Футеровка это: Футеровка | это… Что такое Футеровка?
Содержание
Футеровка | это… Что такое Футеровка?
Футеровка — специальная отделка для обеспечения защиты поверхностей от возможных механических или физических повреждений. Например, в горно-металлургической промышленности постоянно возникает проблема защиты оборудования, связанного с перегрузкой и перевозкой различных материалов, от ударных, истирающих и налипающих воздействий, для решения которой с успехом используется футеровка. Футеровка печей производится для того, чтобы усилить огнестойкость материалов, из которых изготовлена печь. Преимущества применения слоисто-пористых материалов и изделий на их основе, таких, как вермикулит, для того, чтобы футеровка была надежной и качественной, продиктованы следующим: материал пожаробезопасный, имеет высокие показатели теплостойкости и огнеупорности, химически инертен, имеет высокие изоляционные свойства (то есть минимальную электропроводность).
Содержание
|
Футеровка доменной печи
Огнеупорная футеровка (кладка) доменной печи предназначена для уменьшения тепловых потерь и предохранения кожуха от воздействия высоких температур и от контакта с жидким металлом и шлаком.
Применяемые огнеупоры
Для футеровки доменной печи применяют качественный (доменный) шамотный кирпич, высокоглиноземистый кирпич, углеродистые блоки, иногда карбидокремниевый кирпич. Основу шамота составляют SiО2 и Аl2О3. Для доменных печей стандартом предусмотрено три сорта шамотных изделий с содержанием Аl2О3 соответственно не менее 43, 41 и 39 %; они отличаются повышенной плотностью и прочностью, высокой огнеупорностью (> 1750 °C), низким содержанием Аl2О3 (<1,5 %). Кирпич с более высоким содержанием Аl2О3 применяют для кладки низа печи, а с более низким — для кладки верха. Кроме того, для кладки печей объёмом «1033 м* стандартом предусмотрена марка шамота с меньшим (* 37 %) содержанием Аl2О3, меньшей огнеупорностью (> 1730 °C), прочностью и плотностью. Кирпич может быть длиной 230 мм (нормальный) и 345 мм (полуторный). Применение кирпичей различной длины обеспечивает хорошее переплетение швов кладки. Высокоглиноземистый муллитовый кирпич, применяемый для кладки лещади, содержит > 63 % Аl2О3 при огнеупорности > 1800 °C. Доменный карбидокремниевый кирпич содержит > 72 % SiC и > 7 % азота и отличается от огнеупоров на основе Аl2О3 и SiO2 заметно большей прочностью и теплопроводностью. Углеродистые блоки изготовляют из кокса и обожженного антрацита с добавкой в качестве связующего небольшого количества каменноугольного пека. Длина блоков достигает 3-4 м, они прямоугольного сечения 400×400 и 550×550 мм. Блоки в комбинации с высокоглиноземистым кирпичом больших размеров (400x200x100 мм) применяют для кладки самой нижней части печи — лещади. Швы между огнеупорными кирпичами заполняют раствором, изготовленным из мертелей, соответствующих классу кирпича. Мертель — это порошок, состоящий из измельченного шамота и огнеупорной глины. Для ответственных видов кладки применяют мертели с добавкой небольших количеств поверхностно-активных и клеящих веществ (сода, сульфитно-спиртовая барда), что позволяет приготавливать растворы с меньшей влажностью при одновременном повышении их пластичности.
Высокоглиноземистый муллитовый кирпич, применяемый для кладки лещади, содержит > 63 % Аl2О3 при огнеупорности > 1800 °C. Доменный карбидокремниевый кирпич содержит > 72 % SiC и > 7 % азота и отличается от огнеупоров на основе Аl2О3 и SiO2 заметно большей прочностью и теплопроводностью. Углеродистые блоки изготовляют из кокса и обожженного антрацита с добавкой в качестве связующего небольшого количества каменноугольного пека. Длина блоков достигает 3-4 м, они прямоугольного сечения 400×400 и 550×550 мм. Блоки в комбинации с высокоглиноземистым кирпичом больших размеров (400x200x100 мм) применяют для кладки самой нижней части печи — лещади. Швы между огнеупорными кирпичами заполняют раствором, изготовленным из мертелей, соответствующих классу кирпича. Мертель — это порошок, состоящий из измельченного шамота и огнеупорной глины. Для ответственных видов кладки применяют мертели с добавкой небольших количеств поверхностно-активных и клеящих веществ (сода, сульфитно-спиртовая барда), что позволяет приготавливать растворы с меньшей влажностью при одновременном повышении их пластичности. Для заполнения швов между углеродистыми блоками применяют углеродистую пасту, состоящую из кокса и смоло-пека. Зазор между блоками допускается не более 0,5 мм для вертикальных и не более 1,5 мм для горизонтальных швов.
Для заполнения швов между углеродистыми блоками применяют углеродистую пасту, состоящую из кокса и смоло-пека. Зазор между блоками допускается не более 0,5 мм для вертикальных и не более 1,5 мм для горизонтальных швов.
