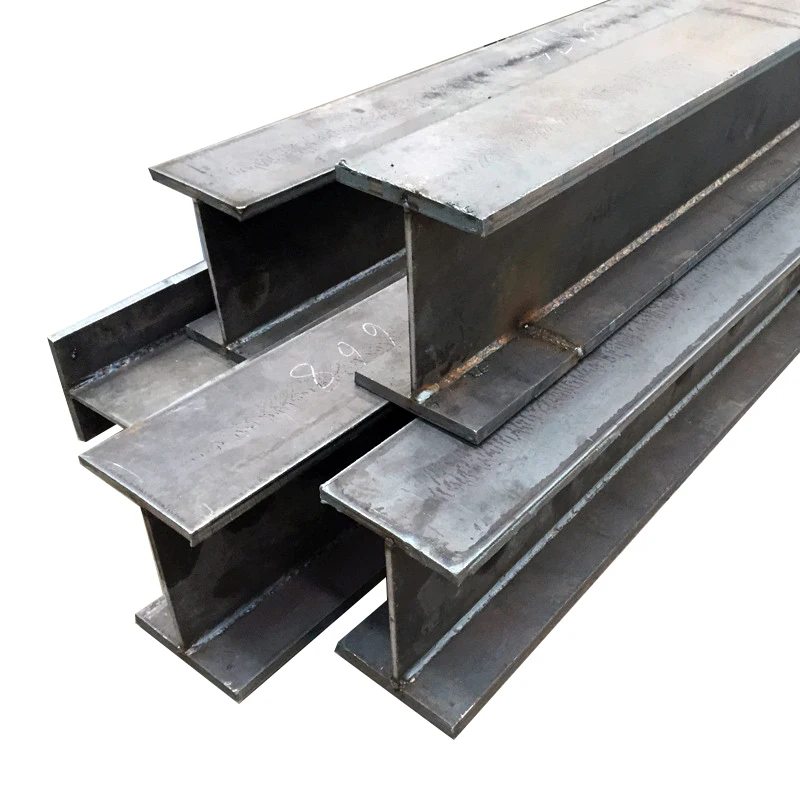 Изделии поведет, выгнет или закрутит винтом. Чтобы максимально снизить риск возникновения искривлений, следует соблюдать следующее описание технологии:
Изделии поведет, выгнет или закрутит винтом. Чтобы максимально снизить риск возникновения искривлений, следует соблюдать следующее описание технологии:
- сборку проводят на специальном стапеле, наклоненном под углом 45о, это позволяет сформировать ровный шов с правильным катетом;
- сваривают две полосы в Т-образный тавр;
- сначала прихватывают заготовки точечной сваркой через каждые 10-15 см;
- далее проваривают шов с двух сторон с обязательной перекантовкой, так, чтобы гипотенуза шва была горизонтальна;
- проводят правку с помощью ручных или механизированных вальцов;
- повторяют операции для третьей полосы.
Узлы крепления
Для успешного использования двутавра необходимо правильно сопрягать ее с другими элементами строительных конструкций- стенами, колоннами, перекрытиями. Наиболее важным является сопряжение с опорной поверхностью. Типовые проекты предусматривают следующие сварные соединения балки с колонной:
- Жестким.
 Балку приваривают к торцевой пластине, а уже ее крепят к стальной колонне или закладному элементу кирпичной кладки. При этом нет необходимости разделки кромок торцов. Используется для высоконагруженных конструкций.
Балку приваривают к торцевой пластине, а уже ее крепят к стальной колонне или закладному элементу кирпичной кладки. При этом нет необходимости разделки кромок торцов. Используется для высоконагруженных конструкций. - Шарнирным, или подвижным. С двух сторон привариваются накладки в плоскостях, параллельных продольной оси. Накладки обрезают и обваривают косыми швами. Нагрузка, которую может выдержать такое соединение, ниже, чем в случае жесткого сопряжения. Для строительства индивидуального дома ее вполне достаточно.
- Существует еще один способ шарнирного соединения: на болтах или заклепках, вставленных в просверленные в торце отверстия.
Жесткий: для статических нагрузок
Двутавр опирается на середину опорной колонны. Обеспечивается высокая устойчивость постройки. Возможен вариант с креплением двутавра сбоку. В этом случае колонну придется усилить, чтобы она выдерживала дополнительные нагрузки на изгиб.
Если длины имеющихся балок не хватает для перекрытия на пролет 10 м, то две балки соединяют в стык с помощью накладных пластин. Сварка двутавра встык производится так, чтобы между торцами оставался небольшой зазор для компенсации возможного теплового расширения.
Жесткое соединение выполняют сварным или заклепочным.
Шарнирный: для динамических
Шарнирный способ опирания используют там, где возможны переменные, или динамические нагрузки. Это чаще происходит в зданиях промышленного назначения, в частных домах он используется реже. Для такого соединения формируется опорное ребро на опорном столике. Сюда передается вся нагрузка. Столик делают из высокопрочной листовой стали, на 20-30 мм шире, чем ребро двутавра.
Производство сварной балки
Наш завод по производству сварных конструкций занимается производством балок самой разной конструкции. Любая сварная балка, которою мы изготавливаем, специально рассчитывается под условия эксплуатации и определенные нагрузки.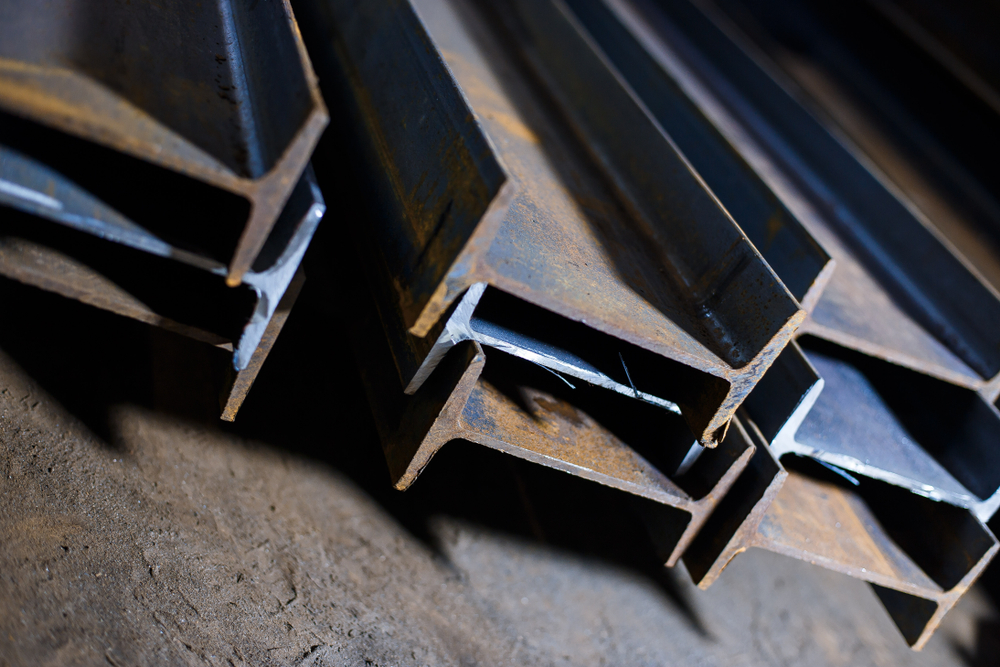 Мы подберем для клиентов не только форму сварной балки, но подскажем, какой металл выбрать для сварного двутавра. Также, исходя из проектной документации, выберем оптимальное оформление сварной конструкции. Наш завод по производству балки возьмет на себя всю ответственность по изготовлению балок из любого типа металла.
Мы подберем для клиентов не только форму сварной балки, но подскажем, какой металл выбрать для сварного двутавра. Также, исходя из проектной документации, выберем оптимальное оформление сварной конструкции. Наш завод по производству балки возьмет на себя всю ответственность по изготовлению балок из любого типа металла.
Мы и наше производство обладаем всеми необходимыми производственными и техническими мощностями, которые гарантируют необходимые объемы готовых изделий из металлопроката (сварные конструкции), также их качество и надежность. Наши квалифицированные работники выполняют все виды сварочных работ, четко придерживаются данных из проектной документации. Автоматизированное производство позволяет изготавливать сварные конструкции (балки) самой разной сложности по индивидуальным параметрам.
Технология изготовления сварной балки
Каждое производство имеет свои нормы и технологию, изготовление сварных конструкций (балок) не исключение. Технология изготовления балки включает пять основных пунктов:
- Разделение листового металла на полосы.
 Металлический лист на станках с ЧПУ разрезается по необходимым параметрам. Наше современное оборудование позволяет распускать металл на части со скоростью до одного метра в минуту, что довольно быстрое производство.
Металлический лист на станках с ЧПУ разрезается по необходимым параметрам. Наше современное оборудование позволяет распускать металл на части со скоростью до одного метра в минуту, что довольно быстрое производство. - Фрезеровка кромок. Благодаря этой процедуре обеспечивается надежность и необходимая плотность будущих швов и самой сварной конструкции. Весь процесс происходит на специализированном оборудовании.
- Сборка балки. Если все элементы изготовлены с точным соблюдением проектных данных, то процесс сборки балки не предоставляет особых затруднений. Необходимо в точности соблюдать симметрию и перпендикулярность деталей.
- Сварка элементов. Этот процесс полностью автоматизирован, сварные швы контролируются специальными приборами.
