Гибка прутка: Гибка прутка – купить в Москве в интернет-магазине «Центр Металл»
Содержание
Гибка стального прутка на заказ
В современном хозяйстве и промышленности металлический прут круглого и квадратного сечения очень широко применяется.
Области применения металлического прукта
В современном хозяйстве и промышленности металлический прут круглого и квадратного сечения очень широко применяется. Достаточно вспомнить железобетонные конструкции – основную нагрузку в этом строительном материале несет именно стальная арматура, выполненная из прута. Поэтому гибка прутка стального очень востребована в современном строительстве – ведь далеко не всегда железобетонные конструкции имеют прямоугольную форму.
Кроме того, угловые связки из железобетона требуют по технологии обязательной укладки изогнутой арматуры, имеющей перехлест в каждую сторону как минимум 80 сантиметров – это сохраняет прочность конструкции.
В художественном промысле обязательно требуется гнуть пруток при ковке различных декоративных изделий. Кроме того, очень популярно сегодня изготовление металлических заборов, ворот, перил, козырьков и карнизов, где обязательно востребована гибка прутка.
Гибка металлического прутка производится как вручную, так и на специализированных станках. В первом случае вручную гнут пруты небольших диаметров в специальных приспособлениях и небольших станках. Тяжелые станки используются при изготовлении больших партий изогнутого толстого стального прутка для железобетонных конструкций.
Сгибание прутка – ручной способ
Ручной способ изгиба арматуры наиболее распространен, особенно когда речь идет об относительно небольших конструкциях, которые не сильно нагружены. Для этого изготавливают различные оправы, приспособления и станки, облегчающие этот процесс за счет применения усилия с большим рычагом.
Для гибки прутка с помощью мускулов применяются мобильные станки и приспособления, которые имеют относительно небольшой вес.
Преимущества ручных мобильных станков для сгибания:
- быстрая настройка – оператор может настроить форму изгиба под определенную длину прута буквально за пару минут;
- ручной станок или устройство можно установить где угодно – эти приспособления не занимают много места и весят в среднем от 8 до 15 килограмм;
- за счет применения усилия с большим рычагом можно руками легко гнуть стальную арматуру диаметром до 14 миллиметров, или несколько более тонких одновременно;
- благодаря рассчитанной механике гнуть толстые пруты, не уставая при этом, может любой человек.

Для правильного изгибания прутка с целью не потерять его прочность, важно помнить следующие правила:
- закругления обязательно плавные, с радиусом от 10 диаметров прута;
- нельзя надпиливать место изгиба для того, чтобы было легче изогнуть;
- нельзя нагревать место изгиба паяльной лампой или автогеном с целью облегчить задачу.
Гибка прутка – приводные станки
Для изгиба арматуры из горячекатаной стали различных марок гладкого и периодического профиля диаметром от 15 до 80 миллиметров применяются специальные станки с механическим приводом.
Принцип действия таких станков прост – на горизонтальном столе находится вращающийся диск, насаженный на вертикальный вал. На этом диске есть два пальца разных диаметров — изгибающий и центральный, между которыми закладывается арматура.
При вращении диска арматура упирается в «упорный» ролик, расположенный на вертикальной стойке, и изгибается вокруг центрального пальца под действием изгибающего пальца.
В нашей компании выполняется гибка прутка на заказ из собственных материалов или материала заказчика. Можно заказать любую форму изгиба из любого металлического прута больших и малых диаметров – наши специалисты быстро и качественно выполнят Ваш заказ.
Характеристики
Замеры | Да |
Подбор материалов | Да |
Проектирование | Да |
Расчет сметы | Да |
Дополнительная вкладка, для размещения информации об услугах, доставке или любого другого важного контента. Поможет вам ответить на интересующие покупателя вопросы и развеять его сомнения в покупке. Используйте её по своему усмотрению.
Поможет вам ответить на интересующие покупателя вопросы и развеять его сомнения в покупке. Используйте её по своему усмотрению.
Вы можете убрать её или вернуть обратно, изменив одну галочку в настройках компонента. Очень удобно.
Гибка прутка в Украине. Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Арматурогиб АГР-1 для гибки арматуры и прутка.
На складе в г. Золотоноша
Доставка по Украине
1 400 грн
Купить
BENDEX MACHINES
Ручной станок для гибки арматуры, прутка. Арматурогиб АГР-2
На складе в г. Золотоноша
Доставка по Украине
по 3 600 грн
от 2 продавцов
3 600 грн
Купить
BENDEX MACHINES
Арматурогиб АГР-1 для гибки арматуры и прутка (закаленная матрица)
На складе в г. Золотоноша
Доставка по Украине
по 1 600 грн
от 2 продавцов
1 600 грн
Купить
BENDEX MACHINES
Арматурогиб 1М-усиленный для гибки арматуры и прутка
На складе в г. Золотоноша
Золотоноша
Доставка по Украине
по 2 500 грн
от 2 продавцов
2 500 грн
Купить
BENDEX MACHINES
Ручной станок для гибки арматуры, прутка. Арматурогиб АГР-3 усиленный
На складе в г. Золотоноша
Доставка по Украине
5 200 — 5 700 грн
от 2 продавцов
5 200 грн
Купить
BENDEX MACHINES
Гибка проволоки на станке с ЧПУ
Услуга
от 10 грн
Научно-производственная фирма «КИТ»
Арматурогиб АГР-1 для гибки арматуры и прутка.
На складе в г. Золотоноша
Доставка по Украине
1 400 грн
Купить
ПРОМЭКСПЕРТ
Щипцы Aderer трехщечные для сгибания провода до 0,7 мм «Asa Dental» Италия
Доставка по Украине
1 575 грн
Купить
Престижная защита для профессионалов — Престиж Медикал
Антенна автомобильная 20 см, переходники. Гибкая Антена FM / AM Пруток шток штырь стержень
На складе
Доставка по Украине
200 грн
Купить
Radius
Изделия из проволоки
Заканчивается
Доставка по Украине
80 грн
“Автодеталь” у формі ТОВ
Инструмент для гибки металлических прутков 4,75-10мм YATO 255мм
Доставка по Украине
471 грн
Купить
Агросервис
Гибка и штамповка изделий из проволоки и ленты
Услуга
от 0. 10 грн
10 грн
ООО «МЕТАЛОН» — ЭФФЕКТИВНЫЕ РЕШЕНИЯ ДЛЯ ПРОМЫШЛЕННОЙ УПАКОВКИ
Станок для гибки арматуры GW-40
На складе
Доставка по Украине
49 500 грн
Купить
ТД «Пневмо-комплект»
Станок для гибки арматуры однофазный BE-RB-25
На складе
Доставка по Украине
62 400 грн
Купить
ТД «Пневмо-комплект»
АФАКАН 10Е / AFACAN 10Е — ручной станок для гибки арматуры, арматурогиб до 10 мм
Доставка из г. Киев
1 242 грн
Купить
Интернет-магазин «Шелик»
Смотрите также
АФАКАН 12Е / AFACAN 12Е — ручной станок для гибки арматуры, арматурогиб до 12 мм
Доставка из г. Киев
1 560 грн
Купить
Интернет-магазин «Шелик»
АФАКАН 12ПТ / AFACAN 12РТ — ручной станок для гибки арматуры, арматурогиб до 12 мм
Доставка из г. Киев
1 728 грн
Купить
Интернет-магазин «Шелик»
АФАКАН 14ЕК / AFACAN 14ЕС — ручной станок для гибки арматуры, арматурогиб с прямоугольным упором до 14 мм
Доставка из г.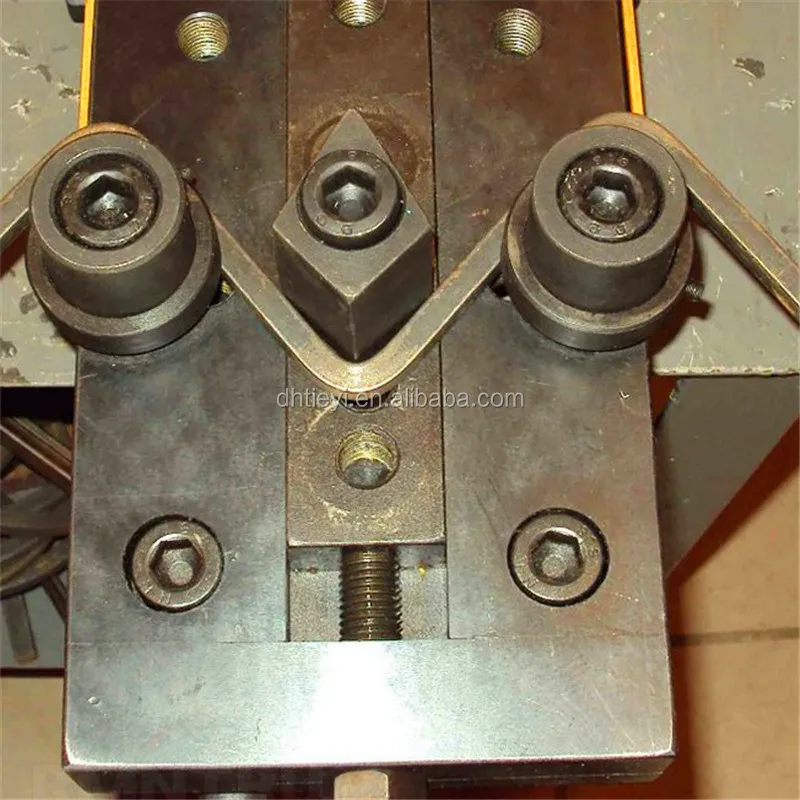 Киев
Киев
1 986 грн
Купить
Интернет-магазин «Шелик»
АФАКАН 4Б / AFACAN 4B — ручной станок для гибки арматуры, арматурогиб на подшипниках до 12 мм
Доставка из г. Киев
2 478 грн
Купить
Интернет-магазин «Шелик»
Набор ортодонтический
Заканчивается
Доставка по Украине
4 495 грн
Купить
MedTex
Набор ортодонтический
Заканчивается
Доставка по Украине
4 995 грн
Купить
MedTex
ПРУТЬЯ ГИБКИЕ ДЛЯ ОЧИСТКИ КАНАЛИЗАЦИИ YATO 20 ММ X 93 СМ С 2 НАКОНЕЧНИКАМИ 10 ШТ
Доставка по Украине
1 402.5 — 1 500 грн
от 3 продавцов
1 650 грн
1 402.50 грн
Купить
Инструмент-Про
Станок для гнуття арматури ручний YK 8-10-12
На складе в г. Киев
Доставка по Украине
4 550 грн
Купить
Астилс
Верстат для швидкісного гнуття арматури GF-25, Станок для згинання арматури
На складе в г. Киев
Киев
Доставка по Украине
48 500 грн
Купить
Астилс
Станок для гибки проволоки ZD-2D-206
Под заказ
Доставка по Украине
Цену уточняйте
Сварочные технологии
Станок для гибки проволоки ZD-2D-308
Под заказ
Доставка по Украине
Цену уточняйте
Сварочные технологии
Станок для гибки проволоки ZD-2D-4010
Под заказ
Доставка по Украине
Цену уточняйте
Сварочные технологии
