Гибка алюминия листового: что особенного в этом процессе
Содержание
Гибка листового алюминия на заказ в Москве
Металлические изделия из алюминия в современной жизни встречаются повсеместно.
Металлические изделия из алюминия в современной жизни встречаются повсеместно. Для того чтобы получить алюминиевые изделия используют самые разные методы его обработки. Для создания объемной формы осуществляется гибка алюминия. Наша компания уже достаточное время занимается данными видами работ на профессиональном уровне.
Наши специалисты знают до мельчайших нюансов достаточно сложный технологический процесс по гибке фасадных, дверных и оконных алюминиевых профилей. Благодаря большому накопленному опыту по обработке и изготовлению изделий из алюминия и постоянно совершенствованным навыкам, мы гарантирует высокое качество работ.
Гибка алюминия и область применения
Во всех алюминиевых конструкциях и изделиях округлые элементы имеют достаточно преимуществ перед угловыми совмещениями. Технология гибки алюминия обширно используется в большинстве отраслей народного хозяйства.
К примеру, при строительстве довольно часто делают на заказ в нашей компании алюминиевые фасады или окна с гнутым профилем. Благодаря подобной визуально воздушной, легкой и привлекательной конструкции, внешний вид архитектурных сооружений может радикально измениться.
Гибка алюминия с помощью современных методов дает возможность получить такие изделия как:
- кронштейны;
- металлические уголки;
- полки и лотки;
- разнообразные коробы и корпусы для аппаратуры;
- стеллажи;
- карнизы и козырьки.
Необходимость использования гибки алюминиевых труб и листов объясняется обычно 3 главными факторами:
- стремлением к совершенствованию дизайна;
- улучшением гидроаэродинамических характеристик конструкций из гнутого материла в сравнении со сварными изделиями;
- созданием крепких конструкций их металла с малой материалоемкостью.

Использование спиральных и арочных гнутых элементов при строительстве в Москве дает возможность обеспечить исполнение всех вышеперечисленных факторов. Главное, чтобы гибочный процесс был выполнен качественно.
Наша компания выполняет гибку листового и трубного алюминия по чертежам клиента. Все работы осуществляются на современных гибочных сверхточных станках.
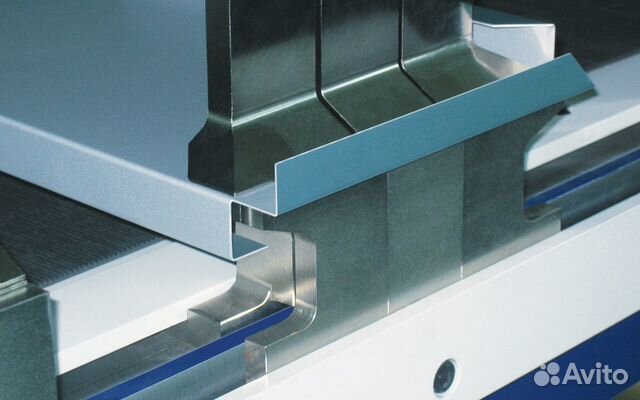
Процесс гибки алюминия
Для того чтобы настроить станок потребуется 2 – 3 профиля. На возможность гибки с определенным радиусом и на будущее качество дуги влияет толщина стенки, состояние поставки и геометрические характеристики, срок хранения алюминия. От ширины профиля зависит минимальный радиус.
Ролики должны по полкам профиля скользить свободно, в обратном случае алюминий скрутится. Поверхность ролика должна быть чистой, чтобы избежать царапин и задиров на обрабатываемом материале.
Из-за того, что профильная заготовка покрыта маслом, на стенки роликов вместе со смазкой попадают песчинки и пыль, царапающие поверхность изделия. Кроме того, при гибке неокрашенного алюминия могут силой трения отрываться частицы окиси алюминия от плакирующего слоя. Они размазываются по деформируемой поверхности и царапают ролики и профиль.
Кроме того, при гибке неокрашенного алюминия могут силой трения отрываться частицы окиси алюминия от плакирующего слоя. Они размазываются по деформируемой поверхности и царапают ролики и профиль.