- Правка геометрии балок. Во время изготовления балок, часто наблюдается смещение полок и стенок. Необходимо тщательно следить за всем процессом производства, и когда это необходимо поправлять расположение элементов.
Завод по изготовлению балок
Наш завод по изготовлению балок уже много лет изготавливает сварные конструкции для каркасов зданий. В цехах нашего завода используется самое передовое техническое оснащение, которое позволяет наладить изготовление изделия самого высокого класса. Балки изготавливаются из горячекатаной стали и свариваются в углекислой среде с помощью автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют необходимым нормам, в том числе ГОСТ 26020-83 и СТО АСЧМ 20-93
В цехах нашего завода используется самое передовое техническое оснащение, которое позволяет наладить изготовление изделия самого высокого класса. Балки изготавливаются из горячекатаной стали и свариваются в углекислой среде с помощью автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют необходимым нормам, в том числе ГОСТ 26020-83 и СТО АСЧМ 20-93
От качества балок непосредственно зависит долговечность и надежность всего сооружения, и экономить на безопасности уж точно не стоит. Доверяя изготовление балок опытному и ответственному заводу, Вы гарантированно получаете только высококачественные изделия. Наши сварные конструкции (балки) проверены временем. Если вам необходимо реализовать заказ на изготовление балок, более профессионального производителя, чем наш завод, не найти! Доверяйте только лучшим!
Технологии производства сварных балок
Следующей важной причиной является необходимость изготовления балки с размером более 1000 мм. Такие изделия часто применяются в качестве несущих конструкций для подкрановых путей. Мостовые краны большой грузоподъемности требуют применения мощных двутавров большого номера, но они не прокатываются. Выход один – производство сварной балки. Подобные ситуации, когда нагрузки превышают возможности горячекатаных балок, встречаются достаточно часто.
Такие изделия часто применяются в качестве несущих конструкций для подкрановых путей. Мостовые краны большой грузоподъемности требуют применения мощных двутавров большого номера, но они не прокатываются. Выход один – производство сварной балки. Подобные ситуации, когда нагрузки превышают возможности горячекатаных балок, встречаются достаточно часто.
Последним фактором в пользу сварных двутавров является возможность получения специальных размеров и геометрии, под заказ. Технология прокатки обеспечивает очень широкий ассортимент размеров и соотношений ширины полок к высоте, но изготовление сварной балки с иной геометрией принципиально, ни чем не ограничено.
Колонны сварные из двутавра
Колонный двутавр редко используется в качестве балок перекрытия, или других элементов, не связанных с вертикальной нагрузкой. Широкие и толстые полки практически не дают преимущества при горизонтальной нагрузке, при этом значительно увеличивают расход металла. В итоге колонный двутавр имеет самый большой вес погонного метра среди двутавров, главным его предназначением остаются колонны, в ином качестве его использовать не выгодно.
В связи с этим, заказывая в нашей компании сварные балки для колонн, строители получают дополнительное преимущество по сравнению с приобретением горячекатаного проката. Покупатель может сразу получить не просто колонный двутавр, а полностью готовые к установке колонны. Изделие будет точно соответствовать всем размерам. В заводских условиях, в соответствии с чертежами будут просверлены необходимые отверстия, на колонну будут установлены все дополнительные элементы необходимые по проекту.
Операции сварки будут выполнены в соответствии с ГОСТами и с обязательным контролем качества. При необходимости колонны будут загрунтованы и покрашены.
Преимущества сварных двутавровых балок
Сварные балки, по сравнению с горячекатаными двутаврами, часто являются более выгодными. К их основным преимуществам относятся:
- меньший вес. Использование металлических двутавровых балок такого типа значительно облегчает всю строительную конструкцию, не снижая ее прочности, за счет оптимального подбора составного сечения.
 Общая экономия металла может составлять до 10–15 %;
Общая экономия металла может составлять до 10–15 %; - возможность индивидуального заказа. Сборка сварной балки позволяет использовать различные марки стали для полок и стенок, повысив прочность на определенных участках, испытывающих большие нагрузки, и снизив на второстепенных, тем самым удешевляя конструкцию;
- большая вариативность. Сварная технология позволяет производить двутавры с асимметричным сечением. Это дает возможность проектировщикам оптимально подобрать площадь сечения балки в соответствии с расчетными нагрузками;
- относительная дешевизна продукции. При аналогичной площади сечения себестоимость производства балки по сварной технологии ниже, чем горячекатаного двутавра.
Производственный процесс предусматривает также изготовление сварной балки требуемой длины в соответствии с габаритами здания. Это не только снижает отходы, но и упрощает монтаж двутавра.
Процесс изготовления
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие.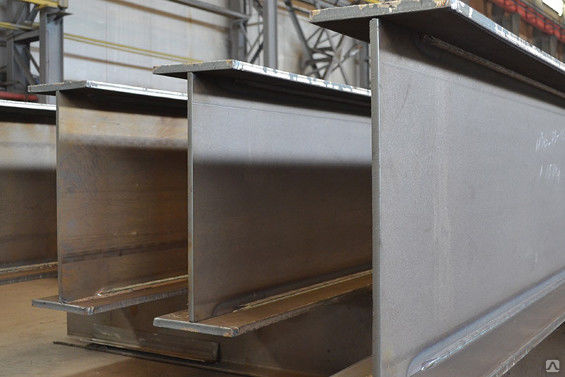 Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:
- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
- Далее происходит сборка.
 Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр. - Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки».
 Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве. Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
- 6.После всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.

Дефекты, которые могут возникнуть при сварке
Дефекты в шве и околошовной зоне могут возникать из-за нарушения технологии сварки, несоблюдения правил, небрежности в работе и так далее.Чаще всего дефекты связаны с перекресталлизацией стали, то есть изменения ее структуру под действием высоких температур. Где-то образуются зерна другой фазы стали, которые имеют иные физические свойства. Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
- Металлопрокатные имеют ограничение по размеру, когда сварная балка таких ограничений не имеет;
- Высокое качество получаемого изделия;
- Отсутствие вредных отходов производства;
- Металлические конструкции, получаемые методом сварки, изготавливаются из различных марок стали.
 Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную. Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали;
Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную. Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали; - Существует также возможность получения сварной балки переменного сечения, благодаря чему могут быть осуществлены любые архитектурные идеи;
- Также за счет гармоничного и правильного подбора сечения вес может быть снижен примерно на 10 %;
- Балки могут быть выполнены на заказ с заранее заданной длиной.
Области применения
Сварная двутавровая балка широко используется в строительстве:
- Различных несущих конструкций, это может быть фундамент, каркас здания и так далее;
- Межэтажных перекрытий;
- Эстакад;
- Мостов
- Путепроводов;
- Тоннелей;
- Виадуков;
- Жилых зданий;
- Торговых центров;
- Складов;
- Стадионов и так далее.
Таким образом, сварная балка имеет очень огромный диапазон применяемости в нынешнем строительстве, она способна обеспечить нужную прочность и жесткость конструкции.
Виды
На данный момент в строительстве применяются следующие виды стальных балок:
- Для подвесных путей. Такая сварная двутавровая балка отличается от остальных небольшой длиной стенок по отношению к главной стенке. Применяются такие изделия для подвесных путей и горизонтальных перекрытий;
- Для армирования шахт;
- Нормальной ширины, когда стенки пропорциональны главной стенке;
- Для колонн;
Также существует классификация балок в зависимости от точности изготовления, различают:·
- Высокоточные изделия;
- Изделия обычной точности;
Возможности
Помимо преимуществ использование стальных балок, выполненных сварным способом, позволит каждому покупателю:
- Увеличить широту пролета здания, так как они имеют большую длину;
- Заказывать различные параметры и размеры, существует огромное количество ГОСТов на двутавры, так что каждый заказчик сможет найти подходящие параметры;
- Архитектура сооружения, как уже было сказано выше, может быть совершенно разнообразной.

Таким образом, сварная балка имеет огромное количество преимуществ, из-за чего чему нашла широкое применение во всех областях строительства. Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной.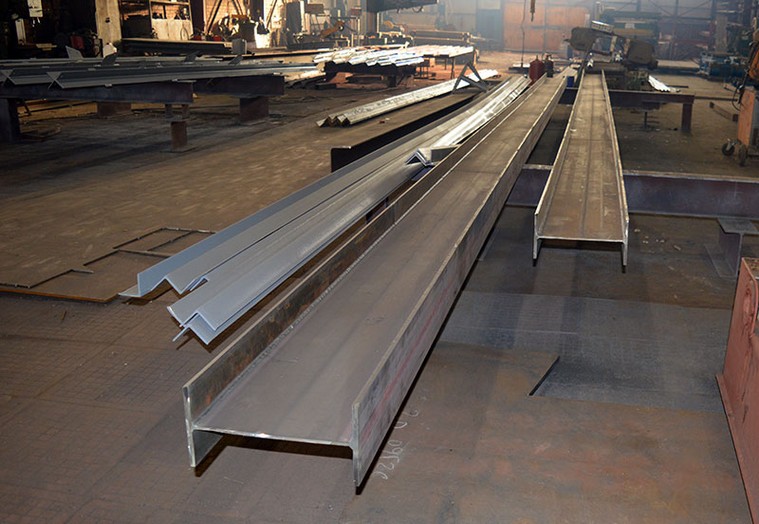 Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
Узлы крепления сварных двутавровых балок
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами.
 Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома. - Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Дополнительные функции двутавра в частном домостроении
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:
И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.

По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Читайте также: Что такое ММА сварка
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.

Технология изготовления двутавровых балок
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение.
Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Размеры деревянных двутавровых балок
Размеры и вес деревянной двутавровой балки регламентируются ГОСТ 30244-94 и 8486-86Е, а также некоторыми нормативами СНиП. К нормируемым показателям относится высота изделия, толщина и ширина полки и толщина перегородки;
- высота деревянной двутавровой балки варьируется от 117,6 до 1013 мм;
- ширина полки находится в диапазоне 64-320 мм;
- толщина стенки варьируется от 3,8 до 19,5 мм;
- вес изделия колеблется от 8,7 до 314,5 кг.
Важно! По нормам ГОСТ при изготовлении двутавра для перекрытия можно использовать доски хвойных пород не ниже 2 сорта.
Расчет нагрузки на деревянные двутавровые балки
Определять сечение двутавровой балки для перекрытия приблизительно недопустимо. Рекомендуется для расчетов обратиться к специалисту. Полагаться на готовую документацию не следует: она включает множество поправок и обновлений, которые далеко не всегда имеются в свободном доступе.
Рекомендуется для расчетов обратиться к специалисту. Полагаться на готовую документацию не следует: она включает множество поправок и обновлений, которые далеко не всегда имеются в свободном доступе.
Рассчитать самостоятельно габариты разрешается только в том случае, когда речь идет, например, о деревянной двутавровой балке для опалубки или перекрытия подсобного помещения, причем небольшой площади. В этих случаях риск обрушения и деформации невелик.
При этом нужно выполнять следующие рекомендации:
- если речь идет о нежилом чердаке, то постоянную нагрузку определяют в пределах 50 кг/кв. м, а эксплуатационную – в пределах 90 кг/кв, отсюда общая нагрузка на перекрытие составляет порядка 130 кг/кв. м, а учитывая необходимый запас прочности, ее увеличивают до 150 кг/кв. м;
- если чердак будет часто использоваться, например, в качестве мастерской, то эксплуатационная нагрузка перекрытия возрастает до 195 кг/кв. м, а общая достигает 245 кг/кв. м, с учетом запаса прочности – до 250 кг/кв.
 м;
м; - если чердак преобразуется в мансарду, это предполагает больший вес пола и перегородок за счет отделки, кроме этого, в жилой комнате появляется мебель, соответственно, суммарная нагрузка увеличивается до 300 кг/кв. м;
- если речь идет о межэтажном перекрытии, нагрузку для него считают максимальную – не менее 420 кг/кв. м.
Затем следует определить длину балки для перекрытия и необходимую частоту расположения. Как правило, для межэтажного перекрытия или чердачного показатель составляет 50 см. В таблице подбора сечения двутавровой балки находят величину пролета и выбирают изделие допустимого сечения.
Важно! Такое определение является приблизительным, так как таблица не учитывает особенностей конкретного здания и используемых материалов.
Как сделать двутавровую деревянную балку своими руками
Деревянные двутавровые балки можно сделать своими руками. Материалы для изготовления вполне доступны: брус хвойных пород, фанера или плита OSB толщиной в 24–27 мм, а также казеиновый или полиуретановый клей. Из инструментов понадобится циркулярная пила, измерительные инструменты, хомуты и швеллер. В идеале следует использовать гидравлический пресс, но если его нет, то его и заменяет швеллер.
Из инструментов понадобится циркулярная пила, измерительные инструменты, хомуты и швеллер. В идеале следует использовать гидравлический пресс, но если его нет, то его и заменяет швеллер.
- Выбирают сухой брус, обрабатывают антисептиком. Размечают пазы с максимальной точностью.
- По разметке с помощью пилы или даже на фрезерном станке делают углубление. Ширина и глубина паза составляет около 10%. Паз должен выполняться точно по осевой линии.
- Перед сборкой двутавровой деревянной балки своими руками из досок кромки плиты или фанеры обтесывают с тем, чтобы обеспечить максимально плотное соединение. Паз промазывают выбранным клеем. Затем вставляют в него перегородку и выполняют прессовку на гидравлическом прессе. Вместо последнего можно использовать хомуты и швеллер. Изделие удерживают под прессом до полного высыхания клея.
Важно! Следует избегать малейших перекосов. Если перегородка не будет идеально вертикальной, прочностные качества двутавровой балки заметно ухудшатся.
Монтаж двутавровой деревянной балки
Перед монтажом изделие обрабатывают антипиренами и антисептиком. Для установки двутавра в перекрытиях подсобных построек особым умением обладать не нужно. Если же предполагается строительство деревянного здания в несколько этажей, лучше обратиться к специалистам.
Монтаж двутавровых балок имеет некоторые особенности:
- для заведения балки в стену в ней нужно сделать отверстия – в деревянных или бревенчатых стенах их вырубают, в кирпичных или бетонных во время кладки образуют специальные ниши для них;
- ниши выстилают рубероидом, чтобы обеспечить гидроизоляцию, балку при укладке в гнездо обмазывают любым водоотталкивающим составом – битумной мастикой, например;
- опорные концы балки для перекрытий должны составлять не менее 150 мм, это нужно учитывать при вычислении длины изделия;
- монтаж начинают от края одной стены, лишь затем закрепляют промежуточные двутавры;
- важно добиться получения горизонтальной поверхности для выравнивания двутавровых балок допускается использовать деревянные плашки, которые подкладывают в ниши при монтаже;
- каждый третий двутавр фиксируют анкерами или распорками;
- свободное пространство в нишах утепляют минватой или заливают цементным составом.

Потолочные балки после возведения крыши подшивают гипсокартоном, вагонкой, досками. Форма двутавра очень удобная для крепления утеплителя.
Советы и рекомендации
Чтобы двутавровая балка из дерева своими руками выполняла свои задачи и прослужила долго, нужно выполнять такие рекомендации:
- при изготовлении своими руками заменять фанеру или плиту OSB доской нельзя, это снижает ее прочность и увеличивает риск деформации;
- перед сборкой материал обязательно нужно высушить, показатель влажности не должен превышать 12%;
- при работах внутри дома стоит использовать клей на водной основе;
- если в помещении предполагается высокая влажность, балки перекрытия оставляют открытыми;
- хранят изделия под навесом или на закрытом складе, оставлять под открытым небом деревянные двутавровые балки нельзя, так как древесина впитывает влагу.
В домашних условиях изготавливают двутавры небольшого сечения. При возведении длинных перекрытий требуется продукция промышленного изготовления.
Заключение
Деревянная двутавровая балка для перекрытий – отличная альтернатива металлическому изделию. Такой вариант намного легче и проще в монтаже, поэтому часто используется при сооружении легких каркасных зданий. Кроме того, двутавры небольшого сечения вполне можно изготовить своими руками.
Источники
- https://svarka.guru/tehnika/detaley/dvutavrovye-balki.html
- https://metallokonstrukciy.ru/izgotovlenie-metallokonstrukciy/izgotovlenie-balok
- https://itpmet.ru/metalloizdeliya/svarnaya-balka
- https://kaskad-steel.ru/metallokonstrukcii/svarnie-balki/
- https://svarkalegko.com/tehonology/svarnye-balki.html
- https://KrovGid.com/montazh/svarnaya-dvutavrovaya-balka.html
- https://svarkaprosto.ru/tehnologii/svarka-dvutavrovyh-balok
- https://bouw.ru/article/dvutavrovye-derevyannye-balki-svoimi-rukami
Андрей
Задавайте вопросы в комментариях
Задать вопрос
Помогла ли вам статья?
Все о сварке и изготовлении стальных балок Rsj
В мире сварки вы много слышали о сварке двутавровых или двутавровых балок. Но что такое I Beams, как они могут вам помочь и для чего нужны эти лучи? Вот некоторая информация по этому вопросу, чтобы дать вам больше информации о структурных балках, таких как двутавровые и двутавровые балки. Узнайте больше о балках Rsj.
Что такое луч RSJ?
Проще говоря, балка RSJ имеет I- или H-образное поперечное сечение. Горизонтальная сторона известна как фланцы, а вертикальная — как «Паутина». Эти балки очень важны для конструкций, поскольку они, как правило, несут большую нагрузку конкретной конструкции. Мало того, они широко используются в таких вещах, как инженерия. Балки RSJ изготавливаются из конструкционной стали с целью удержания зданий и прочных конструкций. Они созданы из прочной стали, что делает их очень надежными и долговечными. Помимо этого использования, вы можете найти балки RSJ в местах, где вам нужно построить прочную конструкцию, например, в железных мостах. Некоторые люди также используют их для обеспечения лучшей поддержки крыши.
Проще говоря, там, где требуется дополнительная опора для тяжелых предметов, важную роль играют структурные балки, такие как Rsj.
Подводя итоги использования двутавровых балок, вот где они в основном используются:
- Строительство зданий.
- Тяжелые конструкции.
- Мосты.
- Стальные фундаменты.
- И т. д.
Для чего используются балки в конструкции?
Балки RSJ созданы с идеей сохранения прочности и долговечности конструкции. Кроме того, балка RSJ автоматически выдерживает нагрузку и давление. Добавление нескольких лучей RSJ позволит вам равномерно распределить нагрузку и получить потрясающие результаты.
