Гибка алюминиевого листа: Гибка алюминиевого листа — услуги по работе с гибкой алюминия в Москве
Содержание
Гибка алюминия, листа, металла
Согнуть можно лбой сплав алюминия, титана, меди или стали. Хрупкое стекло и бетонные плиты гнутся. Радиус гибки , при котором можно согнуть , будет зависеть от пластичности и толщины пластины, которую надо согнуть. важен не угол загиба — только радиус.
Гибка листового алюминия, титана, стали и др. металлов осуществляется в результате упругопластической деформации, протекающей различно с каждой из сторон изгибаемой заготовки.
Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлиненными и укороченными слоями (волокнами) находится нейтральный слой, длина которого равна первоначальной длине заготовки.
При гибке узких полос происходит сильное искажение поперечного сечения, заключающееся в уменьшении толщины в месте изгиба, уширении внутри угла с образованием поперечной кривизны и сужении с наружной стороны. В результате утонення материала и искажения формы поперечного сечения нейтральный слой в месте изгиба не проходит посередине сечения, а смещается
В результате утонення материала и искажения формы поперечного сечения нейтральный слой в месте изгиба не проходит посередине сечения, а смещается
в сторону малого радиуса. При гибке широких полос и листов также происходит утонение материала, но почти без искажения поперечного сечення, так как деформации в поперечном направлении противодействует сопротивление материала большой ширины. Лишь по краям широких полос происходит деформация, аналогичная поперечной деформации узких полос.
В большинстве случаев гибка происходит при большой величине деформаций, когда в металле кроме продольных растягивающих и сжимающих напряжений образуются радиальные напряжения сжатия, которые возникают в результате давления крайних слоев металла на внутренние и достигают наибольшей величины у нейтрального слоя.
По мере увеличения ширины изгибаемой заготовки поперечная деформация постепенно уменьшается и становится весьма малой в результате значительного сопротивления, оказываемого большой шириной заготовки.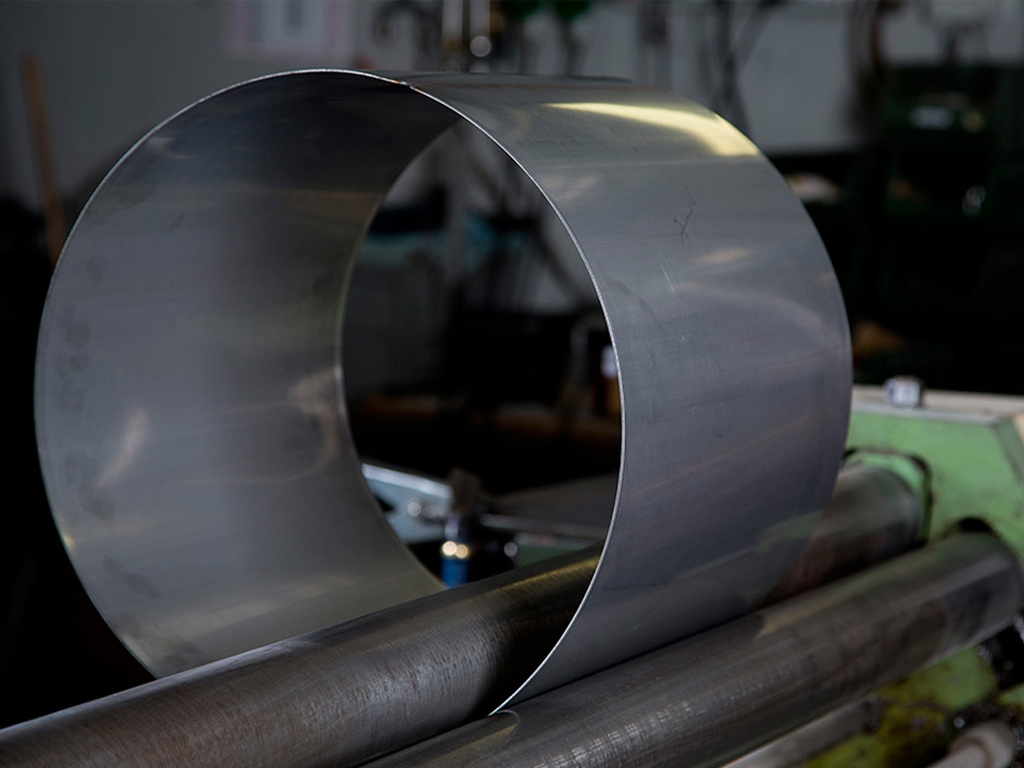
С целью упрощения при изгибе широких заготовок деформацией боковых поверхностей можно пренебречь н рассматривать деформацию всего сечения как деформацию сдвига.
