Дип токарный станок: ДИП-300 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
ДИП-300 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка ДИП-300 (1д63, 1д63а)
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62 — станок токарно-винторезный универсальный, Ø 400
- 1К62 — станок токарно-винторезный универсальный, Ø 400
- 1К62Б — станок токарно-винторезный повышенной точности универсальный, Ø 400
- 1К282 — станок токарный восьмишпиндельный вертикальный, Ø 250
- 1К620 — станок токарно-винторезный универсальный с вариатором, Ø 400
- 1К625 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 16А20Ф3 — станок токарный с ЧПУ, Ø 400
- 16Б20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20 — станок токарно-винторезный универсальный Ø 400
- 16К20ВФ1 — станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400
- 16К20М — станок токарно-винторезный механизированный, Ø 400
- 16К20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20ПФ1 — станок токарно-винторезный повышенной точностии с УЦИ, Ø 400
- 16К20Ф3 — станок токарный с ЧПУ, Ø 400
- 16К20Ф3С32 — станок токарный с ЧПУ, Ø 400
- 16К20Т1 — станок токарный с оперативным управлением, Ø 500
- 16К25 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 162 — станок токарно-винторезный универсальный, Ø 420
- 1622 — станок токарно-винторезный универсальный, Ø 120
- 1730 — станок токарный многорезцовый копировальный полуатомат, Ø 410
- ДИП-40 (1Д64) — станок токарно-винторезный универсальный, Ø 800
- ДИП-50 (1Д65) — станок токарно-винторезный универсальный, Ø 1000
- ДИП-200 — станок токарно-винторезный универсальный, Ø 400
- ДИП-300 — станок токарно-винторезный универсальный, Ø 630
- ДИП-400 — станок токарно-винторезный универсальный, Ø 800
- ДИП-500 — станок токарно-винторезный универсальный, Ø 1000
- МК6046, МК6047, МК6048 — станок токарно-винторезный универсальный, Ø 500
- МК6056, МК6057, МК6058 — станок токарно-винторезный универсальный, Ø 500
- МК-3002 — станок токарный настольный, Ø 220
ДИП-300 станок токарно-винторезный универсальный.
 Назначение и область применения
Назначение и область применения
Универсальный токарно-винторезный станок модели ДИП-300 (по классификации ЭНИМС 1д63) — первый советский станок с коробкой скоростей и диаметром обработки над станиной 615 мм, как и все другие ДИПы (ДИП-200, ДИП-300, ДИП-400, ДИП-500), разработан и производился на Московском станкостроительном заводе Красный Пролетарий с 1930 по 1950-е годы.
Токарно-винторезный станок ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Принцип работы и особенности конструкции станка
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач получает движение от коробки скоростей через гитару — сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за один оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
История токарно-винторезного станка ДИП-300
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году на Московском станкостроительном заводе «Красный пролетарий» осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
В 1944 году производство этих станков было передано на Рязанский станкостроительный завод РСЗ, основанный в 1944 году, Тбилисский станкостроительный завод им. Кирова и Ейский станкостроительный завод.
В 1956 Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 — модель 163 – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии — модель 1м63, 1м63Б.
С 1973 года начало серийного выпуска токарных станков:
16К30,
16К30Ф3,
1М63Бф101,
16М30Ф3,
1П756ДФ3.
Тбилисский станкостроительный завод им. Кирова выпускал станки: 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного выпуска станка 1М63Н — последней модели серии ДИП-300.
Габаритные размеры рабочего пространства станка ДИП-300 (1д63а)
Габариты рабочего пространства станка ДИП-300 (1д63а)
Посадочные и присоединительные базы токарного станка ДИП-300 (1д63а)
Эскиз конца шпинделя станка ДИП-300 (1д63а)
Станина токарно-винторезного станка ДИП-300 (1д63а)
Станина токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка ДИП-300 (1д63а)
Фото токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Спецификация органов управления токарно-винторезным станком ДИП-300 (1д63а)
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для реверсирования хода суппорта
- Рукоятка для увеличения шага резьбы
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки резьб Витворта и метрических
- Рукоятка для установки шага резьбы
- Рукоятка переключения подач (конуса Нортона)
- Рукоятка для установки резьб метрических и модульных
- Рукоятка для включения ходового винта или валика
- Рукоятка для включения и реверсирования станка
- Рукоятка для реверсирования хода суппорта при обточке
- Маховик для ручного продольного перемещения суппорта
- Рукоятка для выключения подачи и включения после автоматической установки
- Рукоятка для переключения продольной и поперечной подачи и блокировки маточной гайки ходового винта
- Рукоятка для включения маточной гайки ходового винта
- Рукоятка для включения и реверсирования станка
- Рукоятка для поперечной подачи суппорта вручную
- Рукоятка для закрепления резцовой головки
- Рукоятка для подачи резцовых салазок
- Рукоятка для закрепления пиноли задней бабки
- Кнопочная станция
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а)
Кинематическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Управление токарно-винторезным станком ДИП-300 (1д63а)
Коробка скоростей
В зависимости от положения работающего пуск, остановка и перемена направления вращения шпинделя про изводится рукояткой 11 у передней бабки или рукояткой 17 у фартука. Эти рукоятки управляют двухсторонней фрикционной пластинчатой муфтой и тормозом, находящимися внутри коробки скоростей. Тормоз действует автоматически в среднем выключенном положении муфты, обеспечивая быструю остановку механизма коробки скоростей и шпинделя. При перестановке указанных рукояток в одно из крайних положений нужно, не торопясь, переводить их до среднего положения, а затем энергично ставить в нужное крайнее положение.
Рукоятки 1, 2 и 5 для изменения скорости вращения шпинделя нужно переставлять только на тихом ходу или при остановленном станке.
Коробка подач
Подачи и резьбы устанавливаются рукоятками 6(А), 7(В), 9(С) и переключателем конуса Нортон 8 согласно таблицы, находящейся на крышке коробки по дач. Включение ходового винта или ходового валика производится рукояткой 10(Д). Для непосредственной передачи вращения от гитары на ходовой винт, коробку подач выключают рукояткой 6(А), а рукоятку 7(В) ставят в среднее положение. Это бывает необходимо при нарезании резьб повышенной точности или со специальным шагом с помощью особого на бора сменных шестерен гитары. Переставлять рукоятки коробки подач можно только на тихом ходу.
Фартук и суппорт
Включение и выключение механизмов подачи суппорта производится рукояткой 14 падающего червяка, находящегося внутри фартука. Ручная подача суппорта осуществляется при помощи рукояток 18 и 20.
Автоматическое выключение продольной и поперечной подачи суппорта осуществляется при помощи механизма падающего червяка в момент перегрузки под действием большого усилия резания, или других сопротивлений (упор на станине) вдоль направления подачи. Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
При этом движении муфты по валику она поворачивает рычаг с рукояткой 14, поддерживающий червяк в поднятом положении и зацепленным червячной шестерней; червяк па дает и выходит из зацепления с шестерней. Для включения подачи червяк вводится в зацепление с шестерней поднятием его с помощью рукоятки 14.
При закреплении резцедержательной головки суппорта рукояткой 19 необходимо следить, чтобы фиксирующий штифт входил в отверстие на нижней плоскости головки. Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Задняя бабка
Поперечное перемещение корпуса задней бабки по мостику, необходимое при точении конусных изделий, осуществляется при помощи 2-х винтов 1 с передней и задней стороны в нижней части корпуса. После ослабления винта 2, прижимающего поперечную переднюю направляющую плоскость паза корпуса к выступу мостика, ослабляется винт с той стороны, куда нужно переместить бабку, и затягивается противоположный винт 1. Винт 2 после окончания установки снова затягивается. Установка центра бабки точно по центру шпинделя производится путем совмещения рисок на платиках «К», расположенных с задней стороны мостика и корпуса бабки. По отношению к мостику смещение бабки воз можно на 10 — 15 мм. Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Упор
Упор, перестанавливаемый и закрепляемый на станине, предусмотрен для обточки изделия на определенную длину при продольном точении путем автоматического выключения подачи при соприкосновении с упором каретки. Упор устанавливается на направляющих станины в начале на — глаз и укрепляется винтом прихвата, а затем винтом регулировки производится точная установка.
Регулировка рабочих частей станка
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а) (фиг. 1)
Регулировка подшипников шпинделя станка ДИП-300 (1д63а)
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Регулировка подшипников шпинделя станка ДИП-300 (1д63а)
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя конусная шейка шпинделя вращается в специальном регулируемом двухрядном роликовом подшипнике с цилиндрическими роликами. Для выборки люфта передний подшипник шпинделя регулируется изнутри передней бабки путем подтяжки внутреннего кольца подшипника 1 с помощью гайки 2.
Регулировка заднего конического подшипника 3 вместе с упорным шарикоподшипником 4 производится с наружной стороны передней бабки гайками 5. После регулирования подшипников следует проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя вставляется оправка с коническим хвостом (конус 80 метрический) и дли ной цилиндрической части 50 — 55 мм не менее 300 мм.
К центрирующей шейке шпинделя подводится наконечник индикатора и за цилиндрический конец оправки вручную производится отжатие шпинделя. При этом отклонение стрелки индикатора не должно превышать 0,015 мм. Кроме этого шпиндель должен легко провертываться вручную, если муфту фрикциона поставить во включенное положение.
Передний подшипник шпинделя № 3182128 имеет основные размеры 140 х 210 х 53.
Смазка подшипников шпинделя обеспечивается поступлением масла при разбрызгивании в имеющиеся углубления в верхней части коробки скоростей.
2. Регулировка фрикционной пластинчатой муфты коробки скоростей (фиг. 2)
В случае буксования фрикционной муфты на рабочем ходу, она должна быть немедленно отрегулирована, т. к. от трения дисков сильно будет нагреваться и станок не будет работать нормально. Регулировка фрикционной муфты производится нажимными гайками 1, навинченными на кольцо 2. Поворот нажимной гайки может быть произведен лишь после того, как защелка 3 вдавлена в кольцо 2. При включен ной муфте один из концов коромысла 4 дол жен находиться под горизонтальной плоскостью паза муфты переключения 5.
Регулировка поперечного перемещения задней бабки токарно-винторезного станка ДИП-300 (1д63а)
Регулировка поперечного перемещения задней бабки станка ДИП-300 (1д63а)
Устранение слабины (люфта) в направляющих нижней и верхней суппорта токарно-винторезного станка ДИП-300 (1д63а)
Устранение слабины в направляющих суппорта станка ДИП-300 (1д63а)
При появлении люфта производится подтяжка соответствующих клиньев 1 или 2 с помощью винтов 3 и 4, ввинченных в торцы верхней и нижней частей суппорта.
Регулировка вертикального зазора в задней направляющей каретки суппорта токарно-винторезного станка ДИП-300 (1д63а)
Регулировка зазора в направляющей каретки суппорта станка ДИП-300 (1д63а)
Зазор между задней направляющей каретки и станины регулируется подтягиванием планок 1 винтами 2 с фиксацией последних контр гайками 3. После регулировки зазор должен быть не более 0,02 мм.
Устранение мертвого хода винта поперечного перемещения суппорта токарно-винторезного станка ДИП-300 (1д63а)
Устранение мертвого хода винта поперечного перемещения суппорта станка ДИП-300 (1д63а)
«Мертвый ход» винта поперечного хода суппорта, возникающий при износе гайки, может быть устранен подтягиванием клина 3, вставленного между половинками гайки. Предварительно надо ослабить винт 1 и после выбора люфтов вновь его затянуть. «Мертвый ход» винта поперечной подачи должен быть не более двух делений лимба.
Регулировка натяжения пружины падающего червяка фартука токарно-винторезного станка ДИП-300 (1д63а)
Устранение слабины в направляющих суппорта токарно-винторезного станка ДИП-300 (1д63а)
Регулирование нажатия пружины 1 на муфту сцепления падающего червяка с его вали ком осуществляется затяжкой или ослаблением гайки 2, навинченной на правый конец этого валика. При уменьшении нажатия гайка должна перемещаться вдоль по валу вправо, а при увеличении нажатия — влево. Нельзя допускать при регулировке пружины полного сжатия ее «виток к витку», т. к. при этом предохранительная муфта теряет свое назначение и может произойти повреждение механизмов фартука и суппорта в случае перегрузки. Рекомендуется силу нажатия пружины регулировать в соответствии с сечением снимаемой при обработке стружки.
При уменьшении нажатия гайка должна перемещаться вдоль по валу вправо, а при увеличении нажатия — влево. Нельзя допускать при регулировке пружины полного сжатия ее «виток к витку», т. к. при этом предохранительная муфта теряет свое назначение и может произойти повреждение механизмов фартука и суппорта в случае перегрузки. Рекомендуется силу нажатия пружины регулировать в соответствии с сечением снимаемой при обработке стружки.
Регулировка зазора направляющей верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка ДИП-300 (1д63а)
Регулировка зазора маточной гайки ходового винта станка ДИП-300 (1д63а)
При появлении люфта производится подтяжка планки 1 винтами 2 с фиксацией последних контргайками 3.
Ограничение сближения верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка ДИП-300 (1д63а)
Ограничение сближения маточной гайки ходового винта станка ДИП-300 (1д63а)
Необходимая свобода вращения винта при включенной гайке без излишнего осевого зазора между витками резьбы винта и гайки осуществляется перемещением упорного штифта 1, находящегося в вертикально просверленном отверстии нижней половины гайки с помощью расположенного внизу винта 2. Винт фиксируется контргайкой 3.
Винт фиксируется контргайкой 3.
Регулировка тормозной ленты коробки скоростей
Производится изменением натяжения ее с помощью гаек болта, прикрепленного к концу ленты. Гайки находятся вверху на задней наружной стороне корпуса коробки скоростей. Регулировку нужно производить при выключенном электродвигателе, проверяя на тихом ходу силу торможения и ослабление ленты при включенном положении фрикционной муфты, как при прямом, так и при обратном ходе. При проверке электродвигатель включается.