Балки RSJ различаются по размерам, и чем более поддерживающей должна быть конструкция, тем больше требуется балка. Хорошие структурные балки, безусловно, являются одной из самых важных вещей, в которые нужно инвестировать, если вы хотите иметь прочное здание. Они относительно недороги и могут быть предоставлены местным сварщиком.
Почему балки I используются в конструкциях из конструкционной стали?
Двутавровые балки так хороши для этого типа строительства, потому что они очень прочные. Они обеспечивают всю необходимую поддержку для такого строительства. С I-лучами вам никогда не придется беспокоиться о каком-либо давлении или проблемах, которые могут возникнуть со временем. Результаты всегда поразительны и позволяют компаниям экономить деньги.
Поскольку это простая балка из стали, она не такая дорогая, как некоторые другие решения. Это, безусловно, стоящая инвестиция, которая значительно упрощает работу строительных компаний.
Rsj Балки легко сочетаются с другими строительными материалами. Они не выделяются, но выполняют свою работу.
Кому разрешено сваривать и работать с балками RSJ
Рекомендуется иметь только профессиональных сварщиков с достаточными сертификатами для работы с конструкционными балками в коммерческих и жилых проектах. Сварщики, как правило, должны иметь за плечами многолетний опыт работы в проектах по развитию балок RSJ.
Последнее, что вам нужно, это столкнуться со структурными проблемами в строительном проекте. Нанимайте только профессионального сварщика, который знаком со сваркой балок RSJ и имеет необходимые сертификаты для работы на строительных площадках. Некоторые из сертификатов, которые вы, вероятно, хотели бы, чтобы ваш сварщик имел при работе с балками в проектах сварки конструкций:
- Страхование гражданской ответственности
- Сертификаты ISO
- Кодированный сертификат сварщика
- Карта CSCS
И многое другое…
Квалифицированные сварщики компании Mobile Welding London помогут вам успешно выполнить любую сварку, изготовление и монтаж стальных балок в проекте строительства. Мы предлагаем обширные и профессиональные металлоконструкции, на которые вы можете положиться, по всему Большому Лондону.
Обсудите с экспертом ваш проект прямо сейчас, чтобы получить полезный совет и цитату. Звоните по номеру 020 3397 8705.
Можно ли продлить I-луч (RSJ)?
Да, это возможно, и именно здесь возникает потребность в сварке. Но важно сделать выбор в пользу профессиональных сварочных услуг, чтобы убедиться, что все будет в порядке. Обязательно наймите надежного сварщика.
Сертифицированные профессионалы определенно подойдут вам только для удлинения балки Rsj, потому что процесс сварки довольно сложен и требует опыта, а также хорошего оборудования.
Сколько стоит I Beams? Балки
Rsj относительно недороги. Вы можете купить балку в Лондоне, Великобритания, по цене около 30 фунтов стерлингов за метр, и цена существенно снижается по мере увеличения количества.
Все конструкционные балки можно приобрести у местного поставщика стальных балок или даже у местного сварщика. Вам также придется добавить некоторые для установки. Это будет зависеть от стоимости труда вашего сварщика.
Какие существуют типы стальных балок?
Существует несколько типов лучей. Двутавровая балка изготовлена из катаной стали. У него более широкие полки по сравнению с двутавровой балкой. Отношение полки к стенке имеет тенденцию быть выше. Некоторые считают, что это лучше, чем I Beam, но здесь есть свои проблемы. С другой стороны, двутавровая балка имеет высоту поперечного сечения выше ширины полки. Это важный аспект, который следует учитывать при использовании балок в проекте.
Подводя итоги, можно сказать, что двутавровые балки являются важным элементом любого структурного проекта, требующего несущих балок. Крайне важно, чтобы использование и сварка двутавровой балки в строительном проекте выполнялись только профессиональным сварщиком. Хотя цены различаются, вы можете провести онлайн-исследование и купить балки напрямую у местного поставщика или сварщика.
Нужен мобильный сварщик для проекта несущих балок в Лондоне?
Для сварки и изготовления балок Rsj обращайтесь только к сварщикам, имеющим полную квалификацию для предоставления услуг по проектам структурного строительства. Mobile Welding London предоставляет услуги по сварке и изготовлению сварщиками с 25-летним опытом работы. Мы можем помочь вам с любым проектом, касающимся использования Rsj, I, H и любого другого типа балок для структурных проектов. Услуги охватывают поставку, транспортировку и реализацию стальных балок в вашем офисе в Лондоне.
У нас есть все сертификаты, необходимые для предварительной сварки на строительных площадках, включая карты CSCS, страхование гражданской ответственности, сертификаты кодового сварщика и сертификаты Iso.
* Заранее узнайте у нас о конкретной сертификации, необходимой для вашего проекта.
Чтобы правильно выполнить свой проект по сварке балок или конструкций, свяжитесь с Mobile Welding London по телефону 020 3397 8705 или посетите нашу контактную страницу.
Сварные балки и колонны — BlueScope Distribution
В рамках комплексного предложения стальных и алюминиевых изделий BlueScope Distribution мы поставляем предприятиям по всей Австралии сварные балки и сварные колонны премиум-класса для удовлетворения их потребностей, независимо от проекта. Если вашему бизнесу нужны сварные балки или колонны для использования в транспорте, возобновляемых источниках энергии, коммерческом или жилом строительстве, наша команда может найти для вас подходящие решения.
Решающее значение для структурной целостности конструкций наших клиентов имеют сварные балки и сварные колонны, которые производятся в соответствии с самыми высокими нормативными требованиями и отвечают эталонным показателям. В соответствии с нашей основной ценностью уверенности, BlueScope Distribution стремится поставлять стальную продукцию, которая, как знают наши клиенты, может соответствовать задачам их проектов и обеспечивать надежную прочность и производительность, на которые они рассчитывают.
Мало того, что наши сварные балки и колонны отличаются высокими эксплуатационными характеристиками, но наши дополнительные услуги по обработке и логистические ноу-хау означают, что мы можем предложить клиентам подлинный комплексный стальной сервис. Свяжитесь с нашей командой специалистов сегодня, чтобы обсудить, как наш опыт работы с цепочками поставок, продукты премиум-класса и услуги по обработке могут помочь вашему бизнесу работать с большей ценностью и эффективностью.
Продукт
Национальный поставщик сварных балок и сварных колонн
Сварные балки и сварные колонны, производимые BlueScope, используются в ряде приложений тяжелого машиностроения. Наша команда BlueScope Distribution может поставить сварные балки и колонны для различных проектов в инженерном строительстве, строительстве, горнодобывающей инфраструктуре или транспортном секторе. Конструктивные применения наших сварных балок и колонн часто включают офисные здания, торговые центры, стадионы, автостоянки и мосты.
Подробнее
Сварные балки и колонны представляют собой стальные профили, изготовленные с использованием двух полок и стенки, сваренные между собой угловым швом с глубоким проплавлением для получения стального профиля с повышенной несущей способностью и повышенной прочностью.
Наши сварные балки и колонны бывают различных форм, включая двутавровые и двутавровые балки, названные в честь их различных форм и обладающие следующими особенностями и преимуществами:
- Гарантированный минимальный уровень прочности для уверенности при планировании проекта
- Низкотемпературные свойства (если указано)
- Аккредитация ACRS (сертификат ACRS № 120802)
- Аккредитация ATIC10
Все сварные балки и колонны производятся в соответствии с AS/NZS 3679. 2:2016, из листа, изготовленного в соответствии с AS/NZS 3678:2016, с номинальным пределом текучести 300 МПа. 300L15 имеет гарантированную ударопрочность при -15°C.
Обработка
Возможности обработки сварных балок и сварных колонн
Чтобы обеспечить наибольшую ценность для наших клиентов, каждый из наших многочисленных филиалов по всей Австралии оснащен технологией, которая позволяет нам предлагать удобные решения по обработке с добавленной стоимостью .
Читать далее
Мы предлагаем широкий спектр услуг для конструкционной стали, включая варианты обработки по размеру, а также другую обработку, такую как отверстия под болты, штамповки, резку под углом и многое другое, чтобы наши клиенты могли получить доступ материалы, необходимые для завершения их проекта.
В дополнение к повышению эффективности, которую наши клиенты могут реализовать благодаря использованию наших услуг по обработке, клиенты также могут планировать свои проекты с меньшими ограничениями, поскольку они могут быть уверены, что сварные балки и колонны, необходимые для выполнения их работы, легко достижимы. . Чтобы получить полную информацию об услугах по обработке, которые мы предлагаем, поговорите с одним из наших обученных экспертов или посетите нашу страницу обработки.
Решения
Ваш партнер по сварным балкам и сварным колоннам
В BlueScope Distribution мы работаем, чтобы быть партнером по поставкам для наших клиентов, обеспечивая надежность и максимальную простоту ведения бизнеса. Наши команды обладают знаниями и опытом и могут получить доступ к ряду услуг технической поддержки, чтобы помочь вам приобрести сварные балки и колонны, необходимые для завершения вашего проекта в срок, в рамках бюджета и в соответствии со спецификациями, которые нужны вашим клиентам.
Читать дальше
Наша команда отличается от других поставщиков сварных балок и колонн в отрасли. Наша команда обладает навыками управления требованиями к минимальному объему заказа, связанными с прямыми сделками с заводом, устранением сложности вашей цепочки поставок и, как следствие, , предоставляя более доступные решения.
