Газорезка мини: Портативный газовый резак по металлу – в чем его плюсы и минусы? + Видео
Содержание
Мини газовый резак в Украине. Цены на Мини газовый резак на Prom.ua
Работает
Резак 132П Micro (ф3,2, рукав 1,5м )
На складе в г. Киев
Доставка по Украине
1 904 грн
Купить
ООО СПП АВТОГЕН
Работает
Газовый резак с пьезоподжигом Tramp Rocket UTRG-052
Доставка из г. Киев
374 грн
Купить
IzBetona интернет-магазин
Работает
Газовый резак с пьезоподжигом Tramp Spark UTRG-051
Доставка из г. Киев
467 грн
Купить
IzBetona интернет-магазин
Работает
Резак инжекторный пропановый Р1П для резки металла до 100мм (Латвия)
На складе в г. Днепр
Доставка по Украине
1 250 грн
1 187.50 грн
Купить
Спарк-Центр
Работает
Резак инжекторный пропановый Р3П-02М (Латвия)
На складе в г. Днепр
Доставка по Украине
1 395 грн
1 325.25 грн
Купить
Спарк-Центр
Работает
Резак трехтрубный рычажный пропановый Р3П-32-Р (Латвия)
На складе в г. Днепр
Днепр
Доставка по Украине
1 995 грн
1 895.25 грн
Купить
Спарк-Центр
Работает
Резак инжекторный рычажный пропановый Р3П-22-Р (Латвия)
На складе в г. Днепр
Доставка по Украине
1 545 грн
1 467.75 грн
Купить
Спарк-Центр
Работает
Резак трехтрубный вентильный пропановый Р3П-32 (Латвия)
На складе в г. Днепр
Доставка по Украине
1 945 грн
1 847.75 грн
Купить
Спарк-Центр
Работает
Резак газовый MIKRO 132 6/6
Доставка из г. Киев
1 640 грн
Купить
ООО СПП АВТОГЕН
Работает
Резак «ДОНМЕТ» 132 П MICRO
На складе в г. Киев
Доставка по Украине
1 850 грн
Купить
Салон-магазин «СЦ Донмет»
Работает
Резак-горелка для ЖКХ «ДОНМЕТ» 132А Микро
На складе в г. Киев
Доставка по Украине
2 196 — 2 600 грн
от 3 продавцов
2 315 грн
Купить
Салон-магазин «СЦ Донмет»
Работает
Горелка газовая Flame Gun 920 с пьезоподжигом, белая
На складе в г. Киев
Киев
Доставка по Украине
по 170 грн
от 4 продавцов
205 грн
170 грн
Купить
MegaDeals — Оптовый интернет магазин
Работает
Горелка газовая Multi Purpose Torch 915 с пьезоподжигом, черная
На складе в г. Киев
Доставка по Украине
170 — 375 грн
от 5 продавцов
205 грн
170 грн
Купить
MegaDeals — Оптовый интернет магазин
Работает
Горелка газовая портативная B201 на баллончик, с пьезоподжигом 0433
Доставка из г. Киев
160 — 350 грн
от 5 продавцов
195 грн
160 грн
Купить
Мегатуризм
Работает
Горелка газовая портативная B203 на баллончик, с пьезоподжигом 0400
Доставка из г. Киев
180 — 380 грн
от 5 продавцов
215 грн
180 грн
Купить
Мегатуризм
Смотрите также
Работает
Резак «ДОНМЕТ» 132П Micro (без рукава, с ниппелем под рукав Ø6мм)
Доставка из г. Киев
Киев
1 578 грн
Купить
Салон-магазин «СЦ Донмет»
Работает
Газосварочный пост МАПП — Кислород 2/0,7
Доставка из г. Киев
6 200 грн
Купить
ООО СПП АВТОГЕН
Работает
Р1ДОНМЕТ132П MICRO 6/6 Резак для ручной кислородной резки типа Р1
Доставка из г. Харьков
1 498 грн
Купить
Интернет-магазин Ассорти Инструмент
Работает
Р1П ДОНМЕТ132 Micro Резак для ручной кислородной резки типа Р1 (в комплекте со шлангами)
Доставка из г. Харьков
1 757 грн
Купить
Интернет-магазин Ассорти Инструмент
Работает
Газовый резак Kovea Brazing KT-2504
Заканчивается
Доставка по Украине
1 430 грн
715 грн
Купить
MentorTact
Работает
Газовый резак, горелка Kovea New Pistol TKT-N9912 Туристический резак с пьзоподжигом на цанговый баллон
Доставка по Украине
1 475 грн
Купить
MentorTact
Работает
Портативный пост мини резак горелка 2/2
На складе в г. Киев
Киев
Доставка по Украине
6 000 грн
Купить
ООО СПП АВТОГЕН
Работает
Портативный газовый резак, горелка Kovea Fire Z KGT-1406 Туристический резак на цанговый баллон
Доставка из г. Киев
1 510 грн
Купить
MentorTact
Работает
Горелка газовая портативная B205 на баллончик, с пьезоподжигом 0594
Недоступен
215 грн
Смотреть
Интернет-магазин «Дрібниці»
Работает
Аренда газосварки мини резак горелка 2/2
Недоступен
от 250 грн/день
Смотреть
ООО СПП АВТОГЕН
Работает
Газовый резак Tramp TRG-023
Недоступен
208 грн
Смотреть
Интернет — магазин «Picnicmaker»
Работает
Газовый резак Tramp TRG-029
Недоступен
411 грн
Смотреть
Интернет — магазин «Picnicmaker»
Работает
Газовый резак горелка зажигалка Koufa D-169
Недоступен
164 грн
Смотреть
Мегатуризм
Работает
Газовый резак горелка зажигалка Koufa D-169
Недоступен
164 грн
Смотреть
MegaDeals — Оптовый интернет магазин
газорезка
КАТАЛОГ ТОВАРОВ
Личый кабинет
Доставка 24 часа в сутки, 7 дней в неделю!
Система скидок постоянным покупателям
Только оригинальный и качественный товар!
Гарантии и возврат
Есть возможность самовывоза
ПОИСК
ПАРАМЕТРЫ
Цена (₽):
от
до
Название:
Артикул:
Текст:
Выберите категорию:
Все
Газосварка
» Технические газы
»» Азот (N)
»» Аргон (AR2)
»» Ацетилен (C2h3)
»» Гелий (HE2)
»» Кислород (O)
»» Пропан (C3H8)
»» Сварочные смеси (AR2 + СО2)
»» Углекислый газ CO2 (углекислота или двуокись углерода)
» Газовые баллоны
»» Азотный баллон
»» Аргоновый баллон
»» Ацетиленовый баллон
»» Баллоны для сварочной смеси .
»» Гелиевые баллоны
»» Кислородный баллон
»» Композитные баллоны (для пропана, бутана)
»» Пропановый баллон
»» Углекислотный баллон (под двуокись углерода (СО2)
» Регуляторы расхода газа и редукторы газовые
» Горелки газовые
»» Газовоздушные, кровельные
»» Паяльные лампы, насадки
»» Сварочные, кислород — горючий газ
» Рукава газовые
» Дополнительное газосварочное оборудование
Электросварка
» АППАРАТЫ РУЧНОЙ ДУГОВОЙ СВАРКИ (MMA)
» СВАРОЧНЫЕ ПОЛУАВТОМАТЫ (MIG/MAG)
» АППАРАТЫ АРГОНОДУГОВОЙ СВАРКИ (TIG)
» ПЛАЗМЕННАЯ РЕЗКА (PLASMA CUT)
» КОНТАКТНАЯ СВАРКА
» АВТОМАТИЧЕСКАЯ СВАРКА
» АППАРАТЫ ДЛЯ СВАРКИ ПЛАСТИКОВЫХ ТРУБ
» ДОПОЛНИТЕЛЬНОЕ ЭЛЕКТРОСВАРОЧНОЕ ОБОРУДОВАНИЕ
Аксессуары для электросварки
» ПОЛУАВТОМАТИЧЕСКИЕ ГОРЕЛКИ И ЧАСТИ (MIG/MAG)
»» ГОРЕЛКИ MIG 14 И ЧАСТИ
»» ГОРЕЛКИ MIG 15 И ЧАСТИ
»» ГОРЕЛКИ MIG 24 И ЧАСТИ
»» ГОРЕЛКИ MIG 25 И ЧАСТИ
»» ГОРЕЛКИ MIG 36 И ЧАСТИ
»» ГОРЕЛКИ MIG 40 И ЧАСТИ
»» ГОРЕЛКИ MIG 500 И ЧАСТИ
»» НАКОНЕЧНИКИ
»» КАНАЛЫ НАПРАВЛЯЮЩИЕ
»» НАБОРЫ, ПРОЧЕЕ ДЛЯ ГОРЕЛОК MIG
»» ПОДАЮЩИЕ РОЛИКИ
» АРГОНОДУГОВЫЕ ГОРЕЛКИ И ЧАСТИ (TIG)
»» ГОРЕЛКИ TIG В СБОРЕ
»» СОПЛА КЕРАМИЧЕСКИЕ
»» ЦАНГИ, ДЕРЖАТЕЛИ
» ПЛАЗМОТРОНЫ И ЧАСТИ (PLASMA)
»» ПЛАЗМОТРОНЫ A101-141 И ЧАСТИ
»» ПЛАЗМОТРОНЫ А151 И ЧАСТИ
»» ПЛАЗМОТРОНЫ CB-50 И ЧАСТИ
»» ПЛАЗМОТРОНЫ S-45 И ЧАСТИ
»» ПЛАЗМОТРОНЫ PT-31 И ЧАСТИ
»» ПЛАЗМОТРОНЫ Р-80 И ЧАСТИ
» МАГНИТНЫЕ ПРИСПОСОБЛЕНИЯ
» СОЕДИНИТЕЛИ (КАБЕЛЬНЫЕ ВИЛКИ, РОЗЕТКИ)
» ЭЛЕКТРОДОДЕРЖАТЕЛИ
» КАБЕЛИ, КОМПЛЕКТЫ КАБЕЛЕЙ
Строительный инструмент
» РУЧНОЙ ЭЛЕКТРОИНСТРУМЕНТ
» РУЧНОЙ ИНСТРУМЕНТ
» ВЕРСТАКИ
» СТРОИТЕЛЬНЫЕ ПЫЛЕСОСЫ И ФИЛЬТРЫ
» ВИБРОТЕХНИКА
»» ВИБРОПЛИТЫ
»» ВИБРОТРАМБОВКИ
»» ГЛУБИННЫЕ ВИБРАТОРЫ ДЛЯ БЕТОНА
Элетрогенераторы
» БЕНЗИНОВЫЕ ГЕНЕРАТОРЫ
» ДИЗЕЛЬНЫЕ ГЕНЕРАТОРЫ
» ИНВЕРТОРНЫЕ ГЕНЕРАТОРЫ
Компрессоры
» БЕЗМАСЛЯНЫЕ КОМПРЕССОРЫ
» МАСЛЯНЫЕ КОАКСИАЛЬНЫЕ КОМПРЕССОРЫ
» МАСЛЯНЫЕ РЕМЕННЫЕ КОМПРЕССОРЫ
» АВТОМОБИЛЬНЫЕ КОМПРЕССОРЫ
» ЗАПАСНЫЕ ЧАСТИ ДЛЯ КОМПРЕССОРОВ
Пневмоинструмент
» ПНЕВМОДРЕЛИ
» ПНЕВМОГАЙКОВЕРТЫ
» ПНЕВМОСТЕПЛЕРЫ, ГВОЗДЕЗАБИВАТЕЛИ, гвозди, скобы, шпильки.
» ПНЕВМОШЛИФМАШИНЫ
» ПНЕВМОПИСТОЛЕТЫ
» НАБОРЫ ПНЕВМОИНСТРУМЕНТА
» АКСЕССУАРЫ К ПНЕВМОИНСТРУМЕНТУ И ЧАСТИ
» КРАСКОРАСПЫЛИТЕЛИ, ХОППЕРЫ
» АЭРОГРАФЫ
» ШЛАНГИ
Расходные материалы
» ЭЛЕКТРОДЫ СВАРОЧНЫЕ
» ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ ДЛЯ TIG СВАРКИ
»» ВОЛЬФРАМ WC-20 (СЕРЫЙ)
»» ВОЛЬФРАМ WL-20 (ГОЛУБОЙ)
»» ВОЛЬФРАМ WP (ЗЕЛЕНЫЙ)
»» ВОЛЬФРАМ WY-20 (СИНИЙ)
»» ВОЛЬФРАМ WZ-8 (БЕЛЫЙ)
» ПРУТКИ СВАРОЧНЫЕ (TIG, ГАЗОСВАРКА)
»» ПРУТКИ ДЛЯ ЧЕРНОГО МЕТАЛЛА
»» ПРУТКИ ДЛЯ НЕРЖ. СТАЛЕЙ
»» ПРУТКИ ДЛЯ НЕРЖ. СТАЛЕЙ
»» ПРУТКИ МЕДНЫЕ
»» ПРУТКИ ДЛЯ АЛЮМ. СПЛАВОВ
» ПРОВОЛОКА СВАРОЧНАЯ НА КАТУШКАХ
»» ПРОВОЛОКА ДЛЯ ЧЕРНОГО МЕТАЛЛА
»» ПРОВОЛОКА ДЛЯ НЕРЖ. СТАЛЕЙ
СТАЛЕЙ
»» ПОРОШКОВАЯ САМОЗАЩИТНАЯ ПРОВОЛОКА
»» ПРОВОЛОКА ДЛЯ АЛЮМ. СПЛАВОВ
»» ПРОВОЛОКА МЕДНАЯ
» ДИСКИ ОТРЕЗНЫЕ
» ДИСКИ ШЛИФОВАЛЬНЫЕ
» ХИМИЯ СВАРОЧНАЯ
Средства защиты
» СВАРОЧНЫЕ МАСКИ
» СВЕТОФИЛЬТРЫ ДЛЯ СВАРОЧНЫХ МАСОК
» ЗАЩИТНЫЕ СТЕКЛА ДЛЯ СВАРОЧНЫХ МАСОК
» КОМПЛЕКТУЮЩИЕ К МАСКАМ
» ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
» ПЕРЧАТКИ И КРАГИ СВАРЩИКА
Насосное оборудование
» МОТОПОМПЫ
» ДРЕНАЖНЫЕ НАСОСЫ
» ВИБРАЦИОННЫЕ НАСОСЫ
Тепловое оборудование
» ОБОГРЕВАТЕЛИ ЭЛЕКТРИЧЕСКИЕ
» ОБОГРЕВАТЕЛИ ГАЗОВЫЕ
Садовое оборудование
» БЕНЗОПИЛЫ
» МОЙКИ ВЫСОКОГО ДАВЛЕНИЯ И ЧАСТИ
Производитель (Бренд):
ВсеBJORKFERRLINEFOXAQUAFoxHeatFoxWeldFoxWeld AEROFoxWeld AEROMAXFoxWeld EXPERTFoxWeld INVERMIGFoxWeld MASTERFoxWeld SAGGIOFoxWeld STANDARTFoxWeld UNOFTLHEGERIMSKobe Steel, LTDKVAZARRUSMACHETEVARTEGБренд 1Бренд 10Бренд 11Бренд 12Бренд 13Бренд 14Бренд 15Бренд 16Бренд 17Бренд 18Бренд 19Бренд 2Бренд 20Бренд 21Бренд 22Бренд 23Бренд 24Бренд 25Бренд 26Бренд 27Бренд 28Бренд 29Бренд 3Бренд 30Бренд 31Бренд 32Бренд 33Бренд 34Бренд 35Бренд 36Бренд 37Бренд 38Бренд 39Бренд 4Бренд 40Бренд 5Бренд 6Бренд 7Бренд 8Бренд 9ГерманияДачникКОРУНДНорвегияРоссияСВАРИССварогШвеция
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
ОБРАТНЫЙ ЗВОНОК
Как вас зовут:
Телефон: *
Пароль
Забыли пароль?
Регистрация
Как пользоваться резаком (пропан, кислород): описание и инструкция по резке металла пропаном
Советы строителям |
12. 09.2020
09.2020
На профессиональном уровне не всегда достаточно болгарки и гравера. На большие объемы черного металла уже нужна резка металла газовым резаком. А о том, в чем его преимущества и как им пользоваться – читайте в этой статье.
Преимущества и недостатки
Газовый резак качественно отличается от простых электрических инструментов по ряду признаков:
- Возможная резка металлопроката любого размера. Кислород-пропаном можно прорезать сталь до 20 сантиметров в 1 заход. Для примера, даже 180-й болгаркой придется делать 5-7 проходов.
- Пропан дешевый, в сравнении с другими газами. В сравнении с тем же ацетиленом, пропан дешевле в половину. Тем более заправка баллона возможна на любой АЗС.
- Другие виды резаков имеют скорость куда ниже, в сравнении с газом. Особенно с болгаркой или гравером.
Однако, есть и минусы:
- Формально газовым резаком можно резать любые металлы. Но в сравнении с той же болгаркой, не получится работать с деревом или пластиком.

- Рез получается весьма грубым из-за невысокого контроля огненной иглы. Будут образовываться рваные края, которые придется исправлять напильником, той же болгаркой, наждаком.
- Толщина реза также получится немаленькой — до 5 миллиметров.
- Температура горения пропана в кислородной среде на 400 градусов ниже, в сравнении с ацетиленом.
Как правильно работать газовым резаком: подготовительный этап
Сначала обеспечим безопасность и подготовим все необходимое. Понадобится:
- Углекислотный огнетушитель. Резка металла резаком проводится при температуре выше 1800 градусов, поэтому нам необходима защита. Углекислота будет наиболее эффективной, в сравнении с порошком. Кстати, не помешает еще и ведро с песком.
- Огнеупорный костюм. В принципе, подойдет обычная экипировка газосварщика. Она сделана из брезента, пропитанного огнеупорным составом. Еще понадобятся защитные перчатки и ботинки.
- Очки. От яркости раскаленных газов легко получить эффект «зайчиков», поэтому нужны обычные светофильтровые очки, желательно 3 уровня.

- Инструмент для разметки.
- Защита ушей. Строительные наушники или беруши.
- Зажигалка для резака. Обычные спички или зажигался не подходят – руки оказываются слишком близко к факелу. Можно купить то, что в магазине продается под названием «бытовая зажигалка».
Отдельно подготавливаем рабочее место. В идеале купить или сделать сварочный стол с вытяжкой. Но для начала подойдет подложка из шамотного кирпича. На 2-3 метра вокруг места работ не должно быть легковоспламеняемых предметов: бумага, растворители, горючее, масла.
Необходимое оборудование
Теперь соберем необходимо оборудование. Всего нам понадобится:
- Баллоны. Чтобы собрать резак пропановый кислородный, просто покупаем соответствующие баллоны. Это можно сделать в любом магазине со сварочным оборудованием. Они многоразовые и их можно перезаправлять в той же торговой точке или на заправочной станции.
- Рукава. Для пропана понадобится рукав 1 класса с диаметром от 1 до 2 сантиметров.
 Желательно, чтобы он был красным для удобства. Кислородный имеет тот же диаметр, но 3 класс прочности.
Желательно, чтобы он был красным для удобства. Кислородный имеет тот же диаметр, но 3 класс прочности. - Редукторы. Они покупаются для каждого газа отдельно. Нам необходим пропановый (например, БПО-5ДМ) и кислородный (БКО-50ДМ). Кстати, перепутать их не получится, так как на пропане обратная резьба.
- Обратные клапаны. На входе в горелку устанавливается огнеоградители, также имеющие газовую градацию. Без них запускать резак не стоит, так как в случае хлопка, горение перейдет в рукав и может дойти до баллона.
- Горелка «кислород-пропан». Купить можно в любом интернет-магазине инструментов. Например, ГЗУ 228, Г2 Мини 273, Р1 142.
Вот и все, что необходимо для запуска резака пропан-кислород.
Когда все подготовлено, можно переходить к работе с металлом.
Как пользоваться кислородно-пропановым резаком
Подготовка к работе
И так, соберем наш резак и проверим на работоспособность. Кстати, профилактический осмотр нужно проводить перед каждым запуском, чтобы не было протечек. Особенно, если оборудование долго простаивало или есть подозрения на нарушение герметичности.
Кстати, профилактический осмотр нужно проводить перед каждым запуском, чтобы не было протечек. Особенно, если оборудование долго простаивало или есть подозрения на нарушение герметичности.
Начинаем:
- Для начала подключим рукава к баллонам. Рукав кислорода подключается к ниппелю со штуцером к редуктору с правой резьбой. Аналогично устанавливается и пропановый рукав. Все соединения проходим уплотнителем (анаэробным герметиком, паклей, фумкой).
- Немного спускаем газ, чтобы удалить грязь из шлангов.
- К обратной стороне рукава крепятся ниппели для перехода на огнепреградные клапаны.
- К ним уже присоединяется сама горелка. На ней должны быть цветовые метки, чтобы не перепутать кислород с газом.
Кстати, неплохо было бы проверить подсос воздуха. Для этого кислородный шланг нужно подключить к баллону, а пропановый ниппель оставить свободным. Ставим подачу кислорода на 5 атмосфер. Свободный ниппель трогаем рукой. Если «засасывает» — все хорошо, работать можно. Если нет, понадобится продуть инжектор.
Если нет, понадобится продуть инжектор.
Не забываем герметизировать все соединения.
Приступаем к работе
А теперь мы рассмотрим, как правильно резать металл резаком. Это несложно, но придется привыкнуть к углу реза. Для начала на кислородном редукторе выставляем 5 атмосфер. На пропановом ставим 0,5. Пропорция 1 к 10 выбрана потому, что у нас происходит сгорание газа в кислородной среде.
Начнем с поджига пропана. Слегка открываем вентиль на горелке и зажигаем. Упираем сопло в металл под углом в 90 градусов. Теперь чуть-чуть открываем регулирующий кислород. Теперь поочередно открываем вентили, пока не получим факел нужного размера. Его длина зависит от того, насколько толстый кусок металла нужно нам прорезать.
Разогрев начинаем с той точки, от которой и планируется резка. Ждем проплавления металла. В среднем, на разогрев уходит около 10 секунд. Когда металл достаточно разогрелся, пускаем режущий кислород. Он выглядит, как тонкая игла. Затем просто медленно ведем его вдоль линии реза.
