Гальванические ванны для хромирования: Гальванические ванны для хромирования купить у производителя
Содержание
Гальванические ванны
В зависимости от бюджета и желания присоединяться к современным технологиям — ванны для гальваники встречаются на производствах самые разные. Это может быть простая емкость из пластмассы в которую вручную опускают и поднимают детали или же автоматизированная линия с барабанами или колоколами которые погружаются поочередно в различные ванны для осуществления травления, нанесения покрытий, очистки, полировки и т.д.
Функционально ванны для гальваники отличаются по форе и размерам, наличию вытяжки различных зон, наличию крышки, нагревательных элементов, подводов и выводов жидкостей и воздуха, креплений, подвесов и электроприводов. Иными словами: Для того, чтобы получить хороший результат необходимо разработать подробное ТЗ на изготовление гальванической ванны, которая полностью подойдет под конкретный технологический процесс. В этой статье мы постараемся дать максимальное количество информации во вопросу выбора гальванической ванны.
Гальванические ванны для хромирования
Хромирование — самый частый технологический процесс в гальванике. Поэтому и ванны для хромирования являются самыми востребованными. Мы предлагаем Вам купить гальваническую ванну для хромирования из каталога или воспользоваться приведенными ниже рекомендациями для составления грамотного ТЗ. Прежде всего скажем о коррозионной стойкости — стенки ванн могут быть изготовлены из различных материалов, которые в свою очередь должны быть футерованы химически стойким полимером по отношению к реагентам, таких как серная кислота и ангидрид хрома. Обычно используется поливинилхлорид (PVC) или полипропилен (PP) для изготовления ванн из пластмассы, а футеровка емкостей из металла может быть произведена поливинилденфторидом (PVDF). Независимо от того, из какого материала сделана ванна — рекомендуем организовать вытяжку с бортов (выше уровня электролита) и с крышки. Если же по каким-то причинам емкость будет использоваться без крышки, то можно использовать полые пластиковые шарики, чтобы полностью закрыть зеркало электролита. Таким образом уменьшается испарение и отдача тепла в окружающую среду.
Поэтому и ванны для хромирования являются самыми востребованными. Мы предлагаем Вам купить гальваническую ванну для хромирования из каталога или воспользоваться приведенными ниже рекомендациями для составления грамотного ТЗ. Прежде всего скажем о коррозионной стойкости — стенки ванн могут быть изготовлены из различных материалов, которые в свою очередь должны быть футерованы химически стойким полимером по отношению к реагентам, таких как серная кислота и ангидрид хрома. Обычно используется поливинилхлорид (PVC) или полипропилен (PP) для изготовления ванн из пластмассы, а футеровка емкостей из металла может быть произведена поливинилденфторидом (PVDF). Независимо от того, из какого материала сделана ванна — рекомендуем организовать вытяжку с бортов (выше уровня электролита) и с крышки. Если же по каким-то причинам емкость будет использоваться без крышки, то можно использовать полые пластиковые шарики, чтобы полностью закрыть зеркало электролита. Таким образом уменьшается испарение и отдача тепла в окружающую среду. Также рекомендуется установка вытяжного зонта над ванной.
Также рекомендуется установка вытяжного зонта над ванной.
Размеры ванн для хромирования редко бывают маленькими. Обычно ванна имеет объем от 0,2 до нескольких кубометров. В емкость могут погружаться как детали больших размеров (например автомобильные запчасти) на подвесах, так и совсем мелкие изделия (например метизы или сантехника) в перфорированных барабанах или колоколах с электроприводом и шестереночной передачей. На производстве должен быть организован подъемный механизм или автоматическая линия для загрузки \ выгрузки деталей и барабанов, а также для их перемещения из одной ванны в другую. Здесь важно то, чтобы данный механизм имел высокую степень защиты от воздействия агрессивной окружающей среды в гальваническом цеху.
Нагрев гальванической ванны для хромирования должен производиться находящимся внутри емкости нагревательным элементом (ТЭН) или стойкой к коррозии трубой водяного обогрева. Технологический процесс подразумевает поддержание определенной температуры — соответственно необходим еще и датчик температуры для ручного или автоматического контроля.
Гальванические ванны для цинкованная, никелирования, меднения и т.д.
В общем, оборудование для гальваники можно разделить на два больших раздела — процессы нанесения драгоценных металлов (золото, платина, серебро) и все остальные, где требования к расходу материала и качеству не такие строгие. Ванны для цинкованная или никелирования принципиально не отличаются от ванн для хромирования, о которых шла речь в предыдущем абзаце. Соответственно рекомендации те же. Отличия могут заключаться только в нагреве и в подборе источника тока
Ванны для золочения, серебрения, платиннирования
Ванны для работы с драгоценными металлами в большинстве случаев имеют совсем небольшие «настольные» размеры, основная особенность работы с такими емкостями — это выбор высокоточного инверторного источника тока, у которого будет минимум пульсаций и погрешностей, что обеспечит нанесения равномерного тонкого слоя, что существенно сэкономит дорогостоящие реагенты. А в качестве ванны можно использовать стеклянные или пластиковые небольшие емкости.
