Гайка класс прочности: Классы прочности
Содержание
Болт шпилька винт гайка шайба — класс прочности
Классы прочности крепежа
Болт шпилька винт
Болт шпилька винт производятся из различных углеродистых сталей — разным сталям соответствуют разные классы прочности. Хотя, иногда можно из одной и той же стали изготовить болты различных классов прочности, используя при этом разные способы обработки заготовки или дополнительную термическую обработку — закалку.
Например, из Стали 35 можно изготовить болты нескольких классов прочности: класса прочности 5.6 — если изготовить болты методом точения на токарном и фрезерном станке: классов 6.6 и 6.8 — получатся при изготовлении болтов методом объёмной штамповки на высадочном прессе; и класса 8.8 — если полученные перечисленными способами болты подвергнуть термической обработке — закалке.
Класс прочности для болт шпилька винт из углеродистых сталей обозначают двумя цифрами через точку. Утверждённый прочностной ряд для болт шпилька винт из углеродистых сталей содержит 11 классов прочности:
3. 6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9
6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9
Первая цифра маркировки класса прочности болта обозначает 0,01 часть номинального временного сопротивления — это предел прочности на растяжение — измеряется в МПа (мегапаскалях) или Н/мм² (ньютонах на миллиметр квадратный). Также первая цифра маркировки класса прочности обозначает ≈0,1 часть номинального временного сопротивления, если Вы измеряете предел прочности на растяжение в кгс/мм² (килограммах-силах на миллиметр квадратный).
Пример: Шпилька класса прочности 5.8: Определяем предел прочности на растяжение
5/0,01=500 МПа (или 500 Н/мм²; или ≈50 кгс/мм²)
Вторая цифра обозначает 0,1 часть отношения предела текучести (напряжения, при котором уже начинается пластическая деформация) к номинальному временному сопротивлению (пределу прочности на растяжение) — таким образом для шпильки класса прочности 10.9 второе число означает, что у шпильки, относящейся к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (или Н/мм²; или ≈90 кгс/мм²)
Пример: Шпилька класса прочности 5. 8: Определяем предел текучести
8: Определяем предел текучести
500х0,8=400 МПа (или 400 Н/мм²; или ≈40 кгс/мм²)
Значение предела текучести — это максимально допустимая рабочая нагрузка болта, винта или шпильки, при превышении которой происходит не восстанавливаемая деформация. При расчётах нагрузки на болт шпилька винт используют 1/2 или 1/3 от предела текучести, то есть, с двукратным или трёхкратным запасом прочности соответственно.
Классы прочности и марки сталей для болт шпилька винт
| Класс прочности | Марка стали | Граница прочности, МПа | Граница текучести, МПа | Твердость по Бринеллю, HB |
| 3.6 | Ст3кп, Ст3сп, Ст5кп, Ст5сп | 300…330 | 180…190 | 90…238 |
4. 6 6 | Ст5кп, Ст.10 | 400 | 240 | 114…238 |
| 4.8 | Ст.10, Ст.10кп | 400…420 | 320…340 | 124…238 |
| 5.6 | Ст.35 | 500 | 300 | 147…238 |
| 5.8 | Ст.10, Ст.10кп, Ст.20, Ст.20кп | 500…520 | 400…420 | 152…238 |
| 6.6 | Ст.35, Ст.45 | 600 | 360 | 181…238 |
6. 8 8 | Ст.20, Ст.20кп, Ст.35 | 600 | 480 | 181…238 |
| 8.8 | Ст.35, Ст.45, Ст.35Х, Ст.38ХА, Ст.20Г2Р | 800* | 640* | 238…304* |
| 8.8 | Ст.35, Ст.35Х, Ст.38ХА, Ст.40Х, Ст.20Г2Р | 800…830** | 640…660** | 242…318** |
| 9.8* | Ст.35, Ст.35Х, Ст.45, Ст.38ХА, Ст.40Х, Ст.30ХГСА, Ст.35ХГСА, Ст.20Г2Р | 900 | 720 | 276…342 |
10. 9 9 | Ст.35Х, Ст.38ХА, С.45, Ст.45Г, Ст.40Г2, Ст.40Х, Ст.40Х Селект, Ст.30ХГСА, Ст.35ХГСА, | 1000…1040 | 900…940 | 304…361 |
| 12.9 | Ст.30ХГСА, Ст.35ХГСА, Ст.40ХНМА | 1200…1220 | 1080…110 | 366…414 |
В таблице приведены самые распространённые в метизном производстве и рекомендованные марки сталей, но в различных особых случаях также применяются и другие стали, когда их применение продиктовано дополнительными требованиями к крепежу.
Значками помечено в таблице:
* применительно к номинальным диаметрам до 16 мм.
** применительно к номинальным диаметрам больше,чем 16 мм.
Существуют специальные стандарты на высокопрочные болты узкоотраслевого применения, имеющие свою градацию прочности. Например, стандарты на высокопрочные болты с увеличенным размером «под ключ», применяемые в мостостроении — так называемые «мостовые болты»: ГОСТ 22353-77 и российский стандарт ГОСТ Р 52644-2006.
Например, стандарты на высокопрочные болты с увеличенным размером «под ключ», применяемые в мостостроении — так называемые «мостовые болты»: ГОСТ 22353-77 и российский стандарт ГОСТ Р 52644-2006.
Прочность болтов согласно этих стандартов обозначается значением временного сопротивления на разрыв (границы прочности) в кгс/см²: то есть, 110, 95, 75 и т.д.
Такие болты могут производиться в двух исполнениях:
- Исполнение У — для климатических областей с максимально низкой температурой до -400С — буква У не обозначается в маркировке
- Исполнение ХЛ — для климатических областей с максимально низкой температурой от -400С до -650С — обозначается в маркировке на головке болта после класса прочности
| Резьба болтов | Класс прочности болтов | Марка стали | Граница прочности, МПа (кгс/см²) | Относит.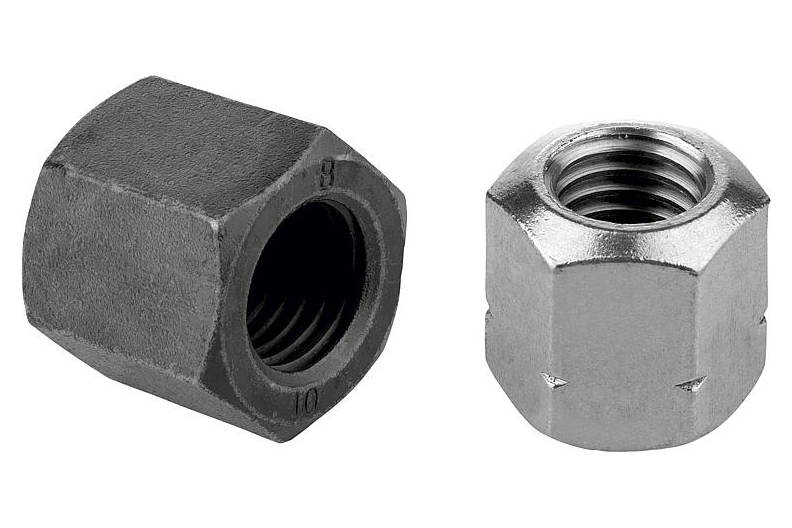 удлинение, % удлинение, % | Ударная вязкость болтов исполнения ХЛ, МДж/м²(кгс·м/см²) | Макс. твердость по Бринеллю, HB |
| М16…М27 | 110 | 40Х Селект | 1100 (110)…1350 (135) | минимум 8 | минимум 0,5 (5) | 388 |
| М30 | 95 | 950 (95)…1150 (115) | 363 | |||
| М36 | 75 | 750 (75)…950 (95) | ||||
| М42 | 65 | 650 (65)…850 (85) | ||||
| М48 | 60 | 600 (60)…800 (80) |
Гайка класс прочности
Гайка класс прочности для углеродистых сталей нормальной высоты (Н≈0,8d), гаек высоких (Н≈1,2d) и особо высоких (Н≈1,5d) обозначается одним числом. Утверждённый прочностной ряд содержит семь классов прочности:
Утверждённый прочностной ряд содержит семь классов прочности:
4; 5; 6; 8; 9; 10; 12
Это число обозначает 1/100 часть предела прочности болта с которым в паре должна компоноваться гайка в резьбовом соединении. Такое сочетание болта и гайки называется рекомендуемым и позволяет равномерно распределить нагрузку в резьбовом соединении.
Например, гайка класса прочности 8 должна компоноваться с болтом, у которого предел прочности не менее, чем:
8 х 100 = 800 МПа (или 800 Н/мм²; или ≈80 кгс/мм²)
Следовательно, можно использовать класс прочности болтов 8.8; 9.8; 10.9; 12.9 — оптимальной будет пара с класс прочности болтов 8.8.
Классы прочности и марки сталей для гаек нормальной высоты, гаек высоких и гаек особо высоких
| Класс прочности | Марка стали | Граница прочности, МПа | Твердость по Бринеллю, HB |
| 4 |  5, Ст.5кп, Ст.20"}»>Ст3кп, Ст3сп, Ст.5, Ст.5кп, Ст.20 5, Ст.5кп, Ст.20"}»>Ст3кп, Ст3сп, Ст.5, Ст.5кп, Ст.20 | 510 | 112…288 |
| 5 | Ст.10, Ст.10кп, Ст.20, Ст.20кп | 520…630 | 124…288 |
| 6 | Ст.10, Ст.10кп, Ст.20, Ст.20кп, Ст.35, ст.45, ст.40Х | 600…720 | 138…288 |
| 8 |  35, Ст.45, Ст.20Г2Р, Ст.40Х"}»>Ст.35, Ст.45, Ст.20Г2Р, Ст.40Х 35, Ст.45, Ст.20Г2Р, Ст.40Х"}»>Ст.35, Ст.45, Ст.20Г2Р, Ст.40Х | 800…920 | 162…288 |
| 9 | Ст.35Х, Ст.38ХА, Ст.45, Ст.40Х | 1040…1060 | 180…288 |
| 10 | Ст.35Х, Ст.38ХА, Ст.45, Ст.40Х, Ст.30ХГСА, Ст.40ХНМА | 900…920 | 260…335 |
| 12 |  30ХГСА, Ст.40ХНМА"}»>Ст.30ХГСА, Ст.40ХНМА 30ХГСА, Ст.40ХНМА"}»>Ст.30ХГСА, Ст.40ХНМА | 1150…1200 | 280…335 |
Правило подбора гаек к болтам заключается в сохранении целостности резьбы гайки, навинченной на болт, при приложении пробной испытательной нагрузки — попросту говоря, при испытаниях гайку не должно «сорвать» от испытательной нагрузки для выбранного болта.
При подборе класс прочности болтов и гайка класс прочности, сопрягаемых в резьбовом соединении, можно пользоваться следующей таблицей согласно ГОСТ 1759.4-87:
Сопрягаемые болты:
| Гайка класс прочности | Класс прочности | Диаметр резьбы |
| 4 |  6; 4.6; 4.8"}»>3.6; 4.6; 4.8 6; 4.6; 4.8"}»>3.6; 4.6; 4.8 | до М16 |
| 5 | 3.6; 4.6; 4,8 | свыше M16 |
| 5 | 5.6; 5.8 | до М48 |
| 6 | 4.6; 4.8; 5.6; 5.8; 6.6; 6.8 | до М48 |
| 8 |  m",1]»>8.8 m",1]»>8.8 | до М48 |
| 9 | 8.8 | от М16 до М48 |
| 9 | 9.8 | до M16 |
| 10 | 10.9 | до М48 |
| 12 |  m",1]»>12.9 m",1]»>12.9 | до М48 |
Как правило, гайки высших классов прочности могут заменить гайки низших классов прочности. Такая замена рекомендуется для соединений «болт + гайка», напряжение в которых будет выше предела текучести, или напряжения от пробной нагрузки болта.
Прочность шайб
Прочность шайб, в отличие от болтов и гаек, которые имеют классы прочности обозначаемые количественно цифрами, исходя из показателей прочности на разрыв и пластичности, шайбы несут нагрузки на сжатие, кручение, срез и, в основном, призваны распределить нагрузку в болтовом соединении на большую площадь. В таком случае для прочность шайб определяющим параметром является поверхностная твёрдость, и ко всем видам шайб предъявляются требования по твердости. Если речь идёт о классе прочность шайб, то подразумевается именно твердость шайб.
По аналогии с болтами, винтами и гайками многие называют твердость у шайб их классом прочности.
Класс прочности (твердость) шайб может измеряться и обозначаться в различных единицах — в зависимости от метода измерения твёрдости: методы измерения бывают по Виккерсу, по Роквеллу и по Бринеллю. Размеры, наличие защитного покрытия и в обязательном порядке твердость определяют сферу применения шайб в различных условиях работы.
Наиболее распространён метод Виккерса — шайбы могут иметь твёрдость по Виккерсу от 100 единиц до 400, и обозначаются HV100, HV200, HV300 и т.д. По Роквеллу твёрдость обозначается HRC, по Бринеллю НВ.
Классы прочности, твердости и их обозначения
При выборе болтов, винтов, винтов с внутренним шестигранником шпилек и гаек стоит обращать внимание на класс прочности изделий.
Прочность изделия прямо влияет на значение максимальной нагрузки, которое может выдержать крепежный узел.
1.Болты, винты, винты с внутренним шестигранником и шпильки из углеродистых сталей.
Для болтов, винтов и шпилек из углеродистых нелегированных или легированных сталей, в соответствии с ГОСТ ISO 898-1-2014, установлены следующие классы прочности — 3. 6; 4.6; 4.8; 5.6; 5.8; 6.8; 8.8; 9.8; 10.9 и 12.9.
6; 4.6; 4.8; 5.6; 5.8; 6.8; 8.8; 9.8; 10.9 и 12.9.
Обозначение класса прочности состоит из двух чисел:
первое соответствует 1/100 номинального значения временного сопротивления разрыву (предел прочности) в Н/мм2;
второе соответствует 1/10 отношения номинального значения предела текучести к номинальному значению пределу прочности в процентах.
Произведение указанных двух чисел соответствует 1/10 номинального значения предела текучести в Н/мм2.
Для примера, возьмем обозначение класса прочности на винтах DIN 7991 — 10.9.
Предел прочности = 10*100 = 1000 Н/мм2 = 1000 МПа.
Значение предела текучести = 1000*0,9 = 900 Н/мм2 = 900 МПа.
Другими словами значение предела текучести означает максимальную рабочую нагрузку на изделие. При превышении данной нагрузки изделие изменит свою геометрию и механические свойства, также возможно разрушение крепежного изделия. Значения предела прочности Rm и напряжение от пробной нагрузки Sp. в зависимости от класса прочности изделий, приведены ниже:
Значения предела прочности Rm и напряжение от пробной нагрузки Sp. в зависимости от класса прочности изделий, приведены ниже:
| Совокупность изделий | Класс прочности | Предел прочности на растяжение, Н/мм2 | Напряжение от пробной нагрузки, Н/мм2 | |
| Номинальный | Не менее | Номинальное | ||
|
Болт,
винт,
винт с внутренним шестигранником,
шпилька.
| 3.6 | 300 | 330 | 200 |
| 4.6 | 400 | 400 | 225 | |
| 4.8 | 400 | 420 | 310 | |
5. 6 6 | 500 | 500 | 280 | |
| 5.8 | 500 | 520 | 380 | |
| 6.6 | 600 | 600 | 440 | |
| 8.8 | 800 | 800* | 580** | |
| 9.8 | 900 | 900 | 650 | |
| 10.9 | 1000 | 1040 | 830 | |
| 12.9 | 1200 | 1220 | 970 | |
* Для болтов диаметром более 16 мм, значение равно 830 Н/мм2
** Для болтов диаметром более 16 мм, значение равно 600 Н/мм2
2. Гайки из углеродистых сталей.
Для
гаек из углеродистых нелегированных или легированных сталей, в соответствии с ГОСТ Р ИСО 898-2-2013, который заменил ГОСТ 1759. 5-87 классы прочности гаек установлены в следующем порядке:
5-87 классы прочности гаек установлены в следующем порядке:
2.1. Для гаек с высотой ≥ 0,8d , где d — наружный диаметр резьбы гайки, класс прочности обозначается одной цифрой: 4; 5; 6; 8; 9; 10; 12.
Цифра указывает уменьшенное в 100 раз минимальное значение предела прочности болта, с которым могут сопрягаться данные гайки в соединении и выдерживать нагрузку. Это означает, что гайка с классом прочности 8 может использоваться с болтом класса прочности 8.8
2.2. Для гаек с высотой ≥ 0,45 d и <0,8 d , где d — наружный диаметр резьбы гайки, класс прочности обозначается двумя цифрами 04; 05
Первая цифра указывает на то, что нагрузочная способность соединения данной гайки с болтом ниже, чем у гаек, указанных в п. 2.1., следовательно, при нагрузке выше допускаемой может произойти срез резьбы.
Вторая цифра, умноженная на 100, соответствует номинальному напряжению от пробной нагрузки при испытаниях.
3. Болты, винты, винты с внутренним шестигранником и шпильки из нержавеющих сталей.

Для болтов, винтов и шпилек из нержавеющей стали в соответствии с ГОСТ Р ИСО 3506-1, класс прочности обозначается следующими числами:45; 50; 60; 70; 80; 110. Болты, винты, шпильки из различных классов нержавеющих сталей имеют свои значения классов прочности. Значения предела прочности на разрыв, в зависимости от класса нержавеющей стали, приведены в таблице ниже:
| Класс стали | Марка | Класс прочности |
Предел прочности на
разрыв, Н/мм2
|
| Аустенитные |
А1, А2, А3,
А4, А5
| 50 | 500 |
| 70 | 700 | ||
| 80 | 800 | ||
| Мартенситные | С1 | 50 | 500 |
| 70 | 700 | ||
| 110 | 1100 | ||
| С3 | 80 | 800 | |
| С4 | 50 | 500 | |
| 70 | 700 | ||
| Ферритные | F | 45 | 450 |
| 60 | 600 |
4.
 Гайки из нержавеющих сталей.
Гайки из нержавеющих сталей.
Для гаек из коррозионно-стойкой нержавеющей стали в соответствии с ГОСТ ISO 3506-2-2014 классы прочности гаек установлены в следующем порядке:
4.1. Для гаек с высотой ≥ 0,8d , где d — наружный диаметр резьбы гайки, класс прочности состоит из двух цифр: 45; 50; 60; 70; 80; 110.
Число соответствует 1/10 значения предела прочности в Н/мм2.
4.2. Для гаек с высотой ≥ 0,45 d и <0,8 d , где d — наружный диаметр резьбы гайки, класс прочности обозначается тремя цифрами 025; 035; 040; 055.
Первая цифра «0» указывает на то, что нагрузочная способность соединения данной гайки с болтом ниже, чем у гаек, указанных в п. 4.1., следовательно, при нагрузке выше допускаемой может произойти срез резьбы. Две следующих цифры, представляют значения пробной нагрузки, уменьшенной в 10 раз. Гайки из различных классов нержавеющих сталей имеют свои значения классов прочности. Значения предела прочности на разрыв, в зависимости от класса нержавеющей стали, приведены в таблице ниже:
| Класс стали | Марка | Класс прочности | Напряжение от пробной нагрузки, Н/мм2, не менее. | ||
| гайки с высотой ≥ 0,8d | гайки с высотой ≥ 0,45 d и <0,8 d | гайки с высотой ≥ 0,8d | гайки с высотой ≥ 0,45 d и <0,8 d | ||
| Аустенитные | А1, А2, А3, А4, А5 | 50 | 025 | 500 | 250 |
| 70 | 035 | 700 | 350 | ||
| 80 | 040 | 800 | 400 | ||
| Мартенситные | С1 | 50 | 025 | 500 | 250 |
| 70 | — | 700 | — | ||
| 110 | 055 | 1100 | 550 | ||
| С3 | 80 | 040 | 800 | 400 | |
| С4 | 50 | — | 500 | — | |
| 70 | 035 | 700 | 350 | ||
| Ферритные | F | 45 | 020 | 450 | 200 |
| 60 | 030 | 600 | 300 | ||
5.
 Установочные винты с внутренним шестигранником из углеродистых сталей.
Установочные винты с внутренним шестигранником из углеродистых сталей.