Именно поэтому при гибке периодически чистой ветошью протирают ролики, счищая с них скопившуюся грязь. Главный показатель качества гнутого алюминия состоит в сохранении постоянного сечения, параллельность лицевых стенок изделия, отсутствия на внутренней кромке гофры металла и не деформировании паз под установку уплотнителя и штапика.
В нашей компании вы можете сделать на заказ гибку алюминиевого профиля по доступной цене.
Характеристики
Замеры | Да |
Подбор материалов | Да |
Проектирование | Да |
Расчет сметы | Да |
Гибка листового алюминия, услуги металлообработки в Санкт-Петербурге
Гибка при помощи специального оборудования
Пневматические или гидравлические кузнечные прессы для алюминия — между пуансоном (деталь для давления на металл) и матрицей происходит деформация металла под нужную форму.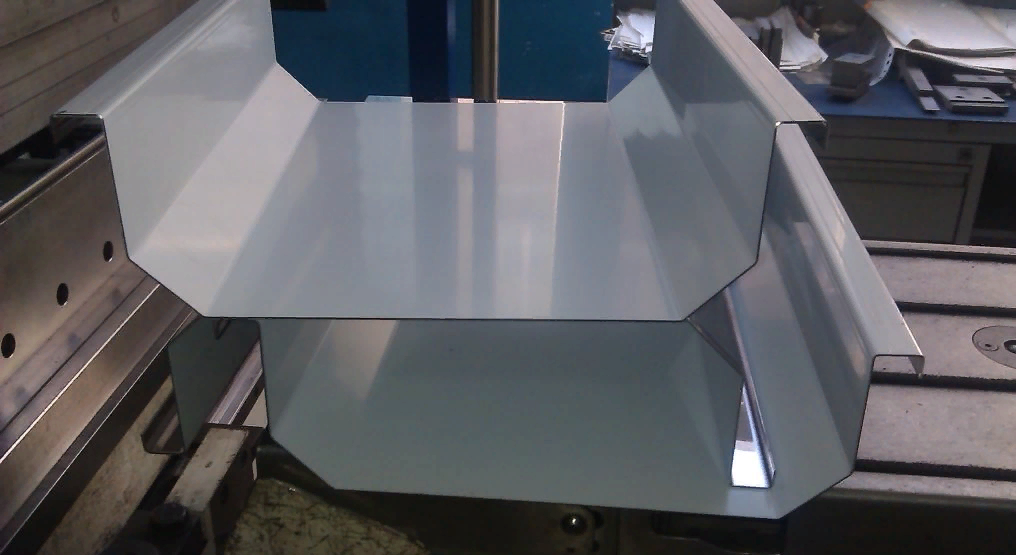 Широко используется для создания рифлёного и профильного листового изделия. Данный метод может обрабатывать достаточно толстый листовой металл. Имеются разновидности горячей и холодной штамповки для алюминия.
Широко используется для создания рифлёного и профильного листового изделия. Данный метод может обрабатывать достаточно толстый листовой металл. Имеются разновидности горячей и холодной штамповки для алюминия.
Особенности сортов алюминия, учитываемые в листовом производстве:
- Мягкий сорт, отожжённый. Маркируется буквой М. Выдерживает небольшие нагрузки. Легко гнётся и растягивается, что может приводить к быстрым разрывам и надломам. Выдерживает однократный изгиб до прямого угла.
- Полунагартованный. Чуть прочнее предыдущего, отмечается символом h3.
- Нагартованный. Символ H. Прочный, гнётся без разрывов в радиусе и непредвиденной деформации по краям листа.
- Закалённый сорт алюминия с символом Т. Его прочность настолько высока, что для гибки нужно использовать станочную листовую технологию.
Ротационные станки — они имеют крутящиеся валы (вальцы), через которые пропускают лист алюминия. Используют для изготовления и гибки крупногабаритных листовых изделий. Поворотный тип станков, где лист гнётся между балкой и плитами. Получают листовые крупные изделия: прямоугольные трубы, короба, а также конусные и призматические изделия.
Поворотный тип станков, где лист гнётся между балкой и плитами. Получают листовые крупные изделия: прямоугольные трубы, короба, а также конусные и призматические изделия.
Гибка прессованных алюминиевых профилей
Для гибки алюминиевых профилей применяют несколько методов: растяжение, при помощи пресса, роторный, роликовый, с упругой отдачей. Остановимся на них подробнее:
- Метод растяжения предусматривает фиксирование профиля.
