Гибка алюминия: что особенного в этом процессе
Содержание
Гибка листового металла цена за метр в СПб – Услуги по гибке металла от ЛазерФлекс
Гибка листового металла – это прогрессивная технология обработки металла, в процессе которой получается заготовка необходимой формы. Осуществляется операция посредством сжатия и растяжения внутренних слоев металлического листа без применения сварочных аппаратов. Лист в процессе гибки деформируется, принимая нужную конфигурацию. Структура металла не нарушается, конструкция остается высокопрочной и долговечной.
На выгодных условиях услуги гибки металла толщиной 10 мм в Санкт-Петербурге оказывает компания LASERFLEX.
Гибка стали
Гибка алюминия
Гибка меди
Гибка латуни
Гибка труб
Цена на гибку металла
| Толщина металла, мм | Цена за один гиб в рублях с учетом НДС 20% в зависимости от длины заготовки | |||
| до 500 мм | свыше 500 мм | свыше 1500 мм | свыше 2500 мм | |
| до 2 | 10 | 18 | 25 | 32 |
| 3 | 15 | 28 | 35 | 42 |
| 4 | 30 | 38 | 45 | 52 |
| 5 | 35 | 43 | 50 | 62 |
| 6 | 40 | 48 | 55 | 72 |
| 8 | 45 | 53 | 60 | 82 |
| 10 | 50 | 58 | 65 | 92 |
Применение гибки металла
Операции изгибания проводятся в механизированном режиме. Для гибки используются высокотехнологичные станки, работающие с алюминием, сталью, медью, окрашенными и оцинкованными листами.
Для гибки используются высокотехнологичные станки, работающие с алюминием, сталью, медью, окрашенными и оцинкованными листами.
В компании LASERFLEX технологией изгибания заказать можно изделия любой сложности:
- подвесные системы;
- декоративные отделочные элементы;
- водосточные трубы и желоба;
- уголки, сборные перегородки, откосы;
- дымоходы;
- корпусные и каркасные конструкции, и многие другие изделия.
Используя современные листогибочные прессы специалисты LASERFLEX за один рабочий цикл изготавливают заготовки с несколькими линиями сгиба без смены инструментов и переналадки оборудования. За счет сокращения количества стыков и стыкуемых элементов готовые конструкции получаются надежными и привлекательными внешне.
Типы гибки листового металла
Гибка тонколистового металла в СПб производится вручную или с помощью автоматизации процесса. Обработка происходит на специализированном оборудовании — прессах. Использование оборудования этого типа наиболее часто применяется для изменения формы листового металла.
У нас вы можете заказать услуги по гибке металла на высокотехнологичных прессах в соответствии с запросами клиента. Наши мастера способны изготовить из плоского листа детали необходимой конфигурации. Мы предлагаем доступные цены.
Преимущества технологии гибки металла
Листовая гибка – это эффективное направление в сфере металлообработки, позволяющее получать бесшовные монолитные конструкции с высокой точностью линейных углов и размеров.
В сравнении с другими технологиями металлообработки преимущества листовой гибки неоспоримы:
- полная автоматизация технологического процесса;
- высокая точность сгибов и качество готовых деталей;
- получение цельных конструкций с отсутствием швов, что повышает прочность и предотвращает развитие коррозии;
- возможность изготавливать детали разных толщин и конфигураций из различных материалов;
- минимизация брака за счет высокоточного оборудования.
Выполненная профессионалами LASERFLEX гибка листового металла позволяет получить заготовки неизменного качества и отменными эксплуатационными показателями. Полученные методом гибки изделия отличаются прочностью, долговечностью и внешней эстетичностью.
Полученные методом гибки изделия отличаются прочностью, долговечностью и внешней эстетичностью.
Остались вопросы? Заполните форму и мы свяжемся с вами в ближайшее время
Наша компания располагает собственным складом металлопродукции, что поможет Вам снизить расходы на производство.
Наша компания располагает современным высокотехнологичным оборудованием.
Специалисты ЛАЗЕРФЛЕКС осуществляют доставку изделий.
Наши мастера имеют рекомендации на выполнение работ любой степени сложности.
Все выполняемые нами работы проходят обязательный контроль качества.
Выполнение заказов клиентов максимально оперативно, в срок от 3 до 5 рабочих дней.
Юрий15.12.2021
Сергей25.10.2021
Смотреть все отзывы
Гибка прессованных алюминиевых профилей — фасадные системы Алюком
Прессованные алюминиевые профили подвергают гибке с применением одного из следующих четырех основных методов [1-3]:
- Роторная гибка
- Трехроликовая гибка
- Гибка растяжением
- Прессовая гибка
Минимальный радиус гибки
Минимальный радиус гибки алюминиевого профиля, при котором на нем еще не возникают трещины и другие повреждения, в значительно степени зависит от механических свойств алюминиевого сплава.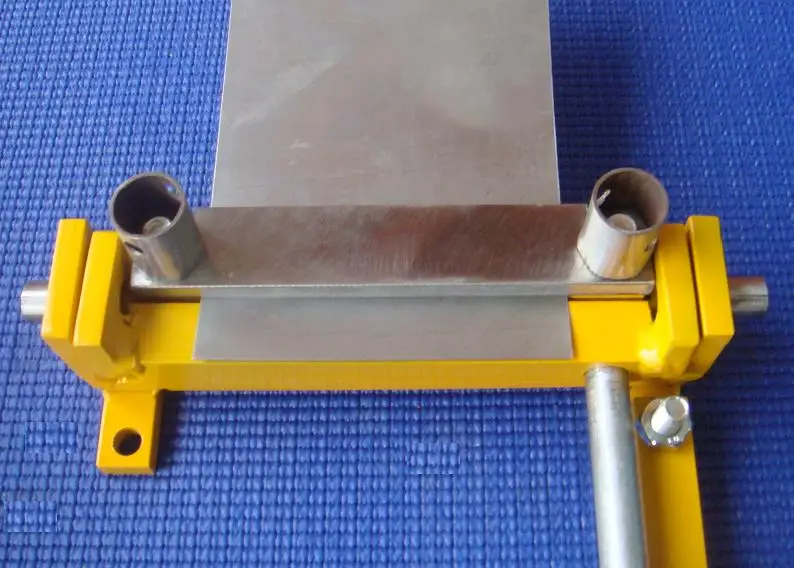 Основными ограничивающими факторами для достижения малого радиуса гибки, являются относительное удлинение материала профиля и разница между пределом текучести и пределом прочности материала. Чем выше относительное удлинение материала и чем больше разница между его пределом текучести и пределом прочности, тем большую степень пластической деформации он сможет выдерживать без разрушения.
Основными ограничивающими факторами для достижения малого радиуса гибки, являются относительное удлинение материала профиля и разница между пределом текучести и пределом прочности материала. Чем выше относительное удлинение материала и чем больше разница между его пределом текучести и пределом прочности, тем большую степень пластической деформации он сможет выдерживать без разрушения.
Алюминиевые сплавы применяемые для гибки
Лучшие показатели по пластическим свойствам и способностью к гибке имеют марки алюминия и сплавы серий 3ххх и 5ххх. Профили из сплавов серий 2ххх и 7ххх обладают высокой прочностью и малой пластичностью и поэтому редко подвергаются гибке. Сплавы серии 6ххх, например, сплавы 6060 и 6063, имеют достаточно высокие пластические свойства. Поэтому их часто применяют для изготовления гнутых деталей и изделий.
Состояния алюминиевых сплавов для гибки
Гибку алюминиевых профилей, например, из сплавов 6060 и 6063, можно производить на уже упрочненном алюминиевом сплаве (состояния Т5 и Т6), однако только при достаточно большом радиусе гибки. При гибке на малые радиусы обычно применяют профили в отожженном состоянии или в «полуупрочненном» состоянии Т4 – «закалка и естественное старение». Если для готовых гнутых профилей необходима высокая прочность, то их полное термическое упрочнение производят после выполнения операции.
При гибке на малые радиусы обычно применяют профили в отожженном состоянии или в «полуупрочненном» состоянии Т4 – «закалка и естественное старение». Если для готовых гнутых профилей необходима высокая прочность, то их полное термическое упрочнение производят после выполнения операции.
Если алюминиевые профили в состоянии Т4 производятся большими партиями, то нужно обеспечить, чтобы интервал времени между гибкой первого и последнего профиля в партии не был слишком длинным. Дело в том, что свежие профили в состоянии Т4 продолжают естественно набирать прочность в течение довольно длительного времени. Если этот интервал будет слишком длинным, то параметры гибки этих профилей, придется существенно корректировать, особенно при малых радиусах. Поэтому часто для обеспечения хорошей повторяемости операции гибки, алюминиевые профили подвергают отжигу.
Гибка, анодирование и порошковая окраска
Гибку алюминиевых профилей обычно производят до операции анодирования, так как хрупкий анодный слой при гибке может растрескиваться, особенно на участках, которые подвергаются растяжению. Порошковое покрытие может выдерживать гибку на большие радиусы, например, при изготовлении арок для окон и дверей методом трехроликовой гибки. Однако при малых радиусах гибки, на порошковом покрытии могут возникать повреждения, явные или скрытые. Скрытые повреждения могут проявляться через некоторое время в виде пониженной коррозионной стойкости.
Порошковое покрытие может выдерживать гибку на большие радиусы, например, при изготовлении арок для окон и дверей методом трехроликовой гибки. Однако при малых радиусах гибки, на порошковом покрытии могут возникать повреждения, явные или скрытые. Скрытые повреждения могут проявляться через некоторое время в виде пониженной коррозионной стойкости.
Роторная гибка
Роторная гибка, является наиболее популярным методом гибки алюминиевых профилей. Этим методом производят, например, гибку профилей для рам окон пассажирских вагонов. Эта технология позволяет получать малые углы, и обеспечивает хорошую повторяемость размеров гнутых деталей.
Деталь закрепляется на массивном поворотном ролике (рисунок 1). Ролик и ползун имеют форму профиля, который подвергается гибке. Профиль поворачивается вместе с поворотным роликом, поэтому этот метод иногда называют гибкой с наматыванием. В процессе гибки, наружная часть профиля подвергается растяжению, а внутренняя – сжатию. Для того, чтобы предотвратить образование на профиле царапин и вмятин ролик и ползун изготавливают из полимерного материала, обычно, фторопласта.
Рисунок 1 – Роторная гибка [3]
Трехроликовая гибка
Роликовую гибку алюминиевых профилей применяют для больших радиусов гиба, например, арочных окон и дверей. Профиль прокатывается несколько или много раз между двумя нижними приводными роликами и вертикальным прижимным роликом (рисунок 2). Обычно для управления роликовой гибочной машиной применяют числовое программное управление (ЧПУ). Ролики для этой машины, изготавливают обычно из полимерных материалов.
Рисунок 2 – Трехроликовая гибка [3]
Гибка растяжением
Технология гибки растяжением, дает очень высокую точность. Что очень важно, при изготовлении трехмерной формы гнутого профиля [1]. По схеме деформирования это скорее формовка, чем гибка. Поэтому этот метод часто называют формовкой растяжением.
Профиль устанавливается между двумя зажимами и затем постепенно натягивается на неподвижную матрицу заданной формы (рисунок 3). Форма этой матрицы соответствует форме поперечного сечения профиля. Металл растягивается до верхнего предела пластичности и поэтому влияние упругой отдачи является незначительным.
Форма этой матрицы соответствует форме поперечного сечения профиля. Металл растягивается до верхнего предела пластичности и поэтому влияние упругой отдачи является незначительным.
Стоимость такого оборудования довольно высокая. Такой метод гибки-формовки алюминиевых профилей применятся в автомобильной промышленности, например, при изготовлении бамперов и элементов рамы.
Рисунок 3 – Гибка растяжением [3]
Прессовая гибка
Прессовая гибка, подходит для простой гибки больших партий алюминиевых профилей (рисунок 4). Гнутый профиль получают путем приложения усилия механического или гидравлического пресса на гибочную матрицу. Верхняя и нижняя матрицы имеют форму, которая задает форму гнутого профиля. Эти матрицы могут быть стальными или пластиковыми.