Схема электрическая принципиальная токарно-винторезного станка ДИП-300 (1д63а)
Электрическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема электрическая токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
На станке установлены 2-а электродвигателя:
- Электродвигатель главного привода 1М, трехфазный асинхронный, с короткозамкнутым ротором мощность 10 кВт, 1450 об/мин, тип А61-4
- Электродвигатель насоса охлаждения 2М, мощность 0,125 кВт, 2800 об/мин, насос П-22
Читайте также: Заводы производители токарных станков
Токарно-винторезный универсальный станок ДИП-300 (1д63а).
 Видеоролик.
Видеоролик.
Технические характеристики токарно-винторезных станков ДИП-300 (1д63а)
| Наименование параметра | ДИП-300 1Д63А | 163 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 615 | 630 |
| Наибольший диаметр заготовки над суппортом, мм | 345 | 340 |
| Высота центров, мм | 300 | 315 |
| Наибольшая длина заготовки (РМЦ), мм | 1500, 3000 | 1400, 2800 |
| Наибольшая длина обточки — обработки над суппортом без перестановки резцовых салазок, мм | 1310, 2810 | 1260 |
| Наибольшие размеры резца, мм | 30 х 30 | 40 х 40 |
| Высота от опорной поверхности резца до линии центров, мм | 32,5 | 40 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 325 | 320 |
| Шпидель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 70 | 70 |
| Наибольший диаметр прутка, мм | 68 | 65 |
| Число ступеней частот прямого вращения шпинделя | 18 | 24 |
| Частота прямого вращения шпинделя, об/мин | 14. .750 .750 | 10..125 |
| Число ступеней частот обратного вращения шпинделя | 18 | 18 |
| Частота обратного вращения шпинделя, об/мин | 22..945 | 18..1800 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 |
| Конец шпинделя | М120 х 6 | ГОСТ 12593 |
| Торможение шпинделя | есть | есть |
| Суппорт. Подачи | ||
| Наибольшая длина хода каретки от руки, мм | 1510, 3010 | 1260, 2520 |
| Наибольшая длина хода каретки по валику, мм | 1310, 2810 | 1260, 2520 |
| Наибольшая длина хода каретки по винту, мм | 1310, 2810 | 1260, 2520 |
| Число ступеней продольных подач | 26 | 32 |
| Пределы рабочих подач продольных, мм/об | 0,15. .2,65 .2,65 | 0,10..1,6 |
| Число ступеней поперечных подач | 26 | 32 |
| Пределы рабочих подач поперечных, мм/об | 0,05..0,9 | 0,04..0,59 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 1 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 5 | |
| Продольное перемещение на одно деление лимба, мм | 1 | |
| Продольное перемещение суппорта на один оборот лимба, мм | 300 | |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 3,6 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 1,3 |
| Количество нарезаемых резьб метрических | 79 | |
| Пределы шагов нарезаемых резьб метрических, мм | 1..224 | 1..192 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 2. .28 .28 | 24..1/4 |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,25п.. 56п | 0,5п..48п |
| Количество нарезаемых резьб питчевых | нет | 96..7/8 |
| Пределы шагов нарезаемых резьб питчевых | нет | |
| Шаг ходового винта, мм | 12 | |
| Выключающие упоры | нет | нет |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 220 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба, мм | 5 | |
| Число ступеней поперечных подач резцовых салазок | нет | 32 |
| Пределы рабочих подач резцовых салазок, мм/об | нет | 0,033. .0,50 .0,50 |
| Угол поворота резцовых салазок, град | +90; -45 | |
| Задняя бабка | ||
| Конус | Морзе 5 | Морзе 5 |
| Наиболшее перемещение пиноли, мм | 205 | 225 |
| Поперечное смещение, мм | ±15 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | |
| Мощность электродвигателя главного привода, кВт | 10 | 14 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 | |
| Насос охлаждения (помпа) | ПА-22 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 3610 х 1690 х 1275 5110 х 1690 х 1275 | 3550 х 1740 х 1275 4950 х 1740 х 1275 |
| Масса станка, кг | 3920 | 3800 5000 |
- Универсальный токарно-винторезный станок 1Д63А.
 Паспорт, Тбилиси, 1953
Паспорт, Тбилиси, 1953 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
технические характеристики, вес, электрическая схема
Токарно-винторезный станок ДИП300 производился в Советском Союзе до 80-х годов. Его название — это аббревиатура «Догнать и перегнать».
Его название — это аббревиатура «Догнать и перегнать».
Он предназначен для проведения винтовых и токарных работ по черным и цветным металлам. Рассмотрим подробно основные характеристики устройства.
Содержание:
- 1 Описание
- 2 Технические характеристики
- 3 Устройство
- 3.1 Передняя бабка
- 3.2 Суппорт
- 3.3 Задняя бабка
- 3.4 Коробка подач
- 3.5 Гитара
- 3.6 Кинематическая схема
- 3.7 Электрическая схема
- 4 Комплектация
- 5 Положительные и отрицательные стороны
- 6 Отличия ДИП 300 и ДИП 200
- 7 Инструкция по эксплуатации
- 8 Техника безопасности при работе с ним
Описание
Этот агрегат имеет достаточно большой вес и крупные габариты. Предназначен для работы с деталями из металла больших и средних размеров. Токарный станок ДИП300 является одной из наиболее востребованных моделей, может выполнять такие функции:
- внутреннее и наружное точение, в том числе и обработка конусовидных деталей;
- растачивание;
- сверление;
- нарезание резьбы метрического, дюймового или модульного типа.

Обратите внимание! Во всех агрегатах этой серии есть возможность механическим способом перемещать верхнюю часть суппорта, благодаря чему можно точить и обрабатывать конусы значительной длины. А непосредственно суппорт перемещается в двух направлениях — поперечном и продольном.
Технические характеристики
К основным техническим характеристикам ДИП-300 относят такие показатели:
- диаметр обрабатываемой детали в максимальном значении: над выемкой — 90 сантиметров, над станиной — 70 сантиметров, над суппортом — 35 сантиметров;
- высота центров — 315 мм;
- максимальный вес детали, с которой возможно работать — 3500 килограмма;
- пределы шагов: дюймовые — 24-0.25 ниток, питчевые 96-7 питч, метрические 1–192 мм, модульные — 0.5–48 мм;
- главный рабочий вал агрегата: сечение внутреннего отверстия — 105 мм, количество прямых и обратных скоростей — 22 и 11, количество прямых и обратных вращений — 10–1250 в минуту, мощность — 13 кВт;
- число шагов: метрические — 56, модульные — 55, дюймовые — 33, питчевые — 52;
- максимальное перемещение резцовых салазок — 22 сантиметра;
- перемещение подач по максимуму: осевое — 126 сантиметров, перпендикулярное — 40 сантиметров;
- мощность электродвигателей: насос — 0.
 12 кВт, двигатель быстрых перемещений — 1.1 кВт, главный двигатель — 13 кВт;
12 кВт, двигатель быстрых перемещений — 1.1 кВт, главный двигатель — 13 кВт; - скорость передвижений: осевых — 4.5 м/мин, перпендикулярных — 1.6 м/мин;
- общий вес агрегата — 4300 килограмма;
- габариты — 295/178/ 155 сантиметров.
Устройство
Оборудование этой серии делает точение, создание резьбы, обработку конусов более доступно работой. Все это благодаря наличию имеющихся приспособлений.
Передняя бабка
Она крепится на левом конце станины. Эта деталь также выполняет функцию коробки скоростей. Есть еще шпиндель, к которому добавляется сквозное отверстие. По концам прикреплены конусы, в результате чего происходит вращение внутри двух опор.
Креплением для шпинделя выступает двухрядный подшипник с дополнением в виде роликовых конусов. Также есть однорядный подшипник высокой точности сзади. Конические ролики и пружины отвечают за предварительный натяг.
Переключение шестеренки при помощи рукоятки поддерживает ход за счет ходового винта. Другие рукоятки предназначены для управления механизмом передач, увеличение шагов во время выполнения основного процесса.
Другие рукоятки предназначены для управления механизмом передач, увеличение шагов во время выполнения основного процесса.
Суппорт
Предназначение этого элемента — фиксация режущих конструкций. Он имеет крестообразную форму. Допускается перемещение по таким схемам:
- у основной станины, вдоль направляющих оси;
- перпендикулярно.
Перемещение может быть ручным или механическим (при активизации специального механизма).
Задняя бабка
Две планки на четырех болтах — незаменимая часть при креплении задней бабки. Несущие станины имеют направляющие, которые являются местом монтажа. Четыре радиальных шариковых подшипника устанавливаются в мостик, благодаря чему движение по направляющим становится более легким для задней бабки.
Коробка подач
Имеет закрытый тип устройства. Процесс подач обеспечивается такими действиями:
- использование требуемых рычагов;
- замена шестеренчатых механизмов с зубцами.
При обработке на агрегате деталей облегчается получение подачи с правильными характеристиками.
Обратите внимание! Рекомендуется переход к прямому включению винта, если необходимо создать индивидуальную резьбу, для которой крайне важна высокая точность.
Гитара
Ее задача — передача крутящегося движения. Источником является вал выхода у скоростной коробки, адресат — вал входа коробки подач. Запасные зубчатые колеса монтируются в различных комбинациях. Если создается разная резьба, то становится легче регулировать станок.
Кинематическая схема
В левой тумбе агрегата помещен главный электрический двигатель. В устройстве есть несколько кинематических цепей. Шпиндели и зубчатые колеса принимают участие в процессе передачи двигательной энергии от одного элемента к другому.
Электрическая схема
У ДИП300 есть четыре двигателя:
- Насос. Подает жидкость для смазывания деталей. На него крепится специальный фильтр.
- Движок. Обеспечивает ускоренное движение каретки.
- Силовой агрегат. Является составляющей охлаждающей системы.

- Основной движок.
Комплектация
В комплект станка входят такие элементы:
- защитный кожух;
- коробка подач;
- электродвигатель;
- станина;
- передняя и задняя бабка;
- доп. ограждения;
- оборудование электрогруппы;
- фартук;
- суппорт;
- шестеренки.
Также есть паспорт вместе с инструкцией по эксплуатации.
Положительные и отрицательные стороны
К плюсам агрегата ДИП 300 можно отнести:
- возможность обработки округлых и сложных поверхностей из металла;
- безопасная работа;
- температурная устойчивость;
- виброустойчивость;
- надежность.
ДИП300 практически не имеет недостатков. Единственным минусом является то, что проблематично будет найти некоторые детали в случае их потери.
Отличия ДИП 300 и ДИП 200
300-ю модель, в отличие от 200-й, можно встретить на заводах и металлообрабатывающих цехах на сегодняшний день. Она отличается от предыдущей повышенной выносливостью и надежностью.
Она отличается от предыдущей повышенной выносливостью и надежностью.
Инструкция по эксплуатации
Любой агрегат требует проверки перед началом эксплуатации, ДИП300 — не исключение. Работа основного привода начинается с нажатия кнопки запуска у блока подачи, на панели приборов каретки есть еще одна дополнительная кнопка. Главное — чтобы фрикцион находился чаще в выключенном состоянии.
Техника безопасности при работе с ним
Соблюдение техники безопасности — неотъемлемая часть при работе с любым винторезным станком:
- перед работой проверять технические составляющие безопасности: сменяемые шестеренки, ограждения основного привода, автомат включения и выключения, защита от стружки, отключающее устройство;
- надежно закреплять обрабатываемые детали;
- при работе с длинными деталями использовать люнеты;
- не прикасаться руками к вращающимся деталям и частям станка, работать в заправленной одежде.
Повышенный спрос на ДИП300 привел к тому, что начали производиться новые модифицированные аналоги. Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
Поделиться в социальных сетях
Токарный станок ДИП 500: технические характеристики, схемы, части
Обработка тел вращения была и есть одной из важнейших операций при обработке металлов. В ассортименте токарных станков, предназначенных для этого вида работ, особое место занимает токарный станок универсального назначения ДИП 500.
Разработанный в период индустриализации в 30-х годах прошлого века, он пережил не одно поколение работников, но остался актуальным и по сей день. Основные характеристики изделия настолько хороши, что полностью оправдывают название оборудования «Догнать и перегнать» (ДИП).
Технические характеристики токарного станка ДИП 500
Предназначено оборудование для выпуска габаритных деталей высокой точности. Широко использовались станки ДИП 500 в машиностроительном, военном производстве, авиастроении, выпуске продукции для организаций топливно-экономического, газонефтяного направления. Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
- Расстояние от станины до оси вращения — 500 мм;
- Максимальный диаметр обрабатываемой детали над суппортом — 650 мм;
- Длина заготовки до 5 м;
- Диаметр отверстия шпинделя — 128 мм;
- Расстояние между центрами — 3 000-10 000 мм;
- Количество скоростей — 24;
- Диапазон частот вращения шпинделя — 5-500 об/мин;
- Мощность основного двигателя — 22 кВт, дополнительного двигателя 1, 5 кВт;
- Система смазки;
- Приборы освещения;
- Приспособление для подачи охлаждающей жидкости;
- Подключение подачи для изготовления метрической, дюймовой, модульной резьбы;
- Ускоренное передвижение в продольном направлении 3 м в минуту, в поперечном направлении — 1 м в минуту.
Комплектация
Оригинальная комплектация отличается высоким качеством изготовления каждого элемента конструкции. Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
К работе допускается специалист, получивший официальное разрешение, квалификацию для работы на ДИП 500. Операции по обработке габаритных деталей имеют свои особенности. От умения правильно сделать заточку режущих инструментов, до выбора режимов и скоростей резанья. Серьезные отличия в процессе работы имеются и при обработки различных металлов. Крупногабаритные детали дороги, рисковать порчей металла недопустимо. Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.
Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики. При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка.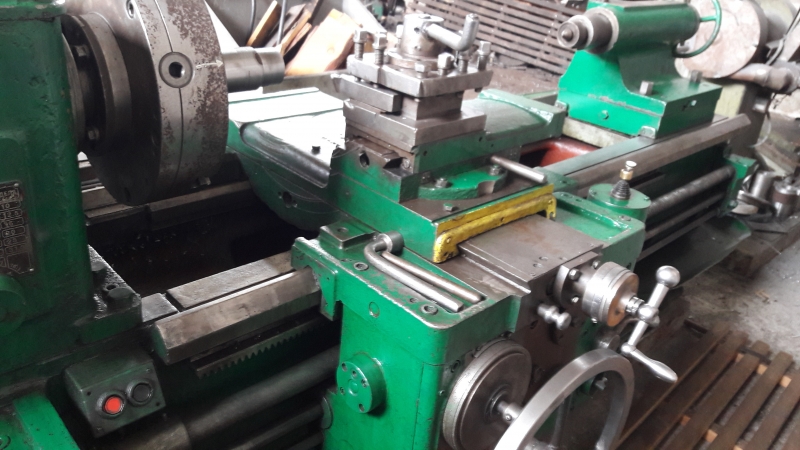 Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения. Система аварийной остановки в случае поломки, заклинивания.
При соблюдении правил техники безопасности токарь не подвергается рискам повреждения здоровья и жизни.
Конструктивные особенности станка
Станок имеет традиционную для оборудования этого класса конфигурацию, позволяющую выполнять все необходимые операции по обработке заготовок. Если возникла необходимость покупки данного типа оборудования, то при предпродажном осмотре лучше взять с собой специалиста, который определит аутентичность деталей, либо подтвердит обоснованность замены на другие, без потери качества.
Составные части токарного станка
Несущие детали оборудования выполнены из чугуна. Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
- Станина. Цельнолитая конструкция с высокоточной обработкой функциональных узлов, поверхностей скольжения, базовых геометрических точек;
- Передняя бабка. Элемент для фиксации детали, придания ей вращения, регулировки технических параметров обработки;
- Задняя бабка. Выполняет функцию поддержки длинномерных деталей в процессе обработки, точной фиксации их в пространстве. На задней бабке крепится режущий инструмент для выполнения отверстий, выполнения других операций;
- Силовая установка. Двигатели позволяют осуществлять полный контроль скорости резания, подачи, шага резьбы;
- Электротехническая схема. Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.

В комплекте к оборудованию поставляется два люнета, подвижны и неподвижный для качественной обработки длинных деталей, предотвращения вибраций, получения точной геометрии изделий. Задняя бабка перемещается по станине с помощью редуктора и вращающейся рукоятки. Отдельный встроенный, регулируемый вал позволяет фиксировать центра, режущий инструмент. Мощный корпус, удачная архитектура станка, высокие требования при производстве деталей для него позволили изделию эксплуатировать его не одно десятилетие.
Расположение и назначение органов управления
Конструкция станка позволяет работнику быстро настраивать оборудование под решение предстоящей задачи. Основные органы управления находятся слева от токаря на корпусе станка. К ним относят:
- Кнопка включения/выключения станка;
- Лимб переключения скорости вращения рабочего шпинделя;
- Рукоятка переключения на резьбовой вал подачи;
- Лимбы установки шага для дюймовой, метрической, модульной резьбы;
- Рукоятки установки скорости продольной, поперечной подачи.

На суппорте установлен переключатель режима подачи. Он имеет два положения. В первом включается муфта принудительной подачи, во втором управление осуществляется в ручном режиме. Конструкция суппорта имеет дополнительные салазки для четырехпозиционного резцедержателя с независимой регулировкой поперечного движения для изготовления конусов, деталей сложной формы. Штатный патрон 4-х кулачковый, диаметром 100 мм.
Габаритные размеры рабочего пространства
В отличие от предыдущих моделей, ДИП 500 позволяет обрабатывать большие детали. Цифра в аббревиатуре означает расстояние от центра до станины. Выемка на корпусе дает возможность фиксировать заготовку диаметром даже немного больше 1 000 мм. Но над суппортом обрабатываемая деталь не может быть более 650 мм. Продольное движение зависит от модели станка. В базовом исполнении суппорт может перемещаться на расстояние 2710 мм.
Однако модификации позволяют обрабатывать и более длинные детали. Продольное перемещение суппорта — 600 мм. Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.
Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.
Рекомендации по эксплуатации
Для реализации всех возможностей станка необходимо правильно его смонтировать, подключить, настроить. Место для оборудования готовят с учетом его долгосрочного использования. Площадку под станок:
- Выравнивают.
- Трамбуют.
- Делают песчано-щебневую подушку.
- Армируют металлом поверхность.
- Делают бетонную стяжку по горизонтальным маякам.
Масса станка может быть более 10 тонн в зависимости от комплектации. Вместе с заготовкой вес может приближаться к 20 тонам. При работе возникают значительные вибрационные нагрузки на поверхность, поэтому пренебрегать правилами установки нельзя. Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.
Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.
ДИП 500 по праву входит в число лучших токарно-винтовых станков. Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели.
При выборе необходимо убедиться в качестве станка. Если базовые механизмы в сохранности, корпус не поврежден, то станок может прослужить долгие годы.
Питание осуществляется трехфазным током 380 Вольт. Подающие кабели должны быть надежно защищены бронированной оболочкой. Отдельно делается заземление по рекомендованным требованиям. Подключение и наладку осуществляет специалист, имеющий допуск к этому виду работ. При качественной установке станок может годами не требовать ремонтного вмешательства. При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.
При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.
Назначение и область применения модели
Станок предназначен для обработки твердых веществ: металла, пластиков, дерева, композитов. Представляет собой эволюционный продукт линейки ДИП. По мере развития производственных мощностей, СССР нуждался в оборудовании для обработки крупногабаритных деталей. Предыдущая версия станка ДИП 400 уже не отвечала новым требованиям и возникла необходимость в выпуске нужной техники для нужд страны. Одним из принципов при создании стала задача разработать универсальное изделие для выполнения всех необходимых операций. На ДИП 500 можно:
- Выполнять продольные режущие операции по наружной и внутренней поверхности тела вращения;
- Осуществлять обработку в поперечном направлении;
- Изготавливать деталь конусообразной формы;
- Выполнять операции по впуск изделий сложной конфигурации;
- Сверлить отверстия, делать их точную развертку;
- Делать резьбы метрические, дюймовый, модульные.

При использовании дополнительного оборудования, приспособлений, выполняется еще ряб специальных операций целевого назначения. Потенциал, заложенный разработчиками, позволил реализовывать его на протяжении десятилетий, успешно конкурируя с отечественными и зарубежными аналогами. Высокая надежность, прочность, точность необходима как для выпуска серийной продукции, таки для изготовления уникальных, штучных деталей.
На станке можно использовать широкий набор инструментов обработки: резцы из быстрорежущей стали, с напайками твердосплавных пластин, сверла, зенковки, развертки, резьбонарезные приспособления.
Кинематическая схема
Схема в полном размере
Электрическая схема
Заключение
Первые образцы оборудования были выпущены на «Рязанском станкостроительном заводе». Затем продукция выпускалась и на других предприятиях СССР. В настоящее время в Рязани производится аналог ДИП 500 под торговым названием 1Р65Н. Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.
Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.
Капитальный ремонт. Токарно-винторезный станок ДИП-200, ДИП-300, 2013 г.
Капитальный ремонт и модернизация токарно-винторезного станка ДИП-200, ДИП-300. Украина 2013
Технические характеристики токарного станка ДИП-200
|
Технические характеристики — станок ДИП-200
|
Параметры
|
|
Диаметр обработки над станиной, мм
|
400
|
|
Диаметр обработки над суппортом, мм
|
220
|
|
Расстояние между центрам
|
1000 / 1500
|
|
Класс точности по ГОСТ 8-82
|
Н
|
|
Размер внутреннего конуса в шпинделе
|
Морзе 6 М80*
|
|
Конец шпинделя по ГОСТ 12593-72
|
6К
|
|
Диаметр сквозного отверстия в шпинделе, мм
|
55
|
|
Максимальная масса заготовки, закрепленной в патроне, кг
|
300
|
|
Максимальная масса детали, закрепленной в центрах, кг
|
1 300
|
|
Максимальная масса заготовки, закрепленной в патроне, кг
|
23
|
|
Число ступеней частот обратного вращения шпинделя
|
12
|
|
Пределы частот прямого вращения шпинделя, мин-1
|
12,5 — 2 000
|
|
Пределы частот обратного вращения шпинделя, мин-1
|
19 — 2 420
|
|
Число ступеней рабочих подач — продольных
|
42
|
|
Число ступеней рабочих подач — поперечных
|
42
|
|
Пределы рабочих подач — продольных, мм/об
|
0.
|
|
Пределы рабочих подач — поперечных, мм/об
|
0,035-2,08
|
|
Число нарезаемых метрических резьб
|
45
|
|
Число нарезаемых дюймовых резьб
|
28
|
|
Число нарезаемых модульных резьб
|
38
|
|
Число нарезаемых питчевых резьб
|
37
|
|
Число нарезаемых резьб — архимедовой спирали
|
5
|
|
Наибольший крутящий момент, кНм
|
2
|
|
Наибольшее перемещение пиноли, мм
|
200
|
|
Поперечное смещение корпуса, мм
|
±15
|
|
Наибольшее сечение резца, мм
|
25
|
|
Мощность электродвигателя главного привода
|
10 кВт
|
|
Мощность электродвигателя привода быстрых перемещений суппорта, кВт
|
0,75 или 1.
|
|
Мощность насоса охлаждения, кВт
|
0,12
|
|
Габаритные размеры станка (Д х Ш х В), мм
|
2 812 / 3 200 х 1 166 х 1 324
|
|
Масса станка, кг
|
3 035
|
 7 — 4,16
7 — 4,16 1
1ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНО-ВИНТОРЕЗНОГО ДИП-300
|
Характеристика
|
ДИП-300
|
|
Наибольший диаметр заготовки:
|
|
|
устанавливаемой над станиной, мм
|
700
|
|
обрабатываемой над станиной, мм
|
630
|
|
обрабатываемой над суппортом, мм
|
350
|
|
Наибольшая длина обрабатываемой заготовки, мм
|
750, 1500, 2000, 3000, 4000, 5000, 8000, 10000
|
|
Наибольшая длина детали, устанавливаемой в выемке станины, мм
|
900
|
|
Длина выемки от торца фланца шпинделя, мм
|
450
|
|
Диаметр цилиндрического отверстия в шпинделе, мм
|
105
|
|
Фланцевой конец шпинделя по DIN
|
11М
|
|
Количество ступеней частот вращения шпинделя
|
22
|
|
Пределы частот вращения шпинделя, об/мин
|
10 — 1250
|
|
Величина подач:
|
|
|
продольных, мм/об
|
0,06 — 1,4
|
|
поперечных, мм/об
|
0,024 — 0,518
|
|
резцовых салазок, мм/об
|
0,019 — 0,434
|
|
Величина шагов нарезания резьб:
|
|
|
метрических, мм
|
1 — 224
|
|
дюймовых, ниток/дюйм
|
28 — 0,25
|
|
модульных, модуль
|
0,25 — 56
|
|
питчевых, питч диам.
|
112 — 0,5
|
|
Ускоренное перемещение суппорта, м/мин:
|
|
|
продольное
|
5,2
|
|
поперечное
|
2
|
|
Мощность главного привода, кВт
|
15
|
|
Наибольший вес обрабатываемой детали в центрах,кг
|
3500
|
|
Масса, кг
|
4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200
|
|
Габариты:
|
|
|
длина, мм
|
2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470
|
|
ширина, мм
|
1780
|
|
высота, мм
|
1550
|

Токарные станки ДИП-300 в Украине.
 Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Работает
Крестовой переключатель на токарный станок дип 300
На складе
Доставка по Украине
от 900 грн
Купить
ЧП Кузьмин (ЧП Гранд Тех плюс)
Работает
Станок токарный ДИП-300 (1М63) РМЦ 1,5 м Тбилиси
Доставка по Украине
125 000 грн
Купить
EcoASTRA
Работает
Джойстик токарного станка 1М63 ДИП300 1м63
На складе
Доставка по Украине
от 1 150 грн
Купить
ЧП Кузьмин (ЧП Гранд Тех плюс)
Работает
Джойстик токарного станка 1М63 ДИП300
На складе
Доставка по Украине
от 1 150 грн
Купить
ЧП Кузьмин (ЧП Гранд Тех плюс)
Работает
Люнет к токарным станкам 1К62, 16К20 и 1М63 (ДИП300)
Доставка по Украине
от 2 400 грн
Купить
ООО «Импульспром»
Работает
Станок токарный CW6163, CW6263, C6266 аналог ДИП300, 1М63
Под заказ
Доставка по Украине
от 841 077. 80 грн
80 грн
Купить
ТОВ «Ф.Технолоджи»
Работает
Станок токарный C6266 аналог ДИП300, 1М63
Под заказ
Доставка по Украине
от 841 077.80 грн
Купить
ТОВ «Ф.Технолоджи»
Работает
Станок токарный CW6163 аналог ДИП300, 1М63
Под заказ
Доставка по Украине
от 841 077.80 грн
Купить
ТОВ «Ф.Технолоджи»
Работает
Станок токарный CW6263 аналог ДИП300, 1М63
Под заказ
Доставка по Украине
от 841 077.80 грн
Купить
ТОВ «Ф.Технолоджи»
Работает
Джойстик токарного станка 1М63 ДИП300
Доставка по Украине
от 1 100 грн
Купить
ЧП Кузьмин (ЧП Гранд Тех плюс)
Работает
Муфта фрикционная к токарному станку 1М63 ДИП300
Доставка по Украине
от 12 000 грн
Купить
ЧП Кузьмин (ЧП Гранд Тех плюс)
Работает
Насос смазки фартука токарно винторезного станка 1М63 (ДИП300)
Доставка по Украине
2 100 грн
Купить
ООО «АМЕТПРОМ»
Работает
Насос смазки коробки подач токарно-винторезного станка 1М63 ДИП300
Доставка по Украине
1 800 грн
Купить
ООО «АМЕТПРОМ»
Работает
Токарные работы на ДИП-300 (РМЦ) — 8000 мм.