BlueScope Distribution также может помочь вашему бизнесу с рядом дополнительных операционных решений, которые можно дополнительно использовать, чтобы ваш бизнес мог реализовать свободу делать то, что у вас получается лучше всего. Эти решения включают:
- Консигнационный запас
- Сквозное управление цепочками поставок
- Стратегический сорсинг
- Поставка стали и алюминия из одного источника
- Обзор эффективности стали
Свяжитесь с нами сегодня, чтобы узнать больше о том, как наши комплексные сервисные решения для цепочки поставок могут помочь вам реализовать ваш проект по всей линии с наилучшими возможными результатами.
Запросить обратный звонок
Крепления для сварных балок – Продукция
Крепления для сварных балок – Продукция | Трубная техника
Перейти к содержимому
Крепление для балки — это тип кованого или сборного хомута, который используется для крепления стержневых подвесок к балкам путем зажима на несущей полке. Используется для подвешивания легких грузов к стандартным двутавровым балкам и балкам с широкими полками.
Типы и размеры
Рис. 20: Приварное крепление балки
Рис. 72 и 72L: Приварная проушина
Рис. 73: Бетонная пластина со скобой
Рис. 74: Бетонная пластина с одной проушиной
Рис. 75: Швеллер в сборе
Рис. 76: Приварная проушина для колена с длинным радиусом
Рис. 135: Гибкий Зажим балки
Рис. 140: Зажим балки повышенной прочности
Рис. 270: Горизонтальные направляющие
Техническая информация
Методы защиты от коррозии
Учет всех перемещений конструкции опоры трубы
Сравнительное руководство по коррозионной стойкости
Запросить цену
- Типы навесного оборудования
- Запросить цену
- Рис. 20: Приварное крепление балки
- Рис. 72 и 72L: Приварная проушина
- Рис. 73: Бетонная скоба
- Рис. 74: Бетонная пластина с одной проушиной
- Рис.
 75: Канал в сборе
75: Канал в сборе - Рис. 76: Приварная проушина для колена с большим радиусом
- Рис. 135: Гибкий балочный зажим
- Рис. 140: Балочный зажим для тяжелых условий эксплуатации
- Рис. 270: Горизонтальные направляющие
Загрузить PDF
Рис. 20: Приварное крепление балки
МАТЕРИАЛ: Углеродистая сталь
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку. Стальное крепление для приварки к нижнему фланцу или конструктивным элементам, на которые можно установить рым-стержни или крепления с проушинами. Это устройство допускает поворот штока, что делает его пригодным для труб с горизонтальным перемещением.
№ РАЗМЕРА | РАЗМЕР СТЕРЖНЯ A | МАКС. НАГРУЗКА, фунт | Б | С | Д | Е | Ф | Вт | БОЛТ/ШТИФТ РАЗМЕР | ВЕС |
|---|---|---|---|---|---|---|---|---|---|---|
3 | 3/8 | 730 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 1/2 x 2 1/2 | 121 |
4 | 1/2 | 1350 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 5/8 x 2 1/2 | 130 |
5 | 5/8 | 2160 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 3/4 х 3 | 160 |
6 | 3/4 | 3230 | 3/8 | 1 1/2 | 3 1/8 | 2 | 1 1/8 | 2 1/2 | 7/8 x 3 1/2 | 280 |
7 | 7/8 | 4480 | 3/8 | 2 | 4 1/4 | 3 | 1 1/4 | 2 1/2 | 1 х 4 | 390 |
8 | 1 | 5900 | 1/2 | 2 | 4 1/2 | 3 | 1 1/2 | 3 | 1 1/8 x 4 1/2 | 630 |
9 | 1 1/8 | 6200 | 1/2 | 2 1/4 | 4 3/4 | 3 | 1 3/4 | 3 | 1 1/4 x 4 1/2 | 630 |
10 | 1 1/4 | 9500 | 5/8 | 2 1/2 | 5 | 3 | 2 | 4 | 1 3/8 x 5 | 1021 |
12 | 1 1/2 | 13800 | 3/4 | 3 | 6 1/2 | 4 | 2 1/2 | 5 | 1 5/8 x 5 3/4 | 1900 |
14 | 1 3/4 | 18600 | 3/4 | 3 3/4 | 7 3/4 | 5 | 2 3/4 | 5 | 1 7/8 x 6 7/8 | 2425 |
16 | 2 | 24600 | 3/4 | 3 3/4 | 8 1/4 | 5 | 3 1/4 | 6 | 2 1/4 x 6 7/8 | 3060 |
18 | 2 1/4 | 32300 | 3/4 | 4 1/4 | 9 1/2 | 6 | 3 1/2 | 6 | 2 1/2 x 7 3/8 | 3688 |
20 | 2 1/2 | 39800 | 3/4 | 4 1/2 | 9 3/4 | 6 | 3 3/4 | 6 | 2 3/4 х 7 5/8 | 3924 |
22 | 2 3/4 | 49400 | 5/8 | 3 3/4 | 9 3/4 | 5 3/4 | 4 | 6 | 3 х 7 | 4080 |
24 | 3 | 60100 | 5/8 | 3 3/4 | 10 1/4 | 6 1/4 | 4 | 7 | 3 1/4 x 7 | 4670 |
Скачать PDF
Рис.
72 и 72L: Приварная проушина
МАТЕРИАЛ: Углеродистая сталь
ОБСЛУЖИВАНИЕ: Рис. 72 используется для крепления регулируемых пружин и кованых скоб к элементам конструкции.
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку.
ШТОК РАЗМЕР | Рис. 72 Стандарт А | Рис. 72L Длинный A1 | Б | С | Х | Т | МАКС. НАГРУЗКА (фунт) |
|---|---|---|---|---|---|---|---|
1/2 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 16/11 | 1/4 | 1350 |
5/8 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 13/16 | 1/4 | 2160 |
3/4 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 15/16 | 3/8 | 3230 |
7/8 | 2 | 3 | 1 1/4 | 2 1/2 | 1 1/8 | 3/8 | 4480 |
1 | 2 | 3 | 1 1/2 | 3 | 1 1/4 | 1/2 | 5900 |
1 1/8 | 3 | 4 | 1 1/2 | 3 | 1 3/8 | 1/2 | 6230 |
1 1/4 | 3 | 4 | 2 | 4 | 1 1/2 | 5/8 | 9500 |
1 1/2 | 3 | 4 1/2 | 2 1/2 | 5 | 1 3/4 | 3/4 | 13800 |
1 3/4 | 3 | 4 1/2 | 2 1/2 | 5 | 2 | 3/4 | 18600 |
2 | 4 | 4 1/2 | 3 | 6 | 2 3/8 | 3/4 | 24600 |
2 1/4 | 4 1/2 | 5 | 3 | 6 | 2 5/8 | 3/4 | 32300 |
2 1/2 | 4 1/2 | 5 | 4 | 8 | 2 7/8 | 1 | 39800 |
2 3/4 | 4 1/2 | 5 | 4 | 8 | 3 1/8 | 1 | 49400 |
3 | 5 | 5 1/2 | 4 | 8 | 3 3/8 | 1 | 60100 |
Скачать PDF
Рис.
73: Бетонная тарелка Clevis
Материал: Углеродная сталь
Размер: Размеры стержня 3/8 ”Thru 2”
. Отдел: . с мебелью черного цвета, если не указано иное.
ОБСЛУЖИВАНИЕ: Крепление для бетонного потолка.
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку.
РАЗМЕР СТЕРЖНЯ | МАКС. НАГРУЗКА, фунт | А | Б | С | Д | Ф | Г | Х | Р | С | Т | У | Вт | ПРИБЛ. ВЕС фунты |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
3/8 | 730 | 1 | 8 | 10 | 5 | 16 сентября | 3/8 | 2 | 7/8 | 1 1/4 | 1/4 | 1/2 | 2 | 11,8 |
1/2 | 1350 | 1 | 8 | 10 | 5 | 16 сентября | 3/8 | 2 | 7/8 | 1 1/4 | 1/4 | 5/8 | 2 | 11,9 |
5/8 | 2160 | 1 | 8 | 10 | 5 | 16 сентября | 1/2 | 2 | 1 | 1 1/4 | 1/4 | 3/4 | 2 | 15,7 |
3/4 | 3230 | 1 | 8 | 10 | 5 | 16/11 | 1/2 | 2 | 1 1/8 | 1 1/2 | 3/8 | 7/8 | 2 1/2 | 16,9 |
7/8 | 4480 | 1 | 8 | 10 | 5 | 16/11 | 1/2 | 3 | 1 1/4 | 2 | 3/8 | 1 | 2 1/2 | 18,1 |
1 | 5900 | 2 | 8 | 12 | 6 | 13/16 | 3/4 | 3 | 1 1/2 | 2 | 1/2 | 1 1/8 | 3 | 36,9 |
1 1/4 | 9500 | 2 | 8 | 12 | 6 | 15/16 | 3/4 | 3 | 2 | 2 1/2 | 5/8 | 1 3/8 | 4 | 40,9 |
1 1/2 | 13800 | 2 | 8 | 12 | 6 | 1 1/8 | 1 | 4 | 2 1/2 | 3 | 3/4 | 1 5/8 | 5 | 59,8 |
1 3/4 | 18600 | 2 | 10 | 14 | 7 | 1 3/8 | 1 1/4 | 5 | 2 3/4 | 3 3/4 | 3/4 | 1 7/8 | 5 | 93,6 |
2 | 20700 | 2 | 10 | 14 | 7 | 1 3/8 | 1 1/4 | 5 | 3 1/4 | 3 3/4 | 3/4 | 2 1/4 | 6 | 100,0 |
Скачать PDF
Рис.