Лещадь
Ранее лещади доменных печей выкладывали из качественного шамотного кирпича. Однако рост объёма печей и интенсификация плавки вызывали быстрое разрушение такой кладки. Поэтому в настоящее время лещади делают либо цельноуглеродистыми, либо комбинированными из углеродистых и высокоглиноземистых огнеупоров. Применение углеродистых огнеупоров вызвано тем, что из-за их высокой теплопроводности снижается перегрев и вследствие этого уменьшается разрушение кладки лещади. Один из вариантов кладки цельноуглеродистой лещади из углеродистых блоков показан на рис. 22. В комбинированной лещади, один из вариантов которой показан на рис. 25, её низ 1 и наружную часть (стакан) 4 выкладывают из углеродистых блоков, а внутреннюю центральную часть 2 и высокоглиноземистых муллитовых изделий, содержащих более 65 % Аl2О3]. Высота лещади составляет ~ 5,6 м; это необходимо, поскольку за многие месяцы эксплуатации печи происходит разрушение кладки жидким чугуном, и в лещади образуется заполненная жидким чугуном полость, могущая достигать фундамента печи (см. рис. 48). С тем, чтобы уменьшить износ лещади, в современных печах предусматривают воздушное охлаждение её низа. Между низом лещади 1 и пнем 8 фундамента закладывают чугунные плиты 7 толщиной 180 мм; в плиты залиты стальные трубки диаметром 140 мм, в которые вентилятором подают охлаждающий воздух. Снаружи кладку лещади охлаждают гладкими плитовыми холодильниками 3.
Высота лещади составляет ~ 5,6 м; это необходимо, поскольку за многие месяцы эксплуатации печи происходит разрушение кладки жидким чугуном, и в лещади образуется заполненная жидким чугуном полость, могущая достигать фундамента печи (см. рис. 48). С тем, чтобы уменьшить износ лещади, в современных печах предусматривают воздушное охлаждение её низа. Между низом лещади 1 и пнем 8 фундамента закладывают чугунные плиты 7 толщиной 180 мм; в плиты залиты стальные трубки диаметром 140 мм, в которые вентилятором подают охлаждающий воздух. Снаружи кладку лещади охлаждают гладкими плитовыми холодильниками 3.
Горн
Футеровку горна до уровня фурм выполняют из углеродистых блоков, а в районах фурм и чугунных и шлаковых леток из шамотного (> 42 % Аl2О3) кирпича, поскольку углерод здесь может окисляться кислородом дутья, диоксидом углерода (С02), а также парами воды из огнеупорных масс. При работе на безводных леточных массах район чугунных леток делают из углеродистых блоков. Для предотвращения окисления углеродистых блоков в период задувки печи их защищают кладкой (рис. 25, 6) в один ряд из шамотного кирпича. Толщина футеровки у низа горна достигает 1600 мм. Снаружи кладку горна охлаждают гладкими плитовыми холо-дильниками. Заплечики. Кладку заплечиков чаще всего делают тонко-стенной (толщина 230 или 345 мм) из шамотного (> 42 % Аl2О3) кирпича в один ряд, при этом кирпич примыкает к периферийным плитовым холодильникам с залитым кирпичом (рис. 26). Иногда вместо шамота применяют карбидокремниевые кирпичи. Кладка заплечиков быстро изнашивается и вместо неё на поверхности холодильников формируется слой гарнисажа (застывшего шлака и мелких кусков шихты).
Для предотвращения окисления углеродистых блоков в период задувки печи их защищают кладкой (рис. 25, 6) в один ряд из шамотного кирпича. Толщина футеровки у низа горна достигает 1600 мм. Снаружи кладку горна охлаждают гладкими плитовыми холо-дильниками. Заплечики. Кладку заплечиков чаще всего делают тонко-стенной (толщина 230 или 345 мм) из шамотного (> 42 % Аl2О3) кирпича в один ряд, при этом кирпич примыкает к периферийным плитовым холодильникам с залитым кирпичом (рис. 26). Иногда вместо шамота применяют карбидокремниевые кирпичи. Кладка заплечиков быстро изнашивается и вместо неё на поверхности холодильников формируется слой гарнисажа (застывшего шлака и мелких кусков шихты).
Шахта и распар
Кладку распара и охлаждаемой части шахты (~2/3 её высоты снизу) выполняют из шамотного (> 41-42 % Аl2О3) или карбидокремниевого кирпича, а кладку верхней неохлаждаемой части шахты из шамота, содержащего > 39 % Аl2О3. Кирпичи укладывают в два—три ряда вперевязку (рис. 2б). Кладка шахты с распаром может быть толсто-, средне- и тонкостенной. В прежние годы широко применяли толстостенную кладку (толщина верха шахты 800—900 мм и до 1300 мм в районе распара) с горизонтальными холодильниками, заглубленными в кладку и служащими её опорой (расположение таких холодильников можно видеть на рис. 27). Однако в связи с тем, что холодильники расположены на расстоянии друг от друга, плохо охлаждается кожух, и после износа футеровки возникают его местные перегревы, вызывая термическую деформацию и возможность появления трещин. Кроме того, вырезы в кожухе для установки горизонтальных холодильников снижают его прочность и делают кожух менее герметичным. В связи с этим в последние годы делают тонко- и среднестенные шахты. Тонкостенная шахта (и распар) имеет в охлаждаемой части толщину кладки 230—345 мм и в верхней неохлаждаемой части 575—690 мм с охлаждением вертикальными ребристыми холодильниками (рис. 26), причем часть холодильников имеет горизонтальные выступы, которые служат опорой для кладки и способствуют удержанию гарнисажа.
