Фрезеровать паз: Фрезерование пазов шпоночных, канавок, уступов, приспособления для обработки паза на валу концевой фрезой, отрезание дисковыми фрезами
Содержание
Фрезерование пазов шпоночных, канавок, уступов, приспособления для обработки паза на валу концевой фрезой, отрезание дисковыми фрезами
Фрезерование пазов
Для обработки пазов фрезерованием подбирают инструмент, форма которого соответствует форме будущего паза: как правило, это фасонные, концевые, дисковые фрезы (рис. 1).
Рис. 1. Схемы фрезерования прямоугольных и фасонных пазов:
а – дисковые трехсторонние фрезы; б – дисковые пазовые или концевые фрезы; г – концевые фрезы; Dr – направление вращения фрезы
Точность при фрезеровании пазов имеет немаловажное значение – пазы являются важным соединительным элементом при различных способах крепления деталей в узлах машин и механизмов. Пазы-выемки могут иметь различную форму (плоскую, фасонную, сквозную, замкнутую, внутреннюю и др.), а также в сечении представлять собой:
- прямоугольник;
- сегмент;
- «ласточкин хвост»;
- Т-образную геометрическую фигуру и др.


Вертикальные фрезерные станки относятся к категории универсальных, обладающих широкими возможностями обработки поверхностей плоской и фасонной формы. Замкнутые пазы на станках этого типа обрабатываются с применением концевых фрез с цилиндрическим или коническим хвостовиком, в зависимости от патрона станка. На заготовке выполняется разметка будущего паза, после этого ее закрепляют в тисках, установленных на столе станка. Диаметр фрезы не должен превышать ширину паза. Параметры резания обеспечиваются за счет продольного и вертикального перемещения стола станка, на котором установлена обрабатываемая деталь. Обработка паза по длине происходит при продольном движении стола. Обеспечение заданной чистоты поверхности боковых сторон выемки-паза происходит в несколько проходов фрезы.
Наиболее простая форма пазов – сквозная прямоугольная. Для их обработки лучше использовать дисковые пазовые и трехсторонние (рис. 1, а), а также концевые фрезы (рис. 1, б). Точность резания обеспечивается за счет правильного подбора ширины дисковой фрезы (диаметра концевой фрезы). Фрезерование проводится в несколько проходов, указанные параметры инструментов не должны превышать размеров паза. Следует учитывать, что для осуществления резания необходимо, чтобы винтовые канавки концевой фрезы имели направление, противоположное направлению ее вращения.
Точность резания обеспечивается за счет правильного подбора ширины дисковой фрезы (диаметра концевой фрезы). Фрезерование проводится в несколько проходов, указанные параметры инструментов не должны превышать размеров паза. Следует учитывать, что для осуществления резания необходимо, чтобы винтовые канавки концевой фрезы имели направление, противоположное направлению ее вращения.
Криволинейные профили пазов обрабатывают за один проход фрезы, регулируя направление движения рабочего стола станка в соответствии с вырезаемым профилем. Для повышения точности обработки следует выбирать минимальную скорость подачи, работая при максимальной глубине посадки инструмента.
Пазы со специальным профилем «Т-образным» и «ласточкин хвост» обрабатываются на вертикальных и горизонтальных фрезерных станках. Для обработки применяют фасонные фрезы соответствующего профиля (Т-образные и угловые). Скорость подачи инструмента при этом невелика – не более 0,03 мм/зуб, при скорости резания от 20 до 25 м/мин. В первом случае для обработки достаточно трех проходов инструмента, во втором – двух.
В первом случае для обработки достаточно трех проходов инструмента, во втором – двух.
Обработка канавок
Особую сложность представляют собой операции фрезерования угловых канавок при изготовлении режущего инструмента. В каждом отдельном случае – при расположении канавок в торце, на цилиндрической или конической части заготовок – следует выбирать специальную конфигурацию фрез (одно- или двухугловых).
Перед фрезерованием канавок, расположенных на цилиндрической части заготовки с передним углом γ= 0°, положение одноугловой фрезы выставляют по угольнику (рис. 2, а). Вершины зубьев фрезы должны касаться наружной диаметральной поверхности заготовки. После этого вершины зубьев инструмента смещают в поперечном направлении на расстояние, равное половине диаметра заготовки. Можно предварительно отметить на торце заготовки эту линию, находящуюся на вертикальной плоскости, проходящей через центральную ось заготовки (рис. 2, б).
Рис.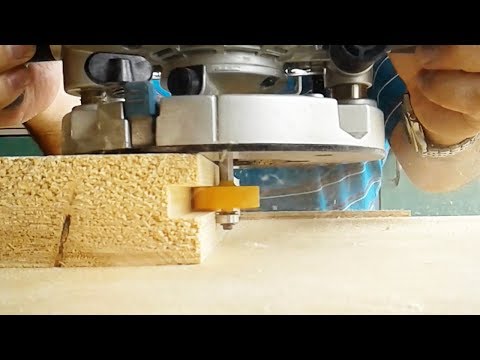 2. Схема установок фрез при фрезеровании канавок режущих инструментов:
2. Схема установок фрез при фрезеровании канавок режущих инструментов:
а, б, в, г – переходы при наладке станка; D – диаметр заготовки; h – глубина фрезерования; x – смещение торца фрезы относительно осевой плоскости заготовки
Если предстоит обработка угловых канавок с передним углом γ˃0, торец одноугловой фрезы располагают на удалении x от диаметральной плоскости (рис. 2, в). Искомое удаление определяется по формуле, где D – диаметр заготовки:
x = D/(2sinγ),
где D – диаметр заготовки
При обработке угловых канавок двухугловой фрезой, инструмент устанавливают по угольнику аналогично вышеизложенному, затем смещают вершины его зубьев на расстояние x (рис. 2, г), формула которого:
x = D/(2sin(γ+δ) — hsinδ/cosγ),
где D – диаметр заготовки, h — глубина канавки, δ – угол рабочей фрезы, γ – передний угол фрезы. Для нулевого значения γ формула выглядит:
x = (D/2 — /0)sinδ
Для осуществления обработки двухугловой фрезой используют закрепление заготовки:
- на оправке – в центрах станка, с использованием делительной головки;
- непосредственно в центрах станка, с использованием делительной головки.
Таким же образом, при помощи двухугловых фрез нарезаются канавки на конической поверхности заготовок. Для закрепления заготовок используют трехкулачковые патроны. Возможно также крепление заготовок, установленных в оправке, в делительной головке шпинделя станка, или в центрах делительной головки и задней бабки (если задана небольшая конусность).
Обработка шпоночных пазов
Для нарезки шпоночных пазов (сквозных, открытых, полузакрытых или закрытых) заготовки устанавливаются в призмах (в зависимости от длины детали выбираются одна или две призмы для крепления). В конструкции основания призмы предусмотрен специальный шип, который фиксирует призму в пазу стола станка (рис. 3). Форма пазов может быть различной, в соответствии с формой шпонок, в том числе:
- призматической;
- клиновой;
- сегментной и пр.
Рис. 3. Установка призмы на столе станка
Открытые пазы, расположенные по окружности, удобно нарезать с помощью дисковых фрез. Радиус дисковой фрезы подбирается в соответствии с радиусом вырезаемой канавки-паза.
Радиус дисковой фрезы подбирается в соответствии с радиусом вырезаемой канавки-паза.
При расположении паза вдоль оси детали используют пазовые затылованные, концевые (шпоночные) фрезы. При необходимости нарезания сегментных пазов работы ведутся при помощи концевых и насадных фрез, с использованием вертикальных и горизонтальных фрезерных станков. Движение заготовки – продольное, фрезы – радиальное, по направлению к центру детали (рис. 4).
Рис. 4. Фрезерование шпоночных пазов:
а – дисковыми фрезами с вертикальным или поперечным движение подачи; б – шпоночными фрезами с маятниковым движением подачи; Dr– направление движения резания; h – глубина фрезерования; Da – диаметр концевой фрезы; t- припуск, снимаемый за один проход инструмента
Расстояние S, преодолеваемое шпоночной фрезой, должно быть не более чем 0,02-0,04 мм/зуб при скорости V не более 15-20 м/мин Для дисковых пазовых фрез, соответственно, 0,03-0,06 мм/зуб и 25-40 м/мин.
Точное фрезерование шпоночных пазов может быть получено с использованием шпоночно-фрезерных станков. Глубина фрезерования при обработке на таком специальном оборудовании составляет от 0,2 до 0,4 мм. Обработка паза ведется в два прохода при одинаковой глубине резания, в прямом и обратном направлении. Такой способ фрезерования получил название маятникового.
Как фрезеровать уступы
Формирование уступов на заготовках различных деталей может успешно выполняться на вертикальных и горизонтальных фрезерных станках. Технологической картой изготовления деталей могут быть предусмотрено использование различных видов фрез, в зависимости от требуемой формы и размеров детали, площади ее поверхности. При значительных размерах обрабатываемой поверхности предпочтение отдается торцовым фрезам (рис. 5, г). В остальных случаях применяют дисковые, а также концевые фрезы. Для одновременной обработки двух уступов на одной детали используют комплект из дисковых фрез, установленных на одной цилиндрической оправке (рис. 5, а-в).
5, а-в).
Дисковую фрезу необходимо подбирать таким образом, чтобы ширина обрабатываемого уступа была меньше ширины фрезы на 5-6 мм, это облегчит обработку и обеспечит расчетную точность поверхности.
Рис. 5. Схема обработки уступов:
а – дисковыми фрезами; б – концевыми фрезами; в – набором фрез; г – торцовыми фрезами; Dr– направление движения резания
Дисковую фрезу с крупными (или нормальными) зубьями используют для фрезерования материалов, легко поддающихся обработке. В этом случае можно задавать большую глубину резания. Детали из труднообрабатываемых материалов фрезеруют с использованием инструмента с мелкими или нормальными зубьями.
В случаях, когда два уступа расположены на детали симметрично, их можно обработать поочередно, используя станки с двухпозиционными поворотными столами. Для этого, обработав первый уступ, стол разворачивают вместе с закрепленной на нем деталью на 180°и обрабатывают следующий уступ.
Отрезка заготовок. Нарезание глубоких пазов
Отрезку частей заготовок и нарезание глубоких пазов проводят с использованием отрезных (прорезных) фрез. При выполнении этих операций следует помнить, что выбор тонкой фрезы большого диаметра может привести к искривлению и нарушению формы отрезаемой заготовки. Это связано с уменьшенной жесткостью фрезы, поэтому при подборе отрезного (прорезного) инструмента следует отдавать предпочтение инструменту с минимально возможным диаметром. Учитывается при этом и скорость резания, различная для разрезания заготовок из различных материалов. Так, для резки стальных деталей скорость резания составляет от 24 до 60м/мин, для серого чугуна – от 12 до 65 м/мин, для ковкого чугуна – от 27 до 75 м/мин.
Крепят детали при разрезании, как правило, в тисках. Листовой металл разрезают с использованием подачи S от 0,01 до 0,08 мм/зуб. Материал фрезы – быстрорежущая сталь.
Рис. 6. Разрезание заготовок:
6. Разрезание заготовок:
Dr– направление движения резания
Контроль пазов, успутов и разрезанных заготовок
Эту операцию производят следующим измерительным инструментом:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
| ||||
|
|
|
|
|
|
|
Фрезерование уступов и пазов Категория: Фрезерные работы Фрезерование уступов и пазов Уступом называют выемку, ограниченную двумя взаимно перпендикулярными плоскостями, образующими ступень. Обработка уступов и пазов является одной из операций, выполняемых на фрезерных станках. К обработанным фрезерованием уступам и пазам предъявляют различные технические требования в зависимости от назначения, серийности производства, точности размеров, точности расположения и шероховатости поверхности. Все эти требования определяют метод обработки. Фрезерование уступов и пазов осуществляют дисковыми концевыми фрезами, а также набором дисковых фрез. Кроме того, уступы можно фрезеровать торцовыми фрезами. Фрезерование уступов и пазов дисковыми фрезами. Дисковые фрезы предназначены для обработки плоскостей, уступов и пазов. Различают дисковые фрезы цельные и со вставными зубьями. Цельные дисковые фрезы делятся на пазовые (СТ СЭВ 573—77), пазовые затылованные (ГОСТ 8543—71), трехсторонние с прямыми зубьями (ГОСТ 3755—78), трехсторонние с разнонаправленными мелкими и нормальными зубьями. Рис. 1. Уступы Рис. 2. Типы пазов по форме Рис. 3. Лазы: сквозные, с выходом и закрытые Дисковые фрезы со вставными ножами, оснащенными пластинками твердого сплава, бывают трехсторонние (ГОСТ 5348—69) и двусторонние. Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двусторонние— для фрезерования уступов и плоскостей. Крепление вставных ножей в корпус у обоих типов фрез осуществляется при помощи осевых рифлений и клина с углом 5°. Достоинством такого способа крепления вставных ножей является возможность компенсации износа и слоя, снятого при переточке. Восстановление размера по диаметру достигается перестановкой ножей на одно или несколько рифлений, а по ширине — соответствующим выдвижением ножей. Трехсторонние фрезы имеют ножи с попеременно чередующимся наклоном с углом 10°, у двусторонних — в одном направлении с углом наклона 10° (для праворежущих и леворежу-щих фрез). Применение дисковых трехсторонних фрез с пластинками твердых сплавов дает наиболее высокую производительность при обработке пазов и уступов. Дисковая фреза лучше «выдерживает» размер, чем концевая. Выбор типа и размера дисковых фрез. Тип и размер дисковой фрезы выбирают в зависимости от размеров обрабатываемых поверхностей и материала заготовки. Для заданных условий обработки выбирается тип фрезы, материал режущей части и основные размеры — В, D, d и z. Для фрезерования легкообрабаты-ваемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным крупным зубом. При обработке труднообрабатываемых материалов и фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубом. Диаметр фрезы следует выбирать минимально возможным, так как чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость. Кроме того, с увеличением диаметра возрастает ее стойкость. Рис. 4. На рис. 5, а, б показана схема фрезерования двух уступов на детали. Фрезерование уступов дисковыми фрезами, как указывалось выше, обычно осуществляют дисковой двусторонней фрезой. Однако в нашем случае следует выбрать дисковую трехстороннюю фрезу, так как надо обработать поочередно по одному уступу с каждой стороны детали. Рис. 5. Фрезерование уступа дисковой фрезой Наладка станка на фрезерование сквозных прямоугольных пазов дисковыми фрезами. При фрезеровании уступов точность размера уступа по ширине не зависит от ширины фрезы. Необходимо выполнять лишь одно условие: ширина фрезы должна быть больше ширины уступа (по возможности не более чем на 3—5 мм). При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, когда биение торцовых зубьев равно нулю. При наличии биения зубьев фрезы размер профрезеро-ванного такой фрезой паза будет соответственно больше размера ширины фрезы. Установка на глубину резания может осуществляться по разметке. Для четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченной чертилкой рейсмаса линии кернером наносят углубления (керны). Установку на глубину резания по линии разметки осуществляют пробными проходами. При этом следят за тем, чтобы фреза срезала припуск только на половину углублений от кернера. При наладке станка на обработку пазов очень важно правильно установить фрезу относительно обрабатываемой заготовки. В том случае, когда заготовку устанавливают в специальном приспособлении, ее положение относительно фрезы определяется самим приспособлением. Точную установку фрез на заданную глубину производят специальными установками или габаритами, предусмотренными в приспособлении. На рис. 6 приведены схемы установки фрез на размер с помощью установов. Габарит 1 представляет собой стальную закаленную пластинку (рис. Фрезерование уступов и пазов набором дисковых фрез. При обработке партии одинаковых деталей одновременное фрезерование двух уступов, двух и более пазов может осуществляться набором фрез. Для получения требуемого расстояния между уступами и пазами на оправку между фрезами помещают соответствующий набор установочных колец. При обработке заготовок набором фрез по габариту устанавливается одна фреза, так как взаимное расположение набора на оправке достигается подбором установочных колец. При установке фрез на заданный размер прибегают к использованию специальных установочных шаблонов. Целесообразность обработки уступов и пазов набором фрез можно установить, исходя из суммарных затрат времени (калькуляционное время), приходящихся на одну деталь для сопоставляемых вариантов обработки пазов. Фрезерование уступов и пазов концевыми фрезами. Уступы и пазы могут быть обработаны концевыми фрезами на вертикально- и горизонтально-фрезерных станках. Концевые фрезы (ГОСТ 17026—71*) предназначены для обработки плоскостей, уступов и пазов. Их изготовляют с цилиндрическим и коническим хвостовиком. Концевые фрезы изготовляют с нормальными и крупными зубьями. Фрезы с нормальными зубьями применяют при получистовой и чистовой обработке уступов и пазов. Концевые фрезы обдирочные с затылованными зубьями (ГОСТ 4675—71) предназначены для черновой обработки заготовок, полученных литьем, ковкой. Концевые твердосплавные фрезы (ГОСТ 20533—75—20539—75) изготовляют двух типов: оснащенные коронками твердых сплавов для диаметров 10—20 мм и винтовыми пластинками (для диаметров 16—50 мм). Рис. 6. Применение установок для фрез В настоящее время инструментальные заводы выпускают цельные твердосплавные концевые фрезы диаметром 3—10 мм и концевые фрезы с целой твердосплавной рабочей частью, впаянной в стальной конический хвостовик. Диаметр фрез 14—18 мм, число зубьев три. Применение твердосплавных фрез особенно эффективно при обработке пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей. Точность пазов по ширине при обработке их мерным инструментом, каким являются дисковые и концевые фрезы, в значительной степени зависит от точности применяемых фрез, а также от точности, жесткости фрезерных станков и от биения фрезы после закрепления в шпинделе. Получить точный размер по ширине паза можно его обработкой за два прохода: черновой и чистовой. При чистовой обработке фреза будет лишь калибровать паз по ширине, сохраняя в течение длительного периода времени свой размер. В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентриситетом, т. е. регулируемым биением. На рис. 8 показан цанговый патрон, применяемый на Ленинградском станкостроительном объединении им. Я. М. Свердлова. В корпусе патрона расточено отверстие эксцентрично на 0,3 мм относительно его хвостовика. В это отверстие вставляется втулка под цанги с таким же эксцентриситетом относительно внутреннего диаметра. Втулка крепится к корпусу двумя болтами. При обработке пазов концевой фрезой стружку необходимо отводить вверх по винтовой канавке, чтобы она не портила обработанной поверхности и не вызывала поломки зуба фрезы. Это возможно в том случае, когда направление винтовой канавки совпадает с направлением вращения фрезы, т. е. при их одноименном направлении. Однако осевая составляющая силы резания Рх при этом будет направлена вниз для выталкивания фрезы из гнезда шпинделя. Поэтому при обработке пазов крепление фрезы приходится выполнять более надежно, чем при обработке концевой фрезой открытой плоскости. Направление вращения фрезы и винтовой канавки, как и в случае обработки торцовыми и цилиндрическими фрезами, должно быть разноименным, так как в этом случае осевая составляющая силы резания будет направлена в сторону гнезда шпинделя и стремиться затянуть оправку с фрезой в гнездо шпинделя. Рис. 8. Патрон для фрезерования мерных пазов стандартными фрезами Рис. 9. Фрезерование наклонной плоскости в тисках Рис. 10. Фрезерование выемки корпусной детали Другие виды работ, выполняемые концевыми фрезами. Помимо обработки уступов и пазов концевые фрезы применяются для выполнения других работ на вертикально- и горизонтально-фрезерных станках. Концевые фрезы применяются для обработки открытых плоскостей: вертикальных, горизонтальных и наклонных. На рис. 9 показано фрезерование наклонной плоскости в универсальных тисках. Приемы обработки плоскостей концевыми фрезами ничем не отличаются от приемов обработки уступов и пазов. Концевыми фрезами можно обрабатывать различные выемки (гнезда). На рис. 10 показано фрезерование выемки концевой фрезой. Фрезерование выемок в заготовке производится