Станки для изготовления хомутов GF 25; GF 20
Доставка по Украине
от 18 000 грн
Купить
ЧП Будмаш-Монолит
Матрица для прокатки с пружинами Rolleri S. 135.26.10 тип Promecam Amada
Доставка по Украине
33 830 грн
Купить
ООО «Роллери Украина»
Гибка прутка в Комсомольске-на-Амуре: 500-товаров: бесплатная доставка, скидка-22% [перейти]
Партнерская программаПомощь
Комсомольск-на-Амуре
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Все категории
ВходИзбранное
Гибка прутка
 regmarkets.ru/listpreview/idata2/91/a6/91a6e72c68797c7ddaac710d56274914.jpg»>
regmarkets.ru/listpreview/idata2/91/a6/91a6e72c68797c7ddaac710d56274914.jpg»>
9 491
12490
Станок ручной для холодной ковки Гнутик Гиббон/ гибки прутков и полос/для резки пруток/для зигзагов волн
В МАГАЗИНЕще цены и похожие товары
9 965
12490
Станок ручной для холодной ковки Улитка Гиббон/ гибки S элементов/ римских узоров/ прутков, полос и усиленных профильных труб
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata/4c/15/4c15a7776b08e687155cf51c8275bac4.jpg»>
regmarkets.ru/listpreview/idata/4c/15/4c15a7776b08e687155cf51c8275bac4.jpg»>
282 947
Машина для гибки труб и прутков арматуры с УЦИ КузЛитМаш ИП1722 Страна производитель: Беларусь,
В МАГАЗИНЕще цены и похожие товары
25 128
Ручной гибочный станок Proma UO-30 для гибки полосы, прутка, квадрата Тип: листогибочный станок,
ПОДРОБНЕЕЕще цены и похожие товары
25 128
Ручной гибочный станок Proma UO-30 для гибки полосы, прутка, квадрата Производитель: Proma,
ПОДРОБНЕЕЕще цены и похожие товары
 jpg»>
jpg»>
Гибкий коннектор для шин белый металл Paulmann Rail 95326 Кол-во ламп или LED модулей: 1,
ПОДРОБНЕЕЕще цены и похожие товары
Гибкий коннектор для шин матовый металл Paulmann Rail 95327 Кол-во ламп или LED модулей: 1,
ПОДРОБНЕЕЕще цены и похожие товары
 jpg»>
jpg»>
Гибкий коннектор для шин белый металл Paulmann Rail 95328 Кол-во ламп или LED модулей: 1,
ПОДРОБНЕЕЕще цены и похожие товары
Пруток стальной оцинкованный 8 мм, 1 класс Вариант поставки: Бухта, Диаметр, мм: 8,0, Материал
ПОДРОБНЕЕЕще цены и похожие товары
Пруток медный 8 мм Вариант поставки: Бухта, Материал исполнения: Медь, Основное назначение:
ПОДРОБНЕЕЕще цены и похожие товары
Пруток из нержавеющей стали, 8 мм х 3 м Вариант поставки: Отрезки по 3 м, Масса, кг: 1,2, Материал
ПОДРОБНЕЕЕще цены и похожие товары
Пруток стальной оцинкованный 8 мм (Польша) Вариант поставки: Бухта, Диаметр, мм: 8,00, Материал
ПОДРОБНЕЕЕще цены и похожие товары
Гибкая вставка прямоугольного сечения 500х300
ПОДРОБНЕЕЕще цены и похожие товары
Гибкая вставка прямоугольного сечения 600х200
ПОДРОБНЕЕЕще цены и похожие товары
Гибкая вставка прямоугольного сечения 600х250
ПОДРОБНЕЕЕще цены и похожие товары
Гибкая вставка прямоугольного сечения 400х400
ПОДРОБНЕЕЕще цены и похожие товары
Гибкая вставка прямоугольного сечения 400х300
ПОДРОБНЕЕЕще цены и похожие товары
Гибкая вставка прямоугольного сечения 500х400
ПОДРОБНЕЕЕще цены и похожие товары
Гибкая вставка прямоугольного сечения 500х250
ПОДРОБНЕЕЕще цены и похожие товары
Гибкая вставка прямоугольного сечения 600х150
ПОДРОБНЕЕЕще цены и похожие товары
Гибкая вставка прямоугольного сечения 800х250
ПОДРОБНЕЕЕще цены и похожие товары
Гибкая вставка прямоугольного сечения 600х600
ПОДРОБНЕЕЕще цены и похожие товары
Гибкая вставка прямоугольного сечения 800х400
ПОДРОБНЕЕЕще цены и похожие товары
315 500
Пруток нержавеющий 42 мм 14Х17Н2
ПОДРОБНЕЕЕще цены и похожие товары
Гибкий поворот для труб диаметр 50 мм CXT50, упаковка 10 шт, цвет серый, Экопласт — 43250 Тип:
ПОДРОБНЕЕЕще цены и похожие товары
386 500
Пруток нержавеющий 10 мм 08Х18Н10Т
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Используемое оборудование на производстве в компании «Атлант Металл»
Гибочный пресс И1330
Назначение:
Оборудование для гибки листового и полосового материала
Область применения:
Отличительной особенностью листогибочного пресса И1330 является то, что он комплектуется универсальным V-образным штампом, который с помощью гибки позволяет получить детали сложного профиля. Листогибочный пресс И1330 имеет номинальное усиление в 100 тонн и длина стола в 2500 мм, что позволяет осуществлять качественную гибку полосы или листа.
Листогибочный пресс И1330 имеет номинальное усиление в 100 тонн и длина стола в 2500 мм, что позволяет осуществлять качественную гибку полосы или листа.
Дополнительно для увеличения производительности комплектация листогибочного пресса И1330 включает в себя два передних упора, которые возможно использовать в качестве приемного стола, в случае если изготавливается небольшая партия заготовок и задний механизированный упор, который служит для точного позиционирования изгибаемой заготовки.
Используется в случае:
Максимальная толщина заготовки: 12мм, максимальная длина заготовки: 2500мм
Основные характеристики:
Номинальное усилие пресса, кН 1 000
Длина стола и ползуна, мм 2 500
Ширина стола, мм 200
Расстояние между стойками станины в свету, мм 2 125
Расстояние между столом и ползуном, мм 300
Расстояние от оси ползуна до станины (вылет), мм 250
Число непрерывных ходов, мин. 40; 10
Ход ползуна, мм 80
Система управления релейная
Трубогибочный станок RBM-50
Назначение:
Электрический трубогиб Stalex RBM-50 предназначен для гибки профильных труб, полосы, прутка.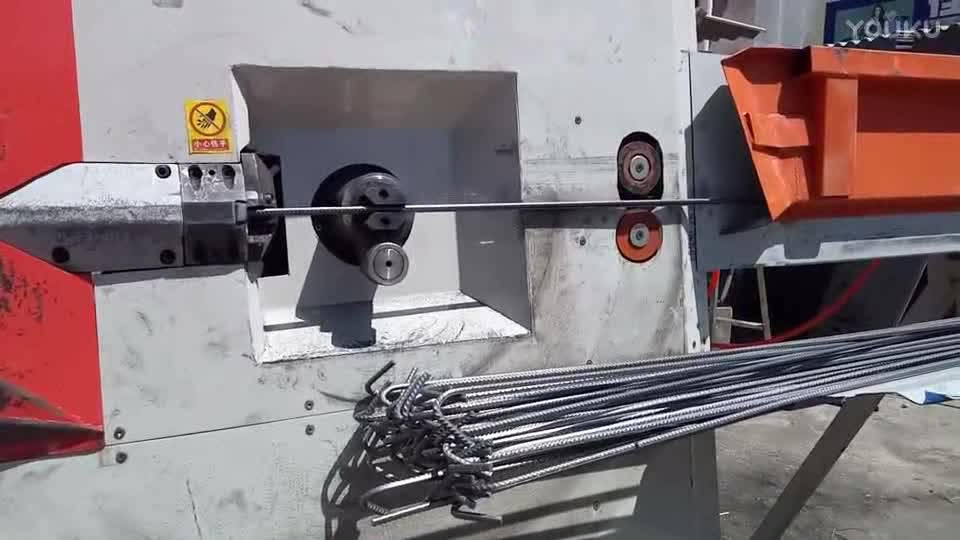 Усиленная конструкция для длительного срока службы с двумя приводными роликами.
Усиленная конструкция для длительного срока службы с двумя приводными роликами.
Область применения:
Для интенсивного промышленного применения.
Используется в случае:
Для гибки профильных труб, полосы, прутка.
Позволяет работать как вертикально, так и горизонтально.
Основные характеристики:
Максимальный профиль- 100х100х6
Максимальный размер труб — 60х60х3, 70х50х3, 80х40х3 мм
Мощность двигателя, кВт 2,2
Питание электродвигателя, В 380
Скорость вращения вальцов, об/мин 13
Диаметр вальцов, мм 50
Размер упаковки, мм 1000х820х1550
Вес нетто/брутто, кг 450/582
Питание 3 фазы, 400В
Размеры (Д x Ш x В) [мм] 900 x 850 x 1700
Вес [кг] 450
Ручной листогиб Master LBM 3007
Назначение:
Оборудование для ручной резки и гибки тонколистового материала
Область применения:
Станок LBМ является стационарным листогибом, не требующим специальной подготовки рабочей площадки и жесткой фиксации в основание. Листогиб установлен на мощных сварных опорах, которые обеспечивают надежное и устойчивое положение станка.
Листогиб установлен на мощных сварных опорах, которые обеспечивают надежное и устойчивое положение станка.
Используется в случае:
Максимальная толщина стального листа — 0,7 мм ( σв
Основные характеристики:
Характеристики LBM-3007
Длина сгибаемой детали, мм 3100
Макс. толщина металла, кровельная сталь (при σв≤320 МПа), мм 0,7
Макс. толщина металла, кровельная сталь (при σв≤400 МПа), мм 0,6
Толщина металла, нержавеющая сталь (при σв≤600 МПа), мм 0,45
Толщина металла, алюминий (при σв≤250 МПа), мм 0,9
Медь кровельная, мм 0,7
Макс. угол гиба, град 135
Ширина гибочной балки, мм 24
Кол-во компенсаторов на прижимной/гибочной балках, шт. 2/2
Высота раскрытия 80
Вальцы
Назначение:
Деформация листового металла с целью придания объемной формы
Область применения:
Изготовление обечаек, труб, конусных изделий, хомутов и других деталей, где присутствует изгиб листового металла по рабиусы
Используется в случае:
гибки листов и полосы по радиусу от 0. 1м до 3м
1м до 3м
Основные характеристики:
Максимальная ширина заготовки — 1.25м
Максимальныя толщина заготовки — 3мм (при ширине 1.25м)
Производительность — до 600 деталей в час
Привод — электрический
Подача — механическая
Станок для гибки арматуры
Назначение:
Холодная гибка арматурной стали
Область применения:
Востребованы непосредственно в строительстве – например, при создании фундаментов будущих зданий
Используется в случае:
Сортового проката на строительных площадках, под навесом, на производствах железобетонных и металлических конструкций, таких как дорожные плиты, блоки или панели перекрытий, а также в производственных цехах.