Он выглядит, как тонкая игла. Затем просто медленно ведем его вдоль линии реза.
Вентиль режущего кислорода нужно открывать медленно.
Перепад давления может вызвать обратный удар факела, называемый «хлопком». Если нет огнепреградного обратного клапана, пламя пойдет к баллонам и вызовет взрыв.
Как правильно пользоваться резаком? Нужно соблюдать правильный угол. Начинаем с 90 градусов, затем немного наклоняем резак на 5-6 градусов в обратную сторону от реза. Если металл более 9 сантиметров, можно наклонять до 10.
Когда металл уже прорезан на 20 миллиметров, ставим угол наклона в 20 градусов.
Нюансы резки
Во многом на работу влияет скорость реза. Понять, правильно ли она выбрана можно по искрам. Если она выбрана верна, угол их падения будет находится в пределе 88-90 градусов.
Если искры заметно отклоняются в сторону противоположную линии реза – нужно прибавить скорость, наоборот – сбавить.
Перед тем, как резать резаком, измерьте толщину металла. Если она более 6 сантиметров, будут проблемы с оттоком шлаков. Чтобы это предотвратить, достаточно наклонить лист набок.
По технологии не рекомендуется останавливать линию реза.
Если работу нужно прервать, не нужно начинать с того же места. Нужно начать новую линию с обратной стороны разметки.
Когда работа была закончена, сначала отключается режущий кислород, затем регулирующий и только тогда пропан.
Подробнее о том, как нужно держать руки во время резки, чтобы линии получались можно узнать из видео:
Меры предосторожности
Перед тем, как пользоваться газовым резаком, помните про технику безопасности. В первую очередь обязательно полная экипировка, описанная выше. Пренебрегать ей нельзя, так как раскаленный до 2000 градусов металл может вызвать сильнейшие ожоги кожи.
В первую очередь обязательно полная экипировка, описанная выше. Пренебрегать ей нельзя, так как раскаленный до 2000 градусов металл может вызвать сильнейшие ожоги кожи.
Перед каждой резкой осматривайте шланги на целостность. Стыки, трещины, прорывы приведут к вытравливанию газа, а это легко приведет к взрыву. Заделывать их также не рекомендуется – лучше поменять.
Кстати, резиновые шланги не любят мороз и после работы на улице зимой часто трескаются. Из-за этого многие меняют их на металлические, что запрещено по технике безопасности.
Помните про свойства газа.
Пропан – взрывоопасный газ, который может загореться от любой искры. Кислород опаснее, так как является мощным окислителем. Попадая на масло (особенно натуральное: тиковое, тунговое, льняное), он окисляет его, приводя к возгоранию. Баллон нельзя трогать масляными руками и перчатками. Поблизости, особенно рядом с местом работы, не должно быть масляных тряпок и пятен.
От рабочего места баллон должен находиться на расстоянии не менее 10 метров. Между собой – 5 метров.
Между собой – 5 метров.
Подробнее о технике безопасности при работе с резаком можно узнать из видео:
Топ 10 газовых резаков
Теперь рассмотрим лучшие резаки для резки металла, которые можно купить в СНГ.
Сварог Р3
Лучший газовый резак для работы одной рукой, что в ряде случаев необходимо. Эта модель оснащена рычажным продувом, без пластиковой ручки крана. При этом сила нажатия влияет на подачу кислорода. Правда, на другой чаще весов заметная масса горелки. Весит она 1100 граммов, что при длине в 48 сантиметров будет заметной. Удерживать его на протяжении нескольких часов будет затруднительно, особенно одной рукой. Зато настроить его очень просто, силой давления на рычаг.
Предполагает максимальную толщину реза до 30 сантиметров с весьма экономным расходом горючего газа – всего 0,83 кубометра. Кстати, «Сварог Р3» может работать, как на пропане, так и на ацетилене.
Отдельным преимуществом производитель называет латунные ручки подачи пропана и регулирующего кислорода. В отличие от пластиковых, они почти не стираются, легко чистятся и не прогорают.
КЕДР РЗП-05
Подойдет на случай, если нужно варить на высоте. Этот «Кедр» относится к удлиненным резакам (52 сантиметра), что в будет удобно в ряде случаев. Правда вес в 900 грамм все равно остается неудобным. Также отдельный минус – расположение вентиля горючего газа. Он находится в самом начале, до рукояти. РЗП предназначена для малоуглеродистых и низколегированных сталей.
Модель универсальная и может работать не только на пропановом газе. Максимальная глубина реза составляет 30 сантиметров, как и у предыдущего резака.
NORD-S 100П
На случай мелких бытовых ремонтов лучше взять этот «Норд». Его максимальная глубина прореза 100 миллиметров, поэтому для профессиональных задач он не годится. Зато смешивание газовой смеси происходит в головной части, что снижает вероятность хлопка. Обратной тяге дополнительно препятствует и смеситель. Теоретически, модели не нужны обратные клапаны, но для перестраховки их лучше поставить.
Его максимальная глубина прореза 100 миллиметров, поэтому для профессиональных задач он не годится. Зато смешивание газовой смеси происходит в головной части, что снижает вероятность хлопка. Обратной тяге дополнительно препятствует и смеситель. Теоретически, модели не нужны обратные клапаны, но для перестраховки их лучше поставить.
Ручка режущего кислорода расположена удобно над линией выходных трубок, но при этом не нагревается. Газорезка исключительно пропановая и не может работать с другими газовыми смесями.
KRASS Р3П-02М
Относительно дешевый резак, но уже с глубиной реза до 30 сантиметров. То есть даже для профессиональной работы он вполне годен. Имеет регулируемую голову, поэтому отлично подходит для труднодоступных мест, например, в автомастерской.
Обе кислородные ручки расположены сверху на выходной трубке, пропановая с правого боку, то есть регулировать его уровень можно большим пальцем. Установлена надежная защита от обратного удара, поэтому модель хороша для новичков.
Подходит только для резки низкоуглеродистых и малолегированных сталей.
Р3П-12 LATION
Отличная модель для труднодоступных мест. Благодаря длине в 50 сантиметров, им можно резать металл под потолком без стремянки. При этом масса всего 670 грамм, то есть работать с ним одной рукой вполне реально.
Ручка противоскользящая, выполненная на полимерной основе. В комплекте, кстати, поставляется сразу 4 мундштука. Предусмотрена защита от обратного удара, поэтому он безопасен для новичков. Максимальная глубина 30 сантиметров, поэтому и для проф.работ он вполне подойдет.
Р3П-02МУ
Пропановая горелка для работ на большой высоте. Имеет длину 76,8 сантиметров, при этом производитель смог удержать вес на 1 килограмме. Р3П-02МУ сделан разборным, поэтому в случае порчи или прогорания трубок, можно заменить их на новые, без замены блока вентилей.
В комплекте идет несколько размерностей мундштуков. Максимальный рез 30 сантиметров. Резак очень экономично расходует газ, поэтому для промышленных работ он подходит отлично.
Резак очень экономично расходует газ, поэтому для промышленных работ он подходит отлично.
Маяк-2-01
Резак проф.класса, предназначенный для раскроя металла до 10 сантиметров. Однако, в отличие от предыдущих моделей, он имеет высочайшую защиту от хлопка, повышенную износоустойчивость и «вечную» сборку. При этом конструкция разборная, то есть при выходе из строя трубок, не обязательно менять резак целиком.
Сразу в комплекте идет 5 мундштуков разного диаметра. Управление вентильное, в том числе и подача режущего кислорода. Единственный минус – огромный вес. При длине в 52 сантиметра, масса «Маяка» составляет 1,2 килограмма. То есть, работать одной рукой с ним невозможно.
Донмет Р1 142П
Пропаново-кислородный резак среднего класса, предназначен для металла не более 10 сантиметров. Не имеет как-таковой физической защиты от хлопка, зато она предусмотрена конструкцией. Форма канала препятствует обратному возращению пламени, но поставить обратный клапан все же нужно.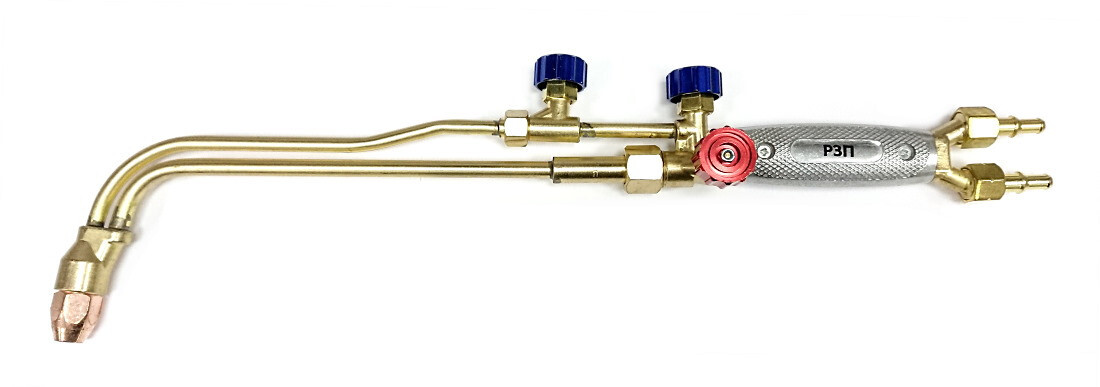
В «Р1 142П» предусмотрена специальная антиокислительная смазка, которая препятствует порче трубок от перманентного воздействия кислорода. Конструкция разборная, поэтому в случае поломки не нужно менять его целиком.
РЗП-23-РУ
Удобная модель с рычажным спуском режущего кислорода. Имеет внушительную длину – 76,8 сантиметров, поэтому работать на высоте с ней просто. При таких размерах, вес составляет всего 1 килограмм. То есть с ней вполне можно работать 1 рукой. В комплекте поставляется 6 мундштуков — докупать их не придется.
Пожалуй, единственный минус – неудобное размещение вентилей. Они находится напротив с обеих сторон, поэтому для подачи регулирующего кислорода придется загибать руку за рукоять. В остальном, «РЗП-24» обеспечивает быстрый нагрев, при этом рукоять не нагревается вовсе. Эту модель многие любят не только за комплектацию и комфорт, но и за цену. Пожалуй, серия «РЗП» самая бюджетная в продаже.
Р3П-23-РУ
Один из самых недорогих кислородно-пропановых резаков с рычажным спуском. Из-за компактного размера (48,5) сантиметра, им можно проводить очень аккуратный рез. Предусмотрена мощная защита от обратного хлопка.
Из-за компактного размера (48,5) сантиметра, им можно проводить очень аккуратный рез. Предусмотрена мощная защита от обратного хлопка.
Но и здесь присутствует «болезнь» всех «РЗП» – ручки расположены параллельно друг другу, поэтому работать с ними не очень удобно.
О принципе работы и классификации газовых резаков можно узнать посмотрев видео:
Виды сайдинга для обшивки дома
Строительство домашнего очага
ГАЗОВАЯ РЕЗКА ТИТАНОВЫХ СПЛАВОВ | Мастерская своего дела
Титан имеет относительно высокую температуру плавления, равную 1680 °С, низкий коэффициент теплопроводности {а = = 15 Вт/м-К) [0,036 кал/(см-с-°С)]}, однако в отличие от хромоникелевых сталей имеет невысокий коэффициент линейного расширения (а = 8,5-10-6), в связи с чем в меньшей степени подвержен возникновению больших внутренних напряжений. С точки зрения разрезаемости титан полностью отвечает условиям газовой резки, имея сравнительно низкую температуру воспламенения в кислороде (начала интенсивного окисления, Тпл = 1100° С) и высокие тепловые эффекты образования окислов ТЮ2 [9,1 кДж/моль (216 ккал/г — мол)].
С точки зрения разрезаемости титан полностью отвечает условиям газовой резки, имея сравнительно низкую температуру воспламенения в кислороде (начала интенсивного окисления, Тпл = 1100° С) и высокие тепловые эффекты образования окислов ТЮ2 [9,1 кДж/моль (216 ккал/г — мол)].
Титан — весьма активный элемент. Он интенсивно поглощает кислород, водород и азот Поглощение титаном кислорода начинается при температуре 400 °С, причем с дальнейшим повышением температуры интенсивность поглощения возрастает.
Технологически газовая резка титана и его сплавов никаких трудностей не встречает. Титан в силу своего большого сродства с кислородом режется со значительной скоростью, в несколько раз превышающей скорость резки низкоуглеродистой стали Процесс резки титана сопровождается сильным свечением зоны реакции, наподобие горящего магния
В связи с большой чувствительностью титана к перегреву зона теплового влияния газовой резки должна быть возможно меньшей. С учетом сказанного следует отметить, что выпускаемые промышленностью для газовой резки стали резаки мало пригодны для резки тонких листов титана и его сплавов
Достаточно высокое качество разрезанных кромок титана малой толщины достигается применением подогревающего пламени пониженной мощности, концентрированного нагрева и больших скоростей резки, намного превышающих скорости резки низкоуглеродистой стали.
Примером резака, отвечающего приведенным выше условиям резки тонколистового титана (толщиной 3—15 мм), может служить модернизированный машинный резак, имеющий головку с двумя
мундштуками — наружным и внутренним, образующими кольцеобразный канал горючей смеси, и уменьшенные проходные сечения инжектора, смесительной камеры и мундштуков.
Уменьшение проходных сечений достигается постановкой на резак инжектора, смесительной камеры № 2 от серийной сварочной горелки и мундштуков (наружного и внутреннего) № 1 от ручного резака РР. В этом случае наружный диаметр внутреннего мундштука составляет 3 мм, а внутренний диаметр наружного мундштука 2 мм, что обеспечивает малые размеры щели для выхода горючей смеси, ширина которой составляет 0,5 мм, при наружном диаметре кольца 4 мм и внутреннем 3 мм. Диаметр центрального канала режущего кислорода при этом составляет
1,5 мм
Процесс резки целесообразно начинать в стороне от разрезаемого листа титанового сплава, на укладываемой впритык к нему технологической пластинке, толщина которой должна быть в 2,5 раза меньше толщины разрезаемого сплава (табл 10).
Изменение структуры технического титана в кромке реза и в зоне теплового влияния выглядит следующим образом. Непосредственно у кромки реза на глубине, не превышающей 0,1 мм, наблюдается светлая слаботра — | вящаяся зона игольчатой струк
туры, так называемая зона альфирования, возникающая в резуль — [ тате насыщения металла кислородом и азотом. Далее следует зона
термического влияния, зона а’-фазы, также игольчатой структуры, аналогичной мартенситной структуре в стали.
Образование а’-фазы происходит в процессе фазовой пере
кристаллизации при нагреве и последующем быстром охлаждении металла при резке
Высокая эффективность и незначительное тепловое влияние при газовой резке листовых титановых сплавов позволяют с успехом применять этот процесс при раскрое листов и при вырезке деталей простого и сложного контуров.
При газовой резке кромок под сварку последние можно обрабатывать наждачным кругом на глубину 0,2—0,3 мм, достаточную для гарантированного удаления альфированного слоя. При вырезке же особо ответственных деталей, в которых не допускается присутствия зоны теплового влияния резки, кромки обрабатывают механическим путем на строгальных или фрезерных станках на глубину 1—1,2 мм
При вырезке же особо ответственных деталей, в которых не допускается присутствия зоны теплового влияния резки, кромки обрабатывают механическим путем на строгальных или фрезерных станках на глубину 1—1,2 мм
Сущность процесса При поверхностной кислородной резке струя кислорода направлена на поверхность металла под острым углом, составляющим 20—30° к поверхности металла (рис. 136).
Как процесс разделительной резки, поверхностная резка протекает при наличии подогревающего пламени резака, нагревающего металл в начале и в процессе резки.
Механизм образования канавки состоит в том, что направленная под углом на нагретую поверхность металла струя кислорода при ее невысоком давлении и сравнительно небольшой скорости истечения деформируется и, врезаясь на какую-то глубину в металл, выносит на его поверхность образовавшиеся жидкие шлаки.
Так как сечение струи значительно меньше сечения образуемой канавки, то, естественно, выносимый из канавки металл окисляется неравномерно. Слои металла, лежащие на пути кислородной струи, окисляются наиболее полно, а удаленные от нее — в меньшей степени. Именно этим объясняется высокий процент неокисленного железа в шлаке при кислородной поверхностной резке.
Слои металла, лежащие на пути кислородной струи, окисляются наиболее полно, а удаленные от нее — в меньшей степени. Именно этим объясняется высокий процент неокисленного железа в шлаке при кислородной поверхностной резке.
Устойчивый процесс поверхностной резки возможен только в том случае, если направление перемещения резака совпадает с направлением кислородной струи и остающаяся на поверхности металла часть образовавшегося шлака перемещается под напором струи впереди режущего сопла в направлении канавки и нагревает металл. Если же резак перемещать в направлении, перпендикулярном струе, то процесс резки прекратится из-за недостаточного прогрева передней грани образуемой канавки расплавленным шлаком, который в этом случае выносится струей на боковую стенку канавки.
При равномерном перемещении резака в направлении образуемой канавки после начала процесса резки подогревающее пламя резака может быть выключено. В этом случае будет иметь место только кислородная резка металла без участия других газов.
Существуют два основных способа поверхностной кислородной резки: строжка и обточка. В первом случае резак наподобие проходного резца совершает поступательное прямолинейное движение, в результате которого с поверхности металла снимается слой определенной ширины или вырезается круглая канавка. Слой с поверхности металла может быть снят за несколько проходов одного
резака или за один проход нескольких резаков, укрепленных в суппорте механизированного устройства и имеющих смещение относительно друг друга по ширине обрабатываемого участка. Во втором случае, т. е. при обработке изделия обточкой, резак наподобие токарного резца совершает поступательное движение вдоль образующей круглой вращающейся заготовки. В результате обточки с поверхности тела вращения снимается слой металла определенной глубины. Этим способом можно нарезать ленточную резьбу, образовывать кольцевые канавки на изделиях цилиндрической формы и пр.
Область применения. Поверхностная резка находит широкое применение во многих отраслях металлургической и металлообрабатывающей промышленности. Наибольшее распространение она получила при удалении поверхностных дефектов на литье и прокате в сталеплавильном и прокатном производстве. Существуют так называемые огневые машины, которые устанавливаются в конвейерной цепи блюминга или слябинга и с помощью группы резаков без замедления процесса прокатки производят снятие равномерного слоя металла одновременно по четырем граням обрабатываемого слитка.
Наибольшее распространение она получила при удалении поверхностных дефектов на литье и прокате в сталеплавильном и прокатном производстве. Существуют так называемые огневые машины, которые устанавливаются в конвейерной цепи блюминга или слябинга и с помощью группы резаков без замедления процесса прокатки производят снятие равномерного слоя металла одновременно по четырем граням обрабатываемого слитка.
Некоторое распространение поверхностная резка находит также при подготовке U-образных кромок листов под сварку и при вырезке корня сварного шва перед наложением подварочного валика.
Значительно меньшее распространение получили черновая обточка цилиндрических изделий и выполнение ленточной резьбы на поверхности барабанов.
Резаки для поверхностной резки. Конструктивные особенности резаков для поверхностной резки следующие: увеличенные сечения каналов подогревающей системы и, в частности, сопл вследствие необходимости применения при больших скоростях резки более мощного подогревающего пламени; увеличенное сечение кислородопро — вода резака и, в частности, цилиндрического канала режущего сопла; расположение мундштука под тупым углом к стволу резака; большая дайна ручного резака, достигающая 1 м и более, связанная с удобством выполнения ручной поверхностной резки.
Существует несколько типов поверхностных резаков. Одни из нік служат для поверхностной резки холодного металла, другие — для резки металла в нагретом состоянии. Первые применяют для удаления местных дефектов на остывшем после литья или прокатки металле, для подготовки кромок листов под сварку, для удаления дефектов сварных швов и т. д. Вторые находят применение в металлургическом производстве при поверхностной резке (строжке) стальных отливок и проката непосредственно после литья или прокатки, когда металл еще не остыл.
Поверхностные резаки бывают ручные и машинные. Последние находят применение главным образом при значительной протяженности резов, например при подготовке U-образных кромок под сварку, при поверхностной резке (строжке) проката и т. д.
Техника поверхностей резки. Начальный нагрев металла до воспламенения осуществляют при наклоне мундштука на угол 70—
80° к поверхности металла. После того как металл нагрет, мундштук устанавливают под углом 10—30°, пускают струю режущего кислорода и перемещают резак с необходимой скоростью в заданном направлении.
При поверхностной резке массивных отливок или заготовок иногда для облегчения нагрева металла в начальной точке реза в зону пламени вводят конец прутка низкоуглеродистой проволоки диаметром 6—8 мм, расплавляют его на поверхности металла и, пустив струю режущего кислорода, воспламеняют. Выделившаяся при этом теплота способствует необходимому нагреву металла и более быстрому началу процесса резки.
Весьма распространенный прием — надрубка поверхности стали в точке начала резки. В этом случае необходимый разогрев металла достигается за счет быстрого нагрева и воспламенения в кислородной струе стружки, образованной на поверхности стали.
Процесс поверхностной резки требует вполне определенного соотношения мевду скоростью резки и расходом режущего кислорода. При чрезмерно больших скоростях резки или чрезмерно малых расходах кислорода количество шлака, образующегося при окислении металла, оказывается недостаточным для подогрева металла впереди реза, и процесс резки прерывается. При слишком же малых скоростях резки или слишком больших расходах кислорода поверхность канавки получается волнистой, а образующийся в большом количестве шлак иногда заливает отверстия мундштука и гасит пламя.
При слишком же малых скоростях резки или слишком больших расходах кислорода поверхность канавки получается волнистой, а образующийся в большом количестве шлак иногда заливает отверстия мундштука и гасит пламя.
Глубина образуемой канавки зависит от угла наклона мундштука. С увеличением этого угла глубина канавки увеличивается.
Большое влияние на глубину канавки, удельный расход кислорода и производительность резки оказывает чистота кислорода. Так, с повышением чистоты кислорода на 1 % (в пределах 97—99,5%) производительность резки увеличивается, а удельный расход кислорода снижается на 15—20%.
ГЛАВА XVIII
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.

- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742.
 D051)
D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
Осциллорез — электрическая мини-пила и мульти-инструмент / Хабр
Это оружие рыцарей джедаев.