Кирпичи укладывают в два—три ряда вперевязку (рис. 2б). Кладка шахты с распаром может быть толсто-, средне- и тонкостенной. В прежние годы широко применяли толстостенную кладку (толщина верха шахты 800—900 мм и до 1300 мм в районе распара) с горизонтальными холодильниками, заглубленными в кладку и служащими её опорой (расположение таких холодильников можно видеть на рис. 27). Однако в связи с тем, что холодильники расположены на расстоянии друг от друга, плохо охлаждается кожух, и после износа футеровки возникают его местные перегревы, вызывая термическую деформацию и возможность появления трещин. Кроме того, вырезы в кожухе для установки горизонтальных холодильников снижают его прочность и делают кожух менее герметичным. В связи с этим в последние годы делают тонко- и среднестенные шахты. Тонкостенная шахта (и распар) имеет в охлаждаемой части толщину кладки 230—345 мм и в верхней неохлаждаемой части 575—690 мм с охлаждением вертикальными ребристыми холодильниками (рис. 26), причем часть холодильников имеет горизонтальные выступы, которые служат опорой для кладки и способствуют удержанию гарнисажа. Среднестенная шахта имеет толщину кладки в охлаждаемой части 575—900 мм и в неохлаждаемой 700 мм, охлаждение либо комбинированное из вертикальных ребристых холодильников в сочетании с горизонтальными (как на рис. 27), либо из вертикальных ребристых холодильников, имеющих горизонтальные выступы (как на рис. 26). В распаре и охлаждаемой части шахты по мере износа кирпича образуется слой гарнисажа. С тем, чтобы уменьшить давление от расширяющейся при нагреве кладки на кожух печи и предотвратить его разрыв, между футеровкой и вертикальными холодильниками по всей высоте печи (кроме распара) предусматривают зазор в 70—200 мм, заполняемый шамото-асбестовой или пластичной углеродистой массой.
Среднестенная шахта имеет толщину кладки в охлаждаемой части 575—900 мм и в неохлаждаемой 700 мм, охлаждение либо комбинированное из вертикальных ребристых холодильников в сочетании с горизонтальными (как на рис. 27), либо из вертикальных ребристых холодильников, имеющих горизонтальные выступы (как на рис. 26). В распаре и охлаждаемой части шахты по мере износа кирпича образуется слой гарнисажа. С тем, чтобы уменьшить давление от расширяющейся при нагреве кладки на кожух печи и предотвратить его разрыв, между футеровкой и вертикальными холодильниками по всей высоте печи (кроме распара) предусматривают зазор в 70—200 мм, заполняемый шамото-асбестовой или пластичной углеродистой массой.
Колошник
Собственно футеровка колошника состоит из одного ряда шамотного кирпича, выкладываемого у кожуха. За ним располагают «колошниковую защиту», которая воспринимает удары падающих сверху в процессе загрузки кусков шихты. Широко распространенная её разновидность состоит из стальных сегментов — литых полых коробок, заполненных шамотным кирпичом. Сегменты (рис. 28) расположены несколькими кольцевыми рядами по высоте колошника; соседние по окружности сегменты соединены между собой болтами. Вся колошниковая защита крепится к кожуху с помощью нескольких подвесок, в каждой из которых (см. рис. 28) сегменты прикреплены к вертикальной пластине, соединенной с серьгой, которая свободно подвешена на штыре, вставленном в отверстие кронштейна; последний прикреплен к кожуху болтами. Такая подвеска позволяет всем сегментам перемешаться вверх в случае роста кладки шахты в вертикальном направлении в результате её нагрева.
Сегменты (рис. 28) расположены несколькими кольцевыми рядами по высоте колошника; соседние по окружности сегменты соединены между собой болтами. Вся колошниковая защита крепится к кожуху с помощью нескольких подвесок, в каждой из которых (см. рис. 28) сегменты прикреплены к вертикальной пластине, соединенной с серьгой, которая свободно подвешена на штыре, вставленном в отверстие кронштейна; последний прикреплен к кожуху болтами. Такая подвеска позволяет всем сегментам перемешаться вверх в случае роста кладки шахты в вертикальном направлении в результате её нагрева.
| Это заготовка статьи о технике. Вы можете помочь проекту, исправив и дополнив её. Это примечание по возможности следует заменить более точным. |
Футеровка | это… Что такое Футеровка?
Футеровка — специальная отделка для обеспечения защиты поверхностей от возможных механических или физических повреждений. Например, в горно-металлургической промышленности постоянно возникает проблема защиты оборудования, связанного с перегрузкой и перевозкой различных материалов, от ударных, истирающих и налипающих воздействий, для решения которой с успехом используется футеровка. Футеровка печей производится для того, чтобы усилить огнестойкость материалов, из которых изготовлена печь. Преимущества применения слоисто-пористых материалов и изделий на их основе, таких, как вермикулит, для того, чтобы футеровка была надежной и качественной, продиктованы следующим: материал пожаробезопасный, имеет высокие показатели теплостойкости и огнеупорности, химически инертен, имеет высокие изоляционные свойства (то есть минимальную электропроводность).