- Метод пресса – станок состоит из двух матриц, между которыми профиль сжимается усилием гидравлического механизма.
- Роторный метод предусматривает наматывание профиля на ротор с получением углов. Широко используется при производстве оконных вагонных рам.
- Роликовое прокатывание профиля происходит под контролем программных продуктов, делает изделия изогнутой формы под арочные проёмы в строительстве.
Упругую отдачу обусловливает специальный станок, который сначала изгибает профиль на определённый угол, а после снятия фиксации, это угол чуть выпрямляется на расчётную величину.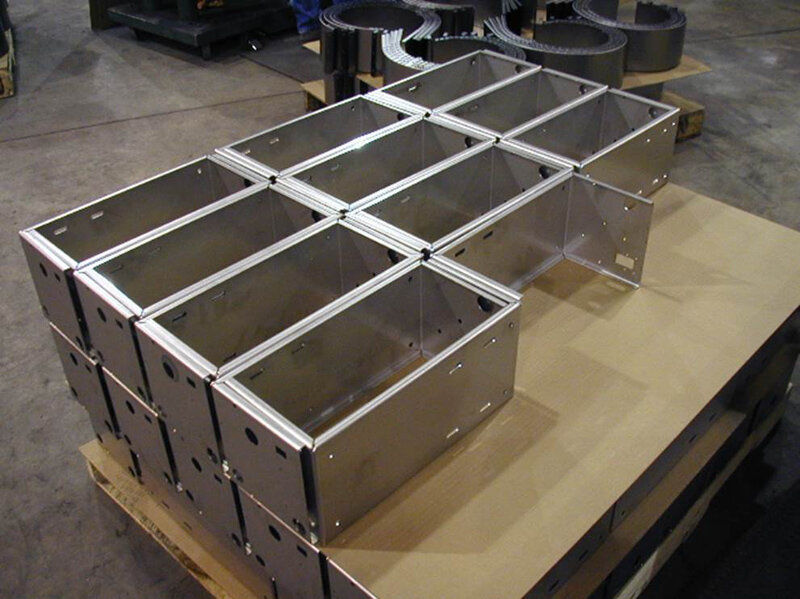
Области применения в Санкт-Петербурге:
- В строительстве, а также изготовлении дверей, арок, оконных рам, направляющих для стеновых покрытий.
- Промышленное судостроение, а также производство лодок, катеров и других плавательных средств.
- Автомобильная и железнодорожная промышленности.
- Самолётостроение в строгом расчете.
- Производство сварных ёмкостей, от маленького бачка до топливных цистерн, их можно оцинковывать.
- Производство бытовой техники, посуды.
Специализированная компания «Эргент», г. Санкт-Петербург (СПБ), владеет необходимым оборудованием и мощностями производства в сфере такого процесса, как гибка листового алюминия, высоким профессионализмом специалистов и ответственным подходом к сотрудничеству.
Советы по гибке листового металла – Изготовление из металла
Листовой металл чрезвычайно удобен для всех видов работ, поскольку с ним очень легко работать. Вы можете многое сделать, используя всего несколько инструментов.
Тем не менее, его довольно легко покалечить, если не использовать правильную технику.
Вот несколько советов, которые помогут вам выполнять точные, аккуратные и профессионально выглядящие изгибы при работе с листовым металлом.
Содержание
Знайте, какие материалы подходят для гибки
Некоторые материалы более податливы, чем другие. Это означает, что одни согнутся, а другие ослабнут и треснут. Для менее податливых материалов целесообразно нагреть заготовку, чтобы снизить риск растрескивания.