Не такое неуклюжее и неточное, как бластер. Элегантное оружие более цивилизованной эпохи…
(Бен «Оби-Ван» Кеноби, краткое описание синего джедайского меча, приведённое здесь исключительно ради красного словца)
Желание что-нибудь изобрести или улучшить для мужчины столь же естественно, сколь иметь отношения с женщиной. Мы не так много пилим, как это делают слесари, автомеханики, строители и слуги народа, но зато делаем это очень интеллектуально, ибо работа у нас такая. Почти как у хирургов, только их ответственность другого порядка.
При создании компьютерного шасси для «умной» мебели понадобилось мне как-то порезать тонкий алюминиевый профиль, много раз и местами фигурно. И вот пилю я пятый по счёту уголок маленькой такой ручной пилкой по металлу, тихонечко матерюсь себе и думаю: я же не обезьяна, надо как-то решить проблему автоматизации ручного труда. Ведь помимо электролобзиков и углошлифовальных машин («болгарок»), рынок нынче изобилует циркулярными, торцовочными, сабельными и другими видами пил различной степени дороговизны и убойности. Но услуг по срочной замене батарей отопления я не оказываю, пилить болгаркой вообще нельзя, а резать мелкие детали ещё и неудобно. Не выходит из головы и несчастный случай с «болгаркой» у соседа (про технику безопасности отдельно). Вот тут-то я и вспомнил про ручной электроинструмент со странными насадками, похожий на тот, что на картинке, только другого производителя.
Но услуг по срочной замене батарей отопления я не оказываю, пилить болгаркой вообще нельзя, а резать мелкие детали ещё и неудобно. Не выходит из головы и несчастный случай с «болгаркой» у соседа (про технику безопасности отдельно). Вот тут-то я и вспомнил про ручной электроинструмент со странными насадками, похожий на тот, что на картинке, только другого производителя.
DISCLAIMER
Прошу уважаемую аудиторию абстрагироваться от торговых марок, увиденных (или не увиденных) на картинках. Я не хочу превращать публикацию в рекламу конкретного производителя, мне важно довести принцип действия вместе с преимуществами и недостатками, а в способности уважаемого читателя сделать правильный выбор без моей подсказки я нисколько не сомневаюсь.
Второй важный момент — коррозия как последствие металлообработки. Рекомендую изучить допустимые и недопустимые контакты металлов по ГОСТ 9.005-72, выдержки из которого я поместил в отдельную публикацию, снабдив удобной цветной шпаргалкой.

Modus operandi осциллирующего инструмента
Эта неубедительная на вид штуковина вместо энергии вращения использует высокочастотные маятниковые колебания (осцилляции) с малой амплитудой, буквально в несколько зубов пилы. Похоже, что заимствован инструмент у хирургов, которым приходится резать и пилить в труднодоступных местах, при этом не задев ничего лишнего. Конечно, электропровод — не бедренная артерия, но силовые кабели тоже требуют уважения. Вероятно, именно для айтишников и был придуман ручной инструмент без определённого торгового названия, о котором здесь речь.
Некоторые продавцы называют его правильно, но расплывчато: осциллирующий инструмент. Другие — просто электрической стамеской. Кто-то предпочитает звучное реноватор, по названию одного из торговых брендов. Можно встретить и термин «мультитул», который, правда, перегружен от ручного складного инструмента. У хирургов это сагиттальная пила*, медики без своих латинских шифров не могут обойтись. Я же решил для себя использовать простое и ёмкое: осциллорез, или маятниковый осциллорез.
Я же решил для себя использовать простое и ёмкое: осциллорез, или маятниковый осциллорез.
*Сагиттальная пила?
Посвящается всем поклонникам Доктора Ганнибала Лектера.
Я предполагаю, что название происходит от анатомического «сагиттального сечения», вертикально разделяющего тело человека на левую и правую половинки. Медики, не смейтесь, лучше скажите, как на самом деле. И заодно разъясните, бывает ли хирургическая сагиттальная пила циркулярного типа, а не осциллирующая.
Картинка буквально с первого попавшегося сайта, вот описание:
Предназначена для проведения хирургических операций на суставах человека.Содержит бесконтактный микромотор магнитоэлектрического типа, механизм преобразования вращательного движения ротора в возвратно-колебательное движение пилы и электронный блок управления. Имеется механизм для регулирования пространственного положения пилы в двух плоскостях.
Потребляемая мощность 20 ВА; Частота колебаний пилы 0…300 Гц; Амплитуда колебаний пилы ± 2,5 град.
UPD:Медики, кстати, подключились к дискуссии, и даже особо не смеялись. Более того, они даже признались в использовании бытового осциллореза (из хозмага) для медицинских задач, не требующих хирургической гигиены. А почему нет?
UPD: История изобретения
Как и предполагал автор публикации, первый МФИ, он же «реноватор», он же осциллирующий инструмент и т.д. изобрели для медицинских целей в фирме Fein в 1967г. Благодарю пользователя pbw за комментарий и ссылки (как позитивные, так и трагичные), а также НЛО за косметические правки.
На фото: группа хирургов собирается снять с выздоровевшей ноги мальчика циркулярную (т.е. сплошную круговую) гипсовую повязку осцилирующим инструментом. Полукруглых пильных насадок для осциллореза тогда ещё не было, поэтому сперва кажется, будто ногу собираются ампутировать вместе с гипсом. Это не так, у осциллятора есть «волшебное» свойство резать твёрдый гипс (или кость), не травмируя *мягкие* ткани. Впрочем, если ткани под гипсом не мягкие и розовые, а сухие и шелушащиеся, то царапины получить придётся, пользователь Loki3000 таким опытом поделился). Но обо всём по порядку.
Это не так, у осциллятора есть «волшебное» свойство резать твёрдый гипс (или кость), не травмируя *мягкие* ткани. Впрочем, если ткани под гипсом не мягкие и розовые, а сухие и шелушащиеся, то царапины получить придётся, пользователь Loki3000 таким опытом поделился). Но обо всём по порядку.
О компании Fein
Фирма существует более 140 лет и изобрела многие известные электроинструменты. Сейчас выпускает, в основном, промышленный инструмент, а в «бытовом» секторе это, пожалуй, самый лучший, но и самый дорогой бренд. Осциллирующий инструмент «Fein» выпускался для мед.работников: сагиттальные пилы для работы с костями черепа, пилы для прочих косточек, для снятия гипса. См. также краниопластика. Пользователь Ariezотметил успешное применение осциллирующего инструмента в ортопедии, например, при операциях на коленных суставах. При использовании насадки погружного типа отношение ширины реза к его глубине у осцилляторной пилы гораздо выгоднее, чем у циркулярной. Хотя долота и рашпили никто не отменял, отмечает Ariez.
Хотя долота и рашпили никто не отменял, отмечает Ariez.
После того, как патент на осциллирующий инструмент закончился в 2008 году, его смогли производить все, кому не лень.
Сразу оговорюсь: никаких чудес. Опрошенные эксперты вообще недолюбливают осциллирующий инструмент из-за его низкой производительности (в опросе участвовали главный инженер проектов строительной фирмы и владелец небольшого мебельного бизнеса). Осциллорез — легкий вариант для домашней мастерской и устранения небольших косяков с помощью множества сменных насадок.
Насадки
DISCLAIMER: при покупке внимательно проверяйте, для какого материала предназначена та или иная насадка, консультируйтесь с продавцом.
Пильная погружная (прямоугольная)
Имеет форму прямоугольника шириной 1..3см. Если бы насадка вращалась на 360°, то пильная сторона образовала бы соотв. хорду 1..3см у воображаемого круга. Но эта штука качается примерно на 3°, поэтому приближённо считаем, что зубья пилы ходят вдоль хорды. Если пилить даже дерево с погружением строго по нормали, то на глубине полсантиметра насадка может заблокироваться в резе. В таком положении вся энергия колебаний возвращается телу оператора, и в итоге вместо стены пилится только его нервная система. Поэтому если нужен мини-колодец, то делать его следует под углом, уходя вглубь переменными галсами, так, чтобы по обеим сторонам «маятника» всегда оставалось пустое пространство в две-три амплитуды колебаний. Это несложно, но требует практики, либо использования полукруглой (секторной) насадки.
хорду 1..3см у воображаемого круга. Но эта штука качается примерно на 3°, поэтому приближённо считаем, что зубья пилы ходят вдоль хорды. Если пилить даже дерево с погружением строго по нормали, то на глубине полсантиметра насадка может заблокироваться в резе. В таком положении вся энергия колебаний возвращается телу оператора, и в итоге вместо стены пилится только его нервная система. Поэтому если нужен мини-колодец, то делать его следует под углом, уходя вглубь переменными галсами, так, чтобы по обеим сторонам «маятника» всегда оставалось пустое пространство в две-три амплитуды колебаний. Это несложно, но требует практики, либо использования полукруглой (секторной) насадки.
Прямоугольная насадка хороша для спиливания небольших частей, мешающих монтажу: выступающих частей дверных косяков, плохо закрученных саморезов, не к месту уложенных пластиковых труб, либо плинтусов прямо на стене. Особенно хороша там, где есть риск случайно отпилить болгаркой весь дверной косяк вместе с куском стены.
Пильная полукруглая, à la болгарка
Имеет форму широкоугольного сектора и является, пожалуй, ближайшей апроксимацией пильного диска
углошлифовальной машины
циркулярной пилы, только не разлетается при разрушении, да и вряд ли разрушится. Хорошо справляется с большинством задач и потому изнашивается быстрее других насадок. При углублении в деталь не блокируется так, как «погружная» (прямоугольная) насадка.
Шлифовальная тарелка треугольная
Зачем нужны треугольные тарелки? Как и на круглых, здесь прикрепляется наждачка с нужным зерном, но треугольник позволит дойти до самой вершины угла, куда не доберутся традиционные шлифовальные машины циркулярного, ленточного или эксцентрикового типа.
Алмазная полукруглая
То же самое, что пильная полукруглая, только с
алмазной
карбид-вольфрамовой кромкой для шабровки плитки (удаления затирки).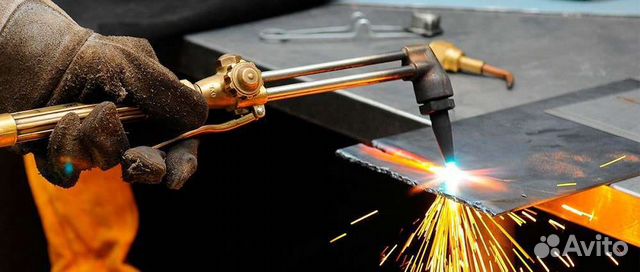
Алмазная треугольная
Комбинация треугольной формы и
алмазного
карбид-вольфрамового напыления для обработки труднодоступных мест из цемента, керамической плитки, шлама и т. д.
Отдирающая
По форме напоминает прямоугольную (погружную) пильную насадку, только массивная, с одним продольным клином вместо поперечных зубов. Если хочется что-нибудь срочно отодрать, осциллирующий скребок может значительно ускорить решение данной задачи. Однако если требуется отодрать весь линолеум в школьном спортзале, это всё равно будет долго, инструмент любительского класса перегреется.
Пылеудалающая опция
Некоторые инструменты имеют съёмный патрубок для подключения пылесоса. Вам и членам ваших семей необязательно вдыхать побочные продукты ремонта.
UPD:
Насадки B***h
Пользователь Gazirov в своём комментарии дал ссылку на принадлежности для multi-cutter известного производителя, есть интересные
Если кто-то из уважаемых читателей использовал осциллирующий инструмент, вы можете поучаствовать в этой публикации, вот варианты:
- опишите опыт использования насадки, которую я не указал; фото насадки очень желательно
- придумайте свой вариант насадки для осциллирующего инструмента
- посмотрите на преимущества и недостатки осциллореза, которые я привёл ниже, дополните
Помимо благодарности других читателей, наиболее креативных резидентов портала я лично отблагодарю кармическими баллами. Но только один раз в жизни, больше НЛО не велит.
Плюсы
- Ускорение мелких, но нудных ручных операций (автоматизация)
- Резка, шлифовка в труднодоступных местах (специальные функции)
- Осциллирующий клин-стамеска (специальные функции)
- Поворот насадок под левую или правую руку, с любым углом (специальные функции)
- Лёгкость, возможность работы одной рукой (удобство)
- Один-единственный инструмент с большим выбором насадок, включая шлифовальные и пильные особой формы (низкая стоимость владения)
- Нет риска поражения осколками «взорвавшегося» пильного диска (безопасность)
- UPD: Нет риска получить «поцелуй болгарки» (безопасность+) — cosma, NoRegrets, littorio, pbw
- UPD: Нет риска порезать мягкие ткани даже работающей насадкой (безопасность+) — RedSnowman, Gazirov, особая благодарность Ariez за картинки
- Ровные края отверстий (инженерная эстетика)
- Вырезание «глухих» отверстий-карманов полигональной формы (специальные функции)
- UPD: Меньше грязи, нет фонтанов опилок (домашний комфорт, безопасность) — usego
- UPD: При резке мягких металлов типа алюминия и меди металл не «напрессовывается» на зубья пильной насадки (обработка цветных металлов) — видео прислал Barafu
- UPD: Обработка стеклопластика и углепластика: композит не скалывается и не горит, быстро режется (специальные функции) — romanpro
Минусы
- Низкая скорость резки относительно «болгарки» (производительность)
- Вибрация обрабатываемой детали, несовместимая с большей частью электронного оборудования; требуется сборка-разборка прибора (производительность)
- Ограничение глубины отверстий (ограничение осциллятора)
- UPD: Некоторые модели довольно шумные (домашний комфорт) — littorio, androude
Техника безопасности
Я не строитель и не автомеханик, свою «болгарку» дома не держу. Вообще, я
не очень-то доверяю
категорически не доверяю пиление углошлифовальной машине. Да, кто не в курсе, «болгарка» предназначена для шлифования, а отрезание (не пиление!) — это её побочное свойство. Почему — читайте в инструкции к УШМ, спойлере и комментариях. Для УШМ доступны отрезные диски, а пильные предназначены для циркулярных пил. Оспаривать этот постулат можно, но тогда придётся оспаривать и законы Естественного Отбора заодно…
UPD: Уважаемые коллеги по цеху ИТ, моддеры корпусов и все остальные!
Задачка про очень жёсткий диск
Вот вам задачка по физике. Дано: очень скоростной жёсткий диск, диаметр единственного блина 6″, масса 300г, энергопотребление 1кВт. Требуется рассчитать энергию, передаваемую на корпус «накопителя» при моментальном замедлении «блина» с 11000об/мин. почти до нуля. Т.е. острая тарелка массой 300г потребляла 1кВт мощности и делала почти 200 оборотов *в секунду*. И тут вдруг резко остановилась, передав значительную часть кинетической энергии вращения железному утюгу. Затем утюг массой 2кг (с ещё вращающимся лезвием) прыгает прямо на неудачливого оператора, стремясь сделать ему сагиттальное* сечение, только без наркоза и даже без присутствия медиков. Тому бы разжать руки пораньше, да мёртвая хватка испуганного примата не даёт…
И тут вдруг резко остановилась, передав значительную часть кинетической энергии вращения железному утюгу. Затем утюг массой 2кг (с ещё вращающимся лезвием) прыгает прямо на неудачливого оператора, стремясь сделать ему сагиттальное* сечение, только без наркоза и даже без присутствия медиков. Тому бы разжать руки пораньше, да мёртвая хватка испуганного примата не даёт…
У вас есть хватка Терминатора или, хотя бы, сурового сибирского лесоруба? Тогда конечно, берите болгарку. Я описал достаточно вероятный физико-механический расклад в ситуации с заклинившим диском. Заклинивание *весьма вероятно* даже при малых отклонениях от оптимального угла резки, особенно если работаем в труднодоступном месте. Коллеги в комментариях всё описали достаточно подробно, с перечислением отсечённых частей тела. Я даже на форумы зашёл по ссылкам, почитал. Есть даже те, кто выжил после поцелуя болгарки и написал об этом, но таких очень мало.
*Что такое саггитальное сечение, см. в одном из спойлеров выше.
UPD:
В комментариях дали ссылку на особые трёхзубые пильные диски, которые, говорят-таки можно использовать на УШМ. Но я бы не стал:)
Правила техники безопасности при работе с УШМ и им подобными инструментами: при работе всегда держитесь за защитным кожухом, лучше вне плоскости вращения. Вводите инструмент в деталь так, как показано инструкцией конкретного аппарата, не смотрите на другие картинки! Поверьте, лучше струя опилок в лицо, чем делающий 200 оборотов в секунду топор! Изучите инструкцию, выясните, как избежать и того, и другого. Следите за оборотами, не перегревайте диск, пилите строго под 90°, разрушение или заклинивание диска смертельно опасно.
Я прошу прощения у бывалых строителей и опытных джедаев, но хочу обратить внимание интеллектуальной элиты на вполне логичную, но не совсем ожидаемую кинетику. При заклинившем диске «болгарка» прыгает в плоскости вращения, но наиболее вероятное направление «броска» (отдачи) противоположно струе летящих из-под диска искр и опилок. Этим, наверное, и объясняется столь частый и губительный травматизм: неподготовленный оператор старается уйти от снопа искр, подставляя голову с шеей под рубящий удар мощностью порядка 1кВт. При работе с «болгаркой» одних *защитных очков мало*, нужна маска на всё лицо, головной убор и одежда из толстой и прочной материи, особенно в районе головы и шеи. И летом тоже: лучше полчаса попотеть, чем потом лежать в холодильнике. Проще всего, кстати, обладателям двухколёсного транспорта — у них вся экипировка уже практически есть, ДТП на мотоцикле и «поцелуй болгарки» лично я считаю достаточно близкими по вероятности и последствиям событиями.
Этим, наверное, и объясняется столь частый и губительный травматизм: неподготовленный оператор старается уйти от снопа искр, подставляя голову с шеей под рубящий удар мощностью порядка 1кВт. При работе с «болгаркой» одних *защитных очков мало*, нужна маска на всё лицо, головной убор и одежда из толстой и прочной материи, особенно в районе головы и шеи. И летом тоже: лучше полчаса попотеть, чем потом лежать в холодильнике. Проще всего, кстати, обладателям двухколёсного транспорта — у них вся экипировка уже практически есть, ДТП на мотоцикле и «поцелуй болгарки» лично я считаю достаточно близкими по вероятности и последствиям событиями.
Сабельная пила — отличная альтернатива для резки и пиления.
О несчастном случае с УШМ
У меня был сосед, который крохотной болгаркой резал огромный стальной лист толщиной 5мм, и в один летний вечер его не стало. Соседа, я имею в виду. Недорезанный лист потом пролежал всю осень и зиму ржавым памятником, пока его не унёс молчаливый дворник в направлении пункта приёма металлов. А пока сталь ржавела, курящие на балконе жильцы дома разглядывали глубокие и неровные резы на листе, виднеющиеся из-под снега. Невольно задумаешься о скоротечности всего мирского…
А пока сталь ржавела, курящие на балконе жильцы дома разглядывали глубокие и неровные резы на листе, виднеющиеся из-под снега. Невольно задумаешься о скоротечности всего мирского…
Так вот, осциллорез не имеет быстровращающихся частей, у него нечему взрываться и калечить. Более того, представители медицины подтвердили в комментариях, что при достаточно низкой амплитуде колебаний можно упирать работающий инструмент в собственную плоть без опасений порезаться… Нет-нет, я имел в виду снятие «круговых» гипсовых повязок с конечностей, а не то, что подумали некоторые читатели.
А вот циркулярная пила ошибок не прощает, совать пальцы под кожух может либо настоящий слесарь-джедай, либо идиот. Любители пилить «болгаркой» (УШМ) спорят с Естественным Отбором, а это слишком сильный игрок, я бы даже в обычную рулетку не стал с ним играть.
Первые ощущения
И вот, я, наконец, беру осциллорез на манер джедайского меча, включаю и воинственно замахиваюсь на алюминиевый уголок, зажатый в тисках. Начинаю пилить полукруглой насадкой. Деталь вся дрожит, но не от страха, а от вибраций, вместе с тисками и столом. И пока я пилю, все близлежащее содержимое стола оживает и пускается в пляс: легкий мусор водит хороводы вокруг более массивных обрезков; метизы крадутся к краю стола с явным намерением упасть на пол и нарушить все законы сохранения, отскочив в самый дальний угол; не покидая чехла, к ним не спеша присоединяется пара надфилей. А вот и молоток потянулся туда же, явно целясь упасть мне на ногу.
Начинаю пилить полукруглой насадкой. Деталь вся дрожит, но не от страха, а от вибраций, вместе с тисками и столом. И пока я пилю, все близлежащее содержимое стола оживает и пускается в пляс: легкий мусор водит хороводы вокруг более массивных обрезков; метизы крадутся к краю стола с явным намерением упасть на пол и нарушить все законы сохранения, отскочив в самый дальний угол; не покидая чехла, к ним не спеша присоединяется пара надфилей. А вот и молоток потянулся туда же, явно целясь упасть мне на ногу.
Всё это виброшоу отвлекает внимание. Убираем со стола всё, что не закреплено, особенно тяжёлое и острое. Возможно, стоит снять с руки и дорогие механические часы. Пилить осциллирующим инструментом корпус ПК с жёсткими дисками нежелательно, особенно во включенном состоянии. Да что там шпиндельные диски, гражданское «железо» в принципе не любит вибрации, это вам не промышленная электроника для буровой станции.
Металл
Хм, это ощутимо медленнее «болгарки», но намного лучше той пилки для ногтей, с которой я начинал. Комфортный предел находится где-то в области болта M10 из обычной «оцинковки». Другими словами, оцинкованный стальной цилиндр порядка 10мм пилить довольно долго, но ещё можно, а вот 20мм уже в несколько приёмов, чтобы инструмент успевал остыть. Листовая сталь и алюминиевый профиль пилятся хорошо. Нужно внимательно следить за тем, чтобы насадка не блокировалась в резе, она не должна замирать неподвижно относительно детали. Во время пиления присмотритесь к картинке, по краям насадки должен быть эффект размытия: это означает, что осциллирует режущая часть относительно детали, а не сам инструмент (вместе с рукой оператора) относительно насадки.