Основные характеристики:
Мощность двигателя, квт 4
Макс. диам. арматуры, мм 45
Мин. диам. арматуры, мм 6
Напряжение (В) 380
Скорость вращения рабочего диска, об/мин 10
габаритные размеры (д;ш;в, мм) 1090×870×850
Масса станка, кг 360
Габаритные размеры упаковки (д;ш;в, мм) 1190×970×950
3.
 2.1. Трудовая функция \ КонсультантПлюс
2.1. Трудовая функция \ КонсультантПлюс
3.2.1. Трудовая функция
Наименование | Гибка мелких деталей судна из листового проката толщиной до 10 мм и профиля высотой до 100 мм в холодном состоянии вручную и при помощи оборудования, а также выполнение вспомогательных работ при гибке в горячем состоянии | Код | B/01.3 | Уровень (подуровень) квалификации | 3 |
Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала | ||
Код оригинала | Регистрационный номер профессионального стандарта |
Трудовые действия | Гибка бимсов из полособульбового профиля, уголка или тавровых балок |
Гибка мелких деталей судна в холодном состоянии из листового проката толщиной от 5 до 10 мм в цилиндрическую, коническую и другие формы с погибью в одном направлении из углеродистой, легированной стали и легких сплавов | |
Гибка мелких деталей судна в холодном состоянии из профиля высотой до 100 мм из углеродистой, легированной стали и легких сплавов в угловую форму или с плавной кривизной с постоянным или переменным радиусом кривизны | |
Штамповка, малкование мелких деталей в холодном состоянии | |
Гибка мелких деталей коробчатой и угловой формы | |
Гибка комингсов | |
Гибка обечаек | |
Гибка переборок из панелей | |
Гибка пиллерсов | |
Гибка полуколец из прутка | |
Гибка рамок из уголка, прутка | |
Гибка труб цепных | |
Гибка шпангоутов из полособульбового профиля, уголка и тавровых балок | |
Разметка вентиляционных головок | |
Разметка на деталях судна после гибки линий контура и припусков | |
Гибка в холодном состоянии панелей и деталей судна в сферическую, волнообразную и другие формы с погибью в двух и более направлениях под руководством гибщика судового более высокой квалификации | |
Выполнение вспомогательных работ при гибке и малковании мелких деталей судна из листового проката в горячем состоянии в цилиндрическую, коническую и другие формы с погибью в одном направлении под руководством гибщика судового более высокой квалификации | |
Выполнение вспомогательных работ при гибке и малковании мелких деталей судна из профиля в горячем состоянии с погибью в любом направлении под руководством гибщика судового более высокой квалификации | |
Выполнение вспомогательных работ при гибке профиля и узлов на станках с нагревом токами высокой частоты под руководством гибщика судового более высокой квалификации | |
Необходимые умения | Выполнять гибку мелких деталей судна в холодном состоянии из листового проката толщиной от 5 до 10 мм из углеродистой, легированной стали и легких сплавов в цилиндрическую, коническую и другие формы с погибью в одном направлении в соответствии с технологическим процессом |
Выполнять гибку мелких деталей судна в холодном состоянии из профиля высотой до 100 мм из углеродистой, легированной стали и легких сплавов в угловую форму или с плавной кривизной с постоянным или переменным радиусом кривизны в соответствии с технологическим процессом | |
Выполнять разметку установки шаблонов на изгибаемых деталях | |
Выполнять строповку, увязку и перемещение грузов массой до 3000 кг с помощью подъемно-транспортных и специальных средств в пределах рабочего места | |
Измерять параметры деталей судна при гибке в холодном состоянии из листового проката толщиной от 5 до 10 мм из углеродистой, легированной стали и легких сплавов в цилиндрическую, коническую формы с погибью в одном направлении | |
Измерять параметры деталей судна при гибке в холодном состоянии из профиля высотой до 100 мм из углеродистой, легированной стали и легких сплавов в угловую форму или с плавной кривизной с постоянным или переменным радиусом кривизны | |
Наносить на заготовку разметочные линии контура и припусков | |
Определять последовательность выполнения гибки в зависимости от размеров контура и материала заготовки | |
Определять припуски при холодной гибке деталей | |
Определять размер минимально допустимого радиуса изгиба в зависимости от механических свойств материала заготовки, от технологии гибки и качества поверхности заготовки | |
Осуществлять снятие размеров по месту и изготовление шаблонов погибов простых деталей судна | |
Пользоваться приборами для определения температуры металла | |
Производить расчет длины заготовки при выполнении гибочных работ | |
Устранять деформации, возникающие при выполнении гибочных работ | |
Необходимые знания | Допустимые радиусы гибки листового и профильного металла |
Методы гибки листов и профилей, применяемые в судостроении | |
Назначение и условия применения приспособлений для гибки деталей судна | |
Основные марки применяемых в судостроении сталей и сплавов и их обозначение | |
Особенности гибки деталей из легких сплавов | |
Правила и способы гибки деталей судна в сферическую, волнообразную и другие формы с погибью в двух и более направлениях в холодном состоянии | |
Правила определения припусков на обработку деталей | |
Правила разметки заготовок под гибку деталей и после гибки | |
Правила расчета длины заготовки при выполнении гибочных работ | |
Правила увязки, перемещения грузов массой до 3000 кг и эксплуатации специальных транспортных и грузовых средств | |
Причины возникновения деформации при выполнении гибочных работ | |
Способы предупреждения сминания, выпучивания, появления трещин при гибке труб | |
Способы устранения деформаций при выполнении гибочных работ | |
Температуры нагрева металлов и основные свойства металлов | |
Технологический процесс гибки деталей судна в холодном состоянии из листового проката толщиной от 5 до 10 мм из углеродистой, легированной стали и легких сплавов в цилиндрическую, коническую формы с погибью в одном направлении | |
Технологический процесс гибки деталей судна в холодном состоянии из профиля высотой до 100 мм из углеродистой, легированной стали и легких сплавов в угловую форму или с плавной кривизной с постоянным или переменным радиусом кривизны | |
Технологические требования, предъявляемые к качеству гибки деталей судна в холодном состоянии из листового проката толщиной от 5 до 10 мм в цилиндрическую, коническую формы с погибью в одном направлении, профиля высотой до 100 мм в угловую форму или с плавной кривизной с постоянным или переменным радиусом кривизны | |
Устройство, принципы работы оборудования, используемого при выполнении гибочных работ | |
Характеристики усадки и вытяжки при холодной обработке металла | |
Другие характеристики | — |
Гибка арматуры и изготовление арматурных изделий
Гибка арматуры и изготовление арматурных изделий
Предприятие предоставляет услуги гибки и резки арматуры, в результате чего заказчик получает металлические детали с максимально точными параметрами. Гибка арматуры производится только в холодном состоянии на специальном гибочном станке с несколькими стальными валами и вращающимся диском. Заготовка фиксируется между центральным и упорным валами. После этого в действие приводится горизонтальный диск с гибочным валом. При его помощи происходит закругление прутка арматуры до нужного градуса (максимум – 180°).
Гибка арматуры производится только в холодном состоянии на специальном гибочном станке с несколькими стальными валами и вращающимся диском. Заготовка фиксируется между центральным и упорным валами. После этого в действие приводится горизонтальный диск с гибочным валом. При его помощи происходит закругление прутка арматуры до нужного градуса (максимум – 180°).
Мы поможем вам рассчитать все допустимые углы изгиба вашего металлоизделия, зависящие от материала, из которого изготовлена арматура. Кроме этого, мы просчитаем возможную силу нагрузки на готовую конструкцию и, при необходимости, проконсультируем по поводу правильного выбора арматуры для того или иного изделия.
Станок для гибки легкой арматуры и тяжёлой стальной арматуры
Если строительство того или иного объекта предусматривает использование гнутой арматуры в больших количествах, то можно обратиться к нам, поскольку мы специализируемся на гибке и правке арматурных стрежней. Подобные услуги оказываются благодаря использованию следующего оборудования:
Подобные услуги оказываются благодаря использованию следующего оборудования:
- электроприводных станков;
-
станков с гидравлическим приводом; -
автоматизированных станков с программным управлением.
Продукция, которая производится путём гибки арматуры, используется для устройства различных арматурных каркасов, изделий из железобетона монолитного и сборного строительства, армирования кладки из камня. Гнутые изделия из арматуры отличаются высокой прочностью и надёжностью благодаря холодному способу деформации – металл не истончается и не разрушается в месте сгиба, как при предварительном нагреве заготовки.
Автоматизированные станки с ЧПУ позволяют выполнить любое количество сгибов с минимальной погрешностью, составляющей всего ±0,5 градусов. Гибке подвергается арматура диаметром от 6 до 40 мм – например, прутки 12, 16, 20 мм. Крайние значения длины изгибаемых прямых отрезков (между соседними сгибами) – от 1000 до 12000 мм. Максимальный угол изгиба составляет 180°, а точность – ±0,5°.
Крайние значения длины изгибаемых прямых отрезков (между соседними сгибами) – от 1000 до 12000 мм. Максимальный угол изгиба составляет 180°, а точность – ±0,5°.
Гибка арматуры – это сложный процесс, который может производиться специалистом как вручную, так и с помощью специального оборудования. Для того чтобы прогнуть арматуру под нужным углом вручную, нужно приложить большую физическую силу и иметь при себе нужные приспособления для правильного изгиба, но такая гибка может оказаться не качественной, а сам процесс достаточно травмоопасным. Мы регулярно обновляем и совершенствуем нашу техническую базу, повышаем уровень профессиональной подготовки и квалификации нашего персонала.
Варианты изделий из арматуры
Благодаря технологии электрических сервомоторов SCHNELL гибочный станок Prima выгодно отличается от аналогичного оборудования:
- существенно меньшими уровнями потребления электроэнергии электроэнергии;
-
минимальным уровнем шума, который соответствует стандартным нормам безопасности на производстве; -
минимальными затратами на регламентные работы; -
очень низкими расходами на эксплуатацию станка; -
повышенной надежностью в эксплуатации, в связи с чем уменьшаются затраты на техническое обслуживание; -
лёгкостью технического обслуживания и замены комплектующих; -
бережным отношением к рабочей среде, благодаря отсутствию гидравлических систем, что исключает протечки масел; -
бесперебойной работой оборудования в самых неблагоприятных условиях; -
наличием графического интерфейса компьютера, что гарантирует быстрое получение информации о функционировании системы и её эффективное управление даже неопытным оператором.
Удобство и скорость настройки блока правки обеспечивается наличием механической памяти, определяющей рабочее положение правильных роликов для каждого диаметра арматуры. Последние два ролика в блоке правки являются независимыми друг от друга, что позволяет регулировать их раздельно (патент компании SCHNELL). Правильный блок приводится в действие сервомоторами. Гибочный блок состоит из вращающегося в двух направлениях плеча гибки (гибочной головки), управляемого сервомотором. Весь блок гибки перемещается вниз и вверх пневматической системой, для того чтобы можно было выполнять двунаправленные изгибы. Гибочная поверхность имеет значительные размеры и абсолютно гладкая.