Гальванические ванны
- Ванны из полипропилена, ванных пвх, ванны из пнд, футеровка из пвдф,
- Ванны для омеднения, ванны хромирования, ванны никелирования, ванны цинкования,
- Ванны пассивации, ванны обезжиривания, ванны анодирования, ванны пассивации стали.
Все гальванические ванны выполняются из материалов с минимальной гигроскопичностью и водопроницаемостью. Они устойчивы к влиянию магнитного поля, электричества, ультразвука, агрессивным химическим воздействиям.
Корпус гальванических ванн может быть как сплошными, так и многосекционным.
Днище ванны может быть наклонным, а сливные патрубки размещены в боковых стенках.
Гальванические ванны — емкости, содержащие рабочие растворы, в которых выполняются подготовительные, основные (процессы нанесения покрытий) и заключительные операции химической или гальванической (электрохимической) обработки поверхностей деталей, являются основным видом оборудования гальванических цехов и участков.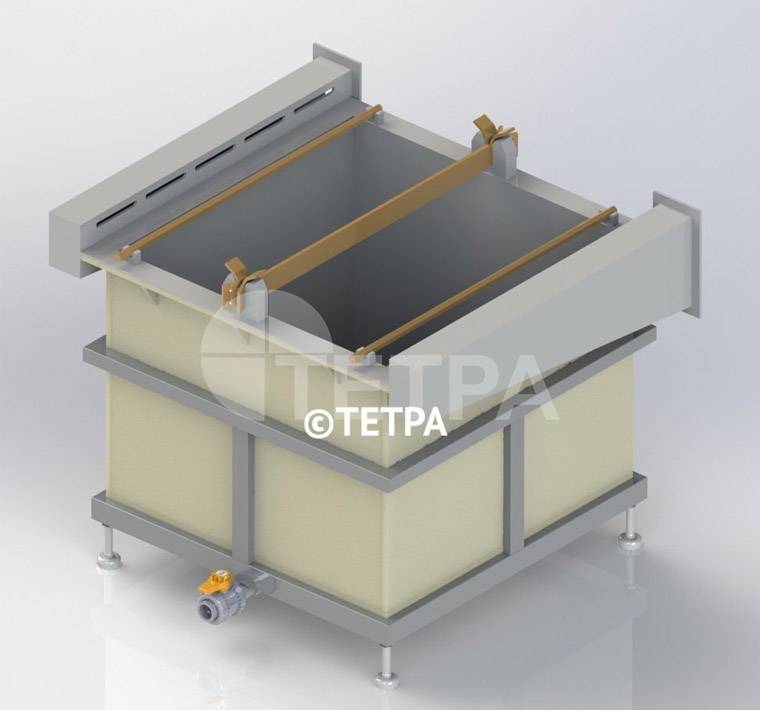
Несмотря на чрезвычайное разнообразие применяемых гальванических ванн, к ним предъявляется ряд общих требований:
- герметичность
- химическая инертность материала ванны к содержащемуся в ней раствору
- возможность создания и поддержания заданного теплового режима
- удобство и безопасность обслуживания
Различие в конструкции гальванических ванн определяется прежде всего особенностями технологического процесса, требующими подогрева или охлаждения электролита, перемешивания, непрерывной фильтрации. Кроме того, для электрохимических ванн необходим также подвод электрического тока требуемой полярности и силы с возможно большей равномерностью распределения тока по поверхности деталей и меньшими потерями электрического напряжения.
«Ванны-термосы». Проточные ванны, в которых необходимо поддерживать рабочую температуру. Они состоят из внутренней ванны и внешнего кожуха, изготовленного также из пластика. Между ними располагается утеплитель, который термоизолирует дно и боковые стенки. При необходимости охлаждения между внутренней ванной и кожухом располагается «охладитель».
При необходимости охлаждения между внутренней ванной и кожухом располагается «охладитель».
ГАЛЬВАНИЧЕСКИЕ ВАННЫ ИЗ ПНД
Наша компания изготавливает гальванические ванны из Полиэтилена, размер ванн напрямую зависит от размера обрабатываемой детали в данном процессе, именно поэтому чаще всего гальванические ванны рассчитываются и изготавливаются под конкретные требования клиента. Температурный диапазон ПНД от -50 … +80 ?С. Гальванические ванны из ПНД подходят для большинства гальванических процессов: для хромирования, полирования, хроматирования, цинкования, никелирования, кадмирования, меднения, нанесения лака, латунирования, промывки и сушки деталей.
ГАЛЬВАНИЧЕСКИЕ ВАННЫ ИЗ ПВХ
Гальванические ванны из поливинилхлорида (ПВХ) чаще всего используются для процессов пассивации и осветления.
Твердый поливинилхлорид (ПВХ) характеризуется высокой прочностью, жесткостью, противоударными свойствами, превосходной погодоустойчивостью, трудной воспламеняемостью.