Комфортный предел находится где-то в области болта M10 из обычной «оцинковки». Другими словами, оцинкованный стальной цилиндр порядка 10мм пилить довольно долго, но ещё можно, а вот 20мм уже в несколько приёмов, чтобы инструмент успевал остыть. Листовая сталь и алюминиевый профиль пилятся хорошо. Нужно внимательно следить за тем, чтобы насадка не блокировалась в резе, она не должна замирать неподвижно относительно детали. Во время пиления присмотритесь к картинке, по краям насадки должен быть эффект размытия: это означает, что осциллирует режущая часть относительно детали, а не сам инструмент (вместе с рукой оператора) относительно насадки.
Кстати, с тугоплавкими металлами, по-моему, осциллирующий ручной инструмент бесполезен: энергия колебаний будет просто отражаться от детали в тело оператора, либо это должна быть хватка Терминатора и подобающая ей мощность инструмента. Но я сам не пробовал, если кто-нибудь пилил осциллорезом нержавейку или сейф гарантированной взломостойкости, поделитесь опытом. Быть может, про вас нужно снять научно-популярную передачу из серии «в поисках суперлюдей», или хотя бы остросюжетный детектив.
Быть может, про вас нужно снять научно-популярную передачу из серии «в поисках суперлюдей», или хотя бы остросюжетный детектив.
Дерево
Поехал как-то к кузену на дачу с вполне рядовой миссией: выпить и закусить. А заодно помочь с верандой и наладить Интернет. Для столярных работ я прихватил с собой и осциллорез. Нам повезло, LTE обнаружился сразу от двух операторов с разницей всего каких-то 20..30° по азимуту. И когда речь зашла о прорезании отверстий под СВЧ-кабель, я снова было выхватил инструмент на манер джедайского меча… Но не тут-то было. Пройти насквозь деревянную стену дачного домика осциллорез теоретически может, но тогда в отверстие должен проходить весь инструмент. Стена домика — это довольно толстый бутерброд из нескольких слоёв дерева и утеплителя. Осциллорезом можно вырезать аккуратное квадратное отверстие в верхнем слое «вагонки», а более глубокие слои проходить дрелью. Для прокладки моего СВЧ-кабеля гораздо лучше подошло длинное сверло по дереву, в полтора раза толще самого толстого разъёма на кабеле.
Пластик
Понадобилось вырезать фигурное отверстие в пластиковом кабельном канале Legrand DLP. Наверное, давным-давно и в далёкой галактике Эникен Скайвокер уже испытывал сходные ощущения, вырезая *для* юных подованов световым мечом модель имперского крейсера в масштабе 1:1000, прямо из списанного звездолёта. Подобно тугоплавкой вольфрам-титановой обшивке звездолёта под джедайским мечом, пластик даётся осциллорезу не сразу, а чуть погодя, немного плавясь и давая подумать о светлой стороне Силы.
Сравнение с другими инструментами
Остановить неуклюжую болгарку или сверло дрели точно на краю способны лишь настоящие джедаи. Глубокую деталь «коронкой» просто так не возьмешь. Большие прямоугольные отверстия можно апроксимировать, высверливая в ряд, но будет уродливая дискретизация краёв. Лобзик вообще не делает глухие отверстия, их надо сперва пройти дрелью.
UPD
Оказывается, электролобзик при определённых условиях-таки способен сделать глухой карман с помощью приёма, известного как «врезание»: хотя он и требует некоторого пространственного размаха, но выглядит вполне доступным. Благодарю пользователей Ezhyg и realraven за комментарии.
Благодарю пользователей Ezhyg и realraven за комментарии.
врезание электролобзиком
Вам не нужно сверлить начальное отверстие или делать вводный разрез, если Вы аккуратно выполните следующее.
1. Наклоните инструмент вверх на переднем крае основы с лезвием, находящимся прямо над поверхностью рабочего изделия. (см. рис).
2. Приложите давление к инструменту так, чтобы передний край основы не двигался, когда Вы включите инструмент, и осторожно и медленно опустите задний конец инструмента.
3. Когда лезвие прорежет рабочее изделие, медленно опустите основу инструмента вниз на поверхность рабочего изделия.
4. Завершите резку обычным способом.
Но если достаточно одного небольшого, круглого отверстия, не надо выпендриваться, берите дрель и сверлите ею. Используйте перьевые или корончатые принадлежности разных диаметров. Возьмите электролобзик. Простые края и профили можно (осторожно)
Простые края и профили можно (осторожно)
пилить
отрезать болгаркой. Есть ещё, кстати, сабельная пила — мощный, относительно безопасный инструмент для домашних и дачных работ, двуручный и мини. Это всё будет гораздо быстрее. Пожалуй, «одноручную» сабельную мини-пилу я бы себе прикупил.
UPD:
Коллеги очень часто упоминают мини-дрель, известную как «дремель», тоже своего рода имя нарицательное, производное от известного бренда. Инструмент хорош для мелких и ювелирных работ, но всё-таки это скорее дрель гравёра, чем пила слесаря. Впрочем, см. комментарии уважаемых читателей, особенно в плане выбора конкретного производителя.
Резюме
Как по мне, осциллорез — отличное орудие для инженеров-айтишников и домашних мастеров. Не такое неуклюжее, как болгарка. Элегантное орудие труда для информационной эпохи…
Портативный газокислородный резак HUAWEI с аккумулятором — Shanghai Huawei Welding & Cutting Machine Co.
 , Ltd. — Каталоги в формате PDF | Техническая документация
, Ltd. — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Основной корпус интеграции изготовлен из алюминия высокой прочности методом литья под давлением, что обеспечивает компактность и малый вес машины. Стабильность Станок используется не только для прямой резки, но и для круговой резки диаметром> 0200 мм. В качестве источника питания машина имеет развязанную батарею, которая подходит для некоторых особых случаев без источника питания, например, на открытом воздухе. Машина также может работать с источником питания AC220V/50HZ. Машина широко используется для добычи нефти, химической промышленности, металлоконструкций и других производителей и т. д. < Основной корпус изготовлен из высокопрочного алюминия путем литья под давлением. ■ 4-скоростная система регулируется интегральной схемой, работающей более стабильно. ■4 Прикрепленный быстроразъемный соединитель для быстроразъемного соединения шланга. ■4 Быстродействующий переключатель прикреплен к узлу трубы для повышения эффективности. ■4 В основном для резки по прямой линии и для круговой резки>
■4 Быстродействующий переключатель прикреплен к узлу трубы для повышения эффективности. ■4 В основном для резки по прямой линии и для круговой резки>
Все каталоги и технические брошюры Shanghai Huawei Welding & Cutting Machine Co.
http://huawei-cutting.
 com/chp-model-automatic-walking-feed-plate-beveling-machine-229.html
com/chp-model-automatic-walking-feed-plate-beveling-machine-229.html1 страниц
Фрезерный станок CHP-17, автоматическая шагающая подача досок, кромкообрезной станок
1 страницы
PQX-15 Переносной станок для снятия фаски с пластин и труб
1 страниц
Модель ISD, электрический станок для снятия фаски с разъемной рамой, станок для холодной резки
, 1 страницы
Модель GPX Пневматическая машина для снятия фаски с разъемной рамой Труборез с пневматическим приводом
1 Страницы
Электрическая машина для резки концов труб серии ISY для холодной резки
1 страниц
Пневматическая машина для обработки концов труб серии GPK, машина для скашивания кромок с помощью воздуха для холодной резки
1 страниц
HMZ-1000 Автоматическая тракторная тележка для дуговой сварки под флюсом
1 Страниц
HMZ-500 Автоматический трактор для дуговой сварки под флюсом с механизмом подачи проволоки
1 Страницы
HK-5T-W Трактор для автоматической сварки Т-образного сечения с колеблющейся частью
1 страниц
HK-16 Модель слежения за кривой Труба Автоматический сварочный аппарат Цилиндрическая труба Сварочный трактор
1 страниц
HK-100SE Автосварочный трактор для трубного резервуара с горизонтальным изогнутым швом
1 страниц
HK-100 Магнитная прямая сварочная качающаяся модель Колебательная каретка для автоматической сварки
1 страниц
Трактор для автоматической сварки секций HK-8U с двумя держателями горелок и HK-8SS-N Трактор для сварки без углов и тупиковых зон
1 Страниц
HK-8SS-W Автоматический трактор для вертикальной сварки с магнитным поворотом
1 страниц
Легкая тележка для автоматической магнитной сварки HK-8SS
1 стр.

HK-4A Портативная мини-машина для угловой сварки с боковым всасыванием, тракторная машина для стежковой сварки пластин
1 страницы
Источник питания для плазменной резки Huawei wellcut
1 Страница
Сферическая изогнутая поверхность шара Станок для резки с ЧПУ
1 Страницы
HNC-2100X Портативный станок для плазменной и газокислородной резки с ЧПУ
1 Страниц
Портативный магнитный вертикальный станок плазменной и газовой резки с ЧПУ HNC-100K
1 страниц
HNC-2500W Экономичная легкая портальная машина для плазменной и газокислородной резки листового металла с ЧПУ
1 страниц
TMG Настольная модель высокоскоростной прецизионной машины плазменной резки с ЧПУ
1 Страницы
TNC Экономичная настольная модель Станок плазменной резки с ЧПУ
1 Страницы
HNC-4000H Экономичная машина для плазменной и газокислородной резки пластин с ЧПУ
1 страниц
Станок плазменной газокислородной резки с ЧПУ HNC-4000
1 страниц
HNC-1500H Станок для резки двутавровых балок с ЧПУ
1 Страницы
XG-300J Станок для профилирования труб с ЧПУ и станок для резки листового металла 3 оси, можно использовать плазму
1 страниц
PNC Переносная установка для кислородно-плазменной резки труб с ЧПУ
1 страниц
CG1-2A Двутавровая балка для газокислородной резки
1 Страницы
HK-72T Трехмерная газокислородная резка с гибкой направляющей
1 страниц
Ручной автоматический газокислородный и плазменный ручной резак серии HK
1 Стр.
HK-203 Переносной соединитель для пересечения труб с поперечным соединителем для профилирования труб
1 Страницы
Магнитный газовый резак CG2-11 и автомат для газовой резки HK-600D HK-600D
1 страниц
CG2-11G Ручной труборез переносной газокислородной резки
1 страниц
Машина для плазменной резки труб из нержавеющей стали CG2-11B
1 Страницы
CG2-1600 Газовый резак для круговой кислородной резки
1 Страницы
KMQ-1 Переносная машина для газовой резки профилирования
1 страниц
газовый резак со скошенной кромкой и двойной газокислородный резак
1 страницы
Станок для профильной резки HK-54D-II
1 страниц
GCD3-100 Трехрезательная машина для прямой резки и CG1-30sp-400 Портативная многогорелочная газокислородная машина для снятия фаски и резки
1 Страницы
CG1-75 Прямой газокислородный станок для резки толстого листа
1 страниц
CG1-4000 Многогорелочная машина для резки пластин с прямыми полосами
1 страницы
Портативный газопламенный резак с ЧПУ HNC-1800W больше размера резки
1 страниц
HNC-1500W Портативная мини-машина плазменной и газокислородной резки с ЧПУ Heavy Rail
1 страницы
HNC-1500W-J Компактный портативный станок HUAWEI для газокислородной и плазменной резки с ЧПУ
1 страниц
HNC-5000P Станок плазменной резки Huawei с ЧПУ и головкой для снятия фаски
1 Страницы
HK-30G Портативный пневматический газокислородный резак
1 страниц
Портативный газокислородный и высокоскоростной станок плазменной резки HUAWEI
1 страниц
HUAWEI HK-20 HK-100 тракторная тележка для автоматической сварки жестких рельсов
1 страниц
HUAWEI Вертикальный и горизонтальный сварочный тягач с гибкой гусеницей и осцилляцией
1 страниц
XG Модель 6 Осевой 3D станок для профилирования труб с ЧПУ
1 Страницы
Полный каталог продуктов HUAWEI 2016
88 страниц
Сравнить
Удалить все
Сравнить 10 продуктов
Малый портальный станок для резки с ЧПУ,Мини-портальный станок для плазменной резки с ЧПУ
мини-портальная машина для плазменной и плазменной резки с ЧПУ для пластин
Описание продукта
1. Простое и быстрое управление
Простое и быстрое управление
Новаторская регулировка высоты резака в полевых условиях, конструкция корпуса управления приподнята над резаком
все необходимые клавиши перемещения и управления, для мобильных операторов в контрапункте резака очень
удобно. Гуманизированный дизайн, более эффективная работа.
2. Профессиональный дизайн, красивый и атмосферный, более прочный
Все ключи, все имеют верхний дизайн кристаллических кнопок, по сравнению с другими кнопками пленки предприятий, кнопка всегда
гарантирует, что четкая яркая, никогда не носит. В то же время, все тело хозяина использует технику лака
, которая выпекается, цвет красивый и прочный.
3. Простой и понятный способ графического программирования
Сложный графический дизайн CAD используется в офисе, U-образный диск в станке для резки, простая графика
также можно использовать на станке для резки, используя очень простой и понятный способ программирования ввода
напрямую, например, «прямая линия, четвертый квадрант, X40, Y30». Этот способ программирования, обычные операторы
Этот способ программирования, обычные операторы
очень просты в освоении.
4. Режим работы типа дурак
Экран ниже напоминание о различных методах работы, оператор может не нуждаться в обучении,
не нужно смотреть инструкции.
♦ Автоматическое сверление и резка заготовки после программирования, без дальнейшего позиционирования
отверстия на заготовке, высокая точность сверления.
♦ Беззазорная зубчатая передача, стабильный и плавный ход на высоких скоростях, изящное качество поверхности.
Техническая спецификация | |
Модель | ЧПУ |
Размер машины (мм) | Максимальная ширина 12 метров, длина не ограничена |
Эффективная площадь обработки (мм) | На 1 метр меньше в ширину и на 2 метра меньше в длину, чем размер машины |
Рекомендуемая толщина резки (мм) | Нержавеющая сталь: 1–50 мм и углеродистая сталь: 6–160 мм |
Диаметр сверления (мм) | Максимум 140 мм в глубину и 35 мм в диаметре |
Мощность сверления | 8 кВт (25 л. |
Подача на бурение | 10 м/мин (400 изобр/мин) |
Крутящий момент | 200 м. миль (150 фут-фунт) |
Скважинное давление | 11000 Н (2500 фунтов силы) |
Скорость резания (мм/мин) | 50-9000 |
Рабочая скорость (мм/мин) | 12000 |
Режим резки | Газокислородная/ Плазменная/ Плазменная Высококачественная/ Лазерная |
Режим привода | Серводвигатель, двусторонний |
Направляющая | Прямая шариковая направляющая |
Резак номер | Указывается заказчиком |
Приводной двигатель | Панасоник из Японии |
Контроллер ЧПУ | Micro EDGE pro, Шанхай КП, SJTU-SK |
Мощность плазмы | Victory (Thermadyne), Кьельберг, Hypertherm, JIAXIN LGK |
Программное обеспечение для программирования | ФАСТКАМ |
Коробка передач | SEW или Neugart из Германии |
Рабочая температура | — 10°С -45°С |
Влажность | |
Окрестности | Вентиляция без вибрации |
Напряжение питания | 3×380В±10% 50Гц/в зависимости от местных условий пользователя |
Рабочий язык | Доступен многоязычный и английский языки |
Порошковая маркировка | в наличии |
Резка под водой | в наличии |
Горелка для снятия фаски | в наличии |
Резак для полосовой резки | в наличии |
Система отопления и охлаждения | в наличии |
Встроенная система пылеудаления | в наличии |
 с.) 1 кВт = 1,36 л.с. = 1,34 л.с.
с.) 1 кВт = 1,36 л.с. = 1,34 л.с.1910.
 253 — Газокислородная сварка и резка.
253 — Газокислородная сварка и резка.
- По стандартному номеру
- 1910.253 — Газокислородная сварка и резка.
1910.253 (а)
Общие требования. —
1910.253(а)(1)
Легковоспламеняющаяся смесь . Смеси топливных газов с воздухом или кислородом могут быть взрывоопасными и должны быть защищены от этого. Никакие устройства или приспособления, облегчающие или позволяющие смешивать воздух или кислород с горючими газами перед потреблением, за исключением горелки или стандартной горелки, не допускаются, если они не одобрены для этой цели.
1910. 253(а)(2)
253(а)(2)
Максимальное давление . Ни при каких условиях ацетилен не должен производиться, перекачиваться по трубопроводу (за исключением утвержденных коллекторов баллонов) или использоваться под давлением, превышающим 15 фунтов на кв. дюйм (манометрическое давление 103 кПа) или 30 фунтов на кв. дюйм (абс. давление 206 кПа). Предел 30 фунтов на квадратный дюйм (206 кПа абсолютный) предназначен для предотвращения небезопасного использования ацетилена в камерах под давлением, таких как кессоны, подземные выемки или строительство туннелей.) Это требование не предназначено для хранения ацетилена, растворенного в подходящем растворителе, в изготовленных баллонах. и поддерживается в соответствии с требованиями Министерства транспорта США или ацетиленом для использования в химикатах. Использование жидкого ацетилена запрещается.
1910.253(а)(3)
Аппарат . Должны использоваться только утвержденные устройства, такие как горелки, регуляторы или редукционные клапаны, ацетиленовые генераторы и коллекторы.
Должны использоваться только утвержденные устройства, такие как горелки, регуляторы или редукционные клапаны, ацетиленовые генераторы и коллекторы.
1910.253(а)(4)
Персонал . Рабочие, ответственные за оборудование для подачи кислорода или топливного газа, включая генераторы, и системы трубопроводов распределения кислорода или топливного газа, должны быть проинструктированы и признаны их работодателями компетентными для выполнения этой важной работы, прежде чем они останутся ответственными. Должны быть легко доступны правила и инструкции по эксплуатации и техническому обслуживанию оборудования подачи кислорода или топливного газа, включая генераторы, и систем трубопроводов распределения кислорода или топливного газа.
1910.253(б)
Баллоны и контейнеры —
1910. 253(б)(1)
253(б)(1)
Сертификация и маркировка .
1910.253(б)(1)(и)
Все переносные баллоны, используемые для хранения и перевозки сжатых газов, должны быть изготовлены и обслуживаться в соответствии с правилами Министерства транспорта США, 49CFR части 171-179.
1910.253(б)(1)(ii)
Баллоны со сжатым газом должны иметь четкую маркировку для целей определения содержания газа либо химическим, либо торговым наименованием газа. Такая маркировка должна быть нанесена посредством трафарета, штампа или ярлыка и не должна быть легко удаляемой. По возможности маркировка должна быть расположена на буртике баллона.
1910.253(б)(1)(iii)
Баллоны со сжатым газом должны быть оборудованы соединениями, соответствующими Американскому национальному стандарту для выпускных и впускных соединений клапана баллона со сжатым газом, ANSI B57.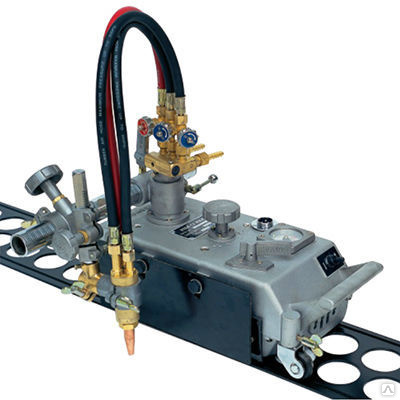 1—1965, который включен посредством ссылки, как указано в §1910.6.
1—1965, который включен посредством ссылки, как указано в §1910.6.
1910.253(б)(1)(iv)
Все баллоны с грузоподъемностью более 30 фунтов (13,6 кг) должны быть оборудованы средствами присоединения защитного колпачка клапана или манжетой или углублением для защиты клапана.
1910.253(б)(2)
Хранение баллонов – общее .
1910.253(б)(2)(и)
Баллоны следует хранить вдали от радиаторов и других источников тепла.
1910.253(б)(2)(ii)
Внутри зданий баллоны должны храниться в хорошо защищенном, хорошо проветриваемом, сухом месте, на расстоянии не менее 20 футов (6,1 м) от легковоспламеняющихся материалов, таких как масло или эксельсиор.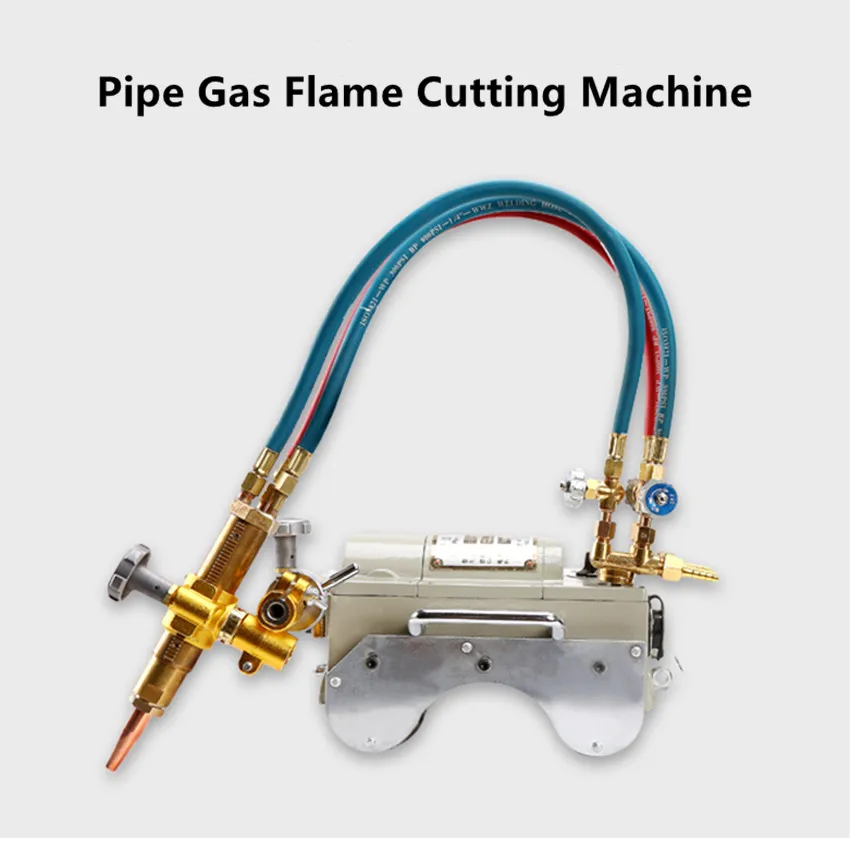 Баллоны следует хранить в специально отведенных местах вдали от лифтов, лестниц и проходов. Выделенные складские помещения должны располагаться в местах, где баллоны не будут опрокинуты или повреждены проходящими или падающими предметами, а также не будут подвергаться несанкционированному вмешательству. Баллоны нельзя хранить в непроветриваемых помещениях, таких как шкафчики и шкафы.