Футеровка печей производится для того, чтобы усилить огнестойкость материалов, из которых изготовлена печь. Преимущества применения слоисто-пористых материалов и изделий на их основе, таких, как вермикулит, для того, чтобы футеровка была надежной и качественной, продиктованы следующим: материал пожаробезопасный, имеет высокие показатели теплостойкости и огнеупорности, химически инертен, имеет высокие изоляционные свойства (то есть минимальную электропроводность).
Содержание
|
Футеровка доменной печи
Огнеупорная футеровка (кладка) доменной печи предназначена для уменьшения тепловых потерь и предохранения кожуха от воздействия высоких температур и от контакта с жидким металлом и шлаком.
Применяемые огнеупоры
Для футеровки доменной печи применяют качественный (доменный) шамотный кирпич, высокоглиноземистый кирпич, углеродистые блоки, иногда карбидокремниевый кирпич. Основу шамота составляют SiО2 и Аl2О3. Для доменных печей стандартом предусмотрено три сорта шамотных изделий с содержанием Аl2О3 соответственно не менее 43, 41 и 39 %; они отличаются повышенной плотностью и прочностью, высокой огнеупорностью (> 1750 °C), низким содержанием Аl2О3 (<1,5 %). Кирпич с более высоким содержанием Аl2О3 применяют для кладки низа печи, а с более низким — для кладки верха. Кроме того, для кладки печей объёмом «1033 м* стандартом предусмотрена марка шамота с меньшим (* 37 %) содержанием Аl2О3, меньшей огнеупорностью (> 1730 °C), прочностью и плотностью. Кирпич может быть длиной 230 мм (нормальный) и 345 мм (полуторный). Применение кирпичей различной длины обеспечивает хорошее переплетение швов кладки. Высокоглиноземистый муллитовый кирпич, применяемый для кладки лещади, содержит > 63 % Аl2О3 при огнеупорности > 1800 °C.
Основу шамота составляют SiО2 и Аl2О3. Для доменных печей стандартом предусмотрено три сорта шамотных изделий с содержанием Аl2О3 соответственно не менее 43, 41 и 39 %; они отличаются повышенной плотностью и прочностью, высокой огнеупорностью (> 1750 °C), низким содержанием Аl2О3 (<1,5 %). Кирпич с более высоким содержанием Аl2О3 применяют для кладки низа печи, а с более низким — для кладки верха. Кроме того, для кладки печей объёмом «1033 м* стандартом предусмотрена марка шамота с меньшим (* 37 %) содержанием Аl2О3, меньшей огнеупорностью (> 1730 °C), прочностью и плотностью. Кирпич может быть длиной 230 мм (нормальный) и 345 мм (полуторный). Применение кирпичей различной длины обеспечивает хорошее переплетение швов кладки. Высокоглиноземистый муллитовый кирпич, применяемый для кладки лещади, содержит > 63 % Аl2О3 при огнеупорности > 1800 °C. Доменный карбидокремниевый кирпич содержит > 72 % SiC и > 7 % азота и отличается от огнеупоров на основе Аl2О3 и SiO2 заметно большей прочностью и теплопроводностью. Углеродистые блоки изготовляют из кокса и обожженного антрацита с добавкой в качестве связующего небольшого количества каменноугольного пека. Длина блоков достигает 3-4 м, они прямоугольного сечения 400×400 и 550×550 мм. Блоки в комбинации с высокоглиноземистым кирпичом больших размеров (400x200x100 мм) применяют для кладки самой нижней части печи — лещади. Швы между огнеупорными кирпичами заполняют раствором, изготовленным из мертелей, соответствующих классу кирпича. Мертель — это порошок, состоящий из измельченного шамота и огнеупорной глины. Для ответственных видов кладки применяют мертели с добавкой небольших количеств поверхностно-активных и клеящих веществ (сода, сульфитно-спиртовая барда), что позволяет приготавливать растворы с меньшей влажностью при одновременном повышении их пластичности.
Доменный карбидокремниевый кирпич содержит > 72 % SiC и > 7 % азота и отличается от огнеупоров на основе Аl2О3 и SiO2 заметно большей прочностью и теплопроводностью. Углеродистые блоки изготовляют из кокса и обожженного антрацита с добавкой в качестве связующего небольшого количества каменноугольного пека. Длина блоков достигает 3-4 м, они прямоугольного сечения 400×400 и 550×550 мм. Блоки в комбинации с высокоглиноземистым кирпичом больших размеров (400x200x100 мм) применяют для кладки самой нижней части печи — лещади. Швы между огнеупорными кирпичами заполняют раствором, изготовленным из мертелей, соответствующих классу кирпича. Мертель — это порошок, состоящий из измельченного шамота и огнеупорной глины. Для ответственных видов кладки применяют мертели с добавкой небольших количеств поверхностно-активных и клеящих веществ (сода, сульфитно-спиртовая барда), что позволяет приготавливать растворы с меньшей влажностью при одновременном повышении их пластичности. Для заполнения швов между углеродистыми блоками применяют углеродистую пасту, состоящую из кокса и смоло-пека. Зазор между блоками допускается не более 0,5 мм для вертикальных и не более 1,5 мм для горизонтальных швов.