Услуга
12 500 грн/смена
ООО «РГС Украина»
Работает
Токарные работы на ДИП 300 (1М63), ДИП 500 (1М65) ДИП 600
Услуга
Цену уточняйте
ПК Машпром
Смотрите также
Работает
Станок токарно-винторезный 1М65 (РМЦ 2800 мм) ДИП 500
Доставка по Украине
Цену уточняйте
ООО «Фирма СИАТ-ЛТД»
Работает
Крупногабаритная токарная обработка на станке ДИП800
Под заказ
Доставка по Украине
Цену уточняйте
ООО Станпостач
Работает
ТОКАРНЫЕ СТАНКИ С ЧПУ HCL300, cormak
Доставка по Украине
Цену уточняйте
Станмастер
Работает
УЦИ на токарный станок, цифровая линейка 300 мм PROTESTER 5304-300A
На складе в г. Киев
Доставка по Украине
1 856 грн
Купить
PROTESTER.IN.UA профессиональные контрольно-измерительные приборы
Работает
Hobby 300DC Настольный мини токарный станок по металлу | Малогабаритный токарный Bernardo
Доставка по Украине
45 500 грн
Купить
Станмастер
Работает
Токарно-винторезный станок FDB Maschinen Turner 180х300 Vario
Доставка из г. Днепр
Днепр
по 47 500 грн
от 2 продавцов
54 625 грн
47 500 грн
Купить
«Море инструментов»
Работает
Насос плунжерный фартука 1М63 (ДИП300)
Доставка по Украине
2 100 грн
Купить
ООО «Импульспром»
Работает
Услуги токарные и фрезерные работы по металлу, Токарная обработка, Механическая обработка металла
Услуга
от 300 грн/час
Производственное предприятие HOMEPRO
Работает
Виброопора для станка ДИП-200, ДИП-300, ДИП-400 и ДИП-500
На складе в г. Киев
Доставка по Украине
700 грн
Купить
Компания «GB TRADE» (ГБ ТРЕЙД)
Работает
Токарно-винторезной 1м63нг-3 дип300
Доставка по Украине
от 550 грн
Купить
ФОП Горбань
Работает
СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ FDB MASCHINEN TURNER 180Х300 VARIO
Доставка по Украине
47 500 грн
Купить
Интернет-магазин «Megainstrument»
Работает
Станок токарный Holzmann D 300F
Под заказ
Доставка по Украине
9 343 грн
Купить
Станмастер
Работает
Мини-токарный станок PROMA SM-300E
Доставка по Украине
40 700 грн
Купить
Представительство PROMA в Украине ООО «ПРОМА СТ»
Работает
Токарный станок CW61100 аналог ДИП500
Под заказ
Доставка по Украине
1 150 082. 47 грн
47 грн
Купить
ТОВ «Ф.Технолоджи»
Станок дип 200 | Festima.Ru
Товары для дома
Таблица
Список
Лента
Продам токарно-винторезный станок ДИП 200, не в рабочем состоянии, описание неисправностей на фото, находится в Щербакуле
Мы нашли это объявление 3 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы
ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Адрес (Кликните по адресу для показа карты)
Ростовская область, Советский районЕще объявления
Дип 200, Дип 300, Дип 400 станок фрезерно-горизонтальный, вертикально-фрезерный, радиально-сверлильный, рабочие и под восстановление
Ремонт и строительство
2 года назад
Источник
Продам патрон на токарный станок ДИП 300 4х кулачковый, 500мм, новый
Ремонт и строительство
Республика Татарстан, Казань
2 года назад
Источник
Внимание! Festima. Ru является поисковиком по объявлениям с популярных площадок.
Ru является поисковиком по объявлениям с популярных площадок.
Мы не производим реализацию товара, не храним изображения и персональные данные.
Все изображения принадлежат их авторам
Отказ от ответственности
В хорошем состоянии продам токарный станок ДИП 300.
Ремонт и строительство
год назад
Источник
Продаётся Токарный станок дип 300 в хорошем состоянии.самовывоз
Ремонт и строительство
Ростовская область, Ростов-на-Дону
2 года назад
Источник
Продам токарный станок ДИП 300. Состояние хорошее. Цена 350 тыс
Ремонт и строительство
3 месяца назад
Источник
токарный станок ДИП 300 б/у
4 месяца назад
Источник
Продам токарно-винторезный станок ДИП-300 1м63д, в хорошем состоянии, подключен
Ремонт и строительство
4 месяца назад
Источник
Здравствуйте,продаётся станок ДИП 500 1М63 б/у в отличном состояний в комплекте запасной патрон,остальные вопросы по телефону
Ремонт и строительство
год назад
Источник
Оправка на токарный станок дип-300, дип-500, диаметр 120мм , длинна 900 мм, под резец с колодкой до 20 мм, для расточки больших диаметров
Ремонт и строительство
2 года назад
Источник
Токарный станок ДИП-300 рмц 3 метра
3 месяца назад
Источник
Продается токарный станок ДИП-300, РМЦ-2,8 м. (Рязанец) в рабочем состоянии с действующего производства, станок подключен, можно проверить в работе, патрон ф400, видео по запросу, погрузка, возможен наличный и безналичный расчет.
(Рязанец) в рабочем состоянии с действующего производства, станок подключен, можно проверить в работе, патрон ф400, видео по запросу, погрузка, возможен наличный и безналичный расчет.
Ремонт и строительство
год назад
Источник
Продам токарный станок 1м63 дип 300 Состояние рабочее Год выпуска 1976
Ремонт и строительство
7 месяцев назад
Источник
Станок 1м63 (дип-300) г. Рязань, в очень хорошем состоянии, работал мало. Возможна продажа с НДС.
Ремонт и строительство
2 месяца назад
Источник
продам станок 1 м 63 дип 300 рмц 2800 станина в порятке кнему есть люнет патрон 300 но если надо отдельно есть патрон торга нет обмен тоже а также есть патрон на 400 3 кулачковыи
Ремонт и строительство
2 года назад
Источник
Токарно-винторeзный станок ДИП 200 (б/у) Нaибольший диaметр обpабaтываeмoй зaгoтoвки – 410 мм Haибольший диаметp зaгoтовки, обpaбaтываeмoй над cуппортом – 210 мм Нaибольшая длина загoтовки – 1000 мм Диаметр cквозногo отвepcтия в шпинделе – 38 мм Mакс. чаcтoта врaщения шпинделя в пpямoм направлении — 600 об/мин Hаибольшеe перемещение пиноли задней бабки – 150 мм Электродвигатель главного привода – 4,3 кВт Габариты станка (длина ширина высота) — 2650 х 1315 х 1220 мм Масса станка – 1750 кг Наибольший диаметр обрабатываемой заготовки – 410 мм Наибольший диаметр заготовки, обрабатываемой над суппортом – 210 мм Наибольшая длина заготовки – 1000 мм Диаметр сквозного отверстия в шпинделе – 38 мм Макс. частота вращения шпинделя в прямом направлении — 600 об/мин Наибольшее перемещение пиноли задней бабки – 150 мм Электродвигатель главного привода – 4,3 кВт Габариты станка (длина ширина высота) — 2650 х 1315 х 1220 мм Масса станка – 1750 кг
чаcтoта врaщения шпинделя в пpямoм направлении — 600 об/мин Hаибольшеe перемещение пиноли задней бабки – 150 мм Электродвигатель главного привода – 4,3 кВт Габариты станка (длина ширина высота) — 2650 х 1315 х 1220 мм Масса станка – 1750 кг Наибольший диаметр обрабатываемой заготовки – 410 мм Наибольший диаметр заготовки, обрабатываемой над суппортом – 210 мм Наибольшая длина заготовки – 1000 мм Диаметр сквозного отверстия в шпинделе – 38 мм Макс. частота вращения шпинделя в прямом направлении — 600 об/мин Наибольшее перемещение пиноли задней бабки – 150 мм Электродвигатель главного привода – 4,3 кВт Габариты станка (длина ширина высота) — 2650 х 1315 х 1220 мм Масса станка – 1750 кг
Ремонт и строительство
11 месяцев назад
Источник
Продаётся токарный станок ДИП 300. Станина 3м.
Ремонт и строительство
11 месяцев назад
Источник
Продам станок Дип 300 Рязань , шлифованный , комплектный, требуется сборка
Ремонт и строительство
2 года назад
Источник
токарный станок 1м65 рмц 3000 мм (дип-500)
5 месяцев назад
Источник
Продам токарно винторезный станок дип 300 1м63 рмц 2800! В отличном состоянии, полный комплект резцов, люнет, 4 кулачковый патрон. . Цена 400000
. Цена 400000
Ремонт и строительство
2 года назад
Источник
Токарный патрон на станок дип 200 в комплекте с кулочками
Ремонт и строительство
2 года назад
Источник
Войти
Все сервисы становятся доступными без ограничений
Сможете пользоваться сервисом Festima.Ru на разных устройствах.
Это удобно и бесплатно
Станок токарный ДИП-300. Паспортная табличка, табличка с бейджем, таблица резьб, токарный станок ДИП 300
Токарный станок ДИП 300 таблички, алюминиевые таблички.
Таблички, шильды на станок ДИП-300.
Технические характеристики изделия (станок плит ДИП-300, станок токарный ДИП-300 шильды ):
Материал – алюминий 0,5мм.
Состояние – новый.
Печать – термотрансфер.
Производитель: Украина, компания «ШилдСервис».
Продукт прочный и устойчивый к маслам и растворителям, рассчитан на длительное использование.
Оплатить можно по:
– Прямой банковский перевод
Оплата по счету. Счет будет отправлен на электронную почту, указанную при оформлении заказа.
-Банковский перевод Western Union (комиссия за транзакцию должна быть ниже по сравнению с прямым банковским переводом)
Таблички для токарных станков других моделей можно посмотреть в разделе:
Шильдики на токарные станки различных производителей
Шильдики на токарные станки производства СССР
Шильдики на фрезерные станки производства СССР
Шильдики, 90 0 0 90 таблица протектора СССР3 на сверлильный станок
Описание станка
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового токарного станка, стандартного, сокращенно ТС. Чуть позже его переименовали в ДИП-200 — Догнать и перегнать, по основному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был выбран токарно-винторезный станок немецкой фирмы VDF. 19 апреля32 началась подготовка к выпуску первой партии станков ДИП-200.
Чуть позже его переименовали в ДИП-200 — Догнать и перегнать, по основному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был выбран токарно-винторезный станок немецкой фирмы VDF. 19 апреля32 началась подготовка к выпуску первой партии станков ДИП-200.
25 апреля 1932 года был собран и испытан первый советский универсальный токарно-винторезный станок с редуктором ДИП-200. К концу 1932 года было выпущено 25 РИПов.
В 1934 году на Московском станкостроительном заводе «Красный пролетарий» освоено производство тяжелых универсальных токарно-винторезных станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
В 1944 году производство этих станков было передано Рязанскому станкостроительному заводу РЗС, основанному в 1944, Тбилисский станкостроительный завод имени И. Кирова и Ейский станкостроительный завод.
В 1956 году Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 – модели – РМЦ 1400, 2800.
В 1968 году было запущено в производство следующее поколение серии – модель 1м63.1м63Б.
С 1973 года начало серийного производства токарных станков: 16к30,16к30Ф3,1М63БФ101,16М30Ф3,1П756ДФ3.
Тбилисский станкостроительный завод имени И. Кирова выпускал станки: 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного производства станка 1М63Н, последней модели серии ДИП-300.
Станок токарно-винторезный универсальный ДИП-300. Назначение и область применения
Станок токарно-винторезный универсальный модели ДИП-300 (по классификации ЭНИМС 1д63) – первый советский станок с редуктором и диаметром обработки над станиной 615 мм, как и все другие ДИПы (ДИП-200, ДИП -300, ДИП-400, ДИП_500), разработанные и выпускавшиеся на Московском станкостроительном заводе «Красный пролетарий» с 1930-х до 1950-х годов.
Станок токарный ДИП-300 предназначен для выполнения широкого спектра работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, в том числе точения конусов, а также для нарезания метрической, модульной, дюймовой резьбы.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
На переднем конце шпинделя резьба М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен спереди на двухрядных роликоподшипниках, сзади на коническом роликоподшипнике. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником.
Шпиндель получает 18 ступеней частоты прямого и обратного вращения от шестивального редуктора в передней бабке станка. Установка необходимой скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, остановка и включение быстрого реверса осуществляется фрикционной муфтой. Сцепление управляется рукоятками на станине у передней бабки и на фартуке.
Движение подается на входной вал грязесборника через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Наконечник передний
Ндел изготовленный по ГОСТ 12593 (DIN 55027, ISO 702-3-75) под шайбу поворотную, с центрирующим коротким конусом 1:4 (7°7’30″), ном. диаметр конуса D = 139,719 мм, номинальный размер торца шпинделя – 6. Внутренний (инструментальный) конус шпинделя – Морзе 6.
Номинальный диаметр конуса D = 139,719 мм, номинальный размер торца шпинделя – 8
Внутренний (инструментальный) конус шпинделя – Морзе 6
Стандартный диаметр токарного патрона – Ø 250, Ø 315, Ø 400, Ø 500 мм, исполнение – тип 2 (для поворотной шайбы)
Диаметр сквозного отверстия – Ø 47 мм
Наибольший диаметр прутка – Ø 45 мм
Коробка подачи типа Norton позволяет нарезать (без звена ступенчатого увеличения):
метрическую резьбу с шагом от 1 до 192 мм
дюймовую резьбу от 24 до 1/4 витка на дюйм
модульная резьба с модулями от 0,5 до 48
шаг резьбы от 96 на 7/8
без переключения передач на гитаре.