по разметке. Удобнее сначала произвести предварительное фрезерование контура выемки (не доходя до линий разметки), а затем — окончательное фрезерование контура. В тех случаях, когда требуется выфрезеровать окно, а не выемку, необходимо под заготовку подложить соответствующую подкладку, чтобы не повредить тиски в момент выхода концевой фрезы. Фрезерование уступов торцовой фрезой. Уступы можно фрезеровать как на вертикально-, так и на горизонтально-фрезерных станках. Обработку деталей с симметрично расположенными уступами можно осуществлять при закреплении заготовок в двухпозиционных поворотных столах. После фрезерования первого уступа приспособление поворачивают на 180° и ставят во вторую позицию для фрезерования второго уступа. — В машиностроении часто встречаются плоские детали, имеющие уступы с одной, двух, трех и даже четырех сторон. В качестве примера на рис. 1, а показана призма для установки цилиндрических деталей при фрезеровании, имеющая два уступа. Рис. 1. Детали с уступами и пазами: Уступ, замкнутый с обоих боков, называют пазом. Пазы могут быть прямоугольные и фасонные. Фрезы для обработки уступов и пазов Неширокие цилиндрические фрезы называют дисковыми. Дисковые фрезы можно изготовлять с остроконечными и затылованными зубьями. Дисковые фрезы, имеющие зубья на цилиндрической № на одной торцовой поверхностях, называют двухсторонними, а дисковые фрезы, имеющие зубья также и на обеих торцовых поверхностях. Рис. 2. Дисковые фрезы: Двухсторонние и трехсторонние дисковые фрезы изготовляют с остроконечными зубьями. Для повышения производительности трехсторонние дисковые фрезы изготовляют с крупными разнонаправленными зубьями. Рис. 3. Концевые фрезы по ГОСТ 8237—57: Такая форма зубьев, подобно разведенным зубьям циркульных и продольных пил по дереву, позволяет снимать большее количество стружки и лучше ее отводить. Концевые фрезы изготовляют двух типов: с цилиндрическим и с коническим хвостовиком. Каждый из этих типов изготовляется в двух исполнениях: с нормальным и с крупным, зубом. Режущая часть концевых фрез изготовляется из быстрорежущей стали и приваривается к хвостовику, выполняемому из углеродистой стали. Концевые фрезы с крупным зубом применяются для работ с большими подачами при больших глубинах фрезерования; фрезы с нормальным зубом — для обычных работ. Фрезы с цилиндрическим хвостовиком изготовляют диаметром от 3 до 20 мм, с коническим хвостовиком — диаметром от 16 до 50 мм. На концевые фрезы в 1957 г. по предложению новаторов ленинградского Кировского завода Е. Ф. Савича, И. Д. Леонова и В. Я. Карасева выпущен государственный стандарт (ГОСТ 8237—57). По сравнению с ранее изготовлявшимися концевыми фрезами в новых фрезах уменьшено количество зубьев, увеличен угол наклона винтовой канавки до 30—45°, увеличена высота зуба и введен неравномерный окружной шаг зубьев. Спинка зубьев выполнена криволинейной по рис. 36, в. Фрезы новой конструкции дают повышенную производительность, хорошую чистоту обработанной поверхности и устраняют вибрацию при снятии больших стружек. Фрезерование уступов дисковой фрезой Рассмотрим пример фрезерования на горизонтально-фрезерном станке двух уступов в бруске для получения ступенчатой шпонки. Выбор фрезы. Фрезерование уступов на горизонтальнофрезерном станке производят обычно двухсторонней дисковой фрезой, но в данном случае следует работать трехсторонней фрезой, так как надо поочередно обработать по одному уступу с каждой стороны бруска. Выберем для фрезерования уступа трехстороннюю фрезу с мелкими разнонаправленными зубьями диаметром 80 мм, шириной 10 мм, с диаметром отверстия под оправку 27 мм, с числом зубьев. Обработку будем вести на горизонтально-фрезерном станке с закреплением заготовки в машинных тисках. Подготовка к работе. Установку, выверку и закрепление тисков на столе станка производим по известному нам способу, после чего устанавливаем заготовку в тиски на требуемой высоте. Правильность положения (горизонтальность) выверяем рейсмасом по разметочным рискам, после чего накрепко зажимаем тиски. На губки тисков надо надеть накладки из мягкого металла (латунь, медь, алюминий), чтобы не испортить обработанных граней бруска. Рис. 4. Чертеж ступенчатой шпонки Закрепление дисковой фрезы на оправке производят так же, как и цилиндрической фрезы, соблюдая чистоту оправки, фрезы и колец. Настройка станка на режим фрезерования. По заданному режиму резания настраиваем станок. Дано: диаметр фрезы D = 80 мм, ширина фрезерования В = 5 мм, глубина резания t= 12 мм, чистота поверхности V 5, подача s3y6 = 0,05 мм/зуб, скорость резания и = 25 м/мин. Рис. 5. Установка бруска в тисках Таким образом, фрезерование уступа будем производить трехсторонней дисковой фрезой 80X10X27 мм с разнонаправленными зубьями (материал фрезы — быстрорежущая сталь Р18) при глубине резания 12 мм, ширине фрезерования 5 мм, продольной подаче 80 мм/мин, или 0,05 мм/зуб, и скорости резания 25 м/мин применяем охлаждение — эмульсию. Фрезерование уступов. Фрезерование каждого уступа состоит из следующих основных приемов: Рис. 6. Фрезерование уступов дисковой фрезой: Фрезерование уступов концевой фрезой Фрезерование уступов можно выполнять на вертикальнофрезерном станке, применяя для этой цели концевую фрезу по ГОСТ 8237—57. Выбор фрезы. Выберем концевую фрезу диаметром 16 лш с цилиндрическим хвостовиком и с нормальными зубьями. Такая фреза имеет пять зубьев. Чтобы стружка при обработке транспортировалась вверх, направление винтовых канавок должно быть правым при правом вращении шпинделя. Подготовка к работе. Заготовка закрепляется в тисках так же, как было изложено при обработке дисковой фрезой. Закрепляем концевую фрезу в патроне, протерев тщательно хвостовик фрезы, разжимную втулку и гайку патрона. Рис. 7. Фрезерование уступов концевой фрезой: Ставим лимб коробки скоростей на 500 об/мин и лимб коробки подач на 80 мм/мин. Таким образом, фрезерование уступа концевой фрезой будет производиться с такой же скоростью резания и минутной подачей, как фрезерование дисковой фрезой. Фрезерование уступов. На рис. 7 показано фрезерование уступов. Фрезерование сквозных прямоугольных пазов При фрезеровании сквозных прямоугольных пазов применяют трехсторонние дисковые фрезы или концевые фрезы. При фрезеровании прямоугольных пазов ширина дисковой фрезы или диаметр концевой фрезы должны соответствовать чертежному размеру фрезеруемого паза с допускаемыми отклонениями, что справедливо только в тех случаях, когда установленная дисковая фреза не имеет торцового биения, а концевая фреза — радиального биения. Если фреза будет бить, то ширина отфрезерованного паза окажется больше ширины фрезы, или, как говорят, фреза разобьет паз, что может привести к браку. Поэтому трехстороннюю фрезу выбирают по ширине несколько меньше ширины фрезеруемого паза. Так как трехсторонние дисковые фрезы изготовляют с остроконечными зубьями, то после последующей переточки торцовых зубьев ширина фрезы уменьшится. Концевые фрезы не позволяют регулировать их диаметр, поэтому обработка точных пазов возможна только новой фрезой. В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентрицитетом по отношению к шпинделю, т. е. с некоторым регулируемым биением, что позволяет фрезеровать точные пазы концевой фрезой, потерявшей размер после переточки. Процесс фрезерования прямоугольных пазов, т. е. уставовка фрезы, закрепление заготовки, а также приемы фрезерования не отличаются от описанных выше примеров фрезерования уступа. Фрезерование замкнутых пазов В планке толщиной 15 мм требуется профрезеро-вать замкнутый паз шириной 16 мм и длиной 32 мм. Такая обработка должна вертикально – фрезерном или горизонтально-фрезерном станке с накладной вертикальной фрезерной головкой. Выбор фрезы. Выберем для обработки вертикально – фрезерный станок 6М12П и концевую фрезу диаметром 16 мм с цилиндрическим хвостовиком и нормальными зубьями (число зубьев z = 5). Подготовка к работе. Заготовка поступает на фрезерный станок с размеченным пазом. Так как нужно обработать паз в середине заготовки, ее можно закрепить на уровне губок тисков, но параллельные подкладки надо расположить так, чтобы концевая фреза могла иметь выход между ними. Рис. 8. Чертеж планки Рис. 9. Закрепление планки в тисках Рис. 19. Фрезерование паза в планке Таким образом, фрезерование паза будем производить концевой фрезой D = 16 мм из быстрорежущей стали Р18 при скорости резания 25 м/мин, или 500 об/мин, и при подаче 31,5 мм/мин, или 0,013 мм/зуб. Применяем охлаждение — эмульсию. Фрезерование паза. На рис. 10 показано, как фрезеруется паз в планке. Скоростное фрезерование уступов и пазов Скоростники-фрезеровщики широко применяют скоростное фрезерование уступов и пазов дисковыми фрезами с пластинками из твердых сплавов. При скоростной обработке уступов и пазов надо фрезеровать по подаче. На рис. 11 и 12 показаны конструкции дисковых фрез для скоростного резания, применяемые на ленинградском Кировском заводе. На рис. 11 показана фреза с припаянными пластинками твердого сплава к стальному корпусу. Такие фрезы применяют при небольшой ширине фрезерования. Одно из преимуществ фрез с припаянными пластинками — возможность частого расположения зубьев, что важно для плавности работы. Для фрезерования уступов и широких пазов более целесообразно применять дисковые фрезы с вставными твердосплавными ножами. Возможные методы фрезерования уступов На рис. 13 даны три варианта фрезерования уступов на бруске. На рис. 13, а каждый уступ фрезеруется одной трехсторонней дисковой фрезой. Такой метод обычно применяют при обработке малого количества заготовок. На рис. 13, б оба уступа одновременно фрезеруются набором из двух дисковых двухсторонних фрез одинакового диаметра. Рис. 11. Дисковая трехсторонняя фреза с припаянными к корпусу пластинками твердого сплава Рис. 12. Дисковая трехсторонняя фреза со вставными рифлеными ножами На рис. 13, в последовательно обрабатываются оба уступа одной двухсторонней дисковой фрезой на двухпозиционном приспособлении. В зависимости от количества пускаемых одновременно в обработку заготовок (размер партии) каждый из трех изложенных вариантов фрезерования уступов может оказаться наиболее рациональным. Рис. 13. Варианты обработки уступов: Реклама:Читать далее:Фрезерование шпоночных канавок в валах
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 Деталь может иметь один, два и более уступов. Паз — выемка в детали, ограниченная плоскостями или фасонными поверхностями. В зависимости от формы выемки пазы делятся на прямоугольные, Т-образные и фасонные. Пазы любого профиля могут быть сквозными, открытыми или с выходом и закрытыми.
Деталь может иметь один, два и более уступов. Паз — выемка в детали, ограниченная плоскостями или фасонными поверхностями. В зависимости от формы выемки пазы делятся на прямоугольные, Т-образные и фасонные. Пазы любого профиля могут быть сквозными, открытыми или с выходом и закрытыми.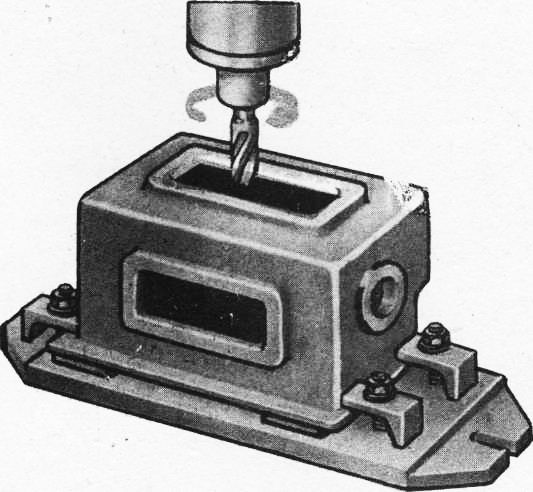 Фрезы со вставными зубьями выполняются трехсторонними (ГОСТ 1669—78). Дисковые пазовые фрезы имеют зубья только на цилиндрической части, их применяют для фрезерования неглубоких пазов. Основным типом дисковых фрез являются трехсторонние. Они имеют зубья на цилиндрической поверхности и на обоих торцах. Их применяют для обработки уступов и более глубоких пазов. Они обеспечивают более высокий класс шероховатости боковых стенок паза или уступа. Для улучшения условий резания дисковые трехсторонние фрезы снабжены наклонными зубьями с переменно чередующимися направлениями канавок, т. е. один зуб имеет правое направление канавки, а другой, смежный с ним, — левое. Поэтому такие фрезы и называют разнонаправленными: Благодаря чередующемуся наклону зубьев осевые составляющие силы резания правых и левых зубьев взаимно уравновешиваются. Эти фрезы имеют зубья и на обоих торцах. Основным недостатком дисковых трехсторонних фрез является уменьшение размера по ширине после первой же переточки по торцу. При использовании регулируемых фрез, состоящих из двух половинок одинаковой толщины с перекрывающими друг друга зубьями в разъеме, после переточки можно восстановить начальный размер.
Фрезы со вставными зубьями выполняются трехсторонними (ГОСТ 1669—78). Дисковые пазовые фрезы имеют зубья только на цилиндрической части, их применяют для фрезерования неглубоких пазов. Основным типом дисковых фрез являются трехсторонние. Они имеют зубья на цилиндрической поверхности и на обоих торцах. Их применяют для обработки уступов и более глубоких пазов. Они обеспечивают более высокий класс шероховатости боковых стенок паза или уступа. Для улучшения условий резания дисковые трехсторонние фрезы снабжены наклонными зубьями с переменно чередующимися направлениями канавок, т. е. один зуб имеет правое направление канавки, а другой, смежный с ним, — левое. Поэтому такие фрезы и называют разнонаправленными: Благодаря чередующемуся наклону зубьев осевые составляющие силы резания правых и левых зубьев взаимно уравновешиваются. Эти фрезы имеют зубья и на обоих торцах. Основным недостатком дисковых трехсторонних фрез является уменьшение размера по ширине после первой же переточки по торцу. При использовании регулируемых фрез, состоящих из двух половинок одинаковой толщины с перекрывающими друг друга зубьями в разъеме, после переточки можно восстановить начальный размер. Это достигается с помощью прокладок соответствующей толщины из медной или латунной фольги, которые помещают в разъем между фрезами.
Это достигается с помощью прокладок соответствующей толщины из медной или латунной фольги, которые помещают в разъем между фрезами.
 Выбор диаметра дисковых фрез
Выбор диаметра дисковых фрез Это следует иметь в виду,’ особенно при обработке точных по ширине пазов.
Это следует иметь в виду,’ особенно при обработке точных по ширине пазов. 6, а) или угольник (рис. 6, б, в), закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп толщиной 3—5 мм во избежание соприкосновения зуба фрезы с закаленной поверхностью установа. Если обработку одной и той же поверхности осуществляют за два прохода (черновой и чистовой), то для установки фрезы от одного и того же габарита применяют щупы разной толщины.
6, а) или угольник (рис. 6, б, в), закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп толщиной 3—5 мм во избежание соприкосновения зуба фрезы с закаленной поверхностью установа. Если обработку одной и той же поверхности осуществляют за два прохода (черновой и чистовой), то для установки фрезы от одного и того же габарита применяют щупы разной толщины.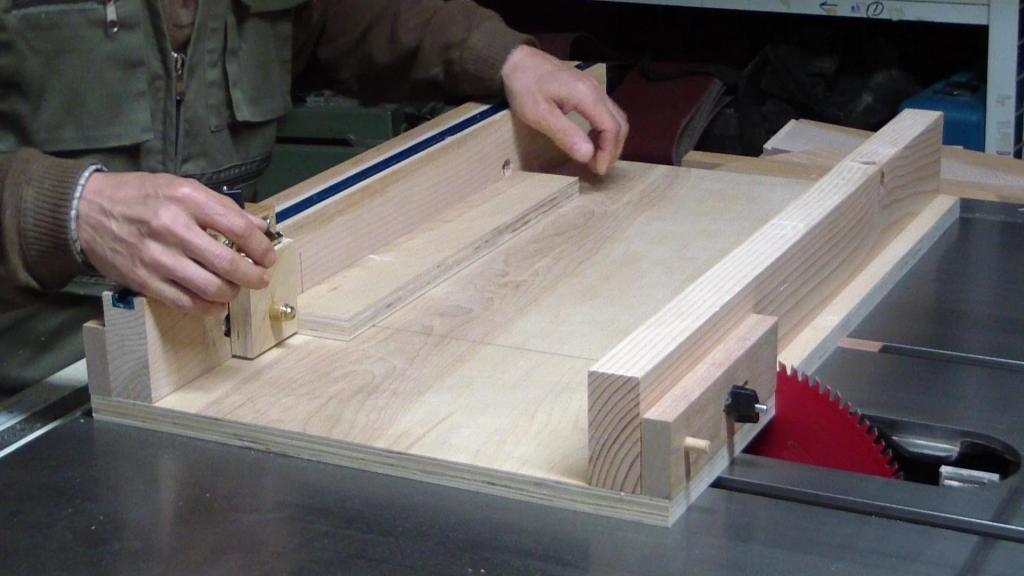 Для точной установки фрез применяют плоскопараллельные концевые меры и индикаторные упоры. На рис. 7 показана схема расположения индикаторных упоров на горизонтально-фрезерном станке для точной установки фрез при поперечных и вертикальных перемещениях стола. Поднимать и опускать стол на заданную величину с помощью такого приспособления можно при ускоренном перемещении, не боясь ошибиться в отсчете.
Для точной установки фрез применяют плоскопараллельные концевые меры и индикаторные упоры. На рис. 7 показана схема расположения индикаторных упоров на горизонтально-фрезерном станке для точной установки фрез при поперечных и вертикальных перемещениях стола. Поднимать и опускать стол на заданную величину с помощью такого приспособления можно при ускоренном перемещении, не боясь ошибиться в отсчете. Фрезы с крупными зубьями используют для черновой обработки.
Фрезы с крупными зубьями используют для черновой обработки. Недостаток мерного инструмента — потеря его номинального размера при износе и после переточек. У концевых фрез после первой же переточки по цилиндрической поверхности искажается размер по диаметру, и они оказываются непригодными для получения точных размеров паза по ширине.
Недостаток мерного инструмента — потеря его номинального размера при износе и после переточек. У концевых фрез после первой же переточки по цилиндрической поверхности искажается размер по диаметру, и они оказываются непригодными для получения точных размеров паза по ширине. При повороте втулки гайкой при слегка отпущенных болтах происходит условное увеличение диаметра фрезы (одно деление на лимбг соответствует увеличению диаметра фрезы на 0,04 мм).
При повороте втулки гайкой при слегка отпущенных болтах происходит условное увеличение диаметра фрезы (одно деление на лимбг соответствует увеличению диаметра фрезы на 0,04 мм).
 На рис. 1,6 показана деталь с прямоугольным пазом, а на рис. 1, в — вилка с фасонным пазом.
На рис. 1,6 показана деталь с прямоугольным пазом, а на рис. 1, в — вилка с фасонным пазом. На рис. 2, д показана такая фреза, у которой зубья, попеременно разнонаправленные, образуют торцовые режущие кромки через зуб.
На рис. 2, д показана такая фреза, у которой зубья, попеременно разнонаправленные, образуют торцовые режущие кромки через зуб.

 Выключить вращение. Застопорить вертикальные и поперечные салазки.
Выключить вращение. Застопорить вертикальные и поперечные салазки. Выберем для обработки вертикально-фрезерный станок 6М12П. Рассмотрим пример фрезерования концевой фрезой двух уступов в бруске для получения ступенчатой шпонки.
Выберем для обработки вертикально-фрезерный станок 6М12П. Рассмотрим пример фрезерования концевой фрезой двух уступов в бруске для получения ступенчатой шпонки. Фрезерование каждого уступа выполняется так, как изложено было при обработке дисковой фрезой.
Фрезерование каждого уступа выполняется так, как изложено было при обработке дисковой фрезой. Следовательно, данная фреза после заточки уже будет непригодной для фрезерования прямоугольного паза в следующей партии деталей. Для сохранения необходимой ширины трехсторонних дисковых фрез после переточки их изготовляют составными с перекрывающими друг друга зубьями, что позволяет регулировать их размер. Для этой цели в разъем такой составной фрезы вставляют прокладки из стальной или медной фольги.
Следовательно, данная фреза после заточки уже будет непригодной для фрезерования прямоугольного паза в следующей партии деталей. Для сохранения необходимой ширины трехсторонних дисковых фрез после переточки их изготовляют составными с перекрывающими друг друга зубьями, что позволяет регулировать их размер. Для этой цели в разъем такой составной фрезы вставляют прокладки из стальной или медной фольги.
.jpg) Обычно после установки фрезы в исходное положение сначала дают небольшую ручную вертикальную подачу, чтобы фреза врезалась на глубину 4—5 мм. После этого включают механическую продольную подачу, давая, как указано стрелкой, движение столу с закрепленной заготовкой вперед и назад, поднимая после каждого двойного хода вручную стол на 4—5 мм, пока паз не будет профрезерован по всей длине.
Обычно после установки фрезы в исходное положение сначала дают небольшую ручную вертикальную подачу, чтобы фреза врезалась на глубину 4—5 мм. После этого включают механическую продольную подачу, давая, как указано стрелкой, движение столу с закрепленной заготовкой вперед и назад, поднимая после каждого двойного хода вручную стол на 4—5 мм, пока паз не будет профрезерован по всей длине. Другим преимуществом является возможность использовать пластинку в работе почти на весь ее размер. Основными недостатками этих фрез являются невозможность регулировать ширину и диаметр, сложность замены зубьев в случае их поломки и трудность напайки.
Другим преимуществом является возможность использовать пластинку в работе почти на весь ее размер. Основными недостатками этих фрез являются невозможность регулировать ширину и диаметр, сложность замены зубьев в случае их поломки и трудность напайки. После фрезерования первого уступа (первая позиция) приспособление поворачивают и ставят во вторую позицию для фрезерования второго уступа. Такой метод обработки требует специального приспособления и применяется при изготовлении партии одинаковых деталей. По сравнению с обработкой по первому методу он дает большую точность и сокращает время на перестановку детали для фрезерования второго уступа, но он менее производителен, чем второй метод.