Для заполнения швов между углеродистыми блоками применяют углеродистую пасту, состоящую из кокса и смоло-пека. Зазор между блоками допускается не более 0,5 мм для вертикальных и не более 1,5 мм для горизонтальных швов.
Лещадь
Ранее лещади доменных печей выкладывали из качественного шамотного кирпича. Однако рост объёма печей и интенсификация плавки вызывали быстрое разрушение такой кладки. Поэтому в настоящее время лещади делают либо цельноуглеродистыми, либо комбинированными из углеродистых и высокоглиноземистых огнеупоров. Применение углеродистых огнеупоров вызвано тем, что из-за их высокой теплопроводности снижается перегрев и вследствие этого уменьшается разрушение кладки лещади. Один из вариантов кладки цельноуглеродистой лещади из углеродистых блоков показан на рис. 22. В комбинированной лещади, один из вариантов которой показан на рис. 25, её низ 1 и наружную часть (стакан) 4 выкладывают из углеродистых блоков, а внутреннюю центральную часть 2 и высокоглиноземистых муллитовых изделий, содержащих более 65 % Аl2О3]. Высота лещади составляет ~ 5,6 м; это необходимо, поскольку за многие месяцы эксплуатации печи происходит разрушение кладки жидким чугуном, и в лещади образуется заполненная жидким чугуном полость, могущая достигать фундамента печи (см. рис. 48). С тем, чтобы уменьшить износ лещади, в современных печах предусматривают воздушное охлаждение её низа. Между низом лещади 1 и пнем 8 фундамента закладывают чугунные плиты 7 толщиной 180 мм; в плиты залиты стальные трубки диаметром 140 мм, в которые вентилятором подают охлаждающий воздух. Снаружи кладку лещади охлаждают гладкими плитовыми холодильниками 3.
Высота лещади составляет ~ 5,6 м; это необходимо, поскольку за многие месяцы эксплуатации печи происходит разрушение кладки жидким чугуном, и в лещади образуется заполненная жидким чугуном полость, могущая достигать фундамента печи (см. рис. 48). С тем, чтобы уменьшить износ лещади, в современных печах предусматривают воздушное охлаждение её низа. Между низом лещади 1 и пнем 8 фундамента закладывают чугунные плиты 7 толщиной 180 мм; в плиты залиты стальные трубки диаметром 140 мм, в которые вентилятором подают охлаждающий воздух. Снаружи кладку лещади охлаждают гладкими плитовыми холодильниками 3.
Горн
Футеровку горна до уровня фурм выполняют из углеродистых блоков, а в районах фурм и чугунных и шлаковых леток из шамотного (> 42 % Аl2О3) кирпича, поскольку углерод здесь может окисляться кислородом дутья, диоксидом углерода (С02), а также парами воды из огнеупорных масс. При работе на безводных леточных массах район чугунных леток делают из углеродистых блоков. Для предотвращения окисления углеродистых блоков в период задувки печи их защищают кладкой (рис. 25, 6) в один ряд из шамотного кирпича. Толщина футеровки у низа горна достигает 1600 мм. Снаружи кладку горна охлаждают гладкими плитовыми холо-дильниками. Заплечики. Кладку заплечиков чаще всего делают тонко-стенной (толщина 230 или 345 мм) из шамотного (> 42 % Аl2О3) кирпича в один ряд, при этом кирпич примыкает к периферийным плитовым холодильникам с залитым кирпичом (рис. 26). Иногда вместо шамота применяют карбидокремниевые кирпичи. Кладка заплечиков быстро изнашивается и вместо неё на поверхности холодильников формируется слой гарнисажа (застывшего шлака и мелких кусков шихты).
Для предотвращения окисления углеродистых блоков в период задувки печи их защищают кладкой (рис. 25, 6) в один ряд из шамотного кирпича. Толщина футеровки у низа горна достигает 1600 мм. Снаружи кладку горна охлаждают гладкими плитовыми холо-дильниками. Заплечики. Кладку заплечиков чаще всего делают тонко-стенной (толщина 230 или 345 мм) из шамотного (> 42 % Аl2О3) кирпича в один ряд, при этом кирпич примыкает к периферийным плитовым холодильникам с залитым кирпичом (рис. 26). Иногда вместо шамота применяют карбидокремниевые кирпичи. Кладка заплечиков быстро изнашивается и вместо неё на поверхности холодильников формируется слой гарнисажа (застывшего шлака и мелких кусков шихты).
Шахта и распар
Кладку распара и охлаждаемой части шахты (~2/3 её высоты снизу) выполняют из шамотного (> 41-42 % Аl2О3) или карбидокремниевого кирпича, а кладку верхней неохлаждаемой части шахты из шамота, содержащего > 39 % Аl2О3. Кирпичи укладывают в два—три ряда вперевязку (рис. 2б). Кладка шахты с распаром может быть толсто-, средне- и тонкостенной. В прежние годы широко применяли толстостенную кладку (толщина верха шахты 800—900 мм и до 1300 мм в районе распара) с горизонтальными холодильниками, заглубленными в кладку и служащими её опорой (расположение таких холодильников можно видеть на рис. 27). Однако в связи с тем, что холодильники расположены на расстоянии друг от друга, плохо охлаждается кожух, и после износа футеровки возникают его местные перегревы, вызывая термическую деформацию и возможность появления трещин. Кроме того, вырезы в кожухе для установки горизонтальных холодильников снижают его прочность и делают кожух менее герметичным. В связи с этим в последние годы делают тонко- и среднестенные шахты. Тонкостенная шахта (и распар) имеет в охлаждаемой части толщину кладки 230—345 мм и в верхней неохлаждаемой части 575—690 мм с охлаждением вертикальными ребристыми холодильниками (рис. 26), причем часть холодильников имеет горизонтальные выступы, которые служат опорой для кладки и способствуют удержанию гарнисажа.