Рисунок 4 – Прессовая гибка [3]
Упругая отдача
Явление упругой отдачи является частой причиной несоответствия размеров согнутого профиля заданным размерам. Упругая отдача является результатом упруго-пластического деформирования материала профиля (рисунок 5). Гибочная машина изгибает профиль на заданный угол α2. После снятия изгибающего момента профиль «отпружинивает» на угол Δα. Этот угол Δα и называют углом упругой отдачи. Упругую отдачу обычно компенсируют гибкой профиля на угол, который больше заданного угла α2 на определенную величину. Эту величину перегиба определяют экспериментально или с помощью расчетов.
Упругая отдача является результатом упруго-пластического деформирования материала профиля (рисунок 5). Гибочная машина изгибает профиль на заданный угол α2. После снятия изгибающего момента профиль «отпружинивает» на угол Δα. Этот угол Δα и называют углом упругой отдачи. Упругую отдачу обычно компенсируют гибкой профиля на угол, который больше заданного угла α2 на определенную величину. Эту величину перегиба определяют экспериментально или с помощью расчетов.
Рисунок 5 – Упругая отдача при гибке профилей [2]
Основными факторами, которые влияют на величину упругой отдачи, являются:
- Модуль упругости материала
- Предел текучести материала
- Коэффициент деформационного упрочнения материала
- Размеры поперечного сечения профиля
- Радиус гибки.
Источники:
1. Design Manual, SAPA, 2014.
2. TALAT 3706 – European Aluminium Association, 1996
TALAT 3706 – European Aluminium Association, 1996
3. http://www.alexandriaindustries.com/2016/08/25/bending-forming-aluminum-extrusions/
Статья подготовлена сотрудниками Алюком — системы навесного вентилируемого фасада.
Гибка листового металла — гибка листа алюминия, нержавеющей стали, черного металла
Полезная информация
- Какое оборудование нужно для гибки листового металла
- Изготовление деталей с помощью гибки
- Главная
- Услуги
- Гибка листового металла
Рассчитать стоимость (калькулятор)
Мы предлагаем услуги по гибке листового металла на заказ. Работаем с нержавеющей сталью, черным металлом, оцинкованной сталью и алюминием. Выполняем гибку листа 1 мм., 5 мм. и тд. Выполним заказ и доставим в Ваш регион (Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Казань, Нижний-Новгород, Омск, Ростов-на-Дону, Челябинск, Самара, Уфа, Воронеж, Красноярск и др.).
Наши специалисты по Вашему тех заданию осуществят гибку, сварку, порошковую покраску и другие виды работ, связанные с обработкой металла.
Основное преимущество нашей компании — хорошая цена за высокое качество. При гибке используется высокотехнологичное оборудование (гибочные станки ЧПУ), позволяющие качественно проводить работу, получая различные формы конечного продукта очень быстро.
Листогибочный пресс от ведущей фирмы Jugao Machinery (400 тонн) – максимальная длина составляет 6000 мм, толщина – 12 мм.
Станками управляет опытный персонал, что полностью исключает появление брака и дополнительно ускоряет процесс гибки листа.
Гибка листа — технология гибки
Гибка листового металла – процесс, который позволяет придавать металлическому листу различную форму.
Данный способ обработки (гибка) стального листа, либо оцинкованного, а также алюминиевого, имеет ряд преимуществ. В первую очередь, это полное отсутствие нарушений и дефектов после обработки. Гибка листового металла может быть разных видов:
- двуугловая;
- одноугловая;
- криволинейная;
- многоугловая.

Услуга «гибка листа металла» сегодня актуальна и востребована, и вот почему:
- Придает прочность изделию, обеспечивая ему надежность и долговечность в процессе дальнейшей эксплуатации;
- Снижает количество брака. Точность сгиба достигается путем использования специального оборудования, а значит, любые нарушения металлической конструкции исключены;
- Минимум времени. Качественная гибка листа металла позволяет сократить время, затрачиваемое на процесс дальнейшей обработки.
С технологической точки зрения процесс не простой, требующий не только первокласного оборудования, а также специалистов с большим опытом. Мы обладаем многолетним стажем и гарантируем качественный результат.
Калькулятор цены гибки металла
Цена за гибку листового металла длиной до 500 мм
| Толщина | до 50 гибов | 51-100 гибов | 101-500 гибов | 501-1000 гибов | От 1000 гибов |
|---|---|---|---|---|---|
| до 1 мм | 517. 00 р. 00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 2 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 3 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 4 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 5 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 6 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 8 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 10 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 12 мм | 632.00 р. | 605.00 р. | 577.00 р. | 550.00 р. | 522.00 р. |
Цена за гибку листового металла длиной от 500 до 1500 мм
| Толщина | до 50 гибов | 51-100 гибов | 101-500 гибов | 501-1000 гибов | От 1000 гибов |
|---|---|---|---|---|---|
| до 1 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 2 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 3 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 4 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450. 00 р. 00 р. | 427.00 р. |
| до 5 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 6 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 8 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 10 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 12 мм | 632.00 р. | 605.00 р. | 577.00 р. | 550.00 р. | 522.00 р. |
Цена за гибку листового металла длиной от 1500 до 3000 мм
| Толщина | до 50 гибов | 51-100 гибов | 101-500 гибов | 501-1000 гибов | От 1000 гибов |
|---|---|---|---|---|---|
| до 1 мм | 517. 00 р. 00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 2 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 3 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 4 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 5 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 6 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 8 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 10 мм | 517.00 р. | 495.00 р. | 472.00 р. | 450.00 р. | 427.00 р. |
| до 12 мм | 632.00 р. | 605.00 р. | 577.00 р. | 550.00 р. | 522.00 р. |
Цена за гибку листового металла длиной от 3000 до 6000 мм
| Толщина | до 50 гибов | 51-100 гибов | 101-500 гибов | 501-1000 гибов | От 1000 гибов |
|---|---|---|---|---|---|
| до 1 мм | 805.00 р. | 770.00 р. | 735.00 р. | 700.00 р. | 665.00 р. |
| до 2 мм | 805.00 р. | 770.00 р. | 735.00 р. | 700.00 р. | 665.00 р. |
| до 3 мм | 805.00 р. | 770.00 р. | 735.00 р. | 700.00 р. | 665.00 р. |
| до 4 мм | 805.00 р. | 770.00 р. | 735.00 р. | 700. 00 р. 00 р. | 665.00 р. |
| до 5 мм | 805.00 р. | 770.00 р. | 735.00 р. | 700.00 р. | 665.00 р. |
| до 6 мм | 805.00 р. | 770.00 р. | 735.00 р. | 700.00 р. | 665.00 р. |
| до 8 мм | 805.00 р. | 770.00 р. | 735.00 р. | 700.00 р. | 665.00 р. |
| до 10 мм | 805.00 р. | 770.00 р. | 735.00 р. | 700.00 р. | 665.00 р. |
| до 12 мм | 977.00 р. | 935.00 р. | 892.00 р. | 850.00 р. | 807.00 р. |
Гибка профиля в Москве на заказ по выгодным ценам
Гибка профиля – процесс изменения его формы в заданном направлении и по необходимому радиусу. Проводится на станковом профилегибочном оборудовании – механизированном или оснащенном программным управлением.
Возможности гибки профиля
При выполнении работ важен такой показатель, как гибка профиля по радиусу. Какой радиус гибки возможен для заготовки, зависит от толщины ее стенок.
Если заказчику требуется гибка алюминиевого профиля, оптимальным для нее считается прокат с толщиной стенки 2-4 мм.
Гибка труб и профилей – разнообразная услуга. Она предполагает работу:
- с профильными трубами,
- швеллерами,
- двутаврами,
- таврами,
- квадратами,
- прутками,
- кругами,
- полосами и другими изделиями, относящимися к профильным.
Любая разновидность гибки, в том числе и гибка П-образного профиля, требует предварительной подготовки, даже если проводится на станке. Когда профиль имеет пустоты, полые места прокладываются песком. Это помогает предотвратить растрескивание и образование складок.
Перед началом работы ролики станка и поверхность заготовки обрабатывают маслом, чтобы свести к минимуму трение поверхностей.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Гибка профиля: популярна как никогда
Гнутые профили востребованы во многих отраслях.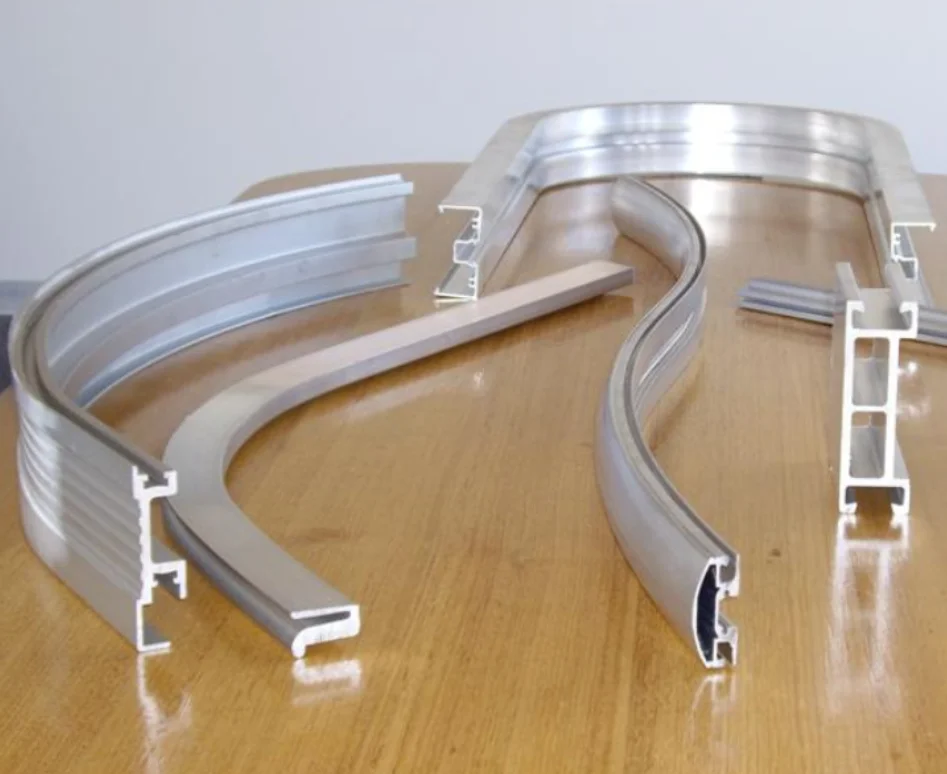 Гибка профиля в Москве применяется для создания оконных и дверных конструкций, для оформления фасадов. В изготовлении душевых кабин, рекламных сооружений и элементов дизайна часто бывает необходима гибка алюминиевого профиля.
Гибка профиля в Москве применяется для создания оконных и дверных конструкций, для оформления фасадов. В изготовлении душевых кабин, рекламных сооружений и элементов дизайна часто бывает необходима гибка алюминиевого профиля.
Москва и другие крупные города в больших количествах приобретают деформированный сортовой и фасонный прокат. Он используется в производстве торгового оборудования, строительных металлоконструкций, мебели.
Сегодня у заказчиков востребована трехмерная гибка профилей, позволяющая получить изделия, изогнутые не в одной, а в трех плоскостях.
Эту операцию производят на трехмерном гибочном станке, оснащенном ЧПУ. Такая гибка металлического профиля отличается высокой точностью. С помощью нее можно получить гнутый прокат любых форм. Например, в машиностроении трехмерная технология гибки используется для создания кузовов и кабин.
Обращайтесь за гибкой профиля
к профессионалам!
Компания «ТСК Индустрия+» специализируется на гибке профиля любого типа. Наши специалисты работают оперативно, качественно и по очень приемлемым расценкам. Если вас интересует недорогая гибка профиля, цена, которую предлагаем мы, понравится вам не меньше, чем спектр наших возможностей.
Наши специалисты работают оперативно, качественно и по очень приемлемым расценкам. Если вас интересует недорогая гибка профиля, цена, которую предлагаем мы, понравится вам не меньше, чем спектр наших возможностей.
Гибка алюминиевого профиля – одна из технологических операций в нашей компании, состоящая в поперечном изгибе линейных элементов из алюминия. Качественно выполнять гибку можно на специальном оборудовании, представляющем собой вариант вальцов. Они преображают деталь, прокатывая ее через специально расставленные валы. Благодаря пластичности алюминия гнуть можно любые профили – от труб до сложных конструкций для окон.