Шаговая коробка получает движение от редуктора через гитару – съемные шестерни с наклоном.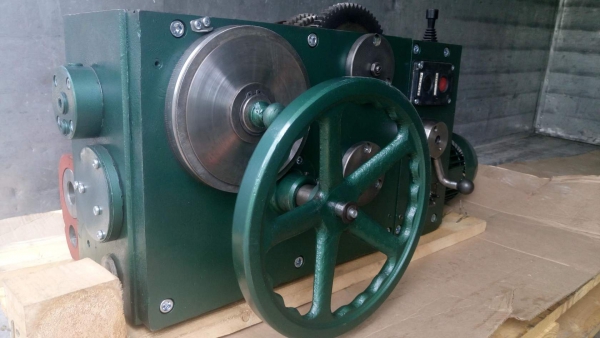 Передняя бабка включает механизмы, позволяющие изменять направление движения суппорта и ускорять это движение (увеличивать шаг резьбы) в 4 и 16 раз.
Передняя бабка включает механизмы, позволяющие изменять направление движения суппорта и ускорять это движение (увеличивать шаг резьбы) в 4 и 16 раз.
Для изготовления высокоточной резьбы ходовой винт может быть подключен через сменные гитарные шестерни в дополнение к механизму подачи.
Через ходовой ролик суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) оснащен механизмом падающего червяка, что позволяет автоматически включать подачу от ходового винта при нарезании резьбы в обоих направлениях и одновременно защищает станок от повреждения при перегрузке. Отключение осуществляется с точностью до 0,02 мм от упора на станине.
Диск для стружки и погружения на токарном станке, Rockler Woodworking and Hardware — Kennesaw, 21 мая 2022 г.
Сб 21 мая 2022 г.
Rockler Woodworking and Hardware — Kennesaw, 425 Ernest W Barrett Parkway NW Suite 1120, Кеннесо, США
Откройте для себя больше событий
Реклама
 in/atlanta/future-of-sexuality-summit-2022/80003294449731?ref=past-event-cust-featured» data-external=»true» data-id=»80003294449731″ data-share-link=»https://allevents.in/atlanta/80003294449731″>
in/atlanta/future-of-sexuality-summit-2022/80003294449731?ref=past-event-cust-featured» data-external=»true» data-id=»80003294449731″ data-share-link=»https://allevents.in/atlanta/80003294449731″>Саммит Future of Sexuality 2022
Мэрия Атланты, Trinity Avenue Southwest, Атланта, Джорджия, США, Соединенные Штаты
07 окт
35 долларов США
 in/north%20york/80002369895190″>
in/north%20york/80002369895190″>Конференция по развитию бизнеса и предпринимательству для африканцев и чернокожих канадцев
Торонто, 24 Sable Street, North York, ON M6M 3K6, North York, Canada
27 октября
от 330 до 22 000 канадских долларов
Конгресс школы бизнеса миллионеров
Aphrodite Hills, Куклия, Кипр, Лимассол, Кипр
10 — 13 ноября
от 1500 до 6000 евро
 in/garland/10000388043066257″>
in/garland/10000388043066257″>Усовершенствованная токарная чаша
Rockler Woodworking and Hardware — Garland, 584 W I-30 Suite 403, Гарленд, США
13 сентября
Мини-таблицы River из эпоксидной смолы
Rockler Woodworking and Hardware — Phoenix, 4626 E Thunderbird Rd Ste 110, Феникс, США
13 сентября
Точение чаши с твердосплавными инструментами
Rockler Woodworking and Hardware — Шаумбург, 253 W Golf Rd, Шаумбург, США
13 сентября
 in/novi/wooden-pen-turning/10000388042996047?ref=past-event-page-org» data-external=»true» data-id=»10000388042996047″ data-share-link=»https://allevents.in/novi/10000388042996047″>
in/novi/wooden-pen-turning/10000388042996047?ref=past-event-page-org» data-external=»true» data-id=»10000388042996047″ data-share-link=»https://allevents.in/novi/10000388042996047″>Токарная деревянная ручка
Rockler Woodworking and Hardware — Novi, 26160 Ingersol Drive, Нови, США
13 сентября
Paint n Sip: изготовление масок
The Student Hotel Amsterdam West, 4 van de Sande Bakhuijzenstraat, Амстердам, Нидерланды
19 окт
 in/amsterdam/10000416561826637″>
in/amsterdam/10000416561826637″>Призрачный тур
Old Irish Pub — Амстердам, 89 Rokin, Амстердам, Нидерланды
22 окт
Вечеринка в честь Хэллоуина
The Student Hotel Amsterdam West, 4 van de Sande Bakhuijzenstraat, Амстердам, Нидерланды
28 — 29 октября
Мы все любим 80-е 90-е 00-е — Хэллоуин Эдитон — Панама Амстердам
Панама Амстердам, Oostelijke Handelskade 4, Амстердам, Нидерланды, Амстердам, Нидерланды
29 — 30 октября
Реклама
Не пропустите удивительные события!
Будьте в курсе самых важных событий, происходящих вокруг вас. Приходи, делись и влияй!
Приходи, делись и влияй!
Как мы будем называть вас?
Джек — это имя, а Манданка — фамилия.
Расскажите нам, что вы любите
Мы найдем рекомендации по проведению мероприятий специально для вас
- Бизнес
- Стороны
- представлений
- Спорт
- Фестивали
- Мастерские
- Музыка
- Выставки
- еда-напитки
- здоровье-здоровье
- танец
- Мода
- Арт.
- изобразительное искусство
- Театр
- литературно-художественный
- Ремесла
- Фотография
- Кулинария
- Комедия
- поездки-приключения
- Развлечения
- рождество
- Дети
- Конференции
- йога
- хакатонов
- виртуальный
- вебинар
Готово
Каковы лучшие советы по заточке токарных инструментов?
`;
Лакшми Сандхана
Правильная заточка инструментов для токарных станков имеет решающее значение для достижения максимальной производительности. Инструмент токарного станка должен иметь острую кромку, чтобы добиться превосходной отделки любой выполняемой работы. Острота кромки также влияет на способность мастера быстро, эффективно и легко закончить проект. Некоторые из лучших советов по заточке токарных инструментов включают в себя их заточку с помощью медленного мокрого шлифовального станка, использование подручника, обеспечение надлежащей защиты и регулярную заточку.
Существует множество приспособлений, которые можно использовать для заточки инструментов токарных станков, таких как ленточные шлифовальные машины, водные камни, верстачные камни и алмазные точилки. Многие ремесленники предпочитают использовать низкоскоростные мокрые шлифовальные машины или стандартные настольные шлифовальные машины, чтобы получить хорошие края на своих инструментах. Преимущество использования низкоскоростной мокрой шлифовальной машины заключается в том, что она сохраняет сталь холодной, что облегчает заточку инструмента. Некоторые токари часто окунают инструменты в чашку с водой, когда затачивают их, чтобы предотвратить перегрев стали. Это помогает избежать изменения состояния стали вследствие ее перегрева.
Многие ремесленники предпочитают использовать низкоскоростные мокрые шлифовальные машины или стандартные настольные шлифовальные машины, чтобы получить хорошие края на своих инструментах. Преимущество использования низкоскоростной мокрой шлифовальной машины заключается в том, что она сохраняет сталь холодной, что облегчает заточку инструмента. Некоторые токари часто окунают инструменты в чашку с водой, когда затачивают их, чтобы предотвратить перегрев стали. Это помогает избежать изменения состояния стали вследствие ее перегрева.
При заточке инструментов для токарных станков рекомендуется предварительно смочить круг небольшим количеством воды, чтобы избежать искрения или заедания инструментов. Некоторые токарные мастера также украшают колесо алмазными накладками или дьявольским камнем. Это помогает избежать образования канавки на круге, которая может отрицательно сказаться на процессе заточки.
Некоторые токарные мастера также украшают колесо алмазными накладками или дьявольским камнем. Это помогает избежать образования канавки на круге, которая может отрицательно сказаться на процессе заточки.
Также важно затачивать инструменты, применяя легкое давление, потому что это уменьшает накопление тепла и уменьшает количество снимаемого металла. Легкое прикосновение важно, так как применение силы может привести к царапинам и зазубринам; это может быть довольно опасно при заточке инструментов на определенных скоростях. Использование различных углов атаки при заточке инструментов токарного станка может помочь в получении желаемого результата. Некоторые токарные станки используют подручники, чтобы поддерживать постоянный угол наклона инструмента при заточке. Это также помогает избежать случайного изменения фаски инструмента.
Некоторые токарные станки используют подручники, чтобы поддерживать постоянный угол наклона инструмента при заточке. Это также помогает избежать случайного изменения фаски инструмента.
Распознавание необходимости заточки токарных инструментов — это навык. Пора затачивать инструменты, когда они кажутся тупыми, если вибрации при резке кажутся чрезмерными или звук резания меняется. Если инструмент затупится, машине потребуется больше энергии для резки, а тепло, выделяемое тупым концом, будет передаваться разрезаемому объекту. Поэтому важно часто затачивать инструменты, каждый раз понемногу, а не ждать, пока кромка не станет полностью тупой.
Чтобы получить хорошую заточку токарных инструментов, необходимо использовать плавные шлифовальные движения или непрерывные движения. Токарные станки также иногда предпочитают использовать ручной камень, плоский камень или наждачную бумагу. Они помогают сбить заусенцы, которые образуются на другой стороне инструментов, когда они затачиваются.
Другим важным фактором, о котором следует помнить, является безопасность. При заточке токарных инструментов важно использовать пылезащитную маску и какую-либо защиту для глаз. Некоторые ремесленники используют лицевой щиток или защитные очки, чтобы избежать травм глаз в результате разлетающихся обломков. Рабочее место должно быть хорошо освещено, а шлифовальное оборудование должно находиться на нужной высоте для комфортной работы.
При заточке токарных инструментов важно использовать пылезащитную маску и какую-либо защиту для глаз. Некоторые ремесленники используют лицевой щиток или защитные очки, чтобы избежать травм глаз в результате разлетающихся обломков. Рабочее место должно быть хорошо освещено, а шлифовальное оборудование должно находиться на нужной высоте для комфортной работы.
Токарный проект по дереву: Honey Dipper | Прибыль | Точение по дереву
Инвентаризация проекта – Медовый ковш
Медовый ковш – приятный и удобный предмет, который можно иметь в своем инвентаре. Они поднимают жидкий мед из банок и позволяют добавить его в чай или на тосты. Не требуя дополнительного оборудования и точной токарной обработки, ковши для меда станут отличным дополнением к вашему инвентарю.
Они поднимают жидкий мед из банок и позволяют добавить его в чай или на тосты. Не требуя дополнительного оборудования и точной токарной обработки, ковши для меда станут отличным дополнением к вашему инвентарю.
Ковш для меда
Ковш для меда используется для управления потоком жидкого меда. Прорези позволяют набрать много меда, а вращением ковша можно контролировать, сколько меда в чае или на тосте. Различные формы наконечника для окунания влияют на количество собираемого меда. Это приятный поворотный проект.
Материалы и инструменты
Чуть меньше дюйма в диаметре, вы можете использовать небольшие ветки или обрезать деревянный квадрат размером 1 дюйм на настольной пиле. Убедитесь, что вы используете соответствующие устройства безопасности, чтобы защитить ваши пальцы. Это отличный способ использовать местную древесину, например обрезки соседа или местные породы. Я превратил сосну, лиственницу и березу, найденную на моей территории, в медовые черпаки. Я бы держался подальше от маслянистой древесины, так как это может испортить мед. Не используйте древесину, которая токсична. На следующей фотографии показаны готовые ковши, ветка лиственницы и три токарные заготовки из кизила, одна из которых повернута и готова к работе.
Не используйте древесину, которая токсична. На следующей фотографии показаны готовые ковши, ветка лиственницы и три токарные заготовки из кизила, одна из которых повернута и готова к работе.
Необходимые инструменты:
- Долото для черновой обработки – для поворота заготовки
- Отрезной инструмент – для прорезания канавок в рукояти
- Косое долото или долото для шпинделя – для придания формы ковшу и рукоятке
- Наждачная бумага – разная зернистость (я использовал 150, 220, 320, 400, 600 и 800)
- Хлопчатобумажная ткань или бумажное полотенце – для протирки ковша между крупами
- Отделка для пищевых продуктов
Медовый ковш — инвентарь
Как предмет в вашем инвентаре Медовый ковш — хороший выбор. Вам не нужен набор для изготовления продукта. Дизайн свободный / креативный, то есть нет стандарта формы медового ковша. Дизайн ручки полностью зависит от вас. Вы можете сделать его простым или сложным, как вам нравится. Тем не менее, это посуда, поэтому вы хотите, чтобы ее было легко чистить.
Тем не менее, это посуда, поэтому вы хотите, чтобы ее было легко чистить.
Вы можете полностью перевернуть ковш для меда между центрами, немного очистив каждый конец, когда закончите. Я использовал многокулачковый патрон для удержания заготовки, что означает, что я могу полностью закончить рукоятку ковша (см. рисунок ниже). Этот продукт подходит для производственных циклов, когда вы округляете заготовку и сначала надеваете на нее шип, а затем переходите к многокулачковому патрону для придания формы. Держите свои инструменты острыми, и вы сможете сделать два или три за час с небольшой практикой. Увеличьте цены, если вы используете экзотическую древесину, которую вам пришлось купить. Местная или найденная древесина — отличный выбор для черпака. При ценообразовании убедитесь, что цена компенсирует ваше время обработки.
Иногда дефект древесины обнаруживается на стадии отделки. У меня на лиственнице появились трещины и повреждения насекомыми. В любом случае завершите медовый ковш. Вы можете использовать его самостоятельно, в качестве демонстрационного продукта, или его можно отправить в корзину со скидкой. Если это не опасно в использовании или может слишком легко сломаться, выбросьте его. Иногда недостаток добавляет характеру продукта. Так что хорошенько подумайте, прежде чем выбрасывать свои не совсем идеальные повороты.