После фрезерования первого уступа (первая позиция) приспособление поворачивают и ставят во вторую позицию для фрезерования второго уступа. Такой метод обработки требует специального приспособления и применяется при изготовлении партии одинаковых деталей. По сравнению с обработкой по первому методу он дает большую точность и сокращает время на перестановку детали для фрезерования второго уступа, но он менее производителен, чем второй метод.шпоночных на валу, концевой фрезой, канавок, уступов, разрезание дисковой фрезой
Фрезерование пазов
Для обработки пазов фрезерованием подбирают инструмент, форма которого соответствует форме будущего паза: как правило, это фасонные, концевые, дисковые фрезы (рис. 1).
1).
Рис. 1. Схемы фрезерования прямоугольных и фасонных пазов:
а – дисковые трехсторонние фрезы; б – дисковые пазовые или концевые фрезы; г – концевые фрезы; Dr – направление вращения фрезы
Точность при фрезеровании пазов имеет немаловажное значение – пазы являются важным соединительным элементом при различных способах крепления деталей в узлах машин и механизмов. Пазы-выемки могут иметь различную форму (плоскую, фасонную, сквозную, замкнутую, внутреннюю и др.), а также в сечении представлять собой:
- прямоугольник;
- сегмент;
- «ласточкин хвост»;
- Т-образную геометрическую фигуру и др.
Вертикальные фрезерные станки относятся к категории универсальных, обладающих широкими возможностями обработки поверхностей плоской и фасонной формы. Замкнутые пазы на станках этого типа обрабатываются с применением концевых фрез с цилиндрическим или коническим хвостовиком, в зависимости от патрона станка. На заготовке выполняется разметка будущего паза, после этого ее закрепляют в тисках, установленных на столе станка. Диаметр фрезы не должен превышать ширину паза. Параметры резания обеспечиваются за счет продольного и вертикального перемещения стола станка, на котором установлена обрабатываемая деталь. Обработка паза по длине происходит при продольном движении стола. Обеспечение заданной чистоты поверхности боковых сторон выемки-паза происходит в несколько проходов фрезы.
Диаметр фрезы не должен превышать ширину паза. Параметры резания обеспечиваются за счет продольного и вертикального перемещения стола станка, на котором установлена обрабатываемая деталь. Обработка паза по длине происходит при продольном движении стола. Обеспечение заданной чистоты поверхности боковых сторон выемки-паза происходит в несколько проходов фрезы.
Наиболее простая форма пазов – сквозная прямоугольная. Для их обработки лучше использовать дисковые пазовые и трехсторонние (рис. 1, а), а также концевые фрезы (рис. 1, б). Точность резания обеспечивается за счет правильного подбора ширины дисковой фрезы (диаметра концевой фрезы). Фрезерование проводится в несколько проходов, указанные параметры инструментов не должны превышать размеров паза. Следует учитывать, что для осуществления резания необходимо, чтобы винтовые канавки концевой фрезы имели направление, противоположное направлению ее вращения.
Криволинейные профили пазов обрабатывают за один проход фрезы, регулируя направление движения рабочего стола станка в соответствии с вырезаемым профилем. Для повышения точности обработки следует выбирать минимальную скорость подачи, работая при максимальной глубине посадки инструмента.
Для повышения точности обработки следует выбирать минимальную скорость подачи, работая при максимальной глубине посадки инструмента.
Пазы со специальным профилем «Т-образным» и «ласточкин хвост» обрабатываются на вертикальных и горизонтальных фрезерных станках. Для обработки применяют фасонные фрезы соответствующего профиля (Т-образные и угловые). Скорость подачи инструмента при этом невелика – не более 0,03 мм/зуб, при скорости резания от 20 до 25 м/мин. В первом случае для обработки достаточно трех проходов инструмента, во втором – двух.
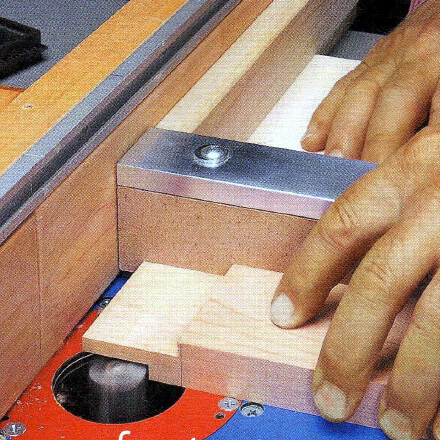
Порядок действий
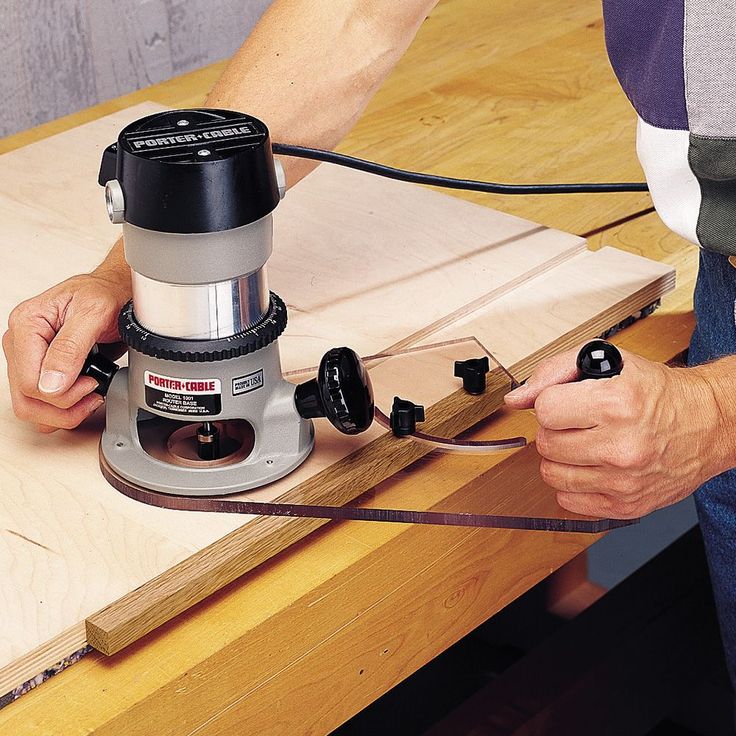
- Точно отрегулируйте упор, после чего приложите заготовку к упорной планке, зафиксируйте.
- Опустите шину-направляющую на заготовку.
- Опустите фрезер на шину.
- Включите фрезер и переместите его до предварительно установленного упора перед заготовкой. При выполнении сквозных пазов переместите его на заданную глубину, а при выполнении врезных пазов – погрузите в заготовку.
Внимание – При включении фрезера фреза не должна соприкасаться с заготовкой.
- Переместите фрезер до установленного ограничителя или, при выполнении сквозных пазов – за кромку заготовки.
Во избежание скалывания древесины на конце заготовки следует использовать деревянную подкладку. Повторяйте эту операцию до тех пор, пока не будет достигнута требуемая глубина паза. При этом изготавливать паз за несколько проходов, предварительно выставленные на револьверном упоре. Можно установить точную глубину паза при последнем проходе с помощью системы точной регулировки фрезера.
Обработка канавок
Особую сложность представляют собой операции фрезерования угловых канавок при изготовлении режущего инструмента. В каждом отдельном случае – при расположении канавок в торце, на цилиндрической или конической части заготовок – следует выбирать специальную конфигурацию фрез (одно- или двухугловых).
В каждом отдельном случае – при расположении канавок в торце, на цилиндрической или конической части заготовок – следует выбирать специальную конфигурацию фрез (одно- или двухугловых).
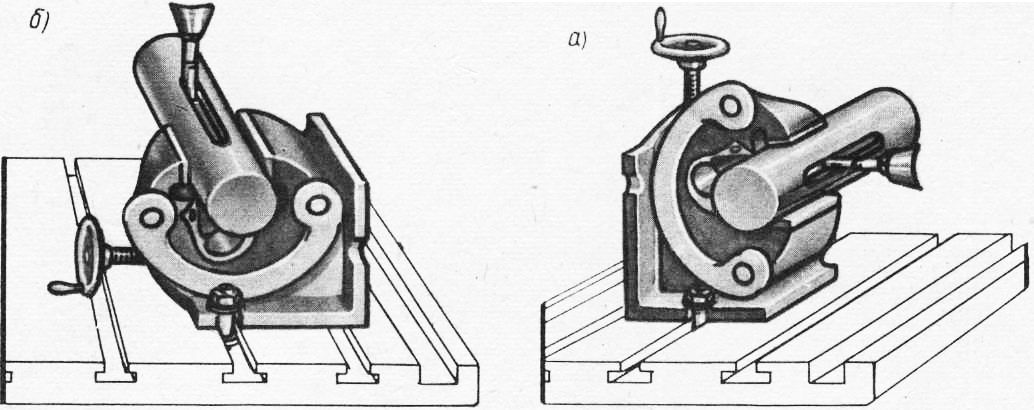
Перед фрезерованием канавок, расположенных на цилиндрической части заготовки с передним углом γ= 0°, положение одноугловой фрезы выставляют по угольнику (рис. 2, а). Вершины зубьев фрезы должны касаться наружной диаметральной поверхности заготовки. После этого вершины зубьев инструмента смещают в поперечном направлении на расстояние, равное половине диаметра заготовки. Можно предварительно отметить на торце заготовки эту линию, находящуюся на вертикальной плоскости, проходящей через центральную ось заготовки (рис. 2, б).
Рис. 2. Схема установок фрез при фрезеровании канавок режущих инструментов:
а, б, в, г – переходы при наладке станка; D – диаметр заготовки; h – глубина фрезерования; x – смещение торца фрезы относительно осевой плоскости заготовки
Если предстоит обработка угловых канавок с передним углом γ˃0, торец одноугловой фрезы располагают на удалении x от диаметральной плоскости (рис.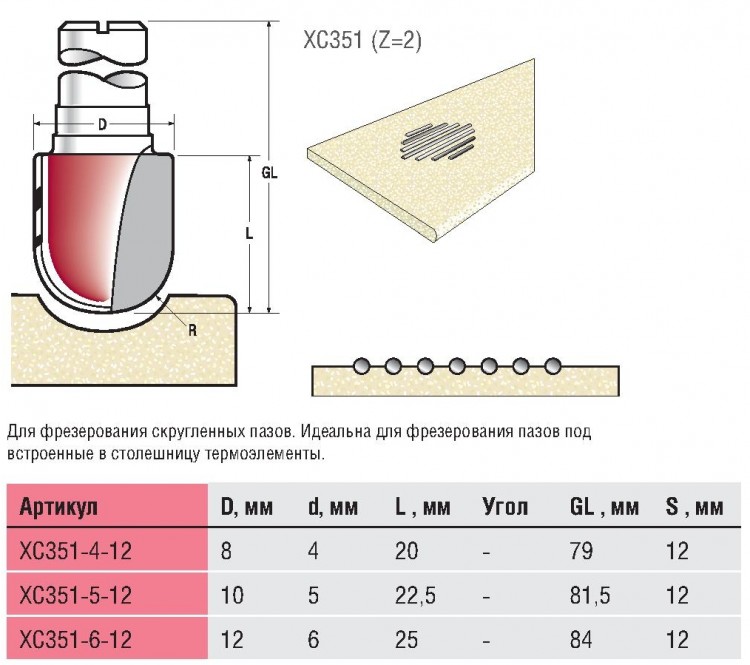 2, в). Искомое удаление определяется по формуле, где D – диаметр заготовки:
2, в). Искомое удаление определяется по формуле, где D – диаметр заготовки:
x = D/(2sinγ),
где D – диаметр заготовки
При обработке угловых канавок двухугловой фрезой, инструмент устанавливают по угольнику аналогично вышеизложенному, затем смещают вершины его зубьев на расстояние x (рис. 2, г), формула которого:
x = D/(2sin(γ+δ) — hsinδ/cosγ),
где D – диаметр заготовки, h — глубина канавки, δ – угол рабочей фрезы, γ – передний угол фрезы. Для нулевого значения γ формула выглядит:
x = (D/2 — /0)sinδ
Для осуществления обработки двухугловой фрезой используют закрепление заготовки:
- на оправке – в центрах станка, с использованием делительной головки;
- непосредственно в центрах станка, с использованием делительной головки.
Таким же образом, при помощи двухугловых фрез нарезаются канавки на конической поверхности заготовок. Для закрепления заготовок используют трехкулачковые патроны. Возможно также крепление заготовок, установленных в оправке, в делительной головке шпинделя станка, или в центрах делительной головки и задней бабки (если задана небольшая конусность).
Фрезерование уступов и пазов. Инструмент — фреза дисковая.
Уступом называют выемку, ограниченную двумя взаимно перпендикулярными плоскостями, образующими ступень. Деталь может иметь один, два, три и более уступов (рис. 72). Паз — выемка в детали, ограниченная плоскостями или фасонными поверхностями. В зависимости от формы выемки пазы делятся на прямоугольные, треугольные, трапецеидальные, Т-образные и фасонные (рис. 73, а, б, в, г, д, е). Пазы любого профиля могут быть сквозными (рис. 74, а), открытыми или с выходом (рис. 74, б) и закрытыми (рис. 74, в). Обработка уступов и пазов является одной из операций, выполняемых на фрезерных станках. К обработанным фрезерованием уступам и пазам предъявляют различные технические требования в зависимости от назначения, серийности производства, точности размеров, точности расположения и шероховатости поверхности. Все эти требования оказывают влияние на выбор метода обработки. Фрезерование уступов и пазов производят дисковыми концевыми фрезами, а также набором дисковых фрез. Кроме того, уступы можно фрезеровать торцовыми фрезами.
Кроме того, уступы можно фрезеровать торцовыми фрезами.
Фрезерование пазов и уступов дисковыми фрезами
Фреза дисковая
Дисковые фрезы предназначены для обработки плоскостей, уступов и пазов. Различают дисковые фрезы цельные и со вставными зубьями. Цельные дисковые фрезы делятся на пазовые (рис. 75, а по ГОСТ 3964 — 69), пазовые затылованные (рис. 75, г по ГОСТ 8543 — 71), трехсторонние с прямыми зубьями (рис. 75, б по ГОСТ 3755 — 69), трехсторонние с разнонаправленными мелкими и нормальными зубьями (рис. 75, в по ГОСТ 8474 — 60). Фрезы со вставными зубьями выполняются трехсторонними по ГОСТ 1669 — 69 (рис. 76). Дисковые пазовые фрезы имеют зубья только на цилиндрической части, их применяют для фрезерования неглубоких пазов. Основным типом дисковых фрез являются трехсторонние. Трехсторонняя фреза дисковая имеет зубья на цилиндрической поверхности и на обоих торцах. Их применяют для обработки уступов и более глубоких пазов. Они обеспечивают более высокий класс чистоты боковых стенок паза или уступа. Для улучшения условий резания дисковые трехсторонние фрезы снабжаются наклонными зубьями с переменно чередующимся направлением канавок, т. е. один зуб имеет правое направление канавки, а другой, смежный с ним, — левое. Поэтому такие фрезы и называют разнонаправленными. Благодаря чередующемуся наклону зубьев осевые составляющие силы резания правых и левых зубьев взаимно уравновешиваются. Эти фрезы имеют зубья и на обоих торцах. Основным недостатком дисковых трехсторонних фрез является уменьшение размера по ширине после первой же переточки по торцу. При использовании регулируемых фрез, состоящих из двух половинок одинаковой толщины с перекрывающими друг друга зубьями в разъеме, после переточки можно восстановить начальный размер. Это достигается с помощью
Для улучшения условий резания дисковые трехсторонние фрезы снабжаются наклонными зубьями с переменно чередующимся направлением канавок, т. е. один зуб имеет правое направление канавки, а другой, смежный с ним, — левое. Поэтому такие фрезы и называют разнонаправленными. Благодаря чередующемуся наклону зубьев осевые составляющие силы резания правых и левых зубьев взаимно уравновешиваются. Эти фрезы имеют зубья и на обоих торцах. Основным недостатком дисковых трехсторонних фрез является уменьшение размера по ширине после первой же переточки по торцу. При использовании регулируемых фрез, состоящих из двух половинок одинаковой толщины с перекрывающими друг друга зубьями в разъеме, после переточки можно восстановить начальный размер. Это достигается с помощью
прокладок соответствующей толщины из медной или латунной фольги, которые помещают в разъем между фрезами. Дисковые фрезы со вставными ножами, оснащенными пластинками твердого сплава, бывают трехсторонние по ГОСТ 5348 — 69 (рис. 77, а) и двусторонние по ГОСТ 6469 — 69 (рис. 77, б). Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двусторонние — для фрезерования уступов и плоскостей. Крепление вставных ножей 2 в корпус 1 у обоих типов фрез осуществляется при помощи осевых рифлений и клина 3 с углом 5°. Достоинством такого способа крепления вставных ножей является возможность компенсации износа и слоя, снятого при переточке. Восстановление размера по диаметру достигается перестановкой ножей на одно или несколько рифлений, а по ширине — соответствующим выдвижением ножей. Трехсторонние фрезы имеют ножи с попеременно чередующимся наклоном с углом 10°, у двусторонних — в одном направлении с углом наклона 10° (для праворежущих и леворежущих фрез). Применение дисковых трехсторонних фрез с пластинками твердых сплавов дает наиболее высокую производи-
77, а) и двусторонние по ГОСТ 6469 — 69 (рис. 77, б). Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двусторонние — для фрезерования уступов и плоскостей. Крепление вставных ножей 2 в корпус 1 у обоих типов фрез осуществляется при помощи осевых рифлений и клина 3 с углом 5°. Достоинством такого способа крепления вставных ножей является возможность компенсации износа и слоя, снятого при переточке. Восстановление размера по диаметру достигается перестановкой ножей на одно или несколько рифлений, а по ширине — соответствующим выдвижением ножей. Трехсторонние фрезы имеют ножи с попеременно чередующимся наклоном с углом 10°, у двусторонних — в одном направлении с углом наклона 10° (для праворежущих и леворежущих фрез). Применение дисковых трехсторонних фрез с пластинками твердых сплавов дает наиболее высокую производи-
тельность при обработке пазов и уступов. Дисковая фреза лучше «выдерживает» размер, чем концевая. Выбор типа и размера дисковых фрез. Тип и размер дисковой фрезы выбирают в зависимости от размеров обрабатываемых поверхностей и материала заготовки. Для заданных условий обработки выбирается тип фрезы, материал режущей части и основные размеры — D, В, d и Z. Для фрезерования легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным и крупным зубом. Обработку труднообрабатываемых материалов и при фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубьями. Диаметр фрезы следует выбирать минимально возможным, так как чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость. Кроме того, с увеличением диаметра фрезы возрастает ее стоимость. Как видно на рис. 78, при глубине фрезерования t и гарантированном зазоре между установочным кольцом и заготовкой в пределах (6-8) мм должно быть выполнено условие
Для заданных условий обработки выбирается тип фрезы, материал режущей части и основные размеры — D, В, d и Z. Для фрезерования легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным и крупным зубом. Обработку труднообрабатываемых материалов и при фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубьями. Диаметр фрезы следует выбирать минимально возможным, так как чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость. Кроме того, с увеличением диаметра фрезы возрастает ее стоимость. Как видно на рис. 78, при глубине фрезерования t и гарантированном зазоре между установочным кольцом и заготовкой в пределах (6-8) мм должно быть выполнено условие
откуда получим выражение для выбора минимального диаметра фрезь
где d1 — диаметр ступицы фрезы (установочного кольца). В табл. 5 приведена зависимость диаметра ступицы фрезы d1 от диаметра d отверстия для дисковых фрез.
Наладку и настройку станка на фрезерование уступов дисковыми фрезами поясним на примере обработки уступов призмы (рис. 79, а, б). Выбор типоразмера дисковой фрезы зависит от размеров уступа, марки обрабатываемого материала, мощности электродвигателя станка и других условий. Фрезерование уступов дисковыми фрезами, как указывалось выше, обычно производят двусторонней дисковой фрезой. Однако в нашем случае следует выбрать трехстороннюю фрезу, так как надо поочередно обработать по одному уступу с каждой стороны призмы (рис. 80, а, б). Выбираем трехстороннюю фрезу со вставными ножами по ГОСТ 5348 — 69, оснащенными пластинками твердого сплава Т15К6. Диаметр фрезы D = 100 мм, ширина В=18 мм, число зубьев z = 8. При фрезеровании пазов и уступов тиски должны быть выверены с помощью рейсмуса или индикатора со стойкой и закреплены. Установку и закрепление заготовки производим в машинных тисках с подкладкой. Закрепление дисковой фрезы на оправке производят так же, как и цилиндрической. Режимы фрезерования выбирают либо по справочникам, если они не указаны в операционных картах, либо непосредственно по операционным или инструкционным картам. Режим фрезерования для нашего случая: В = 13 мм, t = 4 мм, sz = = 0,06 мм/зуб, v=335 м/мин. По графику (см. рис. 48) определяем число оборотов шпинделя станка — 1000 об/мин. По графику (см. рис. 49) определяем минутную подачу — sM = = 500 мм/мин. Затем производят настройку станка на требуемое число оборотов шпинделя станка и требуемую минутную подачу. Фрезерование каждого уступа состоит из следующих основных приемов: 1. Нажатием кнопки «Пуск» включить электродвигатель и шпиндель станка в направлении, противоположном направлению винтовой канавки фрезы.