Гальванические ванны для пассивации и осветления зачастую изготавливают из полипропилена и футеруются поливинилхлоридом (ПВХ) в виде «свободного вкладыша» с отбортовкой по периметру ванны. По требованию заказчика возможно изготовления корпуса ванны полностью из листового твердого ПВХ (PVC, PVC-C (хлорированный ПВХ)) с ребрами жесткости. Ванны больших размеров изготавливаются исключительно в металлическом каркасе.
Толщина листа поливинилхлорида для изготовления гальванической ванны подбирается исходя из параметров технологического процесса (состава электролита, концентрации, рабочей температуры).
Гальванические ванны из ПВХ могут оснащаться различной химстойкой запорной арматурой, нагревателями, бортовыми отсосами и другое. Вся дополнительная комплектация согласовывается с Заказчиком.
ФУТЕРОВКА ЕМКОСТЕЙ ВАНН ФТОРОПЛАСТОМ (PVDF) – позволяет решать сложные задачи по изоляции металлических емкостей от агрессивных жидкостей в гальваническом производстве и хранении химически агрессивных растворов, нефтепродуктов.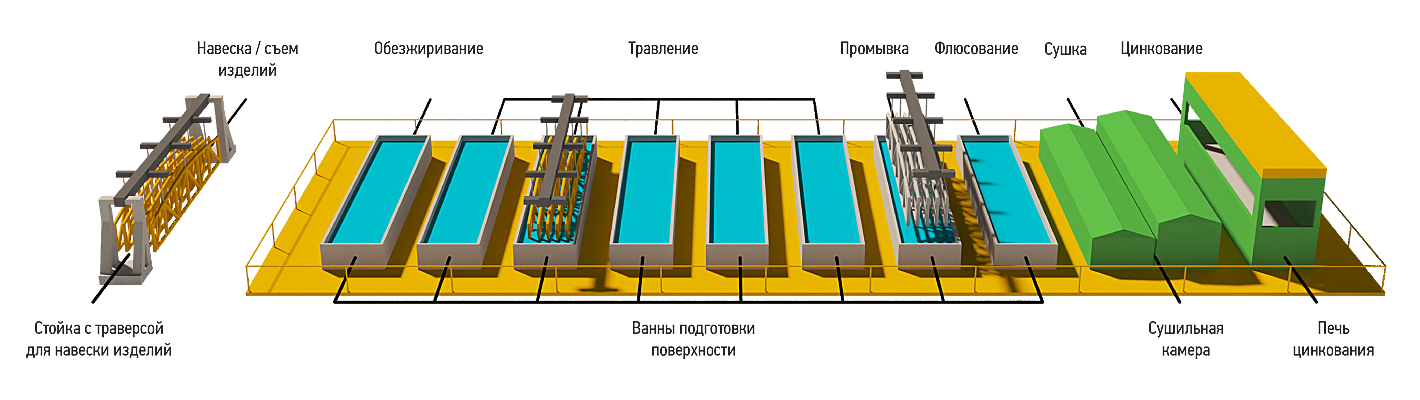 Футеровка емкостей ванн фторопластом (PVDF), гарантирует работу в интервале температур от – 40 до +150 С°. При этом фторопласт ПВДФ (PVDF) – особенно стоек к кислотам и щелочам, к различным окислителям и большому количеству органических соединений. Исключение составляет ацетон и некоторые полярные растворители Футеровка емкостей фторопластом PVDF, используя вкладыши, так например футеровка гальванической ванны из Ст3 посредством вкладыша изготовленного из фторопласта ПВДФ (PVDF) позволяет использовать ванну на операции хромирования, где рабочая темпера выше +80 С°. В таких условиях ванна из полипропилена при контакте с хромистым ангидридом, химически не стойка и быстро выйдет из строя. Футеровка фторопластом (PVDF) данной емкости, решает данную задачу в полном объеме, хотя надо отметить, что стоимость будет выше. Футеровка емкостей фторопластом PVDF позволяет использовать “классические” емкости из металлов в химической, фармацевтической, пищевой промышленности, а так же в особо чистых производствах, в футеровки гальванических ванн.
Футеровка емкостей ванн фторопластом (PVDF), гарантирует работу в интервале температур от – 40 до +150 С°. При этом фторопласт ПВДФ (PVDF) – особенно стоек к кислотам и щелочам, к различным окислителям и большому количеству органических соединений. Исключение составляет ацетон и некоторые полярные растворители Футеровка емкостей фторопластом PVDF, используя вкладыши, так например футеровка гальванической ванны из Ст3 посредством вкладыша изготовленного из фторопласта ПВДФ (PVDF) позволяет использовать ванну на операции хромирования, где рабочая темпера выше +80 С°. В таких условиях ванна из полипропилена при контакте с хромистым ангидридом, химически не стойка и быстро выйдет из строя. Футеровка фторопластом (PVDF) данной емкости, решает данную задачу в полном объеме, хотя надо отметить, что стоимость будет выше. Футеровка емкостей фторопластом PVDF позволяет использовать “классические” емкости из металлов в химической, фармацевтической, пищевой промышленности, а так же в особо чистых производствах, в футеровки гальванических ванн.