Кирпичи укладывают в два—три ряда вперевязку (рис. 2б). Кладка шахты с распаром может быть толсто-, средне- и тонкостенной. В прежние годы широко применяли толстостенную кладку (толщина верха шахты 800—900 мм и до 1300 мм в районе распара) с горизонтальными холодильниками, заглубленными в кладку и служащими её опорой (расположение таких холодильников можно видеть на рис. 27). Однако в связи с тем, что холодильники расположены на расстоянии друг от друга, плохо охлаждается кожух, и после износа футеровки возникают его местные перегревы, вызывая термическую деформацию и возможность появления трещин. Кроме того, вырезы в кожухе для установки горизонтальных холодильников снижают его прочность и делают кожух менее герметичным. В связи с этим в последние годы делают тонко- и среднестенные шахты. Тонкостенная шахта (и распар) имеет в охлаждаемой части толщину кладки 230—345 мм и в верхней неохлаждаемой части 575—690 мм с охлаждением вертикальными ребристыми холодильниками (рис. 26), причем часть холодильников имеет горизонтальные выступы, которые служат опорой для кладки и способствуют удержанию гарнисажа. Среднестенная шахта имеет толщину кладки в охлаждаемой части 575—900 мм и в неохлаждаемой 700 мм, охлаждение либо комбинированное из вертикальных ребристых холодильников в сочетании с горизонтальными (как на рис. 27), либо из вертикальных ребристых холодильников, имеющих горизонтальные выступы (как на рис. 26). В распаре и охлаждаемой части шахты по мере износа кирпича образуется слой гарнисажа. С тем, чтобы уменьшить давление от расширяющейся при нагреве кладки на кожух печи и предотвратить его разрыв, между футеровкой и вертикальными холодильниками по всей высоте печи (кроме распара) предусматривают зазор в 70—200 мм, заполняемый шамото-асбестовой или пластичной углеродистой массой.
Среднестенная шахта имеет толщину кладки в охлаждаемой части 575—900 мм и в неохлаждаемой 700 мм, охлаждение либо комбинированное из вертикальных ребристых холодильников в сочетании с горизонтальными (как на рис. 27), либо из вертикальных ребристых холодильников, имеющих горизонтальные выступы (как на рис. 26). В распаре и охлаждаемой части шахты по мере износа кирпича образуется слой гарнисажа. С тем, чтобы уменьшить давление от расширяющейся при нагреве кладки на кожух печи и предотвратить его разрыв, между футеровкой и вертикальными холодильниками по всей высоте печи (кроме распара) предусматривают зазор в 70—200 мм, заполняемый шамото-асбестовой или пластичной углеродистой массой.
Колошник
Собственно футеровка колошника состоит из одного ряда шамотного кирпича, выкладываемого у кожуха. За ним располагают «колошниковую защиту», которая воспринимает удары падающих сверху в процессе загрузки кусков шихты. Широко распространенная её разновидность состоит из стальных сегментов — литых полых коробок, заполненных шамотным кирпичом./c051cbc1217abee.ru.s.siteapi.org/img/523d2d10fbd2144bf645dfef8491ddf66e561bd7.jpg) Сегменты (рис. 28) расположены несколькими кольцевыми рядами по высоте колошника; соседние по окружности сегменты соединены между собой болтами. Вся колошниковая защита крепится к кожуху с помощью нескольких подвесок, в каждой из которых (см. рис. 28) сегменты прикреплены к вертикальной пластине, соединенной с серьгой, которая свободно подвешена на штыре, вставленном в отверстие кронштейна; последний прикреплен к кожуху болтами. Такая подвеска позволяет всем сегментам перемешаться вверх в случае роста кладки шахты в вертикальном направлении в результате её нагрева.
Сегменты (рис. 28) расположены несколькими кольцевыми рядами по высоте колошника; соседние по окружности сегменты соединены между собой болтами. Вся колошниковая защита крепится к кожуху с помощью нескольких подвесок, в каждой из которых (см. рис. 28) сегменты прикреплены к вертикальной пластине, соединенной с серьгой, которая свободно подвешена на штыре, вставленном в отверстие кронштейна; последний прикреплен к кожуху болтами. Такая подвеска позволяет всем сегментам перемешаться вверх в случае роста кладки шахты в вертикальном направлении в результате её нагрева.
| Это заготовка статьи о технике. Вы можете помочь проекту, исправив и дополнив её. Это примечание по возможности следует заменить более точным. |
Подкладка История бренда
Toggle Nav
Поиск
Сравнение товаров
Меню
Счет
Настройки
Язык
Английский
Эстония
Доставка в Турцию начинается от 15 евро.