Баллоны следует хранить в специально отведенных местах вдали от лифтов, лестниц и проходов. Выделенные складские помещения должны располагаться в местах, где баллоны не будут опрокинуты или повреждены проходящими или падающими предметами, а также не будут подвергаться несанкционированному вмешательству. Баллоны нельзя хранить в непроветриваемых помещениях, таких как шкафчики и шкафы.
1910.253(б)(2)(iii)
Клапаны пустых баллонов должны быть закрыты.
1910.253(б)(2)(iv)
Защитные колпачки клапанов, если баллон рассчитан на установку колпачка, всегда должны быть на месте и затянуты от руки, за исключением случаев, когда баллоны используются или подсоединяются для использования.
1910.253(б)(3)
Хранение баллонов с топливным газом . Внутри здания баллоны, за исключением тех, которые фактически используются или готовы к использованию, должны быть ограничены общей вместимостью газа 2000 кубических футов (56 м 3 ) или 300 фунтов (135,9 кг) сжиженного нефтяного газа.
Внутри здания баллоны, за исключением тех, которые фактически используются или готовы к использованию, должны быть ограничены общей вместимостью газа 2000 кубических футов (56 м 3 ) или 300 фунтов (135,9 кг) сжиженного нефтяного газа.
1910.253(б)(3)(и)
Для хранения свыше 2 000 кубических футов (56 м 3 ) общей газовой емкости баллонов или 300 (135,9 кг) фунтов сжиженного нефтяного газа отдельное помещение или отсек, отвечающие требованиям, указанным в пунктах (f)( 6)(i)(H) и (f)(6)(i)(I) данного раздела, или баллоны должны храниться снаружи или в специальном здании. Специальные здания, помещения или отсеки не должны иметь открытого огня для отопления или освещения и должны хорошо проветриваться. Они также могут использоваться для хранения карбида кальция в количествах, не превышающих 600 (271,8 кг) фунтов, если они содержатся в металлических контейнерах, соответствующих пунктам (g)(1)(i) и (g)(1)(ii) эта секция.
1910.253(б)(3)(ii)
Баллоны с ацетиленом должны храниться клапаном вверх.
1910.253(б)(4)
Хранение кислорода .
1910.253(б)(4)(и)
Баллоны с кислородом не должны храниться вблизи легковоспламеняющихся материалов, особенно масел и смазок; или вблизи запасов карбида и ацетилена или других баллонов с горючим газом, или рядом с любым другим веществом, которое может вызвать или ускорить возгорание; или в отсеке ацетиленового генератора.
1910.253(б)(4)(ii)
Баллоны с кислородом, хранящиеся вне помещений для генераторов, должны быть отделены от помещений для хранения генераторов или карбида негорючей перегородкой с пределом огнестойкости не менее 1 часа. Эта перегородка не должна иметь отверстий и должна быть газонепроницаемой.
Эта перегородка не должна иметь отверстий и должна быть газонепроницаемой.
1910.253(б)(4)(iii)
Баллоны с кислородом при хранении должны быть отделены от баллонов с топливным газом или горючими материалами (особенно маслом или смазкой) на расстоянии не менее 20 футов (6,1 м) или негорючим барьером высотой не менее 5 футов (1,5 м), имеющим предел огнестойкости не менее получаса.
1910.253(б)(4)(iv)
Если система с жидким кислородом должна использоваться для подачи газообразного кислорода для сварки или резки, и система имеет вместимость более 13 000 кубических футов (364 м3 3 ) кислорода (измерено при 14,7 фунтов на квадратный дюйм абс. (101 кПа) и 70 ° F (21,1 ° C)), подключенных к работе или готовых к работе, или более 25 000 кубических футов (700 м 3 ) кислорода (измерено при 14,7 фунтов на квадратный дюйм (101 кПа) и 70 ° F (21,1 °). C)), включая несвязанные резервы, имеющиеся в наличии на объекте, он должен соответствовать положениям Стандарта для кислородных систем на объектах потребителей, NFPA № 566—19.65, который включен посредством ссылки, как указано в §1910.6.
C)), включая несвязанные резервы, имеющиеся в наличии на объекте, он должен соответствовать положениям Стандарта для кислородных систем на объектах потребителей, NFPA № 566—19.65, который включен посредством ссылки, как указано в §1910.6.
1910.253(б)(5)
Рабочие процедуры .
1910.253(б)(5)(и)
Баллоны, клапаны баллонов, муфты, регуляторы, шланги и аппараты не должны содержать маслянистых или жирных веществ. Кислородные баллоны или аппараты нельзя брать в замасленных руках или в перчатках. Ни в коем случае нельзя допускать, чтобы струя кислорода попадала на замасленную поверхность, замасленную одежду или попадала в топливный бак или другой резервуар для хранения.
1910.253(б)(5)(ii)(А)
При транспортировке баллонов краном или вышкой следует использовать люльку, лодку или подходящую платформу. Для этой цели нельзя использовать стропы или электрические магниты. Колпачки для защиты клапанов, если цилиндр рассчитан на установку колпачка, всегда должны быть на месте.
Для этой цели нельзя использовать стропы или электрические магниты. Колпачки для защиты клапанов, если цилиндр рассчитан на установку колпачка, всегда должны быть на месте.
1910.253(б)(5)(ii)(Б)
Цилиндры нельзя ронять или ударять или допускать их сильного удара друг о друга.
1910.253(б)(5)(ii)(С)
Защитные колпачки клапанов не должны использоваться для подъема баллонов из одного вертикального положения в другое. Стержни не должны использоваться под клапанами или защитными колпачками клапанов для извлечения баллонов, когда они примерзли к земле или закреплены иным образом; рекомендуется употребление теплой (не кипящей) воды. Колпачки для защиты клапанов предназначены для защиты клапанов баллонов от повреждений.
1910.253(б)(5)(ii)(D)
Если баллоны не закреплены на специальном грузовике, перед перемещением баллонов необходимо снять регуляторы и, если это предусмотрено, установить защитные колпачки клапанов.
1910.253(б)(5)(ii)(Е)
Цилиндры, не имеющие фиксированных маховиков, должны иметь ключи, ручки или нерегулируемые ключи на штоках клапанов, пока эти цилиндры находятся в эксплуатации. В установках с несколькими цилиндрами для каждого коллектора требуется только один ключ или ручка.
1910.253(б)(5)(ii)(F)
Клапаны баллонов должны быть закрыты перед перемещением баллонов.
1910.253(б)(5)(ii)(Г)
Клапаны баллонов должны быть закрыты после окончания работы.
1910.253(б)(5)(ii)(Н)
Клапаны пустых баллонов должны быть закрыты.
1910. 253(б)(5)(ii)(I)
253(б)(5)(ii)(I)
Цилиндры должны находиться на достаточном расстоянии от фактической сварки или резки, чтобы искры, горячий шлак или пламя не могли достичь их, или должны быть предусмотрены огнеупорные экраны.
1910.253(б)(5)(ii)(Дж)
Цилиндры не должны размещаться там, где они могут стать частью электрической цепи. Следует избегать контакта с третьими рельсами, контактными проводами и т. д. Цилиндры должны храниться вдали от радиаторов, систем трубопроводов, компоновочных столов и т. д., которые могут использоваться для заземления электрических цепей, таких как аппараты для дуговой сварки. Любая практика, такая как постукивание электродом по цилиндру для зажигания дуги, запрещена.
1910.253(б)(5)(ii)(К)
Цилиндры никогда не должны использоваться в качестве роликов или опор, как полные, так и пустые.
1910.253(б)(5)(ii)(Л)
Номера и маркировка, выбитые на баллонах, не должны быть изменены.
1910.253(б)(5)(ii)(М)
Никто, кроме поставщика газа, не должен пытаться смешивать газы в баллоне. Никто, кроме владельца баллона или уполномоченного им лица, не может заправлять баллон.
1910.253(б)(5)(ii)(Н)
Никто не должен вмешиваться в предохранительные устройства в баллонах или клапанах.
1910.253(б)(5)(ii)(О)
Баллоны нельзя ронять или обращаться с ними грубо.
1910.253(б)(5)(ii)(П)
Кислород из баллона, если он не подключен к коллектору, не должен использоваться без предварительного присоединения кислородного регулятора к клапану баллона. Перед подключением регулятора к вентилю баллона вентиль следует на мгновение приоткрыть, а затем закрыть. Всегда стойте сбоку от выпускного отверстия при открытии вентиля баллона.
Перед подключением регулятора к вентилю баллона вентиль следует на мгновение приоткрыть, а затем закрыть. Всегда стойте сбоку от выпускного отверстия при открытии вентиля баллона.
1910.253(б)(5)(ii)(Q)
Молоток или гаечный ключ не должны использоваться для открытия вентилей баллонов. Если клапаны невозможно открыть вручную, поставщик должен быть уведомлен об этом.
1910.253(б)(5)(ii)(Р)
—
1910.253(б)(5)(ii)(R)(1)
Клапаны баллонов не должны подвергаться несанкционированному вмешательству и не должны предприниматься попытки их ремонта. В случае возникновения неисправности поставщику следует незамедлительно отправить отчет с указанием характера неисправности и серийного номера баллона. Должны соблюдаться инструкции поставщика относительно его распоряжения.
Должны соблюдаться инструкции поставщика относительно его распоряжения.
1910.253(б)(5)(ii)(R)(2)
Следует избегать полного удаления штока из цилиндрического клапана диафрагменного типа.
1910.253(б)(5)(iii)
—
1910.253(б)(5)(iii)(А)
Баллоны с топливным газом должны располагаться клапаном вверх во время их использования. Сжиженные газы должны храниться и транспортироваться концом клапана вверх.
1910.253(б)(5)(iii)(Б)
С баллонами следует обращаться осторожно. Неосторожное обращение, удары или падения могут привести к повреждению цилиндра, клапана или предохранительных устройств и вызвать утечку.
1910. 253(б)(5)(iii)(С)
253(б)(5)(iii)(С)
Перед подсоединением регулятора к вентилю баллона вентиль следует приоткрыть и немедленно закрыть. Клапан должен открываться, стоя по одну сторону от выпускного отверстия; никогда перед ним. Никогда не открывайте вентиль баллона с топливным газом вблизи других сварочных работ или поблизости от искр, пламени или других возможных источников воспламенения.
1910.253(б)(5)(iii)(D)
Перед снятием регулятора с клапана баллона клапан баллона должен быть закрыт, а газ выпущен из регулятора.
1910.253(б)(5)(iii)(Е)
Сверху баллона с ацетиленом во время его использования нельзя класть ничего, что может повредить предохранительное устройство или помешать быстрому закрытию клапана.
1910. 253(б)(5)(iii)(Ф)
253(б)(5)(iii)(Ф)
Если в баллонах обнаружены негерметичные клапаны или фитинги, которые невозможно остановить путем закрытия клапана, баллоны должны быть вынесены на улицу вдали от источников воспламенения и медленно опорожнены.
1910.253(б)(5)(iii)(Г)
Рядом с баллонами с протекающими пробками предохранителей или другими протекающими предохранительными устройствами должно быть размещено предупреждение о том, что нельзя приближаться к ним с зажженной сигаретой или другим источником воспламенения. Такие баллоны должны иметь четкую бирку; следует незамедлительно уведомить поставщика и выполнить его инструкции относительно их возврата.
1910.253(б)(5)(iii)(Н)
Защитные устройства не должны подвергаться взлому.
1910. 253(б)(5)(iii)(I)
253(б)(5)(iii)(I)
Топливный газ никогда не должен использоваться из баллонов через горелки или другие устройства, оснащенные запорными клапанами, без снижения давления с помощью подходящего регулятора, прикрепленного к клапану баллона или коллектору.
1910,253(б)(5)(iii)(Дж)
Клапан баллона всегда должен открываться медленно.
1910.253(б)(5)(iii)(К)
Клапан ацетиленового баллона не должен открываться более чем на полтора оборота шпинделя, предпочтительно не более чем на три четверти оборота.
1910.253(б)(5)(iii)(л)
Если требуется специальный ключ, его следует оставить на штоке клапана во время использования баллона, чтобы можно было быстро перекрыть подачу топливного газа в случае чрезвычайной ситуации. В случае коллекторных или соединенных баллонов по крайней мере один такой ключ всегда должен быть доступен для немедленного использования.
В случае коллекторных или соединенных баллонов по крайней мере один такой ключ всегда должен быть доступен для немедленного использования.
1910.253(с)
Коллектор цилиндров —
1910.253(с)(1)
Коллекторы топливного газа .
1910.253(с)(1)(и)
Коллекторы должны быть утверждены либо отдельно для каждой составной части, либо в виде собранного блока.
1910.253(с)(1)(ii)
За исключением случаев, предусмотренных в параграфе (c)(1)(iii) настоящего раздела, баллоны с топливным газом, соединенные с одним коллектором внутри здания, должны иметь ограниченную общую вместимость, не превышающую 300 фунтов (135,9 кг) сжиженного нефтяного газа или 3000 кубических футов (84 м 3 ) другого топливного газа.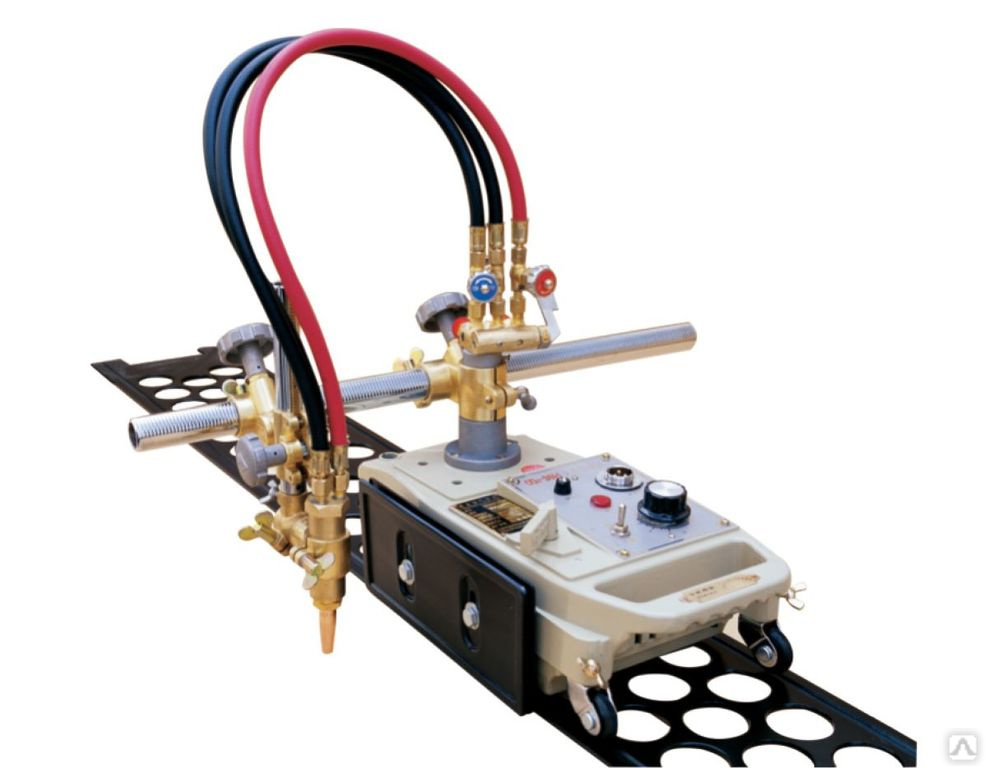 В одном помещении может быть расположено более одного такого коллектора с подсоединенными баллонами при условии, что коллекторы находятся на расстоянии не менее 50 футов (15 м) друг от друга или разделены негорючим барьером высотой не менее 5 футов (1,5 м) с классом огнестойкости не менее получаса.
В одном помещении может быть расположено более одного такого коллектора с подсоединенными баллонами при условии, что коллекторы находятся на расстоянии не менее 50 футов (15 м) друг от друга или разделены негорючим барьером высотой не менее 5 футов (1,5 м) с классом огнестойкости не менее получаса.
1910.253(с)(1)(iii)
Баллоны с топливным газом, соединенные с одним коллектором, общей емкостью более 300 фунтов (135,9 кг) сжиженного нефтяного газа или 3 000 кубических футов (84 м3 3 ) другого топливного газа, должны располагаться на открытом воздухе или в отдельном здание или помещение, построенное в соответствии с пунктами (f)(6)(i)(H) и (f)(6)(i)(I) настоящего раздела.
1910.253(с)(1)(iv)
Отдельные коллекторные здания или помещения могут также использоваться для хранения бочек с карбидом кальция и баллонов с топливными газами, как это предусмотрено в пункте (b)(3) настоящего раздела. В таких зданиях или помещениях не должно быть открытого огня для отопления или освещения, и они должны хорошо вентилироваться.
В таких зданиях или помещениях не должно быть открытого огня для отопления или освещения, и они должны хорошо вентилироваться.
1910.253(с)(1)(в)
Коллекторы топливного газа высокого давления должны быть снабжены утвержденными устройствами регулирования давления.
1910.253(с)(2)
Кислородные коллекторы высокого давления (для использования с баллонами, имеющими рабочее давление Министерства транспорта выше 200 фунтов на кв. дюйм (1,36 МПа)).
1910.253(с)(2)(и)
Коллекторы должны быть утверждены либо отдельно для каждой составной части, либо в виде собранного блока.
1910.253(с)(2)(ii)
Кислородные коллекторы не должны располагаться в помещении генератора ацетилена. Кислородные коллекторы должны быть отделены от баллонов с топливным газом или горючими материалами (особенно маслом или смазкой) на расстоянии не менее 20 футов (6,1 м) или негорючим барьером высотой не менее 5 футов (1,5 м), имеющим класс огнестойкости. не менее получаса.
Кислородные коллекторы должны быть отделены от баллонов с топливным газом или горючими материалами (особенно маслом или смазкой) на расстоянии не менее 20 футов (6,1 м) или негорючим барьером высотой не менее 5 футов (1,5 м), имеющим класс огнестойкости. не менее получаса.
1910.253(с)(2)(iii)
За исключением случаев, предусмотренных в параграфе (c)(2)(iv) данного раздела, кислородные баллоны, подсоединенные к одному коллектору, должны иметь ограниченную общую вместимость по газу 6 000 кубических футов (168 м 3 ). В одном помещении может быть расположено более одного такого коллектора с подсоединенными баллонами при условии, что коллекторы находятся на расстоянии не менее 50 футов (15 м) друг от друга или разделены негорючим барьером высотой не менее 5 футов (1,5 м) с классом огнестойкости не менее получаса.
1910. 253(с)(2)(iv)
253(с)(2)(iv)
Кислородный коллектор, к которому подключаются баллоны с общей емкостью более 6 000 кубических футов (168 м 3 ) кислорода подключены, должны располагаться на открытом воздухе или в отдельном негорючем здании. Такой коллектор, если он расположен внутри здания, предназначенного для других лиц, должен располагаться в отдельном помещении из негорючего материала с классом огнестойкости не менее получаса или в зоне без горючих материалов в пределах 20 футов (6,1 м). ) многообразия.
1910.253(с)(2)(в)
Кислородный коллектор или система подачи кислорода вместимостью более 13 000 кубических футов (364 м 3 ) кислорода (измеренное при 14,7 фунтов на квадратный дюйм (101 кПа) и 70 °F (21,1 °C)), подсоединенных в эксплуатации или готовых к эксплуатации, или более 25 000 кубических футов (700 м 3 ) кислорода ( измеренное при 14,7 фунта на кв. дюйм (101 кПа) и 70 °F (21,1 °C)), включая несвязанные резервы, имеющиеся на объекте, должны соответствовать положениям Стандарта для кислородных систем на объектах потребителей, NFPA № 566-1965. .
дюйм (101 кПа) и 70 °F (21,1 °C)), включая несвязанные резервы, имеющиеся на объекте, должны соответствовать положениям Стандарта для кислородных систем на объектах потребителей, NFPA № 566-1965. .
1910.253(с)(2)(vi)
Кислородные коллекторы высокого давления должны быть снабжены одобренными устройствами регулирования давления.
1910.253(с)(3)
Кислородные коллекторы низкого давления (для использования с баллонами с рабочим давлением Департамента транспорта, не превышающим 200 фунтов на кв. дюйм (1,36 МПа)).
1910.253(с)(3)(и)
Коллекторы должны иметь прочную конструкцию, пригодную для использования с кислородом под давлением 250 фунтов на кв. дюйм (1,7 МПа). Они должны иметь минимальное разрывное давление 1000 фунтов на кв. дюйм (6,8 МПа) и должны быть защищены предохранительным устройством, которое срабатывает при максимальном давлении 500 фунтов на кв. дюйм (3,4 МПа). Цилиндры DOT-4L200 имеют предохранительные устройства, которые сбрасывают давление при максимальном давлении 250 фунтов на кв. дюйм (1,7 МПа) (или 235 фунтов на кв. дюйм (1,6 МПа), если используется вакуумная изоляция).
дюйм (6,8 МПа) и должны быть защищены предохранительным устройством, которое срабатывает при максимальном давлении 500 фунтов на кв. дюйм (3,4 МПа). Цилиндры DOT-4L200 имеют предохранительные устройства, которые сбрасывают давление при максимальном давлении 250 фунтов на кв. дюйм (1,7 МПа) (или 235 фунтов на кв. дюйм (1,6 МПа), если используется вакуумная изоляция).
1910.253(с)(3)(ii)
Шланги и шланговые соединения, находящиеся под давлением в баллоне, должны соответствовать параграфу (e)(5) настоящего раздела. Шланг должен иметь минимальное разрывное давление 1000 фунтов на кв. дюйм (6,8 МПа).
1910.253(с)(3)(iii)
Собранный коллектор, включая выводы, должен быть испытан и подтвержден на газонепроницаемость при давлении 300 фунтов на кв. дюйм (2,04 МПа). Жидкость, используемая для испытания кислородных коллекторов, должна быть безмасляной и негорючей.
1910.253(с)(3)(iv)
Расположение коллекторов должно соответствовать пунктам (c)(2)(ii), (c)(2)(iii), (c)(2)(iv) и (c)(2)(v) этого раздела.