Следует отличать гибку с малым радиусом закругления при большой степени пластической деформации от гибки с большим радиусом закругления при небольшой степени пластической деформации.
При гибке с малыми радиусами закруглений напряжения и деформации не сосредотачиваются под ребром пуансона, а распространяются на значительную длину. Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Следовательно, минимальные радиусы гибки должны быть установлены по предельно допустимым деформациям крайних волокон.
| Материал | В отожженном или нормализованном состоянии | В наклепанном состоянии | ||
| Расположение линии сгиба | ||||
| поперек волокон проката | вдоль волокон проката | поперек волокон проката | вдоль волокон проката | |
| ||||
| Алюминий | 0 | 0,3 | 0,3 | 0,8 |
| Медь отожженная | 1,0 | 2,0 | ||
| Латунь Л68 | 0,4 | 0,8 | ||
| Стали 05 08кп | 0,2 | 0,5 | ||
| Стали 08—10, Ст1, Ст2 | 0 | 0,4 | 0,4 | 0,8 |
| Стали 15—20, СтЗ | 0,1 | 0,5 | 0,5 | 1,0 |
| Стали 25-30, Ст4 | 0,2 | 0,6 | 0,6 | 1,2 |
| Стали 35—40, Ст5 | 0,3 | 0,8 | 0,8 | 1,5 |
| Стали 45—50, Ст6 | 0,5 | 1,0 | 1,0 | 1,7 |
| Стали 55—60, Ст7 | 0,7 | 1,3 | 1,3 | 2,0 |
| Нержавеющая сталь Х18Н9Т | 1 | 2 | 3 | 4 |
| Дуралюмин мягкий, Д16АМ | 1,0 | 1,5 | 1,5 | 2,5 |
| Дуралюмии твердый, Д16АТ | 2,0 | 3,0 | 3,0 | 4,0 |
| Магниевые сплавы: МА1-М МА8-М | Нагрев до 300°C | В холодном состоянии | ||
| 2 1,5 | 3 2 | 6 5 | 8 6 | |
| Магналий: АМг1 АМг5 | 0,8 1,3 | 1,2 1,8 | 1,5 2,0 | 2 3 |
| Титановые сплавы: | Нагрев до 300—400°С | В холодном состоянии | ||
| ВТ1 ВТ5 | 1,5 3 | 2 4 | 3 5 | 4 6 |
| Молибденовые сплавы | Нагрев 300—400°С | В холодном состоянии | ||
| ВМ1 и ВМ2 (S≤2 мм) | 2 | 3 | 4 | 5 |

Примечание. | ||||||||
| Сплав и состояние | Вытяжка | Отбортовка | Выдавка | Радиус при гибке на 90° | ||||
| Кпр | Краб | Кпр | Краб | Кпл | Ксф | Rmin, мм | Rраб, мм | |
| АМг1М | 2,02–2,05 | – | 1,65–1,70 | – | 0,29–0,30 | 0,4–0,39 | (0,7–0,9) ∙ s | – |
| АМг2М | 2,0–2,6 | 1,8–1,85 | 1,52–1,56 | 1,32–1,40 | 0,23–0,26 | 0,36–0,42 | (0,6–1,0) ∙ s | (1,0–1,5) ∙ s |
| АМг3М | 1,92 | 1,86 | 1,86 | 1,63 | 0,22–0,25 | 0,36–0,32 | 1s | 2 ∙ s |
| АМг4М | 1,85–1,90 | 1,65–1,70 | 1,5–1,65 | 1,35–1,45 | 0,17–0,19 | – | (1,0–1,55) ∙ s | (1,5–2,5) ∙ s |
| АМг5М | 1,7–1,87 | 1,85–2,02 | 1,3–1,5 | 1,42–1,62 | 0,24–0,29 | 0,37–0,46 | (0,6–1,0) ∙ s | (2,0–2,5) ∙ s |
| АМг6М | 2,0–2,06 | 1,8–1,85 | 1,52–1,56 | 1,32–1,40 | 0,22–0,25 | 0,35–0,40 | (0,6–1,0) ∙ s | 2 ∙ s |
| АМг6Н | 1,4 | – | 1,16 | – | – | – | 5 ∙ s | |

марки материала для гибки, способы, оборудования
Главная » Обработка металла » Сгибание » Как провести гибку алюминия в домашних условиях?