Для установочных винтов из углеродистых нелегированных или легированных сталей, согласно ГОСТ ISO 898-5-2014 применяются следующие обозначения твердости:14Н, 22Н, 33Н и 45Н.
Числовая часть обозначения составляет уменьшенную в 10 раз минимальную твердость по Виккерсу. Буква Н обозначает твердость.
Обозначение класса твердости относительно к твердости по Виккерсу, приведены в таблице ниже:
| Обозначение класса твердости | 14Н | 22Н | 33Н | 45Н | |
| Твердость по Виккерсу HV | не менее | 140 | 220 | 330 | 450 |
| не более | 290 | 300 | 440 | 560 | |
6.
 Установочные винты с внутренним шестигранником из нержавеющих сталей.
Установочные винты с внутренним шестигранником из нержавеющих сталей.
Для установочных винтов из коррозионно-стойкой нержавеющей стали, согласно ГОСТ ISO 3506-3-2014 применяются следующие обозначения твердости:12Н и 21Н.
Числовая часть обозначения составляет уменьшенную в 10 раз минимальную твердость по Виккерсу. Буква Н обозначает твердость.
Обозначение класса твердости относительно к твердости по Виккерсу, приведены в таблице ниже:
| Обозначение класса твердости | 12Н | 21Н | |
| Твердость по Виккерсу HV | не менее | 140 | 210 |
| не более | 209 | ||
Перевод единиц измерения: 1 Па = 1Н/м²; 1 МПа = 1 Н/мм² = 10 кгс/см².
См.Общие сведения о легированной нержавеющей стали.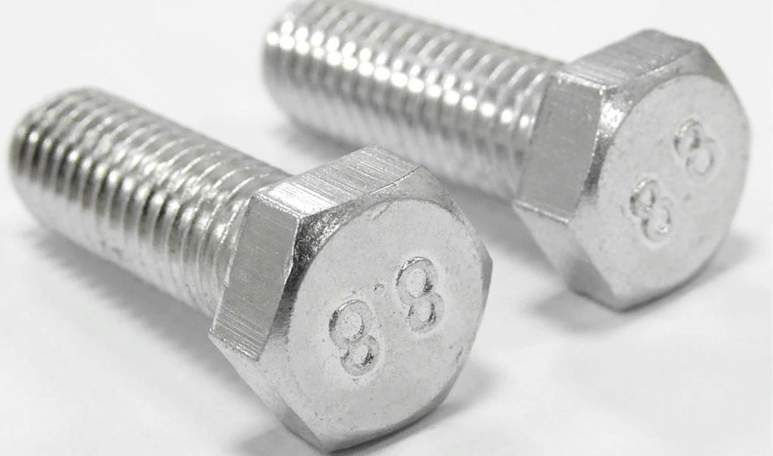
С уважением, Ваш Поставщик Крепежа.
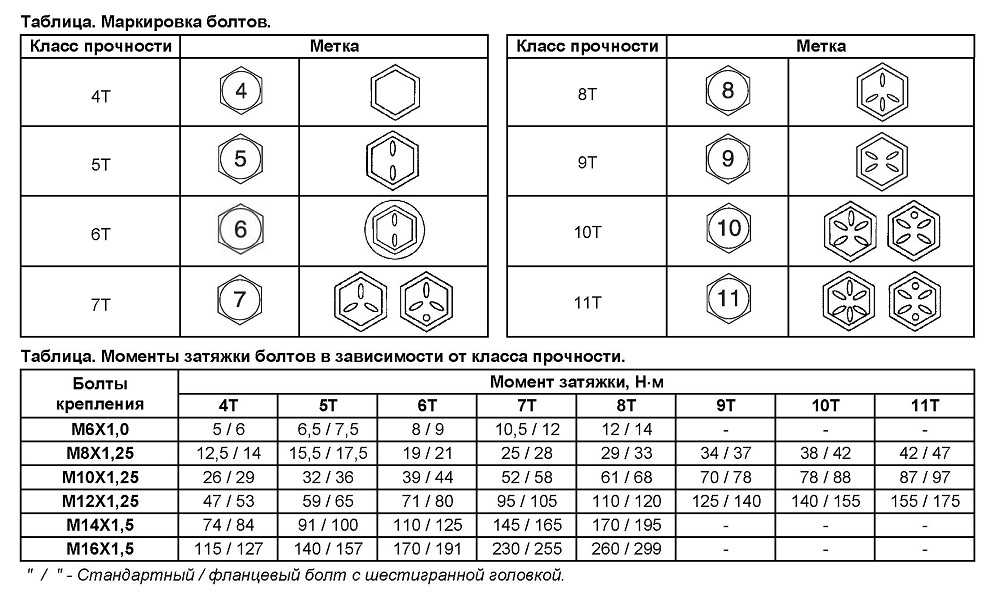
Класс прочности крепежа и их маркировка
В зависимости от назначения и области применения крепёж изготавливают различных классов прочности, соответственно из разных марок сталей. Нет никакой надобности использовать высокопрочные болты для крепления, скажем, козырька на киоске, и напротив — совсем недопустимо использовать болты обычного, низкого, класса прочности в ответственных конструкциях башенных или козловых кранов — здесь применяются исключительно высокопрочные болты по ГОСТ 7817-70 — отсюда и народное название таких болтов «крановые болты». Желание сэкономить и использовать обычные болты — подешевле, или «крановые болты», но изготовленные из низкопрочных сталей, приводит к зрелищным новостям по телевизору с падающим краном в центре внимания.
Для различных видов крепежа (болты, винты, гайки, шпильки) используются разные стали, разные классы прочности и различная их маркировка.
Болты, винты и шпильки
Болты, винты и шпильки производятся из различных углеродистых сталей — разным сталям соответствуют разные классы прочности. Хотя, иногда можно из одной и той же стали изготовить болты различных классов прочности, используя при этом разные способы обработки заготовки или дополнительную термическую обработку — закалку.
Хотя, иногда можно из одной и той же стали изготовить болты различных классов прочности, используя при этом разные способы обработки заготовки или дополнительную термическую обработку — закалку.
Например, из Стали 35 можно изготовить болты нескольких классов прочности: класса прочности 5.6 — если изготовить болты методом точения на токарном и фрезерном станке: классов 6.6 и 6.8 — получатся при изготовлении болтов методом объёмной штамповки на высадочном прессе; и класса 8.8 — если полученные перечисленными способами болты подвергнуть термической обработке — закалке.
Класс прочности для болтов, винтов и шпилек из углеродистых сталей обозначают двумя цифрами через точку. Утверждённый прочностной ряд для болтов, винтов и шпилек из углеродистых сталей содержит 11 классов прочности:
3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9
Первая цифра маркировки класса прочности болта обозначает 0,01 часть номинального временного сопротивления — это предел прочности на растяжение — измеряется в МПа (мегапаскалях) или Н/мм² (ньютонах на миллиметр квадратный). Также первая цифра маркировки класса прочности обозначает ≈0,1 часть номинального временного сопротивления, если Вы измеряете предел прочности на растяжение в кгс/мм² (килограммах-силах на миллиметр квадратный).
Также первая цифра маркировки класса прочности обозначает ≈0,1 часть номинального временного сопротивления, если Вы измеряете предел прочности на растяжение в кгс/мм² (килограммах-силах на миллиметр квадратный).
Пример: Шпилька класса прочности 5.8: Определяем предел прочности на растяжение
5/0,01=500 МПа (или 500 Н/мм²; или ≈50 кгс/мм²)
Вторая цифра обозначает 0,1 часть отношения предела текучести (напряжения, при котором уже начинается пластическая деформация) к номинальному временному сопротивлению (пределу прочности на растяжение) — таким образом для шпильки класса прочности 10.9 второе число означает, что у шпильки, относящейся к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (или Н/мм²; или ≈90 кгс/мм²)
Пример: Шпилька класса прочности 5.8: Определяем предел текучести
500х0,8=400 МПа (или 400 Н/мм²; или ≈40 кгс/мм²)
Значение предела текучести — это максимально допустимая рабочая нагрузка болта, винта или шпильки, при превышении которой происходит невосстанавливаемая деформация. При расчётах нагрузки на болты, винты или шпильки используют 1/2 или 1/3 от предела текучести, то есть, с двукратным или трёхкратным запасом прочности соответственно.
При расчётах нагрузки на болты, винты или шпильки используют 1/2 или 1/3 от предела текучести, то есть, с двукратным или трёхкратным запасом прочности соответственно.
Гайки
Класс прочности для гаек из углеродистых сталей нормальной высоты (Н≈0,8d), гаек высоких (Н≈1,2d) и особо высоких (Н≈1,5d) обозначается одним числом. Утверждённый прочностной ряд содержит семь классов прочности:
4; 5; 6; 8; 9; 10; 12
Это число обозначает 1/100 часть предела прочности болта с которым в паре должна компоноваться гайка в резьбовом соединении. Такое сочетание болта и гайки называется рекомендуемым и позволяет равномерно распределить нагрузку в резьбовом соединении.
Например, гайка класса прочности 8 должна компоноваться с болтом, у которого предел прочности не менее, чем:
8 х 100 = 800 МПа (или 800 Н/мм²; или ≈80 кгс/мм²)
Следовательно, можно использовать болты классов прочности 8.8; 9.8; 10.9; 12.9 — оптимальной будет пара с болтом класса прочности 8. 8.
8.
Шайбы
В отличие от болтов и гаек, которые имеют классы прочности обозначаемые количественно цифрами, исходя из показателей прочности на разрыв и пластичности, шайбы несут нагрузки на сжатие, кручение, срез и, в основном, призваны распределить нагрузку в болтовом соединении на большую площать. В таком случае для шайб определяющим параметром является поверхностная твёрдость, и ко всем видам шайб предъявляются требования по твердости. Если речь идёт о классе прочности шайб, то подразумевается именно твердость шайб.
По аналогии с болтами, винтами и гайками многие называют твердость у шайб их классом прочности.
Класс прочности (твердость) шайб может измеряться и обозначаться в различных единицах — в зависимости от метода измерения твёрдости: методы измерения бывают по Виккерсу, по Роквеллу и по Бринеллю. Размеры, наличие защитного покрытия и в обязательном порядке твердость определяют сферу применения шайб в различных условиях работы.
Наиболее распространён метод Виккерса — шайбы могут иметь твёрдость по Виккерсу от 100 единиц до 400, и обозначаются HV100, HV200, HV300 и т. д. По Роквеллу твёрдость обозначается HRC, по Бринеллю НВ.
д. По Роквеллу твёрдость обозначается HRC, по Бринеллю НВ.
Теги
- Класс прочности
- маркировка
Класс прочности болтов — ГОСТ 7798-70, маркировка, виды, обозначение
- Важность правильного выбора крепежа
- Классы прочности резьбовых крепежных изделий
- Маркировка болтов по классу их прочности
- Особенности соединения с помощью резьбы
- Виды резьбового крепления
- Как правильно затягивать и откручивать болт
Крепежные элементы, представленные на современном рынке в большом разнообразии, используются как для простого соединения элементов различных конструкций, так и для увеличения их надежности и способности переносить значительные нагрузки. От того, для каких целей планируется использовать эти элементы, зависит класс прочности болтов, которые необходимо выбрать.
Болт шестигранный оцинкованный с гайкой
Важность правильного выбора крепежа
Болты, выпускаемые современной промышленностью, могут значительно отличаться по классам своей прочности, что зависит преимущественно от марки стали, которая была использована для их изготовления. Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
К примеру, для соединения элементов легкой ненагруженной конструкции подойдут болты более низкого класса прочности, а для крепления ответственных конструкций, эксплуатирующихся под значительными нагрузками, необходимы высокопрочные изделия. Наиболее примечательными из таких конструкций являются башенные и козловые краны, соответственно, болты, отличающиеся самой высокой прочностью, стали называть «крановыми». Характеристики таких крепежных элементов, используемых для соединения элементов самых ответственных конструкций, регламентируются требованиями ГОСТ 7817-70. Такие болты делают из высокопрочных сортов стали, что также оговаривается в нормативном документе.
Крепежные элементы, как известно, бывают нескольких видов: болты, гайки, винты, шпильки. Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Классы прочности резьбовых крепежных изделий
Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2.
Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
Болт с цилиндрической головкой и внутренним шестигранником
Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.
После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.
Болт с шестигранной головкой и фланцем
Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали).
Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности:
- 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;
- 6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;
- 8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.
Основные марки стали, применяемые при производстве болтов
Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами.
Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами.
Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности.
Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов.
- Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий.
- Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия.
 В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
Параметры высокопрочных болтов
В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Маркировка болтов по классу их прочности
Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы.
Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя.
Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно.
Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.
Стандартное расположение маркировки на болтах
Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать:
- 0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;
- 0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;
- 0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм.
Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности.
ГОСТ 7798-70 оговаривает как технические характеристики таких болтов, так и их геометрические параметры. С материалами ГОСТ 7798-70 можно ознакомиться ниже.
Особенности соединения с помощью резьбы
- Надежность за счет использования специальной метрической резьбы и универсальности профиля. Многочисленные исследования подтверждают, что при правильно выбранном классе прочности болта, а также моменте затяжки такое соединение выдерживает большие нагрузки, а также надежно защищено от самооткручивания.
- Выдерживание поперечных и осевых нагрузок. Изготовленные из специальных марок стали, болты хорошо противодействуют нагрузкам в любом направлении.

- Несложный монтаж и демонтаж конструкций. Несмотря на то, что спустя некоторое время открутить резьбовое соединение бывает непросто (из-за коррозии металла), с помощью специальных растворителей это сделать вполне реально.
- Небольшая стоимость работ, которая значительно ниже затрат на сварку. Многие конструкции возводятся сегодня с использованием болтов, поскольку это требует меньше времени и сил.
Нужно отметить, что небольшим недостатком резьбового соединения можно считать сильную концентрацию напряжения в месте впадины профиля самой резьбы. По этой причине маркировка болта должна быть подобрана правильно, в точном соответствии с нагрузкой, которую испытывает деталь. Это позволит уменьшить риск как самооткручивания при слабой затяжке, так и разрыва гайки / срезания резьбы вследствие экстремального напряжения.
Болт лемешный с потайной головкой
Не нужно забывать, что сегодня также активно применяются всевозможные средства стопорения, включая контргайки и пружинные шайбы.

Виды резьбового крепления
Для выполнения резьбового соединения нужны как минимум две детали, одна из которых имеет наружную, а другая – внутреннюю резьбу. Существует несколько конструкционных разновидностей резьбы.
Болтовое
В соединяемых деталях сверлятся сквозные отверстия, после чего вовнутрь вставляется болт, который затягивается с другой стороны гайкой.
Винтовое
В таком типе соединения роль гайки выполняет сама деталь, в которой предварительно высверливается отверстие, затем наносится резьба, после чего с помощью болта или винта крепится другая деталь. Если применять саморезы, то сверлить предварительное отверстие не обязательно, поскольку деталь при закручивании сама автоматически делает резьбу.
С помощью шпилек
Один конец такой шпильки вворачивается в узловую деталь, а на второй специальным образом накручивается подходящая гайка.
Шпилька с ввинчиваемым концом
Как правильно затягивать и откручивать болт
Чаще всего при затяжке болтовых соединений на различных конструкциях в домашнем хозяйстве используются обычные гаечные ключи – торцевые, рожковые и накидные. Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
Чтобы открутить болт, используют те же самые ключи, однако в старых конструкциях чаще всего болты сильно «прикипают» к гайке из-за коррозии. Для безопасного откручивания применяют несколько простых способов:
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).
Резьбовые соединения применяются во многих конструкциях и механизмах, поскольку на практике доказали свою высокую надежность и эффективность.
Правильно подобранный тип болта, закрученный на требуемый момент затяжки, способен справляться с нагрузкой на протяжении всего срока эксплуатации механизма.
WELD.RU / МЕТИЗЫ / Гайка высокопрочная шестигранная класс прочности 8, 10 ГОСТ 5927-70, 5915-70
Вы можете у нас купить гайкивысокопрочные от 1 кг до 50 тонн, продажа за наличный и безналичный расчет — звоните сейчас по указанным на сайте телефонам, пишите письмо по e-mail, либо оформляйте ON LINE ЗАКАЗ, указав размер и требуемое количество в штуках или килограммах, либо загрузив заявку на гайки высокопрочные.
Высокопрочные гайки М10, М12, М16, М20, М22, М24, М27, М30, М36 мм класс прочности 8, 10 ГОСТ 5927-70, 5915-70 постоянно в наличии на складе в Реутове (почти в Москве, 1. 5 км от МКАД).
5 км от МКАД).
Приобретая у нас гайки высокопрочные кл. пр. 8, 10 ГОСТ 5927-70, 5915-70 заказчик получает:
— доставку в требуемые сроки собственным транспортом до объекта в Москве, Московской, Владимирской, Ярославской, Тверской, Смоленской, Калужской, Тульской, Рязанской, Ивановской областях,
— оптимальную цену, учитывающую условия поставки,
— качественные гайки высокопрочные с маркировкой класса прочности,
— сертификаты качества на каждую партию, соответствующие маркировке на высокопрочных гайках и упаковке,
— скомплектованный заказ высокопрочными болтами и шайбами к согласованному сроку,
— пересчёт штук в килограммы и килограммы в штуки,
— гальваническое цинковое либо термодиффузионное покрытие (при необходимости),
— доставку до транспортных компаний и отправку в регионы РФ,
— консультации специалистов по вопросам применения высокопрочных гаек.
Покупая у нашей компании, Вы всегда будете уверены в качестве высокопрочного крепежа.
Цена на гайку высокопрочную формируется следующими факторами:
— стандартная номенклатура или на заказ
— количество и кратность упаковки
паллеты 1,0 тн
ящики 25, 50, 60 кг
розница от 1 кг
— срок поставки
из наличия на складе в Реутове (почти в Москве)
из наличия на заводе
под заказ
— тип покрытия
гальваническое цинкование
термодиффузионное цинкование (ТДЦ)
— базис поставки
самовывоз со склада в Реутове (почти в Москве)
с доставкой до потребителя
транзитом с завода до потребителя
— условия оплаты
предоплата
частичная предоплата
отсрочка платежа
Гайки высокопрочные класс прочности 8, 10 ГОСТ 5927-70, 5915-70 в наличии на складе в Реутове (почти в Москве) и комплектуются:
— болтами высокопрочными класс прочности 8. 8, 10.9 ГОСТ 7798-70, 7805-70,
8, 10.9 ГОСТ 7798-70, 7805-70,
— шайбами плоскими ГОСТ 11371-78, DIN125,
—
шайбами плоскими увеличенными
ГОСТ 6958, DIN 9021,
—
шайбами пружинными
(гровера) ГОСТ 6402, DIN 127.
Вам нужно купить гайки высокопрочные диаметром М36, М42, М48, М52, М56, М60, М64 мм и более, класс прочности 8, 10 сталь 09Г2С, 35, 40Х ГОСТ 5915, 5927-70 — посмотрите рубрику «изготовление метизов«.
Вы можете
задать вопрос
про гайки высокопрочные класс прочности 8, 10 ГОСТ 5927-70, 5915-70, наши специалисты незамедлительно предоставят ответ.