74: Бетонная пластинка с одним выступом
Материал: Углеродная сталь
Размер: Размеры стержня ½ ”Thru 2”
. с мебелью черного цвета, если не указано иное.
ОБСЛУЖИВАНИЕ: Крепление к бетонному потолку. Выступ используется вместе с рис. 95 (штифт из кованой стали).
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку.
РАЗМЕР СТЕРЖНЯ | МАКС.РЕКОМ. НАГРУЗКА, фунт | А | Б | С | Д | Е | Ф | Г | Х | Р | Т | У | Вт | ПРИБЛ. ВЕС фунты |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
1/2 | 1350 | 1 | 8 | 10 | 5 | 4 7/8 | 16 сентября | 3/8 | 1 1/2 | 1 1/4 | 1/4 | 5/8 | 2 1/2 | 11. |
5/8 | 2160 | 1 | 8 | 10 | 5 | 4 7/8 | 16 сентября | 1/2 | 1 1/2 | 1 1/4 | 1/4 | 3/4 | 2 1/2 | 14,6 |
3/4 | 3230 | 1 | 8 | 10 | 5 | 4 13/16 | 16/11 | 1/2 | 1 1/2 | 1 1/4 | 3/8 | 7/8 | 2 1/2 | 14,8 |
7/8 | 4480 | 1 | 8 | 10 | 5 | 4 13/16 | 16/11 | 3/4 | 2 | 1 1/4 | 3/8 | 1 | 2 1/2 | 22,0 |
1 | 5900 | 2 | 8 | 12 | 6 | 5 3/4 | 13/16 | 3/4 | 2 | 1 1/2 | 1/2 | 1 1/8 | 3 | 31,9 |
1 1/4 | 9500 | 2 | 8 | 12 | 6 | 5 11/16 | 15/16 | 1 | 3 | 2 | 5/8 | 1 3/8 | 4 | 43,8 |
1 1/2 | 13800 | 2 | 8 | 12 | 6 | 5 5/8 | 1 1/8 | 1 | 3 | 2 1/2 | 3/4 | 1 5/8 | 5 | 45,6 |
1 3/4 | 18600 | 2 | 8 | 12 | 6 | 5 5/8 | 1 3/8 | 1 1/4 | 3 | 2 1/2 | 3/4 | 1 7/8 | 5 | 55,7 |
2 | 24600 | 2 | 8 | 12 | 6 | 5 5/8 | 1 3/8 | 1 1/4 | 4 | 3 | 3/4 | 2 1/4 | 6 | 58,2 |
Загрузить PDF
Рис.
75: Сборка канала
ЗАКАЗ: Укажите номер рисунка, размер стержня, размер канала, размеры C-to-C и «E» и требуемый материал.
E = C-to-C + 2L + W
РАЗМЕР СТЕРЖНЯ | 3/8 | 1/2 | 5/8 | 3/4 | 7/8 | 1 | 1 1/8 | 1 1/4 | 1 1/2 | 1 3/4 | 2 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
H ОТВЕРСТИЕ | 1/2 | 5/8 | 3/4 | 7/8 | 1 | 1 1/4 | 1 3/8 | 1 1/2 | 1 3/4 | 2 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 | 3 3/4 |
С | 16 сентября | 16/11 | 13/16 | 15/16 | 1 1/16 | 1 3/8 | 1 1/2 | 1 5/8 | 1 7/8 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 | 3 3/4 | 4 |
Вт | 3 | 3 | 3 | 4 | 4 | 4 | 4 | 5 | 5 | 5 | 5 | 6 | 6 | 6 | 6 | 6 | 7 |
Т | 1/4 | 1/4 | 3/8 | 3/8 | 1/2 | 1/2 | 1/2 | 1/2 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 |
л | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 3/8 | 3/8 | 3/8 |
Таблица безопасных нагрузок
C-C = ПРОМЕЖУТОЧНОСТЬ В ДЮЙМАХ | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
НОМИНАЛЬНЫЙ РАЗМЕР | ВЕС на футов 2 C | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 | 30 | 36 | 42 | 48 | 54 | 60 |
МАКСИМАЛЬНАЯ БЕЗОПАСНАЯ НАГРУЗКА В ТЫСЯЧАХ | ||||||||||||||||
3 | 8. | 8,8 | 7,5 | 6,6 | 5,8 | 5,2 | 4,8 | 4,4 | 3,9 | 3,6 | 3,5 | 2,9 | 2,5 | 2,2 | 1,9 | 1,7 |
4 | 10,8 | 15,2 | 13.1 | 11,4 | 10,2 | 9.1 | 8,3 | 7,5 | 7,0 | 6,5 | 6. | 5.1 | 4,3 | 3,8 | 3,3 | 3,0 |
5 | 13,4 | 24,0 | 20,6 | 18,0 | 16,0 | 14,4 | 13.1 | 12,0 | 11.1 | 10,3 | 9,6 | 8,0 | 6,8 | 6,0 | 5,3 | 4,8 |
6 | 21,0 | 40,0 | 34,3 | 30,0 | 26,6 | 24,0 | 21,8 | 20,0 | 18,4 | 17,1 | 16,0 | 13,3 | 11,4 | 10,0 | 8,8 | 8,0 |
8 | 23,0 | 64,8 | 55,5 | 48,6 | 43,2 | 38,8 | 35,3 | 32,3 | 29,8 | 27,7 | 25,8 | 21,5 | 18,5 | 16,1 | 14,3 | 12,9 |
10 | 30,6 | 107,2 | 91,7 | 80,3 | 71,4 | 64,2 | 58,4 | 53,5 | 49,4 | 45,8 | 42,8 | 35,7 | 30,6 | 26,7 | 23,8 | 21,4 |
12 | 41,4 | 171 | 147 | 128 | 114 | 103 | 93,4 | 85,6 | 79,0 | 73,3 | 68,4 | 57,0 | 48,9 | 42,8 | 38,0 | 34,2 |
15 | 67,8 | 333 | 286 | 250 | 222 | 200 | 182 | 167 | 154 | 143 | 133 | 111 | 95,3 | 83,4 | 74,1 | 66,7 |
Скачать PDF
Рис.
76: Сварка для длинного радиуса локтя
Размер Диапазон: 3 ”Thru 42”
Материал: углеродистая сталь
3; ; или ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; с мебелью черного цвета, если не указано иное.
ОБСЛУЖИВАНИЕ: Крепление для бетонного потолка.
ДЛЯ ЗАКАЗА: Укажите номер рисунка, размер трубы, описание и отделку, рабочую температуру и любые другие специальные требования.
ПРИМЕЧАНИЯ: Наконечники рассчитаны на толщину изоляции 4 дюйма. Наконечники могут быть рассчитаны на различную толщину изоляции.
| РАЗМЕР СТЕРЖНЯ | 1/2″ | 5/8″ | 3/4″ | 7/8″ | 1″ | 1-1/8″ | 1-1/4″ | 1-1/2″ | 1-3/4″ | 2″ | 2-1/4″ | 2-1/2″ | 2-3/4″ | 3″ | |
| Т | 1/4 | 1/4 | 3/8 | 1/2 | 1/2 | 5/8 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 1 | 1 | 1 | |
| Ш | 3 1/2 | 3 1/2 | 3 1/2 | 3 1/2 | 5 | 5 | 6 | 7 | 7 | 8 1/2 | 8 1/2 | 9 3/4 | 10 1/4 | 10 1/2 | |
| Р | 1 1/2 | 1 1/2 | 1 1/2 | 1 1/2 | 2 | 2 | 2 1/2 | 3 | 3 | 3 1/2 | 3 1/2 | 3 3/4 | 4 | 4 | |
| Н | 16. 11 | 13/16 | 15/16 | 1 1/8 | 1 1/4 | 1 3/8 | 2 | 1 3/4 | 2 | 2 3/8 | 2 5/8 | 2 7/8 | 3 1/8 | 3 3/8 | |
| Е | 1 | 1 | 1 | 1 1/2 | 1 1/2 | 2 | 2 | 2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | |
| Ф | 1/8 | 1/8 | 1/4 | 1/4 | 1/4 | 5/16 | 5/16 | 5/16 | 5/16 | 3/8 | 3/8 | 3/8 | 3/8 | 3/8 | |
| РАЗМЕР ТРУБЫ | Б. ДИМ | Л. ДИМ | |||||||||||||
| 3 | 7 7/16 | 11 11/16 | 11 11/16 | 11 11/16 | 11 11/16 | ||||||||||
| 4 | 7 1/2 | 11 9/16 | 11 9/16 | 11 9/16 | 11 9/16 | 13 1/2 | 13 1/2 | ||||||||
| 6 | 7 9/16 | 11 5/8 | 11 5/8 | 11 5/8 | 11 5/8 | 13 1/16 | 13 1/16 | 14 11/16 | 16 13/16 | 16 13/16 | |||||
| 8 | 7 7/16 | 11 13/16 | 11 13/16 | 11 13/16 | 11 13/16 | 13 1/16 | 13 1/16 | 14 1/2 | 16 1/16 | 16 1/16 | 17 7/8 | 17 7/8 | 18 15/16 | 20 1/4 | 20 1/4 |
| 10 | 7 5/16 | 11 7/8 | 11 7/8 | 11 7/8 | 11 7/8 | 13 1/16 | 13 1/16 | 14 3/8 | 15 3/4 | 15 3/4 | 17 5/16 | 17 5/16 | 18 1/8 | 18 15/16 | 18 15/16 |
| 12 | 7 1/8 | 12 | 12 | 12 | 13 3/16 | 13 3/16 | 14 7/16 | 15 3/4 | 15 3/4 | 17 1/8 | 17 1/8 | 17 7/8 | 15 5/8 | 15 5/8 | |
| 14 | 6 3/8 | 12 1/4 | 12 1/4 | 13 7/16 | 13 7/16 | 14 11/16 | 15 15/16 | 15 15/16 | 17 5/16 | 17 5/16 | 18 1/8 | 18 3/4 | 18 3/4 | ||
| 16 | 6 1/8 | 12 15/16 | 13 1/2 | 13 1/2 | 14 11/16 | 15 15/16 | 15 15/16 | 17 1/4 | 17 1/4 | 17 15/16 | 18 5/8 | 18 5/8 | |||
| 18 | 5 13/16 | 13 1/2 | 13 1/2 | 14 11/16 | 15 15/16 | 15 15/16 | 17 3/16 | 17 3/16 | 17 7/8 | 18 1/2 | 18 1/2 | ||||
| 20 | 6 3/4 | 14 3/4 | 15 7/8 | 17 | 17 | 18 3/8 | 18 3/8 | 19 | 19 11/16 | 19 11/16 | |||||
| 24 | 7 1/4 | 17 1/4 | 18 3/8 | 18 3/8 | 19 1/2 | 19 1/2 | 20 1/8 | 20 11/16 | 20 11/16 | ||||||
| 30 | 7 | 20 | 20 | 20 5/8 | 21 5/8 | 21 5/8 | |||||||||
| 36 | 7 | 21 1/8 | 21 1/8 | 21 3/4 | 22 5/16 | 22 5/16 | |||||||||
| 42 | 6 | 21 1/4 | 21 1/4 | 21 7/8 | 22 5/16 | 22 5/16 |
Скачать PDF
Рис.