На чтение 5 мин
Содержание
- Особенности гибки алюминия
- Какие марки можно гнуть, а какие нет?
- Способы гибки
- Ручные методы
- Использование устройств с электрическим приводом
- Использование электромагнитного оборудования
- Классификация оборудования
- Стационарное оборудование
- Переносное оборудование
- Как изгибать детали из дюралюминия и силумина?
Алюминий часто используют для изготовления конструкций разной формы. Связано это с тем, что материал легко изгибается, имеет низкую температуру плавления. Чтобы во время работы не возникало проблем, нужно знать, как проводится гибка алюминия и какие для этого нужны инструменты.
Связано это с тем, что материал легко изгибается, имеет низкую температуру плавления. Чтобы во время работы не возникало проблем, нужно знать, как проводится гибка алюминия и какие для этого нужны инструменты.
Гибка алюминия
Особенности гибки алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.

Недостатки:
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Какие марки можно гнуть, а какие нет?
На производстве выпускаются алюминиевые заготовки разных марок. Они отличаются характеристиками, особенностями материала. Виды алюминия:
- Закалённый — материал с высокими показателями прочности, твердости. При изгибании нужно проводить предварительное нагревание рабочей поверхности. Без нагревания лист трескается. Низкий показатель гибкости требует соблюдения правил работы с материалом.
- Отожжённый — считается мягким видом металла, который чаще других используется при изгибании. Не выдерживает растяжения.
- Нагартованный — листовой металл, который прошёл процесс холодного уплотнения. Выдерживает большие нагрузки, изгибается без трещин.
- Полунагартованный — металл с высоким показателем жесткости. Выдерживает изгибание до угла в 90 градусов.
 Повышенная жесткость не даёт поверхности проминаться во время ударов.
Повышенная жесткость не даёт поверхности проминаться во время ударов.
Марки алюминия для гибки:
- Дюралюминий — обозначается данный материал букой «Д». Считается прочным материалом с высоким показателем износоустойчивости. Используется при штамповке, поскольку плохо изгибается.
- Марки ВД1 и 1105. Материалы с малым удельным весом и хорошими показателями прочности. Часто применяется для гибки.
- Сплавы АМЦ. Материалы, которые используются во время изготовления деталей сложной формы. Обладают высоким показателем пластичности.
- Сплавы АМГ. Составляющими таким материалов являются магний, марганец, алюминий. Хорошо изгибаются, устойчивы к воздействию кислот, щелочей. Из листов делают емкости для хранения химических реактивов, топлива.
- Авиационные сплавы, обозначающиеся буквой «В». Используются в машиностроении. Для их сгибания используются процессы штамповки, прессования.
- Сплавы А5, АД. Металлы используются в пищевой промышленности.
Любая из выпускаемых марок алюминия изготавливается согласно ГОСТу.