Гибка выполняется в границах, обусловленных сечением изгибаемой детали, ее длиной и радиусом изгиба. Специалистам известны пределы такой операции по всем параметрам, и они возьмутся за гибку только при реальной возможности сделать это.
В некоторых случаях гибке должны предшествовать подготовительные действия – термообработка, заполнение полостей замкнутого профиля песком и прочее.
Производственный потенциал нашей компании — не только в поставках заготовок из черных и цветных металлов, но и в их качественной первичной обработке. Диапазоны технических возможностей таких операций очень широки – от производства поковок до точной современной лазерной резки труб, узнать о которой можно здесь.
Гибка металла цена в Твери
Гибка титана
Гибка титана – это безопасный для материала способ механической обработки, позволяющий изменять форму заготовки и не влияющий на физические и химические свойства металла. Титан достаточно хорошо поддается подобной обработке при правильном соблюдении технологии.
Чистый титан без примесей гнется без особых проблем. В зависимости от заготовки к нему применяются разные способы:
Холод…
30.00 ₽/шт.
Гибка нержавеющей стали
Гибка нержавеющей стали отличается отсутствием швов на итоговом изделии, благодаря чему оно меньше подвержено коррозии и дефектам.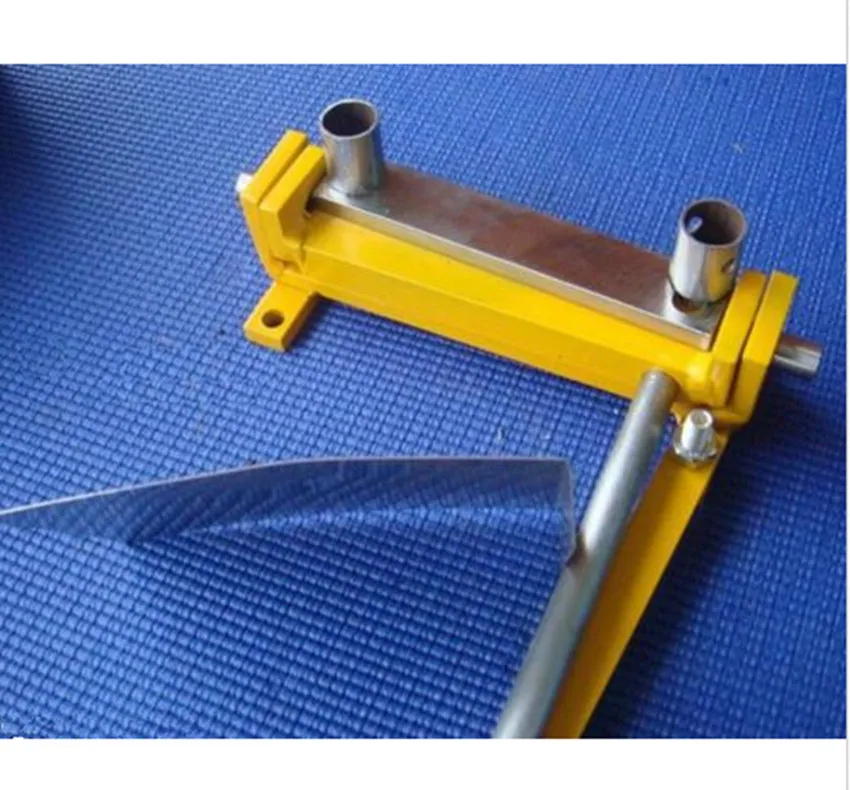
Особенности гибки разных заготовок
Широкие возможности нашего оборудования позволяют осуществлять гибку самых разных видов заготовок: труб, листов, профилей и других. Каждый из них требует различных гибочных станков. Листовая сталь в зависимости от способа изг…
20.00 ₽/шт.
Гибка алюминия
Алюминий – очень пластичный металл, поэтому, как правило, поддается гибке беспроблемно. Он зачастую способен сгибаться при комнатной температуре без вреда для внутренней структуры. В некоторых случаях все же необходима горячая гибка, но и здесь алюминий непритязателен — он позволяет проводить такую обработку при более низких температурах по сравнению с другими металлами.
Гибка листовог…
20.00 ₽/шт.
Гибка латуни
Латунь – это сплав, состоящий из цинка и меди в разном соотношении в различных марках. Но также он может включать и другие материалы, придающие марке особые свойства.
Этот металл хорошо поддается механической обработке, поэтому гибка латуни производится достаточно просто. При этом чем больше в сплаве содержится цинка, тем менее пластичным он будет, но благодаря своей твердости, он…
При этом чем больше в сплаве содержится цинка, тем менее пластичным он будет, но благодаря своей твердости, он…
15.00 ₽/шт.
Гибка меди
Гибка меди – это непростой процесс, он требует современного оборудования и точных расчетов для получения качественного результата.
Этот метод обработки исключает сварку, в процессе которой на изделии остаются швы. Таким образом, изогнутые изделия лишены изъянов, характерных заготовкам со швами, таких как утолщение в области скрепления, пористость и коррозия из-за попадания кислорода в …
15.00 ₽/шт.
Гибка бронзы
Бронза – материал, хорошо поддающийся механической обработке: гибке, вытяжке, резке. Она представляет собой сплав из меди с добавками, среди которых могут быть следующие: бериллий, свинец, кремний и цинк, алюминий. Наиболее распространенный легирующий компонент — олово.
Таким образом, эти сплавы крайне разнообразны по своим свойствам, условия и способы обработки сильно зависят от проце. ..
..
35.00 ₽/шт.
Описание
Гибка металла − обработка материала для придания ему необходимой формы. Она осуществляется при помощи ручных станков или промышленных установок. Например, применяются:
- Трубогибочные станки;
- Гибочные прессы;
- Профилегибочные агрегаты.
Наше оборудование имеет широкие производственные возможности, оно используется для обработки как тонких, так и толстых заготовок.
Все наши станки оснащены числовым программным управлением. Это позволяет увеличить скорость производства, точность, а также возможность обработки сложных деталей. Мы можем выполнить большой объем работ в кратчайшие сроки. Это ощутимо увеличивает качество гибки, благодаря чему можно получить изделие различной конфигурации. Работаем с любыми видами металла, в том числе с железом, чугуном, алюминием и титаном.
Данный процесс позволяет получить конструкции, которые не будут иметь швов. Это является огромным преимуществом, так как швы − самые уязвимые места. В них образуются коррозионные отложения, что нередко влечет за собой разрушение изделий. При этом металл, подверженный обработке, является более прочным и надежным. Важно заметить и то, что детали имеют точные размеры, которые сложно получить любым другим путем.
В них образуются коррозионные отложения, что нередко влечет за собой разрушение изделий. При этом металл, подверженный обработке, является более прочным и надежным. Важно заметить и то, что детали имеют точные размеры, которые сложно получить любым другим путем.
При помощи гибки листового металла появляется возможность изготовить металлокассеты, панели, корпуса для приборов, пружинные элементы, а также различные детали. Изделия широко применяются в строительстве, энергетике, станко- и машиностроении.
Мы можем создавать простые и сложные детали не только различных размеров, но и разнообразного профиля.
Производственный процесс включает в себя несколько этапов: раскрой (резка листа), расчет материала, гибка.
Услуга исключает необходимость в проведении сварочных работ, как следствие, в дополнительных затратах. Также ее преимуществом является сохранение физических и химических свойств металла или сплава. Вероятность возникновения производственного брака равна нулю. Полученные детали отличаются высокими эксплуатационными показателями, для них характерен долгий срок службы.
Заказ услуги
Наша компания долгое время осуществляет свою деятельность на рынке металлопроката. С нами сотрудничают как крупные отечественные предприятия, так и небольшие фирмы, что говорит о качестве оказываемых нами услуг. Цена гибки металла зависит от таких факторов, как материал, его размеры и форма, которую необходимо придать. Мы работаем по чертежам заказчика. Также наши специалисты могут помочь спроектировать изделия, гарантируя:
- Отличное качество полученной продукции;
- Быстрое выполнение заказа;
- Возможность обрабатывать большой объем деталей.
Чтобы заказать услугу, обратитесь к менеджерам отдела продаж. Вся контактная информация размещена на сайте. Сотрудники ответят на все ваши вопросы и оформят заявку. Мы настроены на долгосрочное сотрудничества с каждым клиентом, готовы предоставить индивидуальные скидки в зависимости от объема вашей заявки. При необходимости возможна доставка изделий как в регионы России, так и в страны ближнего зарубежья в кратчайшие сроки. Ждем вашего звонка!
Ждем вашего звонка!
Гибка и прокатка алюминиевых труб – формирование алюминиевых профилей
10 Дек ГИБКА АЛЮМИНИЕВЫХ ТРУБ: КАК СДЕЛАТЬ ПРАВИЛЬНО
Опубликовано в 17:43
in Новости, Гибка труб
by assistente
Гибка, вальцовка или гибка алюминиевых труб (гибка алюминиевых труб) и алюминиевых профилей (гибка алюминиевых профилей) осуществляется методом холодной штамповки или холодной гибки .
Между этими двумя методами гибки алюминиевых труб и профилей есть существенные различия.
Поперечное сечение круглой алюминиевой трубы
Поперечное сечение квадратной алюминиевой трубы
Поперечное сечение гнутого алюминиевого профиля
ХОЛОДНОЙ ФОРМОВКОЙ ДЛЯ ГИБКИ АЛЮМИНИЕВЫХ ТРУБ И ПРОФИЛЕЙ
Круглые алюминиевые трубы изогнутые с холодной штамповкой на трубогибочном станке.
Гибка алюминиевых труб или профилей достигается с помощью холодной штамповки. Этот метод гибки еще называют холодной гибкой, так как процесс выполняется при комнатной температуре и без предварительной подготовки материала.
Этот метод гибки еще называют холодной гибкой, так как процесс выполняется при комнатной температуре и без предварительной подготовки материала.
Труба изгибается путем помещения ее в специальные трубогибочные станки.[T1]
Изгиб алюминиевых труб и профилей (гибка алюминиевых профилей) методом холодной штамповки обычно выполняется на трубогибочных станках с ЧПУ.
Эти машины гарантируют максимальную точность гибки и более эффективный производственный процесс.
ГИБКА АЛЮМИНИЕВЫХ ПРОФИЛЕЙ
Алюминиевые профили, гнутые с помощью прокатки труб и холодной штамповки
Другой метод гибки алюминиевых профилей, также достигаемый с помощью холодной штамповки, называется трубопрокаткой или вальцеванием.
Этот метод позволяет получить гораздо большие радиусы изгиба, чем при обычном изгибе. Валковая гибка алюминиевых труб и профилей имеет и другие преимущества:
- Более одного радиуса изгиба можно получить на одном отрезке трубы
- Можно получить секции с разными радиусами
Гнутые алюминиевые профили, обработанные на специальном гибочном станке
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ ИЗОГНУТЫХ АЛЮМИНИЕВЫХ ТРУБ
Наряду со сталью и нержавеющей сталью, алюминий является одним из самых распространенных сплавов, используемых в мире. Ключевые причины , почему гнутые алюминиевые трубы и профили являются предпочтительным выбором, включают:
Ключевые причины , почему гнутые алюминиевые трубы и профили являются предпочтительным выбором, включают:
- Мягкость
- Легкий вес
- Стойкость к окислению
- Визуальная привлекательность
Одной из ключевых характеристик алюминиевых труб является их способность выдерживать рассеивают тепло – что даже лучше, чем у медных трубок.
Из-за устойчивости к очень высоким температурам алюминиевые профили часто используются в конструкции систем светодиодного освещения.
Благодаря своим многочисленным положительным качествам алюминиевые трубы также используются для изготовления изделий , где особенно важны малый вес и внешний вид , в том числе:
- Лампы
- Кадры
- Стулья
- Поручни
- Мебель
- Вывеска
- Велосипеды, мотоциклы, автомобили
Благодаря небольшому весу круглые трубы, квадратные трубы и гнутые алюминиевые профили используются в производстве мотоциклов, автомобилей и мотоциклетных рам
Прежде чем при изготовлении одного из продуктов, упомянутых выше, всегда необходимо проводить анализ, чтобы определить возможность процесса гибки труб.
Изделия из гнутых алюминиевых труб используются во многих отраслях промышленности . Примеры:
- Транспорт
- Корпус
- Машиностроение
- Мебель
- Автомобилестроение
- Доставка
СВОЙСТВА АЛЮМИНИЕВЫХ ТРУБ И ПРОФИЛЕЙ
Алюминий — пластичный металл серебристого цвета, который обычно добывают из бокситовой руды.