Вот некоторые распространенные материалы, которые вы можете встретить в виде листов, и некоторая информация о том, насколько легко их сгибать, не трескаясь.
| Мягкая сталь | Очень податливая сталь, ее можно без проблем гнуть в холодном состоянии |
| Пружинная сталь | Очень гибкая после полного отжига. Вам нужно будет снова подвергнуть его термической обработке, чтобы заставить его работать как пружинная сталь, как только он будет сформирован в нужной вам форме. Если вы попытаетесь согнуть его, когда он затвердеет, он, вероятно, сломается. Если вы попытаетесь согнуть его, когда он затвердеет, он, вероятно, сломается. |
| Отожженная легированная сталь | Сильно варьируется, если вы не знаете точный сплав. 4140 обычно довольно пластичен. В общем, вам всегда нужно отжигать его, если вы планируете сгибать его, иначе он треснет. |
| 6061 Алюминий | Плохо сгибается, растрескивание очень распространено, а холодное сгибание всегда ослабляет металл. Надлежащую гибку можно выполнить, предварительно отжигая алюминий, хотя это не идеальный кандидат для формованных деталей. |
| 5052 Алюминий | Хорошо поддается деформации, один из лучших видов алюминия для гибки. Обычно растрескивание или усталость не являются проблемой, если только его не нужно разгибать и переделывать, но это довольно распространено практически для любого ковкого металла. |
| Медь | Очень ковкий, очень легко гнется. |
| Латунь | Способность к формованию зависит от того, сколько цинка содержится в сплаве – чем выше содержание цинка, тем менее пластичен латунь. Для простых изгибов листового металла это обычно не проблема, но для чего-то более сложного вам может понадобиться использовать тепло, чтобы смягчить его. Для простых изгибов листового металла это обычно не проблема, но для чего-то более сложного вам может понадобиться использовать тепло, чтобы смягчить его. |
| Бронза | Обычно более жесткая и с большей вероятностью растрескивается. Используйте тепло для улучшения формуемости. |
| Титан | Это прочный материал, поэтому вам нужно быть осторожным, чтобы не сломать инструменты. Чтобы избежать растрескивания, используйте больший внутренний радиус изгиба, чем для других металлов. Он также имеет низкий модуль упругости, поэтому вам придется значительно его согнуть, чтобы он принял нужную форму. |
Не сгибайте до острого внутреннего угла
Если вы сгибаете листовой металл до острого внутреннего угла, вы добавите массу внутренних напряжений. Даже на ковких материалах вы можете в конечном итоге расколоть металл на изгибе или ослабить его до такой степени, что он сломается с минимальным усилием.
Решение состоит в том, чтобы иметь радиус на инструменте, который вы будете использовать для гибки металла. Это предотвратит растрескивание или появление слабых мест.
Это предотвратит растрескивание или появление слабых мест.
Вот хорошее практическое правило для большинства материалов:
Внутренний радиус изгиба должен быть равен толщине формируемого материала.
Другими словами, если вы сгибаете лист толщиной 1/8 дюйма, используйте инструмент с радиусом 1/8 дюйма, чтобы сформировать внутреннюю часть сгиба. Если вы сгибаете материал толщиной 0,020 дюйма, используйте радиус 0,020 дюйма.
Однако: Для большинства применений с нержавеющей сталью или алюминием можно обойтись без изгиба с нулевым радиусом на всем, что имеет толщину менее 0,050 дюйма. Только не на максимальной мощности.
Если вы хотите добиться абсолютной максимальной прочности на изгиб, вот таблица для алюминия и нержавеющей стали, которые в настоящее время используются в аэрокосмической промышленности для изготовления летающих консервных банок:
Минимальный радиус изгиба для максимальной прочностиЗагрузить помните, что это только для максимальной силы; вы определенно можете пойти меньше, это просто не будет таким сильным. По крайней мере, вы можете увидеть, насколько качество металла и текущее состояние термообработки влияют на то, что вы можете с ним делать.
По крайней мере, вы можете увидеть, насколько качество металла и текущее состояние термообработки влияют на то, что вы можете с ним делать.
Использование припуска на изгиб
Если вы хотите выполнить какую-либо полуточную работу, при которой длина фланца или расстояние между изгибами несколько правильны, вам необходимо учитывать припуск на изгиб.
Это немного менее важно, когда вы делаете один изгиб и все равно собираетесь подрезать. В противном случае, вы должны вычислить это.
Так как металл толкается, тянется и растягивается, когда вы его сгибаете, расчет припуска на изгиб даст вам более надежные цифры для работы при раскладке плоского листа.
Есть несколько факторов, влияющих на это – например, толщина материала, размер внутреннего радиуса и т. д. и т. д. и т. д. калькулятор, чтобы сделать это за вас. Вот для чего нужны компьютеры.