Марки алюминия
Способы гибки
Изменить форму алюминиевого листа можно с помощью разных видов оборудования. Важно поговорить об основных способах гибки, которые применяются при металлообработке.
Ручные методы
В небольших мастерских и на частном производстве часто используются ручные приспособления для сгибания алюминиевых листов. Они представляют собой инструмент, состоящий из устойчивого основания, прижимных пластин, системы рычагов. Ограничение ручного оборудования заключается в глубине изгибания листа, ширине обрабатываемой заготовки. С помощью ручного оборудования невозможно сгибать детали из металла большой толщины.
Использование устройств с электрическим приводом
Чтобы добиться высокой эффективности при сгибании металлических листов, используется оборудование с электрическим приводом. Станки используются при серийном производстве, поскольку облегчают труд человека, позволяют быстро изготавливать множество деталей различной формы. Оборудование с электрическим приводом позволяет сгибать листы толщиной до 8 мм. Запуск подвижных элементов происходит после нажатия педалей.
Запуск подвижных элементов происходит после нажатия педалей.
Использование электромагнитного оборудования
При таком способе сгибания алюминиевых изделий используется оборудование с электромагнитами. Заготовка устанавливается между рабочими элементами. На них подаётся напряжение. Ток приводит в действие магниты. Они начинают двигаться друг к другу, изгибая деталь.
Классификация оборудования
При разных методах сгибания алюминиевых листов используется специальное оборудование. Для облегчения деформации металла его можно предварительно разогревать. Все листогибы делятся на две большие группы, о которых необходимо поговорить подробнее.
Ручные приспособления
Стационарное оборудование
К этой группе относятся промышленные станки, которые устанавливаются на предприятиях. Используются для серийного изготовления деталей из металлических листов. Они имеют устойчивое основание, электрический или гидравлический привод.
Минус стационарных механизмов в том, что они занимают много места, требуют дополнительных усилий при транспортировке.
Однако промышленные станки позволяют работать с металлическими листами большой толщины.
Переносное оборудование
Компактные конструкции, которые можно использовать в различных условиях. Не требуют дополнительных навыков при работе. Недостаток переносных приспособлений — отсутствие возможности работать с толстыми листами металла.
Как изгибать детали из дюралюминия и силумина?
( 2 оценки, среднее 3 из 5 )
Поделиться
Гибка листового металла | Minifaber
Minifaber имеет пятидесятилетний опыт в области гибки листового металла : процесс холодной обработки металла, который происходит с помощью машины, называемой гибочным станком. Форма гибочного станка оказывает давление на плоскую пластину для получения различных форм.
Гибка листового металла вместе с процессом резки и формовки используется на металлических поверхностях для получения полуфабрикатов и может осуществляться на поверхностях разных типов: наша специализация гибка алюминия, нержавеющей стали, железа и меди .
Что вы найдете на этой странице?
- Как работает гибка листового металла в Minifaber;
- Гибка алюминия;
- Гибка стали;
- Гибка железа;
- Гибка из нержавеющей стали;
- Гибка меди;
- Различные виды гибки листового металла;
- Наша специализация в гибке листов;
- Минифаберные машины.
Качество гибки алюминиевого листа
Каждый металл по-разному реагирует на операцию гибки листового металла, поэтому каждый из них требует тщательного обращения в соответствии с его механическими и физическими свойствами, чтобы избежать растрескивания.
Чтобы иметь возможность предоставлять качественные услуги по гибке листового металла, мы полагаемся на 7 технологически продвинутых гибочных станков и хорошо подготовленный технический персонал , который превратит вашу идею в осуществимый проект и, в конечном итоге, , в реальный готовый продукт или полуфабрикат.
Хотите узнать больше о наших услугах по гибке листового металла? Свяжитесь с нами для получения дополнительной информации
Гибка алюминиевого листа
Гибка алюминиевого листа является одним из самых простых процессов, благодаря хорошо известным свойствам, характеризующим алюминий: мягкость, ковкость и легкость позволяют сгибать его без риска поломки или образования трещин. Узнайте больше о процессе гибки алюминия и о том, как мы это делаем, здесь, в Minifaber.