Что такое сгибание стержней? (с изображением)
`;
Алексис В.
Гибка стержней — это производство и гибка стальных арматурных стержней и балок, также известных как арматура, используемых в качестве арматуры в бетонных конструкциях. Изгиб стержня имеет множество различных научных измерений, связанных с ним, которые часто называют графиком изгиба стержня. Это дает производителям надлежащие изгибы и прочность на растяжение стали, необходимые для изготовления определенных форм или других необходимых бетонных конструкций. Эта отрасль занята в хорошие времена, когда строительство крупных капитальных улучшений с использованием железобетона процветает.
Существует ряд различных техник, используемых при сгибании стержня, и ряд строгих правил, которые необходимо соблюдать. График сгибания, в частности, представляет собой один набор правил, которым необходимо следовать всякий раз, когда выполняется задача. График гибки представляет собой список спецификаций и информации об армировании, которым производители должны следовать, когда они строят различные детали, которые запросил у них строитель, чтобы соответствовать строительным нормам. Каждая страна может установить свои собственные графики гибки или спецификации в зависимости от качества материалов, доступных в этой конкретной стране. Соблюдение графика гибки гарантирует, что используются надлежащие материалы, чтобы избежать обрушения моста, разрушения конструкции и других проблем.
График сгибания, в частности, представляет собой один набор правил, которым необходимо следовать всякий раз, когда выполняется задача. График гибки представляет собой список спецификаций и информации об армировании, которым производители должны следовать, когда они строят различные детали, которые запросил у них строитель, чтобы соответствовать строительным нормам. Каждая страна может установить свои собственные графики гибки или спецификации в зависимости от качества материалов, доступных в этой конкретной стране. Соблюдение графика гибки гарантирует, что используются надлежащие материалы, чтобы избежать обрушения моста, разрушения конструкции и других проблем.
Также используется ряд различных инструментов. К ним относятся гидравлические гибочные станки и ручные гибочные станки, которые позволяют отдельным рабочим сгибать что-либо в соответствии со спецификацией по мере необходимости. Есть также сложные промышленные станки для гибки и резки, которые изготавливают детали на заказ под строгим контролем и соблюдением деталей.
К ним относятся гидравлические гибочные станки и ручные гибочные станки, которые позволяют отдельным рабочим сгибать что-либо в соответствии со спецификацией по мере необходимости. Есть также сложные промышленные станки для гибки и резки, которые изготавливают детали на заказ под строгим контролем и соблюдением деталей.
Технические характеристики железобетона определяют, где должны располагаться изогнутые стержни и сколько стержней должно быть там размещено. Эти спецификации написаны на основе того, что необходимо для выполнения определенной задачи, выдерживания определенной нагрузки в зависимости от того, где находится бетон в конструкции, и выдерживают определенную схему использования.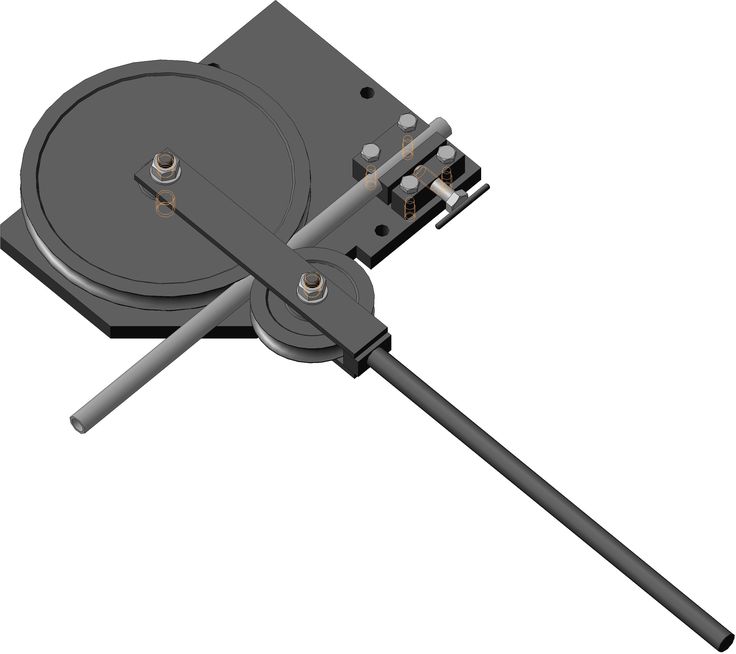 Например, при строительстве мостов расчетный трафик транспортных средств и долговечность бетона считаются ключевыми факторами при определении необходимого армирования.
Например, при строительстве мостов расчетный трафик транспортных средств и долговечность бетона считаются ключевыми факторами при определении необходимого армирования.
Гибка прутков и график гибки являются частью огромной отрасли. Это обеспечивает важную меру безопасности для строительства. Инженеры-технологи и инженеры-механики, работающие над совершенствованием графиков гибки, чтобы сделать арматуру еще прочнее, являются одним из двигателей, которые заставляют общество во всем мире двигаться вперед со строительными проектами.
Составление графика изгиба стержней (BBS) и его преимущества
🕑 Время чтения: 1 минута
Содержание:
- Составление графика изгиба стержней (BBS)
- Расчет формы арматуры, длины резки и гибки
31 Преимущества графика гибки стержней
Подготовка графика гибки стержней (BBS)
График гибки стержней или график стержней (BBS) представляет собой список арматурных стержней для данного элемента железобетонных работ и представлен в табличной форме для удобства визуального ознакомления.
В таблице графика гибки стержней приведены все необходимые данные о стержнях — диаметр, форма изгиба, длина каждой изогнутой и прямой части, углы изгиба, общая длина каждого стержня и количество стержней каждого типа. Эта информация является большим подспорьем в подготовке оценки количества.
Расчет формы арматуры, длины резки и изгиба
На рисунке 1 изображены форма и пропорции крюков и отводов в арматурных стержнях – это стандартные пропорции, которых придерживаются:
(a) Длина одного крючка = (4d) + [(4d+ d)] – где (4d+ d) относится к изогнутой части = 9d.
(b) Дополнительная длина (la), которая появляется в простой прямой длине арматурного стержня от конца до конца из-за изгиба, скажем, на 30 o до 60 o , но обычно это 45 o ) = l 1 – l 2 = l a
Где,
Рис. Крюки и изгибы арматуры
Задавая разные значения соответственно), мы получаем разные значения la, как указано в таблице ниже:
На рис. 2 представлена процедура получения длины крюков и общей длины данной стальной арматуры.
2 представлена процедура получения длины крюков и общей длины данной стальной арматуры.
Рис. Типовой график изгиба стержня
Преимущества графика гибки стержней
График гибки стержней содержит подробную информацию о резке арматуры и длине изгиба. Преимущество графика гибки стержней заключается в том, что его использование совместно с детальным чертежом арматуры повышает качество строительства, экономит затраты и время на бетонные строительные работы.
Преимущества графика гибки стержней в бетонном строительстве:
1. При наличии графика гибки стержней резка и гибка арматуры может выполняться на заводе и доставляться на площадку. Это ускоряет выполнение работ на строительной площадке и сокращает время и стоимость строительства из-за меньшей потребности в рабочих для гибки стержней. Гибка стержней также позволяет избежать потерь стальной арматуры (от 5 до 10%) и, таким образом, снижает стоимость проекта.
2. Использование графика гибки стержня для Fe500 позволяет сэкономить на 10% больше стальной арматуры по сравнению с fe415.
3. Улучшает контроль качества на объекте, так как арматура предоставляется в соответствии с графиком гибки стержней, который составляется с использованием положений соответствующих норм детализации.
4. Он обеспечивает более точную оценку потребности в армирующей стали для каждого элемента конструкции, которую можно использовать для расчета общей потребности в армировании для всего проекта.
5. Это обеспечивает лучшее управление запасами арматуры. Потребность в стали для следующего этапа строительства может быть точно оценена, и может быть осуществлена закупка. Это предотвращает складирование дополнительной стальной арматуры на объекте в течение более длительного времени, предотвращая коррозию арматуры в прибрежных районах. Это также предотвращает нехватку арматуры для текущих работ за счет точной оценки, и, таким образом, бетонные строительные работы могут проходить гладко.
6. График гибки стержней очень полезен при ревизии арматуры и обеспечивает проверку на кражи и кражи.
7. График гибки стержней можно использовать для резки арматуры, гибки и изготовления каркаса элемента конструкции, прежде чем его можно будет разместить в требуемом положении. Другие виды деятельности, такие как земляные работы, PCC и т. д., могут выполняться параллельно с этой деятельностью. Таким образом, общее управление проектной деятельностью упрощается и сокращается время строительства. Это становится полезным в предотвращении любых повреждений из-за перерасхода времени строительства.
8. Приводятся ориентиры требований к количеству и качеству арматурных и бетонных работ.
9. График гибки прутка очень точно обеспечивает потребность в количестве стали и, таким образом, дает возможность оптимизировать конструкцию в случае перерасхода средств.
10. Инженерам на объекте становится легко проверять и утверждать длину изгиба и резки стержней во время проверки перед укладкой бетона с использованием графика изгиба стержней, что помогает лучше контролировать качество.
11. Позволяет легко и быстро составлять сметы строительных работ для клиентов и подрядчиков.
12. Количество используемой арматуры рассчитывается с использованием инженерных формул и стандартных норм, поэтому возможность приблизительной оценки стальной арматуры отсутствует.
13. С помощью графика гибки стержней можно механизировать резку и гибку арматуры, что снова снижает стоимость и время проекта и зависимость от потребности в квалифицированной рабочей силе. Это также повышает надежность точности резки и гибки прутка.
14. При использовании механизированной резки и гибки стержня себестоимость железобетонных работ на единицу снижается, что способствует оптимизации стоимости строительного объекта.
Подробнее:
Что такое техника армирования железобетонных конструкций? График гибки стержней для железобетонных балок Типы оборудования для арматуры, используемого для резки и гибки арматуры Ремонт деформированной и изогнутой арматуры в бетоне
Изгиб стержней, 6 важных изгибов плоских и квадратных стержней
9004 Процедуры одинаковы для гибки круглых, плоских и квадратных стержней, квадратные и плоские стержни требуют особого внимания.
ГИБКА ПЛОСКОГО ПРУТКА
ГИБКА КВАДРАТНОГО ПРУТКА
как согнуть стальной стержень?
Гибка прутка – это гибка прутка различных размеров и форм (круглого прутка, квадратного прутка, плоского прутка) в кольца и сегменты колец.
Поскольку стержни изготовлены из цельного металла, они очень хорошо гнутся. Изгиб стержней является самым простым, когда сгибаемые секции имеют круглую, полукруглую, квадратную, шестиугольную или прямоугольную форму, и их необходимо согнуть «простым способом». Сгибание стержней простым способом (ось y-y) создает ремнеобразную форму; сгибание стержней «по-плохому» (ось х-х) создает нечто похожее на гигантскую металлическую шайбу. При прочих равных условиях сгибание плоских стержней трудным образом является наиболее сложным процессом гибки стержней.