За годы работы, нами поставлены гайки высокопрочные в следующие города: Абакан, Адыгейск, Азов, Аксай, Александров, Анадырь, Анапа, Ангарск, Архангельск, Ахтубинск, Балашиха, Белая Калитва, Белгород, Белореченск, Бийск, Благовещенск Амурская обл. , Борисоглебск, Великие Луки, Владимир, Волгоград, Волгодонск, Волжск, Волжский, Вологда, Воронеж, Воскресенск, Всеволожск, Геленджик, Георгиевск, Глазов, Горячий Ключ, Гусь-Хрустальный, Демидов, Долгопрудный, Домодедово, Дорогобуж, Дубна, Дятьково, Егорьевск, Елабуга, Ессентуки, Железноводск, Железногорск, Железнодорожный, Зеленоград, Зеленокумск, Калач-на-Дону, Калининград, Калуга, Каменск-Уральский, Каменск-Шахтинский, Камышин, Кемерово, Кимовск, Кимры, Кинешма, Кисловодск, Климовск, Клин, Клинцы, Коломна, Красный Яр, Кропоткин, Крымск, Кузнецк, Куйбышев, Кулебаки, Лосино-Петровский, Луга, Люберцы, Магнитогорск, Майкоп, Малоярославец, Минеральные Воды, Михайловка, Мичуринск, Можайск, Моршанск, Москва, Муром, Мценск, Мытищи, Набережные Челны, Наро-Фоминск, Нарьян-Мар, Невинномысск, Нефтеюганск, Нижневартовск, Нижний Новгород, Нижний Тагил, Новокузнецк, Новый Уренгой, Ногинск, Норильск, Обнинск, Одинцово, Орел, Оренбург, Орехово-Зуево, Орск, Первоуральск, Переславль-Залесский, Подольск, Покров, Прокопьевск, Приморско-Ахтарск, Пушкино, Раменское, Рассказово, Реутов, Рославль, Россошь, Ростов, Ростов-на-Дону, Рыбинск, Санкт-Петербург, Саратов, Старый Оскол, Сергиев Посад, Суздаль, Сургут, Суровикино, Сухой Лог, Таганрог, Тамбов, Таруса, Тверь, Темрюк, Тимашевск, Тихорецк, Торжок, Троицк Московская обл.
, Борисоглебск, Великие Луки, Владимир, Волгоград, Волгодонск, Волжск, Волжский, Вологда, Воронеж, Воскресенск, Всеволожск, Геленджик, Георгиевск, Глазов, Горячий Ключ, Гусь-Хрустальный, Демидов, Долгопрудный, Домодедово, Дорогобуж, Дубна, Дятьково, Егорьевск, Елабуга, Ессентуки, Железноводск, Железногорск, Железнодорожный, Зеленоград, Зеленокумск, Калач-на-Дону, Калининград, Калуга, Каменск-Уральский, Каменск-Шахтинский, Камышин, Кемерово, Кимовск, Кимры, Кинешма, Кисловодск, Климовск, Клин, Клинцы, Коломна, Красный Яр, Кропоткин, Крымск, Кузнецк, Куйбышев, Кулебаки, Лосино-Петровский, Луга, Люберцы, Магнитогорск, Майкоп, Малоярославец, Минеральные Воды, Михайловка, Мичуринск, Можайск, Моршанск, Москва, Муром, Мценск, Мытищи, Набережные Челны, Наро-Фоминск, Нарьян-Мар, Невинномысск, Нефтеюганск, Нижневартовск, Нижний Новгород, Нижний Тагил, Новокузнецк, Новый Уренгой, Ногинск, Норильск, Обнинск, Одинцово, Орел, Оренбург, Орехово-Зуево, Орск, Первоуральск, Переславль-Залесский, Подольск, Покров, Прокопьевск, Приморско-Ахтарск, Пушкино, Раменское, Рассказово, Реутов, Рославль, Россошь, Ростов, Ростов-на-Дону, Рыбинск, Санкт-Петербург, Саратов, Старый Оскол, Сергиев Посад, Суздаль, Сургут, Суровикино, Сухой Лог, Таганрог, Тамбов, Таруса, Тверь, Темрюк, Тимашевск, Тихорецк, Торжок, Троицк Московская обл. , Туапсе, Тула, Тында, Туапсе, Углич, Урюпинск, Усинск, Усть-Илимск, Ухта, Фрязино, Химки, Цимлянск, Чайковский, Чаплыгин, Череповец, Черкесск, Чехов Московская обл.,Шатура, Шуя, Щелково, Щербинка, Электрогорск, Электросталь, Электроугли, Энгельс, Южноуральск, Юрга, Ярославль, Ясногорск, Яхрома.
, Туапсе, Тула, Тында, Туапсе, Углич, Урюпинск, Усинск, Усть-Илимск, Ухта, Фрязино, Химки, Цимлянск, Чайковский, Чаплыгин, Череповец, Черкесск, Чехов Московская обл.,Шатура, Шуя, Щелково, Щербинка, Электрогорск, Электросталь, Электроугли, Энгельс, Южноуральск, Юрга, Ярославль, Ясногорск, Яхрома.
Класс прочности крепежа гост
Классы прочности
Основные требования к механическим свойствам метрических крепежных изделий в РФ изложены в ГОСТ 1759.0-87 «Болты, винты, шпильки и гайки. Технические условия», в ГОСТ 1759.4-87 «Болты, винты, шпильки. Механические свойства и методы испытаний» и в ГОСТ 1759.5-87 «Гайки. Механические свойства и методы испытаний».
В указанных нормативных документах вводится понятие «класс прочности» и устанавливается система обозначений классов прочности болтов, винтов, шпилек и гаек.
В соответствие с ГОСТ 1759.4-87 для болтов, винтов и шпилек, установлены следующие классы прочности — 3.6; 4.-700x700.jpg) 6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Классы прочности гаек в соответствие с ГОСТ 1759.5-87 установлены в следующем порядке:
- А) 4; 5; 6; 8; 9; 10; 12 — для гаек с высотой ≥ 0,8d , где d — наружный диаметр резьбы гайки.
Цифра указывает наибольший класс прочности болтов, с которым могут сопрягаться данные гайки в соединении.
Пример 3: Гайка М24 кл.пр.6 σ B. (Rm)= 6х100=600МПа, может быть использована в соединении с болтами пр. 4.8, 5.8.
- Б) 04; 05 — для гаек с высотой ≥ 0,5 d и
ИНН: 7826682663, КПП: 784001001, ОГРН: 1027810323386
В зависимости от назначения и области применения крепёж изготавливают различных классов прочности, соответственно из разных марок сталей. Нет никакой надобности использовать высокопрочные болты для крепления, скажем, козырька на киоске, и напротив – совсем недопустимо использовать болты обычного, низкого, класса прочности в ответственных конструкциях башенных или козловых кранов – здесь применяются исключительно высокопрочные болты по ГОСТ 7817-70 – отсюда и народное название таких болтов «крановые болты». Желание сэкономить и использовать обычные болты – подешевле, или «крановые болты», но изготовленные из низкопрочных сталей, приводит к зрелищным новостям по телевизору с падающим краном в центре внимания.
Желание сэкономить и использовать обычные болты – подешевле, или «крановые болты», но изготовленные из низкопрочных сталей, приводит к зрелищным новостям по телевизору с падающим краном в центре внимания.
Для различных видов крепежа (болты, винты, гайки, шпильки) используются разные стали, разные классы прочности и различная их маркировка.
Болты, винты и шпильки
Болты, винты и шпильки производятся из различных углеродистых сталей – разным сталям соответствуют разные классы прочности. Хотя, иногда можно из одной и той же стали изготовить болты различных классов прочности, используя при этом разные способы обработки заготовки или дополнительную термическую обработку – закалку.
Например, из Стали 35 можно изготовить болты нескольких классов прочности: класса прочности 5.6 – если изготовить болты методом точения на токарном и фрезерном станке: классов 6.6 и 6.8 – получатся при изготовлении болтов методом объёмной штамповки на высадочном прессе; и класса 8. 8 – если полученные перечисленными способами болты подвергнуть термической обработке – закалке.
8 – если полученные перечисленными способами болты подвергнуть термической обработке – закалке.
Класс прочности для болтов, винтов и шпилек из углеродистых сталей обозначают двумя цифрами через точку. Утверждённый прочностной ряд для болтов, винтов и шпилек из углеродистых сталей содержит 11 классов прочности:
3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9
Первая цифра маркировки класса прочности болта обозначает 0,01 часть номинального временного сопротивления – это предел прочности на растяжение – измеряется в МПа (мегапаскалях) или Н/мм² (ньютонах на миллиметр квадратный). Также первая цифра маркировки класса прочности обозначает ≈0,1 часть номинального временного сопротивления, если Вы измеряете предел прочности на растяжение в кгс/мм² (килограммах-силах на миллиметр квадратный).
Пример: Шпилька класса прочности 5.8: Определяем предел прочности на растяжение
5/0,01=500 МПа (или 500 Н/мм²; или ≈50 кгс/мм²)
Вторая цифра обозначает 0,1 часть отношения предела текучести (напряжения, при котором уже начинается пластическая деформация) к номинальному временному сопротивлению (пределу прочности на растяжение) – таким образом для шпильки класса прочности 10. 9 второе число означает, что у шпильки, относящейся к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (или Н/мм²; или ≈90 кгс/мм²)
9 второе число означает, что у шпильки, относящейся к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (или Н/мм²; или ≈90 кгс/мм²)
Пример: Шпилька класса прочности 5.8: Определяем предел текучести
500х0,8=400 МПа (или 400 Н/мм²; или ≈40 кгс/мм²)
Значение предела текучести – это максимально допустимая рабочая нагрузка болта, винта или шпильки, при превышении которой происходит невосстанавливаемая деформация. При расчётах нагрузки на болты, винты или шпильки используют 1/2 или 1/3 от предела текучести, то есть, с двукратным или трёхкратным запасом прочности соответственно.
Гайки
Класс прочности для гаек из углеродистых сталей нормальной высоты (Н≈0,8d), гаек высоких (Н≈1,2d) и особо высоких (Н≈1,5d) обозначается одним числом. Утверждённый прочностной ряд содержит семь классов прочности:
Это число обозначает 1/100 часть предела прочности болта с которым в паре должна компоноваться гайка в резьбовом соединении. Такое сочетание болта и гайки называется рекомендуемым и позволяет равномерно распределить нагрузку в резьбовом соединении.
Такое сочетание болта и гайки называется рекомендуемым и позволяет равномерно распределить нагрузку в резьбовом соединении.
Например, гайка класса прочности 8 должна компоноваться с болтом, у которого предел прочности не менее, чем:
8 х 100 = 800 МПа (или 800 Н/мм²; или ≈80 кгс/мм²)
Следовательно, можно использовать болты классов прочности 8.8; 9.8; 10.9; 12.9 – оптимальной будет пара с болтом класса прочности 8.8.
Шайбы
В отличие от болтов и гаек, которые имеют классы прочности обозначаемые количественно цифрами, исходя из показателей прочности на разрыв и пластичности, шайбы несут нагрузки на сжатие, кручение, срез и, в основном, призваны распределить нагрузку в болтовом соединении на большую площать. В таком случае для шайб определяющим параметром является поверхностная твёрдость, и ко всем видам шайб предъявляются требования по твердости. Если речь идёт о классе прочности шайб, то подразумевается именно твердость шайб.
По аналогии с болтами, винтами и гайками многие называют твердость у шайб их классом прочности.
Класс прочности (твердость) шайб может измеряться и обозначаться в различных единицах – в зависимости от метода измерения твёрдости: методы измерения бывают по Виккерсу, по Роквеллу и по Бринеллю. Размеры, наличие защитного покрытия и в обязательном порядке твердость определяют сферу применения шайб в различных условиях работы.
Наиболее распространён метод Виккерса – шайбы могут иметь твёрдость по Виккерсу от 100 единиц до 400, и обозначаются HV100, HV200, HV300 и т.д. По Роквеллу твёрдость обозначается HRC, по Бринеллю НВ.
В продаже можно встретить самые различные крепежные элементы, которые могут применяться для соединения нескольких изделий в одну конструкцию. Наиболее распространенным предложением можно назвать болты. Они применяются на протяжении последних нескольких десятилетий. Различные виды болтов характеризуются различными геометрическими параметрами и эксплуатационными качествами. К примеру, класс прочности болтов может варьироваться в достаточно большом диапазоне. Рассмотрим подробнее характеристики болтов, которые определяют область применения получаемых механизмов и его срок службы.
Рассмотрим подробнее характеристики болтов, которые определяют область применения получаемых механизмов и его срок службы.
Класс прочности резьбового крепежа
Класс прочности гаек определяет его механическими свойствами. Для классификации изделия по этому параметру применяется ГОСТ 1759 4-67. Согласно нормативной документации класс прочности делится на 11 категорий.
Скачать ГОСТ 1759.4-87 Болты, винты и шпильки. Механические свойства и методы испытаний»
Применяемое обозначение винтов имеет следующие особенности:
- Расшифровать класс прочности 10 или 9 достаточно просто. Применяемые правила маркировки позволяют упростить поставленную задачу по выбору подходящих крепежных элементов.
- Определить класс прочности шайб или других крепежных материалов можно при рассмотрении нормативной документации. Первая цифра обозначения умножается на 100, за счет чего получается показатель прочности на растяжение и на разрыв. Предел прочности определяет то, насколько прочным является применяемое крепежное изделие.

- В маркировке есть и второе число, которое может применяться при расчете основных показателей. К примеру, класс точности 8.8 говорит о том, что второй показатель соответствует соотношение предела текучести к временному сопротивлению. В данном случае показатель составляет 80%.
При изготовлении крепежного материала из нержавеющей стали или других материалов следует учитывать следующие моменты:
- Предел текучести – значение нагрузки, при которой материал после деформации не подлежит восстановлению. При расчете нагрузки, которая оказывает воздействие на резьбу, учитывается тот момент, что должен быть трехкратный запас прочности.
- Таблица прочности болтов применяется для выбора наиболее подходящего крепежного материала.
Разрушающие нагрузки для болтов
Применяемые болты по ГОСТУ с сопротивлением 800 МПа и больше могут выдерживать существенную нагрузку. Именно поэтому они получили широкое распространение при строительстве мостов или других ответственных конструкций.
Нюансы выбора крепежа
К выбору крепежа следует относиться с большой ответственностью. Это связано с тем, что показатель их прочности может существенно отличаться. Подбор проводится с учетом того, какая марка стали болтов обладает более подходящими эксплуатационными качествами. К ключевым моментам отнесем следующую информацию:
- Тип применяемого материала при изготовлении.
- Класс точности.
- Применяемые методы термической и химической обработки.
Высокопрочные болты могут изготавливаться из различных металлов. Ключевыми моментами назовем:
- В большинстве случаев применяются следующие металлы: 10КП, 20КП, сталь 10, сталь 20, 20Г2Р, 40Х. Эти металлы соответствуют всем установленным требованиям по физико-механическим качествам.
- Для повышения эксплуатационных качеств может проводится термическая обработка. Для выполнения подобной операции применяются специальные электрические печи. За счет создания специальной защитной среды обеспечиваются требуемые эксплуатационные качества.

- Углеродистые стали получили самое широкое распространение. Это связано с их относительно невысокой стоимостью, а также высокими эксплуатационными качествами.
Диаметр болтов также является важным критерием выбора. Диаметральные размеры могут варьироваться в достаточно большом диапазоне. С увеличением показателя площади поперечного сечения повышается прочностью и надежность соединения. Длина болтов считается важнейшим геометрическим показателем, который нужно учитывать.
Применяемые материалы могут иметь самые различные характеристики К примеру, уделяется внимание тому, какова твердость болтов.
Слишком низкий показатель может стать причиной деформации резьбовой поверхности при возникновении продольной нагрузки.
Перед выбором наиболее подходящего крепежного элемента нужно учитывать особенности соединения деталей при применении этого крепежного материала:
- Проведенные исследования указывают на то, что при правильном выборе класса прочности и момента затяжки можно обеспечить наиболее качественное соединение.
 Кроме этого, обеспечивается защита от самопроизвольного откручивания и длительный срок службы изделия.
Кроме этого, обеспечивается защита от самопроизвольного откручивания и длительный срок службы изделия. - Качественный крепеж выдерживает поперечные и осевые нагрузки. При изготовлении крепежа применяются специальные металлы и сплавы, которые хорошо противодействуют нагрузкам, воздействующим в любом направлении.
- Существенно упрощается процесс монтажа и демонтажа. Стоит учитывать, что некоторые металлы могут окисляться, и через некоторое время пройти демонтаж конструкции будет сложно. Однако, упростить задачу можно при применении специального вещества.
- Есть возможность получить разъемные соединения. Очень часто можно встретить ситуацию, когда для выполнения различных работ требуется провести разбор конструкции. Для проведения демонтажных работ требуются простые инструменты, на выполнение работы, как правило, уходит немного времени.
- Существенно снижается стоимость получаемого изделия. Сварочное соединение обходится дорого, так как предусматривает использование специального сварочного аппарата.

Качество соединений можно существенно повысить при применении дополнительных различных элементов. К примеру, используются шайбы и контргайки, которые существенно повышают качество и надежность соединения.
Однако, у резьбовых соединений есть и несколько существенных недостатков:
- Концентрация напряжения в месте впадины профиля резьбы. Стоит учитывать, что применение специального металла позволяет существенно повысить надежность резьбовой поверхности.
- Есть вероятность того, что гайка открутится при сильном механическом воздействии. Конечно, для исключения подобной вероятности могут применяться различные методы фиксации.
Кроме этого, выделяют несколько видов резьбового крепления. Примером можно назвать болтовое и винтовое соединение. Некоторые соединения могут проводиться при помощи шпилек. Выбор более подходящего крепежного элемента проводится с учетом того, какими качествами должно обладать изделие.
Маркировка болтов
Маркировка болтов может проводиться при применении разработанных стандартов ISO. Система маркировки подразумевает применение специальных таблиц. Кроме этого, все стандарты, применяемые на территории России, были разработаны несколько десятилетий назад. Класс прочности считается наиболее важным показателем, который учитывается при производстве практически всех крепежных элементов.
Рассматривая обозначение болтов, следует уделить внимание нижеприведенным моментам:
- Обязательная маркировка проводится при изготовлении винтов, диаметр которых составляет более 6 мм. Наносится маркировка прочности болтов и других показателей на изделия меньшего диаметра только по желанию производителя.
- Сортамент применяемых крепежных изделий с крестообразными или прямыми шлицами не предусматривает маркировку. Изделия, имеющие шестигранные шлицы, маркируются обязательно.
- Обязательной маркировке не подлежат не штампованные варианты исполнения, которые изготавливаются путем точения и резания.
 Маркировка наносится только в том случае, если этого требует заказчик. При этом расшифровка может проводится по-разному, стандарты применяются не во всех случаях.
Маркировка наносится только в том случае, если этого требует заказчик. При этом расшифровка может проводится по-разному, стандарты применяются не во всех случаях.
Рассматривая части болта, на которые наносится разметка, следует уделить внимание торцевой и боковой поверхности. Если применяется боковая поверхности, то обозначения наносятся углубленными знаками.
Классификация болтов
Существуют самые различные типы болтов. Выбор проводится в зависимости от того, какими эксплуатационными качествами должен обладать создаваемое изделие. Классификация болтов может проводится по нескольким критериям:
- Классу прочности. Если рассматривать наиболее распространенные таблицы, то основным критерием становится класс прочности. Он определяет возможность применения изделия в тех или иных случаях. Специальные болты могут обладать высокой прочностью, применяться при сооружении мостов или создании других ответственных конструкций.
 Класс прочности крепежа указывается практически всеми производителями. Это связано с тем, что класс прочности определяет возможность применения изделий в тех или иных условиях.
Класс прочности крепежа указывается практически всеми производителями. Это связано с тем, что класс прочности определяет возможность применения изделий в тех или иных условиях. - Классификация по размеру важна. Это связано с тем, что с увеличением площади поперечного сечения повышается сопротивление скручиванию. Однако, для больших крепежей требуются отверстия с большим диаметром. Что касается длины стержня, то он выбирается в зависимости от толщины соединяемых элементов и требуемой длины резьбового соединения.
- Существуют различные виды головок. Примером можно назвать изделие с шестигранной головкой или в виде восьмигранника. Стоит учитывать, что этот показатель лишь определяет то, какой инструмент подходит больше всего для работы.
Могут применяться и другие показатели для классификации крепежей. К примеру, в некоторых случаях уделяется больше всего внимания твердости поверхности. Однако, выбор зачастую проводится при учете класса точности. Именно поэтому классификация проводится по классу точности, которая указывается в нормативной документации и при проектировании.
Болты высокой прочности
В большинстве случаев применяются обычные соединительные элементы, при изготовлении которых применяется углеродистая сталь. Однако, при необходимости можно приобрести высокопрочные болты, которые могут применяться при создании высокопрочных соединений. Маркировка высокопрочных болтов проводится по общим стандартам.
Изготовление болтов высокой прочности проводится с учетом нижеприведенной информации:
- При изготовлении применяются специальные сплавы, которые характеризуются высокой прочностью и твердостью. Они обходятся дороже, чем углеродистая сталь, но все же применение получаемых изделий целесообразно в самых различных случаях.