Гибка стального листа
Гибка, также известная как прессование, отбортовка, фальцовка и окантовка, является одним из наиболее часто используемых методов холодной обработки в производстве листового металла.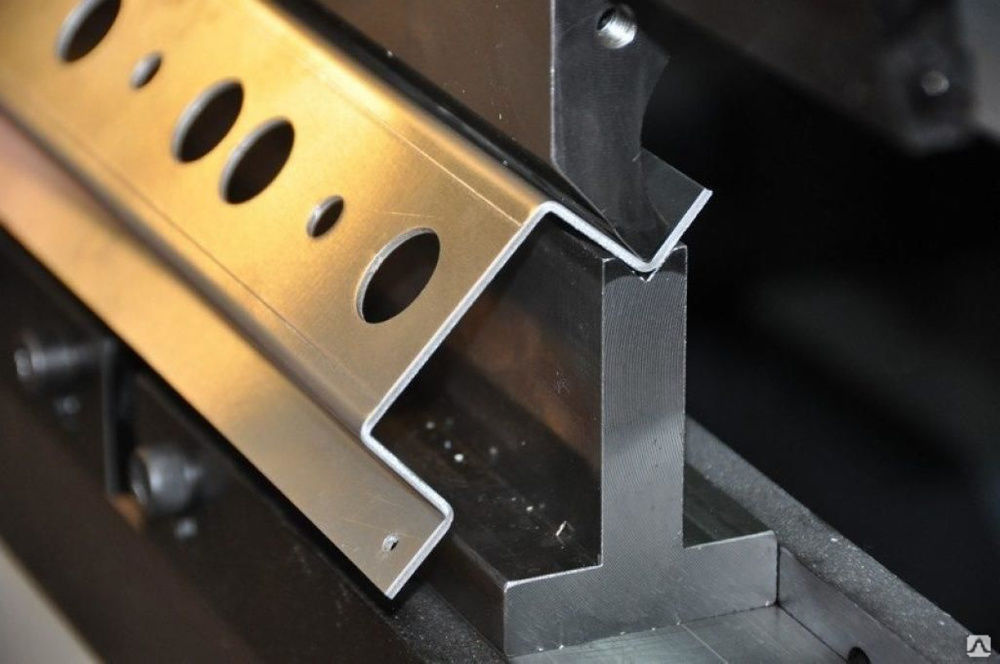 Наиболее характерным свойством стали является ее твердость: поэтому при гибке стали важно соблюдать точные меры, которые позволяют всегда получать оптимальный результат. 9Гибка стали 0016 и гибка нержавеющей стали — несколько разные процессы: в Minifaber мы выполняем оба процесса с максимальной точностью.
Наиболее характерным свойством стали является ее твердость: поэтому при гибке стали важно соблюдать точные меры, которые позволяют всегда получать оптимальный результат. 9Гибка стали 0016 и гибка нержавеющей стали — несколько разные процессы: в Minifaber мы выполняем оба процесса с максимальной точностью.
Гибка листового железа
Это второй по популярности металл после алюминия: поэтому легко понять, насколько широк спектр его применения. Чтобы удовлетворить все эти потребности, мы выполняем процессов гибки железа . Изгиб железного листа деформирует железный лист, но не меняет его толщины. Процесс всегда должен выполняться профессионалами из-за характеристик металла:
- температура обработки;
- стресс из-за предыдущих процессов;
- вид ребер, которые необходимо получить;
- длина и толщина заготовки.