Серебристый цвет алюминиевой трубки можно отнести к оксидному слою, который образуется на поверхности при контакте с воздухом. Это работает для предотвращения контакта кислорода с алюминием под оксидным слоем, обеспечивая его превосходную защиту от коррозии.
Алюминий, который используется в производстве труб и профилей, которые затем гнутся с помощью гибки труб или гибки вальцами, относится к металлическому сплаву , так как он получается путем плавления различных металлов (жидкостей). вместе в различных пропорциях для литья:
- Алюминий
- Медь
- Цинк
- Марганец
- Кремний
- Магний
Фактическая температура плавления алюминия зависит от соответствующего состава сплава, из которого изготовлена алюминиевая трубка. Температура плавления чистый алюминий составляет 660 °C. Различные алюминиевые сплавы определяют несколько важных свойств, в том числе:
Температура плавления чистый алюминий составляет 660 °C. Различные алюминиевые сплавы определяют несколько важных свойств, в том числе:
- Механическая прочность
- Пластичность
- Коррозионная стойкость
Как мы вскоре увидим, сплав, используемый для алюминиевого профиля, представляет не только теоретический интерес: выбор алюминиевого сплава напрямую влияет на его возможности обработки, а также определяет область применения и сценарии использования готовой алюминиевой трубы. или раздел.
Если легирующим элементом, используемым в алюминиевом сплаве, является, например, медь , то алюминиевый профиль будет иметь хорошую механическую прочность и свариваемость, но меньшую устойчивость к коррозии, чем алюминиевые сплавы, легирующими элементами которых являются магний или кремний.
Помимо круглых труб, также можно гнуть квадратные трубы и алюминиевые профили. Выбор формы трубы — изогнутой, круглой, квадратной или прямоугольной — часто делается из соображений эстетики или дизайна.
СВОЙСТВА ИЗОГНУТЫХ АЛЮМИНИЕВЫХ ТРУБ И ПРОФИЛЕЙ
При выборе алюминиевой трубы или гнутого алюминиевого профиля вместо какого-либо другого сплава, например стальной трубы, для окончательного решения могут быть важны многие качества:
- Удлинение
- Предел текучести
- Прочность на растяжение
- Твердость
- Прочность
- Пластичность
- Возможности закалки
- Визуальная привлекательность
- Вес
Стальные и гнутые трубы из нержавеющей стали в основном используются для изготовления изделий и оборудования, где требуется высокая степень прочности на разрыв и нагрузки, например, для сельскохозяйственной техники.
Алюминиевые профили и трубы , напротив, используются, если важны легкие детали с привлекательным внешним видом, например, для велосипедных рам.
ГИБКА И ОБРАБОТКА АЛЮМИНИЕВЫХ ТРУБ
Обработка алюминиевых труб и профилей не ограничивается только гибкой и вальцеванием. Однако необходимо различать два вида обработки алюминиевых труб:
- Обработка до гибка труб
- Обработка после гибки труб
Например, лазерная резка труб может выполняться только до изгиба трубы и не слишком близко к зоне деформации.
Наиболее важные виды обработки труб, выполняемые с помощью трубчатого лазера – и перед гибкой трубы – включают:
- Сверление
- Потайные отверстия
- Петли
- Отрезки труб под углом
- Маркировка
Типичные виды обработки труб, выполняемые на алюминиевых профилях, которые уже согнуты , включают:
- Нарезание резьбы
- Обрезка
- Фрезерование
- Прессование
УЗНАЙТЕ О НАШИХ УСЛУГАХ ПО ОБРАБОТКЕ ТРУБ
АЛЮМИНИЕВЫЕ СПЛАВЫ
Используемый алюминиевый сплав определяет ряд ключевых свойств алюминиевых профилей и труб. Тип сплава влияет на обрабатываемость алюминиевых профилей, в том числе на их способность к изгибу и складыванию. Алюминиевый сплав особенно важен благодаря следующим качествам:
- Механическая прочность трубы
- Коррозионная стойкость
- Электропроводность
- Теплопроводность
В следующей таблице представлены 9 алюминиевые сплавы , из которых изготавливаются катаные и гнутые алюминиевые трубы и профили, и наиболее важные отрасли промышленности, в которых они используются:
–
На самом деле это не сплав как таковой, а сам алюминий различной степени чистоты.
Низкая механическая прочность, высокая коррозионная стойкость, высокая тепло- и электропроводность.
ТИПОВОЕ ПРИМЕНЕНИЕ
Секции для теплообменников, электрических конденсаторов, упаковки, вывесок, пищевой промышленности
СЕРИЯ 2000
ГЛАВНЫЙ ЭЛЕМЕНТ(Ы)
МЕДЬ трубы из этого сплава (Al-Cu) 90s низкая коррозионная стойкость, но более высокая механическая прочность.
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Изогнутые профили для военной авиации, литье пластмасс под давлением, высокоточные инструменты
СЕРИЯ 3000
ГЛАВНЫЙ ЭЛЕМЕНТ(Ы)
МАРГАНЕЦ (Al-Mn)
Алюминиевые трубы серии 3000 обладают высокой механической прочностью, низкой пластичностью и хорошей устойчивостью к коррозии.
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Алюминиевые трубы, которые используются для изготовления бытовых приборов и транспортных машин
СЕРИЯ 4000
ОСНОВНОЙ ЭЛЕМЕНТ(Ы)
КРЕМНИЙ (Al-Si)
05 9 Алюминиевые секции с низким тепловым расширением очень износостойкий.
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Сварка
СЕРИЯ 5000
ГЛАВНЫЙ ЭЛЕМЕНТ(Ы)
МАГНИЙ (Al-Mg)
Алюминиевые трубы имеют высокую пластичность и подходят для широкого диапазона процессов, изготовленных из этого сплава. Трубы обладают высокой коррозионной стойкостью и хорошей свариваемостью.
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Детали для лодок, кораблей, кузовов транспортных средств
СЕРИЯ 6000
ГЛАВНЫЙ ЭЛЕМЕНТ(Ы)
МАГНИЙ И КРЕМНИЙ
(Al-Mg-Si)
Трубы из этого алюминиевого сплава подвергаются специальной термообработке и имеют средние механические свойства. Трубы обладают хорошей коррозионной стойкостью и свариваемостью.
В эту серию входит алюминиевый сплав 6060, который является лучшим сплавом для гибки алюминиевых труб!
ОБЛАСТЬ ПРИМЕНЕНИЯ
Мебель, судостроение, каркасы, уличная мебель, оборудование для поездов, автобусов и поездов метро, гнутые алюминиевые профили для изготовления светильников. Трубы также используются в автомобильной промышленности. Узнайте больше о прецизионной гибке алюминиевых труб
7000 СЕРИЯ
ОСНОВНОЙ ЭЛЕМЕНТ(Ы)
ЦИНК (Zn)
Присутствие цинка в этом сплаве, полученном с помощью термической обработки, повышает его прочность и твердость, а также означает, что сплав приобретает лучшие механические свойства чем другие алюминиевые сплавы.
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Гнутые алюминиевые трубы, используемые в производстве мотоциклетных и велосипедных рам или других транспортных средств
СЕРИЯ 8000
ГЛАВНЫЙ ЭЛЕМЕНТ(Ы)
СМЕШАННЫЙ СПЛАВ
Эти трубы имеют меньшую плотность, но более высокую механическую прочность. Алюминиевые трубы из смешанных сплавов сохраняют свою прочность даже при низких температурах.
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Изогнутые трубы из этого алюминиевого сплава в основном используются в аэрокосмической промышленности.
СЕРИЯ 9000
ГЛАВНЫЙ ЭЛЕМЕНТ(Ы)
–
Серия для экспериментальных сплавов.
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
–
ОБРАБОТКА И ОБРАБОТКА ИЗОГНУТЫХ АЛЮМИНИЕВЫХ ТРУБ
Некоторые виды обработки алюминиевых труб, такие как специальная обработка и виды отделки, могут выполняться только после завершения гибки .
Причина этого в том, что оборудование, используемое для гибки труб, может создавать дефекты в трубах, которые влияют как на внешний вид, так и на предполагаемое назначение труб.
Наиболее важными видами обработки гнутых алюминиевых труб являются следующие:
- Полировка – (также называемая «брашированием») представляет собой процесс механической очистки, который может выполняться наждачной бумагой или специальными щетками.
- Анодирование – анодированный алюминий имеет лучшую устойчивость к царапинам, вызванным износом.
- Отделка ствола – процесс очистки алюминия, при котором удаляются металлические остатки, образовавшиеся на предыдущих этапах обработки.
ГИБКА АЛЮМИНИЕВЫХ ТРУБ: ИНФОРМАЦИЯ О ХОЛОДНОЙ ФОРМОВКЕ
Гнутые профили и трубы из алюминия находят широкое применение в промышленности. В отличие от других сплавов, таких как, например, сталь, вся гибка здесь выполняется как процесс холодной штамповки.
Гнутые алюминиевые трубы обычно используются из-за их малого веса и их внешнего вида .
Соответственно, шасси автомобиля и мотоцикла , а также велосипеды часто изготавливаются из алюминия или более дорогого титана.
Однако часто гибка или вальцовка не являются единственным этапом обработки, через который проходят гнутые алюминиевые трубы, прежде чем они будут готовы. Промышленное использование алюминиевых труб требует других видов обработки труб, включая сварку, лазерную резку и анодирование, чтобы придать готовой алюминиевой трубе определенный набор свойств.
Во всех случаях необходимо выбирать правильный алюминиевый сплав в соответствии с предполагаемым использованием.
Хотите согнуть алюминиевые трубы? Тогда вы пришли в нужное место. Отправьте нам свой запрос сегодня!
Гибка и формовка алюминиевых профилей
Алюминий можно экструдировать и сгибать с заданными допусками или стандартными размерными допусками. В то время как размеры изделия и углы изгиба могут быть методично измерены и повторно измерены, точность конечного продукта зависит от используемого оборудования или метода гибки.
В то время как размеры изделия и углы изгиба могут быть методично измерены и повторно измерены, точность конечного продукта зависит от используемого оборудования или метода гибки.
При выборе процесса гибки, подходящего для определенного продукта, следует учитывать несколько факторов. Инженеры по экструзии алюминия могут внести решающий вклад в гибку, формование и формование алюминия на этапе проектирования проекта. Деформация внутреннего или внешнего радиуса может быть проблемой проектирования, а также может определять, какой процесс формования использовать. Перед началом процесса проектирования рассмотрите следующие параметры:
- Какие допуски или отклонения ожидаются для внутреннего радиуса, радиуса внешнего размера и общей длины детали?
- Какие площади поверхности имеют решающее значение для внешнего вида?
- Какая требуется механическая прочность?
Сплав, состояние и поперечное сечение изделия также являются важными факторами.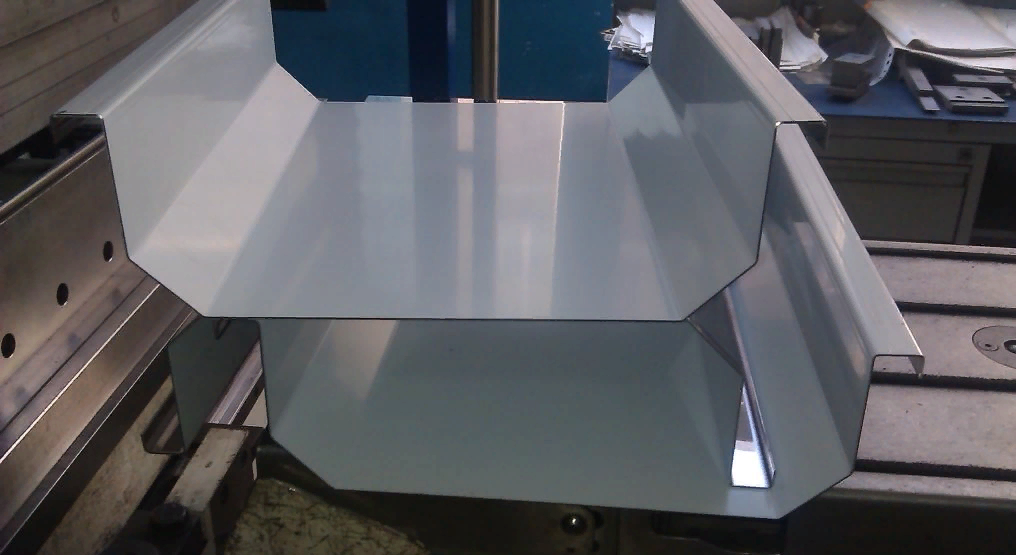 Как только эти факторы определены, производители алюминиевых профилей могут начать процесс гибки, используя один из следующих пяти распространенных методов гибки и формовки.