- Для повышения прочности и твердости проводится термическая обработка. Она предусматривает изменение химического состава металла и структуры получаемого материала.
Болты высокой прочности
На высокопрочные болты может составляться собственная нормативная документация. Кроме этого, классификация проводится следующим образом:
- Крепежи с буквой «У» в маркировке применяются для эксплуатации при температурах ниже -40 градусов Цельсия.
 Однако, рассматриваемая буква указывается не во всех случаях маркировки.
Однако, рассматриваемая буква указывается не во всех случаях маркировки. - Предложение с исполнением ХЛ могут эксплуатироваться в более жестких эксплуатационных условиях, к примеру, при температуре от -40 до -65 градусов Цельсия. При маркировке в этом случае указывается класс точности.
Болты и гайки высокопрочные сегодня встречаются довольно часто. Это связано с высокими эксплуатационными качествами, которые позволяют расширить область применения изделия.
Точность болтов
Еще одним важным показателем можно назвать класс точности болтов. Это связано с тем, что при изготовлении могут применяться самые различные методы нарезания резьбы и обработки цилиндрической поверхности. Рассматривая показатель точности отметим нижеприведенные моменты:
- С повышение точности получаемое резьбовое соединение служит намного дольше.
- Предложение обладает более точной геометрической формой.
- Между крепежным изделием и образованным отверстием нет пространства, которое может стать причиной расшатанности соединения.

С повышением показателя точности также возрастает стоимость крепежа.
Именно поэтому крепежные материалы, применяемые при изготовлении не ответственных механизмов, обладают средним показателем точности. Применение современного оборудования при точении позволяет получить крепежи с высоким показателем точности.
В заключение отметим, что производством рассматриваемых материалов занимаются различные компании. Во многом качество получаемого изделия зависит от применяемого оборудования и технологии производства. Некоторые производители могут снизить качество крепежа для того, чтобы уменьшить его стоимость.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Прочность и классы крепежных изделий
Зачем статья на тему «простую», как гайки и болты?
Потому что понимание технологии крепежа создает прочную основу для всех технологий экстремального бездорожья. Это отличное место для начала — с нуля. Многое из того, что мы делаем как строители и ремонтники внедорожников, является строго индивидуальным, часто одноразовым. У нас нет такой роскоши, как подробные инструкции или преимущества многолетних разработок и исследований крупного производителя. Короче говоря, мы сами по себе, поэтому нам нужно хорошо разбираться в технологии крепежа, чтобы ответить на такие вопросы, как: какой размер и тип резьбы мы должны использовать для крепления наших нестандартных подвесных звеньев? Какой тип фиксирующего механизма мы должны использовать на наших колесах с бэдлоками? Должны ли мы использовать шпильки или болты, чтобы прикрепить наши рулевые рычаги к поворотным кулакам?
Многое из того, что мы делаем как строители и ремонтники внедорожников, является строго индивидуальным, часто одноразовым. У нас нет такой роскоши, как подробные инструкции или преимущества многолетних разработок и исследований крупного производителя. Короче говоря, мы сами по себе, поэтому нам нужно хорошо разбираться в технологии крепежа, чтобы ответить на такие вопросы, как: какой размер и тип резьбы мы должны использовать для крепления наших нестандартных подвесных звеньев? Какой тип фиксирующего механизма мы должны использовать на наших колесах с бэдлоками? Должны ли мы использовать шпильки или болты, чтобы прикрепить наши рулевые рычаги к поворотным кулакам?
Болты
Основными частями болта являются:
- Головка – обычно на 4/16 больше номинального размера болта (диаметр стержня). Например, болт на 1/2 дюйма имеет головку, в которую входит гнездо на 3/4 дюйма.
- Опорная поверхность — обработана точно и перпендикулярно стержню, опорная поверхность — это область, через которую болт подвергается растягивающей нагрузке.

- Хвостовик – часть болта без резьбы. Его диаметр является номинальным размером болта (равным наибольшему диаметру резьбы).
- Наружная резьба — резьба болта, винта или шпильки называется «наружная», резьба на гайке или резьбовом отверстии — «внутренняя».
- Острие — крайний конец резьбы, часто скошенный для облегчения закручивания резьбы.
- Длина захвата — длина от опорной поверхности до первой полной резьбы.
- Длина резьбы – какая часть хвостовика нарезана от острия до последней полной резьбы.
- Длина — общая длина болта (размер, который вы указываете при покупке) равна сумме длины захвата и длины резьбы.
Рисунок 1 – Основные части болта
Рисунок 2 – Части и размеры резьбы
Основные части и наиболее важные размеры резьбы показаны на рисунке 2. A изображена наружная резьба, но термины в равной степени относятся и к внутренней резьбе. Шаг резьбы — это расстояние от точки на резьбе до соответствующей точки на следующей резьбе, измеренное параллельно оси болта (равное 1, деленному на количество витков резьбы на дюйм). Большой диаметр — это наибольший диаметр резьбы (измеряемый по гребням резьбы), а меньший диаметр — это наименьший диаметр резьбы (измеряемый по основаниям резьбы).
Большой диаметр — это наибольший диаметр резьбы (измеряемый по гребням резьбы), а меньший диаметр — это наименьший диаметр резьбы (измеряемый по основаниям резьбы).
Гайки
По сравнению с болтом гайка — довольно простой зверь. На самом деле это не более чем кусок стали, в котором нарезана соответствующая внутренняя резьба, чтобы его можно было навинтить на болт. Плоская часть гайки, которая соприкасается с соединением при затягивании, называется «поверхностью гайки». Поскольку единственный практичный способ сформировать внутреннюю резьбу — это нарезать ее на гайке, эта резьба всегда слабее, чем накатанная резьба качественного болта или шпильки. Выбор подходящей гайки заключается в выборе правильного класса и резьбы, соответствующих используемому болту. Единственная другая проблема заключается в том, следует ли использовать какую-либо «стопорную» гайку. Если узел испытывает очень небольшую нагрузку и его также необходимо часто разбирать, лучше всегда использовать какую-либо стопорную гайку, выбор которой рассматривается далее в этой статье.
Болт, винт или шпилька?
Выбор между болтом и винтом на самом деле является просто соглашением об именах. Болт — это крепежное изделие с внешней резьбой, предназначенное для использования с гайкой. Он затягивается или ослабляется поворотом гайки на резьбе болта. Винт — это крепежный элемент с внешней резьбой, предназначенный для вкручивания в резьбовое отверстие в детали. Винт затягивается или ослабляется поворотом его за головку. На практике большинство людей называют и болты, и винты «болтами» — в большей части этой статьи эти термины могут использоваться как синонимы.
Шпилька представляет собой крепежный элемент с наружной резьбой, который имеет 2 конца с резьбой и стержень без резьбы между ними. Он предназначен для того, чтобы один конец ввинчивался в резьбовое отверстие, а на другом конце использовалась гайка. Чаще всего один конец имеет крупную резьбу для навинчивания в резьбовое отверстие, а другой конец, на который крепится гайка, имеет мелкую резьбу, так что можно использовать преимущества как мелкой, так и крупной резьбы — эти различия будут обсуждаться позже. По способу работы шпилька ничем не отличается от болта, они оба являются зажимными устройствами, и ни один из них не должен использоваться в качестве установочных штифтов или опорных цапф. Преимущество использования шпильки возникает, когда у вас есть деталь, которую необходимо прикрепить к большой литой детали, требующей нечастой разборки. С помощью шпильки узел можно разобрать, оставив шпильку на месте, что снижает вероятность загрязнения или срыва внутренней резьбы в литой детали, которую будет трудно отремонтировать. Использование шпилек для крепления стального рулевого рычага к литому или кованому поворотному кулаку является отличным примером этого принципа.
По способу работы шпилька ничем не отличается от болта, они оба являются зажимными устройствами, и ни один из них не должен использоваться в качестве установочных штифтов или опорных цапф. Преимущество использования шпильки возникает, когда у вас есть деталь, которую необходимо прикрепить к большой литой детали, требующей нечастой разборки. С помощью шпильки узел можно разобрать, оставив шпильку на месте, что снижает вероятность загрязнения или срыва внутренней резьбы в литой детали, которую будет трудно отремонтировать. Использование шпилек для крепления стального рулевого рычага к литому или кованому поворотному кулаку является отличным примером этого принципа.
Неизбежная физика
При обсуждении выбора крепежа и конструкции соединения мы должны использовать несколько инженерных терминов. Напряжение — это сила или нагрузка, приложенная к детали, разделенная на размер детали, другими словами, сила на единицу площади поперечного сечения, обычно измеряемая в фунтах на квадратный дюйм (PSI). Деформация – это изменение формы или размера в ответ на нагрузку. Концепция деформации позволяет нам описать, как деталь или материал реагируют на приложенную силу или нагрузку. При растяжении болта могут произойти 3 вещи:
Деформация – это изменение формы или размера в ответ на нагрузку. Концепция деформации позволяет нам описать, как деталь или материал реагируют на приложенную силу или нагрузку. При растяжении болта могут произойти 3 вещи:
Он может временно менять форму, «пружинивая» обратно в свою первоначальную форму после снятия напряжения. Это происходит, когда болт подвергается напряжению ниже его предела текучести, и достаточно уместно называется «упругой деформацией». Обратите внимание, что это так, даже когда деформация настолько мала, что ее нельзя увидеть невооруженным глазом.
Он может постоянно менять форму, сохраняя форму даже после снятия нагрузки. Это называется «пластической деформацией» и возникает, когда материал подвергается напряжению, превышающему его предел текучести.
В-третьих, если нагрузка превысит его «предельную прочность», он разорвется. Это называется плохо; очень очень плохо!
Как работают болтовые соединения
Гайки и болты — это хомуты. Они работают, плотно сжимая части болтового соединения вместе.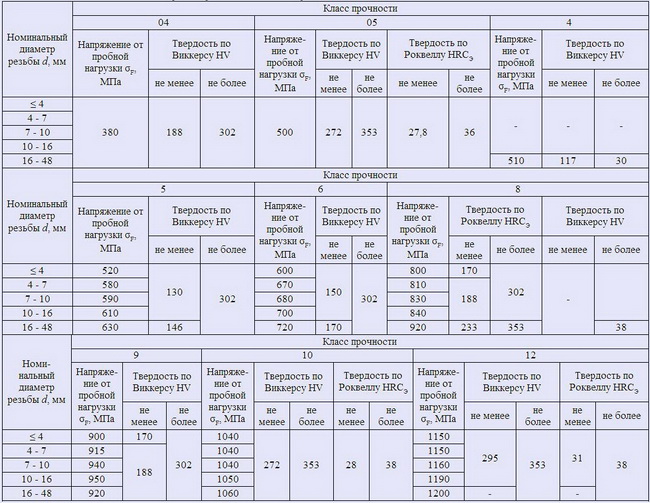 Они в состоянии сделать это из-за стресса и напряжения. Когда гайка и болт затягиваются в соединении, опорная поверхность болта и поверхность гайки упираются в половинки соединения. Если затяжка продолжится, болт немного растянется — он будет напрягаться. Пока он не подвергается напряжению выше предела текучести, он будет пытаться вернуться к своей первоначальной длине, создавая зажимное усилие. Это растяжение болта, которое создает желаемое усилие зажима, называется предварительным натягом болта. Установление и поддержание соответствующей предварительной нагрузки крепежа в болтовом соединении является принципом, по которому работают все болтовые соединения, и главным определяющим фактором прочности, герметичности и сопротивления усталости болтового соединения.
Они в состоянии сделать это из-за стресса и напряжения. Когда гайка и болт затягиваются в соединении, опорная поверхность болта и поверхность гайки упираются в половинки соединения. Если затяжка продолжится, болт немного растянется — он будет напрягаться. Пока он не подвергается напряжению выше предела текучести, он будет пытаться вернуться к своей первоначальной длине, создавая зажимное усилие. Это растяжение болта, которое создает желаемое усилие зажима, называется предварительным натягом болта. Установление и поддержание соответствующей предварительной нагрузки крепежа в болтовом соединении является принципом, по которому работают все болтовые соединения, и главным определяющим фактором прочности, герметичности и сопротивления усталости болтового соединения.
В большинстве, если не во всех правильно спроектированных болтовых соединениях для полноприводных автомобилей нагрузка на соединение и на болт действует одним из двух способов: растяжением или сдвигом.
Рисунок 4 – Соединительный стержень является примером болтового соединения с растяжением
Растягивающее соединение
Соединение может быть спроектировано так, что болт будет нагружен при растяжении (Рисунок 4). Детали нагружены таким образом, что они пытаются разъединить. В этом случае нагрузка прикладывается вдоль продольной оси болта. Болт шатуна является примером болта, нагруженного растяжением.
Детали нагружены таким образом, что они пытаются разъединить. В этом случае нагрузка прикладывается вдоль продольной оси болта. Болт шатуна является примером болта, нагруженного растяжением.
Соединения, работающие на сдвиг
Соединение может быть спроектировано таким образом, чтобы оно подвергалось нагрузке при сдвиге. В этом случае нагрузка на соединение действует перпендикулярно длине болта и пытается разрезать или срезать болт пополам. Болты, используемые для удержания звеньев подвески в кронштейнах, нагружены сдвигом. Существует два подтипа сдвигового соединения: подшипник и трение.
Врезные соединения подшипников
В шарнирных соединениях очень плотная посадка крепежных элементов в отверстиях несет нагрузку. Собранный должным образом, болт будет очень плотно входить в свое отверстие, так что крепеж SAE и просверленные отверстия не подходят — они допускают слишком большой допуск или наклон. По возможности следует избегать соединений, работающих на сдвиг, за исключением случаев, когда используются специальные аэрокосмические болты с жесткими допусками и точными методами выполнения отверстий (механическая обработка или развертывание). Исключением из этого правила является использование какого-либо дополнительного метода для обеспечения очень плотного прилегания между крепежными элементами и отверстиями. Наиболее распространенным методом является использование плавающей разрезной шайбы конической формы на крепежном элементе с соответствующим коническим отверстием в детали. Таким образом, когда крепеж затягивается, коническая шайба стягивается в коническом отверстии, а также у хвостовика болта или шпильки, создавая плотную посадку с нулевым зазором и предотвращая проскальзывание, износ и усталость. Крепление рулевого рычага передней оси Dana 44 является классическим примером этого метода. Еще одним методом, который можно использовать, являются установочные дюбели с нулевым зазором.
Исключением из этого правила является использование какого-либо дополнительного метода для обеспечения очень плотного прилегания между крепежными элементами и отверстиями. Наиболее распространенным методом является использование плавающей разрезной шайбы конической формы на крепежном элементе с соответствующим коническим отверстием в детали. Таким образом, когда крепеж затягивается, коническая шайба стягивается в коническом отверстии, а также у хвостовика болта или шпильки, создавая плотную посадку с нулевым зазором и предотвращая проскальзывание, износ и усталость. Крепление рулевого рычага передней оси Dana 44 является классическим примером этого метода. Еще одним методом, который можно использовать, являются установочные дюбели с нулевым зазором.
Соединения сдвига трения
Второй тип соединения сдвига представляет собой соединение сдвига трением. В этом случае болт скрепляет части соединения вместе, так что трение между зажатыми частями несет большую часть нагрузки. В этом случае сам болт нагружается только на растяжение, как он и рассчитан, по крайней мере, до тех пор, пока нагрузка не преодолеет трение и части не проскальзывают, нагружая болт сдвигом. Очевидно, что эксплуатационная нагрузка на соединение определяет величину необходимого трения, которое, в свою очередь, определяет требуемое усилие зажима и, следовательно, правильную предварительную нагрузку болта, измеряемую путем затяжки болта до спецификации.
В этом случае сам болт нагружается только на растяжение, как он и рассчитан, по крайней мере, до тех пор, пока нагрузка не преодолеет трение и части не проскальзывают, нагружая болт сдвигом. Очевидно, что эксплуатационная нагрузка на соединение определяет величину необходимого трения, которое, в свою очередь, определяет требуемое усилие зажима и, следовательно, правильную предварительную нагрузку болта, измеряемую путем затяжки болта до спецификации.
При использовании соединений, работающих на сдвиг, независимо от того, являются ли они фрикционными или опорными, их всегда следует проектировать таким образом, чтобы крепежный элемент по возможности подвергался нагрузке «двойного сдвига». Как видно на рис. 5, застежка или скоба должны выйти из строя в 2 местах, чтобы соединение не вышло из строя, что делает его почти в два раза прочнее, чем соединение с одинарным сдвигом, показанное на рис. 6.
Рисунок 5 — соединение с двойным сдвигом
Рисунок 6 – Одинарное соединение сдвига. Обратите внимание на изгибающую нагрузку на застежку 9.0032
Обратите внимание на изгибающую нагрузку на застежку 9.0032
Поскольку соединения на сдвиг (которые наиболее требовательны к крепежным элементам) очень распространены и часто сильно нагружаются, как в подвесках, следующие эмпирические правила могут помочь добиться успешного проектирования соединения:
Убедитесь, что детали очень плотная посадка (предпочтительно обработанная), чтобы можно было получить максимальную прочность от трения между скрепленными болтами деталями.
Убедитесь, что соединение достаточно жесткое, а отверстия идеально выровнены, чтобы свести к минимуму возможное ослабление болта и последующее воздействие ударных и изгибающих нагрузок.
Затяните болт и гайку, чтобы обеспечить надлежащий предварительный натяг и усилие зажима, и регулярно проверяйте.
Если необходимо просверлить отверстия, сделайте это с помощью сверлильного станка и правильно заточенного сверла, чтобы свести допуски к минимуму.
Используйте только высококачественные крепежные детали, не менее класса SAE 8, от известных производителей.
Используйте соединения с двойным сдвигом для всех соединений, кроме самых слабонагруженных.
Существует третий тип нагрузки, слишком часто возлагаемой на болты в соединениях 4×4, которых следует избегать любой ценой. Этот тип нагрузки называется изгибающей нагрузкой и, естественно, возникает, когда силы пытаются согнуть болт. Нагрузка на изгиб на самом деле представляет собой комбинацию нагрузки на растяжение и сжатие на противоположных сторонах болта. Болты не рассчитаны на такой тип нагрузки, и если они будут подвергаться ей, они быстро устанут и выйдут из строя. При изгибающей нагрузке сила действует перпендикулярно или почти перпендикулярно к болту, аналогично сдвигающей нагрузке. Разница в том, что в сдвиговом соединении сами части соединения сжимаются очень близко друг к другу, создавая трение и поддерживая болт. При изгибающей нагрузке сила прикладывается на некотором расстоянии от опоры сустава. Как правило, изгибающие нагрузки предполагаются, когда нагрузка приложена на расстоянии от соединения, превышающем диаметр болта. В случае единственного соединения сдвига на рисунке 6 изгибающая нагрузка вызвана отсутствием поддержки со стороны слишком тонкого соединения. Часто наблюдаются изгибающие нагрузки в рулевых тягах, где между кронштейнами и наконечниками сферических тяг используются чрезмерно длинные прокладки.
В случае единственного соединения сдвига на рисунке 6 изгибающая нагрузка вызвана отсутствием поддержки со стороны слишком тонкого соединения. Часто наблюдаются изгибающие нагрузки в рулевых тягах, где между кронштейнами и наконечниками сферических тяг используются чрезмерно длинные прокладки.
Болт какой марки использовать?
Это простой вопрос, несмотря на упорные мифы об обратном. Ответ: SAE Grade 8 от известного национального производителя. Креплениям без класса и класса 2 вообще не место на 4×4, поскольку они слабые и ненадежные, и в то время как крепеж класса 5 может обладать необходимой прочностью в одних приложениях, в других — нет, а также более низкая прочность и возможное неправильное использование. просто не компенсируется предельной рентабельностью. Болты класса 8 демонстрируют большую прочность на растяжение, предел текучести и сопротивление сдвигу, а также большее сопротивление усталости и, что не менее важно, способны выдерживать более высокие характеристики крутящего момента и, следовательно, гораздо большую предварительную нагрузку и прочность на сжатие.