Режим фрезерования для нашего случая: В = 13 мм, t = 4 мм, sz = = 0,06 мм/зуб, v=335 м/мин. По графику (см. рис. 48) определяем число оборотов шпинделя станка — 1000 об/мин. По графику (см. рис. 49) определяем минутную подачу — sM = = 500 мм/мин. Затем производят настройку станка на требуемое число оборотов шпинделя станка и требуемую минутную подачу. Фрезерование каждого уступа состоит из следующих основных приемов: 1. Нажатием кнопки «Пуск» включить электродвигатель и шпиндель станка в направлении, противоположном направлению винтовой канавки фрезы.
2. Подвести заготовку ручным перемещением стола рукоятками продольного, поперечного и вертикального перемещений под вращающуюся фрезу до легкого касания боковыми режущими кромками заготовки. Затем вращением рукоятки вертикальной подачи опустить стол до выхода фрезы за габариты обрабатываемой заготовки. Далее вращением рукоятки поперечной подачи передвинуть заготовку в направлении фрезы на 13 мм, пользуясь лимбом поперечной подачи. Поднять стол до легкого касания вращающейся фрезой верхней плоскости заготовки. Вращением рукоятки продольной подачи вывести заготовку из-под фрезы, выключить станок и поднять стол на 4 мм, пользуясь лимбом вертикальной подачи. Застопорить вертикальные и поперечные салазки. 3. Установить кулачки механического выключения продольной подачи стола на длину фрезерования. Включить вновь вращение шпинделя, подать вручную заготовку вращением рукоятки продольной подачи стола по направлению к вращающейся фрезе, включить механическую продольную подачу и произвести фрезерование первого уступа (см. рис. 80, а). Выключить станок, не производя перемещений стола. Проверить размер обработанного уступа по ширине и глубине с помощью штангенциркуля. Если размер выдержан неточно, следует исправить дефекты обработки. 4. Порядок установки фрезы относительно заготовки при обработке второго уступа (см. рис. 80, б) зависит от того, какой из размеров надо выдержать точно (размер 13 мм или размер выступа между уступами 89 мм).
Поднять стол до легкого касания вращающейся фрезой верхней плоскости заготовки. Вращением рукоятки продольной подачи вывести заготовку из-под фрезы, выключить станок и поднять стол на 4 мм, пользуясь лимбом вертикальной подачи. Застопорить вертикальные и поперечные салазки. 3. Установить кулачки механического выключения продольной подачи стола на длину фрезерования. Включить вновь вращение шпинделя, подать вручную заготовку вращением рукоятки продольной подачи стола по направлению к вращающейся фрезе, включить механическую продольную подачу и произвести фрезерование первого уступа (см. рис. 80, а). Выключить станок, не производя перемещений стола. Проверить размер обработанного уступа по ширине и глубине с помощью штангенциркуля. Если размер выдержан неточно, следует исправить дефекты обработки. 4. Порядок установки фрезы относительно заготовки при обработке второго уступа (см. рис. 80, б) зависит от того, какой из размеров надо выдержать точно (размер 13 мм или размер выступа между уступами 89 мм). Так как в нашем примере задан размер 13 мм, то порядок обработки второго уступа будет точно такой же, как и первого. Если бы требовалось выдержать размер выступа по длине, то после обработки первого уступа обработку второго уступа можно проводить по одному из двух вариантов в зависимости от длины выступа. При сравнительно короткой длине выступа следует возвратить стол в исходное положение до выхода фрезы за габариты обрабатываемой заготовки. Затем переместить стол в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, и профрезеровать второй уступ. Последовательность обработки по второму варианту дадим лишь в общем виде. Так как в нашем случае ширина выступа составляет 89 мм, а ширина фрезы равна 18 мм, то для перемещения стола в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, т. е. на 89+18 = = 107 мм, потребовалось бы сделать свыше 17 оборотов лимба поперечной подачи (при шаге винта поперечной подачи t = 6 мм). Поэтому в таких случаях получения точного размера выступа можно достичь путем фрезерования за два перехода — предварительный и окончательный.
Так как в нашем примере задан размер 13 мм, то порядок обработки второго уступа будет точно такой же, как и первого. Если бы требовалось выдержать размер выступа по длине, то после обработки первого уступа обработку второго уступа можно проводить по одному из двух вариантов в зависимости от длины выступа. При сравнительно короткой длине выступа следует возвратить стол в исходное положение до выхода фрезы за габариты обрабатываемой заготовки. Затем переместить стол в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, и профрезеровать второй уступ. Последовательность обработки по второму варианту дадим лишь в общем виде. Так как в нашем случае ширина выступа составляет 89 мм, а ширина фрезы равна 18 мм, то для перемещения стола в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, т. е. на 89+18 = = 107 мм, потребовалось бы сделать свыше 17 оборотов лимба поперечной подачи (при шаге винта поперечной подачи t = 6 мм). Поэтому в таких случаях получения точного размера выступа можно достичь путем фрезерования за два перехода — предварительный и окончательный. Предварительное фрезерование можно производить по разметке, оставляя припуск по длине выступа на окончательное фрезерование в пределах 1 — 2 мм. После предварительного фрезерования произвести измерение длины выступа и в соответствии с полученным размером, определить число делений, на которое следует повернуть лимб поперечной подачи, не нарушая установки по высоте, и произвести окончательное фрезерование второго уступа. Второй вариант обработки уступов в единичном и мелкосерийном производстве является предпочтительным. Наладка станка на фрезерование сквозных прямоугольных пазов дисковыми фрезами. При фрезеровании уступов точность размера уступа по ширине не зависит от ширины фрезы. Необходимо выполнять лишь одно условие: ширина фрезы должна быть больше ширины уступа (по возможности не более чем на 3 — 5 мм). При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, если биение торцовых зубьев фрезы равно нулю. При наличии биения зубьев фрезы размер профрезерованного такой фрезой паза будет соответственно больше размера ширины фрезы.
Предварительное фрезерование можно производить по разметке, оставляя припуск по длине выступа на окончательное фрезерование в пределах 1 — 2 мм. После предварительного фрезерования произвести измерение длины выступа и в соответствии с полученным размером, определить число делений, на которое следует повернуть лимб поперечной подачи, не нарушая установки по высоте, и произвести окончательное фрезерование второго уступа. Второй вариант обработки уступов в единичном и мелкосерийном производстве является предпочтительным. Наладка станка на фрезерование сквозных прямоугольных пазов дисковыми фрезами. При фрезеровании уступов точность размера уступа по ширине не зависит от ширины фрезы. Необходимо выполнять лишь одно условие: ширина фрезы должна быть больше ширины уступа (по возможности не более чем на 3 — 5 мм). При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, если биение торцовых зубьев фрезы равно нулю. При наличии биения зубьев фрезы размер профрезерованного такой фрезой паза будет соответственно больше размера ширины фрезы. Это следует иметь в виду, особенно при обработке точных по ширине пазов. Установка на глубину резания может осуществляться по разметке. Для четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченной чертилкой рейсмуса линии кернером наносят углубления (керны). Установку на глубину резания по линии разметки осуществляют пробными проходами. При этом следят за тем, чтобы фреза срезала припуск только на половину углублений от кернера. При наладке станка на обработку пазов очень важно правильно установить фрезу относительно обрабатываемой заготовки. В том случае, когда заготовку устанавливают в специальном приспособлении, ее положение относительно фрезы определяется самим приспособлением.
Это следует иметь в виду, особенно при обработке точных по ширине пазов. Установка на глубину резания может осуществляться по разметке. Для четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченной чертилкой рейсмуса линии кернером наносят углубления (керны). Установку на глубину резания по линии разметки осуществляют пробными проходами. При этом следят за тем, чтобы фреза срезала припуск только на половину углублений от кернера. При наладке станка на обработку пазов очень важно правильно установить фрезу относительно обрабатываемой заготовки. В том случае, когда заготовку устанавливают в специальном приспособлении, ее положение относительно фрезы определяется самим приспособлением.
В том случае, когда обработка производится без специального приспособления, задача усложняется и решение ее зависит прежде всего от того, какие размеры должны быть выдержаны при обработке паза. Поясним это на примере. Допустим, требуется профрезеровать прямоугольный паз шириной b с размерами а и h, определяющими его положение на детали. На рис. 81 размер h отсчитывается от верхней плоскости заготовки, а на рис. 82 размер h задается от нижней опорной поверхности заготовки.
На рис. 81 размер h отсчитывается от верхней плоскости заготовки, а на рис. 82 размер h задается от нижней опорной поверхности заготовки.
Порядок установки дисковой фрезы в первом случае (см. рис. 81) следующий. Вращающуюся фрезу подвести к боковой поверхности обрабатываемой заготовки до касания в виде следа (положение I). Затем опустить стол так, чтобы фреза оказалась выше верхней поверхности
заготовки и переместить его рукояткой поперечной подачи на размер а. Затем поднять стол на высоту, при которой фреза оставит легкий след на верхней поверхности детали. Далее, надо продвинуть стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и, подняв стол на размер h, включить продольную подачу и отфрезеровать паз (положение II). Порядок установки на размер h, заданный от основания детали (см. рис. 82). Поднять стол до соприкосновения фрезы с поверхностью стола, если деталь установлена непосредственно на столе, или до соприкосновения с опорой, если деталь установлена в приспособлении (положение I).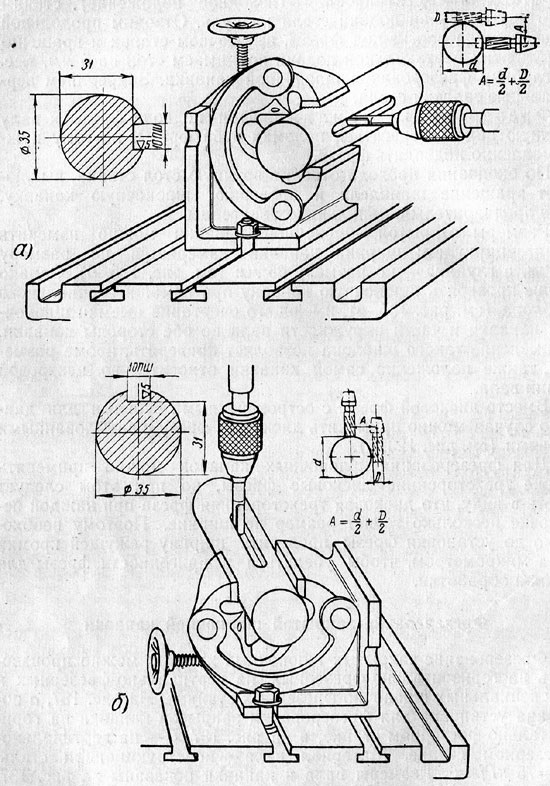 Затем опустить стол на размер h (положение II). После этого включить вращение фрезы и переместить стол до соприкосновения фрезы с обрабатываемой заготовкой и образования слабого следа от фрезы (положение III). Продвинуть теперь стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и переместить стол рукояткой поперечной подачи на размер а (положение IV). Включить продольную подачу и произвести фрезерование паза.
Затем опустить стол на размер h (положение II). После этого включить вращение фрезы и переместить стол до соприкосновения фрезы с обрабатываемой заготовкой и образования слабого следа от фрезы (положение III). Продвинуть теперь стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и переместить стол рукояткой поперечной подачи на размер а (положение IV). Включить продольную подачу и произвести фрезерование паза.
Если вместо размера а в обоих случаях был бы задан размер с, то перемещение стола в поперечном направлении следовало бы производить на величину с+В, где В — ширина фрезы. Точную установку фрез на заданную глубину производят с помощью специальных установок или габаритов, предусмотренных в приспособлении. На рис. 83 приведены схемы установки фрез на размер с помощью установов. Габарит 1 представляет собой стальную закаленную пластинку (рис. 83, а) или угольник (рис. 83, б, в), закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп 2 толщиной 3 — 5 мм, во избежание соприкосновения зуба фрезы 3 с закаленной поверхностью установа.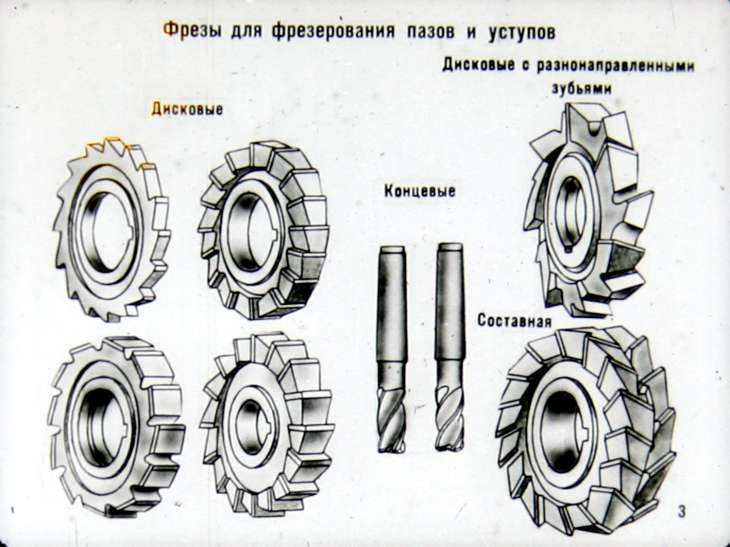
Если обработку одной и той же поверхности производят за два перехода (черновой и чистовой), то для установки фрезы от одного и того же габарита применяют щупы разной толщины.
Автор — nastia19071991
Обработка шпоночных пазов
Для нарезки шпоночных пазов (сквозных, открытых, полузакрытых или закрытых) заготовки устанавливаются в призмах (в зависимости от длины детали выбираются одна или две призмы для крепления). В конструкции основания призмы предусмотрен специальный шип, который фиксирует призму в пазу стола станка (рис. 3). Форма пазов может быть различной, в соответствии с формой шпонок, в том числе:
- призматической;
- клиновой;
- сегментной и пр.
Рис. 3. Установка призмы на столе станка
Открытые пазы, расположенные по окружности, удобно нарезать с помощью дисковых фрез. Радиус дисковой фрезы подбирается в соответствии с радиусом вырезаемой канавки-паза.
При расположении паза вдоль оси детали используют пазовые затылованные, концевые (шпоночные) фрезы. При необходимости нарезания сегментных пазов работы ведутся при помощи концевых и насадных фрез, с использованием вертикальных и горизонтальных фрезерных станков. Движение заготовки – продольное, фрезы – радиальное, по направлению к центру детали (рис. 4).
При необходимости нарезания сегментных пазов работы ведутся при помощи концевых и насадных фрез, с использованием вертикальных и горизонтальных фрезерных станков. Движение заготовки – продольное, фрезы – радиальное, по направлению к центру детали (рис. 4).
Рис. 4. Фрезерование шпоночных пазов:
а – дисковыми фрезами с вертикальным или поперечным движение подачи; б – шпоночными фрезами с маятниковым движением подачи; Dr– направление движения резания; h – глубина фрезерования; Da – диаметр концевой фрезы; t- припуск, снимаемый за один проход инструмента
Расстояние S, преодолеваемое шпоночной фрезой, должно быть не более чем 0,02-0,04 мм/зуб при скорости V не более 15-20 м/мин Для дисковых пазовых фрез, соответственно, 0,03-0,06 мм/зуб и 25-40 м/мин.
Точное фрезерование шпоночных пазов может быть получено с использованием шпоночно-фрезерных станков. Глубина фрезерования при обработке на таком специальном оборудовании составляет от 0,2 до 0,4 мм. Обработка паза ведется в два прохода при одинаковой глубине резания, в прямом и обратном направлении. Такой способ фрезерования получил название маятникового.
Такой способ фрезерования получил название маятникового.
Решение
Прямые пазы можно легко и быстро выполнить с помощью вертикального фрезера (моделей FESTOOL OF 1010 или OF 1400 или OF 2200) и шин-направляющих в сочетании с многофункциональным столом MFT/3. Пазы могут иметь самую различную ширину. Для этого предлагаются пазовые фрезы разного диаметра. Самые ходовые размеры от 3 до 30 мм.
В данном примере описывается процесс выполнения сквозных, несквозных и врезных пазов.
Как фрезеровать уступы
Формирование уступов на заготовках различных деталей может успешно выполняться на вертикальных и горизонтальных фрезерных станках. Технологической картой изготовления деталей могут быть предусмотрено использование различных видов фрез, в зависимости от требуемой формы и размеров детали, площади ее поверхности. При значительных размерах обрабатываемой поверхности предпочтение отдается торцовым фрезам (рис. 5, г). В остальных случаях применяют дисковые, а также концевые фрезы. Для одновременной обработки двух уступов на одной детали используют комплект из дисковых фрез, установленных на одной цилиндрической оправке (рис. 5, а-в).
Для одновременной обработки двух уступов на одной детали используют комплект из дисковых фрез, установленных на одной цилиндрической оправке (рис. 5, а-в).
Дисковую фрезу необходимо подбирать таким образом, чтобы ширина обрабатываемого уступа была меньше ширины фрезы на 5-6 мм, это облегчит обработку и обеспечит расчетную точность поверхности.
Рис. 5. Схема обработки уступов:
а – дисковыми фрезами; б – концевыми фрезами; в – набором фрез; г – торцовыми фрезами; Dr– направление движения резания
Дисковую фрезу с крупными (или нормальными) зубьями используют для фрезерования материалов, легко поддающихся обработке. В этом случае можно задавать большую глубину резания. Детали из труднообрабатываемых материалов фрезеруют с использованием инструмента с мелкими или нормальными зубьями.
В случаях, когда два уступа расположены на детали симметрично, их можно обработать поочередно, используя станки с двухпозиционными поворотными столами. Для этого, обработав первый уступ, стол разворачивают вместе с закрепленной на нем деталью на 180°и обрабатывают следующий уступ.
Отрезка заготовок. Нарезание глубоких пазов
Отрезку частей заготовок и нарезание глубоких пазов проводят с использованием отрезных (прорезных) фрез. При выполнении этих операций следует помнить, что выбор тонкой фрезы большого диаметра может привести к искривлению и нарушению формы отрезаемой заготовки. Это связано с уменьшенной жесткостью фрезы, поэтому при подборе отрезного (прорезного) инструмента следует отдавать предпочтение инструменту с минимально возможным диаметром. Учитывается при этом и скорость резания, различная для разрезания заготовок из различных материалов. Так, для резки стальных деталей скорость резания составляет от 24 до 60м/мин, для серого чугуна – от 12 до 65 м/мин, для ковкого чугуна – от 27 до 75 м/мин.
Крепят детали при разрезании, как правило, в тисках. Листовой металл разрезают с использованием подачи S от 0,01 до 0,08 мм/зуб. Материал фрезы – быстрорежущая сталь.
Рис. 6. Разрезание заготовок:
Dr– направление движения резания
Фрезерование пазов концевой фрезой
Фрезерование пазов концевой фрезой производится на вертикально- и горизонтально-фрезерных станках.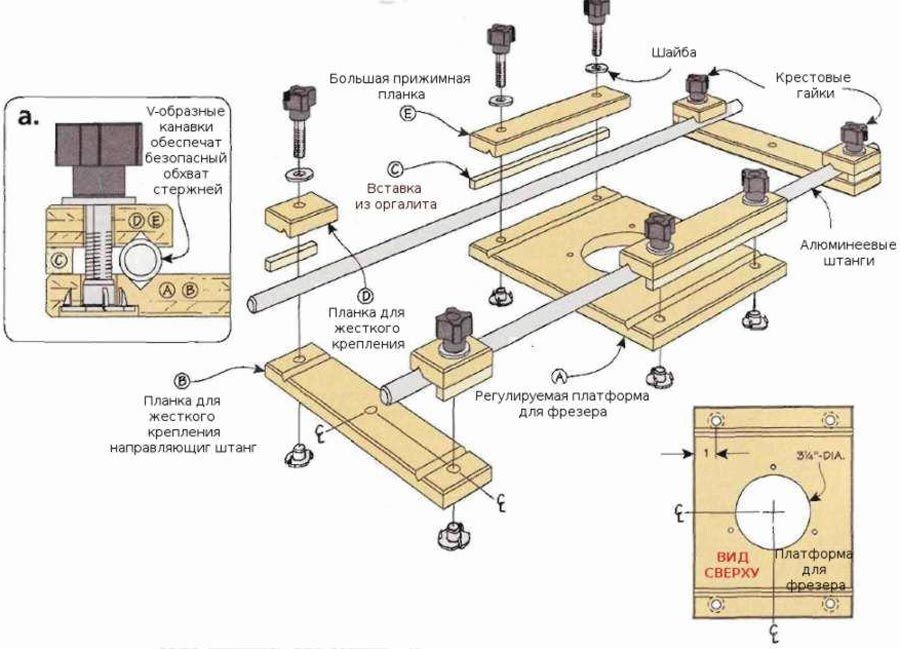
Концевые фрезы изготовляются из быстрорежущей стали диаметром 3—20 мм с цилиндрическим хвостовиком (ГОСТ 17025—71) (рис. 53, а), диаметром 10—63 мм с коническим хвостовиком (ГОСТ 17026—71) (рис. 53,6). Они предназначаются для обработки плоскостей, уступов, выступов и пазов. Концевые фрезы изготовляются с нормальными и крупными зубьями. Фрезы с нормальными зубьями применяют при получистовой и чистовой обработке пазов, фрезы с крупными зубьями используют для черновой обработки.