1910.253(с)(3)(в)
На каждом коллекторе должен быть хорошо виден следующий знак:
Коллектор низкого давления
Не подсоединять баллоны высокого давления
Максимальное давление — 250 фунтов на кв. дюйм (1,7 МПа)
1910.253(с)(4)
Переносные розетки.
1910.253(с)(4)(и)
Переносные выпускные коллекторы не должны использоваться внутри помещений, за исключением временных работ, когда условия исключают прямую подачу от выпусков, расположенных в системе служебных трубопроводов.
1910.253(с)(4)(ii)
Каждый выход на служебном трубопроводе, из которого отбирается кислород или топливный газ для снабжения переносного выпускного коллектора, должен быть оборудован легкодоступным запорным клапаном.
1910.253(с)(4)(iii)
Шланги и шланговые соединения, используемые для соединения переносного выпускного коллектора с служебным трубопроводом, должны соответствовать параграфу (e)(5) настоящего раздела.
1910.253(с)(4)(iv)
Главные запорные клапаны как для кислорода, так и для топливного газа должны быть установлены на входном конце переносного выпускного коллектора.
1910.253(с)(4)(в)
Переносные выпускные коллекторы для работы с топливным газом должны быть снабжены утвержденным гидравлическим обратным клапаном, установленным на входе и предшествующим выходным отверстиям, за исключением утвержденного редукционного регулятора давления, утвержденного обратного клапана или одобренного на каждом выходе установлен гидравлический обратный клапан. Выходные отверстия, предусмотренные на коллекторах для работы с кислородом, могут быть приспособлены для использования с редукционными регуляторами или для прямого подсоединения шланга.
Выходные отверстия, предусмотренные на коллекторах для работы с кислородом, могут быть приспособлены для использования с редукционными регуляторами или для прямого подсоединения шланга.
1910.253(с)(4)(vi)
Каждое выходное отверстие на переносных выпускных коллекторах должно быть снабжено узлом клапана, включающим съемный выпускной уплотнительный колпачок, прикрепленный цепочкой или иным образом к корпусу клапана.
1910.253(с)(4)(vii)
Материалы и процедуры изготовления переносных выпускных коллекторов должны соответствовать параграфам (d)(1), (d)(2) и (d)(5) настоящего раздела.
1910.253(с)(4)(viii)
Переносные выпускные коллекторы должны быть снабжены рамами, которые будут надежно поддерживать оборудование в правильном рабочем положении и защищать его от повреждений во время погрузочно-разгрузочных работ и эксплуатации.
1910.253(с)(5)
Операционные процедуры коллектора .
1910.253(с)(5)(и)
Коллекторы баллонов должны устанавливаться под наблюдением лица, знакомого с надлежащей практикой в отношении их конструкции и использования.
1910.253(с)(5)(ii)
Все коллекторы и детали, используемые в методах коллекторов, должны использоваться только для газа или газов, для которых они одобрены.
1910.253(с)(5)(iii)
При соединении баллонов с ацетиленом утвержденные пламегасители должны быть установлены между каждым баллоном и соединительным блоком. Только для использования на открытом воздухе и когда количество соединенных цилиндров не превышает трех, допускается установка одного пламегасителя между соединительным блоком и регулятором.
1910.253(с)(5)(iv)
Совокупная вместимость баллонов с топливным газом, подключенных к переносному коллектору внутри здания, не должна превышать 3 000 кубических футов (84 м 3 ) газа.
1910.253(с)(5)(в)
Баллоны с ацетиленом и сжиженным топливным газом должны располагаться вертикально.
1910.253(с)(5)(vi)
Давление в газовых баллонах, подсоединенных к общему коллектору и одновременно выпускаемых через него, должно быть примерно одинаковым.
1910.253(д)
Системы сервисных трубопроводов —
1910.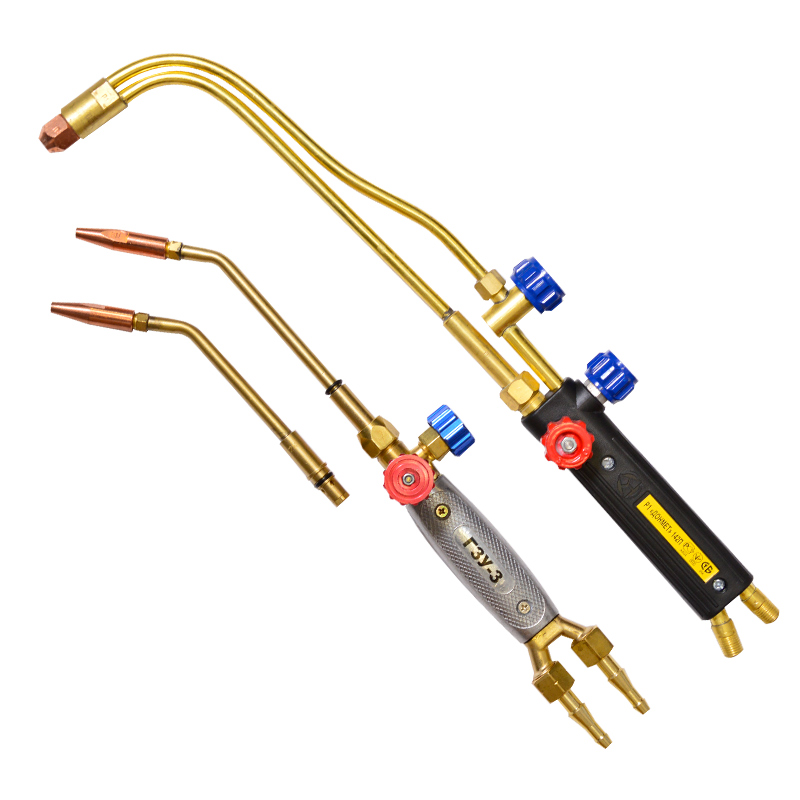 253(д)(1)
253(д)(1)
Материалы и конструкция .
1910.253(г)(1)(и)
—
1910.253(г)(1)(и)(А)
Трубопроводы и фитинги должны соответствовать разделу 2 «Промышленные газо- и воздухопроводные системы» Американского национального стандарта для трубопроводов под давлением ANSI B31.1, 1967 г., который включен посредством ссылки, как указано в §1910.6, если он не противоречит пунктам (d)(1)(i)(A)(1) и (d)(1)(i)(A)(2) данного раздела:
1910.253(г)(1)(и)(А)(1)
Труба должна быть не ниже сортамента 40, а фитинги должны иметь вес не менее стандартного для размеров до номинального размера 6 дюймов включительно.
1910. 253(г)(1)(я)(А)(2)
253(г)(1)(я)(А)(2)
Медные трубы должны быть типа K или L в соответствии со Стандартными техническими условиями на бесшовные медные водопроводные трубы, ASTM B88-66a, которые включены посредством ссылки, как указано в §1910.6.
1910.253(г)(1)(и)(В)
Трубопровод должен быть стальным, кованым, латунным или медным или бесшовным из меди, латуни или нержавеющей стали, за исключением случаев, предусмотренных в пунктах (d)(1)(ii) и (d)(1)(iii) эта секция.
1910.253(г)(1)(ii)(А)
Кислородные трубопроводы и фитинги при давлении свыше 700 фунтов на кв. дюйм (4,8 МПа) должны быть изготовлены из нержавеющей стали или медных сплавов.
1910.253(г)(1)(ii)(В)
Соединения шлангов и шланги, соответствующие параграфу (e)(5) настоящего раздела, могут использоваться для соединения выхода регулятора давления коллектора с трубопроводом при условии, что рабочее давление трубопровода составляет 250 фунтов на кв. дюйм (1,7 МПа) или менее и длина шланга не превышает 5 футов (1,5 м). Шланг должен иметь минимальное разрывное давление 1000 фунтов на кв. дюйм (6,8 МПа).
дюйм (1,7 МПа) или менее и длина шланга не превышает 5 футов (1,5 м). Шланг должен иметь минимальное разрывное давление 1000 фунтов на кв. дюйм (6,8 МПа).
1910.253(г)(1)(ii)(С)
Когда кислород подается в систему сервисных трубопроводов из кислородного коллектора низкого давления без промежуточного устройства регулирования давления, система трубопроводов должна иметь минимальное расчетное давление 250 фунтов на кв. дюйм (1,7 МПа). Устройство регулирования давления должно использоваться на выходе каждой станции, если подсоединенное оборудование предназначено для использования при давлении менее 250 фунтов на кв. дюйм (1,7 МПа).
1910.253(г)(1)(iii)(А)
Трубопроводы для ацетилена или ацетиленовых соединений должны быть стальными или коваными.
1910. 253(г)(1)(iii)(В)
253(г)(1)(iii)(В)
Нелегированная медь не должна использоваться для ацетилена или ацетиленовых соединений, за исключением перечисленных видов оборудования.
1910.253(д)(2)
Трубные соединения .
1910.253(г)(2)(и)
Соединения стальных или кованых труб должны быть сварными, резьбовыми или фланцевыми. Фитинги, такие как колена, тройники, муфты и соединения, могут быть из катаной, кованой или литой стали, ковкого чугуна или чугуна с шаровидным графитом. Фитинги из серого или белого чугуна запрещены.
1910.253(г)(2)(ii)
Соединения латунных или медных труб должны быть сварными, паяными, резьбовыми или фланцевыми. В случае раструбного типа они должны быть припаяны серебряным припоем или аналогичным присадочным металлом с высокой температурой плавления (не менее 800 °F (427 °C)).
1910.253(г)(2)(iii)
Соединения бесшовных труб из меди, латуни или нержавеющей стали должны быть утвержденными фитингами для газовых труб, или соединения должны быть припаяны. В случае раструбного типа они должны быть припаяны серебряным припоем или аналогичным присадочным металлом с высокой температурой плавления (не менее 800 °F (427 °C)).
1910.253(г)(3)
Установка.
1910.253(д)(3)(я)
Распределительные линии должны быть установлены и поддерживаться в безопасном рабочем состоянии.
1910.253(г)(3)(ii)
Все трубопроводы должны быть проложены как можно более прямым образом, защищены от физического повреждения, должны быть сделаны соответствующие допуски на расширение и сжатие, сотрясение и вибрацию. Труба, проложенная под землей, должна быть расположена ниже линии промерзания и защищена от коррозии. После сборки трубопровод необходимо тщательно продуть воздухом, азотом или углекислым газом для удаления посторонних материалов. Для кислородных трубопроводов следует использовать только безмасляный воздух, безмасляный азот или безмасляный диоксид углерода.
Труба, проложенная под землей, должна быть расположена ниже линии промерзания и защищена от коррозии. После сборки трубопровод необходимо тщательно продуть воздухом, азотом или углекислым газом для удаления посторонних материалов. Для кислородных трубопроводов следует использовать только безмасляный воздух, безмасляный азот или безмасляный диоксид углерода.
1910.253(г)(3)(iii)
В туннелях, траншеях или каналах должны устанавливаться только трубы, сваренные или спаянные. Запорная арматура должна располагаться вне таких трубопроводов. Кислородные трубопроводы могут располагаться в одном туннеле, траншее или канале с трубопроводами топливного газа при наличии хорошей естественной или принудительной вентиляции.
1910.253(г)(3)(iv)
Нижние точки трубопровода, по которому проходит влажный газ, должны быть слиты в капельницы, сконструированные таким образом, чтобы можно было откачивать или сливать конденсат через необходимые промежутки времени. Для этой цели должны быть установлены дренажные клапаны, выпускные отверстия которых обычно закрыты навинчивающимися крышками или пробками. Запрещается использовать какие-либо открытые торцевые клапаны или краны, за исключением случаев, когда в капельницах, расположенных вне помещений, под землей и в труднодоступных местах, в таких местах могут использоваться клапаны, если они оборудованы средствами, фиксирующими их в закрытом положении. Трубы, ведущие к поверхности земли, должны быть защищены кожухом или кожухом, где это необходимо, для предотвращения ослабления или разрыва.
Для этой цели должны быть установлены дренажные клапаны, выпускные отверстия которых обычно закрыты навинчивающимися крышками или пробками. Запрещается использовать какие-либо открытые торцевые клапаны или краны, за исключением случаев, когда в капельницах, расположенных вне помещений, под землей и в труднодоступных местах, в таких местах могут использоваться клапаны, если они оборудованы средствами, фиксирующими их в закрытом положении. Трубы, ведущие к поверхности земли, должны быть защищены кожухом или кожухом, где это необходимо, для предотвращения ослабления или разрыва.
1910.253(д)(3)(в)
Газовые краны или клапаны должны быть предусмотрены для всех зданий в местах, где они будут легко доступны, для перекрытия подачи газа в эти здания в любой чрезвычайной ситуации. Также должен быть предусмотрен запорный вентиль на линии нагнетания от генератора, газгольдера, коллектора или другого источника питания.
1910.253(г)(3)(vi)
Запорные клапаны не должны устанавливаться в линиях предохранительного сброса таким образом, чтобы предохранительное предохранительное устройство могло стать неэффективным.
1910.253(д)(3)(vii)
Фитинги и отрезки труб должны быть осмотрены изнутри перед сборкой и, при необходимости, очищены от окалины или грязи. Кислородные трубопроводы и фитинги необходимо промыть подходящим раствором, который эффективно удаляет жир и грязь, но не вступает в реакцию с кислородом. Горячие водные растворы каустической соды или тринатрийфосфата являются эффективными чистящими средствами для этой цели.
1910.253(д)(3)(viii)
После сборки трубопроводы должны быть тщательно продуты для удаления посторонних материалов.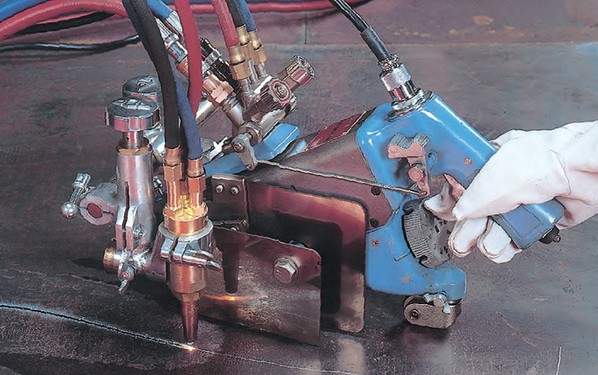 Для кислородных трубопроводов следует использовать безмасляный воздух, безмасляный азот или безмасляный диоксид углерода. Для других трубопроводов можно использовать воздух или инертный газ.
Для кислородных трубопроводов следует использовать безмасляный воздух, безмасляный азот или безмасляный диоксид углерода. Для других трубопроводов можно использовать воздух или инертный газ.
1910.253(д)(3)(икс)
При продувке легковоспламеняющихся газовых линий или других частей оборудования воздухом или газом нельзя допускать открытого освещения или других источников воспламенения вблизи незакрытых отверстий.
1910.253(д)(3)(х)
Запрещается выполнять сварку или резку ацетиленового или кислородного трубопровода, включая крепление подвесок или опор, до тех пор, пока трубопровод не будет очищен. Для продувки кислородных линий следует использовать только безмасляный воздух, безмасляный азот или безмасляный диоксид углерода.
1910. 253(д)(4)
253(д)(4)
Живопись и вывески.
1910.253(г)(4)(и)
Подземные трубы и трубки и наружные железные трубы и трубки должны быть покрыты или окрашены подходящим материалом для защиты от коррозии.
1910.253(г)(4)(ii)
Надземные трубопроводные системы должны быть маркированы в соответствии с Американской национальной стандартной схемой идентификации трубопроводных систем, ANSI A13.1−19.56, который включен посредством ссылки, как указано в §1910.6.
1910.253(г)(4)(iii)
Выходы станций должны иметь маркировку с указанием наименования газа.
1910.253(д)(5)
Тестирование.
1910.253(д)(5)(я)
Системы трубопроводов должны быть испытаны и подтверждены газонепроницаемостью при давлении, в 1,5 раза превышающем максимальное рабочее давление, и должны быть тщательно продуты воздухом перед вводом в эксплуатацию. Материал, используемый для испытания кислородных линий, должен быть безмасляным и негорючим. Пламя не должно использоваться для обнаружения утечек.
1910.253(г)(5)(ii)
При продувке газопроводов или других частей оборудования воздухом или газом источники возгорания не должны располагаться вблизи незакрытых отверстий.
1910.253 (е)
Защитное оборудование, шланги и регуляторы —
1910. 253 (е) (1)
253 (е) (1)
Общий . Оборудование должно устанавливаться и использоваться только в тех целях, для которых оно одобрено и рекомендовано изготовителем.
1910.253 (е) (2)
Устройства сброса давления . Системы служебных трубопроводов должны быть защищены устройствами сброса давления, настроенными на функционирование при давлении не выше расчетного давления систем и с выпуском вверх в безопасное место.
1910.253(д)(3)
Средства защиты трубопроводов .
1910.253(д)(3)(я)
Системы трубопроводов топливного газа и кислорода, включая переносные выпускные коллекторы, должны включать защитное оборудование, показанное на рисунках Q-1, Q-2 и Q-3. Когда только часть системы топливного газа должна использоваться с кислородом, только эта часть должна соответствовать этому параграфу (e)(3)(i).
Когда только часть системы топливного газа должна использоваться с кислородом, только эта часть должна соответствовать этому параграфу (e)(3)(i).
Условные обозначения: P F — Защитное оборудование в трубопроводах топливного газа. V F —Выпускной клапан АЗС. V O Выпускной клапан кислородной станции. S F — Устройство (устройства) предотвращения обратного потока на выходе из заправочной станции. S O — Устройство (устройства) предотвращения обратного потока на выходе кислородной станции.
1910.253(е)(3)(ii)
Утвержденное защитное оборудование (обозначенное P F на рисунках Q-1, Q-2 и Q-3) должно быть установлено в трубопроводе топливного газа для предотвращения:
1910.253(е)(3)(ii)(А)
Обратка кислорода в систему газоснабжения;
1910. 253(е)(3)(ii)(В)
253(е)(3)(ii)(В)
Проход вспышки обратно в систему подачи топливного газа; и
1910.253(е)(3)(ii)(С)
Избыточное противодавление кислорода в системе газоснабжения. Три функции защитного оборудования могут быть объединены в одном устройстве или могут выполняться отдельными устройствами.
1910.253(е)(3)(ii)(С)(1)
Защитное оборудование должно быть расположено на основной линии подачи, как показано на рисунке Q-1, или в начале каждого ответвления, как на рисунке Q-2, или в каждом месте отбора топливного газа, как показано на рисунке Q -3. Если ответвления имеют размер трубы 2 дюйма или больше или значительную длину, защитное оборудование (обозначенное как P F ) должно быть расположено, как показано в Q-2 и Q-3.
1910. 253(е)(3)(ii)(С)(2)
253(е)(3)(ii)(С)(2)
Защита от обратного потока должна быть обеспечена утвержденным устройством, которое предотвращает поступление кислорода в систему топливного газа или топлива в кислородную систему (см. S F , рисунки Q-1 и Q-2).
1910.253(е)(3)(ii)(С)(3)
Защита от обратного воспламенения должна обеспечиваться утвержденным устройством, предотвращающим попадание пламени в систему топливного газа.
1910.253(е)(3)(ii)(С)(4)
Защита от обратного давления должна быть обеспечена утвержденным устройством сброса давления, настроенным на давление, не превышающее номинальное давление обратного потока или устройство защиты от обратного обратного потока, в зависимости от того, что ниже. Устройство сброса давления должно быть расположено на стороне выхода обратного потока и устройств защиты от обратного потока. Вентиляционное отверстие устройства для сброса давления должно быть не меньше входного отверстия устройства для сброса давления и должно быть установлено без углублений, в которых может собираться влага. Если низкие точки неизбежны, в нижних точках должны быть установлены капельницы с дренажными отверстиями, закрытыми резьбовыми пробками или крышками. Вентиляционное окончание не должно подвергать опасности персонал или имущество из-за выброса газа; располагаться вдали от источников воспламенения; и должен заканчиваться капюшоном или изгибом.
1910.253(е)(3)(iii)
Если в защитное оборудование трубопровода входит жидкость, уровень жидкости должен поддерживаться, и для предотвращения замерзания можно использовать подходящий антифриз.
1910.253(е)(3)(iv)
Топливный газ для использования в оборудовании, не требующем кислорода, должен отводиться перед защитными устройствами трубопроводов.
1910.253(д)(4)
Средства защиты выхода станции .
1910.253(д)(4)(я)
Обратный клапан, регулятор давления, гидравлическое уплотнение или комбинация этих устройств должны быть предусмотрены на выходе каждой станции, в том числе на переносных коллекторах, для предотвращения обратного потока, как показано на рисунках Q-1, Q-2 и Q- 3 и обозначены как S F и S O .
1910.253(д)(4)(ii)
Если утвержденное защитное оборудование трубопровода (обозначенное P F ) расположено на выходе из станции, как показано на рис. Q-3, дополнительный обратный клапан, регулятор давления или гидравлическое уплотнение не требуется.
1910. 253(е)(4)(iii)
Запорный клапан (обозначенный V F и V O ) должен быть установлен на выходе каждой станции и должен располагаться перед другим выпускным оборудованием станции.
1910.253(е)(4)(iv)
Если выход станции оборудован съемным регулятором, выход должен заканчиваться штуцерным соединением, которое соответствует Стандартам соединения регуляторов, 1958 г., Ассоциации сжатых газов, которые включены посредством ссылки, как указано в §1910.6.
1910.253(д)(4)(в)
Если выходное отверстие станции соединяется непосредственно со шлангом, выходное отверстие должно заканчиваться муфтовым соединением, соответствующим Спецификациям стандартных шланговых соединений, 1957, Compressed Gas Association, которая включена посредством ссылки, как указано в §1910. 6.
1910.253(е)(4)(vi)
Выходы станций могут заканчиваться резьбой трубы, к которой должны быть выполнены постоянные соединения, например, к машине.
1910.253(е)(4)(vii)
Выпускные патрубки станции должны быть оборудованы съемной заглушкой выпускного отверстия, закрепленной на месте. Эта крышка должна использоваться для герметизации выпускного отверстия, за исключением случаев, когда присоединен шланг, регулятор или трубопровод.