Теперь немного информации, чтобы расшифровать, что это значит:
Припуск на изгиб — это, по сути, компенсация того, что происходит с материалом, когда он растягивается и превращается из плоского шаблона в правильный изгиб. Вычисление этого значения позволит вам узнать, какая часть фланца у вас останется после того, как вы сделаете изгиб.
Вычисление этого значения позволит вам узнать, какая часть фланца у вас останется после того, как вы сделаете изгиб.
Теперь, чтобы увидеть, как эта же деталь будет выглядеть в виде развертки, вот еще одна диаграмма:
Итак, зная, сколько материала потребуется на изгиб, мы можем определить, где именно разместить изгиб.
Имейте в виду, однако, что есть несколько переменных, которые делают точность этого расчета проблемой, если вы ищете чрезвычайно высокую точность. Например, точная твердость и состояние металла изменят коэффициент К изгиба, и это окажет небольшое влияние на количество материала, необходимого для достижения правильной длины полки.
В целом, это отличный способ получить действительно точные изгибы.
Использование тепла для тяжелых/толстых изгибов
Есть несколько вещей, которые можно сделать с помощью тепла. Наиболее важными из них являются отжиг и горячая формовка.
Это практично для материалов, которые не любят изгибаться без растрескивания или приложения серьезной силы. Примерами являются пружинная сталь или алюминий 6061.
Примерами являются пружинная сталь или алюминий 6061.
Отжиг
Отжиг — это способ размягчения металла, который делает его более ковким. Это чаще всего используется для углеродистых сталей, но также может быть эффективным (хотя и немного сложнее) для других материалов, таких как некоторые марки алюминия.
Сталь
Для углеродистых сталей это целесообразно, если этот металл имеет достаточно высокое содержание углерода, чтобы его можно было подвергать термообработке. На самом деле нет причин делать это с чем-то вроде мягкой стали.
Чтобы сделать это со сталью, вам нужно нагреть сталь до приятного вишнево-красного цвета, а затем охладить ее как можно медленнее. Для большинства сталей это означает не более 70 F в час.
Это может быть непросто, особенно при работе с мелкими деталями. Вот вам и хитрость:
Возьмите немного сухого песка. Если вы используете что-то вроде песка для детских площадок, приготовьте его некоторое время, чтобы избавиться от влаги.
Возьмите большой стальной блок и нагрейте его до ярко-вишневого цвета, а затем закопайте в песок. Это позволит песку прогреться.
Затем нагрейте меньший кусок и, как только вы достигнете температуры, положите его рядом с большим куском металла. Все, чем приятное теплое прилегание между двумя материалами будет препятствовать слишком быстрому охлаждению меньшего куска. Оставьте его на несколько часов (или на ночь), и у вас будет хороший, отожженный, ковкий кусок стали.
Конечно, если у вас есть печь для термообработки или печь для обжига, вам не нужен подход на ферме. Просто дайте ему остыть в духовке с закрытой дверцей.
Алюминий
Это работает только для термообрабатываемых сплавов, таких как 6061 или 7075. Честно говоря, это может быть довольно сложно отжигать, но я научился действительно классному трюку, который работает (почти) каждый раз, гарантировано!
Для этого используйте кислородную горелку. Начните с зажигания факела только ацетиленом (или любым другим топливом, которое у вас есть). Это сделает противное, черное пламя дыма. Покройте кусок алюминия сажей, пока он не станет черным.
Это сделает противное, черное пламя дыма. Покройте кусок алюминия сажей, пока он не станет черным.
Затем включите кислород, чтобы получить обычное пламя, но держите его немного меньше, чем обычно. Используйте кончик бутона розы, если он у вас есть. Хитрость здесь заключается в том, чтобы не расплавить алюминий, но для этого вам нужно очень близко подойти к этой температуре плавления.
Медленно нагревайте металл, перемещая горелку вперед и назад, пока не сгорит сажа. Вот откуда вы знаете, что алюминий имеет правильную температуру.
Теперь дайте ему медленно остыть. Вы можете сделать это, удерживая фонарик все дальше и дальше, или используя упомянутый выше метод горячего прижимания (почти уверен, что это технический термин… HSM?). Если он остынет слишком быстро или закалит его, алюминий станет очень хрупким.