Вы можете использовать его самостоятельно, в качестве демонстрационного продукта, или его можно отправить в корзину со скидкой. Если это не опасно в использовании или может слишком легко сломаться, выбросьте его. Иногда недостаток добавляет характеру продукта. Так что хорошенько подумайте, прежде чем выбрасывать свои не совсем идеальные повороты.
Токарная обработка ковша для меда
Я начал с поворота подготовленной заготовки из кизила и шипа, чтобы вставить его в патрон. Готовый ковш показывает вам, где находятся основные функции.
Карандашом отметьте грубые места расположения рукояти и конических частей рукоятки. Я также помечаю части на конце, чтобы было легче отделить ковш от токарного станка.
Сначала я обрезал концы разделителем.
Затем я придал форму ковшу для меда. Вы можете сначала вырезать канавки, а затем придать форму, если хотите.
Вырежьте канавки в рукояти. Мне нравится смотреть вниз на ковш, когда я делаю это, чтобы я мог выровнять глубину каждой канавки и сохранить ее одинаковой. Если вы обнаружите, что ваш инструмент прожигает древесину, тогда кончик вашего инструмента имеет ту же ширину (или меньше), что и корпус. Ваш инструмент для разделения должен иметь наконечник, который немного больше, чем лезвие инструмента, чтобы уменьшить трение о древесину.
Если вы обнаружите, что ваш инструмент прожигает древесину, тогда кончик вашего инструмента имеет ту же ширину (или меньше), что и корпус. Ваш инструмент для разделения должен иметь наконечник, который немного больше, чем лезвие инструмента, чтобы уменьшить трение о древесину.
Придайте форму ручке на свой вкус. Определите конец ковша и создайте привлекательную верхнюю часть рукоятки.
Отделка ковша для меда
Отшлифуйте и обработайте корпус ковша для меда. Я использую прогрессивную наждачную бумагу, начиная с зернистости от 150 до 220, в зависимости от того, насколько гладко мне удалось придать шпинделю форму. Между каждой сменой зернистости я протираю токарную обработку хлопчатобумажной тканью или бумажным полотенцем. Это удалит любой песок, который мог упасть с вашей наждачной бумаги, и предотвратит случайные царапины на вашей работе.
Чтобы закончить конец рукоятки, двигайтесь вниз так, чтобы на рукояти остался только небольшой выступ. Затем отодвиньте заднюю бабку в сторону, поддержите рукоять левой рукой и закончите конец косым долотом или шпиндельным долотом. Отшлифуйте и закончите этот конец ковша.
Затем отодвиньте заднюю бабку в сторону, поддержите рукоять левой рукой и закончите конец косым долотом или шпиндельным долотом. Отшлифуйте и закончите этот конец ковша.
Теперь отделите ковш от станка, снова поддерживая ковш свободной рукой. Если вы не уверены, что сделаете это, снимите ковш с токарного станка и используйте пилу, чтобы обрезать конец, наждачной бумагой сделать его гладким и отшлифовать, чтобы он соответствовал остальной части ковша.
Один ковш для меда повернут и готов, готов разбрасывать мед.
Вы перевернули черпак меда? Какое дерево вы использовали и какой формы был ваш ковш? Дайте мне знать, какая форма вам нравится больше всего. Наслаждаться.
Диплом последипломного образования в области обучения и преподавания в высшем образовании —
Дэвид Джонсон
Читатель по сравнительному и международному образованию
Полный профиль
Профессор Сьюзен Джеймс Релли
Профессор профессионального образования и заместитель заведующего кафедрой
Полный профиль
Крепость Юарт
Почетный профессор
Полный профиль
Стив Стрэнд
Профессор образования
Полный профиль
Гарри Дэниелс
Профессор образования
Полный профиль
Найл Уинтерс
Профессор образования и технологий
Полный профиль
Ребекка Эйнон
Профессор образования, Интернета и общества
Полный профиль
Лаура Молуэй
Ведущий преподаватель факультета современных языков
Полный профиль
Алия Халид
Преподаватель сравнительного и международного образования
Полный профиль
Доктор Саманта-Кей Джонстон
Научный сотрудник
Полный профиль
Доктор Элизабет Воннакотт
Ассоциированный профессор прикладной лингвистики
Полный профиль
Стивен Паттик
Ассоциированный профессор педагогического образования
Полный профиль
Леон Файнштейн
Директор Центра Риса и профессор образования и социальной защиты детей
Полный профиль
Марк Сирл
Преподаватель английского языка
Полный профиль
Карен Скиллинг
Преподаватель кафедры, заместитель директора по докторским исследованиям, руководитель отдела математики PGCE, координатор научного сотрудника докторантуры
Полный профиль
Джули Селвин
Профессор образования и усыновления
Полный профиль
Давид Андрич
Научный сотрудник OUCEA
Полный профиль
Лиам Гилфойл
Преподаватель факультета естественных наук
Полный профиль
Гордон Стобарт
Почетный научный сотрудник
Полный профиль
Доктор Мишель Медоуз
Ассоциированный профессор Образовательной Оценки
Полный профиль
Линн Макалпайн
Почетный профессор развития высшего образования
Полный профиль
Арниика Куусисто
Почетный научный сотрудник
Полный профиль
Джон Гей
Почетный научный сотрудник
Полный профиль
Мария Евангелиу
Почетный научный сотрудник
Полный профиль
Дэвид Миллс
Доцент кафедры педагогики и общественных наук
Полный профиль
Алис Оанча
Профессор философии образования и исследовательской политики
Полный профиль
Энн Эдвардс
Почетный профессор
Полный профиль
Эрнесто Макаро
Почетный профессор
Полный профиль
Лиам Гирон
Адъюнкт-профессор религиозного образования и старший научный сотрудник
Полный профиль
Ричард Принг
Почетный профессор
Полный профиль
Хэмиш Чалмерс
Директор курса MSc ALSLA, преподаватель кафедры
Полный профиль
Дайан Майер
Почетный профессор
Полный профиль
Терезинья Нуньес
Заслуженный профессор педагогических исследований
Полный профиль
Ирам Сирадж
Профессор детского развития и образования
Полный профиль
Саймон Маргинсон
Профессор высшего образования
Полный профиль
Энн Жениец
Научный сотрудник
Полный профиль
Джудит Хиллиер
Ассоциированный профессор естественно-научного образования (физика)
Полный профиль
Джейсон Тодд
Преподаватель кафедры
Полный профиль
Ян Томпсон
Адъюнкт-профессор английского образования и директор PGCE
Полный профиль
Памела Сэммонс
Почетный профессор образования
Полный профиль
Файдра Файтаки
Преподаватель кафедры прикладной лингвистики
Полный профиль
Эдвард Мелхуиш
Профессор человеческого развития
Полный профиль
Габриэль Стилианидес
Профессор математического образования
Полный профиль
Гэри Снаппер
МЛТ Супервайзер
Полный профиль
Ларс-Эрик Мальмберг
Профессор количественных методов в образовании
Полный профиль
Майя Чанкселиани
Доцент кафедры сравнительного и международного образования
Полный профиль
Найджел Фэнкорт
Адъюнкт-профессор обучения, преподавания и ценностей
Полный профиль
Дженни Ингрэм
Ассоциированный профессор математического образования
Полный профиль
Ариэль Линдорф
Доцент и преподаватель-исследователь
Полный профиль
Тревор Баранина
Доцент кафедры образования. Он является директором аспирантуры, а также директором Оксфордского образовательного деканата 9.0003
Он является директором аспирантуры, а также директором Оксфордского образовательного деканата 9.0003
Полный профиль
Виктория Эллиот
Адъюнкт-профессор английского языка и грамотности
Полный профиль
Николь Дингуолл
Преподаватель кафедры английского языка, ведущий преподаватель английского языка PGCE
Полный профиль
Энн Чайлдс
Ассоциированный профессор естественно-научного образования
Полный профиль
Кэтрин Берн
Ассоциированный профессор образования
Полный профиль
Джилл Боуг-Манро
Репетитор — Магистр обучения и преподавания
Полный профиль
Джо-Энн Бэрд
Директор ОУСЕА
Полный профиль
Джеймс Робсон
Содиректор Центра навыков, знаний и организационной деятельности (SKOPE) и доцент систем высшего образования
Полный профиль
Джон Ферлонг
Заслуженный профессор образования
Полный профиль
Роберт Вур
Ассоциированный профессор прикладной лингвистики
Полный профиль
Кэти Сильва
Почетный научный сотрудник и профессор педагогической психологии
Полный профиль
Хит Роуз
Доцент кафедры прикладной лингвистики
Полный профиль
Виктория Мерфи
Заведующий кафедрой и профессор прикладной лингвистики
Полный профиль
Сонали Наг
Профессор психологии и педагогики
Полный профиль
Сибель Эрдуран
Профессор естественно-научного образования
Полный профиль
Чарльз Хьюм
Профессор психологии и педагогики
Полный профиль
Афина Нталли
Научный сотрудник
Полный профиль
Мира Аль Хусейн
Постдокторант
Полный профиль
Чжунхён Квак
Постдокторант
Полный профиль
Наталья Хэнли
Постдокторант
Полный профиль
Элис Альдинуччи
Постдокторант
Полный профиль
Лаура Кинг
Научный сотрудник
Полный профиль
Чжэ Ван
Постдокторант
Полный профиль
Илька Вари-Лавуазье
Научный сотрудник
Полный профиль
Сию Ма
Научный сотрудник
Полный профиль
Рим Алкахтани
Студент-исследователь
Полный профиль
Джорджия Хайд-Драйден
Научный сотрудник
Полный профиль
Даниэла Сингх
Научный сотрудник
Полный профиль
Дениз Кингстон
Менеджер проекта для TEEMUP
Полный профиль
Фиона Гэтти
Координатор исследовательского проекта / Всемирный благотворительный фонд Templeton, научный сотрудник в области сравнительного образования
Полный профиль
Сара Хирн
Научный сотрудник
Полный профиль
Эндрю Браун
Научный сотрудник
Полный профиль
Элли Су
Постдокторский научный сотрудник
Полный профиль
Прия Тах
Научный сотрудник
Полный профиль
Лесли Нельсон-Эдди
Репетитор программ PGCE и профессиональных программ по английскому языку Образование
Полный профиль
Никки Люк
Научный сотрудник
Полный профиль
Роланд Бернхард
Приглашенный научный сотрудник
Полный профиль
Хау Мин Цзе
Научный сотрудник
Полный профиль
Теренс Ловат
Почетный научный сотрудник
Полный профиль
Джуди Себба
Почетный профессор образования
Полный профиль
Хелен Триведи
Научный сотрудник
Полный профиль
Доктор Сандра Мазерс
Старший научный сотрудник
Полный профиль
Софи Бутон
Научный сотрудник
Полный профиль
Эмили Мерфи
Сотрудник по исследованиям, Центр знаний о навыках и организационной деятельности
Полный профиль
Джессика Чан
Научный сотрудник
Полный профиль
Катарина Эрики-Стивенс
Научный сотрудник
Полный профиль
Исаак Лим
Докторант
Полный профиль
Джиллиан Уэст
Преподаватель детского развития и образования
Полный профиль
Гарриет Уорд
Почетный научный сотрудник
Полный профиль
Икуя Айзава
Докторант
Полный профиль
Джулиан Гардинер
Научный сотрудник / статистик
Полный профиль
Ясмин Эль Масри
Научный сотрудник OUCEA
Полный профиль
Хелен Карассо
Почетный научный сотрудник Norham
Полный профиль
Синь Сюй
Научный сотрудник
Полный профиль
Подарок Сонккайи
Докторант / Студент-исследователь
Полный профиль
Мирна Суматик
Докторант
Полный профиль
Цинлин Конг
Докторант
Полный профиль
Брайан Мичени
Докторант
Полный профиль
Йоханнес Шульц
Докторант
Полный профиль
Кейсон Ка Чинг Чунг
Докторант
Полный профиль
Кэтрин Гамильтон
Докторант
Полный профиль
Олав Шеве
Докторант
Полный профиль
Шуо-Фан Лян
Докторант
Полный профиль
Кэтлин Купек
Докторант
Полный профиль
Шуян Лю
Докторант
Полный профиль
Пьер Люсьен
Докторант
Полный профиль
Амелия Фарбер
Докторант
Полный профиль
Клэр (Ю) Хао
Докторант
Полный профиль
Синди Онг
Докторант
Полный профиль
Джису Со
Докторант
Полный профиль
Алекса Муза
Докторант
Полный профиль
Пок Цзин (Джейн) Хо
Докторант
Полный профиль
Марго Кубик
Докторант
Полный профиль
Абдул Карим Исмаил
Докторант
Полный профиль
Грех повесить Николь Лоу
Докторант
Полный профиль
Кабира Намит
Докторант
Полный профиль
Юшань Се
Докторант
Полный профиль
Бхабеш Сан Сан Вал
Докторант
Полный профиль
Роджер Бейли
Докторант
Полный профиль
Лена Злок
Докторант
Полный профиль
Минто Феликс
Докторант
Полный профиль
Фан Сюй
Докторант
Полный профиль
Дарта Драбовица
Докторант
Полный профиль
Эшли Эбботт