Как только эти факторы определены, производители алюминиевых профилей могут начать процесс гибки, используя один из следующих пяти распространенных методов гибки и формовки.
1. Изгиб с нажимом или с нажимом
Сгибание с нажимом или с нажимом, как следует из названия, использует ползун для прижатия экструдированного металлического элемента к гибочной матрице. Матрица проталкивает экструзию на пресс-формы, заставляя экструзию принимать желаемую изогнутую форму. Благодаря программируемым углам изгиба эта форма изгиба позволяет сблизить несколько плоских изгибов, хотя за один раз можно изгибать только один радиус. Гибка с помощью ползуна предлагает недорогие инструменты и хорошую точность гибки при низких затратах на гибку.
Изгибание под давлением или толканием идеально подходит для таких компонентов, как артиллерийские орудия лодок, опоры переносных конструкций, каркасы инвалидных колясок и медицинские кровати.
2. Гидравлическая ротационная гибка
В процессе гидравлической ротационной гибки производители помещают экструдированный алюминий на трубогиб и удерживают его на месте с помощью стационарной или скользящей пресс-формы и зажимного блока. Круглая гибочная головка, приводимая в действие гидравликой, поворачивается на угол до 90 градусов, изгибая профиль при вращении. С помощью этого метода экструзия может изгибаться только по одному радиусу за раз.
Включение оправки или другого компонента инструмента для захвата вращающегося штампа может предотвратить сминание или деформацию продукта, хотя его использование не является обязательным. Вращение, управляемое одной осью, может изгибаться в пределах одной десятой градуса для чрезвычайно точных углов изгиба.
Гидравлическая гибка часто используется при формовании круглых труб или труб для таких применений, как поручни, и идеально подходит для экструзии большого диаметра, например, для строительных вывесок.
3. Электрический Ротационная гибка
Электрическая ротационная гибка использует тот же процесс, что и гидравлический метод, но обеспечивает более быструю настройку. Изгибы также более точны и легко повторяются, поскольку углы и повороты могут быть автоматизированы в программируемом логическом контроллере машины. Вращение экструдированного алюминия также может быть механизировано для различных плоскостных изгибов.
Метод электрического вращательного волочения лучше всего подходит для применений, требующих нескольких изгибов на деталь в непосредственной близости друг от друга или изгибов с разными радиусами для каждой детали.
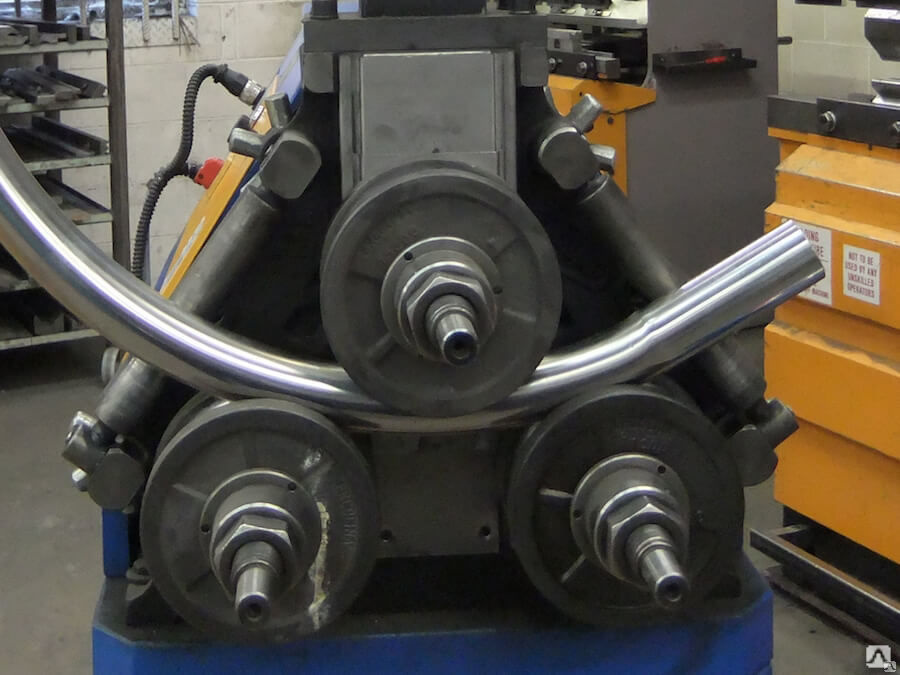
4. Трехвалковая гибка
Трехвалковая гибка проталкивает экструзию вокруг трех разных валков, расположенных треугольной формы. Валки регулируются для формирования точного угла, вплоть до поворота на 360 градусов, который может вращаться горизонтально или вертикально.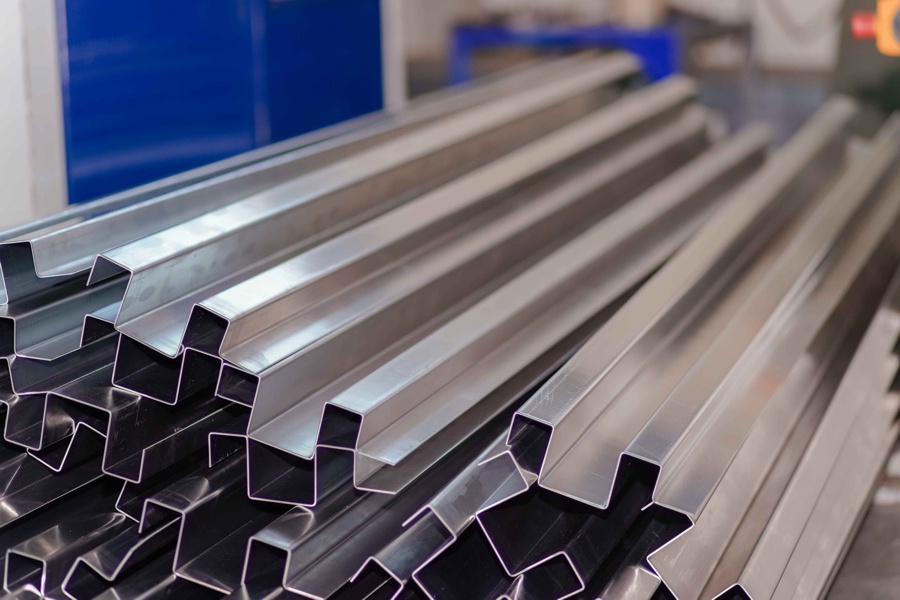 По мере того, как экструзия медленно перемещается по роликам с механическим приводом, она начинает изгибаться и изгибаться.
По мере того, как экструзия медленно перемещается по роликам с механическим приводом, она начинает изгибаться и изгибаться.
Экструзия ограничена одним изгибом за цикл, что означает, что больший угол изгиба потребует больше времени для достижения желаемого угла. Хотя это может занять больше времени, максимальный радиус изгиба неограничен. Симметричные профили предпочтительны для гибки вальцами.
5. Формование вытяжкой
Во время формовки вытягиванием профиль размещается вдоль закругленной фиксированной гибочной матрицы и фиксируется на каждом конце. Машина начинает поворачивать зажатые концы вниз на угол до 180 градусов, а экструзия изгибается вокруг матрицы для достижения желаемой формы.
При использовании этого метода радиус изгиба не ограничен. Формовочная машина может одновременно сгибать, скручивать и поднимать экструзию для создания уникальных заданных форм и углов для деталей длиной до 25 футов. Этот метод также обеспечивает наиболее точный и последовательный изгиб за счет контроля удлинения. Из-за того, что закругленная фиксированная гибочная головка давит на экструзию, формование растяжением имеет наименьшее количество деформации поверхности и следов от движения на экструдированном изделии.
Из-за того, что закругленная фиксированная гибочная головка давит на экструзию, формование растяжением имеет наименьшее количество деформации поверхности и следов от движения на экструдированном изделии.
Формование растяжением обычно используется для деталей с большим радиусом изгиба, поскольку минимальный радиус изгиба обычно в два-три раза больше, чем у других методов формования/гибки.
Каждый из этих методов гибки имеет различные преимущества. Разработка для успеха и определение наилучшего метода в конечном итоге сводится к желаемой устойчивости, внешнему виду и прочности конечного продукта. Вклад инженеров-технологов по производству алюминиевых профилей на этапе проектирования проекта может помочь OEM-дизайнерам определить наилучший метод гибки, придания формы и формы экструдированному продукту, который наилучшим образом воплотит дизайн в жизнь.
Для получения дополнительной информации о гибке и вытяжке алюминиевых профилей свяжитесь со своим специалистом по продажам или напишите нам по электронной почте.
5 Методы гибки и вытяжки для экструзии алюминия
Когда алюминий выдавливается через головку, он должен выходить прямым. Разработчики штампов приложили много усилий для достижения этого результата, потому что изогнутое или скрученное прессование бесполезно во многих приложениях. Бывают случаи, когда требуется изогнутый или закругленный алюминиевый профиль. Одним из примеров являются артиллерийские установки для лодок, а другим — компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы согнуть алюминиевый профиль: наш ответ обычно звучит так: «Это зависит от обстоятельств».
При гибке алюминиевого профиля возникает множество проблем. Здесь мы объясним, почему это не так просто сделать, и познакомим вас с пятью методами, как это сделать. Если вы дизайнер и хотите знать, какие радиусы мы можем получить в различных сечениях, вы найдете здесь то, что вам нужно, но мы рекомендуем вам связаться с нами для более подробного обсуждения.
Свойства и состав алюминия
Алюминий обычно довольно мягкий и пластичный. Это упрощает работу, но не очень полезно для большинства приложений. Чтобы преодолеть это, его сплавляют с другими элементами. Эти алюминиевые сплавы производятся в различных марках, определяемых как «серии». Есть серия 1000, серия 2000 и так далее, до 7000.
Это упрощает работу, но не очень полезно для большинства приложений. Чтобы преодолеть это, его сплавляют с другими элементами. Эти алюминиевые сплавы производятся в различных марках, определяемых как «серии». Есть серия 1000, серия 2000 и так далее, до 7000.
Каждая серия имеет немного другой состав и разные свойства. Кроме того, сплавы серий 2000, 6000 и 7000 подходят для термической обработки. Это увеличивает их прочность при снижении пластичности.
Большинство алюминиевых профилей относится к серии 6000. Помимо высокой пластичности, он обладает хорошей прочностью и коррозионной стойкостью. Термическая обработка усложняет изгиб сплава, поэтому ее лучше всего проводить после придания окончательной формы.
Вопросы геометрии
Изгиб сжимает внутреннюю сторону и растягивает внешнюю. При изгибе тонкой полосы в направлении ее толщины (а не ширины) разница в радиусе изгиба настолько мала, что растягивающие и сжимающие усилия невелики. По мере того, как заготовка становится толще, задачи возрастают.
В качестве примера сложности рассмотрим сгибание двутавровой балки, которая обычно используется в трейлерах и архитектурных приложениях. Для начала согнем его в направлении верхней и нижней полки. В этом случае центральная стенка легко изгибается, но поскольку внутренние и внешние края фланцев изгибаются на разные радиусы, они испытывают большее растяжение и сжатие. Напряжение истончает металл, а сжатие может привести к короблению.
Теперь, если мы согнем двутавровую балку в направлении паутины, проблемы умножатся. Не только верхняя и нижняя полки имеют разные радиусы, но и верхняя и нижняя стенки.
Ключом к успешной гибке является контроль движения каждого элемента экструзии. Это намного проще, когда выдавливание симметрично, при условии, что ось симметрии выровнена с радиусом изгиба. Асимметричные профили чрезвычайно трудно согнуть без значительных искажений.
Экструзия пустотелых профилей создает еще одну проблему: если их не поддерживать, металл при сжатии имеет тенденцию изгибаться внутрь. В какой-то степени это можно преодолеть, заполнив внутреннюю полость чем-то, что противостоит короблению, но это значительно усложняет изгиб. В качестве альтернативы утолщайте стены, добавляйте большие внутренние радиусы и, если возможно, добавляйте внутренние ребра жесткости.