135: Сметный зажим для луча
Материал: СДЕЛАЖИТЕЛЬНЫЙ ЖЕЛЕЗ
Отдел: Черный
Сервис: . Рекомендуемое для Attemplomedmentmedmentmedmentmedmentmented для Attemply. Используйте в сочетании с двутавровыми балками американского стандарта и балками с широкими полками, где ширина балки составляет от мин. от 2 3/8” до макс. 7” и толщиной фланца не более 0,60”.
ЗАКАЗ: Укажите номер рисунка и описание.
| МАКСИМАЛЬНЫЙ РАЗМЕР СТЕРЖНЯ | БОЛТ ДИАМ. | ВЫТЯЖНОЙ ШТОК (E) — ДЛЯ ФЛАНЦА БАЛКИ | МАКС. РЕКОМ. НАГРУЗКА (фунты) | ПРИБЛ. ВЕС (фунт за штуку) | |||||
| 2 3/8 | 3 | 4 | 5 | 6 | 7 | ||||
| 7/8 | 7/16 | 3 1/2 | 3 7/16 | 3 5/16 | 2 15/16 | 2 16 сентября | 1 7/8 | 1365 | 2,2 |
Скачать PDF
Рис.
140: Усиленный балочный зажим
МАТЕРИАЛ: Углеродистая сталь
ОТДЕЛКА: Окраска, заводская грунтовка или оцинковка.
ОБСЛУЖИВАНИЕ: Для подвешивания тяжелых грузов на стандартных двутавровых балках и балках с широкими полками с шириной полки до 15 дюймов и толщиной полки до 1,07 дюйма.
ПРИ ЗАКАЗЕ: Укажите номер рисунка, размер стержня, описание, размер зажима, размер балки и отделку.
ЗАЖИМ РАЗМЕР | Е | Ф | МАКС. НАГРУЗКА фунтов. | ПРИБЛ. ВЕС / шт. | МАКСИМАЛЬНЫЙ ФЛАНЕЦ | |
|---|---|---|---|---|---|---|
| ТХК. | ШИРИНА | |||||
1 | 1 | . | 11500 | 9 | 1,07 | 10 |
2 | 1 | .375 | 11500 | 11 | 1,07 | 15 |
Скачать PDF
Рис. 270: Горизонтальные ходовые механизмы
ДИАПАЗОН РАЗМЕРОВ: Предлагается в четырех размерах для нагрузки до 20 700 фунтов. Все размеры обеспечивают 12 дюймов горизонтального перемещения.
УСТАНОВКА: Поставляется готовым к установке. Прикрепите к несущей стали, сварив вокруг рамы. Пружинная подвеска может быть прикручена болтами или приварена к нагрузочной плите.
ЗАКАЗ: При необходимости укажите номер рисунка, размер, описание и размер «Н». Горизонтальные бегунки могут быть разработаны для особых нагрузок, перемещений или двунаправленного движения по запросу.
ХАРАКТЕРИСТИКИ:
• Высокая экономичность
• Минимальное трение
• Практически пыленепроницаемость
• Компактность — минимальное пространство над головой
• Универсальность
№ РАЗМЕРА | МАКС. НАГРУЗКА, фунт | ПРИБЛ. ВЕС фунты | А | Б | С | Д | Х МАКС. | л | Т | Вт |
|---|---|---|---|---|---|---|---|---|---|---|
1 | 3770 | 15 | 2 1/2 | 1 5/8 | 5 3/8 | 2 1/2 | 1 1/8 | 15 1/8 | 3/4 | 4 5/8 |
2 | 6230 | 37 | 3 1/2 | 2 5/8 | 7 7/8 | 3 1/2 | 1 3/8 | 16 3/8 | 3/4 | 6 3/4 |
3 | 11630 | 69 | 5 | 3 | 10 1/2 | 5 | 1 3/4 | 17 7/8 | 1 | 9 3/4 |
4 | 20700 | 102 | 6 | 3 1/2 | 12 1/2 | 6 | 2 1/2 | 19 1/8 | 1 1/2 | 10 1/4 |
Топ
Управление согласием
Балки металлические сварные.
Сварной двутавр широко используется в строительстве. Сварка двутавров
Рекомендуемые схемы сварки двутавровых балок.
Приварку балки с разделочными кромками к вертикальным стенкам двумя поясами выполняют по (рис. 1), предварительно разметив на участки длиной не более 300 мм: в последовательности: 1-1 , 2-2″, 3-3″ и т. д. . 1-й проход сварного соединения № 1 выполнить реверсивно-ступенчатым способом от середины к краям с разбивкой на n равных частей. После сварки 1-го прохода ст.шва №1 сборочную единицу поворачивают на 180° и заваривают 1-м проходом шов №2. Сварку последующих проходов сварных швов №1 и №2 выполняют в последовательности 3-4, 5-6, 7-8 до получения заданных геометрических размеров сварного шва (рис. 2).
Так почему же магнетизм искажает сварочный луч?
Ионизированный газ и свободные носители заряда образуют высокотемпературную плазму между катодом и анодом во время сварки. Плазменный столб теперь ведет себя как электрический проводник и может, как маятник, вырваться из-за полярности, плотности потока и положения факела. Оба события обеспечивают недостаточную производительность сварки для снижения качества деталей и узлов до их исключения. Чтобы обеспечить идеальное обнаружение кромок и избежать ошибок связывания, детали размагничиваются до и во время сварки, к сожалению, нет возможности обращаться с заготовками без физического контакта.
Рис. 1 Сварка первого шва
Рис. 1 Автоматическая сварка заполняющих швов
Рис. 2 Сварка балки с t > 8 мм.
Рис. 2 Сварка балки t
При сварке балки из деталей взаимное расположение швов должно быть таким, как показано на (рис. 3).
Поскольку высокопрочные стали являются экономичными легкими материалами, имеет смысл использовать их рядом с кузовом в шасси. Производители используют их прочность и формуемость для тонкостенных конструкций с оптимизированным весом. Когда дело доходит до безопасности, им не нужно сокращать расходы, а сталь экономически эффективна. До сих пор материалы в основном используются в корпусе. В Билефельде компания работает над современными стальными материалами в шасси. Компания производит 1,2 млн.
До этого поперечные звенья проектировались или выковывались как сварные компоненты, состоящие из двух частей. Экономия составляет около 20%. При весе 2,8 кг новый цементный раствор не только на 1 кг легче, чем 3,87 кг алюминиевого литья, но и выдерживает ударную нагрузку 3,18 кг для сварного стального раствора.
Рис. 3 Взаимное расположение швов.
Примеры расположения сварных швов металлоконструкций типа ригелей и стоек, а также их конструкция приведены на схеме на рис. 4.
Рис. 4 Места расположения сварных швов металлоконструкций
Основные технологические приемы сборки и сварки конструкций коробчатого сечения можно показать на примере изготовления сварного двутавра с ребрами жесткости. Отдельные листы соединяются в длинные полосы, являющиеся полками и стенками двутавра. На сборочно-сварочном стенде согласно чертежу устанавливаются обе полки, стенка и ребра жесткости. Элементы двутавра фиксируются относительно друг друга с помощью прихваток. Длина прихваток 30-40 мм, расстояние между ними 350-400 мм.