Стальной стержень изгибается с использованием процесса гибки в холодном состоянии
Плоские или квадратные секции стержня помещаются в профильно-гибочную машину (также называемую «машина для гибки плоского стержня, машина для гибки квадратного стержня») с тремя или четырьмя конфигурация рулона. Ролики прикладывают усилие к траектории подачи, чтобы заставить металлическую заготовку двигаться по заданной криволинейной траектории.
Ролики прикладывают усилие к траектории подачи, чтобы заставить металлическую заготовку двигаться по заданной криволинейной траектории.
Станок для гибки плоских стержней4 Станок для гибки секций роликов Станок для гибки профилей с тремя и четырьмя роликами
Вальцовочный станок прикладывает усилие (напряжение), которое, в свою очередь, изменяет конструкционную сталь на криволинейную форму (деформация). Сталь очень пластична, и после очень короткого упругого состояния материал переходит в пластическую деформацию. Цель состоит в том, чтобы достичь желаемого радиуса, не достигая сужения или, в конечном счете, точки перелома.
6 основных данных для гибки плоских и квадратных стержней
6 основных данных для гибки плоских и квадратных стержней
- Степень изгиба
- Радиус гнутого профиля
- Хорда гнутого профиля
- Длина дуги
- Наклон изогнутая секция
- Длины касательной
6 важных сведений о гибке стержня
Квадратные и закругленные углы
Радиусы углов определяют, будет ли оправка правильно соответствовать внутреннему диаметру (ID) трубы. В некоторых случаях заготовки со скругленными углами склонны катиться в направлении, противоположном радиусу изгиба, что приводит к скручиванию материала.
В некоторых случаях заготовки со скругленными углами склонны катиться в направлении, противоположном радиусу изгиба, что приводит к скручиванию материала.
Расположение сварного шва
Идеальное положение сварного шва — в центре одной из четырех сторон. Чем ближе сварной шов к закругленному углу, тем выше вероятность неправильной посадки оправки и растрескивания сварного шва. По возможности сварной шов должен располагаться на нейтральной оси изогнутого участка.
Материалы заводского производства по сравнению с материалами заводского производства
Материал заводского изготовления можно сгибать таким же образом, как и материал заводского производства. Однако при формовании квадратного или прямоугольного материала заводского изготовления угловые кромки становятся нагартованными. Это может вызвать трудности с изгибом или растрескивание на углу.
Жесткий способ против простого
При изгибе прямоугольной трубы материал часто имеет меньшую деформацию, если он изогнут жестко. Для простого изгиба, чем больше разница между сторонами трубы (например, секция 16 на 4 дюйма имеет большую разницу, чем секция 12 на 4 дюйма), тем больше искривление или вогнутость. по идентификатору изгиба. Вогнутость менее проблематична для материалов с более толстыми стенками.
Для простого изгиба, чем больше разница между сторонами трубы (например, секция 16 на 4 дюйма имеет большую разницу, чем секция 12 на 4 дюйма), тем больше искривление или вогнутость. по идентификатору изгиба. Вогнутость менее проблематична для материалов с более толстыми стенками.
Размер материала
Толщина стенки и радиус изгиба. Чем тяжелее толщина стенки, тем плотнее ее можно сформировать с минимальной деформацией. Формирование 8 на 8 дюймов. стальная труба до 5 футов. радиус приводит к большему искажению, если толщина стенки составляет 0,188 дюйма, чем если толщина стенки составляет 0,500 дюйма. Конструктивные параметры и требуемый внешний вид конечного продукта часто помогают при выборе толщины.
Архитектурно открытые или закрытые материалы
Архитектурно открытые секции (AES) требуют более тщательного анализа радиуса изгиба, толщины стенки и метода изгиба. Кроме того, если допускается минимальная деформация изогнутой секции, оператор должен уделять больше внимания правильной процедуре гибки.
Гидравлический станок для гибки стержней BIT
Профили гнутых стержнейГидравлический гибочный станок для стержнейГибка стержней
Станки для гибки профилей серии BIT могут сгибать относительно тонкие и широкие стержни до малых радиусов практически без деформации. Они могут сгибать самые разные стержни, в том числе нержавеющие, алюминиевые, из инконеля, латуни, меди и других сплавов, даже сгибать арматуру.
Гибка прямоугольного стального прутка
Профилегибочные станки BIT могут изгибать прутки всех размеров и форм — круглые, полукруглые, квадратные, шестигранные и прямоугольные (также называемые плоскими) — в кольца и кольцевые сегменты.
Часто более экономично сгибать стержни в кольца или кольцевые сегменты вместо того, чтобы выжигать эти формы из листа, профилегибочные станки BIT обеспечивают полный набор возможностей гибки стержней для широкого спектра промышленных применений, даже для самых требовательных спецификаций радиуса. , без искажений.
Сокращает количество металлолома и отходов, образующихся в процессе гибки, поскольку прокатка прутка может обеспечить больший выход годного материала с меньшим количеством отходов (и, следовательно, с меньшими затратами на материалы). Помогая клиентам экономить деньги и максимизировать материальные ресурсы в век роста цен на металлы и сталь.
Помогая клиентам экономить деньги и максимизировать материальные ресурсы в век роста цен на металлы и сталь.
Области применения
Профилегибочные станки серии BIT обладают широким спектром возможностей для гибки прутка в различных областях, включая, но не ограничиваясь:
- Aerospace
- Строительство
- Подводные, оффшорные и нефтехимические
- Создание свернутых колец (с сочещенной, сваркой и шлифованием)
- Flance
- Mining
- Agrilpure
- Pulp & Paper
- HVAC и холодильное оборудование
- Пищевая промышленность
- Корпуса вентиляторов, ветряные башни и оборудование для очистки сточных вод.
7 70027. освещение
Пруток Терминология и отделка
Терминология, используемая для барной продукции, иногда понимается неправильно. Общие требования, такие как допуски, маркировка, упаковка и т. д., стандартизированы в ASTM A484 для изделий из нержавеющей стали.
Аэрокосмические стандарты
Для аэрокосмических стандартов требования к допускам на размеры приведены в AMS 2241. Стандарта ASTM для стержней из никелевых сплавов не существует, и все требования содержатся в спецификациях отдельных продуктов. AMS 2261 содержит допуски на размеры прутков из аэрокосмического никелевого сплава.
«холодная обработка», «холодная обработка» и «холодная вытяжка»
Термины «холодная обработка», «холодная обработка» и «холодная вытяжка» имеют разные значения.
Холодная обработка
Изделия холодной обработки имеют более жесткие допуски на размеры, чем те, которые применяются к изделиям горячей обработки. Холодная отделка может быть любой из многих различных технологий обработки, которые приводят к более строгому контролю допусков.
Заявление об отделке в A484 приведено ниже:
Пруток из нержавеющей стали 8.1.3 Пруток холодной обработки — Прутки холодной обработки должны иметь отделку поверхности, которая получается в результате дальнейшей обработки горячедеформированных прутков дополнительными механическими операциями на поверхности прутка, включая, помимо прочего, легкое холодное волочение, полировку, бесцентровое шлифование и полировку для обеспечения более жестких допусков и улучшения качества поверхности. Допуски на размеры, применимые к холоднодеформированным стержням, более строгие, чем к горячедеформированным стержням.
Допуски на размеры, применимые к холоднодеформированным стержням, более строгие, чем к горячедеформированным стержням.
Холодное волочение
Холодное волочение — это особый процесс, который приводит к значительному уменьшению поперечного сечения и фактически упрочняет материал. В большинстве случаев этот холоднотянутый продукт отжигают, но некоторые спецификации требуют, чтобы материал оставался в состоянии деформационного упрочнения (или «холодного деформирования»). Холодное волочение — не единственный метод достижения состояния холодной обработки.
Прутковая корзина из нержавеющей стали За исключением изделий с бесцентровой шлифовкой или специально заказанной полированной отделкой, допускаются незначительные царапины при условии, что их можно удалить, не выходя за допустимые пределы. Это прямо не указано в стандартах, но будет соответствовать стандартному параграфу «Качество изготовления» из ASTM A484 ниже:
- 10.1 Материал должен быть однородного качества в соответствии с надлежащей практикой производства и контроля.
 Несовершенства должны иметь такой характер или степень для заказанного типа и качества, чтобы они не оказывали неблагоприятного влияния на формование, механическую обработку или изготовление готовых деталей.
Несовершенства должны иметь такой характер или степень для заказанного типа и качества, чтобы они не оказывали неблагоприятного влияния на формование, механическую обработку или изготовление готовых деталей. - Это заявление допускает, что вполне возможно иметь несколько царапин на полированной или холодной отделке и протравленной поверхности, которая была сделана в рамках надлежащей стандартной практики. Обратите внимание, что в 10.1 внешний вид НЕ указан в качестве допустимого критерия. Все это направлено на решение вопроса базовой функциональности и качества, соответствующего методу производства.
Поиск
ТИПЫ
ПРОФИЛЬНОГИБОЧНЫХ СТАНКОВ
По ссылке мы предоставляем подробную информацию о трех сериях профилегибочных станков. Вы можете нажать на конкретную модель, чтобы прочитать более подробную информацию о машине и некоторые связанные истории о машине.
СЕРИЯ PBH
Все профилегибочные станки PBH серии приводятся в действие гидравлическим двигателем (до 9) с мощной гибочной способностью.
Модуль стандартного сечения машины: 16CM3-600CM3. Он может сгибать медные, углеродистые, нержавеющие и алюминиевые профили.
Уголок, швеллер, балка, полосовой прокат, круглый и квадратный пруток, труба, квадратная труба.
НАЖМИТЕ ЗДЕСЬ
Станок для гибки алюминиевых профилей с ЧПУ
Сервопривод. Фотоэлектрическое позиционирование, ЧПУ. Точность достигает ≤0,01 мм.
Подходит для сложной гибки алюминия по дуге переменной кривизны. Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон
НАЖМИТЕ ЗДЕСЬ
СЕРИЯ PBT
Высокопроизводительный станок для холодной гибки труб, ЧПУ, несколько программ, несколько настроек угла, более простое управление и программные настройки.
Он широко используется и может использоваться в серийно выпускаемых или стандартизированных продуктах, таких как выхлопные трубы, сиденья, бамперы и вся стальная мебель.
ПРОЦЕСС ГИБКИ
Методы гибки секций металлических профилей.
Рекомендации по процессам гибки и гибочным машинам для металлических профилей.
Нажмите здесь
Теги: Бар Barlingcurving Barflange Formingflat BanderRectangle Bardinground Bardingsquare Brending
Как построить батонную тягу DeadLift — Ehplabs
. вероятно, одно из самых продуктивных упражнений, которые вы можете сделать. Он работает практически со всеми важными мышцами вашего тела и является окончательным испытанием на прочность.