Пример расчета стоимости полипропиленовой гальванической ванны для хромирования фторопластом PVDF – использование вкладыша с толщиной станки 3 мм, который устанавливается в каркас из полипропилена (в качестве жесткого каркаса можно использоваться емкость из металла).
Методы очистки хромированных ванн
Много лет назад производители твердого хрома знали, как важно содержать свои ванны в чистоте и без примесей.
Eric Svenson Sr. Их простой подход заключался в том, чтобы разбавлять и заменять часть своих ванн всякий раз, когда это необходимо для снижения уровня примесей. Они могли сказать, просто наблюдая за цветом тумана, когда это было необходимо. Это было до того, как стали доступны удобные лабораторные службы, которые могли точно определять уровни примесей. Все изменилось около 1970 с EPA и высокой стоимостью опасной утилизации. Гальванические цеха больше не могли позволить себе расходы на вывоз отходов.
Плотный график работы заставил нас упустить из виду преимущества содержания хромовой ванны в чистоте. С годами в ваннах постепенно накапливались примеси, такие как трехвалентное железо, железо и медь. Это привело к значительному увеличению затрат на покрытие и снижению качества покрытия. С тех пор большинство гальванических мастерских приняли это как норму и то, как все должно быть.
С годами в ваннах постепенно накапливались примеси, такие как трехвалентное железо, железо и медь. Это привело к значительному увеличению затрат на покрытие и снижению качества покрытия. С тех пор большинство гальванических мастерских приняли это как норму и то, как все должно быть.
Однако несколько дальновидных магазинов приобрели оборудование для очистки ванн. Но действительно ли это оборудование практично и выгодно ли оно с точки зрения затрат? Простой ответ — нет, поскольку большинство из них не оправдали своих требований, а эксплуатационные расходы очень высоки.
Настало время вернуться к этому вопросу, так как затраты на утилизацию теперь намного ниже. Здесь мы рассмотрим плюсы и минусы различных методов очистки и представим подробное исследование их стоимости.
Окончательный результат шокирует
Этот проект был начат, когда венесуэльская компания построила новый завод для производства и хромирования большого количества роторов объемных насосов. Компания заботилась о поддержании своих ванн в чистом состоянии, чтобы снизить затраты и сохранить качество отложений.
Компания заботилась о поддержании своих ванн в чистом состоянии, чтобы снизить затраты и сохранить качество отложений.
Мы начали этот проект с изучения новейших технологий в обоих методах очистки. Двумя наиболее заметными из них оказались:
- Ионный обмен
- Мембранный электролиз
Но у нас не было четкого представления о затратах, связанных с покупкой, эксплуатацией и обслуживанием этих систем. Были опрошены несколько производителей очистного оборудования, и на основании этого мы смогли прийти к некоторым выводам и предоставить рекомендации и варианты стоимости для компании и отрасли.
Оказывается, «старая школа» разбавления и переделки — лучший подход. Сегодня это даже дешевле, чем содержать старую нечистую ванну.
Почему? Это связано с тем, что эксплуатационные расходы, связанные с нанесением покрытия в ванне с тривалентом и металлами, очень высоки в сочетании с сегодняшними гораздо более низкими затратами на утилизацию.
Объектив
Наша цель состоит в том, чтобы рассмотреть различные технологии очистки ванн и связанные с ними затраты, а также узнать реальную стоимость эксплуатации ванн с высоким содержанием примесей. Поддержание ванн хромирования с низким содержанием примесей имеет решающее значение, если желательны высококачественные отложения и эффективная работа. Поддержание чистоты гальванической ванны также снижает количество дефектов, таких как точечная коррозия, и значительно снижает потребление электроэнергии.
Некоторые из проблем, которые вызывают высокие уровни примесей, включают:
Качество
- Вскрытие месторождений
- Жжение и шероховатость
- Тусклые отложения
- Деревья и конкреции
- Плохое покрытие (бросок) и пропуск покрытия
- Образование пузырей и шелушение
- Напряжение отложений и хрупкость
- Мягкие отложения
- Пониженная износостойкость
- Макровзлом
- Плохая коррозионная стойкость
- Ограничение доступного тока выпрямителя
Бизнес
- Более низкая скорость покрытия
- Чрезмерная зачистка и доработка
- Снижение производительности
- Более высокие затраты на электроэнергию
Типичные примеси
Любой ион, специально не включенный в ванну, считается примесью, но наиболее распространенными являются хлорид, трехвалентный ион, железо, медь и другие тяжелые металлы. Цель состоит в том, чтобы поддерживать ванны хромирования в как можно более чистом состоянии. Любой ион, специально не включенный в ванну, считается примесью, но наиболее распространенными являются хлорид, трехвалентный ион, железо, медь и другие тяжелые металлы. К первичным примесям относятся:
Цель состоит в том, чтобы поддерживать ванны хромирования в как можно более чистом состоянии. Любой ион, специально не включенный в ванну, считается примесью, но наиболее распространенными являются хлорид, трехвалентный ион, железо, медь и другие тяжелые металлы. К первичным примесям относятся:
Трехвалентный и хлоридный
Идеальный уровень трехвалентной кислоты составляет 1% от хромовой кислоты в ванне или около 0,3 унции/галлон (2,25 г/л) для большинства ванн. Все, что выше 1%, считается примесью. Уровни 4%-5% и более считаются экстремальными. Трехвалентные комплексы с хромовой кислотой составляют примерно 2,4 унции / галлон на каждый присутствующий процент. Это нарушает правильное соотношение сульфатов.