В какой-то степени это можно преодолеть, заполнив внутреннюю полость чем-то, что противостоит короблению, но это значительно усложняет изгиб. В качестве альтернативы утолщайте стены, добавляйте большие внутренние радиусы и, если возможно, добавляйте внутренние ребра жесткости.
Методы гибки алюминиевого профиля
В отличие от гибки металлического листа на листогибочном прессе, целью гибки экструзии является создание кривизны. Для этого экструдированный участок наматывается на матрицу. Обычно требуется некоторый изгиб, потому что экструзия будет иметь определенную степень упругости. Пять наиболее распространенных методов экструзии с изгибом:
1. Изгиб с толканием/нажимом
В этом методе полукруглый поршень прижимается к экструдированному участку. Давление с обеих сторон поддерживает секцию, поворачиваясь вокруг поршня. Ползунок имеет форму зеркального отображения профиля внешнего сечения, как и плашки. Несколько изгибов могут быть размещены близко друг к другу, хотя за один раз выполняется только один изгиб. Максимально достижимый радиус изгиба примерно в четыре раза больше диаметра сечения (или описанной окружности).
Максимально достижимый радиус изгиба примерно в четыре раза больше диаметра сечения (или описанной окружности).
2. Ротационная гибка
Этот метод позволяет получить очень маленькие радиусы гиба – примерно такие же, как диаметр профиля. Гибочная матрица имеет круглую форму с зеркальным отражением внешнего профиля сечения примерно на 270° поверхности. Секция прижимается к этой матрице и удерживается на месте прижимной матрицей. Гибочная матрица вращается, оборачивая секцию вокруг себя. Точные углы изгиба достигаются за счет управления вращением штампа.
3. Трехвалковая гибка
Это метод, который мы используем в Wiley. Как и при изгибе с нажимом/нажимом, секция поддерживается в двух местах, в то время как матрица давит между ними. Отличие заключается в том, что ролики заменяют поршень и пресс-формы. Имея форму, соответствующую секции, они вращаются, протягивая секцию и создавая большой радиус. Гибка валков может даже производить целые круги. Он часто используется для формирования больших секций, используемых в архитектуре или строительстве.
Он часто используется для формирования больших секций, используемых в архитектуре или строительстве.
4. Гибка на сжатие
Здесь профиль прижимается к боковой стороне стационарного ползуна, который имеет зеркальный профиль по дуге 180°. Затем пресс-форма наматывает экструзию на плунжер. Минимальный радиус примерно в три раза больше диаметра экструзии или описанной окружности. Гибка сжатием часто выполняется на двухголовочных машинах для получения форм с симметричными изгибами на каждом конце.
5. Формование растяжением
Этот метод используется для деталей с большим радиусом изгиба. Это влечет за собой зажим обоих концов профиля, чтобы удерживать его в натяжении (растяжение). Затем закругленная матрица прижимается к средней точке профиля, чтобы создать изгиб. Натяжение сохраняет контроль над общей длиной, на поверхности мало маркировки и хорошая повторяемость угла изгиба.
Если вам нужно согнуть алюминиевый профиль, свяжитесь с нами
При правильной настройке экструзионный пресс производит прямые отрезки экструдированного профиля. Это то, что нужно многим приложениям, таким как рамы машин. Однако в некоторых ситуациях желательно указать радиус в сечении. Алюминиевый профиль серии 6000 обладает хорошей формуемостью и, в зависимости от геометрии, может быть скруглен несколькими способами. Однако это непросто. Если вы проектируете с помощью экструзии и хотите добавить изгибы, мы предлагаем вам связаться с нами, чтобы обсудить конкретные детали. Это может сэкономить много времени и даже улучшить ваш дизайн.
Это то, что нужно многим приложениям, таким как рамы машин. Однако в некоторых ситуациях желательно указать радиус в сечении. Алюминиевый профиль серии 6000 обладает хорошей формуемостью и, в зависимости от геометрии, может быть скруглен несколькими способами. Однако это непросто. Если вы проектируете с помощью экструзии и хотите добавить изгибы, мы предлагаем вам связаться с нами, чтобы обсудить конкретные детали. Это может сэкономить много времени и даже улучшить ваш дизайн.
Гибка и сборка алюминиевых труб на заказ | Средний тираж
Главная >Услуги по гибке труб > Гибка алюминиевых труб на заказ
Гибка и изготовление алюминиевых труб
Алюминий — это легкий, гибкий и немагнитный материал, используемый в самых разных областях OEM. Его пластичность позволяет легко формировать изогнутые алюминиевые трубки различной конфигурации, от небольших изгибов до тугих витков. Естественный слой окисления защищает от ржавчины, коррозии и некоторых химических веществ. Алюминиевые трубки также обладают отличной электро- и теплопроводностью и в некоторых случаях являются лучшим проводником, чем медные трубки.
Алюминиевые трубки также обладают отличной электро- и теплопроводностью и в некоторых случаях являются лучшим проводником, чем медные трубки.
Гибка алюминиевых труб по индивидуальному заказу
Мы специализируемся на изготовлении и гибке алюминиевых труб для широкого спектра отраслей промышленности и OEM-производителей в количествах от 100 до 1000 штук среднего тиража. Примеры, перечисленные ниже, являются лишь примерами наших возможностей гибки алюминиевых труб на заказ. Посетите наше портфолио прошлых проектов по гибке и изготовлению алюминия или свяжитесь с нами, чтобы обсудить ваши требования.
Марки алюминиевых труб
Мы работаем с материалами различных марок для гибки алюминиевых труб. Варианты включают 6061, 6063, 3003 и другие в зависимости от спецификаций заказчика.
- 6061
- 6063
- 3003
Прочтите статью в нашем блоге, чтобы узнать больше о различиях между алюминием 6061 и алюминием 6063 и о том, как выбрать то, что подходит для вашего проекта.
Гибка алюминиевых трубок для линий пропана и природного газа
Сочетание коррозионной стойкости и теплопроводности делает гибку алюминиевых труб популярным выбором для линий пропана или природного газа в каминах, печах и других приборах. Этот тип трубок может принимать различные формы, включая линии с несколькими углами.
Светильники из алюминия
Алюминий обладает высокой отражающей способностью и является отличным вариантом для прокладки электропроводки в осветительных приборах и светильниках. Поскольку он также легкий, изогнутая алюминиевая трубка не будет значительно увеличивать вес ваших светильников. Triad также предоставляет настраиваемые потоки в соответствии с вашими требованиями к дизайну.
Алюминиевая ручка для оборудования
Простая алюминиевая ручка для оборудования. Мы начинаем с 3/4-дюймовой алюминиевой трубки, которая разрезается, сгибается и на концах добавляется резьба. Алюминиевая ручка используется OEM в производстве.
Большой алюминиевый змеевик охлаждения
Охлаждающий змеевик диаметром 12 дюймов изготовлен из алюминиевой трубы диаметром 3/8 дюйма и длиной 32 дюйма. Уникальная конфигурация, скорость катушки изменяется в середине катушки, от шага одной катушки на каждый дюйм до одной катушки на каждые 2 дюйма.
Легкие стойки, подставки и тележки, изготовленные из изогнутых алюминиевых трубок
Алюминий легче стали, что делает его хорошим выбором для переносных штативов, подставок и тележек. Другие примеры изогнутых алюминиевых труб включают в себя торговое оборудование, стеллажи для витрин, архитектурную отделку, каркас, стеллажи для покраски, стеллажи для погружных резервуаров и многое другое.
Складная алюминиевая стойка для велосипедов
Алюминиевая трубка 3/4 дюйма, вырезанная и изогнутая. Второстепенные операции включают в себя нарезание резьбы на трубе, прикрепление вставок, отделку и окончательную сборку на алюминиевой пластине, которая крепится к велосипеду. Precision Engineering позволяет настроить велосипедную стойку из вертикального положения в сложенное положение, когда она лежит горизонтально.
Precision Engineering позволяет настроить велосипедную стойку из вертикального положения в сложенное положение, когда она лежит горизонтально.
Остались вопросы? Свяжитесь с экспертом!
Гибка и изготовление алюминиевых труб на заказ
Triad Products специализируется на изготовлении и гибке алюминиевых труб в количестве от 100 до 1000 штук. Наша ориентация на гибку алюминиевых труб среднего размера позволяет нам производить продукцию самого высокого качества, отвечающую вашим потребностям. Мы также предлагаем услуги по изготовлению и сборке, включая фрезерование, сверление, сварку, нарезание резьбы, гибку, чистовую обработку и многое другое, чтобы предоставить нашим клиентам компоненты алюминиевых труб, которые точно соответствуют их спецификациям.
Стандартные размеры изогнутых алюминиевых трубок
Triad Products может сгибать и изготавливать алюминиевые трубки различных размеров. Стандартные размеры алюминиевых трубок варьируются от 1/4” до 1” в диаметре, с возможным диаметром до 2 ½”.
- 1 / 4 »
- 3 / 8 »
- 1 / 2 »
- 3 / 4 »
- 1 дюйм в диаметре
Выбор между изогнутыми алюминиевыми трубками и стальными трубками
Стоимость алюминия обычно выше стоимости стали, но некоторые OEM-производители предпочитают использовать изогнутые алюминиевые трубки, потому что они весят примерно одну треть веса стальных трубок. Это увеличивает вес конечного продукта, что является важным фактором для газопроводов, каркасов, стоек и осветительных приборов.
При выборе между изогнутыми алюминиевыми и стальными трубами учитывайте область применения и условия эксплуатации. Алюминий долговечен и имеет высокое отношение прочности к весу, но его не рекомендуется использовать в приложениях с высокими нагрузками и в средах с высокой коррозией. Для этих целей лучше всего подходят изогнутые стальные трубы. Если прочность конструкции не является приоритетом, а вес и эстетика важнее, алюминиевые трубки могут быть лучшим вариантом.
Наши специалисты по гибке труб рассмотрят ваш проект и детали конструкции, чтобы помочь вам решить, какой материал лучше всего подходит для вашего OEM-приложения. Свяжитесь с нами сегодня, чтобы обсудить ваши требования к материалам и дизайну.
Узнайте, почему ведущие OEM-производители выбирают Triad
Выбор производителя компонентов является важным решением. Изучив их производственные возможности, стандарты качества, опыт и обслуживание клиентов, вы узнаете все, что вам нужно, чтобы выбрать подходящего OEM-поставщика для вашего бизнеса.
Узнайте больше о партнерстве с Triad — надежным производителем комплексного оборудования для гибки труб.
Свяжитесь с нами для получения услуг по гибке алюминиевых труб
Triad Products специализируется на изготовлении гибки алюминиевых труб средними партиями от 100 до 1000 штук. Когда вы объедините наши производственные и сборочные возможности, вы поймете, почему OEM-производители от побережья до побережья выбирают Triad Products в качестве своего единственного поставщика для гибки алюминиевых труб на заказ.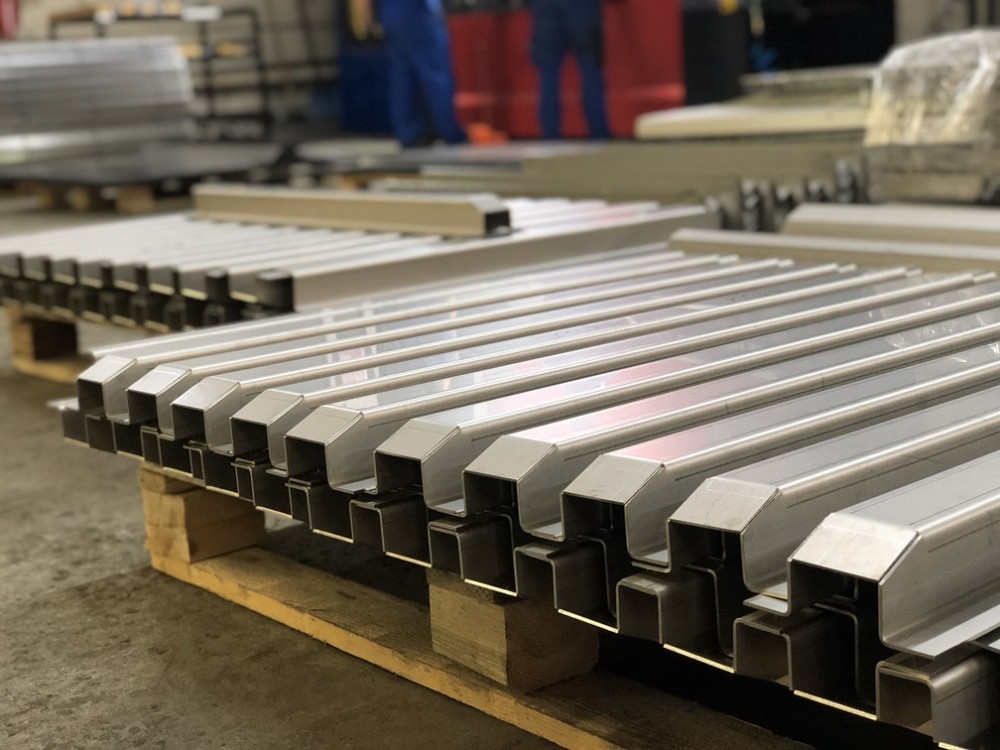 Запросите ценовое предложение или свяжитесь с нами, чтобы обсудить ваш проект и узнать больше о наших возможностях гибки алюминиевых труб на заказ.