Существует часто цитируемый миф о том, что болты 5-го класса лучше выдерживают сдвиг, чем 8-й класс, поскольку они изгибаются перед тем, как сломаться. Не правда. Прочность на сдвиг легированной стали составляет примерно 60% от ее предела прочности на растяжение. Ссылка на Таблицу 1 показывает, что предел текучести болта класса 8 выше, чем предел прочности болта класса 5. Таким образом, болт класса 5 всегда выходит из строя первым, будь то растяжение или сдвиг. Единственная «загвоздка» с болтом класса 8 заключается в том, что он, будучи тверже, более «чувствителен к насечкам». Это означает, что он более чувствителен к накоплению концентрации напряжений, вызванных насечками, забоинами и выемками, что приводит к усталости и отказу. Это становится не проблемой, если всегда используются и периодически проверяются новые крепежные детали хорошего качества.
Различные марки крепежных изделий можно определить по маркировке на их головках. Разумеется, гайки и болты/шпильки должны использоваться вместе.
Таблица 1. МАРКИРОВКА СЕРИИ SAE И ISO И МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛЬНЫХ СОЕДИНЕНИЙ
Идентификация | Спецификация | Материал | Номинальный Диапазон размеров (дюймы) | Механические свойства | |
Предел текучести | Прочность на растяжение | ||||
Без маркировки | SAE J429 | Низко- или среднеуглеродистая сталь | от 1/4 до 3/4 | 57 000 | 74 000 |
От 3/4 до 1-1/2 | 36 000 | 60 000 | |||
SAE J429 | Среднеуглеродистая сталь, закаленная и отпущенная | от 1/4 до 1 | 92 000 | 120 000 | |
SAE J429 | Среднеуглеродистая легированная сталь, закаленная и отпущенная 4 | от 1/4 до 1-1/2 | 115 000 | 133 000 | |
SAE J429 | Среднеуглеродистая легированная сталь, закаленная и отпущенная | от 1/4 до 1-1/2 | 130 000 | 150 000 | |
ISO R898 | Легированная сталь, закаленная и отпущенная | 92 000 | 120 000 | ||
ISO R898 | 105 000 | 130 000 | |||
ISO R898 | 130 000 | 150 000 | |||
ISO R898 | 156 000 | 175 000 | |||
 8
8Какой размер?
Диаметр используемого крепежного элемента часто определяется конструкцией соединения, например, размером буртика втулки. В противном случае диаметр должен быть определен путем тщательного анализа требуемой силы зажима и/или прочности на сдвиг. Таблицы 1 и 2 можно использовать для руководства, зная, что прочность на сдвиг крепежа SAE составляет примерно 60% от его прочности на растяжение. Длина крепежного элемента должна быть тщательно подобрана так, чтобы длина захвата была достаточной для надежного удержания соединения при требуемом крутящем моменте без защемления гайки между хвостовиком и резьбой и без использования шайб в качестве прокладок; при одновременном наличии достаточного зацепления резьбы в гайке или резьбовом отверстии без чрезмерного выступания резьбы из гайки. Как правило, болт должен выступать из гайки не менее чем на 3 полных витка резьбы. Причина этого в том, что часто первые 2 или 3 резьбы болта плохо сформированы, обычно из-за фаски на конце болта для облегчения запуска. Таким образом они не произведут полную прочность крепежа. Винт должен ввинчиваться в резьбовое отверстие, по крайней мере, в 1,5 раза больше диаметра винта, чтобы гарантировать, что винт сломается до того, как будет снята внутренняя резьба. Формулы для более точных расчетов опубликованы в Справочнике машиностроения.
Длина крепежного элемента должна быть тщательно подобрана так, чтобы длина захвата была достаточной для надежного удержания соединения при требуемом крутящем моменте без защемления гайки между хвостовиком и резьбой и без использования шайб в качестве прокладок; при одновременном наличии достаточного зацепления резьбы в гайке или резьбовом отверстии без чрезмерного выступания резьбы из гайки. Как правило, болт должен выступать из гайки не менее чем на 3 полных витка резьбы. Причина этого в том, что часто первые 2 или 3 резьбы болта плохо сформированы, обычно из-за фаски на конце болта для облегчения запуска. Таким образом они не произведут полную прочность крепежа. Винт должен ввинчиваться в резьбовое отверстие, по крайней мере, в 1,5 раза больше диаметра винта, чтобы гарантировать, что винт сломается до того, как будет снята внутренняя резьба. Формулы для более точных расчетов опубликованы в Справочнике машиностроения.
Таблица 2 – Моменты затяжки для крепежных изделий с крупной и мелкой резьбой SAE
* Верхний предел этих значений составляет примерно 85-90% от максимального крутящего момента крепежного изделия
Какой класс?
Это простой вопрос, несмотря на упорные мифы об обратном. Ответ: SAE Grade 8 от известного национального производителя. Креплениям без класса и класса 2 вообще не место на 4×4, поскольку они слабые и ненадежные, и в то время как крепеж класса 5 может обладать необходимой прочностью в одних приложениях, в других — нет, а также более низкая прочность и возможное неправильное использование. просто не компенсируется предельной рентабельностью. Болты класса 8 демонстрируют большую прочность на растяжение, предел текучести и сопротивление сдвигу, а также большее сопротивление усталости и, что не менее важно, способны выдерживать более высокие характеристики крутящего момента и, следовательно, гораздо большую предварительную нагрузку и прочность на сжатие.
Ответ: SAE Grade 8 от известного национального производителя. Креплениям без класса и класса 2 вообще не место на 4×4, поскольку они слабые и ненадежные, и в то время как крепеж класса 5 может обладать необходимой прочностью в одних приложениях, в других — нет, а также более низкая прочность и возможное неправильное использование. просто не компенсируется предельной рентабельностью. Болты класса 8 демонстрируют большую прочность на растяжение, предел текучести и сопротивление сдвигу, а также большее сопротивление усталости и, что не менее важно, способны выдерживать более высокие характеристики крутящего момента и, следовательно, гораздо большую предварительную нагрузку и прочность на сжатие.
Существует часто цитируемый миф о том, что болты 5-го класса лучше выдерживают сдвиг, чем 8-й класс, поскольку они изгибаются перед тем, как сломаться. Не правда. Прочность на сдвиг легированной стали составляет примерно 60% от ее предела прочности на растяжение. Ссылка на Таблицу 1 показывает, что предел текучести болта класса 8 выше, чем предел прочности болта класса 5. Таким образом, болт класса 5 всегда выходит из строя первым, будь то растяжение или сдвиг. Единственная «загвоздка» с болтом класса 8 заключается в том, что он, будучи тверже, более «чувствителен к насечкам». Это означает, что он более чувствителен к накоплению концентрации напряжений, вызванных насечками, забоинами и выемками, что приводит к усталости и отказу. Это становится не проблемой, если всегда используются и периодически проверяются новые крепежные детали хорошего качества.
Таким образом, болт класса 5 всегда выходит из строя первым, будь то растяжение или сдвиг. Единственная «загвоздка» с болтом класса 8 заключается в том, что он, будучи тверже, более «чувствителен к насечкам». Это означает, что он более чувствителен к накоплению концентрации напряжений, вызванных насечками, забоинами и выемками, что приводит к усталости и отказу. Это становится не проблемой, если всегда используются и периодически проверяются новые крепежные детали хорошего качества.
Различные марки крепежных изделий можно определить по маркировке на их головках (таблица 1). Разумеется, гайки и болты/шпильки должны использоваться вместе.
Обратите внимание, что многие производители (например, Caterpillar, Bowman) изготавливают болты по спецификациям, превышающим характеристики болтов SAE Grade 8. Эти крепежные детали (рис. 7) часто маркируются аналогично метизам класса SAE с помощью штрихов, выбитых на головке болта. Несмотря на это, технически неправильно называть эти болты классом 12 или подобным, поскольку такой спецификации SAE не существует. Bowman называет свою линию «Bowman Special Alloy».
Bowman называет свою линию «Bowman Special Alloy».
Рисунок 7. Болт Bowman Grade 8 и болт Bowman из специального сплава
Какая резьба — крупная или мелкая?
Хотя существует множество различных классов потоков, нас могут заинтересовать только классы 2A/2B и 3A/3B («A» обозначает внешние потоки, а B — внутренние потоки). Класс 2A/2B является признанным стандартом для нормального производства основной массы коммерческих болтов, гаек и винтов. Класс 3A/3B используется там, где требуется плотная посадка сопрягаемых деталей для обеспечения высокого качества работы. Этот класс обычно встречается только на определенном специализированном оборудовании двигателя (например, болтах шатуна) или крепежных деталях для аэрокосмической промышленности. Подавляющее большинство наших крепежных изделий относятся к классу 2A/2B. Класс резьбы должен соответствовать гайке и болту. Нарезая отверстие, убедитесь, что метчик нарезает резьбу того же класса, что и винт или шпилька, которые вы собираетесь использовать.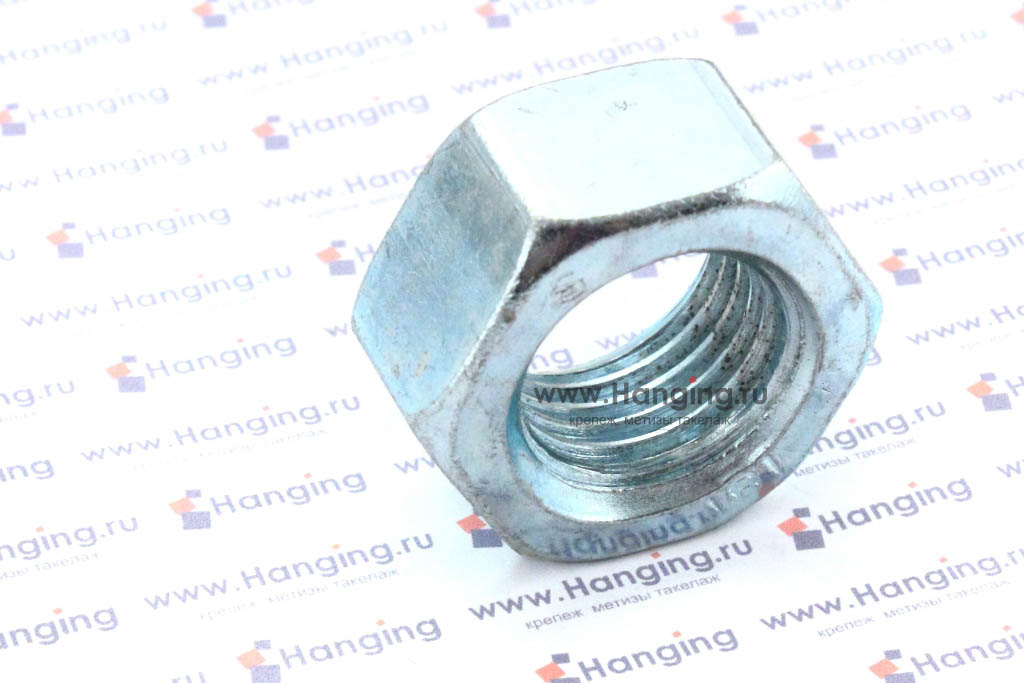 Крепежи SAE выпускаются на выбор: Unified National Coarse (UNC) или Unified National Fine (UNF). Иногда до сих пор используются старые обозначения NC и NF. Отличия следующие:
Крепежи SAE выпускаются на выбор: Unified National Coarse (UNC) или Unified National Fine (UNF). Иногда до сих пор используются старые обозначения NC и NF. Отличия следующие:
* Застежки UNC являются наиболее распространенными, их легче всего найти, быстрее всего собрать и они наиболее устойчивы к перекрёстной резьбе и загрязнению резьбы. Их легче разобрать в случае коррозии, а также они менее восприимчивы к сдиранию резьбы, что делает грубую резьбу хорошим выбором для нарезания резьбы в литых деталях.
* Крепежные изделия UNF имеют больший внутренний диаметр, чем UNC, что дает им соответствующую немного большую площадь растягивающего напряжения и, следовательно, способность выдерживать растягивающие и, следовательно, растягивающие и сдвигающие нагрузки. Они не более устойчивы к ослаблению вибрации, чем резьба UNC. Единственное, что действительно удерживает застежку в натянутом состоянии, — это правильная предварительная нагрузка, и этого можно легко достичь с любой резьбой. Резьба UNF более подвержена повреждениям и загрязнению резьбы. Болты с мелкой резьбой также более восприимчивы к зачистке и требуют большего зацепления резьбы для эквивалентной прочности резьбы, чем крепеж с крупной резьбой того же размера. Из-за более высокой площади растягивающего напряжения крепежные детали UNF могут быть затянуты с большим крутящим моментом и, следовательно, развивают большее усилие зажима, чем крепежные детали UNC эквивалентного размера.
Резьба UNF более подвержена повреждениям и загрязнению резьбы. Болты с мелкой резьбой также более восприимчивы к зачистке и требуют большего зацепления резьбы для эквивалентной прочности резьбы, чем крепеж с крупной резьбой того же размера. Из-за более высокой площади растягивающего напряжения крепежные детали UNF могут быть затянуты с большим крутящим моментом и, следовательно, развивают большее усилие зажима, чем крепежные детали UNC эквивалентного размера.
Почему крутящий момент?
Причина, по которой мы затягиваем крепеж в соответствии с заданной спецификацией, заключается в том, что это наиболее удобный и практичный метод контроля степени предварительной нагрузки или «растяжения» болта, который, в свою очередь, обеспечивает необходимое усилие зажима для сборки. Значения крутящего момента рассчитываются с учетом материала гайки и болта, обработки поверхности (включая смазочные материалы или фиксирующие составы) и других факторов. На практике наиболее распространенным методом является использование таблицы предварительно рассчитанных значений крутящего момента, такой как показанная в Таблице 2.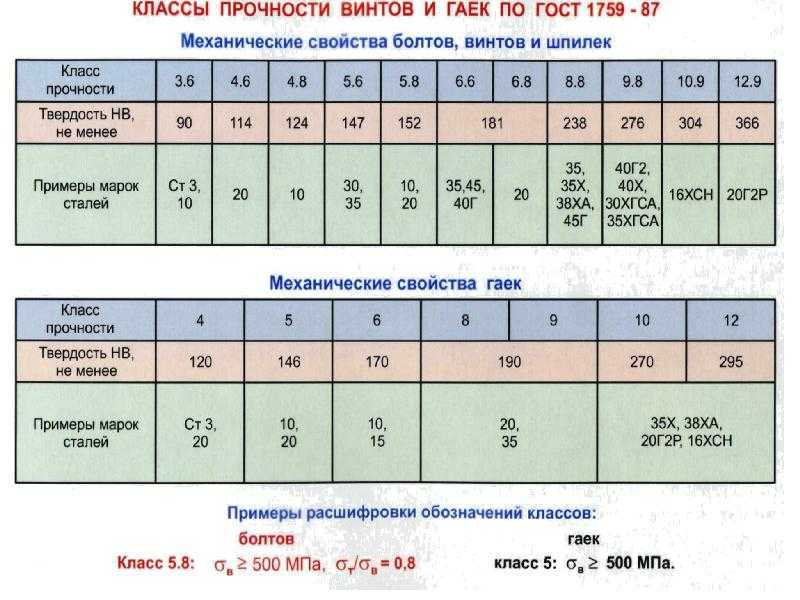
Однако при управлении предварительной нагрузкой по крутящему моменту есть ловушка. Большая часть крутящего момента, используемого для затяжки крепежа, не используется напрямую для достижения желаемой предварительной нагрузки. Из крутящего момента, который мы прикладываем к крепежному элементу, примерно 45 % расходуется на преодоление трения в резьбе, 40 % расходуется на преодоление трения между поверхностью гайки и соединением, а еще 5 % потребляется преобладающим крутящим моментом — крутящим моментом, необходимым для завинчивания. гайка стопорного типа на резьбе болта. Таким образом, для создания предварительного натяга болта доступно только 10%. Это означает, что изменения либо трения резьбы (например, в ржавой или замасленной резьбе), либо под поверхностью гайки (когда используются плоские шайбы или гайка входит в скобу) могут иметь огромное влияние на предварительную нагрузку. Вот почему лучшие профессиональные производители двигателей, как правило, используют тензодатчики или ультразвуковые измерения для измерения фактического растяжения болтов, а не крутящего момента. Эти методы не практичны для большинства из нас, но есть несколько правил, которым мы можем следовать, чтобы свести к минимуму подводные камни:
Эти методы не практичны для большинства из нас, но есть несколько правил, которым мы можем следовать, чтобы свести к минимуму подводные камни:
* Избегайте использования нескольких плоских шайб, так как относительное движение между ними и гайкой и соединением изменяет трение под поверхностью гайки. Трудно полностью отказаться от использования плоских шайб, так как гайка, встроенная в кронштейн, делает то же самое. Лучшим решением является использование фланцевой гайки и/или болта с фланцевой головкой, когда заделка представляет собой проблему.
* Всегда вращайте гайку динамометрическим ключом, а не болт, чтобы избежать дальнейшего запутывания воды из-за кручения болта и трения хвостовика/кронштейна.
* Используйте калиброванный динамометрический ключ, чтобы равномерно и плавно затянуть гайки в соответствии со спецификацией.
Чем сильнее затянуты гайка и болт, тем больше предварительная нагрузка в болте и, следовательно, тем большую внешнюю нагрузку он может выдержать в пределах материала. По мере того, как болт стремится вернуться к своей первоначальной длине, он «отбивается» от любой внешней растягивающей нагрузки до тех пор, пока не будет превышено его усилие зажима предварительного натяжения. Кроме того, чем сильнее затянуты болт и гайка, тем больше трение в резьбе и тем меньше она подвержена ослаблению. Подводя итог – свободная игра бесполезна, а натянутая – это правильно!
По мере того, как болт стремится вернуться к своей первоначальной длине, он «отбивается» от любой внешней растягивающей нагрузки до тех пор, пока не будет превышено его усилие зажима предварительного натяжения. Кроме того, чем сильнее затянуты болт и гайка, тем больше трение в резьбе и тем меньше она подвержена ослаблению. Подводя итог – свободная игра бесполезна, а натянутая – это правильно!
Но насколько туго достаточно? Хорошим эмпирическим правилом является использование установленной таблицы рекомендуемых значений крутящего момента или затягивание крепежа примерно до 70-80% от его максимального крутящего момента. Обратите внимание, что почти все опубликованные характеристики крутящего момента относятся к чистой и сухой резьбе. При расчете крутящего момента при сборке любой резьбы, которая не является чистой и сухой, трудно определить точные цифры — опыт и суждения являются лучшими инструментами, наряду с прямым измерением деформации в критических случаях. Обычные составы, наносимые на резьбу, такие как смазка и противозадирное средство, обычно снижают требуемый крутящий момент на 20–40 % и более. Стоит отметить, что критически важные крепежные детали, такие как болты зубчатого венца, нельзя использовать повторно. Такие болты необходимы для достижения чрезвычайно высоких зажимных нагрузок, чтобы выполнять свою работу. Это означает, что они должны быть установлены и затянуты настолько сильно, чтобы приблизиться к пределу текучести, иногда очень близко. Добавьте нагрузку, которую они испытывают при эксплуатации, и мы не можем быть уверены, что они сохранят всю свою прочность на растяжение, если их снять и установить заново.
Стоит отметить, что критически важные крепежные детали, такие как болты зубчатого венца, нельзя использовать повторно. Такие болты необходимы для достижения чрезвычайно высоких зажимных нагрузок, чтобы выполнять свою работу. Это означает, что они должны быть установлены и затянуты настолько сильно, чтобы приблизиться к пределу текучести, иногда очень близко. Добавьте нагрузку, которую они испытывают при эксплуатации, и мы не можем быть уверены, что они сохранят всю свою прочность на растяжение, если их снять и установить заново.
Настройка крутящего момента
Правильная техника затягивания крепежа в соответствии со спецификацией следующая: затягивайте крепеж понемногу (3 или более шагов), делая паузы, чтобы напряжение в резьбе ослабло. Закончите равномерным вытягиванием, пока динамометрический ключ не щелкнет или не покажет окончательный крутящий момент, сделайте паузу, а затем снова потяните для проверки.