Пример: Ванна на 30 унций/галлон с 5% тривалента имеет полезный уровень содержания хрома всего 18 унций/галлон, поэтому эффективное соотношение снижается со 100:1 до всего лишь 60:1. Избыток тривалента оказывает примерно в шесть раз большее негативное воздействие, чем железо. Высокий уровень трехвалентности также снижает устойчивость к другим примесям. Избыток трехвалентного металла образуется всякий раз, когда площадь анода меньше площади катода, как при металлизации внутреннего диаметра, при плохом электрическом контакте анода при использовании сильно покрытых окалиной (или желтых) анодов из свинцового сплава, при использовании стальных анодов, при чрезмерном обратном травлении и всякий раз, когда металлы, подобные стали или медь растворяются, или когда в ванну вводятся органические вещества, такие как масла.
Высокий уровень трехвалентности также снижает устойчивость к другим примесям. Избыток трехвалентного металла образуется всякий раз, когда площадь анода меньше площади катода, как при металлизации внутреннего диаметра, при плохом электрическом контакте анода при использовании сильно покрытых окалиной (или желтых) анодов из свинцового сплава, при использовании стальных анодов, при чрезмерном обратном травлении и всякий раз, когда металлы, подобные стали или медь растворяются, или когда в ванну вводятся органические вещества, такие как масла.
Идеальный уровень хлорида (Cl) ниже 20 частей на миллион, при этом 50 частей на миллион или более считаются избыточными. Хлорид действует как чрезвычайно мощный катализатор, нарушающий соотношение сульфатов. Уровень 100 ppm дает эффект дополнительных 0,10 унций/галлон сульфата. Наиболее распространенным источником хлорида является отгонная колонна соляной кислоты. Другие источники могут включать водоснабжение, разрушение облицовки резервуаров и трубопроводов из ПВХ, а также нечистую хромовую кислоту. Системы деионизированной воды рекомендуются для устранения избытка хлоридов в водопроводе. Осаждение хлорида с соединениями серебра, хотя и эффективно, является непомерно дорогим.
Системы деионизированной воды рекомендуются для устранения избытка хлоридов в водопроводе. Осаждение хлорида с соединениями серебра, хотя и эффективно, является непомерно дорогим.
К счастью, и триваленты, и хлориды довольно легко и недорого удалить с помощью простой имитации. Подделка превращает тривалент обратно в хромовую кислоту и удаляет хлориды с поверхности анода.
Переходник CR-r
Это помогает удалить эти примеси при манекене. Используйте как можно большую площадь анода (соотношение 30:1 лучше, но труднодостижимо), а также высокую температуру ванны и силу тока. В этих условиях скорость удаления составляет 2% тривалента и 50 частей на миллион хлорида за 24 часа; удвойте это время для соотношения 15:1. Для более низких соотношений, температур или текущих настроек потребуется больше времени. Кроме того, более низкие уровни примесей восстанавливаются медленнее, чем более высокие уровни. Таким образом, в то время как снижение тривалента с 5% до 3% может занять всего 24 часа, переход с 3% до 1% займет больше времени.
Магазины с постоянной проблемой тривалента (или хлорида) должны постоянно эксплуатировать отдельный фиктивный резервуар. Пористые горшки также эффективны для использования в небольших аквариумах, где есть место. Независимо от метода, добавление 1%-2% восстановителя CR-3 очень помогает в удалении как трехвалентного, так и хлоридного.
Железо, медь и другие тяжелые металлы
Общий уровень тяжелых металлов (железо, медь, никель и т. д.) должен поддерживаться на уровне ниже 5 г/л (в совокупности) для большинства операций. В критических случаях они должны быть ниже 1-2 г/л. Комбинированные уровни примесей металлов 8 г/л и более считаются экстремальными. Вопреки старым убеждениям, эти металлы не оплавляются, поэтому они только продолжают накапливаться в ванне. И когда эти металлы вводятся в ванну, они также повышают уровень трехвалентности на равную величину. Подобно трехвалентным, эти металлы объединяются с присутствующей хромовой кислотой с образованием ионизированного комплекса, который снижает эффективное соотношение сульфатов.