Теперь алюминий действительно податлив. Если вам нужно снова «закалить» его после того, как вы закончили работу, это немного сложнее без надлежащей печи для термообработки. Нагрейте его до 1000 F, дайте выдержать при этой температуре около часа, затем погасите водой. Чтобы состарить его (почти как закалку), нагрейте его до 400 F, замочите на час, затем дайте ему остыть на воздухе.
Нагрейте его до 1000 F, дайте выдержать при этой температуре около часа, затем погасите водой. Чтобы состарить его (почти как закалку), нагрейте его до 400 F, замочите на час, затем дайте ему остыть на воздухе.
Горячая гибка
Здесь ничего сложного, просто нагрейте до красного цвета (если это железо) и согните. Просто имейте в виду, что это значительно испортит любую термообработку, поэтому вам может потребоваться переделать ее, если она действительно нуждается в твердости.
Очевидно, это может быть непростой задачей для длинных тонких изделий, так как они остынут, как только исчезнет источник тепла. Но если вы делаете что-то вроде небольшого проекта, это может снизить риск растрескивания большинства металлов.
Это также отлично подходит для некоторых пластиков, таких как акрил.
Защита поверхностей
Сгибание металла может действительно поцарапать поверхности, поэтому, если вы делаете что-то, что должно выглядеть красиво, стоит потратить несколько дополнительных минут на их защиту.
Самый простой способ сделать это — просто наклеить малярную ленту в любом месте, которое будет соприкасаться с чем-то твердым.
Если металл все еще царапается, вы можете либо наклеить несколько слоев липкой ленты, либо использовать деревянные бруски (например, 2×4 или что-то подобное), чтобы сжать деталь для изгиба, постукивая по ней молотком. – древесина будет достаточно мягкой, чтобы не повредить поверхность, пока на ней нет металлической стружки/твердых предметов.
Используйте тормоз
Для самых чистых поворотов лучше всего использовать тормоз. Вы можете сгибать лист чистым, непрерывным движением, и металл не будет деформироваться или волноваться.
У большинства людей нет такого в гараже, но вы можете подобрать действительно дешевые для тонких материалов (которые вполне подходят для небольших хобби) по очень дешево онлайн (ссылка на Amazon). В качестве альтернативы, вы можете потратить несколько сотен долларов на более милого малыша.
Для более крупных работ, например, для работы с софтом и облицовкой дома, лучше всего просто пойти в пункт проката инструмента и взять его. Обычно вы можете арендовать их довольно недорого на неделю.
Прочие практические инструменты
Тормоз требуется не для всего; есть много других способов согнуть листовой металл, особенно если это меньший кусок.
Один из способов, которым я часто работаю с листовым металлом для автомобильных панелей, заключается в том, чтобы зажать листы 2×4 в тисках с заготовкой посередине, а затем обработать металл резиновым молотком. Хорошая вещь в том, что вы можете использовать более длинные 2×4, чтобы получить дополнительный радиус действия, который вы не получили бы от одних только тисков. Вы также получите хороший круглый сгиб, так как у 2×4 будет радиус, который перейдет на листовой металл — ваши изгибы на самом деле будут красивыми и прочными.
Еще одна вещь, которую вы можете использовать, это плоскогубцы (ссылка на Amazon). Они действительно дешевы и чрезвычайно быстры и просты в использовании для более тонких и мелких деталей. В каждом наборе инструментов должна быть пара или две. С ними можно получить действительно красивые, чистые изгибы. Также легко просто наклеить малярную ленту на губки вместо заготовки, так будет удобнее сохранять царапины на металле.
Они действительно дешевы и чрезвычайно быстры и просты в использовании для более тонких и мелких деталей. В каждом наборе инструментов должна быть пара или две. С ними можно получить действительно красивые, чистые изгибы. Также легко просто наклеить малярную ленту на губки вместо заготовки, так будет удобнее сохранять царапины на металле.
Планируйте изгибы
Раньше я работал в мастерской по ремонту вертолетов, где изготавливал инструменты из формованной стали длиной от 4 до 12 футов. Однажды я не спланировал свои изгибы, и в итоге я не смог вставить заготовку в тормоз для последнего изгиба. Это действительно отстой.