Проверка момента затяжки
При проверке собранного соединения, такого как проушины колеса или соединения рулевой тяги с поворотным кулаком, лучше всего ослабить крепеж и равномерно затянуть его в соответствии со спецификацией, как указано выше. Когда нужно узнать, ослабла ли застежка в процессе эксплуатации, можно просто надеть муфту на гайку, сделать отметку совмещения между муфтой и неподвижной частью соединения, отвернуть гайку на четверть оборота, а затем повторите затяжку в соответствии со спецификацией – насколько точно совпадают метки совмещения, можно будет определить степень ослабления в процессе эксплуатации. Загвоздка в том, что этот метод проблематичен для проверки крепежа, в котором используются химические герметики. Разрыв химической связи при проверке крутящего момента противоречит назначению фиксатора резьбы, а образующийся в результате отвержденный состав в резьбе увеличивает трение в резьбе, что приводит к меньшему крутящему моменту, доступному для предварительного натягивания крепежной детали. снова затянут до той же спецификации. Однако, поскольку отвержденный фиксатор резьбы увеличит трение в резьбе, само собой разумеется, что потребуется больше, чем первоначальный крутящий момент при сборке, использованный, когда он не был отвержден, чтобы освободить крепежный элемент путем затягивания или ослабления.
Когда нужно узнать, ослабла ли застежка в процессе эксплуатации, можно просто надеть муфту на гайку, сделать отметку совмещения между муфтой и неподвижной частью соединения, отвернуть гайку на четверть оборота, а затем повторите затяжку в соответствии со спецификацией – насколько точно совпадают метки совмещения, можно будет определить степень ослабления в процессе эксплуатации. Загвоздка в том, что этот метод проблематичен для проверки крепежа, в котором используются химические герметики. Разрыв химической связи при проверке крутящего момента противоречит назначению фиксатора резьбы, а образующийся в результате отвержденный состав в резьбе увеличивает трение в резьбе, что приводит к меньшему крутящему моменту, доступному для предварительного натягивания крепежной детали. снова затянут до той же спецификации. Однако, поскольку отвержденный фиксатор резьбы увеличит трение в резьбе, само собой разумеется, что потребуется больше, чем первоначальный крутящий момент при сборке, использованный, когда он не был отвержден, чтобы освободить крепежный элемент путем затягивания или ослабления. Таким образом, крутящий момент можно проверить, удерживая головку болта в неподвижном состоянии и прикладывая крутящий момент к гайке, при этом проверяя отсутствие относительного перемещения между гайкой и болтом. Если динамометрический ключ показывает крутящий момент при сборке, а гайка и болт не сдвинулись относительно друг друга, крепеж все еще затянут.
Таким образом, крутящий момент можно проверить, удерживая головку болта в неподвижном состоянии и прикладывая крутящий момент к гайке, при этом проверяя отсутствие относительного перемещения между гайкой и болтом. Если динамометрический ключ показывает крутящий момент при сборке, а гайка и болт не сдвинулись относительно друг друга, крепеж все еще затянут.
Шайбы
Если шайба необходима, то в конструкционном болтовом соединении следует рассматривать только один ее тип, а именно плоскую шайбу. Его цель состоит в том, чтобы действовать как увеличенная несущая поверхность либо для головки болта, либо для поверхности гайки. Это использование следует рассматривать только при использовании гайки или болта с недостаточной опорной поверхностью, что приводит к врезанию в поверхность соединения (запрессовке), если не использовалась шайба. Следует избегать встраивания. Это не только повреждает поверхность, но и непредсказуемое напряжение, которое возникает, когда крепеж входит в соединение, уничтожает все наши шансы на достижение надлежащей предварительной нагрузки путем затяжки. Единственная другая цель, которую выполняет плоская шайба, — это действовать как прокладка, чтобы либо расположить резьбу более благоприятно, либо отрегулировать положение корончатой гайки так, чтобы пазы лучше совпадали с отверстием в болте. Использование шайб в качестве прокладок в лучшем случае сомнительно, и его следует по возможности избегать, используя болт правильной длины.
Единственная другая цель, которую выполняет плоская шайба, — это действовать как прокладка, чтобы либо расположить резьбу более благоприятно, либо отрегулировать положение корончатой гайки так, чтобы пазы лучше совпадали с отверстием в болте. Использование шайб в качестве прокладок в лучшем случае сомнительно, и его следует по возможности избегать, используя болт правильной длины.
Предотвращение ослабления
Как мы видели, незакрепленные крепления слабы и быстро приводят к поломке. Лучший способ предотвратить ослабление крепежа — затянуть его достаточно туго, чтобы в соединении было достаточно силы зажима, чтобы предотвратить относительное движение между головкой болта/гайкой и соединением, а также достаточное трение между резьбами, чтобы предотвратить любое относительное движение между нитями. Если застежка новая, чистая, сухая, затянутая в соответствии с техническими характеристиками калиброванным ключом, подходящего размера и используемая в достаточно жестком соединении, она останется затянутой. Конечно, в этом утверждении много «если», а мы, любители бездорожья, живем в лучшем случае в несовершенном мире, поэтому есть несколько методов, помогающих предотвратить ослабление креплений. Что лучше для применения, зависит частично от первопричины ослабления и частично от характеристик запорного устройства. Первопричины расшатывания обычно одна из:
Конечно, в этом утверждении много «если», а мы, любители бездорожья, живем в лучшем случае в несовершенном мире, поэтому есть несколько методов, помогающих предотвратить ослабление креплений. Что лучше для применения, зависит частично от первопричины ослабления и частично от характеристик запорного устройства. Первопричины расшатывания обычно одна из:
* Перегрузка соединения, вызывающая преодоление усилия зажима и трения в соединении, что приводит к проскальзыванию в соединении, изгибу деталей и, в конечном счете, к проскальзыванию головки болта и/или поверхности гайки, что приводит к ослаблению. Виновниками здесь являются крепежные детали меньшего размера, неправильно затянутые крепежные детали и недостаточно жесткие соединения.
* Если части болтового соединения подвергаются различному нагреву и охлаждению или если они изготовлены из разных материалов, подвергающихся одному и тому же термическому циклу, результирующие различия в тепловом расширении и сжатии в соединении могут привести к ослаблению . Эффекты являются кумулятивными и могут сочетаться с другими формами ослабления. Классическим примером является сложность надежного крепления алюминиевых колес к стальным ступицам с помощью стальных проушин и гаек.
Эффекты являются кумулятивными и могут сочетаться с другими формами ослабления. Классическим примером является сложность надежного крепления алюминиевых колес к стальным ступицам с помощью стальных проушин и гаек.
* Сильная вибрация в шарнире может привести к ослаблению болтов. Опять же, последствия являются кумулятивными и могут сочетаться с другими причинами.
Ниже приведены наиболее эффективные методы борьбы с ослаблением крепления, но ни один из них не заменит правильно затянутую застежку. Есть много других методов, которые не перечислены (такие как расщепленные гайки, звездообразные шайбы, шайбы Белвилля и замковая проволока), просто потому, что они необычны, в значительной степени неэффективны или слишком сложны и дороги для большинства наших применений.
Стопорные гайки
Существует множество типов и марок стопорных гаек (Рисунок 9). Существует также бесчисленное количество запатентованных типов, но в большинстве из них используются некоторые вариации или комбинации следующих основных элементов:
Контргайки с нейлоновым кольцом
Наиболее распространенный тип стопорных гаек, они имеют небольшую нейлоновую вставку в верхней части гайки. , внутренний диаметр которого чуть меньше наибольшего диаметра резьбы болта. Когда болт ввинчивается в нейлоновую область, он вдавливает свои собственные нити в нейлон, и полученная фрикционная связь сопротивляется ослаблению. Нейлоновые стопорные гайки с буртиком можно использовать повторно примерно до 10 раз, но они хороши только при температурах около 250 градусов по Фаренгейту.
, внутренний диаметр которого чуть меньше наибольшего диаметра резьбы болта. Когда болт ввинчивается в нейлоновую область, он вдавливает свои собственные нити в нейлон, и полученная фрикционная связь сопротивляется ослаблению. Нейлоновые стопорные гайки с буртиком можно использовать повторно примерно до 10 раз, но они хороши только при температурах около 250 градусов по Фаренгейту.
Деформированная резьба (эллиптическое смещение) Стопорная гайка
Эта цельнометаллическая стопорная гайка — мой фаворит. Он не имеет практического предела температуры и может использоваться повторно много раз. Верхняя резьба этой гайки деформирована (обычно эллиптической или треугольной формы) так, что она плотно захватывает наружную резьбу болта, создавая очень надежную блокировку, но не повреждая наружную резьбу. Примеры включают гайки Torquenut®, Stover® и Clevloc®.
Корончатая гайка
Корончатая гайка имеет прорези в верхней части и используется с болтом, имеющим одно отверстие на резьбовом конце. При использовании гайка устанавливается и затягивается в соответствии со спецификацией, а затем поворачивается так, чтобы ближайший паз совпадал с отверстием в болте. Затем через прорези и отверстие вставляется шплинт, чтобы зафиксировать гайку на месте. Недостатком этого типа является то, что из-за необходимого зазора между пазами для вставки шплинта трудно достичь точной настройки крутящего момента и одновременно совместить отверстие и пазы. По той же причине шплинт предотвращает отвинчивание гайки, но из-за соответствующих зазоров не удерживает гайку плотно, чтобы предотвратить ее ослабление. Корончатая гайка лучше всего подходит для применений с малым крутящим моментом, например, для удержания колесного подшипника на месте.
При использовании гайка устанавливается и затягивается в соответствии со спецификацией, а затем поворачивается так, чтобы ближайший паз совпадал с отверстием в болте. Затем через прорези и отверстие вставляется шплинт, чтобы зафиксировать гайку на месте. Недостатком этого типа является то, что из-за необходимого зазора между пазами для вставки шплинта трудно достичь точной настройки крутящего момента и одновременно совместить отверстие и пазы. По той же причине шплинт предотвращает отвинчивание гайки, но из-за соответствующих зазоров не удерживает гайку плотно, чтобы предотвратить ее ослабление. Корончатая гайка лучше всего подходит для применений с малым крутящим моментом, например, для удержания колесного подшипника на месте.
Рисунок 9. Слева направо: стопорные гайки с нейлоновым буртиком, корончатые гайки, пружинные стопорные шайбы, фланцевые и нефланцевые стопорные гайки с деформированной резьбой. в попытке отключить вас навсегда! Я терпеть не могу эти вещи и считаю, что они практически бесполезны. Типичная пружинная шайба изготовлена из слегка трапециевидной проволоки, свернутой в спираль из одного витка. Предполагается, что он работает, действуя как сжатая пружина — предположительно, чтобы увеличить предварительную нагрузку болта и предотвратить ослабление. Однако, если мы объединим наши знания о растяжении и предварительном натяге болта с тем фактом, что разрезная шайба всегда полностью сжимается под любым правильно затянутым болтом, мы можем увидеть, что идея о том, что эта вещь может эффективно способствовать предварительному натягу болта, неверна. нелепый. Единственным другим способом, которым это могло бы помочь, является то, что острые трапециевидные концы слегка впиваются в опорную поверхность болта и поверхность соединения (но только в том случае, если шайба была тверже, чем опорная поверхность болта, что крайне маловероятно). Однако, если мы вспомним подводные камни неточной предварительной нагрузки, вызванной чрезмерным/непредсказуемым трением под головкой болта/гранью гайки, потребляющим слишком большой момент затяжки, мы увидим, что это вряд ли хорошая идея.
Типичная пружинная шайба изготовлена из слегка трапециевидной проволоки, свернутой в спираль из одного витка. Предполагается, что он работает, действуя как сжатая пружина — предположительно, чтобы увеличить предварительную нагрузку болта и предотвратить ослабление. Однако, если мы объединим наши знания о растяжении и предварительном натяге болта с тем фактом, что разрезная шайба всегда полностью сжимается под любым правильно затянутым болтом, мы можем увидеть, что идея о том, что эта вещь может эффективно способствовать предварительному натягу болта, неверна. нелепый. Единственным другим способом, которым это могло бы помочь, является то, что острые трапециевидные концы слегка впиваются в опорную поверхность болта и поверхность соединения (но только в том случае, если шайба была тверже, чем опорная поверхность болта, что крайне маловероятно). Однако, если мы вспомним подводные камни неточной предварительной нагрузки, вызванной чрезмерным/непредсказуемым трением под головкой болта/гранью гайки, потребляющим слишком большой момент затяжки, мы увидим, что это вряд ли хорошая идея. Не только это, опыт учит нас, что эти чертовы штуки неизменно хлюпают и выгибаются при любом приличном крутящем моменте. Я думаю, что это бесполезный хлам, которого следует избегать на машинах для экстремального бездорожья!
Не только это, опыт учит нас, что эти чертовы штуки неизменно хлюпают и выгибаются при любом приличном крутящем моменте. Я думаю, что это бесполезный хлам, которого следует избегать на машинах для экстремального бездорожья!
Резьбовые герметики
Последний метод, который следует рассмотреть, — это семейство химических герметиков, таких как Loctite™. Фиксатор резьбы представляет собой анаэробный клей, то есть он наносится на резьбу в жидкой форме, и когда крепежные детали соединяются без доступа кислорода, они отверждаются в твердое, похожее на пластик соединение, «скрепляя» резьбу вместе. Они доступны в широком диапазоне прочности для различных применений, от тех, которые можно разобрать вручную, до тех, которые требуют применения тепловых и электрических инструментов. Следует тщательно следовать указаниям производителя по нанесению, и желательно избегать использования слишком большого количества – обычно достаточно капли или двух. Они обеспечивают отличную устойчивость к ослаблению, но могут быть грязными и дорогими. Они также усложняют затяжку в соответствии со спецификацией, проверку крутящего момента и разборку. Большинство клеев для фиксации резьбы на самом деле создают большее трение в резьбе, чем чистая, сухая резьба, поэтому крутящий момент при сборке необходимо соответствующим образом отрегулировать.
Заключение
Крепежные детали являются важной и неотъемлемой частью каждой из наших машин. Правильное их выполнение имеет решающее значение, поскольку последствия их слишком частых неудач варьируются от смущающих и разочаровывающих до совершенно пугающих. Посмотрим правде в глаза — ничего особенно хорошего не происходит, когда крепеж или болтовые соединения выходят из строя! Как и в случае с любой другой технической темой, мудрый производитель/строитель должен применять эту или любую другую техническую информацию с большой осторожностью, на свой страх и риск и всегда при необходимости обращаться за компетентной профессиональной помощью. Желаю вам больших успехов в ваших усилиях по креплению и берегите себя!
Маркировка болтов и таблица прочности – стальные болты, дюймовые | |||||||
Маркировка головки | Марка болта / Спецификация | Материал | Номинальный размер (дюймы) | Допустимая нагрузка фунт/кв. дюйм | Прочность на растяжение Мин. фунт/кв. дюйм | Предел текучести Мин. psi | Твердость по Роквеллу Мин./Макс. |
Класс 1 — SAE J429 Болты, винты и шпильки | Сталь с низким или средним содержанием углерода | 1/4″ — 1-1/2″ | 33 000 | 60 000 | 36 000 | В70/В100 | |
Класс 2 — SAE J429 Болты, винты и шпильки | Низко- или среднеуглеродистая сталь | 1/4″ — 3/4″ >3/4″ — 1-1/2″ | 55 000 33 000 | 74 000 60 000 | 57 000 36 000 | Б80/Б100 Б70/Б100 | |
Класс 5 — SAE J429 Болты, винты и шпильки | Среднеуглеродистая сталь или углеродистая сталь с добавками, закаленная и отпущенная | 1/4″ — 1″ >1″ — 1-1/2″ | 85 000 74 000 | 120 000 105 000 | 92 000 81 000 | С25/С34 С19/С30 | |
Класс 5. Сем | Сталь с низким или средним содержанием углерода, подвергнутая закалке и отпуску | № 4 — 5/8″ | 85 000 | 120 000 | 92 000 | С25/С40 | |
Класс 5.2 — SAE J429 Болты, винты и шпильки | Низкоуглеродистая бористая сталь, закаленная и отпущенная | 1/4″ — 1″ | 85 000 | 120 000 | 92 000 | С26/С36 | |
Класс 8 — SAE J429 Болты и винты | Среднеуглеродистая/легированная сталь с добавками, закаленная и отпущенная | 1/4″ — 1-1/2″ | 120 000 | 150 000 | 130 000 | С33/С39 | |
Класс 8. Болты и винты | Низкоуглеродистая бористая сталь, закаленная и отпущенная | 1/4″ — 1″ | 120 000 | 150 000 | 130 000 | С33/С39 | |
L9 — класс 9 Болты, гайки и шайбы | Легированная сталь повышенной прочности | 1/4″ — 1-1/2″ | 145 000 | 180 000 | 155 000 | С38/С42 | |
ASTM A307 класс A Болты, винты и шпильки (общее машиностроение) | Сталь с низким или средним содержанием углерода | 1/4″ — 4″ | 33 000 | 60 000 | 36 000 | В69/В100 | |
ASTM A307 класс B Болты, винты и шпильки (фланцевые соединения) | Низко- или среднеуглеродистая сталь | 1/4″ — 4″ | 33 000 | 60 000 | 36 000 | В69/В95 | |
ASTM A325 Тип 1 Высокопрочные конструкционные болты | Среднеуглеродистая сталь, закаленная и отпущенная | 1/2″ — 1″ 1-1/8″ — 1-1/2″ | 85 000 74 000 | 120 000 105 000 | 92 000 81 000 | С24/С35 С19/С31 | |
ASTM A325 Тип 2 Высокопрочные конструкционные болты | Низкоуглеродистая мартенситная сталь, закаленная и отпущенная | 1/2″ — 1″ 1-1/8″ — 1-1/2″ | 85 000 74 000 | 120 000 105 000 | 92 000 81 000 | С24/С35 С19/С31 | |
ASTM A325 Тип 3 Высокопрочные конструкционные болты | Сталь, устойчивая к атмосферной коррозии, закалка и отпуск | 1/2″ — 1″ 1-1/8″ — 1-1/2″ | 85 000 74 000 | 120 000 105 000 | 92 000 81 000 | С24/С35 С19/С31 | |
ASTM A354 Марка BB Болты и шпильки | Легированная сталь, закаленная и отпущенная | 1/4″ — 2-1/2″ > 2-1/2″ — 4″ | 80 000 75 000 | 105 000 100 000 | 83 000 78 000 | C26/C36 С22/С33 | |
ASTM A354 Марка BC Болты и шпильки | Легированная сталь, закаленная и отпущенная | 1/4″ — 2-1/2″ > 2-1/2″ — 4″ | 105 000 95 000 | 125 000 115 000 | 109 000 99 000 | С26/С36 С22/С33 | |
ASTM A354 Марка BD Болты, винты и шпильки | Легированная сталь, закаленная и отпущенная | 1/4″ — 2-1/2″ > 2-1/2″ — 4″ | 120 000 105 000 | 150 000 140 000 | 130 000 120 000 | С33/С39 С31/С39 | |
ASTM A449 Тип 1 Болты, винты и шпильки | Среднеуглеродистая сталь, закаленная и отпущенная | 1/4″ — 1″ >1 — 1-1/2″ | 85 000 74 000 | 120 000 105 000 | 81 000 58 000 | С25/С34 С19/С30 | |
ASTM A449 Тип 2 Болты, винты и шпильки | Низкоуглеродистая мартенситная сталь, закаленная и отпущенная | 1/4″ — 1″ | 85 000 | 120 000 | 58 000 | C25/C34 | |
ASTM A490 Тип 1 Высокопрочные конструкционные болты | Легированная сталь со средним содержанием углерода, закалка и отпуск | 1/2″ — 1-1/2″ | 120 000 | 150 000 мин 170 000 макс. | 130 000 | C33/C38 | |
ASTM A490 Тип 2 Высокопрочные конструкционные болты | Низкоуглеродистая мартенситная сталь, закаленная и отпущенная | 1/2″ — 1″ | 120 000 | 150 000 мин 170 000 макс. | 130 000 | C33/C38 | |
ASTM A490 Тип 3 Высокопрочные конструкционные болты | Сталь, устойчивая к атмосферной коррозии, закаленная и отпущенная | 1/2″ — 1-1/2″ | 120 000 | 150 000 мин 170 000 макс. | 130 000 | C33/C38 | |
Примечание: Идентификационный знак производителя также проштампован, если применимо. | |||||||
Шестигранная гайка — назначение, размеры, маркировка и сорта
Предоставлено компанией Trojan Special Fasteners Ltd.