Загрязнение железом в первую очередь происходит из-за обратного травления в гальванической ванне и из-за катодного воздействия на участки без покрытия. Магазины, в которых используются стальные аноды, будут иметь очень высокий уровень содержания железа. Склонность к точечной коррозии снижается почти на 90% при снижении содержания железа с 8 г/л до 1 г/л. Содержание железа выше 10 г/л значительно снижает адгезию и вызывает хрупкость отложений.
Медь вызывает еще большее беспокойство, так как ее негативное воздействие сильнее, чем у железа. Примеси меди обычно возникают в результате воздействия на арматуру, шины и любые детали на основе меди, на которые нанесено покрытие.
К сожалению, недорогого метода удаления большого количества примесей железа или меди не существует. Использование ионного обмена и мембранного электролиза обсуждается ниже, но, как вы увидите, ни один из них не является хорошим вариантом. Пористые горшки могут быть эффективны для использования в небольших аквариумах, где есть место. Добавление 1%-2% разбавителя CR-3 очень помогает при использовании пористых горшков.
Добавление 1%-2% разбавителя CR-3 очень помогает при использовании пористых горшков.
Твердая оболочка-76
Может использоваться для хелатирования этих металлов, если уровень примесей не слишком высок. Кажется, это работает хорошо, если не используется никакое другое средство, такое как удаление.
Операционные расходы
Это показывает затраты, связанные с эксплуатацией ванны с высоким содержанием примесей по сравнению с ванной, которая была очищена. Это основано на типичном магазине с одной (1) ванной на 2000 галлонов, работающей в одну смену. После одного года работы уровень общего индекса примесей составил 11. Было решено поддерживать его между 4,8 и 7,2; то есть всякий раз, когда оно достигало 7,2, они лечили ванну, чтобы снизить его до 4,8.
Стоимость эксплуатации грязной ванны
- Более высокие затраты на электроэнергию: 16 907 долл. США (для более высокого напряжения требуется больше переменного тока)
- Более низкая скорость покрытия: 116 805 долларов США (на 58 % медленнее, чем в чистой ванне)
- Зачистка и повторное покрытие: 56 066 долларов США (коэффициент доработки x 2 для зачистки и повторного покрытия)
- Итого: 189 778 долл.
 США
США
Затраты на ионообменную очистку
- Амортизация системы Ion-X: 7 865 долл. США
- Амортизация системы очистки отходов: 7 150 долл. США
- Регенерирующие химикаты: 2 949 долл. США
- Используемая деионизированная вода: 759 долларов США
- Замена смолы: 1 287 долл. США
- Фильтрующие трубки: $286
- Утилизация регенеративного шлама: 67 457 долл. США
- Электричество для работы: $164
- Техническое обслуживание и запасные части: 715 долларов США
- Работа по эксплуатации и техническому обслуживанию: 3 575 долл. США
- Итого: 92 207 долл. США
Стоимость разбавления и замены ванн
- Химикаты для косметики для ванн: $25 767
- Перевозка сыпучих отходов: 20 300 долларов США
- Всего: 46 067 долл. США
Большинство магазинов не в полной мере осознают дополнительные расходы, связанные с содержанием ванны с высоким содержанием примесей. Да, использование ионного обмена сэкономит деньги, но вам необходимо приобрести систему ion-x и систему очистки отходов. Капитальные затраты на них могут превысить 150 000 долларов. Кроме того, вам потребуется дополнительная рабочая сила для эксплуатации и обслуживания этих систем, рабочая сила, которую можно использовать для покрытия деталей и получения прибыли.
Да, использование ионного обмена сэкономит деньги, но вам необходимо приобрести систему ion-x и систему очистки отходов. Капитальные затраты на них могут превысить 150 000 долларов. Кроме того, вам потребуется дополнительная рабочая сила для эксплуатации и обслуживания этих систем, рабочая сила, которую можно использовать для покрытия деталей и получения прибыли.
Что действительно удивительно, так это сумму денег, которую этот небольшой, но загруженный магазин смог сэкономить, регулярно заменяя часть своей ванны. Это составило более 143 000 долларов США в год в виде дополнительной прибыли. Они также смогли выполнить гораздо больше работы (из-за более высоких скоростей) и, следовательно, получить дополнительную прибыль.
Все, что вам нужно сделать, это позвонить лицензированному перевозчику отходов, чтобы он откачал часть вашего резервуара всякий раз, когда примеси достигают своего предела, а затем добавили дополнительную ванну. Объем и частота основаны на скорости накопления примесей и будут варьироваться в зависимости от операции. Частью того, что делает эту работу, являются сегодня гораздо более низкие затраты на вывоз мусора.
Частью того, что делает эту работу, являются сегодня гораздо более низкие затраты на вывоз мусора.
Была разработана программа для работы с электронными таблицами, которая точно определяет эти затраты в зависимости от конкретной ситуации в магазине. Эти данные доступны всем желающим; просто позвоните нам, чтобы узнать ваши конкретные номера.