1910.253(е)(4)(viii)
Если выходы станции оборудованы утвержденными устройствами защиты от обратного и обратного потока, то от одного выхода станции по жесткому трубопроводу может подаваться до четырех горелок при условии, что каждый выход из такого трубопровода оборудован запорной арматурой и обеспечена пропускная способность по топливному газу производительность любой горелки не превышает 15 кубических футов (0,42 м 3 ) в час. Этот параграф (e)(4)(viii) не применяется к машинам.
1910.253(д)(5)
Шланги и шланговые соединения .
1910.253(е)(5)(я)
Шланг для работы с кислородно-топливным газом должен соответствовать Спецификации на резиновый сварочный шланг, 1958 г., Ассоциации производителей сжатого газа и Ассоциации производителей резины, которая включена посредством ссылки, как указано в §1910.6.
1910.253(д)(5)(ii)
Когда параллельные длины кислородного и ацетиленового шлангов склеены вместе для удобства и предотвращения запутывания, не более 4 дюймов (10,2 см) из 12 дюймов (30,5 см) должны быть закрыты лентой.
1910. 253(е)(5)(iii)
Шланговые соединения должны соответствовать Стандартным спецификациям на шланговые соединения, 1957 г., Ассоциация сжатых газов.
1910.253(д)(5)(iv)
Соединения шлангов должны быть зажаты или иным образом надежно закреплены таким образом, чтобы выдерживать без утечек двойное давление, которому они обычно подвергаются при эксплуатации, но ни в коем случае не менее 300 фунтов на квадратный дюйм (2,04 МПа). Для испытания следует использовать безмасляный воздух или безмасляный инертный газ.
1910.253(д)(5)(в)
Шланг с протечками, прожогами, изношенными местами или другими дефектами, делающими его непригодным для эксплуатации, подлежит ремонту или замене.
1910.253(д)(6)
Регуляторы давления.
1910.253(д)(6)(я)
Регуляторы давления должны использоваться только для газа и давления, для которых они предназначены. Входные соединения регулятора должны соответствовать Стандартам соединений регулятора, 1958 г., Ассоциация сжатых газов.
1910.253(д)(6)(ii)
Когда регуляторы или части регуляторов, включая датчики, нуждаются в ремонте, работа должна выполняться квалифицированными механиками, прошедшими надлежащий инструктаж.
1910.253(е)(6)(iii)
Манометры кислородных регуляторов должны иметь маркировку «НЕ ИСПОЛЬЗОВАТЬ МАСЛО».
1910.253(е)(6)(iv)
Накидные гайки и соединения на регуляторах должны быть проверены перед использованием для выявления неисправных посадок, которые могут вызвать утечку газа, когда регуляторы прикреплены к клапанам баллона.
1910.253(ф)
Генераторы ацетилена —
1910.253(ф)(1)
Одобрение и маркировка.
1910.253(ф)(1)(и)
Генераторы должны быть утвержденной конструкции и иметь четкую маркировку максимального расхода ацетилена в кубических футах в час, на который они рассчитаны; вес и размер твердого сплава, необходимый для одной загрузки; наименование и адрес производителя; и название или номер типа генератора.
1910.253(е)(1)(ii)
Карбид должен иметь размер, указанный на паспортной табличке генератора.
1910. 253 (ф) (2)
Ограничения по номиналу и давлению.
1910.253(ф)(2)(и)
Общая почасовая производительность генератора не должна превышать норму, для которой он одобрен и отмечен. Если специально не одобрено более высокое значение, генераторы с подачей карбида должны иметь мощность 1 куб. фут (0,028 м 9 ).0855 3 ) в час на фунт карбида, необходимый для одной полной загрузки.
1910.253(е)(2)(ii)
Предохранительные клапаны должны регулярно приводиться в действие для обеспечения надлежащего функционирования. Предохранительные клапаны генераторных камер должны открываться при давлении не выше 15 фунтов на кв. дюйм (манометрическое давление 103 кПа). Предохранительные клапаны для гидравлических обратных клапанов должны открываться при давлении, не превышающем манометрическое давление 20 фунтов на кв. дюйм (манометрическое давление 137 кПа).
1910.253(е)(2)(iii)
Неавтоматические генераторы не должны использоваться для производства ацетилена при давлении, превышающем 1 фунт/кв. дюйм изб. (манометрическое давление 7 кПа), и все переливы воды должны быть видны.
1910.253 (ф) (3)
Местоположение . Пространство вокруг генератора должно быть достаточным для свободной, беспрепятственной работы и обслуживания, а также должно обеспечивать возможность быстрой регулировки и зарядки.
1910.253(ф)(4)
Генераторы ацетиленовые стационарные (автоматические и неавтоматические).
1910.253(е)(4)(я)(А)
Фундамент должен быть устроен таким образом, чтобы генератор располагался горизонтально и чтобы генератор или его соединения не подвергались чрезмерной нагрузке. Ацетиленовые генераторы должны быть заземлены.
1910.253(е)(4)(и)(В)
Генераторы должны быть размещены там, где вода не замерзнет. Использование поваренной соли (хлорида натрия) или других агрессивных химикатов для защиты от замерзания не допускается. (Для систем отопления см. параграф (f)(6)(iii) данного раздела.)
1910.253(е)(4)(я)(С)
За исключением случаев, когда генераторы подготовлены в соответствии с параграфом (f)(7)(v) настоящего раздела, запрещается использование источников воспламенения снаружи генераторных или внутри машинных помещений.
1910.253(е)(4)(я)(Д)
Вода не должна подаваться к генератору через постоянное соединение, за исключением случаев, когда генератор снабжен соответствующим открытым переливом или автоматическим перекрытием воды, которые эффективно предотвращают переполнение генератора. Если используется прерывистое соединение, линия подачи должна заканчиваться в точке не менее чем на 2 дюйма (5 см) выше регулярно предусмотренного отверстия для заполнения, чтобы можно было наблюдать за водой, поступающей в генератор.
1910.253(е)(4)(я)(Е)
Если не указано иное, генераторы не должны быть оборудованы непрерывными сливными патрубками, ведущими в канализацию, а должны сбрасываться через открытый патрубок в надлежащим образом вентилируемую наружную емкость или яму для остатков, которые могут иметь такие патрубки. Открытое соединение для отвода шлама желательно, чтобы оператор генератора мог наблюдать утечку генерирующей воды из сливного клапана или шламового крана.
1910.253(е)(4)(ii)(А)
Каждый генератор должен быть снабжен вентиляционной трубой.
1910. 253(е)(4)(ii)(В)
Сливная или разгрузочная труба должна быть установлена жестко, без ловушек и таким образом, чтобы любой конденсат мог стекать обратно в генератор.
1910.253(е)(4)(ii)(С)
Сбросная или разгрузочная труба должна быть проведена в натуральную величину до подходящей точки за пределами здания. Он должен заканчиваться навесом или изгибом, расположенным на высоте не менее 12 футов (3,7 м) над землей, предпочтительно над крышей, и как можно дальше от окон или других отверстий в зданиях и как можно дальше от источников воспламенения, таких как в качестве дымоходов или дымоходов и путей, используемых локомотивами. Разгрузочные трубы генераторной камеры не должны быть соединены между собой, а должны быть отдельно выведены на наружный воздух. Капот или изгиб должны быть сконструированы таким образом, чтобы дождь, снег, лед, насекомые или птицы не мешали им. Выходное отверстие должно быть не менее 3 футов (0,9м) из сгораемой конструкции.
1910.253(е)(4)(iii)
—
1910.253(е)(4)(iii)(А)
Газгольдеры должны быть сконструированы по принципу газометра с соответствующим направлением раструба. Газовый колпак должен двигаться свободно, без тенденции к заеданию, и должен иметь зазор не менее 2 дюймов (5 см) от корпуса.
1910.253(е)(4)(iii)(В)
Газгольдер может располагаться в генераторной, в отдельном помещении или на открытом воздухе. Чтобы предотвратить разрушение газового колпака или просачивание воздуха из-за вакуума, создаваемого компрессором или бустерным насосом, или охлаждением газа, отсечка компрессора или бустера должна быть предусмотрена в точке, расположенной на высоте 12 дюймов (0,3 м) или более. место посадки колокола. Когда газгольдер находится в помещении, помещение должно вентилироваться в соответствии с пунктом (f)(6)(ii) настоящего раздела, а также обогреваться и освещаться в соответствии с пунктами (f)(6)(iii) и (f). (6)(iv) настоящего раздела.
1910.253(е)(4)(iii)(С)
При размещении газгольдера не в отапливаемом помещении уплотнители газгольдера должны быть защищены от замерзания.
1910.253(е)(4)(iii)(D)
Должны быть предусмотрены средства для остановки механизма питания генератора до того, как газгольдер достигнет верхнего предела своего хода.
1910,253(е)(4)(iii)(Е)
Когда газгольдер подключен только к одному генератору, емкость газгольдера должна быть не менее одной трети часовой мощности генератора.
1910.253(ф)(4)(iii)(ф)
Если ацетилен используется из газгольдера без повышения давления в одних точках, но с повышением давления компрессором или бустерным насосом в других точках, на каждой линии подачи должны быть установлены утвержденные защитные устройства трубопроводов. Защитное устройство низкого давления должно быть расположено между газгольдером и цеховым трубопроводом, а защитное устройство среднего давления должно быть расположено между компрессором или бустерным насосом и цеховым трубопроводом (см. рис. Q-4). Утвержденное защитное оборудование (обозначенное P F ) используется для предотвращения: обратного потока кислорода в систему подачи топливного газа; прохождение воспламенения в систему газоснабжения; избыточное противодавление кислорода в системе газоснабжения. Три функции защитного оборудования могут быть объединены в одном устройстве или могут выполняться отдельными устройствами.
1910.253(е)(4)(iv)(А)
Компрессор или система повышения давления должны быть утвержденного типа.
1910.253(е)(4)(iv)(В)
Электропроводка и электрооборудование в компрессорных или дожимных насосных отделениях или корпусах должны соответствовать положениям подраздела S настоящей части для помещений Класса I, Раздела 2.
1910.253(е)(4)(iv)(С)
Компрессоры и бустерные насосы должны располагаться в хорошо проветриваемых помещениях вдали от открытого огня, электрических или механических искр или других источников воспламенения.
1910.253(е)(4)(iv)(D)
Компрессорные или бустерные насосы должны быть снабжены предохранительными клапанами, которые будут сбрасывать давление, превышающее 15 фунтов на кв. дюйм (манометрическое давление 103 кПа), в безопасное место вне помещения, как это предусмотрено в пункте (f)(4)(ii) настоящего раздела, или возврат газа на сторону впуска или к источнику подачи газа.
1910.253(е)(4)(iv)(Е)
Выпускные патрубки компрессора или бустерного насоса должны быть снабжены утвержденным защитным оборудованием. (См. параграф (e) этого раздела.)
1910.253 (ф) (5)
Переносные ацетиленовые генераторы .
1910.253(е)(5)(я)(А)
Все переносные генераторы должны быть одобрены для переносного использования.
1910.253(е)(5)(и)(В)
Переносные генераторы не должны использоваться на расстоянии менее 10 футов (3 м) от горючих материалов, кроме пола.
1910.253(е)(5)(я)(С)
Переносные генераторы не должны использоваться в помещениях, общий объем которых в 35 раз превышает общую газогенерирующую мощность на зарядку всех генераторов в помещении. Генераторы не должны использоваться в помещениях с высотой потолков менее 10 футов (3 м). (Чтобы получить производительность по выработке газа в кубических футах на загрузку, умножьте количество фунтов карбида на загрузку на 4,5.)
1910.253(е)(5)(я)(Д)
Переносные генераторы должны быть защищены от замерзания. Использование соли или других агрессивных химикатов для предотвращения замерзания запрещено.
1910.253(е)(5)(ii)(А)
Переносные генераторы должны очищаться и перезаряжаться, а воздушная смесь выдуваться за пределы зданий.
1910.253(е)(5)(ii)(В)
Переносные генераторы, загруженные карбидом, нельзя перемещать с помощью крана или вышки.
1910.253(е)(5)(ii)(С)
Неиспользуемые переносные генераторы не должны храниться в помещениях, в которых используется открытый огонь, за исключением случаев, когда генераторы не содержат карбида и не были тщательно очищены от ацетилена. Складские помещения должны хорошо проветриваться.
1910.253(е)(5)(ii)(D)
При перевозке и эксплуатации переносных ацетиленовых генераторов на транспортных средствах они должны быть надежно закреплены на транспортных средствах. При транспортировке на грузовике двигатель должен быть выключен во время зарядки, очистки и периодов генерации.
1910.253(е)(5)(ii)(Е)
Переносные генераторы должны располагаться на безопасном расстоянии от места сварки, чтобы они не подвергались воздействию искр, шлака, неправильного направления пламени горелки или перегрева от горячих материалов или процессов.
1910.253 (ф) (6)
Наружные генераторные и внутренние генераторные для стационарных ацетиленовых генераторов.
1910.253(е)(6)(я)(А)
Ни одно отверстие в любой внешней генераторной не должно располагаться в пределах 5 футов (1,5 м) от любого отверстия в другом здании.
1910.253(е)(6)(я)(Б)
Стены, полы и крыши внешних генераторных должны быть из негорючей конструкции.
1910.253(е)(6)(я)(С)
Если часть помещения генератора предполагается использовать для хранения или распределения кислородных баллонов, занимаемое таким образом пространство должно быть отделено от отсека для хранения генератора или карбида перегородками, непрерывными от пола до крыши или потолка, из тип конструкции, указанный в параграфе (f)(6)(i)(H) настоящего раздела. Такие разделительные стены должны быть без отверстий и должны быть соединены с полом, другими стенами и потолком или крышей таким образом, чтобы обеспечить постоянное газонепроницаемое соединение.
1910.253(е)(6)(я)(Д)
Выходные двери должны быть расположены таким образом, чтобы в случае чрезвычайной ситуации они были легко доступны.
1910.253(е)(6)(я)(Е)
Взрывозащитная вентиляция снаружи генераторных помещений и внутри машинных помещений должна быть предусмотрена во внешних стенах или крышах. Площадь вентиляции должна составлять не менее 1 кв. фута (0,09 м 2 ) на 50 куб. футов (1,4 м 9 ).0855 3 ) объема помещения и может состоять из любого одного или любой комбинации следующих элементов: стены из легкого негорючего материала, предпочтительно из стекла одинарной толщины, одинарной прочности; легко застегивающиеся крышки люков; легко запираемые распашные двери в наружных стенах, открывающиеся наружу; слегка закрепленные стены или крыша, предназначенные для сброса давления при максимальном давлении 25 фунтов на квадратный фут (0,001 МПа).
1910.253(ф)(6)(и)(ф)
Установка ацетиленовых генераторов внутри зданий должна быть ограничена зданиями, высота которых не превышает одного этажа; при условии, однако , что это не будет истолковано как запрещение такой установки на крыше или верхнем этаже здания, превышающего такую высоту.
1910. 253(е)(6)(я)(Г)
Генераторы, установленные внутри зданий, должны быть вынесены в отдельное помещение.
1910,253(е)(6)(и)(Н)
Стены, перегородки, полы и потолки внутри машинных помещений должны быть из негорючей конструкции с пределом огнестойкости не менее 1 часа. Стены или перегородки должны быть сплошными от пола до потолка и должны быть надежно закреплены. По крайней мере, одна стена помещения должна быть наружной стеной.
1910.253(е)(6)(я)(я)
Проемы, ведущие из машинного зала в другие части здания, должны быть защищены самозакрывающейся противопожарной дверью распашного типа для открытия класса В и сроком службы не менее 1 часа. Окна в перегородках должны быть из армированного стекла и утвержденных металлических рам с несъемной створкой. Установка должна осуществляться в соответствии со Стандартом по установке противопожарных дверей и окон, NFPA 80-19. 70, который включен посредством ссылки, как указано в §1910.6.
1910.253(е)(6)(ii)
Внутренние генераторные или снаружи генераторные должны хорошо вентилироваться вентиляционными отверстиями, расположенными на уровне пола и потолка.
1910.253(е)(6)(iii)
Отопление должно осуществляться паром, горячей водой, закрытыми электрическими нагревательными элементами или другими косвенными средствами. Запрещается нагрев пламенем или огнем снаружи генераторных помещений или внутри генераторных помещений, а также в любом ограждении, сообщающемся с ними.
1910.253(е)(6)(iv)(А)
Генераторы или помещения должны иметь естественное освещение в светлое время суток. Там, где необходимо искусственное освещение, оно должно быть ограничено электрическими лампами, установленными в фиксированном положении. Если только эти лампы специально не одобрены для использования в атмосфере, содержащей ацетилен, такие лампы должны быть снабжены кожухами из стекла или другого негорючего материала, спроектированными и изготовленными таким образом, чтобы пары газа не попадали в лампу или патрон и чтобы они не ломались. Должен использоваться жесткий трубопровод с резьбовыми соединениями.
1910.253(е)(6)(iv)(Б)
Лампы, установленные снаружи армированных стеклянных панелей, установленных в газонепроницаемых рамах на наружных стенах или крыше генераторной или помещения, являются приемлемыми.
1910.253(ф)(6)(в)
Электрические выключатели, телефоны и все другое электрическое оборудование, которое может вызвать искрение, если только оно специально не одобрено для использования в помещениях с ацетиленовыми генераторами, должны располагаться вне машинного отделения или в комнате или пространстве, отделенном от генераторного газо- герметичная перегородка, за исключением случаев, когда система генератора сконструирована таким образом, что ни одно отверстие для заполнения карбидом или другая часть генератора не открыты в помещение или помещение генератора во время работы генератора, и чтобы остаток отводился по закрытым трубопроводам от остатка выпускной клапан в точку за пределами машинного зала или помещения, электрическое оборудование в генераторном помещении или помещении должно соответствовать положениям подраздела S настоящей части для помещений Класса I, Раздела 2.
1910.253 (ф) (7)
Техническое обслуживание и эксплуатация .
1910.253(ф)(7)(и)
Неуполномоченные лица не должны находиться снаружи генераторных или внутри генераторных помещений.
1910.253(е)(7)(я)(А)
Инструкции по эксплуатации должны быть вывешены на видном месте рядом с генератором или храниться в подходящем месте, доступном для быстрого доступа.
1910.253(е)(7)(я)(Б)
При перезарядке генераторов необходимо соблюдать порядок операций, указанный в инструкциях изготовителя.
1910.253(е)(7)(я)(С)
В случае генераторов периодического действия, при исчерпании заряда карбида и перед добавлением дополнительного карбида генераторную камеру следует всегда промывать водой, возобновляя подачу воды в соответствии с инструкцией, предоставленной изготовителем .
1910.253(е)(7)(я)(Д)
Смесь водно-карбидных остатков, слитая из генератора, не должна сбрасываться в канализационные трубы или храниться вблизи открытого огня. Чистая вода из ям-отстойников может сбрасываться в канализационные трубы.
1910.253(е)(7)(ii)
Количество карбида, добавляемого при каждой перезарядке генератора, должно быть достаточным для заполнения пространства, предназначенного для карбида, без утрамбовки заряда. При распределении заряда запрещается использовать инструменты из стали или других черных металлов.
1910.253(е)(7)(iii)
Водяные камеры генератора должны быть постоянно заполнены до надлежащего уровня, за исключением случаев слива во время операции перезарядки.
1910.253(ф)(7)(iv)
Всякий раз, когда необходимо произвести ремонт или зарядить генератор или удалить карбид, водяная камера должна быть заполнена до надлежащего уровня.
1910.253(е)(7)(в)
Перед выполнением ремонтных работ, связанных со сваркой, пайкой или другими огневыми работами или другими операциями, создающими источник воспламенения, необходимо полностью снять карбидный заряд и механизм подачи. Весь ацетилен должен быть удален путем полного залива корпуса генератора водой, а генератор должен быть отсоединен от системы трубопроводов. Генератор должен быть заполнен водой, если это возможно, или должен быть расположен так, чтобы вмещать как можно больше воды.
1910.253(е)(7)(vi)
Горячий ремонт не должен производиться в помещении, где есть другие генераторы, если все генераторы и трубопроводы не очищены от ацетилена.
1910.253(г)
Склад карбида кальция —
1910.253(г)(1)
Упаковка.
1910.253(г)(1)(я)
Карбид кальция должен содержаться в металлических упаковках достаточной прочности, чтобы предотвратить разрыв. Упаковки должны быть снабжены завинчивающейся крышкой или эквивалентной крышкой. Эти упаковки должны быть изготовлены водонепроницаемыми и воздухонепроницаемыми. Припой не должен использоваться таким образом, чтобы упаковка не выдержала воздействия огня.
1910.253(г)(1)(ii)
Упаковки, содержащие карбид кальция, должны иметь хорошо заметную маркировку «Карбид кальция — опасно, если не хранить в сухом состоянии» или аналогичное предупреждение.
1910.253(г)(1)(iii)
Внимание! Металлические инструменты, даже так называемые искробезопасные, могут вызвать возгорание ацетиленово-воздушной смеси при открывании карбидных контейнеров.
1910.253(г)(1)(iv)
Спринклерные системы не должны устанавливаться в помещениях для хранения карбида.
1910.253(г)(2)
Хранение в помещении .
1910.253(г)(2)(я)
Карбид кальция в количествах, не превышающих 600 фунтов (272,2 кг), можно хранить в сухих, водонепроницаемых и хорошо проветриваемых помещениях.
1910. 253(г)(2)(я)(А)
Карбид кальция, не превышающий 600 фунтов (272,2 кг), может храниться в помещении в том же помещении, что и баллоны с топливным газом.
1910.253(г)(2)(я)(Б)
Упаковки карбида кальция, за исключением одной упаковки каждого размера, должны быть запечатаны. Пломбы не должны нарушаться, если в помещении имеется карбид весом более 1 фунта (0,5 кг) в любой другой незапечатанной упаковке карбида того же размера.
1910,253(г)(2)(ii)
Карбид кальция массой более 600 фунтов (272,2 кг), но не более 5000 фунтов (2268 кг) должен храниться:
1910.253(г)(2)(ii)(А)
В соответствии с пунктом (g)(2)(iii) настоящего раздела.
1910. 253(г)(2)(ii)(В)
В машинном отделении или снаружи машинного зала; или
1910.253(г)(2)(ii)(С)
В отдельном помещении в одноэтажном здании, в котором могут быть другие помещения, но без погреба или подвала под секцией хранения карбида. Такие помещения должны быть построены в соответствии с пунктами (f)(6)(i)(H) и (f)(6)(i)(I) настоящего раздела и вентилироваться в соответствии с пунктом (f)(6)( ii) настоящего раздела. Эти помещения не должны использоваться ни для каких других целей.