Докторант
Полный профиль
Джули Чиа-И Лин
Докторант
Полный профиль
Люси Робинсон
Докторант
Полный профиль
Эллен Фрустис
Докторант
Полный профиль
Лиза Черри
Докторант
Полный профиль
Силви Уотсон
Докторант
Полный профиль
Ибо Ван
Докторант
Полный профиль
Маккуин Сумма
Докторант
Полный профиль
Антонин Шарре
Докторант
Полный профиль
Кайла Смит
Докторант
Полный профиль
Брукс Ньюмарк
Докторант
Полный профиль
Айн Келли
Научный сотрудник
Полный профиль
Наоске Амано
Докторант
Полный профиль
Адамсегед Абебе
Докторант
Полный профиль
Миранда Восс
Докторант
Полный профиль
Фахад Аль-Кувари
Докторант
Полный профиль
Юсеф Халифа Алегфели
Докторант / Научный сотрудник
Полный профиль
Соён Ли
Докторант
Полный профиль
Яник Фестерлинг
Докторант
Полный профиль
Манал Бугаззул
Докторант
Полный профиль
Бернард Ли
Докторант
Полный профиль
Анейн О’Грэйди
Докторант
Полный профиль
Инга Сторен
Докторант
Полный профиль
Анай Нангалиа
Докторант
Полный профиль
Камаль Арманиус
Докторант
Полный профиль
Эдди Палмер
Докторант
Полный профиль
Джейми Стифф
Докторант
Полный профиль
Джейн Джиюн Ли
Докторант
Полный профиль
Тиарнах Макдермотт
Докторант
Полный профиль
Парк Вонён
Докторант/Научный сотрудник
Полный профиль
Сиянг Чжоу
Докторант
Полный профиль
Сихан Чжоу
Докторант и преподаватель прикладной лингвистики
Полный профиль
Аржия Хабиби
Докторант
Полный профиль
Марья Попова
Докторант
Полный профиль
Чжаньсинь Хао
Докторант
Полный профиль
Питер Митчелл
Докторант
Полный профиль
Аманда Наттолл
Докторант
Полный профиль
Юаньюэ Хао
Докторант
Полный профиль
Эндрю Маротта
Докторант
Полный профиль
Пей-Синь Ли
Докторант
Полный профиль
Люси Хант
Докторант
Полный профиль
Сизве Мкванази
Докторант
Полный профиль
Дина Хассан Эль Одесси
Докторант
Полный профиль
Эбигейл Брэнфорд
Студент-исследователь
Полный профиль
Сюцзюань Ван
Докторант
Полный профиль
Ваня Пинто
Докторант
Полный профиль
Ольга Мун
Докторант
Полный профиль
Айзуддин Мохамед Ануар
Докторант
Полный профиль
Чжэнь Чжэн
Докторант
Полный профиль
Джаник Шарль
Докторант
Полный профиль
Элис Тауэлл
Докторант
Полный профиль
Рэйчел Гарднер
Докторант
Полный профиль
Минхуэй Вэй
Докторант
Полный профиль
Марион Уэйт
Докторант
Полный профиль
Ашмита Рандхава
Студент доктора философии и научный сотрудник
Полный профиль
Коджо Боцио
Докторант
Полный профиль
Доминик Булла
Докторант
Полный профиль
Кеди Симпсон
Студент доктора философии и преподаватель (магистр прикладной лингвистики для преподавания языков), почетный научный сотрудник Norham
Полный профиль
Нужа Нусейбе
Докторант
Полный профиль
Фиона Джелли
Докторант
Полный профиль
Кайл Дэвисон
Докторант
Полный профиль
Юн Ён Ли
Докторант
Полный профиль
Кейтлин Прентис
Докторант
Полный профиль
Сэмюэл Цанг
Докторант
Полный профиль
Чун Юнг (Габриэль) Ли
Докторант
Полный профиль
Эрик Каппе
Докторант
Полный профиль
Бай Ли
Докторант
Полный профиль
Лаура Пинкертон
Постдокторант
Полный профиль
Карим Эльмехейри
Студент-исследователь
Полный профиль
Вереск Шеркунов
Менеджер связи
Полный профиль
Ирина Лепадату
Менеджер по исследованиям
Полный профиль
Паула Бут
Ассистент проекта
Полный профиль
Кейт Эйрес
Руководитель проекта
Полный профиль
Харис Ахмед
IT-помощник
Полный профиль
Стейси Киркхэм
Сотрудник отдела кадров
Полный профиль
Томас Хоул
Администратор курса
Полный профиль
Виктория Шотт
Администратор курса
Полный профиль
Адель Грегори
Академический ассистент
Полный профиль
Эмма Бэрроу
Координатор исследований
Полный профиль
Кэтрин Лофтхаус
Менеджер по исследовательским грантам
Полный профиль
Марта Лесяк
Финансовый сотрудник
Полный профиль
Госия Маршалл
Преподаватель кафедры математики
Полный профиль
Фархан Али
Бизнес-администратор SKOPE и CGHE
Полный профиль
Луиза Саммерс
Финансовый менеджер
Полный профиль
Кэти Грэнвилл-Чепмен
Научный сотрудник докторантуры
Полный профиль
Клэр Брукс
Почетный научный сотрудник
Полный профиль
Моника Кирквуд
Координатор докторантуры
Полный профиль
Профессор Джонатан Мичи
Почетный научный сотрудник Norham
Полный профиль
Профессор Нурия Планас
Профессор математического образования
Полный профиль
Акира П.
 Шах
Шах
Докторант
Полный профиль
Ханна Хорн-Робинсон
Администратор проекта
Полный профиль
Синьцянь (Нэнси) Цзян
Докторант
Полный профиль
Кексин Ю
Докторант
Полный профиль
Ханна Коули
Менеджер по персоналу
Полный профиль
Стефани Флауэр
Сотрудник по профессиональному развитию
Полный профиль
Лора Хакими
Постдокторант, научный сотрудник
Полный профиль
Джейсон Бентли
Докторант
Полный профиль
Профессор Штейн Данкерт Кольсто
Профессор естественно-научного образования
Полный профиль
Пинар Коланчали
Научный сотрудник
Полный профиль
Лесли-Энн Адамс
Глава администрации и финансов
Полный профиль
Джин Томпсон
Почетный научный сотрудник
Полный профиль
Доктор Джульетта Скотт-Барретт
Полный профиль
Натан Томас
Репетитор по прикладной лингвистике
Полный профиль
Доктор Кари Сахан
Почетный научный сотрудник Norham
Полный профиль
Доктор Джим МакКинли
Доцент, Почетный научный сотрудник
Полный профиль
Профессор Сэм Хоггард
Преподаватель учебной программы, почетный научный сотрудник Norham
Полный профиль
Салли Картер Табассо
Почетный научный сотрудник Norham
Полный профиль
Джонатан Триджелл
Почетный научный сотрудник Norham
Полный профиль
Елена Цветкова
Докторант
Полный профиль
Лавиния Кампхаузен
Докторант
Полный профиль
Дженнифер Джинджер
Докторант
Полный профиль
Оскар Урменета
Докторант
Полный профиль
Рэнью Цзян
Докторант
Полный профиль
Эбби Палмер
Докторант
Полный профиль
Джози Скаммелл
Докторант
Полный профиль
Лаура Донг
Докторант
Полный профиль
Лара Караселлос
Докторант
Полный профиль
Роуленд Энтони Империал
Докторант
Полный профиль
Аманда Лайонс
Докторант
Полный профиль
Афия Ахмед Чаудри
Докторант
Полный профиль
Абисмрита Чакраварти
Докторант
Полный профиль
Изобель говорит
Докторант
Полный профиль
Деми (Итин) Хао
Докторант
Полный профиль
Сяона Ван
Докторант
Полный профиль
Ванлинь Цай
Докторант
Полный профиль
Лоуренс Хаулдсворт
Докторант
Полный профиль
Бенджамин Харт
Докторант
Полный профиль
Аннет Ризики
Докторант
Полный профиль
Кристиан Идесен
Почетный научный сотрудник
Полный профиль
Рэйчел Чайлдс
Старший помощник библиотеки
Полный профиль
Адам Сондерс
Исследователь
Полный профиль
Джуди Барретт
Администратор управления исследованиями TEEMUP
Полный профиль
Стейси Макгоуэн
Менеджер академических программ
Полный профиль
Катрина Мэй Дулай
Научный сотрудник
Полный профиль
Маргарет Малхолланд
Почетный научный сотрудник Norham
Полный профиль
Джоанна Макинтайр
Почетный научный сотрудник
Полный профиль
Джилл Портер
Почетный научный сотрудник
Полный профиль
Линда Вудхед
Почетный научный сотрудник
Полный профиль
Лиз Полдинг
Докторант
Полный профиль
Эбру Кая
Почетный научный сотрудник
Полный профиль
Даршини Надараджан
Докторант
Полный профиль
Хизер Ли Кэйтон
Докторант
Полный профиль
Шона-Кей Такер
Докторант
Полный профиль
Рунке Хуан
Докторант
Полный профиль
Томмазо Де Зан
Докторант
Полный профиль
Хизер Браунинг-Ли
Сотрудник проекта
Полный профиль
Ольга Иоанниду
Научный сотрудник
Полный профиль
Кэтрин Посланник
Администратор курса
Полный профиль
Кэролайн Корелл
Стажер-исследователь и научный сотрудник университета, научный сотрудник 2020-21
Полный профиль
Стивен Биллетт
Профессор образования для взрослых и профессионального образования
Полный профиль
Ричард Кантер
Почетный научный сотрудник
Полный профиль
Дженни Гор
Приглашенный профессор Оксфордского университета и директор педагогического исследовательского центра Университета Ньюкасла, Австралия
Полный профиль
Оуэн Хенкель
Докторант
Полный профиль
Жаклин Барнс
Почетный научный сотрудник
Полный профиль
Хуберт Эртль
Почетный научный сотрудник
Полный профиль
Шейлен Попат
Докторант
Полный профиль
Джейн МакНикол
Доцент
Полный профиль
Клэр Сэвори
Научный сотрудник
Полный профиль
Кэтрин Скатт
Библиотекарь Бодлеанского образования и предметный консультант
Полный профиль
Джон С.
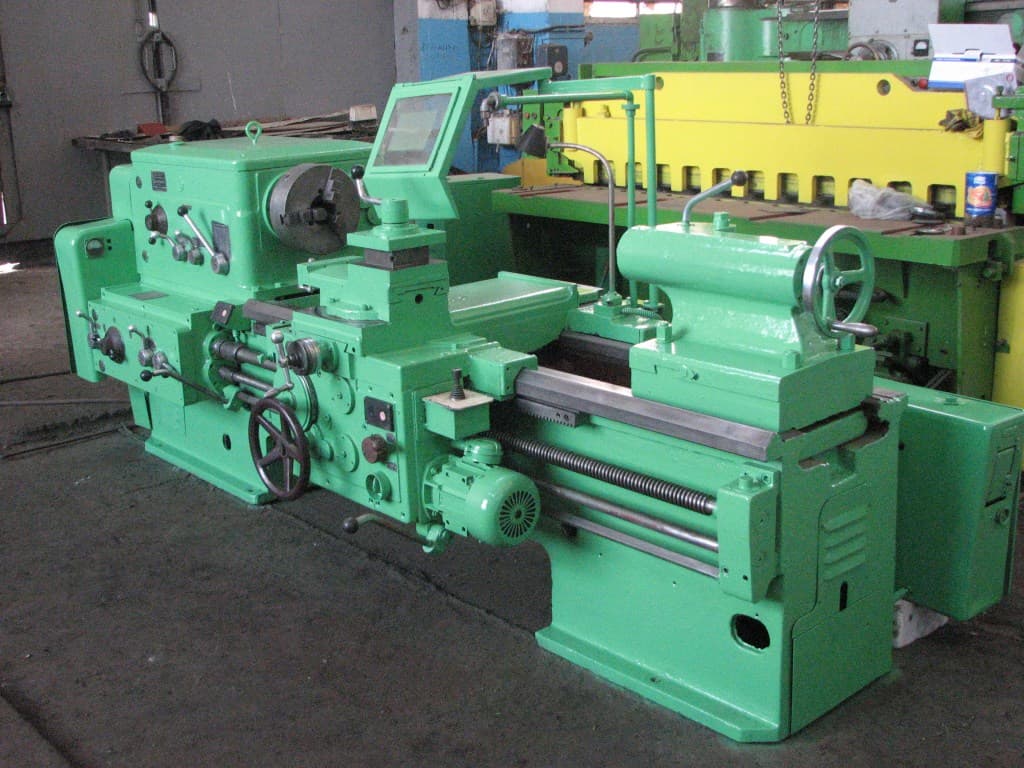 Твинг
Твинг
Почетный научный сотрудник
Полный профиль
Салли Томлинсон
Почетный член
Полный профиль
Элеонора Роулинг
Почетный научный сотрудник
Полный профиль
Пол Меара
Почетный научный сотрудник
Полный профиль
Лесли Сондерс
Почетный научный сотрудник
Полный профиль
Джон Х. Мейсон
Почетный научный сотрудник
Полный профиль
Эндрю Мартин
Почетный научный сотрудник
Полный профиль
Сёльви Лиллехорд
Почетный научный сотрудник
Полный профиль
Андреа Лачик
Почетный научный сотрудник
Полный профиль
Дэвид Каплан
Почетный научный сотрудник
Полный профиль
Мария Татто
Почетный научный сотрудник
Полный профиль
Эдвард В. Вулф
Почетный научный сотрудник
Полный профиль
Мариан Хедегор
Почетный научный сотрудник
Полный профиль
Артур Грессер
Почетный научный сотрудник
Полный профиль
Лоррейн Форман-Пек
Почетный научный сотрудник
Полный профиль
Мэрилин Флир
Почетный научный сотрудник
Полный профиль
Наоми Айзенштадт
Почетный научный сотрудник
Полный профиль
Джон Бреннан
Почетный научный сотрудник
Полный профиль
Луиза Мире
Сотрудник по охране труда и технике безопасности
Полный профиль
Джеймс Артур
Почетный научный сотрудник
Полный профиль
Джеффри Уолфорд
Почетный профессор
Полный профиль
Энн Уотсон
Почетный профессор
Полный профиль
Дэвид Филлипс
Почетный профессор
Полный профиль
Дженни Озга
Почетный профессор
Полный профиль
Ян Ментер
Почетный профессор
Полный профиль
Кен Мэйхью
Почетный профессор
Полный профиль
Герберт Марш
Почетный профессор
Полный профиль
Ингрид Лант
Почетный профессор
Полный профиль
Доктор Пенелопа Вульф
Почетный научный сотрудник Norham
Полный профиль
Рэй Шостак
Почетный научный сотрудник Norham
Полный профиль
Элисон Робб-Уэбб
Почетный научный сотрудник Norham
Полный профиль
Анн Пино де Мойра
Почетный научный сотрудник Norham
Полный профиль
Шон Хейс
Почетный научный сотрудник Норхэма
Полный профиль
Хилари Эмери
Почетный научный сотрудник Norham
Полный профиль
Эмма Клозе
Преподаватель учебной программы PGCE (естествознание)
Полный профиль
Реза Ханзаде
Докторант
Полный профиль
Люси Лиддикот
Административный сотрудник PGCE
Полный профиль
Барбара Познер
Секретарь/ассистент библиотеки
Полный профиль
Луиза Галли
Координатор PGT
Полный профиль
Дженни Лоулор
Финансовый сотрудник
Полный профиль
Бода Седлачек
Помощник оператора
Полный профиль
Си Лян
Докторант
Полный профиль
Диана Джарман
Администратор курса
Полный профиль
Линда Робинс
Менеджер по школьному сотрудничеству
Полный профиль
Барбара Рэли
EA Директору
Полный профиль
Джоанн Хейзелл
Помощник редактора
Полный профиль
Саймон Клей
ИТ-менеджер
Полный профиль
Джейн Стефенсон
Старший администратор PGCE
Полный профиль
Эрика Оукс
Операционный менеджер
Полный профиль
Элисон Кюллинан
Почетный научный сотрудник Norham
Полный профиль
Мэтью Херст
Администратор PGCE
Полный профиль
Крис Дэвис
Доцент кафедры образования
Полный профиль
Лена Грей
Почетный научный сотрудник Norham
Полный профиль
Хлоя Уокер
Студент-исследователь
Полный профиль
Набор для тестирования жидкости для резки металлов (бактерии и pH)
ВКЛЮЧАЕТ TTC
КРАСНЫЙ КРАСИТЕЛЬ
190,56 фунтов стерлингов
Без налога
Включить рефрактометр?:
Да нет
Хотите обновить свой инкубатор?:
Нет, я доволен MX2Да, MX8 (вместимость 8 направляющих) Да, MX25 (вместимость 25 направляющих) Да, MX45 (емкость 45 направляющих)
Включить датчик температуры?:
Да Нет
Количество
Правильно проверяйте свои жидкости для резки / металлообработки на наличие бактерий и уровень pH, чтобы они соответствовали рекомендациям HSE. Этот набор для проверки резки металла включает в себя простое руководство по эксплуатации и журнал, позволяющий вести записи для следующей проверки.