В отличие от жима лежа и приседаний, становую тягу практически невозможно обмануть. В жиме лежа вы можете отталкивать штангу от груди или выгибаться так сильно, что это становится испытанием скорее на сгибание, чем на силу. В приседе, если вы не опуститесь на скамью, трудно оценить правильную глубину. И в обоих упражнениях вам потребуются сверхвнимательные корректировщики, если вы раздвинете свои личные пределы.
Становая тяга, напротив, честная; вы либо поднимаете вес, либо нет. И никаких корректировщиков не требуется — просто опустите штангу, если ваш представитель остановится.
Большая становая тяга добавит мышечной массы спине, ягодицам, рукам и подколенным сухожилиям. По мере увеличения веса ваша хватка станет нерушимой. В то время как ваша становая тяга улучшится, улучшится и ваша производительность во всех других упражнениях и во всех других сферах вашей жизни. Представьте, насколько легче становятся подтягивания, когда вы можете поднимать в становой тяге вес, вдвое превышающий вес вашего тела. Тяжелые веса, в конце концов, относительны.
Посмотрите, как 2 спортсмена из EHPlabs Джей Дарко и Джейми Куфос сойдутся лицом к лицу, чтобы победить в становой тяге PB. Их цель — 396 фунтов, они это сделают? Смотрите до конца, чтобы узнать.
Теперь, когда вы посмотрели становую тягу двух спортсменов EHPlabs, что представляет собой хорошая становая тяга? В кругах пауэрлифтинга и стронгменов веса, поднятые спортсменами, буквально сногсшибательны, а текущий рекорд – 500 кг Эдди «Зверя» Холла, что является самой большой становой тягой в истории. Однако для большинства людей производительность в становой тяге по сравнению с собственным весом является гораздо более полезным показателем успеха.
Однако для большинства людей производительность в становой тяге по сравнению с собственным весом является гораздо более полезным показателем успеха.
ОЦЕНКА СТАВОЙ ТЯГИ
Выше среднего — 1-1,5 x собственный вес
Выполнение вашей первой в жизни становой тяги с собственным весом является важной тренировочной целью и означает, что теперь вы можете называть себя сильным. Каждый дополнительный фунт, который вы добавляете к штанге, — это дополнительный шаг к тому, чтобы стать больше и лучше.
Хорошо – 2,0 x собственный вес
Становая тяга с двойным собственным весом впечатляет. Не так много людей, мужчин или женщин, достигают такого уровня становой тяги, хотя многие могли бы, если бы тренировались усердно и разумно.
Отлично – 2,5–3 x собственный вес
Считайте себя боссом тренажерного зала, если вы можете тренироваться в 2,5–3,0 раза больше собственного веса. Возможно, вы не выиграете ни одного национального соревнования по пауэрлифтингу, но вы сможете высоко держать голову практически в любом спортзале.
Возможно, вы не выиграете ни одного национального соревнования по пауэрлифтингу, но вы сможете высоко держать голову практически в любом спортзале.
СОЗДАНИЕ БОЛЬШОЙ СТАТОЙ ТЯГИ
Тренироваться для создания большей становой тяги легко, если вы знаете, что вам нужно делать. Вы не будете болеть от этого стиля тренировок, как при обычной стратегии 3×10, но вы увидите быстрые результаты. Есть три вещи, которые вам нужны, если вы хотите увеличить становую тягу:
Интенсивность – стать сильнее означает поднимать тяжелые веса с весом 85 % от вашего 1ПМ
или выше.
Частота – если вы хотите добиться успеха в чем-то, вам нужно делать это чаще
Разнообразие — Чтобы эффективно тренировать становую тягу, вам необходимо включить в свою программу несколько полезных вариантов становой тяги, чтобы избежать перетренированности и застоя.
 Этот принцип вариации также применим к подходам и повторениям
Этот принцип вариации также применим к подходам и повторениям.
ТРЕНИРОВКА ДЛЯ СТАВОЙ ТЯГИ С Сгибанием ГРЯГИ
Эта тренировка предназначена для тех, кто хорошо владеет техникой становой тяги и приближается или достиг стандарта силы «выше среднего». Тем, кто еще не достиг этого уровня, следует продолжать выполнять становую тягу раз в неделю в сочетании с другими упражнениями для нижней части тела.
Далее следуют две тренировки, которые следует проводить с интервалом в 3-4 дня, например. Понедельник и четверг, чтобы обеспечить адекватное восстановление. В идеале не планируйте тяжелые упражнения для ног или спины за несколько дней до или после тренировок по становой тяге, так как будет слишком много перекрытий.
ТРЕНИРОВКА 1
СТАНОВАЯ ТЯГА
Увеличивайте 4-6 подходов до веса, который вы можете поднять на пять чистых повторений. Отдохните две минуты, а затем сделайте еще один подход. Остановите сет, оставив в запасе 1-2 повторения. Снова отдохните и продолжайте, пока не наберете 25 повторений. Увеличивайте вес примерно на 2,5% каждую неделю или две.
Остановите сет, оставив в запасе 1-2 повторения. Снова отдохните и продолжайте, пока не наберете 25 повторений. Увеличивайте вес примерно на 2,5% каждую неделю или две.
СТАНОВАЯ ТЯГА С ПАУЗОЙ
Снимите 40% веса и выполните три подхода по шесть тяг с паузой. Поднимите штангу от пола на высоту колен, сделайте паузу на 2-3 секунды, а затем встаньте прямо. Опустите штангу обратно на пол и повторите. Это увеличит силу нижней части спины и бедер.
ЖИМ НОГАМИ
К настоящему времени нижняя часть спины устанет, но в ногах еще останется сила. Нагрузите жим ногами весом, который вы можете поднять 12-15 раз. Выполнив необходимое количество подходов, сделайте 50 повторений. Сильные ноги могут помочь вам поднять больший вес, особенно когда вы отрываете штангу от пола.
Сгибание ног
Подколенные сухожилия выполняют две функции; разгибание бедра и сгибание колена. Становая тяга и приседания выполняют первую функцию, но единственный эффективный способ выполнить вторую функцию — это сгибать ноги. Выполните четыре подхода по 8-12 повторений. Варианты включают сидячие, стоячие, лежачие или сгибания ног TRX.
Становая тяга и приседания выполняют первую функцию, но единственный эффективный способ выполнить вторую функцию — это сгибать ноги. Выполните четыре подхода по 8-12 повторений. Варианты включают сидячие, стоячие, лежачие или сгибания ног TRX.
ПОДЪЕМЫ НА НОГИ
Сидя или стоя, сделайте четыре подхода по 12-20 подъемов на носки. Сильные икры могут помочь стабилизировать ваши голени во время тяжелой становой тяги.
ТРЕНИРОВКА 2
Тяга на раме
Установите штангу на штифты или блоки чуть ниже уровня колена. Увеличьте нагрузку до тяжелого сета из 4-6 повторений. Уменьшите вес на 10-15% и сделайте еще два подхода с тем же количеством повторений. Увеличивайте вес примерно на 2,5% каждую неделю или около того.
В качестве альтернативы, выполняйте дефицитную становую тягу, стоя на платформе высотой 3-6 см, чтобы увеличить диапазон движений в нижней точке подъема.
Если вам трудно заставить вес двигаться в начале становой тяги, вам подойдут дефицитные тяги. Если, напротив, блокировка — это сложная часть для вас, придерживайтесь тяги в раме. Если вы сомневаетесь, чередуйте дефицит и вытягивание стойки от одной недели к другой.
Если, напротив, блокировка — это сложная часть для вас, придерживайтесь тяги в раме. Если вы сомневаетесь, чередуйте дефицит и вытягивание стойки от одной недели к другой.
ТЯГА НА СКОРОСТЬ
Используя около 60% своего 1ПМ, выполняйте становую тягу на скорость, сосредоточившись на максимально быстром и взрывном подъеме веса. Делайте по одному повторению каждую минуту в течение 10 минут.
ОБРАТНЫЕ ДЕФИЦИТНЫЕ ВЫПАДЫ
Одновременно работая над квадрицепсами, ягодичными мышцами и подколенными сухожилиями, это упражнение очень мало нагружает нижнюю часть спины и является именно тем, что вам нужно после всех этих становых тяг. Сделайте выпад назад с платформы высотой 5-10 см, удерживая переднюю голень вертикально, а туловище вертикально. Сделайте четыре подхода по 8-12 повторений на каждую ногу.
РАЗВЯЗКИ ДЛЯ СПИНЫ
Используя только собственный вес, сделайте четыре подхода по 12-20 разгибаний спины, используя любую доступную скамью, т. е. горизонтальную или наклонную под углом 45 градусов.
е. горизонтальную или наклонную под углом 45 градусов.
ПОДЪЕМ НА НОГИ СИДЯ ИЛИ СТОЯ
Сидя или стоя, сделайте четыре подхода по 12-20 подъемов на носки. Если раньше вы делали подъемы на носки сидя, сделайте сегодня подъемы на носки стоя, или наоборот.
Следуйте этому плану в течение 6-8 недель, и вскоре вы побьете новый рекорд в становой тяге. Наслаждайтесь неделей легких тренировок, а затем повторите план еще раз.
НОВЫЙ ВКУС КАЛИ КОЛА
ПРОДАЖА НОВИНКА ПРОДАНО ПОД ЗАКАЗ
оксишред хардкор
В продаже от —
От —
 compare_at_price» rv-html=»product.compare_at_price | money_without_trailing_zeros shop.currency | prepend » | append »»/>
compare_at_price» rv-html=»product.compare_at_price | money_without_trailing_zeros shop.currency | prepend » | append »»/>
—
Этот жиросжигатель хардкорного уровня обеспечивает постоянную энергию, четкую фокусировку и улучшение настроения, чтобы вы могли двигаться и сжигать неподатливые жировые клетки.
В корзину + Быстрое добавление
НЕДОСТУПНО В ВАШЕМ МЕСТЕ
{вариант.опция2} — {вариант.опция1}
ВЫСОКИЙ СТИМ ПЕРЕД ТРЕНИРОВКОЙ
РАСПРОДАЖА НОВИНКА ПРОДАНА ПРЕДЗАКАЗ
ОП МАКС | До тренировки
В продаже от —
 compare_at_price» rv-html=»product.compare_at_price | money_without_trailing_zeros shop.currency | prepend » | append »»/>
compare_at_price» rv-html=»product.compare_at_price | money_without_trailing_zeros shop.currency | prepend » | append »»/>
От —
—
Предтренировочный комплекс RP Max обеспечит вас энергией, выносливостью и точностью, чтобы вы могли тренироваться усерднее и работать лучше.