1910,253(г)(2)(iii)
Карбид кальция в количестве, превышающем 5 000 фунтов (2 268 кг), должен храниться в одноэтажных зданиях без подвала или подвала и не использоваться ни для каких других целей или вне генераторных установок. Если складское здание несгораемой конструкции, оно может примыкать к другим одноэтажным зданиям, если они отделены от них непроницаемыми брандмауэрами; если он отделен менее чем на 10 футов (3 м) от такого здания или строений, не должно быть отверстий ни на одной из взаимовыходящих сторон таких зданий в пределах 10 футов (3 м). Если складское здание имеет горючую конструкцию, оно должно находиться на расстоянии не менее 20 футов (6,1 м) от любого другого одно- или двухэтажного здания и не менее 30 футов (9.1 м) от любого другого здания выше двух этажей.
1910.253(г)(3)
Хранение на открытом воздухе .
1910.253(г)(3)(я)
Карбид кальция в невскрытой металлической таре может храниться на открытом воздухе.
1910.253(г)(3)(ii)
Контейнеры из карбида, предназначенные для хранения на открытом воздухе, должны быть осмотрены, чтобы убедиться, что они находятся в хорошем состоянии. Должны проводиться периодические повторные проверки на наличие ржавчины или других повреждений контейнера, которые могут повлиять на его водонепроницаемость или герметичность.
1910.253(г)(3)(iii)
Нижний ярус каждого ряда должен располагаться на деревянном настиле или аналогичном материале, чтобы контейнеры не соприкасались с землей или грунтовыми водами.
1910.253(г)(3)(iv)
Контейнеры из карбида, которые находились на складе дольше всех, должны быть использованы в первую очередь.
[55 FR 13696, 11 апреля 1990 г., в редакции 55 FR 32015, 6 и 19 августа.90; 55 FR 46053, 1 ноября 1990 г.; 61 FR 9241, 7 марта 1996 г.; 72 ФР 71070, 14 декабря 2007 г.]
Выбор газа для кислородной резки
Топливные газы уже давно используются для резки и нагрева металла, но что на самом деле знают производители металла об этой очень распространенной части производственного процесса? Достаточно ли мы информированы, чтобы сделать лучший выбор топливного газа для кислородной резки?
Газокислородная резка — это процесс, используемый для резки стали посредством химической реакции кислорода с основным металлом при повышенной температуре. Как только кислород смешивается с горючим газом, температура быстро повышается до точки, достаточной для плавления и вымывания стали. Процесс газокислородной резки представляет собой не что иное, как быстрое окисление, также известное как сжигание.
Конечно, производители всегда беспокоятся о стоимости, а стоимость топливного газа — будь то ацетилен, пропилен или пропан — обычно составляет от 20 до 25 процентов от общей стоимости резки. Но даже больше, чем стоимость, безопасность является первостепенной задачей.
OSHA Subpart Q 29 CFR 1910.253 содержит жесткие требования к газокислородной резке и сварке. Если работники не знают и не понимают эти требования, вероятны тяжелые ожоги и взрывы. Стандарт Национальной ассоциации противопожарной защиты (NFPA) 51, Системы кислородно-топливного газа для сварки, резки и Стандарт NFPA 58, Хранение и обращение со сжиженными нефтяными газами также охватывают топливные газы. OSHA 49 CFR 195 распространяется на автомобильную транспортировку баллонов со сжатым газом — правила, соблюдение которых обеспечивается Департаментом транспорта штата.
Следующее сравнение трех топливных газов применимо к их использованию при резке углеродистой стали, которая плавится при температуре около 2760 градусов по Фаренгейту. Чтобы точно сравнить газы, производители должны учитывать их свойства теплопередачи, температуру пламени, потребление кислорода, распределение, безопасное рабочее давление, транспортировка и обработка. И производители должны убедиться, что у них есть правильный размер и стиль наконечника, газовый шланг и настройка регулятора для применения.
Ацетилен
Ацетилен, впервые открытый в 1836 году профессором химии Эдмундом Дэви, использовался для резки более 100 лет. В сочетании с надлежащим количеством кислорода (1 к 1) он имеет самую высокую температуру пламени — более 5800 градусов по Фаренгейту с нейтральной температурой пламени 5580 градусов — и самую низкую температуру вторичного пламени. Задача вторичного пламени — большего внешнего колба (обычно синего цвета), окружающего внутренний столб белого пламени, — заключается в предварительном нагреве стали для плавления или резки внутренним (первичным) пламенем.
Теплоемкость ацетилена, составляющая 1470 БТЕ на кубический фут, является самой низкой из всех топливных газов, кроме природного газа. Из-за низкой температуры вторичного факела газу может потребоваться значительное время для предварительного нагрева при тяжелой резке.
Что отличает ацетилен от других горючих газов? Во-первых, газовый баллон не является открытым цилиндром. Ацетилен — нестабильный газ, чувствительный к ударам. Цилиндр, наполненный сырым ацетиленом, разорвался бы на части, если бы его не стабилизировали. Внутри баллон заполняется абсорбентом при изготовлении баллона. Как правило, этот абсорбент в новых баллонах представляет собой силикат кальция, похожий на песок.
Перед операцией заполнения ацетиленом баллон примерно на 80 процентов заполняется ацетоном, стабилизирующим агентом. Затем цилиндр подключается к системе коллектора, и газообразный ацетилен производится, когда карбид кальция подвергается воздействию воды и медленно впрыскивается в цилиндр для поглощения ацетоном. Ацетон удерживает газ в растворе — жидкости, поглощающей газ.
Ацетон чрезвычайно легко воспламеняется, поэтому ацетилен нельзя использовать в количестве, превышающем 15 фунтов. Если скорость отвода ацетилена превышает 15 фунтов, ацетон не может выделять газ достаточно быстро, поэтому процесс отсасывает ацетон в дополнение к ацетилену. Это большая проблема безопасности; ацетон медленно растворит шланг топливного газа изнутри наружу, плюс жидкий огонь будет капать из горелки. По этой причине никогда не кладите цилиндр для использования. Перед использованием он должен стоять в вертикальном положении около двух часов, чтобы содержимое стабилизировалось.
Безопасный отбор из ацетиленового баллона не более 1/7 объема баллона; некоторые эксперты уменьшили это значение до 1/10. Более высокая скорость отбора нарушит баланс ацетона в цилиндре и увеличит возможность отбора ацетона через регулятор и шланг топливного газа.
При несоблюдении этих правил ацетилен становится вторым по опасности газом в промышленности после кислорода. Он имеет тенденцию к обратному эффекту. Если пламя заземляется на основном металле, кажется, что оно погасло, но на самом деле оно снова горит внутри факела — явление, известное как ретроспективное воспламенение. Новые горелки обычно имеют встроенные пламегасители, предотвращающие обратное горение в шланг, но обратное воспламенение горит очень быстро и является очень серьезным заболеванием.
Как и все горючие газы, давление в баллоне ацетилена зависит от температуры окружающей среды. Полный цилиндр при температуре 0 градусов по Фаренгейту имеет манометрическое давление около 85 фунтов на квадратный дюйм; при 60 градусах по Фаренгейту среднее манометрическое давление составляет 225 фунтов; при 100 градусах по Фаренгейту манометрическое давление составляет 355 фунтов. Давление выше 300 фунтов. неприемлемо, поэтому баллоны не следует хранить под прямыми солнечными лучами.
Несмотря на эти опасения, ацетилен обладает рядом хороших качеств, которых нет у других топливных газов. Даже при очень экономичном потреблении кислорода (1 к 1) он обеспечивает более горячее нейтральное пламя, чем пропилен и пропан. Ацетилен — единственный горючий газ, который можно использовать для газовой сварки. Он отлично подходит для газопламенного напыления, наплавки, предварительного нагрева и мягкой пайки меди. Ацетилен лучше работает в мини- и микрогорелках, чем два других газа, и его можно использовать в горелке с воздушным аспиратором с одним шлангом. Свяжитесь с вашим поставщиком газа для получения необходимой марки шланга для топливного газа.
Пропилен
Пропилен быстро стал наиболее предпочтительным газообразным кислородом в промышленности. Встречающийся в природе как побочный продукт переработки нефти и природного газа, пропилен используется в металлообрабатывающей промышленности с начала 1970-х годов.
Наконечники горелки и регулятор топливного газа для пропилена отличаются от ацетиленовых. Гайка и ниппель соответствуют CGA-510 (стандарт соединительных фитингов Ассоциации компаний по сжатому газу), но манометр подачи не имеет красной отметки на уровне 15 фунтов на квадратный дюйм. Два регулятора также портированы по-разному. Пропилен и пропан можно использовать при давлении в баллоне, но манометр должен быть настроен на требуемое давление для предполагаемого использования. Больше не лучше; это влияет на качество резки.
Пропилен имеет высокое тепловыделение в первичном и вторичном пламени. Вторичное пламя имеет более чем в два раза большее содержание БТЕ, чем ацетилен, при 1960 БТЕ/фут. 3 Основное пламя имеет мощность 440 БТЕ/фут. 3 — аналог ацетилена. Общее содержание пламени в БТЕ составляет около 2400, что вдвое больше, чем у ацетилена.
По сравнению с ацетиленом пропилен прослужит в пять раз дольше. Пропилен при любой температуре имеет самое высокое давление паров и скорость удаления из всех жидких топливных газов. Температура пламени нейтрального кислородного топлива составляет около 5280 градусов по Фаренгейту, что примерно на 300 градусов по Фаренгейту ниже, чем у ацетилена.
Как и в случае с ацетиленом, для пропилена и пропана требуются цилиндры, соединенные вместе, для больших работ, требующих больших нагревательных головок с большим объемом топливного газа. Жидкое топливо в цилиндре не может выкипеть достаточно быстро, если скорость всасывания превышает 90 футов 3 /час.
Пропилен — очень стабильный газ с небольшой тенденцией к обратному эффекту. Использование кислорода для нейтрального пламени составляет 3 к 1. Благодаря вторичному пламени с более высокой температурой пропилен режет быстрее, чем ацетилен, и, как правило, производит меньше шлака.
100 фунтов. цилиндр пропилена составляет около 23,4 галлона или 922 фута. 3 газа при температуре 70 градусов по Фаренгейту.
Пропан
Пропан, впервые обнаруженный в 1910 году горнорудным бюро США, является побочным продуктом переработки природного газа и нефтепереработки. Он более широко используется, чем два других промышленных топливных газа, в таких приложениях, как автомобильное топливо, домашнее отопление, кухонные плиты, газовые грили и сушка зерна.
Стандарт США для коммерческого пропана составляет 90 процентов пропана и 10 процентов наполнителей (этан, бутан, этилмеркаптан и пропилен). Одна из его наиболее желательных черт заключается в том, что продуктом процесса горения является водяной пар и углекислый газ.
Пропан расширяется на 1,5 процента при повышении температуры окружающей среды на 10 градусов по Фаренгейту. Другими словами, пропан расширяется на 15 процентов от 0 до 100 градусов по Фаренгейту. Следовательно, баллон с пропаном не может быть заполнен более чем на 80 процентов его внутреннего объема; для температурного расширения требуется свободное пространство над жидким пропаном в цилиндре. Жидкому пропану также требуется место для отвода паров пропана для газа, потребляемого при горении факела. Жидкий газ в цилиндре будет кипеть в пар, необходимый для образования пламени. Это непрерывное действие по мере расхода давления пара. Как и в случае с пропиленом, горелка сжигает парообразный газ, а не жидкость.
Если нагревательный наконечник потребляет более 85 футов 3 газа в час, необходимо объединить два баллона вместе. Недостаточное количество газа, которое может выкипеть, чтобы обеспечить подачу, необходимую для скорости горения факела. Голодание горелки приведет к ее перегреву.
Нагревающие горелки, в которых используется один шланг от регулятора к горелке, обычно используются с пропаном. Эти горелки могут производить 1 миллион БТЕ. Кислород не нужен. Это очень экономичный способ предварительного нагрева толстолистового проката и отливок 900 градусов по Фаренгейту или более за очень короткий период времени.
Пропан продается на вес в коммерческих баллонах. У него соотношение кислорода к топливу 4:1 для нейтрального пламени. Температура одиночного пламени пропана составляет 1750 градусов по Фаренгейту, а температура пламени кислородного топлива — 4820 градусов по Фаренгейту. Его основное пламя содержит 255 БТЕ/фут. 3 ; вторичное пламя составляет 2240 БТЕ. Как и для пропилена, для пропана требуется двухкомпонентный режущий наконечник; наконечники горелки не такие, как для ацетилена, и не могут быть заменены.
Только основы
Обратите внимание, что мы рассмотрели только основы. Для сравнения обычных топливных газов на техническом уровне необходимо учитывать множество переменных. Но фундаментальная информация, представленная здесь — своего рода «Горючие газы 101», — по крайней мере, должна дать производителям толчок.
Портативный станок для фигурной резки | Полуавтоматическая машина для газовой резки Производитель Поставщик Поставщик
Портативная машина для фигурной резки | Полуавтоматическая машина для газовой резки Производитель Поставщик::Добро пожаловать в Techno Crats::
- Дом
- Портативный станок для фигурной резки — MINI-OSTRICH
Переносная машина для фигурной резки — MINI-OSTRICH
Станок для фигурной резки, также известный как станок для резки пламенем или станок для ручной резки профиля. Они очень полезны для повторяющихся работ, когда они вырезают одни и те же профили на повторяющейся основе. Шаблон вырезается на тонком листе мягкой или нержавеющей стали. Затем шаблон монтируется на станок для резки профилей/пламенем/ручным профилем. Трассировщик на станке отслеживает и направляет горелку для газовой резки, чтобы разрезать пластину из мягкой стали, помещенную под горелку. Станок для фигурной/пламенной/ручной профильной резки имеет гибкие рычаги, которые могут регулировать досягаемость резака. Он также содержит насадку для снятия фаски.
MINI — OSTRICH — это небольшая портативная машина для кислородной резки с радиальным рычагом. Благодаря небольшому размеру и легкому весу, станок можно легко доставить на рабочую площадку и установить непосредственно на лист для резки. Поскольку машина установлена на четырех шариковых роликах, ее можно перемещать по плите по мере необходимости.
Особенности:
- Mini Ostrich — легкая, портативная, но прочная машина для фигурной резки, которую можно использовать как в полевых условиях, так и на фабриках.
- Машина разработана с пантографными рычагами, которые удерживают шарнирные точки всех рычагов параллельными линии копирующего ролика.
и факел, таким образом обеспечивая прямую систему направления линии. - Это самая простая и одна из самых точных систем магнитного отслеживания, которая помогает поддерживать воспроизводимость деталей, вырезанных пламенем.
- Шариковые и игольчатые подшипники с прецизионной конструкцией шарниров обеспечивают свободное перемещение без трения, что обеспечивает более высокую точность резки.
- Mini Ostrich может вырезать такие формы, как звезды, шестиугольники, квадраты, прямоугольники, треугольники, прямые линии и т. д., со скосом до 45 градусов.
- Базовая система машины позволяет факелу копировать любую сложную форму, представленную на шаблоне машины.
Рычаг каретки, состоящий из электромагнитной головки с приводом от двигателя и резака, перемещается по шаблону.
точно повторяя форму шаблона. - Скорость машины можно изменять с помощью ручки-селектора.
Трассирующую головку можно перемещать по часовой стрелке или против часовой стрелки с помощью селекторного переключателя. - Возможно использование функций сварки MIG/MAG, SAW или AC/DC TIG по запросу.
- Точный и простой в эксплуатации. Твердотельная схема..
Технические характеристики МИНИ-Страус:
- Резка (при установке шаблона на держатель шаблона) – диаметр от 30 мм до 740 мм.
- Зона резки (если шаблон установлен на управляющем валу) – диаметр от 70 мм до 2000 мм.
- Толщина резки – от 3 мм до 150 мм.
- Блок питания — 230 В переменного тока, 50 Гц.
- — 1/20 л.с., двигатель серии переменного/постоянного тока с дробной мощностью в лошадиных силах.
- Конструкция управления — система управления скоростью SCR.
- Указатель управления — тумблер FWD-OFF-REV.
- Управление скоростью – плавная регулировка поворотной ручкой.
- Режущие сопла – ацетиленовый тип «А»; Сжиженный газ типа «В».
- Движение фрезы – Вертикальное перемещение с помощью зубчатой рейки.
- Подключение газа – кислород – ¼ G справа и топливо – ¼ G слева.
- Вес брутто – 58 кг (прибл.).
Двигатель
Стандартный комплект поставки:
Портативная машина для резки профилей, модель «MINI OSTRICH» Подходит для резки металлических шаблонов диаметром от 30 мм до 2 метров,
с регулятором скорости, вперед/назад, тумблером и трассировщиком, имеющим специальное средство для резки внутреннего и внешнего круга простым нажатием
трассер впереди и весом всего 58 кг.
МОДЕЛЬ: МИНИ СТРАУС с газовой горелкой.
Дополнительные принадлежности –
- Резак с держателем
- Набор режущих насадок.
- Комплект обратных клапанов.
- Комплект предохранителей.
- Набор гаечных ключей, ключей..
- Блок противовеса.
- Набор очистителей форсунок.
- Набор копирующих роликов.
- Набор шлангов.
- Защитные перчатки, защитные очки.
- Искровая зажигалка.
Запасные части и расходные материалы
Запасные части и расходные материалы, доступные для машины:
- Сопло для газовой резки.
- Газовый резак.
- Кислород и сжиженный нефтяной газ/ацетилен.
Фото и видео
Технические характеристики — Портативная машина для фигурной резки MINI-OSTRICH
Полуавтоматическая машина для газовой резки
Получите предложение по конкретной машине
.
Имя
Электронная почта
Контактный номер
Продукт
SelectМашина для ручной профильной резкиСтанок с ЧПУ для газовой/плазменной резки профиляСварочный аппарат для дуговой сварки под флюсомСварочный аппарат для микроплазменной сваркиСварочный аппарат для дуговой/аргонодуговой сваркиСварочный аппарат для сварки MIG/MAGАвтоматизация сварки
Тип
Выберите1234
Модальный
Выберите1234
Запрос
Промокод
Чтобы оставить отзыв о продукте, нажмите здесь.
Машины
сек | Мини-страус
- Обзор
- Преимущества
- Характеристики
- Упаковочный лист
- Галерея
- Видео
- Скачать
| Mini Ostrich — это легкий, портативный, но прочный станок для фигурной резки, предназначенный для правой руки, который можно использовать как в полевых условиях, так и на производстве. |
| Это самая простая и одна из самых точных систем магнитного отслеживания, которая помогает поддерживать воспроизводимость деталей, вырезанных пламенем. |
| Мини-страус в первую очередь предназначен для резки различных форм, таких как звезды, шестиугольники, квадраты, прямоугольники, круги, треугольники и т. д. Он также может резать прямые линии длиной до 2000 мм. Может резать листы толщиной до 150 мм. |
| Скорость машины можно изменять с помощью ручки-селектора. Трассирующую головку можно перемещать по часовой стрелке или против часовой стрелки с помощью селекторного переключателя. |
| Использование Mini Ostrich практически безгранично благодаря точности, с которой легко изготавливаются металлические шаблоны, и повторяемости получаемых форм. |
| 1 | Это надежная, портативная машина для правой руки. — Простая в эксплуатации. |
| 2 | Может резать лист толщиной до 150 мм. |
| 3 | Может резать формы диаметром от 20 мм до 2000 мм — Сверхемкость. |
| 4 | Можно вырезать любые правильные или неправильные формы, такие как квадраты, круги, фланцы, звезды и т. д. |
| 5 | Это машина с постоянными магнитами – потребление электроэнергии на 50% меньше. |
| 6 | Он не имеет электромагнитных катушек и печатных плат. — Нет электронных перегораний |
| 7 | Его воспроизводимость Точность плюс минус 1 мм —— очень точный. |
| 8 | Имеет регулируемую систему противовеса —- Обеспечивает стабильность при всех размерах резки. |
| 9 | Его можно использовать для резки фланцев, подобных фигурам, с одной соцентрической посадкой. |
| 10 | Он также может работать на рельсах для более быстрой работы.—Бесплатный чертеж для изготовления рельсов |
| 11 | Может также устанавливаться на стол для хранения тарелок — изготовление стола без чертежей |
| 12 | Можно перевозить даже в машине ….. очень портативно и удобно. |
| 13 | Может поставляться со сварным швом NM/Ox или системой сопла Victor – международный стандарт |
| 14 | Поставляется с подробной иллюстрированной таблицей выбора запасных частей – Easy Spares Identification |
| 15 | Поставляется с VCD-диском «Пошаговая установка и ввод в эксплуатацию». |
| 16 | Поставляется с VCD-диском Step by Step Application Demo. |
| 17 | Имеет рычаг подъема и опускания копирующего ролика – позволяет резать фланцы в одиночной установке |
| 18 | Гарантия 15 месяцев, даже на электрические компоненты. |
| Режущая способность | Диаметр от 30 мм до 740 мм (при использовании шаблона на держателе шаблона) |
| Режущая способность | Диаметр от 700 мм до 2000 мм (при шаблоне на центральном валу) |
| Максимальная толщина | 150 мм |
| Скорость резания | 50 мм/мин – 2000 мм/мин. |
| Блок питания | 220 В переменного тока, 50 Гц |
| Пн | 1/20 л.с., серия AC/DC FHP. |
| Конструкция управления | Электрический потенциометр |
| Трейсер | По часовой стрелке – Стоп – Против часовой стрелки |
| Регулятор скорости | Постоянное изменение с помощью поворотной ручки |
| Факел | Инжектор/тип NM для ацетилена/сжиженного нефтяного газа |
| Держатель горелки | Вертикальное перемещение с помощью реечной передачи |
| Газовые соединения | Кислород — 3/8 дюйма GRH / Топливо — 3/8 дюйма GLH |
| Вес нетто | 52 кг (приблизительно) |
| Размеры | 1100 мм х 700 мм х 500 мм. |
Упаковочный лист — стандартные аксессуары
| ||||||||||||||||||
Фактические размеры машины и масса нетто
| ||||||||||||||||||
Размеры и вес упаковки деревянной коробки
|