Ванны для разбавления и замены
Разбавление и повторное приготовление хромовых ванн является наиболее практичным и экономичным способом контроля загрязнения. В «старые времена» гальванические мастерские делали это регулярно, поскольку знали, как важно содержать свои ванны в чистоте. Это позволило им быстрее наносить пластины и производить более качественную работу. Экономия пошла прямо на чистую прибыль; они смогли оставаться конкурентоспособными и получать больше работы.
Периодическое разбавление — лучший способ держать под контролем примеси железа, меди и других тяжелых металлов. Если содержание тривалента или хлорида также высокое, может иметь смысл сначала заглушить ванну. Сначала манекен уменьшит их и может привести к меньшему объему ванны, который необходимо будет переделать, что еще больше сэкономит расходы.
Сначала манекен уменьшит их и может привести к меньшему объему ванны, который необходимо будет переделать, что еще больше сэкономит расходы.
К сожалению, многие хромовые мастерские сегодня сталкиваются с проблемами высоких примесей в ванне и вынуждены мириться с более низкими скоростями, более низким качеством работы, большим количеством брака и гораздо более высокими затратами на электроэнергию. Так не должно быть, поскольку тот же метод снова можно использовать из-за гораздо более низких затрат на вывоз крупногабаритных отходов.
Ванна с низкой концентрацией
При таком подходе также имеет смысл использовать ванну с низкой концентрацией. Теперь доступно несколько ванночек на 20 и 25 унций, которые еще больше сокращают расходы на макияж и использование. Использование ванны с низкой концентрацией также:
- Снижает расход хромовой кислоты.
- Замедляет скорость накопления примесей.
- Увеличивает скорость нанесения покрытия.

- На 50 % меньше запотевания для улучшения показателей OSHA и EPA.
Ионный обмен и мембранный электролиз
Данные по этим двум методам очистки включены, чтобы читатель лучше понял их работу. Как указано, ионный обмен, хотя и работоспособен, нерентабелен. Краткая версия мембранного электролиза заключается в том, что он совершенно непрактичен и чреват эксплуатационными проблемами.
Из этих двух методов ионный обмен является наиболее практичным и используется с 1970 года. В настоящее время две компании производят системы Ion-X для очистки хрома. Используется специальный катионит, устойчивый к окисляющей хромовой кислоте. Удаление примесей происходит на ионообменной смоле, изготовленной из крошечных шариков углеводородов с длинной цепью, таких как полистирол, к которым присоединены участки, загруженные ионами H+. Когда ванна проходит через колонку со смолой, она заменяет ион H+ (безвредный для ванны) на примесные ионы Fe или Cu. После загрузки смола регенерируется серной кислотой. Это создает большое количество промывочной жидкости, которую необходимо перерабатывать. Эта промывка содержит серную кислоту, удаленные примеси и хромовую кислоту. Проблема с Ion-X заключается в высокой стоимости оборудования и необходимой обработки отходов, а также в огромном количестве образующегося опасного шлама. Обработка отходов и утилизация осадка составляют более 80% эксплуатационных расходов.
После загрузки смола регенерируется серной кислотой. Это создает большое количество промывочной жидкости, которую необходимо перерабатывать. Эта промывка содержит серную кислоту, удаленные примеси и хромовую кислоту. Проблема с Ion-X заключается в высокой стоимости оборудования и необходимой обработки отходов, а также в огромном количестве образующегося опасного шлама. Обработка отходов и утилизация осадка составляют более 80% эксплуатационных расходов.
Метод мембранного электролиза (электродиализ), хотя и хорош в теории, оставляет желать лучшего с точки зрения практичности и эффективности. Технология еще не полностью разработана и, возможно, никогда не будет. Основные проблемы:
- Требования к обслуживанию мембраны; стоимость и трудозатраты очень высоки
- Поддержание католита (кислотного или щелочного)
- Удаление, обработка и утилизация примесей после удаления.
Мембранный электролиз не уменьшает содержание примесей до низкого уровня, и скорость удаления очень низкая. В целом, мембраны не очень эффективны для удаления Fe и Cu, но они немного более эффективны для трехвалентных. Эти мембраны очень хрупкие и легко повреждаются при обслуживании; их замена составляет около 65% стоимости системы. Хотя некоторые компании все еще производят это оборудование, некоторые из них в последние годы прекратили свою деятельность.
В целом, мембраны не очень эффективны для удаления Fe и Cu, но они немного более эффективны для трехвалентных. Эти мембраны очень хрупкие и легко повреждаются при обслуживании; их замена составляет около 65% стоимости системы. Хотя некоторые компании все еще производят это оборудование, некоторые из них в последние годы прекратили свою деятельность.
Скорость удаления Требуется
Нашей первой задачей является определение скорости накопления общего индекса примесей в ванне (ваннах), которая обычно рассчитывается ежемесячно. Это говорит нам о частоте обработки, необходимой для поддержания примесей в пределах установленного диапазона. Ванны обрабатываются до нижней точки индекса, а затем снова всякий раз, когда они достигают максимума. Максимумы и минимумы типичны +/- 20% от идеального уровня.