Шестигранная гайка или шестигранная гайка представляет собой металлическую застежку с шестью сторонами. Поскольку это самая точная форма для удержания, это одна из самых популярных гаек, и ее можно использовать с анкерами, болтами, винтами, шпильками, резьбовыми стержнями и любым другим крепежом с машинной резьбой.
В этой статье рассказывается о том, как работает шестигранная гайка, о размерах, маркировке и сортах.
Как работает шестигранная гайка
Шестигранная гайка является наиболее универсальной и широко используемой конструкцией гаек. В сочетании с шайбами и болтами он соединяет металлические и деревянные компоненты, предотвращая их смещение. Конструкция шестигранной гайки обеспечивает максимальный крутящий момент и сцепление с резьбовым креплением. Кроме того, большая длина каждой стороны обеспечивает большую площадь поверхности и высокое усилие на гайке при приложении крутящего момента.
Поскольку шесть сторон обеспечивают хорошую степень детализации углов для зацепления инструмента, они менее подвержены износу, чем их 12-гранные собратья. Сторона шестиугольника находится всего в одной шестой оборота и обеспечивает идеальное сцепление. С другой стороны, многоугольники с более чем шестью сторонами не обеспечивают требуемого сцепления, а для полного поворота многоугольников с менее чем шестью сторонами требуется больше времени. Для установки этих универсальных гаек всегда требуется гаечный ключ.
Предоставлено: iStock
Шестигранные гайки надежно закрепляют болт или винт через резьбовое отверстие. Ослабла правая резьба. Эта гайка обеспечивает надежное крепление и зависит от крутящего момента для создания осевой силы.
Эта осевая сила вызывает достаточное трение на резьбе, чтобы предотвратить отвинчивание гайки. Сила может действовать между головкой болта и гайкой, вызывая сжатие скрепляемых деталей. В качестве альтернативы он может работать между соседними гайками, позволяя крепить детали более свободно.
Размер
Предоставлено: Unifit Metalloys Inc.
Номинальный диаметр резьбы шестигранной гайки определяет размер ключа. Размеры обычно варьируются от 1/4″ до 2 1/2″. Указание размера требует дробных дюймов, а не числовых значений. Размеры шестигранной гайки также определяются в метрических размерах. Профили резьбы представляют собой унифицированный национальный профиль резьбы с крупным шагом (UNC), мелким шагом (UNF), фиксированным шагом (UN) и профилем резьбы, измеренным по стандарту ISO, в зависимости от применения. UNC, как правило, обеспечивает стандартный шаг, поскольку резьба с мелким шагом (UNF) используется в прецизионных приложениях.
Метрические размеры варьируются от M10 до M100, а британские – от ⅜ до 8 дюймов.
Маркировка
Предоставлено: Lightning Bolt & Supply
В маркировке на шестигранной гайке для идентификации следует использовать углубление на боковой поверхности подшипника или выпуклость на фаске шестигранной гайки. Рельефная маркировка не должна выступать за опорную поверхность гайки.
По мере увеличения требований к прочности болтов, возрастают и сорта. Радиальные линии обозначают марку или класс прочности английских болтов на головке. Фактический класс на две строки меньше, чем количество строк на головке болта. Например, болт класса 5 имеет только три радиальные линии на головке.
Шестигранные гайки Марки
Шестигранные гайки ASTM A563-A совместимы с болтами из низкоуглеродистой стали, такими как ASTM A307, ASTM F1554 класс 36, SAE класс 2 и AASHTO M183. Гайки классов SAE 5 и 8 также доступны в готовом виде.
В зависимости от номинальной толщины шестигранные гайки делятся на тип I, тип II или тонкий тип. Гайки типа I и типа II имеют класс 8 или выше.
Предоставлено: 50 мегабайт
Шестигранная гайка типа I является наиболее распространенной и бывает трех классов: A, B и C. Машины, оборудование и конструкции с незначительной шероховатостью поверхности и высокими требованиями к точности могут использовать A и Б орехи. Гайки с шестигранной головкой типа B толще и обычно используются там, где требуется частый монтаж и демонтаж. Гайки класса С используются на машинах, оборудовании или зданиях с шероховатыми поверхностями, не требующими высокой точности.
Шестигранные гайки бывают различных классов прочности в соответствии с определением SAE (Общество автомобильных инженеров). 2 класс самый слабый по мощности и стоимости; Класс 5 — это класс средней прочности, а класс 8 — самый прочный класс SAE и самый дорогой. Инженеры никогда не должны заменять шестигранную гайку с меньшим классом или меньшей прочностью шестигранной гайкой с более низким классом прочности. Поверхностные метки определяют сорт.
Материалы
Сталь, нержавеющая сталь, латунь, кремнистая бронза, алюминий и нейлон являются стандартными материалами. Сталь, за которой следует нержавеющая сталь, является наименее дорогим материалом. Медные сплавы, такие как латунь и кремниевая бронза, являются наиболее дорогостоящими. В очень редких случаях условия процесса могут потребовать использования экзотических материалов, таких как титан или супердуплексная сталь.
Цинковое покрытие и горячее цинкование погружением являются обычными способами обработки стали. Цинкование, наиболее распространенное и недорогое коммерческое покрытие, имеет умеренный уровень коррозионной стойкости. Прочное цинковое покрытие защищает от коррозии в сложных ситуациях при горячем цинковании.
Когда коррозия является проблемой, нержавеющая сталь 316 предпочтительнее часто используемого материала из нержавеющей стали 304. Нержавеющая сталь 316 обеспечивает достаточную защиту для большинства применений в соленой среде, хотя при погружении в воду может потребоваться дополнительная защита.
При оценке покрытия и отделки инженеры должны знать, что часто возникают проблемы совместимости между покрытием и материалом гайки.
Часто задаваемые вопросы • J.Lanfranco
Как работают марки, классы и маркировка материалов?
Марки и эквиваленты классов
Некоторая информация об эквивалентности между классами и марками прочности на основе метрических и британских единиц приведена в SAE J1199, раздел 3.4 (Механические требования и требования к материалам для стальных крепежных изделий с метрической внешней резьбой) .
Прочность крепежа с метрической резьбой определяется классом прочности, который эквивалентен классу прочности для крепежа с дюймовой резьбой. Ниже приведены приблизительные степени эквивалентности метрическим классам прочности для гаек и болтов, поставляемых J. Lanfranco:
- Класс 8.8 приблизительно эквивалентен SAE J429, класс 5, ASTM A449 и IFI 100/107 Gr.B (только контргайки)
- , класс 10.9, приблизительно эквивалентен SAE J429, класс 8 и ASTM A354, класс BD, и IFI 100/107, класс C (только контргайки)
- Не существует прямого британского эквивалента метрического класса прочности 12.9, за исключением указания минимального предела прочности на растяжение материала, равного 180ksi.
- Нержавеющая сталь A2-70 примерно эквивалентна AISI 304(L).
- Нержавеющая сталь A4-80 примерно эквивалентна AISI 316(L).
Маркировка
Сертификат на материалы и механические характеристики — лучшая гарантия того, что важные для безопасности детали соответствуют требованиям указанных стандартов. Сертификат подтверждает состав, твердость, пробную нагрузку и обработку поверхности. Будьте в безопасности и получите сертификат.
Все болты, гайки и шайбы должны быть промаркированы в соответствии с их соответствующими стандартами. В большинстве случаев многие шайбы не имеют маркировки, если только они не являются структурно упрочненными шайбами, такими как ASTM F436 (маркировка F436).
В случае метрических болтов и гаек класс прочности будет указан на головке крепежного изделия для болтов (например: 8.8, 10.9, 12.9) по ISO 898-1, а также на верхней или плоской поверхности гайки ( в зависимости от размера гайки) по ISO 898-2.
Болты с британской резьбой будут маркироваться в соответствии с SAE J429в большинстве случаев, но также может маркироваться с использованием других стандартов структурных болтов. Несмотря на то, что они часто имеют одинаковые размеры или состав материала, эти стандарты могут отличаться после полного изучения, каждый из которых служит разным целям. Всегда соблюдайте осторожность и ознакомьтесь с соответствующим стандартом или поговорите со своим поставщиком крепежа для получения дополнительной информации.
Имперские гайки обычно маркируются в соответствии с SAE J995, а контргайки имеют маркировку в соответствии с IFI 100/107. Возможно, что клиент может запросить преобладающий крутящий момент в соответствии с IFI 100/107 в сочетании со специальным материалом. В этом случае маркировка обычно соответствует указанному материалу при условии, что контргайка соответствует минимальным механическим требованиям. Если не уверены, спросите, какая будет маркировка.
Самое главное: получите свои сертификаты.
Что такое сертификаты и действительно ли они необходимы?
Сертификаты — будь то сертификаты соответствия, отчеты об испытаниях материалов, твердости, преобладающего крутящего момента или покрытия — являются наиболее важной страховкой от неподтвержденных или поддельных деталей.
Самым основным сертификатом должен быть сертификат соответствия, в котором поставщик четко указывает тип детали и стандарт, которому она соответствует.
После этого вы можете повысить требуемый уровень сертификации. Правда, с этими дополнительными уровнями отчетности могут быть связаны небольшие затраты, но в целом это, вероятно, небольшая плата, чтобы избежать сбоя или дорогостоящей переделки. Небольшие первоначальные затраты сведут к минимуму вероятность очень больших затрат в будущем.
Каковы наилучшие методы установки контргаек J.Lanfranco с двумя шлицами?
В целом, передовой опыт проектирования ответственных болтовых соединений с использованием контргаек:
- Выбор правильной марки сырья
- Момент затяжки (Нм)
- Напряжение в болте (кН)
- Преобладающий крутящий момент (Нм)
- Коэффициент трения
- Обработка поверхности
Контргайки J.Lanfranco соответствуют всем принятым в отрасли передовым методам с одним важным отличием: всегда устанавливайте контргайки J.Lanfranco без использования смазочных материалов или противозадирных паст. Поскольку контргайки J.Lanfranco с двумя шлицами не заедают и не повреждают резьбу болтов, добавление любой смазки изменит подтвержденный коэффициент трения и снизит эффективность функции блокировки.
Посмотрите наше видео по установке для простой демонстрации.
Должен ли я использовать ударные гайковерты для контргаек?
Мы не рекомендуем использовать ударные гайковерты для установки контргаек для болтового соединения с классом безопасности. При этом ряд клиентов успешно использовали их в течение многих лет. Реальность такова, что на многих рабочих площадках под рукой будут только ударные гайковерты.
Ключом к надежной установке является использование глубоких головок, так что фиксирующие пазы могут открываться при навинчивании гайки. Как только фиксирующие пазы будут задействованы, закончите на скорости до 500 об/мин. Но по мере увеличения твердости материала и/или использования тонкой резьбы (а также при использовании материала, более склонного к истиранию, например нержавеющей стали), вам следует снизить скорость вращения.
Какие значения крутящего момента следует использовать с контргайками J.Lanfranco с двумя шлицами?
Большинство клиентов сохраняют текущие значения крутящего момента. Однако тем, кто хочет подтянуться или переоценить свои ценности, мы всегда готовы помочь. Вы можете просмотреть наши стандартные таблицы крутящего момента, рассчитанные для 85% предела прочности болта. Кроме того, вы можете обратиться в службу технической поддержки, чтобы разработать таблицу крутящих моментов для вашего конкретного применения.
Имейте в виду: значение крутящего момента всегда должно зависеть от самого слабого материала сборки, особенно при креплении болтами более слабых материалов, таких как композиты. Особое внимание следует уделить оценке значений крутящего момента.
На сколько витков должна выступать верхняя часть контргайки?
Мы рекомендуем, чтобы из верхней части гайки выступало от двух до шести витков резьбы. Важно знать, что превышение шести витков резьбы приведет к чрезмерному износу болта. Это может привести к повышенному нагреву и трению, что может привести к истиранию.
Можно ли использовать стандартные головки и болты?
Да. Стандартные головки, инструменты и болты — это все, что необходимо для правильной установки контргаек J.Lanfranco. Тем не менее, использование глубоких головок является наилучшей практикой, которая гарантирует, что запорные пазы всегда будут иметь место для открытия и активации должным образом, даже если болты будут опускаться глубже.
Могу ли я получить контргайки, соответствующие DFARS?
Да. Поскольку J.Lanfranco производит все свои контргайки во Франции, мы соблюдаем требования DFRAS. Обязательно укажите в запросе предложений, что требуется DFARS. Мы также можем предоставить детали, соответствующие DFARS, для метрических болтов, шайб и некоторых специальных болтов с дюймовой резьбой.
Какой шаг резьбы доступен для контргаек J.Lanfranco?
Мы производим как со стандартным, так и с мелким шагом метрической резьбы, UNC, UNF, UNJC и UNJF. Мы также производим в британском Уитворте и менее известных полях, таких как American Special (AS), по запросу. Если шаг резьбы существует, мы можем это сделать.
Спецификации гаек ASTM Марки — болтовые крепления
- Главная
- Технический
- Спецификации гаек ASTM и марки
ASTM A183 — Стандартные технические условия для болтов и гаек из углеродистой стали
В этом руководстве рассматриваются болты и гайки из углеродистой стали для направляющих, которые используются вместе с соединительными стержнями для соединения рельсов на железнодорожном полотне. Подробно представлен требуемый химический состав стали. Требования к испытаниям на растяжение болтов полного сечения и уменьшенного сечения указаны в справочных материалах.
ASTM A194/A194M — Стандартные технические условия на гайки из углеродистой, легированной и нержавеющей стали для болтов, предназначенных для работы под высоким давлением или при высокой температуре, или для того и другого.
Эта спецификация охватывает различные гайки из углеродистой, легированной, мартенситной и аустенитной нержавеющей стали. Эти гайки предназначены для работы под высоким давлением или при высокой температуре, или для того и другого. Прутки, из которых изготовлены гайки, должны быть горячедеформированными. Материал может быть дополнительно обработан бесцентровым шлифованием или холодным волочением. Аустенитная нержавеющая сталь может подвергаться отжигу на твердый раствор или отжигу с деформационным упрочнением. Каждый сплав должен соответствовать установленным требованиям к химическому составу. Испытания на твердость, испытания под нагрузкой и испытания под нагрузкой на конус должны быть проведены для всех гаек, чтобы они соответствовали установленным требованиям.
ASTM A563/A563M — Стандартные технические условия для гаек из углеродистой и легированной стали
Эта спецификация охватывает химические и механические требования для восьми классов прочности шестигранных и шестигранных фланцевых гаек из углеродистой и легированной стали для общего конструкционного и механического применения на болтах, шпильках. и другие детали с внешней резьбой. Материалы должны быть испытаны, и отдельные сорта должны соответствовать указанным значениям материала, таким как твердость и пробная нагрузка, химические и механические требования. Гайки классов 8С3 и 10С3 обладают стойкостью к атмосферной коррозии и атмосферным воздействиям, сравнимыми со свойствами стали. Атмосферная коррозионная стойкость этих сталей значительно лучше, чем у углеродистой стали с добавлением меди или без нее. При правильном контакте с атмосферой эти стали можно использовать без покрытия (без покрытия) для многих применений.
ASTM A320/A320M — Стандартные технические условия на болтовые соединения из легированной и нержавеющей стали для эксплуатации при низких температурах
В этих технических требованиях рассматриваются болтовые соединения из легированной стали для сосудов под давлением, клапанов, фланцев и фитингов для эксплуатации при низких температурах. Каждый сплав должен соответствовать установленным требованиям к химическому составу. Материал, представленный образцами для растяжения, должен соответствовать требованиям в отношении свойств при растяжении, таких как предел прочности при растяжении, предел текучести, относительное удлинение и твердость. Материал должен соответствовать предписанным требованиям к поглощению энергии удара и рекомендуемой температуре испытания. На материале должны быть проведены механические испытания, а именно: испытание на удар, испытание на растяжение и испытание на твердость.
ASTM A437/A437M — Стандартные технические условия для болтовых соединений турбинного типа из нержавеющей и легированной стали, специально подвергнутых термообработке для работы при высоких температурах.
Настоящая спецификация распространяется на материал для болтовых соединений из легированной стали, специально термически обработанный для работы при высоких температурах, например, в паровых турбинах, газовых турбинах и т.п. Здесь рассматриваются следующие марки сталей: марка B4B, марка B4C и марка B4D. Стали марок В4В и В4С должны подвергаться соответственно нагреву, жидкостной закалке, повторному нагреву, отпуску и охлаждению на воздухе или в печи. Стали марки Б4Д должны подвергаться соответственно нагреву, закалке в масле, подогреву или отпуску и воздушному печному охлаждению. Должны быть выполнены анализы плавки и продукта, при этом образцы должны соответствовать требуемому химическому составу углерода, марганца, фосфора, серы, кремния, никеля, хрома, молибдена, ванадия, вольфрама, алюминия, титана и олова. Стали должны пройти испытания на растяжение, удар и твердость и должны соответствовать следующим механическим требованиям: предел прочности при растяжении, предел текучести, относительное удлинение, ударная вязкость, число твердости по Бринеллю и число твердости по Роквеллу. Все прутки или кованые заготовки исходного материала должны быть подвергнуты неразрушающему контролю с использованием любого из следующих методов: вихретоковый контроль, магнитопорошковый контроль (влажный или сухой), контроль проникающей жидкостью, ультразвуковой контроль или визуальный контроль.
ASTM A453/A453M — Стандартные технические условия для высокотемпературных болтовых соединений с коэффициентами расширения, сравнимыми с аустенитными нержавеющими сталями.
Эта спецификация охватывает стандарты для болтовых материалов марки 660 (классы A, B, C и D), марки 651 (классы A и B), марки 662 (классы A и B) и марки 665 (классы A и B). для использования в условиях высоких температур, таких как крепежные детали, сосуды под давлением и фланцы клапанов. К болтовым материалам в этой спецификации относятся катаные, кованые или горячепрессованные стержни, а также болты, гайки, винты, шайбы, шпильки и шпильки. Материалы должны соответствовать указанному содержанию углерода, марганца, фосфора, серы, кремния, никеля, хрома, молибдена, вольфрама, титана, ниобия, алюминия, ванадия, бора и меди. Материалы должны быть подвергнуты испытаниям на растяжение, растяжение и твердость. Материалы должны соответствовать требованиям по пределу текучести, прочности на растяжение, относительному удлинению, сужению площади, твердости по Бринеллю и твердости по Роквеллу. Также даны требования к упрочнению и обработке на твердый раствор для каждого класса материалов.
ASTM A540/A540M — Стандартные технические условия для болтовых соединений из легированной стали для специального применения
Настоящие технические условия охватывают группу общих требований, которые должны применяться к стальным фланцам, кованым фитингам, клапанам и деталям трубопроводов в соответствии с любым из следующих индивидуальные характеристики товара. Эта спецификация распространяется на обычные и специальные болтовые материалы из легированной стали, которые могут использоваться для ядерных и других специальных применений. Материалы для болтовых соединений, используемые в данной спецификации, охватывают катаные или кованые стержни, бесшовные трубы с вращающимся перфорированием или экструдированием, расточенные стержни или кованые полости из кованых или катаных сегментов стержней, из которых изготавливаются болты, шпильки, шайбы и гайки. Сталь должна соответствовать требуемому химическому составу по углероду, марганцу, фосфору, сере, кремнию, хрому, никелю, молибдену, ванадию. Материал, заказанный в состоянии жидкостной закалки и отпуска, должен быть равномерно подогрет от температуры ниже диапазона охлаждающего превращения до надлежащей температуры аустенизации. Он должен подвергаться закалке в жидкой среде в практически одинаковых условиях, а затем равномерно нагреваться для отпуска. Испытание на растяжение, твердость и испытание на удар должны быть измерены для соответствия требуемым механическим свойствам.