Гибка листов из нержавеющей стали
Нержавеющая сталь особенно востребована в пищевой, фармацевтической и косметической отраслях из-за ее высокой коррозионной стойкости: таким образом можно поддерживать высокий уровень гигиены.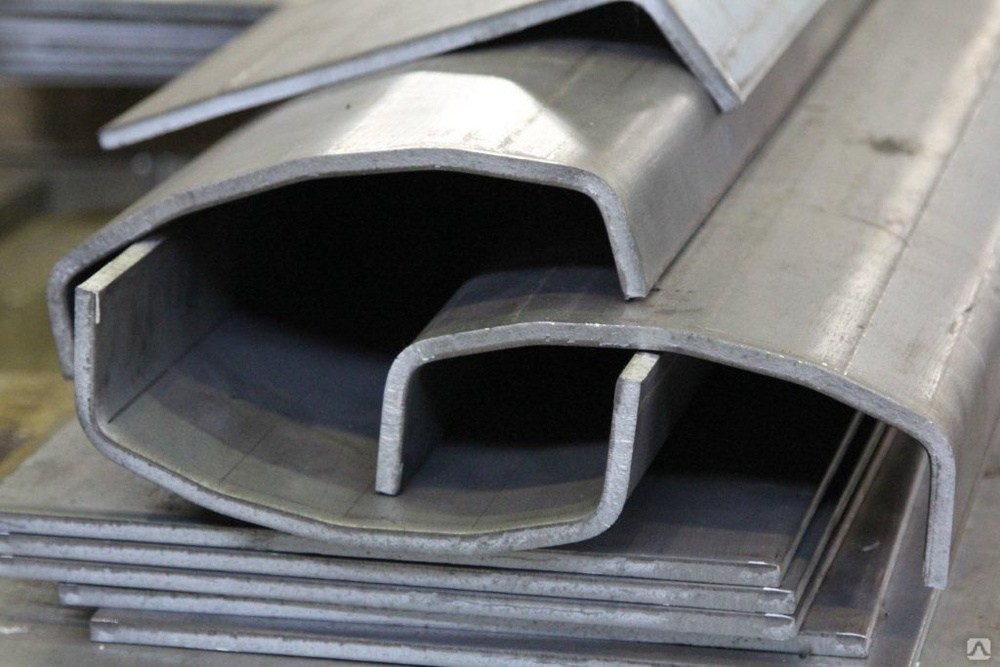 Узнайте больше о том, как мы гнем сталь и нержавеющую сталь.
Узнайте больше о том, как мы гнем сталь и нержавеющую сталь.
Гибка медного листа
Высокая электропроводность и теплопроводность меди делают ее одним из наиболее востребованных металлов, например, в строительстве. Фактически, медь обладает несколькими характеристиками, которые делают ее лучшим выбором для операций гибки, несмотря на ее высокую стоимость. Для этих конкретных запросов в микроволокне изгиб меди соединен с изгибом других металлов. Благодаря нашей специализации в области холодной обработки металлов, в Minifaber мы успешно обеспечиваем гибка меди услуга, позволяющая получить именно тот продукт, который вы хотите!
Какие существуют виды гибки листового металла?
Изгиб листа требует приложения силы к листовому металлу, который изгибается под углом и принимает желаемую форму. Но это только общий процесс: если мы углубимся в детали, мы найдем:
- гибка листового металла с V-образной матрицей или воздушная гибка – самый распространенный, когда нужно достичь угла до 90°
- U-образная гибка , в которой используются цилиндрические формы
- ротационная гибка , когда металлогибочная машина изгибает плоскую металлическую поверхность благодаря использованию ротационной матрицы (цилиндра)
Наш процесс гибки листового металла
В зависимости от типа листового металла Minifaber выбирает наиболее подходящий процесс. Прежде всего, мы сотрудничаем с клиентами, чтобы определить необходимый продукт. Затем мы изучаем этапы реализации полуфабриката или готового продукта и выбираем правильный станок и процесс гибки листового металла между воздушной гибкой, U-образной гибкой и ротационной гибкой.
Прежде всего, мы сотрудничаем с клиентами, чтобы определить необходимый продукт. Затем мы изучаем этапы реализации полуфабриката или готового продукта и выбираем правильный станок и процесс гибки листового металла между воздушной гибкой, U-образной гибкой и ротационной гибкой.