Концевые фрезы обдирочные с затылованными зубьями (ГОСТ 4675—71) и концевые фрезы обдирочные с коническим хвостовиком (ГОСТ 15086—69) предназначены для черновйй обработки заготовок, полученных литьем, ковкой. Для обработки уступов, выступов, фрезерования выемок корпусных деталей и т. д. применяют длинные концевые цилиндрические фрезы (СТ СЭВ 110—79) диаметром 4— 5 мм и длиной режущей части 19—90 мм (с цилиндрическим хвостовиком) и диаметром 10—63 мм с длиной режущей части 45—180 мм (с коническим хвостовиком).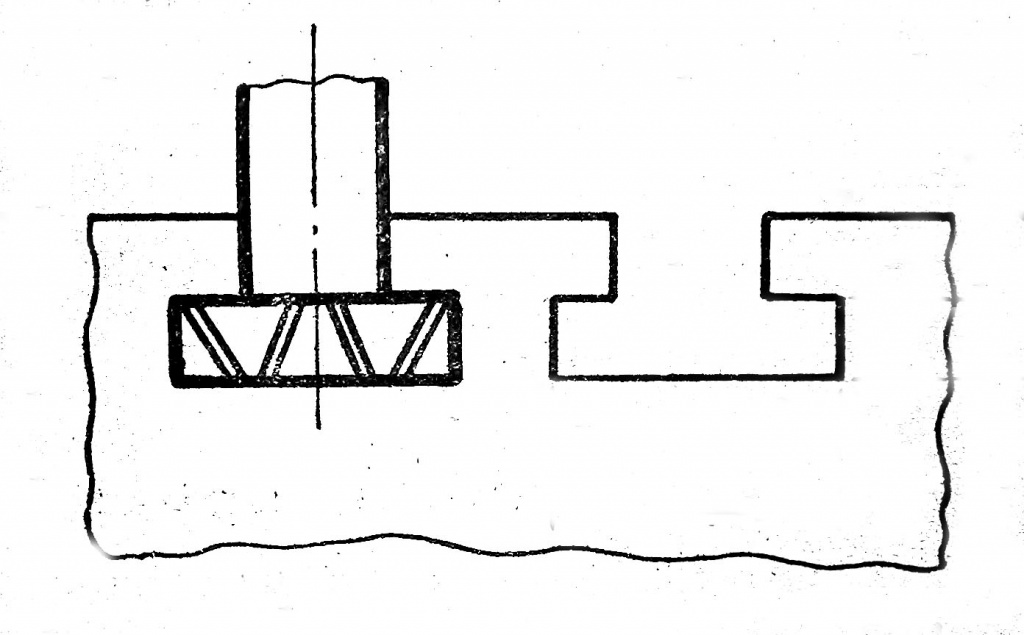
Концевые твердосплавные фрезы изготовляют двух типов: с цилиндрическим хвостовиком диаметром 10— 20 мм (ГОСТ 20538—75) и с коническим хвостовиком диаметром 12—50 мм (СТ СЭВ 111—79). Инструментальные заводы выпускают также цельные твердосплавные концевые фрезы диаметром 3—10 мм и концевые фрезы с целой твердосплавной рабочей частью, впаянной в стальной конический хвостовик; диаметр фрез 14—18 мм, число зубьев — 3. Применение твердосплавных фрез особенно эффективно при фрезеровании пазов в заготовках из закаленных и труднообрабатываемых сталей.
Точность пазов, по ширине при обработке их мерным инструментом, каким являются дисковые и концевые фрезы, в значительной степени зависит от точности применяемых фрез, а также от точности, жесткости фрезерных станков и от биения фрезы после закрепления в шпинделе. Недостаток мерного инструмента — потеря его номинального размера из-за износа и после переточек. У концевых фрез после первой же переточки по цилиндрической поверхности искажается размер по диаметру, и они оказываются непригодными для получения точных размеров паза по ширине.
Получить точный размер по ширине паза можно его обработкой за два перехода: черновой и чистовой. При втором переходе фреза будет лишь калибровать паз по ширине.
В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентриситетом. На рис. 54 показан цанговый патрон, в корпусе которого расточено отверстие эксцентрично на 0,3 мм относительно его хвостовика 5. В это отверстие вставляется втулка под цанги 1 с таким же эксцентриситетом относительно внутреннего диаметра. Втулка крепится к корпусу двумя болтами 3. При повороте втулки гайкой 2 при слегка отпущенных болтах происходит условное увеличение диаметра фрезы (одно деление на лимбе 4 соответствует увеличению диаметра фрезы на 0,04 мм).
При фрезеровании пазов концевой фрезой стружку необходимо отводить вверх по винтовой канавке, чтобы она не портила обработанной поверхности и не вызывала поломки зуба фрезы. Это возможно в том случае, когда направление винтовой канавки совпадает с направлением вращения фрезы (табл. 2). Однако осевая составляющая силы резания Р, при этом направлена вниз и выталкивает фрезу из гнезда шпинделя. Поэтому при обработке пазов крепление фрезы приходится выполнять более надежно, чем при обработке открытой плоскости концевой фрезой. Направление вращения фрезы и винтовой канавки, как и в случае обработки торцовыми и цилиндрическими фрезами, должно быть разноименным, так как в этом случае осевая составляющая силы резания будет направлена в сторону гнезда шпинделя и стремится затянуть оправку с фрезой в гнездо шпинделя.
2). Однако осевая составляющая силы резания Р, при этом направлена вниз и выталкивает фрезу из гнезда шпинделя. Поэтому при обработке пазов крепление фрезы приходится выполнять более надежно, чем при обработке открытой плоскости концевой фрезой. Направление вращения фрезы и винтовой канавки, как и в случае обработки торцовыми и цилиндрическими фрезами, должно быть разноименным, так как в этом случае осевая составляющая силы резания будет направлена в сторону гнезда шпинделя и стремится затянуть оправку с фрезой в гнездо шпинделя.
Помимо обработки уступов и пазов концевые фрезы применяются для выполнения других работ на вертикально- и горизонтально-фрезерных станках. Концевые фрезы применяются для обработки открытых плоскостей: вертикальных, горизонтальных и наклонных. Приемы обработки плоскостей концевыми фрезами ничем не отличаются от приемов обработки уступов и пазов. Концевыми фрезами можно обрабатывать различные выемки (гнезда). (Фрезерование выемок в заготовке производится по разметке. Целесообразно сначала произвести предварительное фрезерование контура выемки (не доходя до линий разметки), а затем—окончательное фрезерование контура.
Целесообразно сначала произвести предварительное фрезерование контура выемки (не доходя до линий разметки), а затем—окончательное фрезерование контура.
В тех случаях, когда требуется фрезеровать окно, а не выемку, необходимо под заготовку подложить соответствующую подкладку, чтобы не повредить тиски в момент выхода концевой фрезы.
Таблица 2. Выбор направления вращения шпинделя
| Характер обработки | Эскиз | Направление винтовой канавки фрезы | Направление вращения шпинделя |
| Фрезерование пазов | Правое | Правое | |
| Левое | Левое | ||
| Фрезерование плоскостей | Правое | Левое | |
| Левое | Правое |
Фрезерование уступов и пазов.
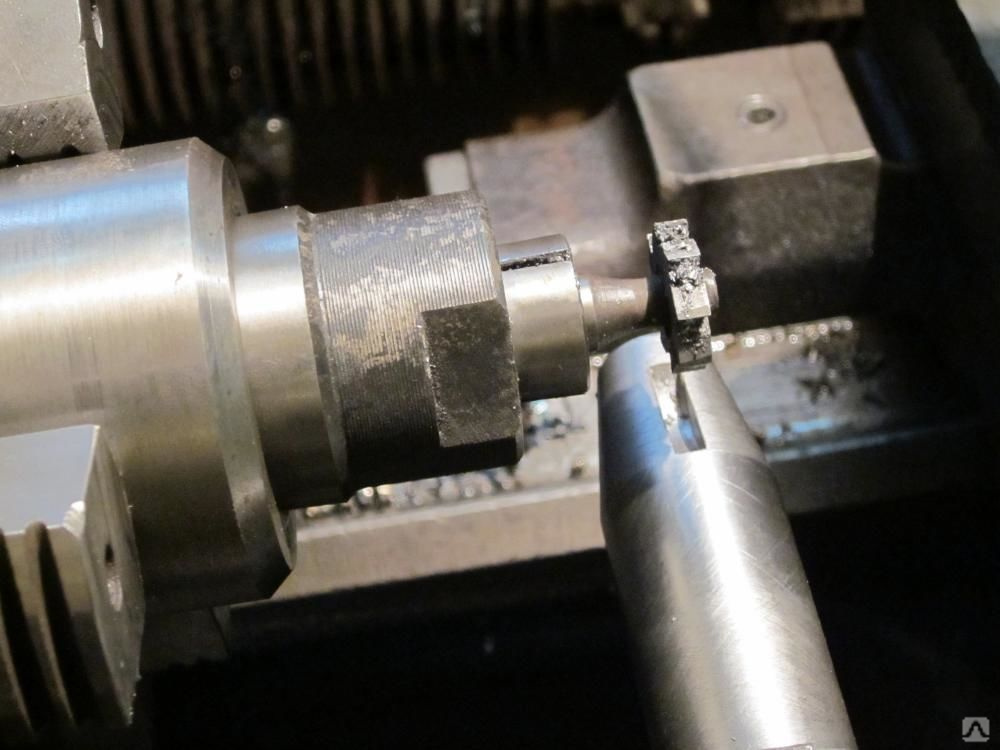 Инструмент — фреза дисковая.
Инструмент — фреза дисковая.
Уступом называют выемку, ограниченную двумя взаимно перпендикулярными плоскостями, образующими ступень. Деталь может иметь один, два, три и более уступов (рис. 72). Паз — выемка в детали, ограниченная плоскостями или фасонными поверхностями. В зависимости от формы выемки пазы делятся на прямоугольные, треугольные, трапецеидальные, Т-образные и фасонные (рис. 73, а, б, в, г, д, е). Пазы любого профиля могут быть сквозными (рис. 74, а), открытыми или с выходом (рис. 74, б) и закрытыми (рис. 74, в).
Обработка уступов и пазов является одной из операций, выполняемых на фрезерных станках.
К обработанным фрезерованием уступам и пазам предъявляют различные технические требования в зависимости от назначения, серийности производства, точности размеров, точности расположения и шероховатости поверхности. Все эти требования оказывают влияние на выбор метода обработки.
Фрезерование уступов и пазов производят дисковыми концевыми фрезами, а также набором дисковых фрез. Кроме того, уступы можно фрезеровать торцовыми фрезами.
Кроме того, уступы можно фрезеровать торцовыми фрезами.
Фрезерование пазов и уступов дисковыми фрезами
Фреза дисковая
Дисковые фрезы предназначены для обработки плоскостей, уступов и пазов.
Различают дисковые фрезы цельные и со вставными зубьями. Цельные дисковые фрезы делятся на пазовые (рис. 75, а по ГОСТ 3964 — 69), пазовые затылованные (рис. 75, г по ГОСТ 8543 — 71), трехсторонние с прямыми зубьями (рис. 75, б по ГОСТ 3755 — 69), трехсторонние с разнонаправленными мелкими и нормальными зубьями (рис. 75, в по ГОСТ 8474 — 60). Фрезы со вставными зубьями выполняются трехсторонними по ГОСТ 1669 — 69 (рис. 76). Дисковые пазовые фрезы имеют зубья только на цилиндрической части, их применяют для фрезерования неглубоких пазов. Основным типом дисковых фрез являются трехсторонние. Трехсторонняя фреза дисковая имеет зубья на цилиндрической поверхности и на обоих торцах. Их применяют для обработки уступов и более глубоких пазов. Они обеспечивают более высокий класс чистоты боковых стенок паза или уступа. Для улучшения условий резания дисковые трехсторонние фрезы снабжаются наклонными зубьями с переменно чередующимся направлением канавок, т. е. один зуб имеет правое направление канавки, а другой, смежный с ним, — левое. Поэтому такие фрезы и называют разнонаправленными. Благодаря чередующемуся наклону зубьев осевые составляющие силы резания правых и левых зубьев взаимно уравновешиваются. Эти фрезы имеют зубья и на обоих торцах. Основным недостатком дисковых трехсторонних фрез является уменьшение размера по ширине после первой же переточки по торцу. При использовании регулируемых фрез, состоящих из двух половинок одинаковой толщины с перекрывающими друг друга зубьями в разъеме, после переточки можно восстановить начальный размер. Это достигается с помощью
Для улучшения условий резания дисковые трехсторонние фрезы снабжаются наклонными зубьями с переменно чередующимся направлением канавок, т. е. один зуб имеет правое направление канавки, а другой, смежный с ним, — левое. Поэтому такие фрезы и называют разнонаправленными. Благодаря чередующемуся наклону зубьев осевые составляющие силы резания правых и левых зубьев взаимно уравновешиваются. Эти фрезы имеют зубья и на обоих торцах. Основным недостатком дисковых трехсторонних фрез является уменьшение размера по ширине после первой же переточки по торцу. При использовании регулируемых фрез, состоящих из двух половинок одинаковой толщины с перекрывающими друг друга зубьями в разъеме, после переточки можно восстановить начальный размер. Это достигается с помощью
прокладок соответствующей толщины из медной или латунной фольги, которые помещают в разъем между фрезами.
Дисковые фрезы со вставными ножами, оснащенными пластинками твердого сплава, бывают трехсторонние по ГОСТ 5348 — 69 (рис. 77, а) и двусторонние по ГОСТ 6469 — 69 (рис. 77, б). Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двусторонние — для фрезерования уступов и плоскостей.
77, а) и двусторонние по ГОСТ 6469 — 69 (рис. 77, б). Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двусторонние — для фрезерования уступов и плоскостей.
Крепление вставных ножей 2 в корпус 1 у обоих типов фрез осуществляется при помощи осевых рифлений и клина 3 с углом 5°.
Достоинством такого способа крепления вставных ножей является возможность компенсации износа и слоя, снятого при переточке. Восстановление размера по диаметру достигается перестановкой ножей на одно или несколько рифлений, а по ширине — соответствующим выдвижением ножей. Трехсторонние фрезы имеют ножи с попеременно чередующимся наклоном с углом 10°, у двусторонних — в одном направлении с углом наклона 10° (для праворежущих и леворежущих фрез).
Применение дисковых трехсторонних фрез с пластинками твердых сплавов дает наиболее высокую производи-
тельность при обработке пазов и уступов. Дисковая фреза лучше «выдерживает» размер, чем концевая.
Выбор типа и размера дисковых фрез. Тип и размер дисковой фрезы выбирают в зависимости от размеров обрабатываемых поверхностей и материала заготовки. Для заданных условий обработки выбирается тип фрезы, материал режущей части и основные размеры — D, В, d и Z. Для фрезерования легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным и крупным зубом. Обработку труднообрабатываемых материалов и при фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубьями.
Тип и размер дисковой фрезы выбирают в зависимости от размеров обрабатываемых поверхностей и материала заготовки. Для заданных условий обработки выбирается тип фрезы, материал режущей части и основные размеры — D, В, d и Z. Для фрезерования легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным и крупным зубом. Обработку труднообрабатываемых материалов и при фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубьями.
Диаметр фрезы следует выбирать минимально возможным, так как чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость. Кроме того, с увеличением диаметра фрезы возрастает ее стоимость.
Как видно на рис. 78, при глубине фрезерования t и гарантированном зазоре между установочным кольцом и заготовкой в пределах (6-8) мм должно быть выполнено условие
откуда получим выражение для выбора минимального диаметра фрезь
где d1 — диаметр ступицы фрезы (установочного кольца).
В табл. 5 приведена зависимость диаметра ступицы фрезы d1 от диаметра d отверстия для дисковых фрез.
Наладку и настройку станка на фрезерование уступов дисковыми фрезами поясним на примере обработки уступов призмы (рис. 79, а, б). Выбор типоразмера дисковой фрезы зависит от размеров уступа, марки обрабатываемого материала, мощности электродвигателя станка и других условий.
Фрезерование уступов дисковыми фрезами, как указывалось выше, обычно производят двусторонней дисковой фрезой. Однако в нашем случае следует выбрать трехстороннюю фрезу, так как надо поочередно обработать по одному уступу с каждой стороны призмы (рис. 80, а, б). Выбираем трехстороннюю фрезу со вставными ножами по ГОСТ 5348 — 69, оснащенными пластинками твердого сплава Т15К6. Диаметр фрезы D = 100 мм, ширина В=18 мм, число зубьев z = 8. При фрезеровании пазов и уступов тиски должны быть выверены с помощью рейсмуса или индикатора со стойкой и закреплены. Установку и закрепление заготовки производим в машинных тисках с подкладкой. Закрепление дисковой фрезы на оправке производят так же, как и цилиндрической. Режимы фрезерования выбирают либо по справочникам, если они не указаны в операционных картах, либо непосредственно по операционным или инструкционным картам.
Закрепление дисковой фрезы на оправке производят так же, как и цилиндрической. Режимы фрезерования выбирают либо по справочникам, если они не указаны в операционных картах, либо непосредственно по операционным или инструкционным картам.
Режим фрезерования для нашего случая: В = 13 мм, t = 4 мм, sz = = 0,06 мм/зуб, v=335 м/мин. По графику (см. рис. 48) определяем число оборотов шпинделя станка — 1000 об/мин.
По графику (см. рис. 49) определяем минутную подачу — sM = = 500 мм/мин. Затем производят настройку станка на требуемое число оборотов шпинделя станка и требуемую минутную подачу.
Фрезерование каждого уступа состоит из следующих основных приемов:
1. Нажатием кнопки «Пуск» включить электродвигатель и шпиндель станка в направлении, противоположном направлению винтовой канавки фрезы.
2. Подвести заготовку ручным перемещением стола рукоятками продольного, поперечного и вертикального перемещений под вращающуюся фрезу до легкого касания боковыми режущими кромками заготовки. Затем вращением рукоятки вертикальной подачи опустить стол до выхода фрезы за габариты обрабатываемой заготовки. Далее вращением рукоятки поперечной подачи передвинуть заготовку в направлении фрезы на 13 мм, пользуясь лимбом поперечной подачи. Поднять стол до легкого касания вращающейся фрезой верхней плоскости заготовки. Вращением рукоятки продольной подачи вывести заготовку из-под фрезы, выключить станок и поднять стол на 4 мм, пользуясь лимбом вертикальной подачи. Застопорить вертикальные и поперечные салазки.
Затем вращением рукоятки вертикальной подачи опустить стол до выхода фрезы за габариты обрабатываемой заготовки. Далее вращением рукоятки поперечной подачи передвинуть заготовку в направлении фрезы на 13 мм, пользуясь лимбом поперечной подачи. Поднять стол до легкого касания вращающейся фрезой верхней плоскости заготовки. Вращением рукоятки продольной подачи вывести заготовку из-под фрезы, выключить станок и поднять стол на 4 мм, пользуясь лимбом вертикальной подачи. Застопорить вертикальные и поперечные салазки.
3. Установить кулачки механического выключения продольной подачи стола на длину фрезерования. Включить вновь вращение шпинделя, подать вручную заготовку вращением рукоятки продольной подачи стола по направлению к вращающейся фрезе, включить механическую продольную подачу и произвести фрезерование первого уступа (см. рис. 80, а). Выключить станок, не производя перемещений стола.
Проверить размер обработанного уступа по ширине и глубине с помощью штангенциркуля. Если размер выдержан неточно, следует исправить
дефекты обработки.
4. Порядок установки фрезы относительно заготовки при обработке второго уступа (см. рис. 80, б) зависит от того, какой из размеров надо выдержать точно (размер 13 мм или размер выступа между уступами 89 мм). Так как в нашем примере задан размер 13 мм, то порядок обработки второго уступа будет точно такой же, как и первого. Если бы требовалось выдержать размер выступа по длине, то после обработки первого уступа обработку второго уступа можно проводить по одному из двух вариантов в зависимости от длины выступа. При сравнительно короткой длине выступа следует возвратить стол в исходное положение до выхода фрезы за габариты обрабатываемой заготовки. Затем переместить стол в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, и профрезеровать второй уступ.
Последовательность обработки по второму варианту дадим лишь в общем виде.
Так как в нашем случае ширина выступа составляет 89 мм, а ширина фрезы равна 18 мм, то для перемещения стола в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, т. е. на 89+18 = = 107 мм, потребовалось бы сделать свыше 17 оборотов лимба поперечной подачи (при шаге винта поперечной подачи t = 6 мм). Поэтому в таких случаях получения точного размера выступа можно достичь путем фрезерования за два перехода — предварительный и окончательный. Предварительное фрезерование можно производить по разметке, оставляя припуск по длине выступа на окончательное фрезерование в пределах 1 — 2 мм.
е. на 89+18 = = 107 мм, потребовалось бы сделать свыше 17 оборотов лимба поперечной подачи (при шаге винта поперечной подачи t = 6 мм). Поэтому в таких случаях получения точного размера выступа можно достичь путем фрезерования за два перехода — предварительный и окончательный. Предварительное фрезерование можно производить по разметке, оставляя припуск по длине выступа на окончательное фрезерование в пределах 1 — 2 мм.
После предварительного фрезерования произвести измерение длины выступа и в соответствии с полученным размером, определить число делений, на которое следует повернуть лимб поперечной подачи, не нарушая установки по высоте, и произвести окончательное фрезерование второго уступа. Второй вариант обработки уступов в единичном и мелкосерийном производстве является предпочтительным.