ASTM A1014/A1014M — Стандартные технические условия на дисперсионно-твердеющие болтовые соединения (UNS N07718) для эксплуатации при высоких температурах
Настоящие технические условия охватывают материал для болтовых соединений, подвергающихся дисперсионному твердению (UNS N07718) для эксплуатации при высоких температурах. Сплав должен подвергаться многократному плавлению с использованием расходуемого электрода в цикле переплавки или индукционному плавлению в вакууме. Детализируются требования к обработке на твердый раствор, термоосадительной обработке, правке и накатке резьбы прокаткой. Слитки переплава должны соответствовать требованиям по химическому составу (по химическим и продуктовым анализам) по следующим элементам: углерод, марганец, кремний, фосфор, сера, хром, кобальт, молибден, ниобий, титан, алюминий, бор, железо, медь. , и никель. Должны быть проведены испытания на растяжение, твердость и разрыв под напряжением, и образец для испытаний должен соответствовать требованиям, установленным в отношении предела прочности при растяжении, предела текучести, относительного удлинения, твердости по Бринеллю и разрыва под напряжением. Приведена методика определения минимальной прочности на разрыв полного размера для крепежа с головкой. Металлография должна проводиться для определения свойств микроструктуры и макроструктуры, включая размер зерна и линии потока.
ASTM F467/F467M — Стандартные технические условия на гайки из цветных металлов общего назначения.
Настоящая спецификация охватывает требования к коммерческим кованым гайкам из цветных металлов с номинальным диаметром резьбы от M6 до M36 включительно из ряда сплавов, широко используемых и предназначенных для общего применения. Материалы должны быть испытаны и должны соответствовать требованиям по химическому составу, твердости, испытательному напряжению, испытательной нагрузке и растягивающему напряжению.
ASTM F594 — Стандартные технические условия для гаек из нержавеющей стали
Настоящая спецификация охватывает требования к гайкам из нержавеющей стали определенного размера включительно, номинального диаметра из ряда сплавов, широко используемых и предназначенных для применения в сфере обслуживания, требующей общей коррозионной стойкости. Охвачены семь групп нержавеющих сталей, в том числе десять аустенитных, две ферритных, четыре мартенситных и одна дисперсионно-твердеющая: группа 1; Группа 2; Группа 3; Группа 4; Группа 5; Группа 6; и Группа 7. Готовые крепежные изделия должны соответствовать применимым механическим свойствам. Химические испытания; механические испытания; и коррозионная стойкость должны быть выполнены в соответствии с указанными требованиями.
ASTM F836M — Стандартные технические условия для метрических гаек из нержавеющей стали типа 1 (метрических).
Эта спецификация охватывает химические и механические требования к метрическим гайкам из нержавеющей стали типа 1. Рассмотрены группы и классы свойств аустенитных, ферритных, мартенситных и дисперсионно-твердеющих нержавеющих сталей. Материалы должны быть подвергнуты холодной штамповке, горячей штамповке или механической обработке и должны соответствовать химическим, механическим, размерным и поверхностным свойствам. Нержавеющая сталь также должна соответствовать требованиям к термообработке в зависимости от марки материала. Материал должен выдерживать испытания на химическую, механическую и коррозионную стойкость в соответствии со спецификацией. Маркировка и упаковка продукции должны соответствовать требованиям спецификации.
ASTM F901 — Стандартные технические условия на болты и гайки опоры трансмиссии из алюминия
Эта спецификация распространяется на болты и гайки опоры трансмиссии из алюминия. Болты должны быть изготовлены из сплава 2024, а гайки из сплава 6061 или 6262, и должны быть подвергнуты холодной штамповке, горячей штамповке или механической обработке. Легированные материалы для болтов и гаек должны соответствовать химическим требованиям настоящей спецификации. Болты и гайки должны соответствовать требуемой прочности на растяжение, размерам, качеству изготовления, отделке, внешнему виду, маркировке, упаковке и транспортировке. Методы испытаний должны включать химический анализ, испытание на растяжение клина, испытание на сдвиг и испытание на пробное напряжение.
Крепежные изделия – класс свойств согласно IS / ISO (Статья-2)
Индийский стандарт IS 1367 касается технических условий поставки резьбовых стальных крепежных изделий. В этом стандарте много частей. Номера деталей 3, 6, 7 и 14 относятся к механическим свойствам и испытаниям. Класс свойств используется для предоставления информации о типе материала и его свойствах. Информация об этих стандартах, чтобы показать области их полезности и механические свойства крепежных изделий из нержавеющей стали, приведена в этой статье. Для получения полной информации / дополнительной информации, обратитесь к последней версии стандартов.
Примечание:
При подготовке стандартов IS значительная помощь была получена из стандартов ISO, и поэтому они аналогичны стандартам ISO.
IS 1367, часть 3. Механические свойства крепежных изделий из углеродистой и легированной стали.
Этот стандарт распространяется на механические свойства, методы испытаний и приемки болтов, винтов и шпилек с полной нагрузочной способностью. Настоящий стандарт распространяется на болты, винты и шпильки:
• с номинальным диаметром до 39 мм включительно,
• с метрической резьбой ISO и с диаметрами и шагом по IS 4218 и
• из углеродистой или легированной стали.
Система обозначений и классы прочности
Система обозначений классов прочности болтов, винтов и шпилек показана ниже (Примечание: в качестве иллюстрации на эскизе показан только один класс прочности).
По оси абсцисс отложены номинальные значения прочности на растяжение, а по оси ординат — относительное удлинение после разрыва.
Обозначение состоит из двух цифр:
Первая цифра указывает 1/100 номинального предела прочности при растяжении в Н/мм 2 и
Вторая цифра указывает 1/10 отношения, выраженного в процентах, между номинальным пределом текучести и номинальным пределом прочности при растяжении.
Умножение этих двух цифр дает 1/10 номинального предела текучести в Н/мм 2 .
Минимальный предел текучести и минимальный предел прочности на растяжение равны или превышают номинальные значения.
Сталь для различных классов прочности показана в таблице.
| Собственность Класс | Материал и обработка | Закалка Температура ºC Минимум |
|---|---|---|
| 4,6 | Сталь с низким или средним содержанием углерода | _ |
| 4,8 | ||
| 5,6 | ||
| 5,8 | ||
| 6,8 | ||
| 8,8 | Низкоуглеродистая сталь с добавками (например, бором, марганцем или хромом), закаленная и отпущенная или | 425 |
| Среднеуглеродистая сталь, закаленная и отпущенная | 450* | |
| 9,8 | Низкоуглеродистая сталь с добавками (например, бором, марганцем или хромом), закаленная и отпущенная или | 410 |
| Среднеуглеродистая сталь, закаленная и отпущенная | ||
| 10,9 | Низкоуглеродистая сталь с добавками (например, бором, марганцем или хромом), закаленная и отпущенная или | 340 |
| Среднеуглеродистая сталь, закаленная и отпущенная или | 425 | |
| Среднеуглеродистая сталь с добавками (например, бором, Mn или Cr), закаленная и отпущенная или | ||
| Легированная сталь | ||
| 12,9 | Легированная сталь | 380 |
*Для размера M20 и больше можно использовать температуру 425 ºC.
Примечание:
Класс прочности 9.8 применяется только к размерам с диаметром резьбы до 16 мм и включен только для информации , производство изделий с этим классом прочности не рекомендуется.
Минимальные температуры отпуска, указанные в таблице выше, обязательны для классов прочности от 8,8 до 12,9 во всех случаях.
Механические свойства
Некоторые из важных свойств, таких как предел прочности при растяжении, твердость по Бринеллю и относительное удлинение после разрушения в % для различных классов прочности, приведены ниже (для других свойств, таких как твердость по Роквеллу и Виккерсу и т. д., см. стандарт).
| Пункт № | Механические свойства | 4,6 | 4,8 | 5,6 | 5,8 | 6,8 | 8,8≤ M16 | 8.8>M16 | 9,8 | 10,9 | 12,9 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 4. 1 и 4.2 | Прочность на растяжение, R м , Н/мм 2 , Номинальная | 400 | 400 | 500 | 500 | 600 | 800 | 800 | 900 | 1000 | 1200 |
| Прочность на растяжение, R м , Н/мм 2 , Минимум | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | |
| 4,4 | Твердость по Бринеллю HB Минимум | 114 | 124 | 147 | 152 | 181 | 219 | 242 | 266 | 295 | 353 |
| Твердость по Бринеллю HB Максимум | 209 | 238 | 285 | 319 | 342 | 362 | 412 | ||||
| 4,7 | Предел текучести, R eL , Н/мм 2 , Номинальный | 240 | 320 | 300 | 400 | 480 | – | – | – | – | – |
| Предел текучести, R eL , Н/мм 2 , Минимум | 240 | 340 | 300 | 420 | 480 | – | – | – | – | – | |
| 4,8 | Напряжение на постоянно установленном пределе, R p0. 2 , Н/мм 2 , Номинальное | – | 640 | 640 | 720 | 900 | 1080 | ||||
| Напряжение на постоянном пределе, R p0.2 , Н/мм 2 , Минимум | – | 640 | 660 | 720 | 940 | 1100 | |||||
| 4,9 | Напряжение при испытательной нагрузке, S, S p / R eL Отношение условного напряжения к пределу текучести | 0,94 | 0,91 | 0,94 | 0,91 | 0,91 | 0,91 | 0,91 | 0,91 | 0,88 | 0,88 |
| Напряжение при пробной нагрузке, S, Н/мм 2 | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 | |
| 4. 10 | Удлинение после разрушения А 5 % | 22 | 14 | 20 | 10 | 8 | 12 | 12 | 10 | 9 | 8 |
Таблицы минимальных предельных растягивающих нагрузок и пробных нагрузок для метрической крупной и мелкой резьбы ISO также приведены в стандарте.
Минимальная предельная нагрузка на растяжение и пробная нагрузка на крепеж могут быть рассчитаны путем умножения площади номинального напряжения крепежа на минимальную прочность на растяжение и испытательное напряжение соответственно из приведенной выше таблицы.
Готовые справочные таблицы, показывающие номинальные площади напряжений, минимальные предельные растягивающие нагрузки и пробные нагрузки в соответствии с ISO 898 (IS 1367, часть 3), приведены в следующей статье – Расчетные данные для резьбовых крепежных изделий (Статья-3) (Часть-1) .
Испытания, которые необходимо провести, и методы испытаний для последующих испытаний приведены в стандарте.
1. Испытание на растяжение механически обработанных образцов.
2. Испытание на растяжение полноразмерных болтов.
3. Испытания на твердость.
4. Испытание пробной нагрузкой для полноразмерных болтов.
5. Испытание на прочность при клиновой нагрузке полноразмерных болтов и винтов (не шпилек).
6. Испытание на удар механически обработанных образцов.
7. Испытание на прочность головки (для болтов ≤ M16 и длины, слишком короткой для испытания на клиновидную нагрузку).
8. Испытание на обезуглероживание.
9. Испытание на целостность поверхности – должно проводиться в соответствии со стандартом IS 1367, часть 9. шпильки.
IS 1367, части 6 и 7: Механические свойства и методы испытаний гаек
Часть 6 стандарта (IS 1367) охватывает механические свойства и методы испытаний гаек с заданными значениями пробной нагрузки, изготовленных из углеродистой стали. или низколегированной стали.
Гайки с крупной резьбой с номинальной высотой ≥ 0,8d обозначаются числом, указывающим максимально подходящий класс прочности болтов, с которыми они могут соединяться. Болт или винт определенного класса прочности, собранный с эквивалентным классом прочности гайки в соответствии с таблицей 1 стандарта, предназначен для обеспечения сборки, которую можно затянуть для достижения натяжения болта, эквивалентного пробной нагрузке болта или нагрузке текучести. без зачистки.
Таким образом, класс прочности гайки совпадает с первой цифрой обозначения болта.
В таблице 1 стандарта приведены значения испытательного напряжения и твердости по Виккерсу (механические свойства) для различных номинальных размеров гаек в соответствии с классом прочности.
Гайки с крупной резьбой с номинальной высотой ≥ 0,5d и < 0,8d обозначены как ниже.
| Класс прочности гайки | Напряжение расчетной номинальной нагрузки, Н/мм 2 | Напряжение испытательной нагрузки, Н/мм 2 |
|---|---|---|
| 04 | 400 | 380 |
| 05 | 500 | 500 |
Требования к гайкам, которые не выдерживают пробной нагрузки ни из-за их геометрии, ни из-за применения, изложены в части 7 стандарта (ИС 1367 – 1980). В стандарте указаны значения твердости (твердость по Виккерсу) для двух классов прочности (14H и 22H) гаек.
Числовая часть символа представляет собой 1/10 минимальной твердости по Виккерсу, а буква Н в символе указывает на твердость. Таким образом, 14H представляет собой минимальную подвеску в 140 Виккерсов.
Если в одном из скрепляемых компонентов нарезана внутренняя резьба, необходимая длина резьбы будет зависеть от прочности выбранного материала. Следующие эмпирические правила дадут начальное руководство по длине внутренней резьбы для использования со стальными болтами:
• Сталь – длина не менее основного диаметра резьбы.
• Чугун, латунь или бронза – как минимум в 1,5 раза больше наружного диаметра.
• Алюминиевые или цинковые сплавы – не менее чем в два раза больше наружного диаметра.
IS 1367, Часть 14: Резьбовые крепежные изделия из нержавеющей стали
Настоящий стандарт распространяется на болты, винты, шпильки и гайки, изготовленные из аустенитных, ферритных и мартенситных марок коррозионно-стойких нержавеющих сталей для номинальных диаметров резьбы от 1,6 до до 39мм.
Система обозначений
Система обозначений резьбовых соединений из нержавеющей стали показана ниже.
Марки стали и классы прочности обозначаются четырехзначным идентификатором, состоящим из буквы, за которой следуют три цифры. Буква обозначает группу общего состава сталей следующим образом.
А – для аустенитных сталей,
С – для мартенситных сталей и
Ф – для ферритных сталей.
Первая цифра после буквы указывает на тип легирующего элемента, присутствующего в конкретной группе A, C или F. В стандарте приведена таблица (таблица 2), в которой указан процент легирующего элемента, присутствующего в каждой группе и марке материала. Последние две цифры обозначают класс прочности (металлургическое состояние, предел прочности – 70 указывает на предел прочности 700 Н/мм 2 и так далее).
Умножение двух последних цифр на 10 дает минимальную прочность материала на растяжение для крепежных изделий с наружной резьбой и допустимую нагрузку для гаек в Н/мм 2 .
Примеры
A2 – 70 означает: аустенитная сталь, холоднодеформированная, минимум 700 Н/мм 2 предел прочности при растяжении.
C3 – 80 означает: мартенситная 16 % Cr Сталь, закаленная и отпущенная, минимум 800 Н/мм 2 предел прочности при растяжении.
Все крепежные изделия из аустенитной стали обычно немагнитны.
Крепеж из аустенитной стали марок А2 и А4 не должен иметь карбидной сетки по границам зерен и должен быть устойчив к испытанию на межкристаллитную коррозию.
Крепеж класса A1 также может поставляться устойчивым к межкристаллитной коррозии при условии предварительного согласования с производителем.
Испытания на приемлемость и методы испытаний
Испытания на приемлемость и методы испытаний приведены в стандарте.
Приведены таблицы механических свойств. Для крепежных изделий с наружной резьбой (болты, винты и шпильки) приведены значения предела прочности при растяжении, напряжения при остаточной деформации 0,2 %, минимального удлинения и твердости. Для аустенитных винтов М5 и меньше проводят испытание на разрушающий момент, и в таблице приведены значения разрушающего момента. Для гаек приведены значения напряжения пробной нагрузки.
Гайки должны выдерживать полную нагрузку до пробной нагрузки (указанный минимальный предел прочности на растяжение болтов из той же марки стали и класса прочности) без срыва резьбы.
Методы испытаний приведены для следующего:
1. Определение предела прочности при растяжении.
2. Определение напряжения при остаточной деформации 0,2 %.
3. Определение полного растяжения при переломе.
4. Определение разрывного момента.
5. Испытание гаек пробной нагрузкой.
6. Испытания на твердость.
Этот стандарт соответствует ISO 3506 – Крепеж из коррозионностойкой нержавеющей стали.
Механические свойства крепежных изделий из нержавеющей стали
Для справки ниже воспроизведены таблицы механических свойств нержавеющей стали с веб-сайта Bufab Stainless AB, Швеция.
Механические свойства крепежных изделий из мартенситной и ферритной нержавеющей стали:
(согласно ISO 3506)
| Группа | Марка | Собственность- класс | Болты, винты и шпильки 3) | Гайки | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Прочность на растяжение Rm 1) Н/мм² мин. | Напряжение при 0,2 % остаточная деформация Rp0,2 1) Н/мм² мин | Удлинение A_L 2) Мин. | Напряжение ниже Пробная нагрузка Sp Н/мм² мин. 1) | ВН мин. Максимум. | HB мин. Максимум. | HRC мин макс. | ||||||
| Мартенситный | С1 С3 С4 | 50 70 110 7) 80 50 70 | 500 700 1100 800 500 700 | 250 410 820 640 250 410 | 0,2 д 0,2 д 0,2 д 0,2 д 0,2 д 0,2 д | 500 700 1100 800 500 700 | – 220 350 240 155 220 | – 330 440 340 220 330 | – 209 – 228 147 209 | – 314 – 323 220 314 | – 20 36 21 – 20 | – 34 45 35 – 34 |
| Ферритный | F1 4) | 45 60 | 450 600 | 250 410 | 0,2 д 0,2 д | 450 600 | 135 180 | 220 285 | 128 171 | 209 271 | – – | – – |
Механические свойства крепежа из аустенитной нержавеющей стали:
(согласно ISO 3506)
| Группа | Марка | Имущество- класс | Размер- Диапазон 5) | Болты, винты и шпильки 3) | Гайки 3) | ||
|---|---|---|---|---|---|---|---|
| Прочность на растяжение Rm 1) Н/мм² мин. | Напряжение при 0,2 % остаточная деформация Rp0,2 1) Н/мм² мин | Удлинение A_L 2) Мин. | Напряжение ниже Пробная нагрузка Sp Н/мм² мин. 1) | ||||
| Аустенитная | A1, A2 A3, A4 и A5 Сосуд под давлением | 50 70 80 Бумакс 88 Бумакс 88 Бумакс 88 Бумакс 109 | ≤ M39 ≤ M24 ≤ M24 ≤ M36 M6 – M24 ¼ – 1” UNC ≤ M20 | 500 700 800 800 800 800 1000 | 210 450 600 640 640 640 900 9) | 0,6 д 0,4 д 0,3 д 0,3d 8) 0,4xd 0,4xd 0,2d | 500 700 800 800 800 800 1000 |
1) Все значения напряжений рассчитываются и сообщаются в виде площади номинального напряжения резьбы и действительны для длин ≥ 2,5xd.
2) Удлинение указано в мм x номинальный диаметр резьбы (d)
3) Относится к испытаниям на готовых изделиях, а не на подготовленном образце для испытаний.
4) Макс. диаметр для F1 = 16 мм.
5) Должно быть согласовано между пользователем и производителем для классов прочности 70 и 80 выше M24.
6) ISO 3506 определяет 50, 70 и 80. Bumax 88 и 109 являются внутренним стандартом Bufab Stainless и не являются частью ISO 3506.
7) Закалены и отожжены. Минимальная температура отжига = 275 ºC
8) Bumax 88 >M30 = 0,2xd
9) Bumax 109 ≥ M14 = 800
BUMAX® нержавеющая сталь
Bufab® Stainless AB, Швеция производит крепеж из нержавеющей стали под торговой маркой BUMAX . Bufab Stainless является членом группы Bufab. Крепеж BUMAX® 88 и 109 разработан для достижения предельных значений предела прочности при растяжении и предела текучести, соответствующих значениям стальных винтов классов 8.8 и 10.9.. Их изготавливают из аустенитных нержавеющих сталей. Таким образом, они используются там, где для крепежа требуется высокая прочность в дополнение к коррозионной стойкости аустенитной нержавеющей стали. Они очень полезны для морского применения. Для получения дополнительной информации о крепежных элементах из нержавеющей стали и BUMAX® посетите их веб-сайт. Адрес их веб-сайта – http://www.bufab-stainless.se.
Для справки – таблица механических свойств цветных металлов согласно DIN / ISO 8839
| Материал | Номинальный диаметр резьбы мм | Прочность на разрыв R м Н/мм 2 | Напряжение на постоянном пределе деформации R p 0,2 Н/мм 2 | Относительное удлинение после разрыва A 5 % | ||
|---|---|---|---|---|---|---|
| Символ | Обозначение | над | до | мин. | ||