V-образная и воздушная гибка листового металла
V-образная и воздушная гибка называются так потому, что заготовка не полностью касается частей инструмента. В процессе воздушной гибки заготовка опирается на 2 точки, а пуансон продавливает изгиб. Это по-прежнему обычно делается с помощью листогибочного пресса, но нет необходимости в боковой матрице.
Процесс гибки листового металла воздух-воздух обеспечивает большую гибкость. С помощью этого метода можно получить от 90 до 180 градусов. В случае, если нагрузка снята и пружинение материала приводит к неправильному углу, его легко отрегулировать, приложив большее усилие.
Конечно, это приводит к меньшей точности, чем другие типы обработки листового металла. При этом большим преимуществом воздушной гибки является то, что для гибки под разными углами не требуется переналадка.
При этом большим преимуществом воздушной гибки является то, что для гибки под разными углами не требуется переналадка.
Процесс U-образного изгиба
U-образный изгиб очень похож на V-образный изгиб. Есть матрица и пуансон, на этот раз цилиндрической формы, которые приводят к изгибу листового металла. Это очень простой метод гибки, например, стальных U-образных профилей, но он не так распространен, так как такие профили можно изготавливать и другими, более гибкими методами.
Ротационная гибка листового металла
Роликовая гибка используется для изготовления труб или конусов различной формы с использованием цилиндрических форм. В зависимости от мощности машины и количества валков одновременно может выполняться один или несколько гибов.
Чтобы согнуть деталь с обоих концов и центральной секции, требуется дополнительная операция. Этот процесс гибки листового металла выполняется на гидравлическом прессе или листогибочном прессе. В противном случае края будут плоскими.
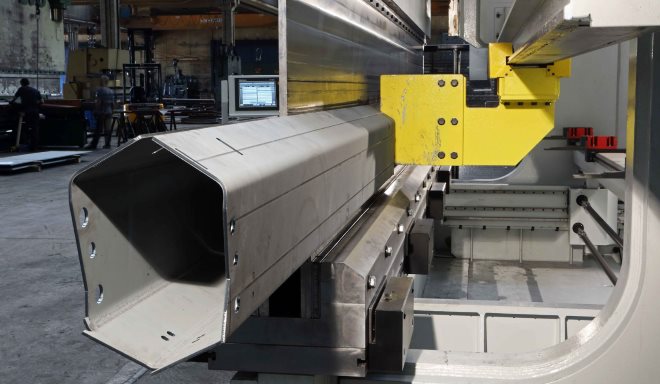
Станки Minifaber для гибки листового металла
Гибка листового металла осуществляется на станках с ЧПУ , которые могут гнуть либо большое количество, либо отдельный кусок металла с одинаковой и предельной точностью .
В зависимости от ваших потребностей, это технологическое оборудование может выполнять различные виды гибки, такие как стандартные , U-образные или поворотные . Minifaber может выбрать среди 7 гибочных станков весом от 30 до 180 тонн в зависимости от получаемого продукта.
- Гибка листового металла: 5 удивительных архитектурных творений
- Штамповка листового металла, руководство для начинающих
Minifaber, 50 лет ноу-хау в процессах холодной штамповки металлов в малых и больших количествах.
Свяжитесь с нами для оценки и технико-экономического обоснования
Вот лучшие алюминиевые сплавы для гибки
Свойства материала
Фредди Лейон, Hydro
Одной из наиболее полезных характеристик алюминия является его формуемость, и один из способов придать металлу желаемую форму — сгибание. Некоторые алюминиевые сплавы и сплавы подходят для гибки лучше, чем другие. Это то, что вам нужно знать, чтобы выбрать тот, который подходит именно вам.
Процесс гибки алюминия полезен и экономичен. Это дает вам гибкость дизайна, интегрированные функции, хорошую эстетику и сложную геометрию. Вы также можете выбирать между различными процессами гибки, такими как валковая гибка, гибка прессованием, гибка вытягиванием и гибка растяжением.