Сварка двутавра осуществляется от середины к краям. Первоначально все швы выполняются в пределах одного центрального контура, ограниченного стеной, двумя полками и двумя ребрами жесткости, с одной стороны стены (рис. 5). Затем свариваются швы противоположного контура, то есть расположенные с другой стороны стены.
На рис. 5 цифр I-VIII обозначают последовательность сварки контуров. Порядок наложения швов в пределах одного контура обозначен цифрами 1-8. Выбранная технология контурной сварки осуществляется в шахматном порядке.
Швы 1, 4, 5 и 7 рекомендуется накладывать в обратном порядке. Этот способ уравновешивания деформаций, заключающийся в чередовании швов по контурам, обеспечивает наименьшее искажение конструкции.
Целостный подход увеличивает потенциал. Например, жесткость играет центральную роль в случае компонентов оси, где важны не только свойства материала, но также геометрия и толщина стенки компонента. Экономия веса приводит к получению высокопрочной многофазной стали только при соответствующем уменьшении толщины стенки. Чтобы компенсировать связанную с этим потерю жесткости, необходимо изменить форму компонента.
Это приводит к сложной геометрии, которая в сочетании с высокой прочностью современных многофазных сталей предъявляет высокие требования к процессу штамповки. Технологическое присоединение и защита от коррозии. Если вы хотите использовать в своем шасси высокопрочные стали, вам следует учитывать способ соединения. Еще один недостаток: сварочный луч прожигал тонкие стенки высокопрочных деталей.
Рис. 5 Усиление мест сварки двутавровых балок
Собрав ферму на плите, захватить каждую перемычку не менее чем в 2-х местах. Длина прихваток 10 ± 2 мм, высота 5 + 1 мм. Зачистите прихватки, зачистите воронками воронки. Обеспечьте плавный переход прихваточных швов к основному металлу. При сборке соблюдайте плоскостность фермы и по окончании проверяйте соответствие требованиям чертежа. Собранную ферму закрепить в опрокидывающем устройстве и установить на ролики. Сварите от середины фермы к краям. Порядок сварки узлов конструкции показан на (рис. 5, 6). Сварку следует производить двумя сварщиками, с повторной окантовкой фермы до полной сварки каждого соединения. Направление сварки по эскизу.
Необходимо учитывать: начало и конец разрыва дуги зачищать с плавным переходом при длине шва 10+4 мм. Начало и конец следующего валика должны перекрывать предыдущий валик на 10-14 мм.
Лазерная гибридная сварка имеет особенно многообещающее будущее. Здесь зона термического влияния настолько мала, что потери прочности вблизи сварного шва практически нет. Уменьшенная толщина стенки также предъявляет повышенные требования к защите от коррозии. В качестве варианта покрытия возможно, например, цинкование.
Линия по производству стали
Автоматическая линия по производству балок Автоматическая линия по производству балок выполняет оптимизированные операции по всем процессам, начиная от загрузки материала, сборки, обратной сварки, электросварки, тандемной сварки и нанесения покрытий.
Автоматическая коробка для сварки коробов является инициативой нашей компании. … Описание Как профессиональный производитель линейных сварочных линий, мы являемся единственной компанией, занимающейся проектированием национальных сварочных стальных конструкций.
На сегодняшний день строительная деятельность является одним из самых прибыльных способов ведения бизнеса. Имея достаточную материально-техническую базу для ее обеспечения и интересные свежие идеи, вы можете составить конкуренцию практически любому игроку рынка строительной отрасли, открыв собственное производство и получив огромное количество желающих сделать заказ. Однако сейчас конкуренция в этом сегменте рынка невероятно сильна, после 2008 года строительство в Москве стало постепенно возрождаться.
Интеллектуальное применение цифровой технологии автоматизации делает весь процесс сварки интуитивно понятным и простым в эксплуатации. 2 Линия сварки коробчатых балок выполняет полную оптимизацию процесса от загрузки материала, сборки, обратной сварки, электрошлаковой сварки, тандемной сварки.
Линия по производству стальных конструкций может быть изготовлена по индивидуальному заказу в соответствии с требованиями заказчика и размерами цеха. Мы являемся единственными производителями линии сварки в Китае. Кроме того, мы предоставляем режущее оборудование, сварочный аппарат в качестве линии для сварки ветровой колонны. Наша линия сварочных балок также может быть спроектирована и изготовлена в соответствии с требованиями наших клиентов.
Схема работы
Многие предприятия, имеющие готовые металлоконструкции для строительства различных объектов, ориентируются на производство двутавровых балок. Этот вид продукции является основным элементом практически любого заказа и наиболее востребован при возведении любых строек, так как каркас и основа будущего строения состоит из балок. Также стоит помнить, что балки подразумевают несущие функции, поэтому металл и сварные швы, входящие в их состав, должны быть надежными и прочными.
Рекомендации по выполнению сварных соединений
Мы осуществляем научное и стандартное управление для обеспечения высокого качества продукции. В случае гражданского строительства Подрядчик, выполняющий работы, должен предоставить для надзора за работой или дополнительный адрес для утверждения, а до начала сварочных работ — все сварочные процедуры, которые будут использоваться при разработке работ, составляющих проект, который будет выполнен.
Сварка двутавровых балок
Кроме того, каждому сварщику будет присвоен идентификационный код, который должен быть нанесен на каждый из всех сварных швов, которые он выполняет. Таким образом, сохраняется прослеживаемость всех выполненных в работе сварных швов. Все процедуры сварки, используемые в работе, должны быть должным образом омологированы, и этот отчет должен быть представлен в Управление по надзору за выполнением работ или Факультативное руководство для утверждения.
Производство в Москве
Металлические балки могут иметь самые разнообразные конструкции, однако именно они играют первоначальную роль при реализации функционала. Ни один элемент в двутавре или любой другой балке не является лишним, так как элемент рассчитывается конструкторами конструкторских и технических отделов любого производства под определенное напряжение и нагрузку. Самая простая конструкция этого изделия: основа и два ремня по бокам. Кстати, компания Архилон специализируется на расчете балок на определенные нагрузки, условия заказа клиента, в которых она будет находиться.
Завод по производству балок
Остаточные напряжения в сварных соединениях возникают в результате подвода тепла, реализующегося при выполнении сварного шва и возникающего после затвердевания корда и охлаждения детали. Эти напряжения уравновешены, то есть существуют растягивающие и сжимающие напряжения.
Остаточные напряжения могут значительно снизить прочность сварного соединения. Фактически остаточные растягивающие напряжения способствуют возможному хрупкому разрушению в сварном шве, снижая его усталостную прочность. С другой стороны, области, подверженные остаточным напряжениям, которые находятся при сжатии, склонны больше проявлять явления неустойчивости, уменьшая эту форму своей несущей способностью.
Мы посоветуем нашим клиентам, какой металл выбрать, чтобы конструкция прослужила определенный срок, установленный проектной документацией. Также обсуждению подлежит сложность конструкции и «дизайн» самой балки. Конструкция балки – это совокупность всех ребер жесткости, отверстий и других элементов, которые в первую очередь влияют на ее технические характеристики. «Архилон» возьмет на себя все работы по изготовлению балки по вашему заказу или из любого вида металла.
Наконец, остаточные напряжения обычно также приводят к необратимым деформациям, которые значительно изменяют первоначальную геометрию сварного шва. Поэтому перед выполнением сварного соединения следует принять во внимание следующие соображения, цель которых попытаться ограничить возникновение этих остаточных напряжений.
Проварка будет завершена для того, что будет сделано при подготовке краев и разделении между частями, чтобы обеспечить полное проплавление корда. Во избежание концентрации напряжений сопряжение деталей разного сечения должно быть постепенным и плавным, с уклоном стыка не более 25 %.
Также следует сказать, что компания «Архилон» имеет все необходимое крановое, сварочное, сборочное и другое оборудование, что обеспечивает необходимый объем продукции, ее качество и долговечность. В распоряжении компании все возможные виды сварки, квалифицированный и обученный персонал, занимающийся сборкой и «декорацией» сварных стальных балочных конструкций. Оборудование позволяет изготавливать продукцию самого широкого ассортимента – все тонкие нюансы вашего заказа будут строго учтены.
Стыковая сварка деталей различного сечения. Для угловых швов устанавливаются следующие значения толщины шва и длины корда. Эффективная длина осевого валикового шва должна быть между. Подразумевается, что эффективная длина сварного шва получается за счет вычитания из фактической длины шнура длин крайних гарнисаров, образующихся при постановке и снятии дужки. Предполагается, что длина каждого черепа равна толщине горла.
В этих случаях рекомендуемые предельные значения следующие. Минимальная толщина соединяемых профилей. Обычно для уменьшения остаточных напряжений и деформаций. Как правило, не зажимайте свариваемые детали. Распределяйте сварные швы максимально симметрично.
Видео
Балочные конструкции — надежная конструкция
От балочных конструкций напрямую зависит срок службы строения, которое будет возводиться с их помощью — не стоит экономить на этом элементе вашего заказа. Часто от балочных изделий зависят человеческие жизни, при выполнении таких работ нужно доверять опытным и ответственным специалистам, например, фирме «Архилон». Работники компании очень ответственно относятся к своей работе: к изготовлению балок, других изделий из металла. Многие разработки этой компании уже применяются во всем мире!
Используйте как можно меньше входного материала. Если задействовано несколько сварщиков, используйте все шнуры одновременно. Для стыковых сварных швов с полным проплавлением рекомендуется следующая процедура сшивания. Заказ кружевной композиции.