В корзину + Быстрое добавление
НЕДОСТУПНО В ВАШЕМ МЕСТЕ
{вариант.опция2} — {вариант.опция1}
27 г БЫСТРОГО АБСОРБИРУЮЩЕГО БЕЛКА
ПРОДАЖА НОВИНКА ПРОДАНО ПОД ЗАКАЗ
ISOPEPT Гидролизованный сывороточный протеин
В продаже от —
 compare_at_price» rv-html=»product.compare_at_price | money_without_trailing_zeros shop.currency | prepend » | append »»/>
compare_at_price» rv-html=»product.compare_at_price | money_without_trailing_zeros shop.currency | prepend » | append »»/>
От —
—
Подпитайте свои мышцы 27 г сывороточного протеина высочайшего качества и гидролизованного изолята сывороточного протеина
В корзину + Быстрое добавление
НЕДОСТУПНО В ВАШЕМ МЕСТЕ
{variant.option2} — {variant.option1}
Стандартные процессы для расчета погрешности усталостных свойств металлического материала при изгибе вращающегося стержня
Лицензионное соглашение ASTM
ВАЖНО — ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ВХОДОМ В ЭТОТ ПРОДУКТ ASTM.
Приобретая подписку и нажимая на это соглашение, вы вступаете в
контракт, и подтверждаете, что прочитали настоящее Лицензионное соглашение, что вы понимаете
его и соглашаетесь соблюдать его условия. Если вы не согласны с условиями настоящего Лицензионного соглашения,
немедленно покиньте эту страницу, не входя в продукт ASTM.
1. Право собственности:
Этот продукт защищен авторским правом, как
компиляции и в виде отдельных стандартов, статей и/или документов («Документы») ASTM
(«ASTM»), 100 Barr Harbour Drive, West Conshohocken, PA 19428-2959 USA, за исключением случаев, когда
прямо указано в тексте отдельных документов. Все права защищены. Ты
(Лицензиат) не имеет прав собственности или иных прав на Продукт ASTM или Документы.
Это не продажа; все права, право собственности и интерес к продукту или документам ASTM
(как в электронном, так и в печатном виде) принадлежат ASTM. Вы не можете удалять или скрывать
Вы не можете удалять или скрывать
уведомление об авторских правах или другое уведомление, содержащееся в Продукте или Документах ASTM.
2. Определения.
A. Типы лицензиатов:
(i) Индивидуальный пользователь:
один уникальный компьютер с индивидуальным IP-адресом;
(ii) Одноместный:
одно географическое местоположение или несколько
объекты в пределах одного города, входящие в состав единой организационной единицы, управляемой централизованно;
например, разные кампусы одного и того же университета в одном городе управляются централизованно.
(iii) Multi-Site:
организация или компания с
независимое управление несколькими точками в одном городе; или организация или
компания, расположенная более чем в одном городе, штате или стране, с центральным управлением для всех местоположений.
B. Авторизованные пользователи:
любое лицо, подписавшееся
к этому Продукту; если Site License также включает зарегистрированных студентов, преподавателей или сотрудников,
или сотрудник Лицензиата на Одном или Множественном Сайте.
3. Ограниченная лицензия.
ASTM предоставляет Лицензиату ограниченное,
отзывная, неисключительная, непередаваемая лицензия на доступ посредством одного или нескольких
авторизованные IP-адреса и в соответствии с условиями настоящего Соглашения использовать
разрешенных и описанных ниже, каждого Продукта ASTM, на который Лицензиат подписался.
A. Конкретные лицензии:
(i) Индивидуальный пользователь:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные копии
отдельных Документов или частей таких Документов исключительно для собственного использования Лицензиатом.
То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его.
Документа) для временного хранения на одном компьютере в целях просмотра и/или
печать одной копии документа для личного пользования. Ни электронный файл, ни
единственный печатный отпечаток может быть воспроизведен в любом случае. Кроме того, электронный
файл не может распространяться где-либо еще по компьютерным сетям или иным образом. Это
электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или
в противном случае разделены. Одна печатная копия может быть распространена среди других только для их
внутреннее использование в вашей организации; его нельзя копировать. Индивидуальный загруженный документ
иным образом не может быть продана или перепродана, сдана в аренду, сдана в аренду, одолжена или сублицензирована.
(ii) Односайтовые и многосайтовые лицензии:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные копии
отдельных Документов или частей таких Документов для личных целей Авторизованного пользователя.
использовать и передавать такие копии другим Авторизованным пользователям Лицензиата в компьютерной сети Лицензиата;
(c) если образовательное учреждение, Лицензиату разрешается предоставлять
печатная копия отдельных Документов отдельным учащимся (Авторизованные пользователи) в классе по месту нахождения Лицензиата;
(d) право на отображение, загрузку и распространение печатных копий
Документов для обучения Авторизованных пользователей или групп Авторизованных пользователей.
(e) Лицензиат проведет всю необходимую аутентификацию
и процессы проверки, чтобы гарантировать, что только авторизованные пользователи могут получить доступ к продукту ASTM.
(f) Лицензиат предоставит ASTM список авторизованных
IP-адреса (числовые IP-адреса домена) и, если многосайтовый, список авторизованных сайтов.
B. Запрещенное использование.
(i) Настоящая Лицензия описывает все разрешенные виды использования. Любой другой
использование запрещено, является нарушением настоящего Соглашения и может привести к немедленному прекращению действия настоящей Лицензии.
(ii) Авторизованный пользователь не может производить этот Продукт, или
Документы, доступные любому, кроме другого Авторизованного Пользователя, будь то по интернет-ссылке,
или разрешив доступ через его или ее терминал или компьютер; или другими подобными или отличными средствами или договоренностями.
(iii) В частности, никто не имеет права передавать, копировать,
или распространять любой Документ любым способом и с любой целью, за исключением случаев, описанных в Разделе
3 настоящей Лицензии без предварительного письменного разрешения ASTM. Особенно,
за исключением случаев, описанных в Разделе 3, никто не может без предварительного письменного разрешения
ASTM: (a) распространять или пересылать копию (электронную или иную) любой статьи, файла,
или материал, полученный из любого продукта или документа ASTM; (b) воспроизводить или фотокопировать любые
стандарт, статья, файл или материал из любого продукта ASTM; в) изменять, видоизменять, приспосабливать,
или переводить любой стандарт, статью, файл или материал, полученный из любого продукта ASTM;
(d) включать любой стандарт, статью, файл или материал, полученный из любого продукта ASTM или
Документировать в других произведениях или иным образом создавать любые производные работы на основе любых материалов.
получено из любого продукта или документа ASTM; (e) взимать плату за копию (электронную или
иным образом) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или
Документ, за исключением обычных расходов на печать/копирование, если такое воспроизведение разрешено
по разделу 3; или (f) систематически загружать, архивировать или централизованно хранить существенные
части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или
Документ. Включение печатных или электронных копий в пакеты курсов или электронные резервы,
или для использования в дистанционном обучении, не разрешено настоящей Лицензией и запрещено без
Предварительное письменное разрешение ASTM.
(iv) Лицензиат не может использовать Продукт или доступ к
Продукт в коммерческих целях, включая, помимо прочего, продажу Документов,
материалы, платное использование Продукта или массовое воспроизведение или распространение Документов
в любой форме; а также Лицензиат не может взимать с Авторизованных пользователей специальные сборы за использование
Продукт сверх разумных расходов на печать или административные расходы.
C. Уведомление об авторских правах . Все копии материала из ASTM
Продукт должен иметь надлежащее уведомление об авторских правах от имени ASTM, как показано на начальной странице.
каждого стандарта, статьи, файла или материала. Сокрытие, удаление или изменение
уведомление об авторских правах не допускается.
4. Обнаружение запрещенного использования.
A. Лицензиат несет ответственность за принятие разумных мер
для предотвращения запрещенного использования и незамедлительного уведомления ASTM о любых нарушениях авторских прав или
запрещенное использование, о котором Лицензиату стало известно. Лицензиат будет сотрудничать с ASTM
при расследовании любого такого запрещенного использования и предпримет разумные шаги для обеспечения
прекращение такой деятельности и предотвращение ее повторения.
B. Лицензиат должен прилагать все разумные усилия для защиты
Продукт от любого использования, не разрешенного настоящим Соглашением, и уведомляет
ASTM о любом использовании, о котором стало известно или о котором было сообщено.
5. Постоянный доступ к продукту.
ASTM резервирует
право прекратить действие настоящей Лицензии после письменного уведомления, если Лицензиат существенно нарушит
условия настоящего Соглашения. Если Лицензиат не оплачивает ASTM какую-либо лицензию или
абонентской платы в установленный срок, ASTM предоставит Лицензиату 30-дневный период в течение
что бы вылечить такое нарушение. Для существенных нарушений период устранения не предоставляется
связанные с нарушениями Раздела 3 или любыми другими нарушениями, которые могут привести к непоправимым последствиям ASTM.
вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена. Если Лицензиат или Авторизованные пользователи существенно нарушают
настоящую Лицензию или запрещать использование материалов в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
6. Форматы доставки и услуги.
A. Некоторые продукты ASTM используют стандартный интернет-формат HTML.
ASTM оставляет за собой право изменить такой формат с уведомлением Лицензиата за три [3] месяца,
хотя ASTM приложит разумные усилия для использования общедоступных форматов.
Лицензиат и Авторизованные пользователи несут ответственность за получение за свой счет
подходящие подключения к Интернету, веб-браузеры и лицензии на любое необходимое программное обеспечение
для просмотра продуктов ASTM.
B. Продукты ASTM также доступны в Adobe Acrobat
(PDF) Лицензиату и его Авторизованным пользователям, которые несут единоличную ответственность за установку
и настройка соответствующего программного обеспечения Adobe Acrobat Reader.
C. ASTM приложит разумные усилия для обеспечения онлайн-доступа
доступны на постоянной основе. Доступность будет зависеть от периодического
перерывы и простои для обслуживания сервера, установки или тестирования программного обеспечения,
загрузка новых файлов и причины, не зависящие от ASTM. ASTM не гарантирует доступ,
и не несет ответственности за ущерб или возврат средств, если Продукт временно недоступен,
или если доступ становится медленным или неполным из-за процедур резервного копирования системы,
объем трафика, апгрейды, перегрузка запросов к серверам, общие сбои сети
или задержки, или любая другая причина, которая может время от времени делать продукт недоступным
для Лицензиата или Авторизованных пользователей Лицензиата.
7. Условия и стоимость.
A. Срок действия настоящего Соглашения _____________ («Период подписки»).
Доступ к Продукту предоставляется только на Период Подписки. Настоящее Соглашение останется в силе
после этого для последовательных Периодов подписки при условии, что ежегодная абонентская плата, как таковая, может
меняются время от времени, оплачиваются. Лицензиат и/или ASTM имеют право расторгнуть настоящее Соглашение.
в конце Периода подписки путем письменного уведомления, направленного не менее чем за 30 дней.
B. Сборы:
8. Проверка.