Эту скорость нарастания легко определить, анализируя пробы ванны, скажем, 9с интервалом 0 дней и должно выполняться в обычные производственные периоды. Ванны, которые сильно загрязнены примесями, могут сначала потребовать удаления большей части. Каждая последующая обработка будет иметь гораздо меньший объем и, следовательно, будет дешевле.
Ванны, которые сильно загрязнены примесями, могут сначала потребовать удаления большей части. Каждая последующая обработка будет иметь гораздо меньший объем и, следовательно, будет дешевле.
Заключение
Существует огромная операционная экономия, доступная при использовании подхода разбавления и замены. Вы не должны смотреть на это как на дополнительное пространство, а как на возможность получить дополнительную прибыль.
Рассмотрим следующее:
- Затраты на вывоз сыпучих отходов значительно снижены
- Помощь в поиске подходящего недорогого перевозчика сыпучих отходов
- Использование новых ванн с низкой концентрацией снизит затраты на химикаты
- Доступна помощь для определения вашего уровня индекса примесей и частоты лечения
- Также доступен бесплатный анализ экономии, которую это обеспечит для вашей работы.
Эрик Свенсон-старший, генеральный директор Plating Resources, Inc. Посетите http://www.plating.com
Посетите http://www.plating.com
хромовая ванна — Мастерская по гальванике
Все, что вам нужно знать о гальванике!
Посты в хромированной ванне
Понимание медных шин для вашего резервуара для хромирования! Часть 3 из 4
Часть 3 обсуждает конструкцию с тремя шинами для вашего резервуара для хромирования. Свяжитесь с Plating International для получения дополнительной информации! [email protected]
хромовая ваннаPlating International, Inc Хромирование, выпрямители, жидкая хомистая кислота, хромовая кислота, медные шины, свинец и другие компонентыКомментарий
Понимание медных шин для вашего резервуара для хромирования! Часть 2 из 4
Существует 2 основных типа конфигурации шинопроводов цистерн с хромированным покрытием. В большинстве хромовых магазинов используется конфигурация с тремя или двумя полосами. Кроме того, существует разница между шиной выпрямителя и шиной бака. Шина выпрямителя — Передает мощность от выпрямителя к баку. Шина бака — передает мощность на ванну и деталь, подлежащую гальваническому покрытию. Свяжитесь с Plating International для получения дополнительной информации! [email protected]
Кроме того, существует разница между шиной выпрямителя и шиной бака. Шина выпрямителя — Передает мощность от выпрямителя к баку. Шина бака — передает мощность на ванну и деталь, подлежащую гальваническому покрытию. Свяжитесь с Plating International для получения дополнительной информации! [email protected]
Хромированная ванна, выпрямители, блок питанияPlating International, Inc
Экономьте время и обеспечьте безопасность своих сотрудников, перейдя на технологию сухих контейнеров IBC для хромовой кислоты
Технология Dry IBC Tote позволяет самостоятельно производить жидкую хромовую кислоту. Устранение всех хлопот, таких как подъем тяжелых банок, сброс банок / работа с пылью хромовой кислоты и тройная промывка нескольких банок шестивалентного хрома в год! Эта технология значительно снижает риски, связанные с шестивалентным хромом, как с точки зрения безопасности, так и с точки зрения окружающей среды. Лучше для ваших сотрудников, лучше для окружающей среды и лучше для вашей прибыли.
Лучше для ваших сотрудников, лучше для окружающей среды и лучше для вашей прибыли.
Преимущества производства жидкостей с использованием сухих контейнеров IBC по сравнению с внутренним производством
Возможность производства жидкой хромовой кислоты за минуты, а не часы
Значительное снижение «PEL» (допустимых пределов воздействия)
Регулируемые концентрации для всех применений 90 003
Банки не нужно промывать или утилизировать опасного материала
Такая же низкая стоимость для хромовой кислоты
Международное покрытие. Inc. также предлагает вставные вкладыши для резервуаров и вторичную защитную оболочку для вашего предприятия по хромированию. Свяжитесь с нами сегодня!
линия гальванического покрытия, хромовая ванна, воздушно-диафрагменный насосPlating International, Inc жидкая хромовая кислота, хромовая кислота, шестивалентный хром, резервуар для хрома
Вам интересно узнать о преимуществах жидкой хромовой кислоты?
Вас интересуют преимущества жидкой хромовой кислоты? Ниже мы коснемся 4 важных тем, о которых следует помнить, принимая решения от мусорных баков до жидкой хромовой кислоты!
Безопасность
Значительное снижение «PEL» (допустимых пределов воздействия)
Отсутствие воздействия на работника
Качество
Автоматика
Постоянные концентрации ванн
Удобство
Простое добавление простым насосом или открытием клапана
Нет Банки для подъема или выгрузки
Зеленый
Нет банок для тройного ополаскивания
Нет банок для перевозки опасных отходов
шестивалентный хром, хромовая ваннаPlating International, Inc