Если вы делаете несколько крутых, крутых поворотов, сначала спланируйте, как вы собираетесь это делать. Убедитесь, что на каждом этапе заготовка сможет поместиться в любой инструмент, который вы используете.
Самый простой способ сделать это — просто отрезать небольшую полоску металла, чтобы использовать ее в качестве пробного образца. Каждый раз, когда вы делаете изгиб, отмечайте место цифрой. Если вы можете пройти до конца без проблем, просто следуйте своим собственным шагам.
Если вы можете пройти до конца без проблем, просто следуйте своим собственным шагам.
В любом случае, есть несколько форм, которые не очень практичны для большинства гибочных инструментов. Например, сделать глубокий U-образный канал с узким дном без специальных инструментов практически невозможно. Я делал их раньше, используя кусок плоского стержня в гидравлическом прессе и вдавливая металл в плиту из твердого уретана, но не у всех есть к этому доступ.
В качестве альтернативы, которая может работать во многих приложениях, можно просто сделать его из двух частей и сварить их вместе в проблемной области. Каждая работа уникальна, поэтому не существует эмпирического правила — исчерпывающий список принципов сам по себе был бы учебником.
Что работает (почти) каждый раз, так это просто работа с этой тест-полоской. Лучше испортить обрезок шириной 1 дюйм, чем большой лист дорогого материала.
В любом случае, вот оно. Вот некоторые из моих советов и приемов по работе с листовым металлом.
Гибка алюминия | Minifaber
Компания Minifaber имеет более чем 50-летний опыт гибки алюминия, поэтому она не только предоставит вам желаемый полуфабрикат или готовый продукт, но и поможет вам с персонализированной консультацией.
Технический отдел Minifaber проведет вас через каждый этап процесса гибки алюминия , с самого начала и до самого конца, убедившись, что вы выбрали правильный сплав, который наилучшим образом соответствует вашим потребностям.
Как происходит гибка алюминия?
Благодаря хорошо известным свойствам этого металла процесс гибки алюминия становится чрезвычайно простым. В формах высокой чистоты алюминий мягкий, пластичный, ковкий и легкий . Эти особенности позволяют гнуть алюминий без риска сломать его и вызвать появление трещин.
Однако во многих случаях чистого алюминия недостаточно (даже если его легче согнуть), и возникла необходимость в алюминиевых сплавах .
Итак, какие сплавы лучше всего подходят для гибки?
Если вас интересует процесс гибки алюминия Minifaber, свяжитесь с нами! Мы окажем вам индивидуальную помощь. Связаться с нами!
Гибка алюминиевых сплавов
Чтобы ответить на этот вопрос, нам необходимо рассмотреть 3 вещи :
1. Формуемость
Алюминий имеет широкий спектр различных сплавов с различным химическим составом, которые делают его применяется в различных областях металлообработки. Давайте посмотрим на все различные серии алюминиевых сплавов :
- Серия 1 : это сплавы, которые содержат 99% чистого алюминия. Они очень пластичны и обладают отличной коррозионной стойкостью
- Серия 2 : здесь алюминий смешивается с медью. Эти сплавы имеют ограниченную способность к холодной штамповке и меньшую коррозионную стойкость, чем другие сплавы, поэтому перед использованием их подвергают анодированию.

- Серия 3 : здесь алюминий смешан с 1% марганца. Эти сплавы обладают хорошей коррозионной стойкостью и очень хорошей формуемостью.
- Серия 4 : эти сплавы содержат добавку кремния, которая снижает температуру плавления, поэтому они полностью используются для производства сварочной проволоки.
- Серия 5 : эти сплавы смешаны с магнием. Они демонстрируют очень хорошее сочетание высокой прочности, коррозионной стойкости, формуемости и хорошей свариваемости.
- Серия 6 : эти сплавы изготовлены из смеси алюминия, магния и кремния. Они обладают большой прочностью, хорошей коррозионной стойкостью и легкостью формуемости и в основном используются в архитектуре.
- Серия 7 : в эту серию входят сплавы алюминия, цинка и магния, а также сплавы алюминия, цинка и меди. Они обладают очень высокой прочностью, что затрудняет их формирование.
.
2. Толщина и радиус изгиба
При гибке алюминия необходимо учитывать еще кое-что: в процессе гибки алюминий затвердевает и упрочняется по причине рабочего эффекта.