ASTM имеет право проверять соответствие
с настоящим Соглашением, за свой счет и в любое время в ходе обычной деятельности
часы. Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашение, для проверки использования Лицензиатом Продукта и/или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
таким образом, чтобы не создавать необоснованного вмешательства в деятельность Лицензиата. Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке и возмещении
ASTM для любого нелицензированного/запрещенного использования. Применяя эту процедуру, ASTM не отказывается от
любое из своих прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности путем
любым другим способом, разрешенным законом. Лицензиат признает и соглашается с тем, что ASTM может внедрять
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
9. Пароли:
Лицензиат должен немедленно уведомить ASTM
о любом известном или предполагаемом несанкционированном использовании(ях) своего пароля(ей) или о любом известном или предполагаемом
нарушение безопасности, включая утерю, кражу, несанкционированное раскрытие такого пароля
или любой несанкционированный доступ или использование Продукта ASTM. Лицензиат несет исключительную ответственность
для сохранения конфиденциальности своего пароля (паролей) и для обеспечения авторизованного
доступ и использование Продукта ASTM. Личные учетные записи/пароли не могут быть переданы.
10. Отказ от гарантии:
Если не указано иное в настоящем Соглашении,
все явные или подразумеваемые условия, заверения и гарантии, включая любые подразумеваемые
гарантия товарного состояния, пригодности для определенной цели или ненарушения прав
отказываются от ответственности, за исключением случаев, когда такие отказы признаются юридически недействительными.
11. Ограничение ответственности:
В случаях, не запрещенных законом,
ни при каких обстоятельствах ASTM не несет ответственности за любые потери, повреждения, потерю данных или за особые, косвенные,
косвенные или штрафные убытки, независимо от теории ответственности,
возникающие в результате или в связи с использованием продукта ASTM или загрузкой документов ASTM.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную Лицензиатом по настоящему Лицензионному соглашению.
12. Общие.
A. Расторжение:
Настоящее Соглашение действует до
прекращено. Лицензиат может расторгнуть настоящее Соглашение в любое время, уничтожив все копии
(на бумажном, цифровом или любом носителе) Документов ASTM и прекращении любого доступа к Продукту ASTM.
B. Применимое право, место проведения и юрисдикция:
Это
Соглашение должно толковаться и толковаться в соответствии с законодательством
Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения
в суды штата и федеральные суды Пенсильвании по любому спору, который может возникнуть в соответствии с настоящим
Соглашение. Лицензиат также соглашается отказаться от любых претензий на неприкосновенность, которыми он может обладать.
C. Интеграция:
Настоящее Соглашение представляет собой полное соглашение
между Лицензиатом и ASTM в отношении его предмета. Он заменяет все предыдущие или
одновременные устные или письменные сообщения, предложения, заверения и гарантии
и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любой цитаты, заказа, подтверждения,
или другое сообщение между сторонами, относящееся к его предмету в течение срока действия
настоящего Соглашения. Никакие изменения настоящего Соглашения не будут иметь обязательной силы, если они не будут в письменной форме
и подписан уполномоченным представителем каждой стороны.
D. Переуступка:
Лицензиат не может уступать или передавать
свои права по настоящему Соглашению без предварительного письменного разрешения ASTM.
E. Налоги.
Лицензиат должен уплатить все применимые налоги,
за исключением налогов на чистый доход ASTM, возникающий в результате использования Лицензиатом Продукта ASTM.
и/или права, предоставленные по настоящему Соглашению.
График гибки стержней
: подготовка, применение и стандарты
Содержание
На строительной площадке существуют различные системы контроля/обеспечения качества для обеспечения эффективной реализации проекта. Одним из них является график изгиба стержней (BBS). График гибки стержней — это документ, в котором указан список элементов конструкции, маркировка стержней, тип армирования, размер стержня, количество стержней для каждого элемента, длина резки, общая длина, форма и расположение/расстояние/положение всех армирующих элементов в рабочий чертеж.
9График гибки стержней 0004 гарантирует, что резка, гибка и укладка арматуры выполняются наиболее эффективным образом на месте. Это также предотвратит чрезмерную трату армирования, сводя к минимуму количество бесполезных обрезков. Документ подготовлен таким образом, чтобы требования и спецификации по армированию можно было безошибочно распознать и применить на месте. Выдается на различные конструктивные элементы, такие как железобетонные балки, колонны, плиты, фундаменты, лестницы и т. д.
В Нигерии таблица со списками стандартных кодов формы, приведенная в BS8666, не обязательно соответствует стилю, используемому на строительных площадках Нигерии. Некоторые модификации обычно вносятся, чтобы избежать путаницы, ошибок и уменьшить рабочую нагрузку / усилия сборщиков (железогибщиков). Для деталировщиков очень характерно рисовать в документе фактическую форму изгиба вместо того, чтобы ссылаться на стандартный код формы.
Читайте также…
Составление графика гибки стержней для плит
Стандарты проектирования и детализации конструкций в Нигерии
Важность графика гибки стержней на строительной площадке невозможно переоценить. Некоторые из них включают:
- Для использования в качестве контрольного документа для клерков, инспекторов, деталировщиков и инженеров-конструкторов по армированию
- Для количественного определения материалов инспектором по количеству во время предконтрактных и постконтрактных операций
- Кому вспомогательный стальной гибочный станок и фиксатор
- Ускорить строительство и надзор;
- Для планирования, выявления несоответствий и сокращения затрат при обращении с подкреплениями.
Подготовка графика гибки стержней
Подготовка графика гибки стержней не должна быть случайной операцией. Начинать следует с соответствующего изучения чертежей деталей арматуры. Обо всех несоответствиях или ошибках (таких как повторяющиеся метки стержней для разных типов стержней), обнаруженных на чертеже, следует сообщать деталировщику, потому что, насколько это возможно, детали структурного чертежа и графика гибки стержней должны быть синхронизированы.
Основные контрольные списки перед началом BBS включают в себя, помимо прочего, следующее:
- Проверка бетонного покрытия каждой поверхности
- Проверка длины притирки на растяжение и сжатие стержней каждого элемента конструкции
- Проверка направления изгиб каждого стержня
- Сгруппировать каждую структурную единицу и этаж за этажом. Например, все элементы первого этажа должны быть запланированы до перехода к следующему этажу, а все фундаменты должны быть закончены до перехода к начальным колоннам.
- Штриховая отметка должна начинаться с 01 и последовательно увеличиваться.
Обозначения в детализации арматуры
Также очень важно знать стиль, используемый чертежником, и его соответствующее значение в стандартной практике детализации. Например, при детализации плиты перекрытия стандартный метод и соответствующий предпочтительный стиль в Нигерии выглядят следующим образом:
Британский стандарт
Нижняя часть (лицевая сторона): B1 (внешний слой) и B2 (второй слой)
Верхняя часть (лицевая сторона): T1 (внешний слой) и T2 (второй слой)
Нигерийский стиль
B1 = Нижняя часть Низ (BB) или Низ (B)
B2 = Низ Верх (BT) или Почти Низ (N)
T1 = Верх Верх (TT) или Верх (T)
T2 = Верх Низ (TB) или Почти Верх (NT)
Однако обычно обозначения, используемые в структурной детализации, приводятся в примечаниях к проекту.
Например, основной стержень плиты обычно детализируется как 12х22-01-250Б1 по стандарту. Однако общепринятое обозначение, используемое в Нигерии, — 12Y12-01-250 BB, что означает 12 номеров высокопрочных деформированных стержней номинального размера 12 мм на расстоянии 250 мм от центра к центру в нижнем слое. Отметка полосы -01- (Примечание: BB — это то же самое, что и нижний внешний слой). Может быть не так много различий в обозначениях, исходя из того, что видно выше, но для деталировщика очень важно ознакомиться с местными стандартами.
Разделы таблицы гибки стержней
Типичная BBS содержит заголовок и раздел таблицы. Заголовок обычно содержит следующую информацию:
НАЗВАНИЕ КОМПАНИИ : Укажите название компании, выпустившей расписание, например. Structville Integrated Services Ltd.
ПРОЕКТ : укажите название проекта. Например. Строительство главных ворот UniAbuja
JOB NO : Это номер, присвоенный заданию компанией или клиентом.
ПОДГОТОВЛЕН : Здесь указано лицо, подготовившее график
ЧЕРТЕЖ № : Здесь указана конкретная страница в чертеже, которая ссылается на график расписание
ЛИСТ № : Постранично показана документация/составление расписания
Стиль представления раздела расписания BBS различается. Разные компании всегда представляют свой график так, как удобно им и их работникам. Некоторые графики включают длину и количество обрезков, ожидаемых от стандартной длины арматуры или структурного элемента, чтобы направлять их при повторном использовании арматуры. Например, на изображениях ниже показаны два варианта графиков.
Однако типичный раздел расписания BBS содержит 10 столбцов в следующем порядке:
[1] MEMBER : Здесь показан конкретный рассматриваемый член. Например, базовый тип 1, базовый тип 2, тип столбца 1, тип столбца 2 и т. д.
[2] МЕТКА ШТРИХА : Отображает различные метки штрихов, присутствующие на чертеже. Например. 01, 02, 03 и т. д.
[3] ТИП и РАЗМЕР : Тип относится к тому, является ли указанная арматура высокой или умеренной текучестью, а размер показывает диаметр стержня и обычно включает 8, 10, 12, 16. , 20, 25, 32 и 40 мм прутки.
[4] №. OF MEMBER : Показывает, сколько раз встречаются определенные структурные элементы. Например, в сведениях об основании, сколько имеется номеров базового типа 1?
[5] №. АРМАТУРЫ В КАЖДОМ : Это означает, сколько раз определенные метки стержня встречаются в этом конкретном элементе.
[6] ИТОГО № REBAR : Этот столбец представляет собой произведение столбцов [5] и [6] для отображения совокупного значения этой конкретной марки стержня.
[7] ДЛИНА РЕЗКИ : Этот столбец следует за предыдущим столбцом. Однако при подготовке графика столбец, показывающий «чертеж формы» арматурного стержня, должен быть выполнен первым, чтобы получить длину резки.
[8] ОБЩАЯ ДЛИНА : Этот столбец представляет собой произведение столбцов [6] и [7] для получения общей длины конкретной метки штриха определенного элемента на всем чертеже. Общая длина — это то, что используется сметчиком для количественной оценки и определения цены. Оттуда каждая длина или тоннаж получается в виде резюме. Для данных также важно знать, сколько рабочих или человеко-часов будет затрачено на работу.
[9] МЕСТОПОЛОЖЕНИЕ ИЛИ ПОЛОЖЕНИЕ ИЛИ МЕЖДУНАРОДНЫЙ ПРОМЕЖУТОК: Это столбец 9 th в расписании. Здесь, если это стена, плита или фундамент, показаны слои и расстояние между стержнями. Если это звено (хомут), показано расстояние, а если это балка, показано положение. Это важная информация для стальных фиксаторов.
[10] ЧЕРТЕЖ ФОРМЫ: Это 10-й -й -й и последний столбец в расписании. Он показывает чертеж и размеры всех изгибов, прямых и предполагаемого направления каждого стержня после размещения. Этот подход является более подробным и простым по сравнению с основным стандартом, где вам нужен отдельный лист списка кодов форм и отдельные столбцы для каждого измерения.
Для подрядчика, который использует ускоренный подход, эта колонка имеет первостепенное значение для изготовления всех форм и фиксации всех элементов, готовых к размещению. Например, все колонны в многоэтажном здании могут быть установлены сразу после мобилизации на стройплощадку.