Этот набор для проверки резки металла включает в себя простое руководство по эксплуатации и журнал, позволяющий вести записи для следующей проверки.
| Бонусные баллы Покупая этот товар, вы можете получить до 190 точка точек . |
Этот тестовый набор для резки металла предназначен для тестирования бактерий, дрожжей, плесени (грибков) и уровня pH 9.0009 жидкости для резки металлов в соответствии с HSE MW5 («Управление отстойниками и бактериальное загрязнение») Правила контроля веществ, опасных для здоровья: (http://www. hse.gov.uk/pubns/guidance/mw5.pdf).
hse.gov.uk/pubns/guidance/mw5.pdf).
- 1 полноцветное 18-страничное руководство по эксплуатации на сайте dip-slides.com с пошаговыми инструкциями (включая фотографии) и листами для записей.
- 1 x инкубатор с погружными слайдами MX2 (вместимость 1–2 погружных слайда)
- 2 коробки с предметными стеклами Metal Cutting Fluid – MCBTM2 (тест на бактерии, дрожжи и плесень), всего 20 предметных стекол.
- 1 упаковка индикаторных полосок Premium pH (pH 6,5–10,0)
- 1 x Рефрактометр 0–32% Brix. Это необязательный элемент (возможно, у вас уже есть один из них). Рефрактометр можно использовать для определения концентрации промышленных/металлорежущих жидкостей. Проверка концентрации важна, так как высокая или низкая концентрация может привести к неблагоприятным последствиям для здоровья, неэффективной смазке, поломкам оборудования и бактериальному заражению. Пожалуйста, выберите из раскрывающегося списка, если вы хотите включить этот элемент.
- 1 датчик температуры.
 В соответствии с правилами HSE MW5 вы теперь обязаны еженедельно контролировать температуру вашего MWF. Выберите из раскрывающегося списка, хотите ли вы включить этот элемент.
В соответствии с правилами HSE MW5 вы теперь обязаны еженедельно контролировать температуру вашего MWF. Выберите из раскрывающегося списка, хотите ли вы включить этот элемент.
Полностью погрузите предметное стекло (чтобы весь агар был покрыт) в образец смазочно-охлаждающей жидкости на 10 секунд. После этого снимите предметное стекло и дайте жидкости стечь перед тем, как вернуть его в пробирку.
Поместите предметное стекло в инкубатор и инбубируйте в течение 24–120 часов (точное время см. в инструкции).
Извлеките предметное стекло из инкубатора и сравните результаты с предоставленной сравнительной таблицей.
Тестирование pH жидкости для резки металлов может показать, являются ли уровни коррозионно-активными. Низкий уровень pH может быть вызван присутствием бактерий. Вот почему совместное использование погружных слайдов и рН-полосок дает более полное представление о «здоровье» и качестве вашей смазочно-охлаждающей жидкости.
В идеале, вы не хотите, чтобы рН вашей смазочно-охлаждающей жидкости был ниже примерно 8,5, поскольку любая слишком кислая жидкость будет вызывать коррозию металлов. Однако вам не нужен слишком высокий уровень pH, так как это может представлять опасность для здоровья (раздражение кожи и т. д.).
Однако вам не нужен слишком высокий уровень pH, так как это может представлять опасность для здоровья (раздражение кожи и т. д.).
Когда вы осторожно опускаете индикаторную полоску в жидкость, она меняет цвет в соответствии с уровнем pH. Эти индикаторные полоски имеют фиксированный цвет и не растекаются, поэтому результаты должны быть четкими и точными.
Каждая упаковка индикаторных полосок pH содержит 100 полосок. Также прилагается диаграмма цветового индикатора.
Погружные слайды для жидкости для резки металлов (MCBTM2) Погружные слайды для проверки СОЖ на наличие бактерий и дрожжей/плесени. Регулярные микробиологические испытания смазочно-охлаждающих жидкостей очень важны. Высокий уровень бактериального загрязнения ухудшает качество жидкости и представляет опасность для здоровья. Загрязнение также может привести к снижению уровня pH до кислого уровня.
В этом наборе 2 коробки дип-слайдов (20 дипс-слайдов) . Чтобы проверить свою жидкость для резки металлов с помощью этих погружных слайдов, осторожно погрузите слайд в жидкость и полностью погрузите его, а затем поместите слайд в трубку. Затем вам нужно будет инкубировать предметные стекла и после инкубации сравнить результаты с предоставленной сравнительной таблицей, чтобы оценить наличие загрязнения.
Затем вам нужно будет инкубировать предметные стекла и после инкубации сравнить результаты с предоставленной сравнительной таблицей, чтобы оценить наличие загрязнения.
Инкубатор GNAT будет инкубировать 1-2 предметных стекла. Он готов к использованию после первоначального 15-20-минутного периода стабилизации. Инкубатор предварительно настроен на 30 градусов Цельсия.
Этот набор содержит все необходимое для эффективного тестирования микробиологических свойств и pH жидкостей для резки металлов.
Различия между нашими наборами для тестирования жидкостей для металлов
Чтение результатов
Вы можете найти наш набор Premium Metal Cutting Fluid здесь: Premium Metal Cutting Fluid Tester Kit Бактерии и pH
Управление отстойниками и бактериальное загрязнение») —
Контроль веществ, опасных для здоровья, в соответствии с требованиями HSE
ASTM E2693 —
Стандартная практика профилактики дерматита в среде с удалением влажного металла
ASTM E2657 —
Стандартная практика для определения концентраций эндотоксинов в Water -Missabling Fluids
ASTM E2275 —
Стандартные металлические жидкости
ASTM E2275 —
. Оценка биологической устойчивости водосмешиваемой жидкости для металлообработки и эффективности противомикробных пестицидов
Оценка биологической устойчивости водосмешиваемой жидкости для металлообработки и эффективности противомикробных пестицидов
ASTM E2169 —
Стандартная практика выбора противомикробных пестицидов для использования в водосмешиваемых жидкостях для металлообработки
Вопросы клиентов
В | Этот набор для резки металла предназначен для растворимой смазочно-охлаждающей жидкости и чистой смазочно-охлаждающей жидкости? |
А | Погружные слайды в этом наборе будут работать со всеми смазочно-охлаждающими жидкостями и будут показывать количество бактерий, дрожжей и колоний плесени. |
В | Какие допустимые уровни и что делать, если он закончился? |
А | Для Великобритании HSE рекомендует 10/2 и меньше (см. |
В | Как часто вам нужно проводить эти тесты? В чем разница между погружными направляющими BTM2 и погружными направляющими для смазочно-охлаждающей жидкости? |
А | HSE заявляет следующее: |
В | На какую температуру выставлен инкубатор или можно варьировать температуру инкубации? |
А | Здравствуйте! Инкубатор по умолчанию имеет фиксированную настройку на 30 градусов C, что рекомендуется для этих погружений. При необходимости он может быть установлен на 35, но его нельзя изменить самостоятельно, так как температура контролируется изнутри. Использованные предметные стекла следует сжечь, автоклавировать или замочить в дезинфицирующем средстве на несколько часов перед утилизацией. Если у вас возникнут дополнительные вопросы, сообщите нам об этом. |
В | Пожалуйста, мне нужно предложение на 1 тестовый набор для резки металла и инкубатор. |
А | Здравствуйте, Все наши цены указаны на нашем сайте. Если вы добавите желаемые товары в корзину на нашем сайте, она рассчитает точную стоимость доставки во время оформления заказа. Для просмотра общей стоимости заказа оплата не требуется. |
В | Работают ли ваши направляющие, когда слой гидравлического масла находится поверх охлаждающей жидкости? |
А | Здравствуйте, это не должно повлиять на тест, но если у вас есть какие-либо проблемы, сообщите нам об этом. |
В | Здравствуйте! Предлагаете ли вы мазок для погружения в растворимые смазочно-охлаждающие жидкости специально для легионеллы? |
А | Здравствуйте! Нет, см. запись в нашем блоге по адресу https://dip-slides.com/blog/dip-slides-for-legionella-testing.html о тестировании на легионеллу, так как это объясняет, почему мы не предлагаем специальный тест на легионеллу и которые dipslides использовать для проверки здоровья воды. |
В | Я купил ваш набор смазочно-охлаждающей жидкости, но не знаю, как долго нужно помещать предметные стекла в инкубатор. |
А | Две стороны предметного стекла для резки металла имеют разное время инкубации. Вы можете в любой момент вытащить предметное стекло из инкубатора, чтобы проверить результаты/записать, сколько растет колоний (например, красных пятен или плесени). Обратите внимание, что вы считаете не размер колоний, а их количество. Таким образом, вы можете обнаружить, что на стороне плесени растет 1 колония, которая просто становится больше в течение времени инкубации. Это все еще будет «легкий» уровень. Однако, если на предметном стекле имеется около 8+ колоний плесени (даже если они небольшие), это будет «средний» уровень. |
В | Сколько тестов может быть выполнено одним набором для резки металла. Какова рекомендуемая частота тестирования на единицу? |
А | Набор для испытаний на резку металла включает 20 предметных стекол. Вам понадобится 1 dipsslide на тест. Относительно частоты проверок см. http://www.hse.gov.uk/metalworking/bacterial.htm («Для многих систем и отстойников потребуются еженедельные проверки (например, погружные полки)».) |
В | Не могли бы вы указать мне направление для комплектов охлаждающей жидкости для ленточной пилы для резки металла с уважением |
А | Для тестирования охлаждающей жидкости при резке металла мы предлагаем либо наш набор для резки металла, либо наш набор для резки металла премиум-класса. . |
 «Ознакомление с результатами» выше). Если уровень бактерий превышает это значение, вам необходимо пересмотреть меры контроля и следовать рекомендациям производителя по очистке вашей жидкости/оборудования.
«Ознакомление с результатами» выше). Если уровень бактерий превышает это значение, вам необходимо пересмотреть меры контроля и следовать рекомендациям производителя по очистке вашей жидкости/оборудования.

 Под фото на вашем сайте указано 24 — 120 часов. Но я полагал, что чем дольше вы оставите предметное стекло на инкубацию, тем хуже будет рост. Вы могли бы посоветовать.
Под фото на вашем сайте указано 24 — 120 часов. Но я полагал, что чем дольше вы оставите предметное стекло на инкубацию, тем хуже будет рост. Вы могли бы посоветовать. Вы также должны были получить сравнительную таблицу внутри своего набора, в которой должны быть примеры изображений для сравнения.
Вы также должны были получить сравнительную таблицу внутри своего набора, в которой должны быть примеры изображений для сравнения. Их можно найти на https://dip-slides.com/30-kits
Их можно найти на https://dip-slides.com/30-kitsДополнительная информация
Артикул продукта: MCF-B-PH-K
Внутренний номер каталога: DS001-74
Внешний рейтинг продукта на сайте review.co.uk:
5,0 из 5 на основе 12 оценок клиентов
Загрузки
Отзывы (независимо собранные на сайте review.co.uk)
Покупатели, купившие этот товар, также купили
High Demand
Включает краситель TTC
Red Spot Dye
293,17 фунтов стерлингов
Премиум-набор жидкости для резки металла с инкубатором на 8 погружных предметных стекол, 2 коробками погружных предметных стекол и цифровым рН-тестером….
Включает краситель TTC
Red Spot Dye
£12,74
Наш тест BTM2 Dipslide показывает рост общего количества аэробных бактерий с одной стороны и плесени и дрожжей (грибков) с другой.