Li Ning Company — компания по производству спортивных товаров, основанная в 1990 году г-ном Ли Нином, известным в Китае «гимнастическим принцем». После более чем 20 лет исследований Li Ning постепенно стала ведущей международной спортивной бренд-компанией, представляющей Китай. С самого начала своего существования он взял на себя инициативу по созданию франчайзинговой монопольной маркетинговой системы по всей стране для спонсирования китайских спортивных делегаций для участия в различных внутренних и международных соревнованиях на протяжении многих лет; от того, чтобы стать первой компанией по производству спортивных товаров, внедрившей ERP в Китае, до постоянной корректировки позиционирования бренда, а затем до 2004 г. В июне компания Li Ning пережила развитие и процветание китайских национальных предприятий.
Li Ning занимается бренд-маркетингом, исследованиями и разработками, проектированием, производством, распространением и розничной торговлей. Ассортимент продукции в основном включает спортивную и повседневную обувь, одежду, оборудование и аксессуары, производимые компанией. В основном он использует модель аутсорсингового производства и франчайзингового дистрибьютора. Компания создала огромную систему управления цепочками поставок, а также дистрибьюторскую и розничную сеть в Китае. К концу 2011 года общее количество фирменных магазинов Li Ning в Китае достигло 8 255, и это было в Юго-Восточной Азии, Центральной Азии, Европе и т. д. Региональное развитие бизнеса.
В основном он использует модель аутсорсингового производства и франчайзингового дистрибьютора. Компания создала огромную систему управления цепочками поставок, а также дистрибьюторскую и розничную сеть в Китае. К концу 2011 года общее количество фирменных магазинов Li Ning в Китае достигло 8 255, и это было в Юго-Восточной Азии, Центральной Азии, Европе и т. д. Региональное развитие бизнеса.
Li Ning также принял мультибрендовую стратегию развития бизнеса. Сосредоточив внимание на собственном основном бренде Li Ning, она также (i) создала совместное предприятие с Aigle International SA и получила право на производство, продвижение, распространение и продажу французской AIGLE в Китае. Ай Гао) бренд товаров для спорта на открытом воздухе; (ii) производство, исследования и разработки, продвижение и продажа настольного тенниса и другого спортивного инвентаря марки DHS через дочерние компании; (iii) эксклюзивные права, предоставленные компанией Lotto Sport Italia SpA, на разработку в Китае, производство, продвижение, распространение и продажу лицензионной продукции итальянского бренда спортивной моды Lotto; и (iv) заниматься исследованиями и разработками, производством и продажей профессиональных товаров для бадминтона марки Kason.
Инновации лежат в основе развития бренда Li Ning. С момента своего основания компания Li Ning уделяла большое внимание оригинальному дизайну. В 1998 году в Китае был основан первый центр дизайна и разработки одежды и обуви, а также стала самостоятельной китайской компанией по производству спортивных товаров. В августе 2004 года был создан Гонконгский центр дизайна и разработки, который занимается разработкой одежды под брендом Li Ning. И поддерживать тесное сотрудничество с крупными университетами и научно-исследовательскими институтами в стране и за рубежом.
Компания Li Ning давно занимается развитием спорта. Начиная с Олимпийских игр 1992 года в Барселоне, компания Li Ning сопровождала китайский спортивный корпус и долгое время поддерживала пять «золотых команд мечты», таких как китайская гимнастика, дайвинг, стрельба, настольный теннис и бадминтон. Обеспечьте спортивную команду экипировкой, поощряйте их вдохновлять на лучшее состояние мудрости, тела и ума и играйте на хорошем соревновательном уровне на арене. На международном фронте Li Ning установила стратегические партнерские отношения с ведущими международными соревнованиями и организациями, такими как NBA и ATP; он подписал О’Нила, Любичича, Хосе Кальдерона, Асафу Пауэлла, Исинбаеву, Хилдессона, Чилича, Карлович и других ведущих спортсменов мира; с Олимпийским комитетом Испании, Испанской баскетбольной ассоциацией, Шведским олимпийским комитетом, Аргентинской баскетбольной ассоциацией завоевали признание ведущих международных спортивных команд и отдельных лиц, что делает Li Ning. Профессиональная сила бренда еще раз была доказана.
На международном фронте Li Ning установила стратегические партнерские отношения с ведущими международными соревнованиями и организациями, такими как NBA и ATP; он подписал О’Нила, Любичича, Хосе Кальдерона, Асафу Пауэлла, Исинбаеву, Хилдессона, Чилича, Карлович и других ведущих спортсменов мира; с Олимпийским комитетом Испании, Испанской баскетбольной ассоциацией, Шведским олимпийским комитетом, Аргентинской баскетбольной ассоциацией завоевали признание ведущих международных спортивных команд и отдельных лиц, что делает Li Ning. Профессиональная сила бренда еще раз была доказана.