Запросите ценовое предложение или свяжитесь с нами, чтобы обсудить ваш проект и узнать больше о наших возможностях гибки алюминиевых труб на заказ.
Алюминиевая проволока 10 метров / 1 мм Изгиб алюминиевой проволоки Ювелирные изделия
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Товар на фото в Основной цвет: Золотой
Вариант выбран!
Этот вариант продан.

Товар на фото в Основной цвет: Серебристый
Вариант выбран!
Этот вариант продан.
Товар на фото в цвете Основной цвет: Tibet Silber
Вариант выбран!
Этот вариант продан.
Товар на фото в Основной цвет: Медь
Вариант выбран!
Этот вариант продан.
Товар на фото в Основной цвет: Черный
Вариант выбран!
Этот вариант продан.

Товар на фото в Основной цвет: Красный
Вариант выбран!
Этот вариант продан.
Товар на фото в Основной цвет: Синий
Вариант выбран!
Этот вариант продан.

Товар на фото в Основной цвет: Зеленый
Вариант выбран!
Этот вариант продан.
Нажмите, чтобы увеличить
82 281 продаж
|
5 из 5 звезд
€2,10
Загрузка
Включены местные налоги (где применимо) плюс стоимость доставки
Основной цвет
Выберите цвет
Золото
Серебряный
Тибет Зильбер
Медь
Черный
Красный
Зеленый
Выберите цвет
Количество
12345678
12131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657
5
Другие люди хотят этого.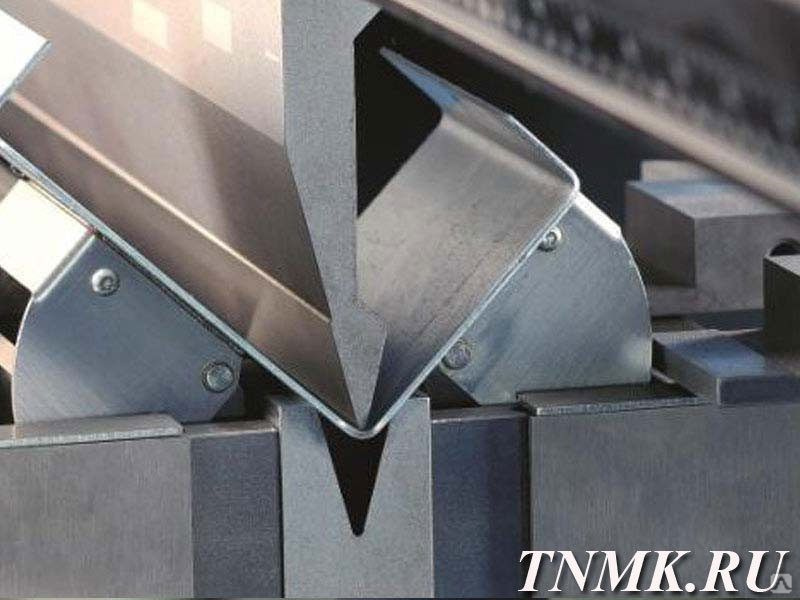 Сейчас это в корзинах более 20 человек.
Сейчас это в корзинах более 20 человек.
Прибытие к 4 октября , если вы закажете сегодня.
4 октября
Дата доставки предоставляется продавцом и может основываться на дате покупки, местонахождении получателя, времени и местонахождении обработки продавцом, а также на перевозчике.
Учить больше
Просмотрите коллекции для большего вдохновения
Создано покупателями Etsy
Подробнее
Подробнее
Исследуйте связанные категории и поиски
Внесен в список 1 октября 2022 г.
226 избранных
Информация о продавце
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.
Все категории
Товары для рукоделия и инструменты
Руководство для начинающих. Изготовление из металла
Многие удивляются, когда слышат, что алюминий можно отжигать. Поскольку это уже мягкий материал, зачем его делать еще мягче?
На самом деле не все виды алюминия можно отжигать. Это только определенные оценки. В этой статье я расскажу о том, какие сплавы можно отжигать, что вы получаете, отжигая их, а также об удивительном трюке, который позволит вам делать это правильно каждый раз.
Содержание
Как добиться правильного отжига каждый раз вручную
Можно также начать с того, что вас больше всего интересует.
Если вы уже знаете, что сплав, с которым вы работаете, может быть отожжен , и это стоит сделать, вот как можно прибить отжиг (почти) каждый раз:
Получить маркер.
Да, этот чертовски дешевый перманентный маркер. У вас, вероятно, есть 3 в вашем наборе инструментов прямо сейчас. Неважно, какой вид. Это даже не обязательно должен быть бренд Sharpie (хотя я не знаю, почему вы не захотите их использовать).
Нацарапать весь кусок алюминия. Не беспокойтесь о том, чтобы покрыть его на 100%, достаточно оставить след на каждой общей области.
А теперь достань фонарик. Начните нагревать деталь. Не нагревайте его слишком быстро и держите пламя на всей поверхности, чтобы поддерживать равномерный нагрев. Вам не нужны горячие точки. На самом деле очень легко перегреть и расплавить материал (отжиг происходит при температуре чуть ниже точки плавления), так что наберитесь терпения и не торопитесь.
Вы увидите, как маркеры меняют цвет. Тогда при определенной температуре они довольно хорошо исчезнут. Это сладкое место, которое вы ищете. Закалите алюминий в воде и готово!
Преимущество этого метода в том, что он дает вам множество вариантов нагрева алюминия в зависимости от того, что у вас есть. Вы можете использовать кислородно-ацетиленовую горелку, пропановую горелку и все, что есть под рукой, что может нагреть материал примерно до 775 F. Это идеальный способ отжига алюминия своими руками.
Вы можете использовать кислородно-ацетиленовую горелку, пропановую горелку и все, что есть под рукой, что может нагреть материал примерно до 775 F. Это идеальный способ отжига алюминия своими руками.
Если вы один из странных людей, у которых в ящике с инструментами нет маркера, есть несколько других способов добиться того же результата:
- Если вы используете кислородно-ацетиленовую горелку, зажгите ее без очень мало кислорода. Затем проведите дымным пламенем по детали. Он покроет его черным углеродом. Затем включите кислород до нормального количества и нагревайте деталь до тех пор, пока углерод не исчезнет, как это делают метки Sharpie.
- В крайнем случае можно использовать кусковое мыло. Просто насухо протрите им поверхность детали и нагрейте, пока он не станет темно-коричневым. Не мой любимый подход, но он работает. Я не знаю, подходит ли для этого любая марка мыла, но я знаю, что Dove справится с этой задачей.
Чтобы было ясно, технически это не считается полным отжигом. Для полного отжига алюминия требуются очень контролируемые печи и определенное время выдержки. Частичный отжиг, подобный этому, даст вам возможность легче формировать его без растрескивания.
Для полного отжига алюминия требуются очень контролируемые печи и определенное время выдержки. Частичный отжиг, подобный этому, даст вам возможность легче формировать его без растрескивания.
Этот метод работает только с листовым металлом или очень тонкими деталями. Тепло должно проникать через металл. Если металл слишком толстый, температура поверхности будет правильной, но внутренняя температура будет слишком низкой для отжига.
Примечание по методу угольной сажи: Чтобы знать, какой толщины наносить угольную сажу, потребуются определенные навыки. Сколько вам нужно надеть, зависит от толщины металла. Если толщина всего около 0,020 дюйма, вам нужно нанести очень светлый, даже не полностью черный слой. В противном случае сажа будет сгорать слишком долго, и вы в конечном итоге проплавите деталь. Несколько раз попробуйте это на тренировочном образце, чтобы прочувствовать его.
Если вы работаете с чем-то толщиной около 0,020″-0,030″, сажа не должна быть полностью черной. Вы должны быть в состоянии легко увидеть металл под ним. Если толщина ближе к 0,040″-0,060″, сажу следует нанести на поверхность, чтобы она стала полностью черной.
Вы должны быть в состоянии легко увидеть металл под ним. Если толщина ближе к 0,040″-0,060″, сажу следует нанести на поверхность, чтобы она стала полностью черной.
Совет для профессионалов: Если вы действительно хотите зафиксировать температуру, вы можете приобрести специальные маркировочные палочки, которые меняют цвет с непрозрачного на прозрачный в пределах 1 % от заданной температуры. Просто найдите «палочки с указанием температуры».
Области применения, в которых ручной отжиг отлично работает
Есть несколько областей, где отжиг алюминия таким способом имеет абсолютный смысл. Вот краткий список некоторых примеров:
Труба Изгиб: Может быть сложно согнуть алюминиевые трубы так, чтобы они не треснули или, по крайней мере, не побелели. Их отжиг — отличный способ сохранить прочность трубы.
Сплющивание труб: Если вы делаете что-то структурное из труб, вам может понадобиться сплющить концы, чтобы вы могли просверлить их, чтобы надежно продеть болт.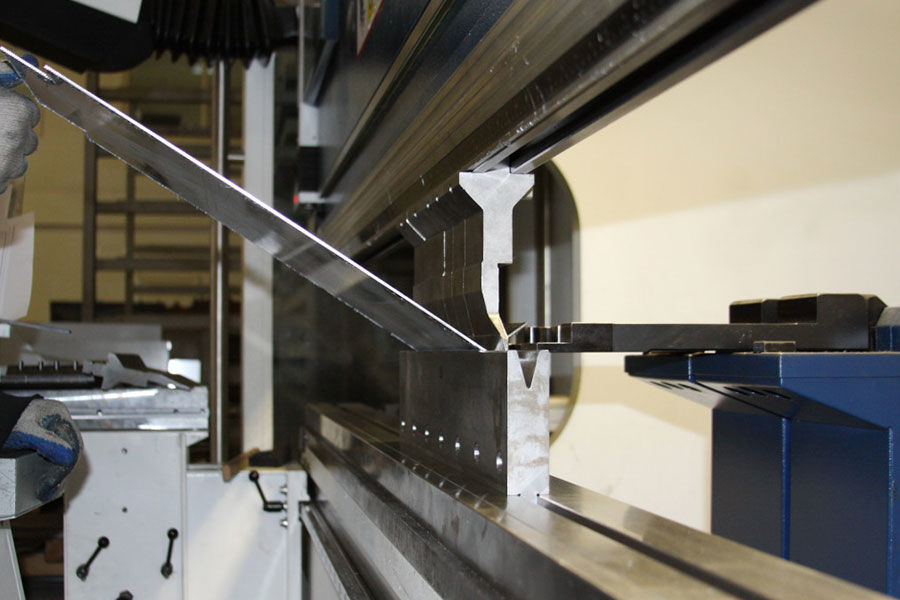 Отжиг — отличный способ получить красивую чистую форму. Я сделал трубу диаметром 2 дюйма со стенкой 1/16 дюйма, но я уверен, что вы могли бы сделать ее немного больше. Отжиг позволит сплющить плоскость без чрезмерной деформации трубы — изгибы будут красивыми и четкими.
Отжиг — отличный способ получить красивую чистую форму. Я сделал трубу диаметром 2 дюйма со стенкой 1/16 дюйма, но я уверен, что вы могли бы сделать ее немного больше. Отжиг позволит сплющить плоскость без чрезмерной деформации трубы — изгибы будут красивыми и четкими.