Наладка станка на фрезерование сквозных прямоугольных пазов дисковыми фрезами. При фрезеровании уступов точность размера уступа по ширине не зависит от ширины фрезы. Необходимо выполнять лишь одно условие: ширина фрезы должна быть больше ширины уступа (по возможности не более чем на 3 — 5 мм).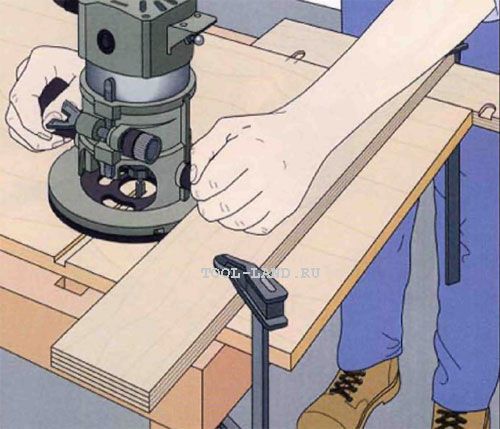
При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, если биение торцовых зубьев фрезы равно нулю. При наличии биения зубьев фрезы размер профрезерованного такой фрезой паза будет соответственно больше размера ширины фрезы. Это следует иметь в виду, особенно при обработке точных по ширине пазов.
Установка на глубину резания может осуществляться по разметке. Для четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченной чертилкой рейсмуса линии кернером наносят углубления (керны). Установку на глубину резания по линии разметки осуществляют пробными проходами. При этом следят за тем, чтобы фреза срезала припуск только на половину углублений от кернера.
При наладке станка на обработку пазов очень важно правильно установить фрезу относительно обрабатываемой заготовки. В том случае, когда заготовку устанавливают в специальном приспособлении, ее положение относительно фрезы определяется самим приспособлением.
В том случае, когда обработка производится без специального приспособления, задача усложняется и решение ее зависит прежде всего от того, какие размеры должны быть выдержаны при обработке паза. Поясним это на примере. Допустим, требуется профрезеровать прямоугольный паз шириной b с размерами а и h, определяющими его положение на детали. На рис. 81 размер h отсчитывается от верхней плоскости заготовки, а на рис. 82 размер h задается от нижней опорной поверхности заготовки.
Порядок установки дисковой фрезы в первом случае (см. рис. 81) следующий. Вращающуюся фрезу подвести к боковой поверхности обрабатываемой заготовки до касания в виде следа (положение I). Затем опустить стол так, чтобы фреза оказалась выше верхней поверхности
заготовки и переместить его рукояткой поперечной подачи на размер а. Затем поднять стол на высоту, при которой фреза оставит легкий след на верхней поверхности детали. Далее, надо продвинуть стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и, подняв стол на размер h, включить продольную подачу и отфрезеровать паз (положение II).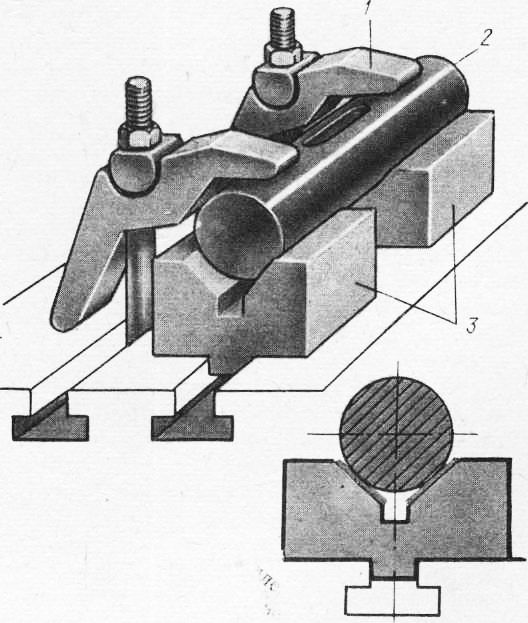
Порядок установки на размер h, заданный от основания детали (см. рис. 82). Поднять стол до соприкосновения фрезы с поверхностью стола, если деталь установлена непосредственно на столе, или до соприкосновения с опорой, если деталь установлена в приспособлении (положение I). Затем опустить стол на размер h (положение II). После этого включить вращение фрезы и переместить стол до соприкосновения фрезы с обрабатываемой заготовкой и образования слабого следа от фрезы (положение III). Продвинуть теперь стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и переместить стол рукояткой поперечной подачи на размер а (положение IV). Включить продольную подачу и произвести фрезерование паза.
Если вместо размера а в обоих случаях был бы задан размер с, то перемещение стола в поперечном направлении следовало бы производить на величину с+В, где В — ширина фрезы.
Точную установку фрез на заданную глубину производят с помощью специальных установок или габаритов, предусмотренных в приспособлении. На рис. 83 приведены схемы установки фрез на размер с помощью установов. Габарит 1 представляет собой стальную закаленную пластинку (рис. 83, а) или угольник (рис. 83, б, в), закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп 2 толщиной 3 — 5 мм, во избежание соприкосновения зуба фрезы 3 с закаленной поверхностью установа.
На рис. 83 приведены схемы установки фрез на размер с помощью установов. Габарит 1 представляет собой стальную закаленную пластинку (рис. 83, а) или угольник (рис. 83, б, в), закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп 2 толщиной 3 — 5 мм, во избежание соприкосновения зуба фрезы 3 с закаленной поверхностью установа.
Если обработку одной и той же поверхности производят за два перехода (черновой и чистовой), то для установки фрезы от одного и того же габарита применяют щупы разной толщины.
Автор — nastia19071991
Обработка пазов и уступов на фрезерных станках
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем обработку пазов и уступов на обрабатывающих фрезерных станках.
Уступом называют выемку, ограниченную двумя взаимно перпендикулярными плоскостями, образующими ступень. Деталь может иметь один, два и более уступов (рис. 5.11). В зависимости от формы выемки пазы делятся на прямо-угольные, Т-образные и фасонные (рис. 5.11, а–д). Пазы любого профиля могут быть сквозными, открытыми и закрытыми.
5.11). В зависимости от формы выемки пазы делятся на прямо-угольные, Т-образные и фасонные (рис. 5.11, а–д). Пазы любого профиля могут быть сквозными, открытыми и закрытыми.
Рис. 5.11. Пазы и уступы:
а–д – формы пазов; е – деталь с пазом и уступом
К обработанным фрезерованием уступам и пазам предъявляют различные технические требования в зависимости от назначения продукции, серийности производства, точности размеров, расположения и шероховатости поверхностей. Все эти требования определяют метод обработки. Фрезерование уступов и пазов осуществляют дисковыми и концевыми фрезами, а также набором дисковых фрез. Кроме того, уступы можно обрабатывать торцовыми фрезами.
Тип и размер дисковой фрезы выбирают в зависимости от размеров обрабатываемых поверхностей и материала заготовки (рис. 5.12). Исходя из этого устанавливают тип фрезы, материал режущей части и основные размеры – В, D, d и z. Для легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным и крупным зубом. Для труднообрабатываемых материалов с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубом.
Для легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным и крупным зубом. Для труднообрабатываемых материалов с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубом.
Рис. 5.12. Схема фрезерования уступа дисковой фрезой на горизонтально-фрезерном станке
Диаметр фрезы следует выбирать минимально возможным. Чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость. Кроме того, с уменьшением диаметра иногда возрастает стойкость фрезы.
При заданной глубине фрезерования необходимо обеспечить гарантированный зазор между установочным кольцом на оправке и заготовкой. Если принять величину зазора равной 6…8 мм, то минимальный диаметр фрезы определится по соотношению, мм:
D = 2t + d1 +(12…16),
где d1 – диаметр установочного кольца, мм.
Дисковыми пазовыми фрезами обрабатывают преимущественно сквозные и открытые пазы. Применение этих фрез позволяет получать наиболее точные пазы; ширину паза можно обработать по 9…10 квалитетам. Пазовые фрезы имеют режущие кромки только на цилиндрической части, для уменьшения трения на боковых поверхностях фрезы предусмотрены поднутрения под углом 2°. По мере перетачивания зубьев ширина фрезы уменьшается, что приводит к изменению размера паза. Зубья этих фрез срезают стружку, размер которой равен ширине паза. При большой глубине резания стружка пакетируется во впадине, что иногда вызывает поломку зуба и фрезы в целом, поэтому эти фрезы используют при фрезеровании неглубоких пазов.
Дисковая трехсторонняя фреза обеспечивает более высокую производительность обработки пазов. Наличие боковых зубьев, а также срезание стружки, размер которой меньше ширины паза, улучшают условия резания, повышают точность размеров паза и качество его поверхностей. Однако недостатком этих фрез является уменьшение размера В (ширина фрезы) после первой же переточки. С целью устранения этого применяют регулируемые по ширине фрезы, которые состоят из двух половинок, имеющих зубья переменного направления на цилиндрической части. Между половинками закладывают кольцо, ширина которого и обеспечивает получение размера В.
С целью устранения этого применяют регулируемые по ширине фрезы, которые состоят из двух половинок, имеющих зубья переменного направления на цилиндрической части. Между половинками закладывают кольцо, ширина которого и обеспечивает получение размера В.
Уступы и пазы обрабатывают концевыми фрезами на вертикально- и горизонтально-фрезерных станках (рис. 5.13). Фрезы с нормальными зубьями используют при получистовом и чистовом фрезеровании, а фрезы с крупными зубьями – при черновом. Выбор фрез и определение параметров их работы осуществляется в соответствии с имеющимися рекомендациями.
Рис. 5.13. Схема фрезерования паза концевой фрезой на горизонтально- фрезерном станке, оснащенном отсчетным индикаторным устройством:
1 и 2 – индикаторы
При наладке станка важно правильно установить фрезу. При использовании приспособлений это достаточно просто осуществляется по установам (рис. 5.14). Положение установа задано относительно базовых элементов приспособления размерами L. Как правило, настройка фрезы производится с помощью щупа – металлической пластинки фиксированного размера (1, 3 или 5 мм).
Как правило, настройка фрезы производится с помощью щупа – металлической пластинки фиксированного размера (1, 3 или 5 мм).
Рис. 5.14. Схемы ориентации фрез по установу:
а, б – концевой; в – дисковой; 1 – уставов; 2 – щуп
Для настройки инструмента по вертикали (рис. 5.14, а) необходимо вручную перемещать консоль станка вверх и щупом проверять взаимное положение инструмента и установа. Инструмент считается настроенным на заданный размер, если щуп проходит плотно и без качки между поверхностью установа и режущей кромкой зуба фрезы. Недопустим резкий подъем консоли до касания зуба фрезы с поверхностью щупа, так как это может привести к выкрашиванию зуба фрезы и повреждению щупа. Иногда на щуп кладут полоску бумаги, и если при повороте фрезы бумага смещается, то для окончательной настройки на заданный размер консоль необходимо приподнять еще на 0,03…0,05 мм.
Настройка инструмента по горизонтали (рис. 5.14, б, в) относительно боковой его поверхности осуществляется также по щупу, но перемещением стола в поперечном направлении.
5.14, б, в) относительно боковой его поверхности осуществляется также по щупу, но перемещением стола в поперечном направлении.
При отсутствии установа положение фрезы может быть задано по-разному. При невысоких требованиях к точности обработку паза можно выполнить по разметке. При более точных допусках рекомендуются другие способы настройки фрезы. Так, если боковая поверхность заготовки допускает риски, стол с ней подводят к фрезе до появления на поверхности слабого следа от вращающейся фрезы. Установив лимб винта поперечных подач на нулевое деление, заготовку отводят от фрезы в продольном направлении. Затем по лимбу стол перемещают в поперечном направлении в положение, соответствующее требуемому для обработки паза (на рис. 5.15, а – 56 мм).
Рис. 5.15. Схемы настройки фрезы относительно заготовки без установа
Для установки фрезы можно применить плоскопараллельные концевые меры, которые обеспечивают высокую точность настройки. Угольник 1 (cм. рис. 5.15, б) прижимают к поверхности закрепленной заготовки, а в пространство между ним и фрезой 2 помещают блок 3 из плиток (на рисунке – размером 44 мм). При перемещении стола с заготовкой блоком периодически проверяют величину зазора. Установка считается выполненной, если блок плиток плотно и без качки проходит в пространство между угольником и фрезой.
Угольник 1 (cм. рис. 5.15, б) прижимают к поверхности закрепленной заготовки, а в пространство между ним и фрезой 2 помещают блок 3 из плиток (на рисунке – размером 44 мм). При перемещении стола с заготовкой блоком периодически проверяют величину зазора. Установка считается выполненной, если блок плиток плотно и без качки проходит в пространство между угольником и фрезой.
Ориентацию фрезы относительно центра вала выполняют по схеме, показанной на рис. 5.15, в. Размер А между угольником и фрезой должен быть одинаковым как с одной стороны вала, так и с другой. Это определяется с помощью угольника и набора плиток или посредством универсального мерительного инструмента.
При обработке партии заготовок процесс настройки можно облегчить использованием устройства с двумя индикаторами, которое позволяет быстро и точно установить стол с заготовкой в требуемое положение после его смещения в поперечном и вертикальном направлениях. При настроенном станке индикаторы 1 и 2 устройства (см. рис. 5.13) устанавливают на ноль. Нулевое положение стрелки индикатора 1 определяет фиксированное положение стола в поперечном направлении, а индикатора 2 – в вертикальном. После смещения стола точная установка его в заданное положение не вызывает затруднений.
При настроенном станке индикаторы 1 и 2 устройства (см. рис. 5.13) устанавливают на ноль. Нулевое положение стрелки индикатора 1 определяет фиксированное положение стола в поперечном направлении, а индикатора 2 – в вертикальном. После смещения стола точная установка его в заданное положение не вызывает затруднений.
Погрешность в получении размеров при обработке во многом зависит от принятой схемы базирования заготовки в приспособлении (на станке). С целью уменьшения погрешности необходимо стремиться к совмещению базы технологической (установочной) с базой конструкторской (измерительной, исходной). Несоблюдение принципа единства баз приводит к появлению погрешности базирования Δб или к необходимости пересчета допусков.
Если, например, при фрезеровании уступа в размер 65Н13 (+0,46) заготовку установить на плоскость Б (рис. 5.16, а), то появление погрешности базирования неизбежно. Это объясняется тем, что для обработки партии заготовок фреза настраивается относительно плоскости Б (на пересчетный размер – 20 мм), а измерительной (исходной) базой для заданного размера 65Н13 является плоскость А. Таким образом, возникает несовмещение баз. Поскольку на настроенном станке положение фрезы по высоте относительно плоскости Б будет неизменным, то в размер 65Н13 при обработке будет вноситься погрешность. Максимальная величина погрешности определится допуском на размер 85 мм, определяющим расстояние между поверхностями А и Б у заготовок (т.е. между базами). Этот допуск (0,54 мм) и определит погрешность базирования Δб. Поскольку Δб больше допуска на размер 65 мм, то при обработке с принятой схемой базирования у части заготовок не будет выдержана точность в получении заданного размера. Избежать этого можно совмещением баз, если изменить положение заготовки в приспособлении (рис. 5.16, б). Составив размерную цепь (рис. 5.16, в), можно также пересчитать размеры и определить допуск на пересчетный размер А, который и выдерживают при обработке по принятой схеме.
Таким образом, возникает несовмещение баз. Поскольку на настроенном станке положение фрезы по высоте относительно плоскости Б будет неизменным, то в размер 65Н13 при обработке будет вноситься погрешность. Максимальная величина погрешности определится допуском на размер 85 мм, определяющим расстояние между поверхностями А и Б у заготовок (т.е. между базами). Этот допуск (0,54 мм) и определит погрешность базирования Δб. Поскольку Δб больше допуска на размер 65 мм, то при обработке с принятой схемой базирования у части заготовок не будет выдержана точность в получении заданного размера. Избежать этого можно совмещением баз, если изменить положение заготовки в приспособлении (рис. 5.16, б). Составив размерную цепь (рис. 5.16, в), можно также пересчитать размеры и определить допуск на пересчетный размер А, который и выдерживают при обработке по принятой схеме.
Рис. 5.16. Схема возникновения погрешности базирования при фрезеровании концевыми фрезами
Фрезерование шпоночных пазов на валах имеет ряд особенностей. Сквозные и открытые пазы (под призматические шпонки) с выходом канавки по окружности, радиус которой равен радиусу фрезы, обрабатывают дисковыми фрезами.
Сквозные и открытые пазы (под призматические шпонки) с выходом канавки по окружности, радиус которой равен радиусу фрезы, обрабатывают дисковыми фрезами.
Закрытые и полузакрытые пазы (под призматические шпонки) фрезеруют концевыми или специальными шпоночными фрезами. При обработке паза концевой фрезой в крайней его части необходимо просверлить отверстие для ее установки, поскольку концевые фрезы не работают при осевых подачах.
Шпоночные фрезы имеют два режущих зуба с торцовыми режущими кромками. Фрезы могут работать с осевой подачей (как сверло) и с продольной подачей. Шпоночные фрезы обычно применяют для получения шпоночных пазов при обработке заготовок на специальных шпоночно-фрезерных станках с маятниковой подачей. Фреза здесь врезается на глубину 0,2…0,4 мм, и фрезерует паз по всей длине. Затем паз фрезеруют снова на всю длину, но в другом направлении, и т.д.
Фрезерование пазов сегментных шпонок производят хвостовыми или насадными фрезами под сегментные шпонки, диаметр которых должен быть равен двойному радиусу канавки. Подача осуществляется в направлении, перпендикулярном оси вала.
Подача осуществляется в направлении, перпендикулярном оси вала.
Концевые фрезы после переточки изменяют свой рабочий диаметр. Поэтому для получения необходимой ширины паза переточенной фрезой применяют специальные патроны (см. рис. 5.17). Патрон состоит из корпуса 1, в который устанавливают втулку 2 с режущим инструментом 3. Колпачковая гайка 4 предназначена для крепления втулки в корпусе. Крепление фрезы во втулке осуществляется винтами 5. Ось отверстия втулки смещена относительно оси хвостовика на величину е = 0,3 мм. Поворотом втулки в отверстии корпуса можно обеспечить смещение размера фрезеруемого паза (в пределах 2е относительно диаметра фрезы d). Величину поворота определяют по шкале 6. При закреплении фрезы следует следить за тем, чтобы ее зуб был расположен против нулевой отметки шкалы.
Рис. 5.17. Конструкция патрона, обеспечивающего компенсацию износа фрезы
Фрезерование фасонных канавок, Т-образных пазов и пазов типа «ласточкин хвост» ведется по различным схемам.
Рис. 5.18. Последовательность обработки Т-образного паза
Обработку Т-образных пазов обычно выполняют за несколько проходов. Сначала дисковой фрезой фрезеруют паз (см. рис. 5.18, а), затем Т-образной фрезой обрабатывают боковые поверхности (см. рис. 5.18, б), далее угловой фрезой снимают фаски (см. рис. 5.18, в) и, наконец, мерной фрезой обеспечивают получение заданного размера В паза (см. рис. 5.18, г).
Фрезерование канавок | Cutting Tool Engineering
Хотя фрезерование канавок может иметь разные названия, оно может быть эффективным способом выполнения пазов и продольных разрезов.
Как мы все знаем, отраслевые термины означают разные вещи для разных людей. Это относится к «фрезерованию канавок».
«Слова и термины перемешаны и преувеличены, независимо от того, как вы на это смотрите, — сказал Дуэйн Дрейп, национальный менеджер по продажам HORN USA Inc. , Франклин, Теннесси. эту линию трудно определить».
, Франклин, Теннесси. эту линию трудно определить».
Предоставлено HORN USA
Фрезерный инструмент HORN создает квадратные линейные канавки. Тот же самый инструмент использовался для растачивания самого большого отверстия (включая торец), фрезерования канавок двух канавок этого диаметра и фрезерования канавок меньшего диаметра снизу вверх.
Уильям Дуроу, координатор проектов по разработке и применению Sandvik Coromant Co., Fair Lawn, N.J., согласился с тем, что фрезерование канавок — это, по сути, нарезание пазов и продольных разрезов. «Это зависит от того, с кем вы разговариваете, в какой отрасли они работают и, честно говоря, у кого их учили. Но фрезерование канавок и прорезание пазов — это, по сути, одно и то же», — сказал он. Sandvik Coromant предлагает полную линейку фрез CoroMill со сменными пластинами для обработки канавок.
Майкл Тримбл, менеджер по продукции Vargus USA, Джейнсвилл, Висконсин, сказал: «Инструменты для фрезерования канавок для нас — это инструменты для прорезки пазов, которые могут работать с более высокими скоростями и подачами, чем традиционные инструменты для прорезки пазов, такие как фрезы Woodruff».
Вместо токарной обработки
Паз можно создать точением на токарном станке или фрезерованием паза. «Если вы можете изготовить канавку на токарном станке, вы это сделаете», — сказал Мэтью Шмитц, национальный менеджер по продуктам GRIP для Iscar Metals Inc., Арлингтон, Техас, которая предлагает канавочные фрезы как часть своих TANG, GRIP, CHAMSLIT и МУЛЬТИ-МАСТЕР продукты. «Почти в каждом случае для создания такой же канавки на фрезерном станке потребуется больше времени, чем на токарном станке».
Шмитц также отметил, что если канавка имеет форму, отличную от параллельных боковых стенок, задача на фрезерном станке усложняется и, вероятно, потребует специального инструмента, что увеличивает стоимость.