Являясь лидером отечественной индустрии спортивных товаров, Li Ning активно берет на себя социальную ответственность корпоративных граждан, поддерживая собственное развитие, укрепляя свои надежды на начальные школы, помогая пострадавшим от стихийных бедствий районам, заботясь о сиротах СПИДа и давно временная поддержка спортивного образования в бедных районах. Благотворительная обучающая программа «Спорт вместе» использует преимущества собственных спортивных ресурсов для содействия построению гармоничного общества. Г-н Ли Нин, основатель компании, с энтузиазмом относится к общественному благосостоянию и реализует это чувство социальной ответственности в управлении компанией, возглавляя общие ценности компании в области общественного благосостояния и интерпретируя видение компании об активном участии в глобальных общественно-благотворительные мероприятия. В то же время Ли Нин активно продвигает концепцию корпоративной социальной ответственности в цепочке поставок посредством практических действий, помогает поставщикам продвигать процесс корпоративной социальной ответственности и продвигает более ответственную деловую и социальную среду.
Г-н Ли Нин, основатель компании, с энтузиазмом относится к общественному благосостоянию и реализует это чувство социальной ответственности в управлении компанией, возглавляя общие ценности компании в области общественного благосостояния и интерпретируя видение компании об активном участии в глобальных общественно-благотворительные мероприятия. В то же время Ли Нин активно продвигает концепцию корпоративной социальной ответственности в цепочке поставок посредством практических действий, помогает поставщикам продвигать процесс корпоративной социальной ответственности и продвигает более ответственную деловую и социальную среду.
Компания Li Ning намерена стать конкурентоспособным на международном уровне брендом спортивных товаров. Как компания по производству спортивных товаров, Li Ning Company стремится создавать профессиональные спортивные товары с желанием и силой спорта, чтобы стимулировать прорывы людей, и стремится сделать так, чтобы спорт изменил жизнь и стремился к более высоким прорывам.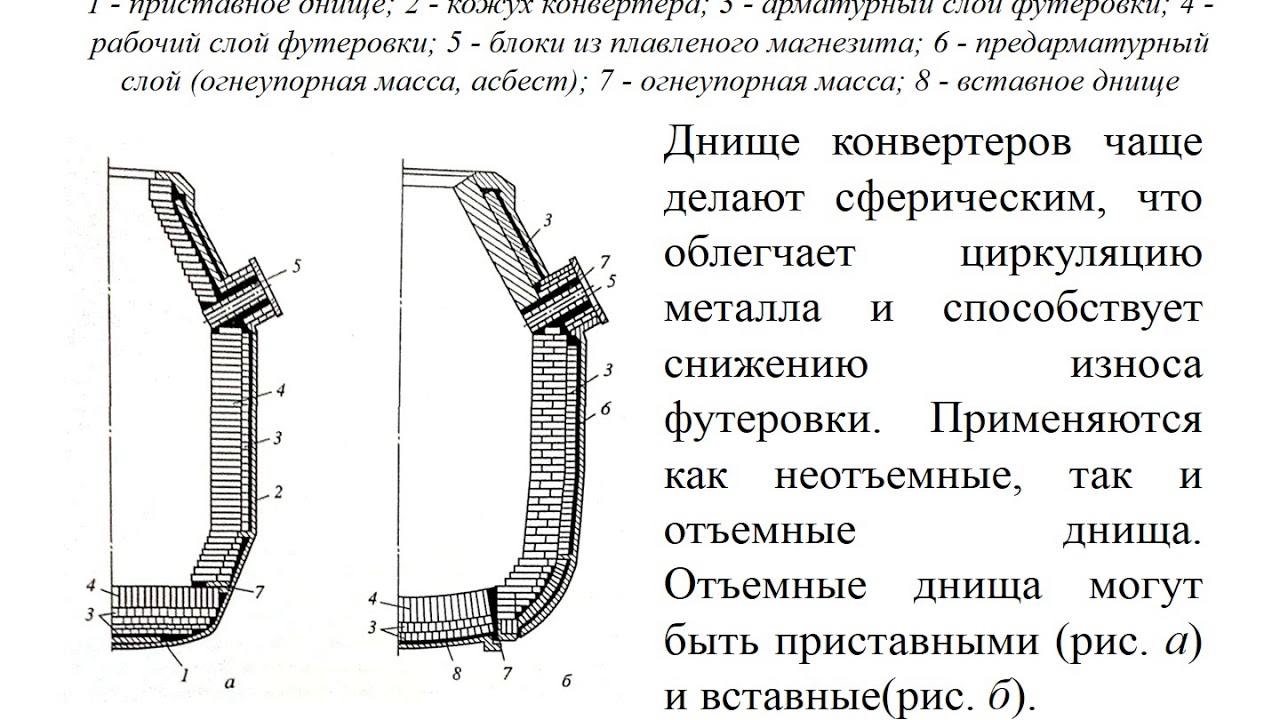 Мы придерживаемся философии компании «мечта о победе», «честность и обещание», «наша культура», «отличная производительность», «ориентация на потребителя» и «прорыв» и стремимся превратить Li Ning в ведущую мировую компанию по производству спортивных товаров.
Мы придерживаемся философии компании «мечта о победе», «честность и обещание», «наша культура», «отличная производительность», «ориентация на потребителя» и «прорыв» и стремимся превратить Li Ning в ведущую мировую компанию по производству спортивных товаров.
Copyright © 2020 Online Sport OÜ. Все права защищены.
Коллекция Уэйда — Коллекции
Переключить навигацию
Поиск
Сравнение товаров
Меню
Счет
Настройки
Язык
Английский
Эстония
Доставка в Турцию начинается от 15 евро.