Мой совет: узнайте и сплав, и отпуск прямо перед тем, как выбрать метод гибки для своего изделия.
Факторы, влияющие на гибку алюминиевых сплавов
Какие моменты могут помочь вам определить правильный сплав для гибки? А какие сплавы лучше всего подходят для гибки?
Рассмотрим три фактора: формуемость, толщину и радиус изгиба, а также процент удлинения.
- Формуемость .
 Обычно более высокая прочность означает, что алюминиевый сплав труднее согнуть из-за компромисса между прочностью и удлинением – пластичностью. Когда одно увеличивается, другое уменьшается.
Обычно более высокая прочность означает, что алюминиевый сплав труднее согнуть из-за компромисса между прочностью и удлинением – пластичностью. Когда одно увеличивается, другое уменьшается. - Толщина и радиус изгиба . Алюминиевые сплавы твердеют и становятся прочнее в процессе гибки. В результате толщина и радиус изгиба являются факторами, которые необходимо учитывать.
- Процент удлинения . Изучение процентного удлинения и разницы между пределом текучести и пределом прочности при растяжении также поможет вам принять правильное решение. При сравнении сплавов и сплавов склоняйтесь к тем, у которых самый большой диапазон между пределом текучести и пределом прочности при растяжении, потому что это указывает на лучшую способность к формованию.
Алюминиевый сплав 3003 отлично подходит для гибки
Лучшей серией для формовки и, следовательно, для гибки являются серии сплавов 3xxx, 5xxx и в некоторых случаях 6xxx. Например, алюминиевый сплав 6063 — хороший выбор, а сплав 6082 — более сложный. Я бы не стал использовать сплавы семейств 2ххх и 7ххх, потому что они очень прочные и поэтому их трудно формовать. Однако при правильном состоянии изгиб этих сплавов также возможен. Я вернусь к этому позже.
Вот четыре моих фаворита:
- Алюминиевый сплав 3003 . В большинстве случаев это, вероятно, лучший сплав для гибки. Вы получаете среднюю прочность, очень хорошую обрабатываемость в холодном состоянии и высокое удлинение. Он также предлагает одно из самых больших различий между пределом текучести и пределом прочности.
- Алюминиевый сплав 5052 . Этот сплав идет сразу после. Вы получаете высокое удлинение (однако не такое высокое, как 3003) и существенную разницу между пределом текучести и пределом прочности. Вы также получаете высокую прочность по сравнению с другими нетермообрабатываемыми марками и отличную коррозионную стойкость. При отжиге он превосходит сплав 3003 по формуемости.
- Алюминиевый сплав 5083 . Не отстает от 5052 и этот, его старший брат, классический сплав для морского применения с хорошей коррозионной стойкостью и свариваемостью.
 Существуют некоторые различия в отношении закалки, но если вы выберете закалку h211, h212 или O, все будет в порядке.
Существуют некоторые различия в отношении закалки, но если вы выберете закалку h211, h212 или O, все будет в порядке. - Алюминиевые сплавы 6061 и 6082 . Это универсальные термообрабатываемые сплавы, которые при отжиге обеспечивают удовлетворительную разницу между пределом текучести и пределом прочности при растяжении, а также хорошее удлинение. Однако их способность к изгибу снизится при переходе к состояниям Т4 и Т6. Поэтому я рекомендую гнуть в состоянии Т4, а затем термообрабатывать до Т6, если это возможно.
Не забывайте, что структура зерна материала также влияет на способность к изгибу, хотя структура зерна влияет на несколько процессов, а не только на изгиб.
Учитывайте отпуска при оптимизации способности алюминиевого сплава к изгибу
И последнее замечание: обратите внимание на отпуска, когда речь идет об оптимизации способности алюминиевого сплава к изгибу. Закалка так же важна, как и сплавы.
Для нетермообрабатываемых сплавов 3ххх и 5ххх лучше всего поддается гибке сплав О-отпуск.