Изгиб плоского стержня: Я довольно успешно проделал это с плоским стержнем размером 1/2″ x 4″. Плоский стержень сложно согнуть, так как он действительно склонен к растрескиванию. Я определенно рекомендую отжиг в факеле для формовки, когда это возможно.
Прелесть отжига в газовой горелке в том, что его очень легко локализовать. Просто отожгите часть, которую нужно согнуть, вам не нужно прикасаться к остальной части. После того, как он сформирован, изогнутые области, вероятно, затвердеют и восстановят свою прочность, а части, которые вы не отожгли, останутся нетронутыми.
Как отжигать алюминий в печи для термообработки
Очевидно, что это действительно будет зависеть от сорта алюминия. Тем не менее, основной процесс в целом одинаков. Нагреть до определенной температуры, выдержать при этой температуре, затем охладить. После того, как вы закончите работу над этим, довольно легко восстановить состояние алюминия с помощью небольшой термообработки.
Тем не менее, основной процесс в целом одинаков. Нагреть до определенной температуры, выдержать при этой температуре, затем охладить. После того, как вы закончите работу над этим, довольно легко восстановить состояние алюминия с помощью небольшой термообработки.
Итак, вот несколько распространенных марок алюминия, которые вы, возможно, захотите подвергнуть термообработке, а также инструкции по отжигу в печи:
| 1100 | Отжиг при 650 F, убедитесь, что он прогрет, затем охладите на воздухе. |
| 2024 | Если вы работаете с термообработанным состоянием, выдержите при 750 F в течение двух часов, затем медленно охладите в печи. Между холодной обработкой отжигайте при 650°С в течение 2 часов, затем охлаждайте на воздухе. |
| 3003 | Отжиг при 775 F, охлаждение на воздухе. |
| 5052 | Отжиг при 650 F, затем охлаждение на воздухе. |
| 6061 | Отжиг при 775 F, выдержка 2-3 часа при температуре, затем охлаждение на воздухе. |
| 7075 | Отжиг при 775 F в течение 3 часов, затем охлаждение до 500 F со скоростью 50 F в час, затем охлаждение на воздухе. Это суетливый материал для работы. |
Итак, после того, как вы отожжете и закончите работу с алюминием, вы можете восстановить предыдущую термообработку. Если вы этого не сделаете, с вами может быть все в порядке, или позже у вас могут возникнуть трещины. Это зависит только от того, насколько важна та часть, над которой вы работаете.
Я не буду вдаваться во все различные способы термической обработки алюминия всех марок и способы достижения каждого отпуска, это легко составило бы целую статью. Поскольку речь идет конкретно об отжиге, просто имейте в виду, что может быть целесообразно восстановить термообработку и отпуск на всем, что вы отжигали.
Что делает отжиг с алюминием
Поскольку алюминий уже такой мягкий материал, что вы можете получить от его отжига?
Основной причиной отжига алюминия является улучшение пластичности. Любая формовка может привести к растрескиванию или усталости материала, но отжиг может уменьшить эти проблемы.
Любая формовка может привести к растрескиванию или усталости материала, но отжиг может уменьшить эти проблемы.
Краткое примечание: избегайте обработки алюминия в отожженном состоянии — он очень липкий и режет чисто. Будет сложнее получить красивую поверхность, которая не будет полностью испачкана. Также вполне вероятно, что материал склеится, приварится к вашим режущим инструментам и вызовет катастрофический отказ, о котором услышат все остальные в мастерской. Если возможно, попытайтесь подвергнуть отожженные детали повторной термообработке перед механической обработкой.
Если вы будете гнуть алюминий в холодном виде и без отжига, вы, вероятно, увидите, что растянутая сторона становится белой. Это небольшие трещинки, которые образуются на поверхности материала.
Обычно это не имеет большого значения, но при некоторых условиях может стать проблемой. Например, если это высокопроизводительная деталь, на которую вы рассчитываете, чтобы иметь максимальную прочность, растрескивание будет большой проблемой. Применение, в котором изогнутый алюминий подвергается вибрациям, может быть еще одним случаем, когда отжиг имеет смысл. Или если он подвергается воздействию жары/холода (даже летом и зимой в северных районах).
Применение, в котором изогнутый алюминий подвергается вибрациям, может быть еще одним случаем, когда отжиг имеет смысл. Или если он подвергается воздействию жары/холода (даже летом и зимой в северных районах).
Всякий раз, когда вы выполняете настоящую формовку металла, когда вы пытаетесь его растянуть, сжать или глубоко вытянуть, вы должны, по крайней мере, подумать об его отжиге.
Имейте в виду, что вам, возможно, придется отжигать его несколько раз, пока вы формируете его, так как алюминий затвердеет и снова станет жестким. Он также может потерять отжиг с течением времени — некоторые марки выдерживают его только в течение часа, некоторые могут выдерживать его в течение года. Алюминий может показаться забавным, как только вы с ним познакомитесь.
Какие виды алюминия можно подвергать отжигу
Вот список кованых марок и информация о том, пригодны ли они для отжига:
| 1xxx – Чистый алюминий (99 % или выше), также известный как электротехнический класс | Не подвергающийся термической обработке. Технически отжиг возможен, но это действительно сложно, и его лучше полностью избегать, если в этом нет крайней необходимости. Честно говоря, этот материал настолько мягкий, что маловероятно, что вам понадобится его отжиг, если только вы его не растягиваете и не сжимаете. Технически отжиг возможен, но это действительно сложно, и его лучше полностью избегать, если в этом нет крайней необходимости. Честно говоря, этот материал настолько мягкий, что маловероятно, что вам понадобится его отжиг, если только вы его не растягиваете и не сжимаете. |
| 2xxx – Медный сплав | Термообрабатываемый. Однако, как правило, этот сорт подвержен горячему растрескиванию, поэтому не пытайтесь отжигать его без крайней необходимости. |
| 3xxx – Марганцевый сплав | Не подвергается термической обработке. Это действительно поддающийся формованию материал, и его часто можно увидеть в таких приложениях, как кухонная посуда. Вы можете отжечь его довольно легко. |
| 4xxx – кремниевый сплав | Как термообрабатываемый, так и нетермообрабатываемый, в зависимости от цифр, следующих за цифрой 4. Он может иметь содержание кремния до 21,5%, что делает температуру плавления очень низкой. Он обычно используется в качестве наполнителя сварных швов. Отжигать это боль. Отжигать это боль. |
| 5xxx – Магниевый сплав | Не подвергается термической обработке. Это часто можно увидеть в форме листового металла, и это податливый материал. Отжиг отлично подходит для сложной и глубокой формовки, но для формовки более простых вещей он вряд ли вам понадобится. |
| 6xxx – сплав магний-кремний | Термообрабатываемый. Это один из самых распространенных видов алюминия (особенно 6061), который очень хорошо отжигается. Возможно, вам придется отжигать его несколько раз по мере формирования, так как он склонен к упрочнению. |
| 7xxx – Цинковый сплав | Термообрабатываемый. Это очень жесткий алюминий, и он обычно используется в аэрокосмической промышленности для таких вещей, как лонжероны крыльев. Отжиг возможен, но это чрезвычайно сложно, и его лучше избегать, особенно если вы пытаетесь сделать это вручную. Это действительно склонно к стрессу. |
| 8xxx – «другие элементы» | Это полная случайная смесь легирующих элементов, и, как правило, довольно специализированных материалов. Что касается отжига, ваша догадка так же хороша, как и моя. Посмотрите, можете ли вы получить информацию от поставщика. Что касается отжига, ваша догадка так же хороша, как и моя. Посмотрите, можете ли вы получить информацию от поставщика. |
Практическая информация об обозначениях алюминия
Вот объяснение некоторых дополнительных кодов, которые вы найдете в обозначении марки, которые помогут вам понять, в каком состоянии находится алюминий в настоящее время:
Обозначение базовой термообработки алюминия :
| F | «Как изготовлено» — после процесса формования литья, горячей или холодной обработки материал не подвергался контролю. |
| O | «Отожженный» – очень низкая прочность, но чрезвычайно пластичный. |
| H | «Деформационная закалка» – только для кованых изделий. За этим обозначением будет следовать число, которое будет объяснено в таблице ниже. |
| W | «Термообработанный раствор» — вы почти никогда не увидите его — он не отпущен и поэтому нестабилен.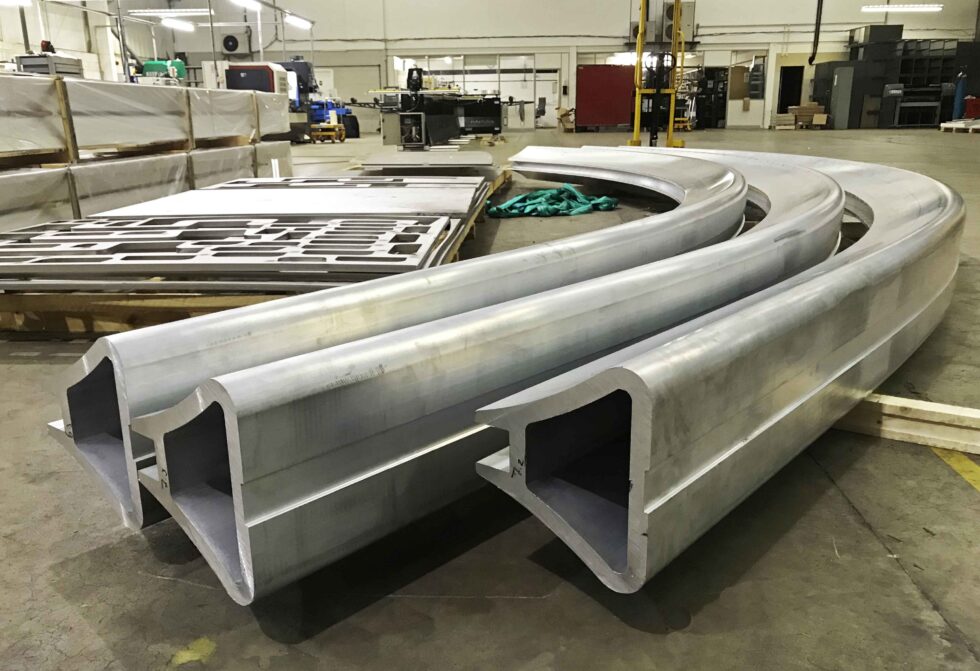 Внутренние напряжения высоки, и этого типа обычно лучше избегать, если это вообще возможно. Внутренние напряжения высоки, и этого типа обычно лучше избегать, если это вообще возможно. |
| T | «Термообработка раствором» – упрочнение путем термообработки, возможно, деформационное упрочнение, но код отпуска (описанный ниже) пояснит, что еще можно было сделать для корректировки свойств алюминия. |
Коды алюминиевых температур:
| T1 | Охладный от процесса формирования высокого тэка (например, вытягивание) и натурального возраста до стабильного состояния | Охлажденный после высокотемпературного процесса формования, холодной обработки и естественного старения до стабильного состояния |
| T3 | Раствор, подвергнутый термообработке, холодной обработке и естественному старению до стабильного состояния | |
| T4 | Раствор, подвергнутый термообработке и естественно состаренные до стабильного состояния | |
| T5 | Охлажденные после высокотемпературного процесса формования и искусственно состаренные | |
| T6 | Термообработанные раствором и искусственно состаренные | |
| T7 | Тепло, обработанные и переоценили | |
| T8 | Раствор.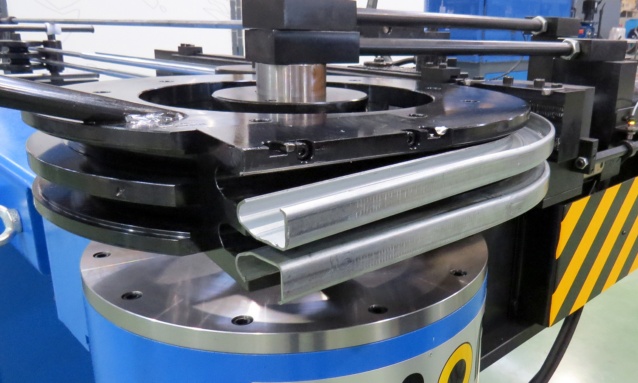  |