Предоставлено Sandvik Coromant
Фреза Sandvik Coromant CoroMill 329, обычно используемая для обработки более глубоких и узких канавок, имеет диаметр от 100 до 160 мм (от 4 до 5 дюймов) и ширину от 2,5 мм (от 2,5 мм). от 0,098″ до 0,157″).
от 0,098″ до 0,157″).
«Есть всего несколько причин использовать для обработки канавок фрезу, а не токарный станок», — сказал он. «К ним относятся форма или размер заготовки, возможности станка или мощность в данном цеху, чтобы получить контроль над стружкодроблением, исключить дополнительную наладку и контролировать допуски на характеристики заготовки, не заботясь о дополнительной наладке».
Кроме того, поскольку при точении канавок используется одноточечный инструмент, Шмитц считает его более точным.
Drape не обязательно соглашается с тем, что точение канавок является более точным — это определенно зависит от конкретного применения, — но сказал, что «для фрезерования канавок у вас есть вращающийся инструмент, поэтому вы получите более зубчатую поверхность».
Известные пластины
Инструмент для фрезерования канавок доступен в твердосплавном исполнении со сменной головкой (или пластиной), которая навинчивается на конец хвостовика, или со сменными пластинами, которые входят в гнезда на корпусе инструмента.
«Мы предлагаем сплошные и вставные элементы в зависимости от требований к диаметру», — сказал Дрейп. При фрезеровании канавки небольшого внутреннего диаметра вставной инструмент может не подойти. «Обычно мы переключаемся на вставные пластины диаметром от 10 мм и выше, — сказал он.
По мере увеличения диаметра стоимость инструментов из цельного твердого сплава становится все выше, и здесь на помощь приходят пластины. быть таким же хорошим, как твердое тело», — добавил Дрейпед. «Поскольку у вас есть заменяемые компоненты, вы не можете поддерживать ту же точность».
Когда диаметр достаточно велик, компания Vargus Trimble указала, что канавочные фрезы со сменными пластинами более экономичны. Скажем, инструмент из твердого сплава стоит 150 долларов против 150 долларов за корпус инструмента и 25 долларов за сменную головку (вставку) с тремя или шестью зубьями. Если твердосплавный инструмент производит 1000 канавок, а вставной инструмент создает 1000 канавок, твердосплавный инструмент будет стоить больше в долгосрочной перспективе, потому что пользователь должен платить за совершенно новый инструмент после его износа. (Варгус не рекомендует перетачивать.) За вставной инструмент ему нужно платить всего 25 долларов за каждую сменную головку. Vargus предлагает твердосплавные инструменты Groovex и инструменты для фрезерования канавок со сменными пластинами.
(Варгус не рекомендует перетачивать.) За вставной инструмент ему нужно платить всего 25 долларов за каждую сменную головку. Vargus предлагает твердосплавные инструменты Groovex и инструменты для фрезерования канавок со сменными пластинами.
Сплошные или вставные фрезы создают простые линейные и окружные канавки — квадратное дно или полукруглые канавки, такие как канавки для внутренних стопорных колец или уплотнительных колец.
Вставные инструменты более гибкие в отношении сплавов и геометрии, поскольку головка или вставки могут быть заменены. Эти инструменты используются для нарезания угловых канавок, снятия фасок, отрезки и создания профилей зубьев шестерен, шпоночных канавок Вудраффа и Т-образных пазов, и это лишь некоторые из областей применения.
Добавить потоки в список. «Фрезерование резьбы — это не что иное, как нарезание винтовых канавок, — сказал Дрейп. «Резьба — это канавка, которая обычно имеет боковые стенки под углом 60°, 55° или 30°. Это постоянная канавка, которая движется вверх по компоненту. Вы должны использовать инструменты разной формы, но процесс тот же».
Вы должны использовать инструменты разной формы, но процесс тот же».
Создание прорезей
Прорезные фрезы применяются для создания узких квадратных канавок глубиной до пары дюймов. «Все зависит от размера канавки, но обычно она глубже, чем ширина канавки, которую вы нарезаете», — сказал Дрейп.
Iscar различает продольные и долбежные фрезы, отмечая, что продольные фрезы представляют собой фрезы лезвийного типа, которые подходят для пластин, которые напоминают пластины для отрезки или канавки, которые чаще всего используются при токарной обработке. Прорезные фрезы также являются фрезами лезвийного типа, но они содержат вставки, которые напоминают те, которые обычно используются во фрезах.
Согласно Iscar, продольные фрезы обычно используются, когда ширина канавки составляет менее ¼ дюйма, в то время как долбежные фрезы предназначены для создания более широких канавок. Однако может быть некоторое перекрытие.
Предоставлено Vargus USA
Инструменты для фрезерования канавок Groovex GM производства компании Vargus, США, доступны для создания канавок шириной от 1,2 мм до 4 мм и глубиной до 3,25 мм
«Поскольку продольная фреза является дорогим инструментом, вам необходимо установить много дорогих вставок. «Вы используете его только тогда, когда вам это абсолютно необходимо, — сказал Шмитц, — но для длинной и глубокой канавки, проходящей по всей длине вала, может быть более экономично использовать продольную фрезу [а не долбежную фрезу]».
«Вы используете его только тогда, когда вам это абсолютно необходимо, — сказал Шмитц, — но для длинной и глубокой канавки, проходящей по всей длине вала, может быть более экономично использовать продольную фрезу [а не долбежную фрезу]».
Например, для продольной резки диаметром 6 дюймов, которая принимает 12 однолезвийных пластин, требуются пластины стоимостью 168 долларов США по цене 14 долларов каждая. Если корпус фрезы стоит 800 долларов США, только установка инструмента будет стоить почти 1000 долларов США. стоимость за кромку, чтобы сравнение было относительным, пластина для долбления с четырьмя режущими кромками для диаметра 6 дюймов. долбежная фреза стоит около 4,30 долларов США за кромку × 16 вставок, или 68,80 долларов США. Корпус резака стоит около 1500 долларов. По словам Шмитца, несмотря на то, что первоначальная стоимость выше, каждый индекс пластины для фрезы для продольной резки на 100 долларов меньше по сравнению с фрезой для продольной резки.
Но в этом примере пазовая фреза имеет полуэффективные зубья. Другими словами, имеется только восемь эффективных режущих кромок (противоположные пластины), что на 20% менее эффективно, чем у сопоставимой продольной фрезы. А долбежная фреза обычно требует меньшего количества стружки по сравнению с соответствующей продольной фрезой.
Другими словами, имеется только восемь эффективных режущих кромок (противоположные пластины), что на 20% менее эффективно, чем у сопоставимой продольной фрезы. А долбежная фреза обычно требует меньшего количества стружки по сравнению с соответствующей продольной фрезой.
«Поэтому вам всегда нужно взвешивать преимущества и недостатки продольной и поперечной резки, чтобы определить, какая фреза лучше всего подойдет для вашей среды», — сказал Шмитц. «Стоимость инструмента для продольной резки может быть больше в долгосрочной перспективе, но некоторые легко оправдают стоимость своей производительностью. Другие снижают производительность станка и сохраняют экономическую эффективность в общей стоимости инструмента».
Уберите стружку
Удаление стружки является проблемой при любой металлообработке, но особенно важно при нарезании канавок, поскольку стружка более склонна к застреванию в канавке и повторному нарезанию. Однако несколько факторов конструкции инструмента могут способствовать эвакуации стружки при нарезании канавок.
Фрезерование канавок представляет собой прерывистую операцию резания, поэтому стружка обычно распадается на управляемые размеры. При точении канавок может образовываться длинная волокнистая стружка.
Предоставлено Iscar
Фреза для канавок CHAMSLIT от Iscar является экономичным инструментом для продольной резки, но, по словам Iscar, используется только для создания неглубоких канавок. Он может создавать канавки глубиной до 1 / 8 » и шириной от 0,047″ до 0,158″. Он может создавать внутренние и внешние канавки. «В случае с нашими пазовыми фрезами у нас есть противоположные или полуэффективные фрезы, — сказал Шмитц. — Таким образом, если у вас есть 10 пластин в фрезе, эффективными будут только пять. Одна пластина режет верхнюю сторону канавка, в то время как пластина за ней режет нижнюю (или противоположную) стенку, что способствует стружколому. Кроме того, образуется более узкая стружка, чем при использовании одной широкой пластины, что улучшает эвакуацию стружки».
Как правило, режущая кромка пазовой фрезы ориентирована под углом 90° к стенке паза. Угол среза направляет стружку в боковую стенку.
Инструменты Iscar имеют режущую кромку, ориентированную под другим углом. «Это не 90° к пазу», — сказал Хассан Нараймхан, национальный менеджер по продукции со сменными фрезами в Iscar. «Это может быть 70° или 60°, чтобы чип отклонялся от поверхности паза и не повреждался. Угол фактически отводит чип от стенки слота».
Кроме того, большинство канавочных фрез имеют сквозную подачу СОЖ для смывания стружки.
Фрезерование глубоких канавок также может быть сложной задачей. «По мере увеличения глубины канавки диаметр фрезы должен увеличиваться в геометрической прогрессии», — сказал Шмитц. «Таким образом, если глубину канавки увеличить на 1″, диаметр вашей фрезы увеличится как минимум еще на 2″ в диаметре или более».
Дюроу из Sandvik Coromant отметил, что жаростойкие суперсплавы, такие как Inconel, выделяют много тепла во время обработки. «Когда вы нарезаете глубокую узкую канавку, теплу некуда отводиться, поэтому оно возвращается обратно во фрезу, что неизбежно снижает срок службы инструмента и приводит к непредсказуемым последствиям», — сказал он. «Вам нужно будет сделать несколько неглубоких надрезов — по крайней мере, на 15–25 процентов от диаметра фрезы для каждого прохода, — пока вы не достигнете желаемой глубины. Это поможет предотвратить попадание тепла в инструмент».
«Когда вы нарезаете глубокую узкую канавку, теплу некуда отводиться, поэтому оно возвращается обратно во фрезу, что неизбежно снижает срок службы инструмента и приводит к непредсказуемым последствиям», — сказал он. «Вам нужно будет сделать несколько неглубоких надрезов — по крайней мере, на 15–25 процентов от диаметра фрезы для каждого прохода, — пока вы не достигнете желаемой глубины. Это поможет предотвратить попадание тепла в инструмент».
Секреты мастерства
Контроль скорости подачи играет важную роль при обработке канавок. «Скорость подачи во многом зависит от ширины паза и инструмента, — сказал Шмитц. «Если у вас очень узкая канавка, вам необходимо учитывать прочность и жесткость инструмента, необходимого для канавки».
Предоставлено Sandvik Coromant
Фреза Sandvik Coromant CoroMill 327 предназначена для обработки небольших отверстий или создания канавок под стопорные кольца или уплотнительные кольца. Геометрии также доступны для фрезерования резьбы. 327 уменьшается до 90,7 мм (0,382 дюйма) в диаметре и обеспечивает ограниченный внутренний диаметр.
Геометрии также доступны для фрезерования резьбы. 327 уменьшается до 90,7 мм (0,382 дюйма) в диаметре и обеспечивает ограниченный внутренний диаметр.
При использовании круговой интерполяции для фрезерования канавок скорость подачи уменьшается при нарезании внутреннего диаметра и увеличивается при нарезании наружного диаметра, согласно Дуроу.
«Ваше программирование должно При нарезании канавок внутри и снаружи немного отличается», — сказал он. «Люди должны помнить о программировании на осевой линии инструмента. Они должны понимать опасность истончения стружки и программировать соответственно, чтобы не допустить недоподачи или избыточной подачи своих инструментов. ”
Для внутренней канавки в отверстии запрограммированная скорость подачи часто равна скорости подачи в центре отверстия. Скорость подачи, рассчитанная на периферии, отличается, и результатом часто является чрезмерная скорость подачи фрезы. Затем скорость подачи следует уменьшить, чтобы учесть разницу.
Что касается внешних канавок, то все наоборот. Опять же, скорость подачи, рассчитанная на периферии, отличается, но результат часто оказывается слишком низким для скорости подачи фрезы. Скорость подачи должна быть увеличена, чтобы учесть разницу.
Шмитц из Iscar отметил, что при фрезеровании канавок всегда должен быть зацеплен один зуб. «Вы всегда хотите, чтобы шпиндель был под нагрузкой, и это относится к любой операции фрезерования», — сказал он. «Если у вас есть период, когда шпиндель не находится под нагрузкой, вы можете испытывать биение шпинделя (обычно сопровождающееся ударным звуком во время резки), повредить шпиндель и привести к поломке инструмента. Поэтому, если у вас неглубокая канавка, в ваших интересах иметь фрезу с мелким шагом, чтобы фреза всегда находилась под нагрузкой».
Последняя рекомендация от HORN — входить в канавку с углом наклона от 45° до 180° для достижения максимального DOC. Радиальный вход фрезы создает большой контактный угол, что приводит к вибрации.
«Самый быстрый способ определить глубину канавки — это направить инструмент непосредственно на глубину канавки». — сказал Дрейп. «Но если вы сделаете это, вы неизбежно внесете вибрацию в заготовку. Поэтому мы рекомендуем, чтобы с момента первого контакта с заготовкой и до момента, когда вы достигаете полной глубины, вы прошли не менее 90° диаметра заготовки. Если вы все еще получаете вибрацию из-за других факторов, таких как слабое крепление или длинный выступ инструмента, используйте 180° или даже 360° для достижения полной глубины. Вы фактически уменьшаете давление на заготовку, и это может помочь устранить вибрацию». CTE
Об авторе: Сьюзан Вудс – пишущий редактор CTE. Свяжитесь с ней по телефону (224) 225-6120 или [email protected].
HORN USA Inc.
(888) 818-HORN
www.hornusa.com
Iscar Metals Inc.
(877) BY-ISCAR
www.iscar.com
Sandvik Coromant Co.
(800) SANDVIK
www.sandvikcoromant.com/us
Vargus USA
(800) 828-8765
www. interpolation — GROOVE MILLATION
interpolation — GROOVE MILLATION
Пол Хорн — каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
NUTFRÄSEN (Zirkular) ФРЕЗЕРОВАНИЕ ПАЗОВ круговой интерполяцией B Nutfräsen mit System ab Schneidkreis-Ø Ø 31 мм Производитель: Messerkopf M275.0078.A32.14 Пример: Фрезерование мм 78 Schneidkreis фреза M275.0078.A32.14 Режущая кромка Ø 78 мм
NUTFRASEN (Zirkular) ФРЕЗЕРОВАНИЕ ПАЗОВ круговой интерполяцией ФРЕЗЕРНЫЙ ХВОСТОВИК Тип Материал хвостовика: Stahl (nicht schrumpfbar) Материал хвостовика: Сталь (не рекомендуется для термоусадки) со сквозной подачей СОЖ для использования со сменными пластинами Рисунок = показана правосторонняя версия
NUTFRÄSEN (Zirkular) ФРЕЗЕРОВАНИЕ ПАЗОВ методом круговой интерполяции EINSCHRAUBFRÄSER Typ ВИНТОВАЯ ФРЕЗА Тип mit innerer Kühlmittelzufuhr со сквозной подачей СОЖ Материал корпуса: Stahl Материал хвостовика: Сталь für Wendeschneidplatte для использования со сменными пластинами Abbildung = rechtsschneidend Изображение = показана правосторонняя версия Номер детали Weitere Abmessungen auf Anfrage Другие размеры по запросу Ersatzteile Запасные части Einschraubfräser Spannschraube Md Резак для ввинчивания TORX PLUS®-Schlüssel Ключ TORX PLUS®
NUTFRÄSEN (Zirkular) ФРЕЗЕРОВАНИЕ ПАЗОВ круговой интерполяцией MESSERKOPF Typ ФРЕЗЫ Type mit innerer Kühlmittelzufuhr со сквозной подачей СОЖ Aufnahmebohrung und Mitnahme nach DIN 138 Отверстие и поперечный шпоночный паз согласно DIN 138 für Wendeschneidplatte для использования со сменными пластинами Abbiltsschneidung = rech Показана версия для ручной резки Номер детали Weitere Baugrößen auf Anfrage Другие размеры по запросу Ersatzteile Запасные части Фреза TORX PLUS®-Schlüssel Unterlegscheibe Ключ TORX PLUS® T10PL T10PL T10PL T10PL
NUTFRÄSEN (Zirkular) ФРЕЗЕРОВАНИЕ ПАЗОВ круговой интерполяцией ДИСКОВАЯ ФРЕЗА Тип Bohrung (d2) с длинной гайкой по DIN 138 Отверстие (d2) с продольным шпоночным пазом по DIN 138 für Wendeschneidplate для использования со сменными пластинами R = показана правосторонняя версия L = Показана левосторонняя версия Номер детали Weitere Baugrößen auf Anfrage Другие размеры по запросу Ersatzteile Запасные части Scheibenfräser Spannschraube Md Дисковая фреза TORX PLUS®-Schlüssel Ключ TORX PLUS®
NUTFRÄSEN (Zirkular) ФРЕЗЕРОВАНИЕ ПАЗОВ круговой интерполяцией WENDESCHNEIDPLATTE Typ INDEXABLE INSERT Type Глубина канавки до Ширина стопорного кольца Nw Abmessungen für Seegerringnuten DIN 471/472 Ширина канавки под стопорное кольцо DIN 471/472 для использования с фрезой ▲ ab Lager / на складе Δ 4 Wochen / 4 недели ● Haupteinsatzbereich / основная рекомендация ο bedingt einsetzbar / альтернативная рекомендация ███ unbeschichtete HM-Sorten / сплавы без покрытия ███ beschichtete HM-Sorten / сплавы с покрытием ███ bestückt/Cermet/паяный/Cermet Abmessungen в мм Размеры в мм Номер детали R = показано правостороннее исполнение.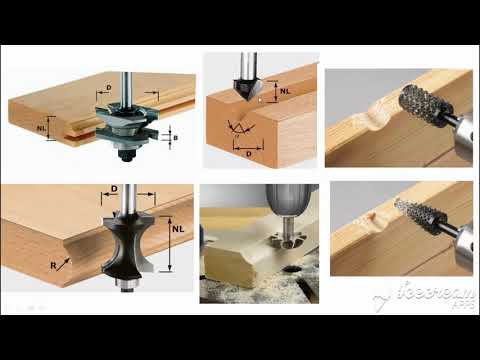 ..
..
NUTFRÄSEN (Zirkular) ФРЕЗЕРОВАНИЕ ПАЗОВ круговой интерполяцией WENDESCHNEIDPLATTE Typ INDEXABLE INSERT Type for Aluminiumbearbeitung Тип для обработки алюминия Глубина паза до Ширина стопорного кольца Nw Abmessungen für Seegerringnuten DIN 471/472 Ширина канавки под стопорное кольцо DIN 471/472 для использования с фрезерным инструментом ▲ ab Lager / в наличии Δ 4 Wochen / 4 недели ● Haupteinsatzbereich / основная рекомендация ο bedingt einsetzbar / альтернативная рекомендация ███ unbeschichtete HM-Sorten / сорта без покрытия ███ beschichtete HM-Sorten / сорта с покрытием ███ bestückt/Cermet / пайка/Cermet Abmessungen в мм Размеры…
NUTFRÄSEN (Zirkular) ФРЕЗЕРОВАНИЕ ПАЗОВ круговой интерполяцией WENDESCHNEIDPLATTE Typ INDEXABLE INSERT Тип Глубина паза до Ширина стопорного кольца Nw Abmessungen für Seegerringnuten DIN 471/472 mit Nutaußenkantenfasung Ширина канавки под стопорное кольцо DIN 471/472 для использования с фрезой▲ ab Lager / в наличии Δ 4 Wochen / 4 недели ● Haupteinsatzbereich / основная рекомендация ο bedingt einsetzbar / альтернативная рекомендация ███ unbeschichtete HM-Sorten / сплавы без покрытия ███ beschichtete HM-Sorten / сплавы с покрытием ███ bestückt/Cermet / паяные /Cermet Abmessungen в мм Размеры в мм. ..
..
STIRNFRÄSEN ТОРЦЕВАЯ ФРЕЗЕРНАЯ ВСТАВКА Тип для использования с фрезой ▲ ab Lager / в наличии Δ 4 Wochen / 4 недели ● Haupteinsatzbereich / основная рекомендация ο bedingt einsetzbar / альтернативная рекомендация ███ unbeschichtete HM-Sorten / сплавы без покрытия ███ beschite HM-Sorten / сплавы с покрытием ███ bestückt/Cermet/паяный/Cermet Abmessungen в мм Размеры в мм Номер детали R = показано правостороннее исполнение Марки твердого сплава
NUTFRÄSEN (линейные) ФРЕЗЕРОВАНИЕ ПАЗОВ (линейные) B Verzahnungsfräsen Beispiel: — einzeln, linear — Schnittstelle der Frässpindel CAPTO Изготовление деталей зубчатых колес Пример: — Профиль шлица с одним зубом — задний конец Capto
Все каталоги и технические брошюры Paul Horn
МОДУЛЬНАЯ ТЕХНОЛОГИЯ ДЛЯ МАШИН ШВЕЙЦАРСКОГО ТИПА 2020/2021
292 страницы
BOEHLERIT FILLING 2020/2021
149 страниц
ТЕХНОЛОГИЯ ДЛЯ МАШИН ШВЕЙЦАРСКОГО ТИПА 2020/2021
374 страницы
ТВЕРДОСПЛАВНЫЕ ФРЕЗЫ 2020/2021
264 страницы
ФРЕЗЕРНЫЕ СИСТЕМЫ 2020/2021
594 страницы
СВЕРЛЕНИЕ И РАЗВЕРТКА 2020/2021
198 страниц
СУПЕРМИНИ И МИНИ ВНУТРЕННЯЯ ОБРАБОТКА 2020/2021
348 страниц
BOEHLERIT TURNING 2020/2021
193 страницы
СВЕРХПРОЧНЫЕ МАТЕРИАЛЫ 2020/2021
204 страницы
КАНАВКИ 2020/2021
860 страниц
МОДУЛЬНЫЕ СИСТЕМЫ ДЕРЖАТЕЛЕЙ 2020/2021
220 страниц
JET-WHIRLING
12 страниц
Модульные системы обработки канавок
44 страницы
Turbowirbeln®
4 страницы
ВРАЩАЮЩИЕСЯ ИНСТРУМЕНТЫ
696 страниц
ТВЕРДОСПЛАВНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОРЕЗАНИЯ КАНАВОК
844 страницы
ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ РАЗВЕРТЫВАНИЕ
39 страниц
Режущие материалы высокой твердости
160 страниц
Supermini® — mini
328 страниц
ROTIERENDE WERKZEUGE
659 Страниц
HARTMETALL-EINSTECHWERKZEUGE
802 страницы
Тангенциальное фрезерование с системой 409
8 страниц
Система торцевых канавок 25A
12 страниц
Система нарезки канавок 209
4 страницы
M382 — фреза для пазов
8 страниц
Дисковая фреза M101
16 страниц
Система DAh35
8 страниц
Квадрантная фреза добавлена в систему DG
4 страницы
Система DS для твердого фрезерования
48 страниц
Системный интерфейс 956
8 страниц
Система 315
4 страницы
System DA jetzt bis Durchmesser 63 мм
4 страницы
?-отделка
16 страниц
Твердосплавные заготовки
36 страниц
Механическая обработка труб и муфт для нефтегазовой промышленности
24 страницы
Полированная токарная обработка
4 страницы
Фрезерование полигонов
24 страницы
Высокопроизводительная система инструментов для развертывания DR
31 страница
РЕЗЬБОФРЕЗЕРОВАНИЕ
44 страницы
концевая фреза — сталь
32 страницы
Литая геометрия для сверла со сменной головкой типа DD
20 страниц
Фреза типа M279 и вставка S279
4 страницы
Модульная система инструментов для обработки глубоких канавок
4 страницы
Supermini® тип 105/110
105 страниц
Инструменты для развертывания
31 страниц
Сверление
6 страниц
Протяжка
34 страницы
Инструмент Urma
48 страниц
Фрезерная система DA
22 страницы
Мультифрезерная система DM
30 страниц
Боковые фрезы 382/383 и M310
14 страниц
Фрезерование канавок круговой интерполяцией 380/381
12 страниц
Фрезы
128 страниц
Вращающиеся инструменты
531 страниц
Supermini® и Mini
292 страницы
Архивные каталоги
Инструмент для закручивания резьбы
4 страницы
концевая фреза — алюминий
11 страниц
Цельное твердосплавное спиральное сверло
4 страницы
Инструмент для нарезки канавок 264
16 страниц
Резьбовая фреза
34 страницы
Фреза для пазов
14 страниц
Каталог фрезерных станков 2006-2007
382 страницы
Сравнить
Удалить все
Сравнить до 10 продуктов
Общие | Фрезерование V-образной канавки в AL | Практик-механик
Джон Гаргано
Алюминий
#1
Я хочу профрезеровать V-образную канавку под углом 90 градусов глубиной около 0,250 дюйма в алюминиевом сплаве 6061. Подходят ли для этого 90-градусные зенкеры или для этого применения существует более подходящий тип фрезы?
Джекмо
Горячекатаный
#2
На такой глубине я бы не стал пользоваться раковиной. Они составляют 90 град. анг. фрезы одного типа устанавливаются на оправку, используемую для продольной пилы, другой тип представляет собой один шт. очень похоже на резак для ключей.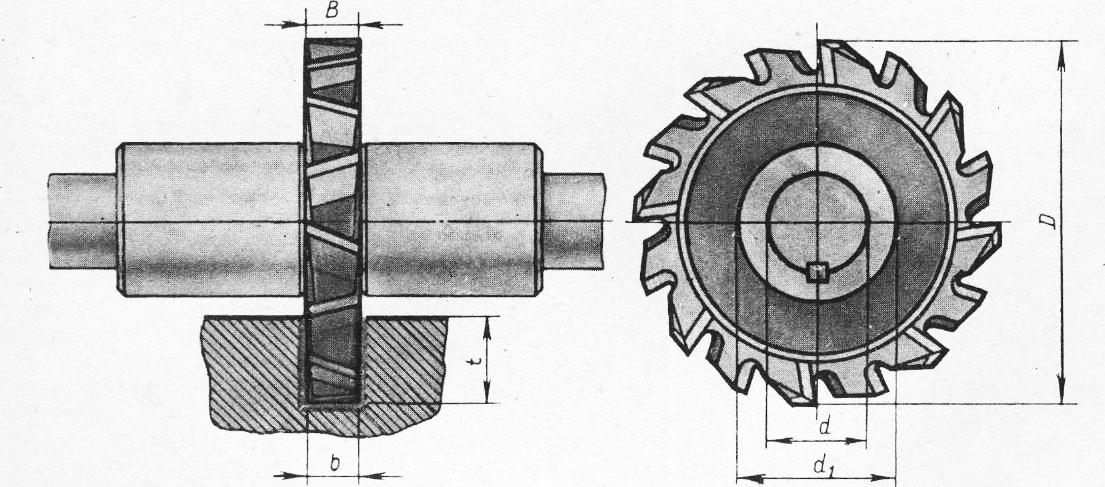
Джекмо
Кевин Синглтон
Алюминий
#3
Существуют твердосплавные фрезы с углом наклона 90 градусов, с 2 или 4 зубьями, которые, вероятно, лучше всего подходят для этого проекта. Я бы сделал это за пару проходов, с большой скоростью и подачей, и WD-40 или керосином.
Ищите «сверлильные станки» в Enco.
СЛОИТ
Чугун
#4
Не могли бы вы использовать стандартную (квадратную) концевую фрезу… и наклонить (или наклонить) головку фрезы на 45 градусов?
НК
Известковый Сами
Алмаз
#5
Цитата:- Не могли бы вы использовать стандартную (квадратную) концевую фрезу… и наклонить (или наклонить) головку фрезы на 45 градусов?
Безусловно, лучший способ сделать это, скорость резания в центре зенкерной/малой угловой фрезы очень низкая, и IME не дает хорошего результата.
Будьте осторожны. Сами.
Форрест Адди
Алмаз
#6
Используйте обычную ванильную концевую фрезу и наклоните головку.
г-н О
Чугун
#7
Я только что сделал работу на прошлых выходных, 4 штуки, каждая с 71 90* канавками. Они были глубиной 0,040 дюйма с центрами 0,100 дюйма… Я наклонил головку и прижал ее к
Они были глубиной 0,040 дюйма с центрами 0,100 дюйма… Я наклонил головку и прижал ее к
5-дюймовой синусоиде. Работа прошла без заминок.
Также пришлось сделать 4 соответствующих верхних ремня с прорезями и отверстия для зазора, также прошли без заминки.Наклоните голову и используйте острую концевую фрезу
и вы получите хорошие результаты.
джилрой
Алмаз
#8
Или горизонтальная фреза с двойной угловой фрезой быстро справится с работой. Не требует названия или трамвая.
Лью Хартсвик
Горячекатаный
#9
Если это не ДОЛГОРОДНАЯ штука, почему бы не наклонить работу?
(не нужно перетачивать головку)
…lew…
Джон Гаргано
Алюминий
#10
Что вы, ребята, думаете о типе резака, показанном здесь:
http://www.discount-tools.com/mosda90-tin.cfm
С этим (если оно того стоит) я могу повернуть кусок на бок и не наклонять голову. Это хорошо?
Голубой джип
Горячекатаный
#11
Это будет работать, но я не думаю, что это даст вам такую же хорошую отделку, как обычная (острая) концевая фреза с наклоном рабочей части или головки.
Группа
Титан
#12
Дешевые твердосплавные фрезы (предназначенные для дерева) довольно хорошо справляются с алюминиевым сплавом, если у вас не так много работы, они могут быть экономичной альтернативой. Они поставляются с 90-градусной конфигурацией фрезы с V-образной канавкой и режут прямо по центру (хотя будет небольшое размазывание)
Вообще говоря, алюминиевые сплавы довольно хорошо поддаются обработке деревообрабатывающими инструментами и методами, вплоть до ручного рубанка для снятия фаски с длинных прямых кромок или дисковой пилы для резки пластин толщиной до 6 мм
Уилсон Инк.

Пластик
№13
Зависит от того, нужны ли вам истинные 45 град. в нижней части канавки. Твердосплавное сверло не оставляет истинной V-образной формы, а имеет лыску на дне. Я вырезал около 80 канавок в чугуне с помощью твердосплавного инструмента для травления с одной канавкой. Я думаю, что 1/4 дюйма стоит около 20 долларов. Работал отлично, использовал 2 инструмента на 40+ деталях.
Цельные твердосплавные сверла — хвостовик концевой фрезы, 10 X D с отверстием для смазки, RT150GG 5513 | ГЮРИНГ
 org/ListItem»> МИСУМИ Главная>
org/ListItem»> МИСУМИ Главная>- Режущие инструменты>
- Сверла>
- Твердосплавные сверла>
- Сверла с прямым хвостовиком и концевой фрезой (твердосплавные)>
- Цельные твердосплавные сверла — хвостовик концевой фрезы, 10 X D с отверстием для смазки, RT150GG 5513
GUHRING
GUHRING
Прямая канавка и двойной край обеспечивают превосходную прямолинейность, идеально подходящую для обработки отливок, наклонного сверления и т. д. до 10 x D.
| Part Number |
|---|
5513-003. 000 000 |
| 5513-003.170 |
| 5513-003.250 |
| 5513-003.300 |
| 5513-003.500 |
| 5513- 003.570 |
| 5513-003.800 |
| 5513-003.970 |
| 5513-004.000 |
| 5513-004.200 |
| 5513-004.500 |
| 5513-005.000 |
| 5513-005.500 |
| 5513-006.000 |
| 5513-006.350 |
| 5513-006.500 |
| 5513-006.800 |
| 5513-007.000 |
| 5513-007.500 |
| 5513-007.800 |
| 5513-008.000 |
| 5513-008.500 |
| 5513-009.000 |
| 5513-009.500 |
| 5513-009.520 |
| 5513-010.000 |
| 5513-010.200 |
| 5513-010. |
| 5513-011.000 |
| 5513-011.500 |
| 5513- 012.000 |
| 5513-012.500 |
| 5513-012.700 |
| 5513-013.000 |
| 5513-013.5000 |
| 5513-013.5.000 |
| 5513-013.1008 5513-014.500 |
| 5513-015.000 |
| 5513-015.500 |
| 5513-016.000 |
| Part Number | Volume Discount | Days to Ship | Hole diameter (drill диаметр) d1 (мм) | Длина паза l2 (мм) | Общая длина L1 (мм) | диаметр хвостовика d2 (мм) | Длина хвостовика l3 (мм) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
5 дней | 3 | 42 | 91 | 6 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | 9 | 9 5 дней | 3. 17 17 | 42 | 91 | 6 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 3,25 | 42 | 91 | 6 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 5 дней | 3,3 | 42 | 91 | 6 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 3,5 | 48 | 91 | 6 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 3,57 | 48 | 91 | 6 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 3,8 | 77 | 121 | 6 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 5 дней | 3,97 | 77 | 121 | 6 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 4 | 77 | 121 | 6 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | 9 5 дней | 4. 2 2 | 77 | 121 | 6 | 36 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 4.5 | 77 | 121 | 6 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 5 дней | 5 | 82 | 121 | 6 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | 9 5 дней | 5.5 | 82 | 121 | 6 | 36 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 01008 | 5 дней | 6 | 82 | 121 | 6 | 36 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | 9 5 дней | 6,35 | 106 | 146 | 8 | 36 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 6,5 | 106 | 146 | 8 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 6,8 | 106 | 146 | 8 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 7 | 106 | 146 | 8 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 7,5 | 106 | 146 | 8 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 7,8 | 106 | 146 | 8 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4 дня | 8 | 106 | 146 | 8 | 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 5 дней | 8,5 | 130 | 175 | 10 | 40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 9 | 130 | 175 | 10 | 40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 9,5 | 130 | 175 | 10 | 40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | 9 | 9 5 дней | 9,52 | 130 | 175 | 10 | 40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | 08 5 дней | 10 | 130 | 175 | 10 | 40 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 10,2 | 159 | 209 | 12 | 45 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | 08 5 дней | 10,5 | 159 | 209 | 12 | 45 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 11 | 159 | 209 | 12 | 45 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 11,5 | 159 | 209 | 12 | 45 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 12 | 159 | 209 | 12 | 45 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 12,5 | 183 | 233 | 14 | 45 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 дней | 12,7 | 183 | 233 | 14 | 45 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 5 дней 13 | 183 | 233 | 14 | 45 | 0002 | 5 дней 13,5 | 183 | 233 | 14 | 45 | 9 | 98 | 5 дней 14 | 183 | 233 | 14 | 45 | 10009 85 дней 14,5 | 207 | 260 | 16 | 48 | 09 | 5 дней 15 | 207 | 260 | 16 | 48 | 10009 5 дней 15,5 | 207 | 260 | 16 | 48 | 5 Days 16 | 207 | 260 | 16 | 48 | |
Loading. ..
..
Basic Information
| Tool Material Type | Карбид | Тип хвостовика | Хвостовик концевой фрезы | Покрытие Да/Нет | нет данных |
|---|---|---|---|---|---|
| С/без масляного отверстия | В наличии | Количество канавок (лист) | 2 | Угол наклона (°) | 120 |
| Стандарт | Г. С. | Внутренняя подача масла | В наличии | Допуск на диаметр лезвия | м7 |
| Допуск на диаметр хвостовика | ч6 |
Настроить здесь
Дополнительные продукты в этой категории
Клиенты, которые просматривали этот товар, также просматривали
MISUMI использует файлы cookie для предоставления вам услуг и улучшения этого веб-сайта.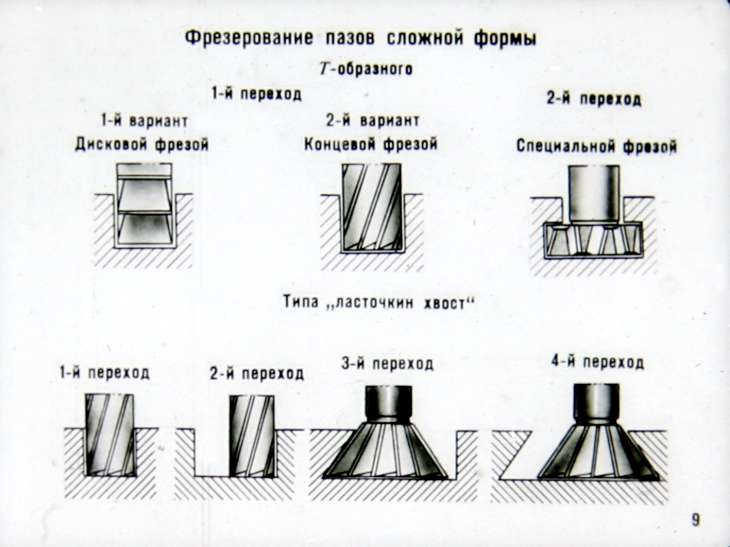 Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
- Я принимаю
Параметры стратегии обработки
Параметры обработки
Параметры стратегии
Радиальные параметры
Осевые параметры
Параметры финишной обработки
Пользовательские параметрыСм. Добавление пользовательского параметра Геометрия Инструмент следует по направляющему контуру между верхом и низом канавки, в то время как
ИнструментыПри фрезеровании канавок используется Т-образный паз. См. Задание элемента инструмента в операции обработки Параметры подачи и скорости
Подачи и скорости операции могут обновляться автоматически Макросы ЧПУ Пути перехода в операциях обработки можно определить с помощью
Предлагаемый режим макроса для макроса подхода и отвода:
Предлагаемый макрорежим для макроса зазора:
Для получения дополнительной информации см. Определение макросов. |

 Если расстояние больше, позиция не исключается.
Если расстояние больше, позиция не исключается.


 Пружинный проход используется для компенсации
Пружинный проход используется для компенсации
 Углы могут быть скошены или
Углы могут быть скошены или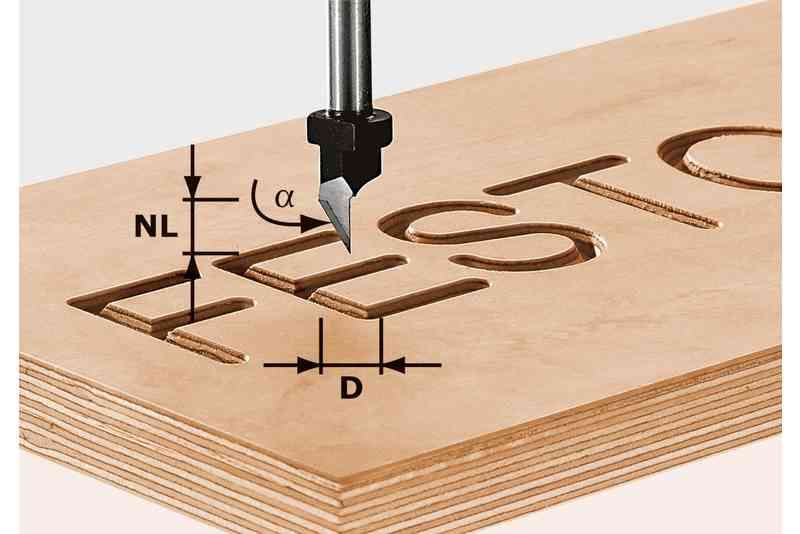


Какая фреза для V-образного паза??
майкер
Известный член
#1
Недавно я купил копию RF 45 и запасся концевыми фрезами и сверлами для пазов. и концевые фрезы со сферическим концом от CTC.
и концевые фрезы со сферическим концом от CTC.
Мой вопрос. Это фреза, которая вырезает V-образный паз с помощью вертикальной фрезы?
Я сделал это на горизонтальной мельнице в колледже без проблем.
Будет ли резец для вертикальной фрезы похож на зенкер? Я не вижу ни одного в каталогах или
на сайте CTC.
Rgds
Михаил
Оловянный сокол
Известный член
#2
Сверлильный станок MELIN
http://www.use-enco.com/CGI/INPDFF?PMPAGE=131&PARTPG=INLMK32
Олово
Блогведьма
Ex Bogstandard
#3
Михаил,
Отвечая на ваш вопрос, да, вы можете приобрести фрезы с изогнутыми наконечниками. В моем арсенале есть несколько.
Обычно, по крайней мере у меня, они не опускаются до острого конца, а заканчиваются отверстием, как на конце концевой фрезы. Так что на самом деле, когда вы делаете V-образную канавку, вы обычно делаете небольшую прорезь вдоль нижней части разреза, чтобы позволить тому, что находится в прорези, хорошо прилегать к V-образным сторонам.
Командир должен объяснить, о чем я.
Блоги
Опубликовано одновременно с Тином. Его показать им собирается точка.
майкер
Известный член
#4
Ааа… Я думал, что маленький плоский рельеф был отфрезерован как вторая операция
обычной концевой фрезой.
Большое спасибо за ответы и C o C
Лью_Меррик_PE
Гость
#5
Я считаю, что фреза с двойным углом (вероятно, того же типа, что вы использовали на горизонтально-фрезерном станке), установленная на соответствующей оправке, является лучшим решением для фрезерования паза с наклонной стороной. Центр концевых фрез с V-образными наконечниками крайне неэффективен при удалении материала, поскольку имеет почти нулевую производительность SFM.
Стэн
Известный член
#6
Для канавок под углом 90° используйте обычную концевую фрезу с заготовкой под углом 45° или головкой, наклоненной на 45°.
Лью Хартсвик
Известный член
#7
Стэн сказал:
Для канавок под углом 90° используйте обычную концевую фрезу с заготовкой под углом 45° или головкой, наклоненной на 45°.
Нажмите, чтобы развернуть…

Это прекрасно работает для одной V-образной канавки, НО когда вы хотите, чтобы две V были разделены на
точную сумму становится ОЧЕНЬ сложно. Конечно, это можно сделать, и я сделал это, но как
я только что сказал, что это СЛОЖНО! Так что я только что получил два, один из карбида, V-образные фрезы от ENCO
, и они работают как мечта. Я использовал один из быстрорежущей стали из алюминия и один из карбида из стали
для скользящего приспособления, которое я сделал несколько недель назад.
…лев…
измельчить
Известный член
#8
Lew_Merrick_PE сказал:
Я считаю, что фреза с двойным углом (вероятно, того же типа, что вы использовали на горизонтально-фрезерном станке), установленная на соответствующей оправке, является лучшим решением для фрезерования паза с угловой стороной.

