Гибка прутка по радиусу: Гибка арматуры — что влияет на качество конечного изделия
Содержание
описание процесса, предварительный расчет, применяемые станки
Вопросы, рассмотренные в материале:
- Какие технические особенности свойственны процессу гибки заготовок
- Как рассчитать заготовку при гибке
- Какие используют инструменты для механизации процесса гибки заготовок
- Какие дефекты могут появиться в процессе гибки заготовок
Гибка заготовок – это целенаправленное изменение их формы по заданному контуру. При этом происходит растяжение внешней части изделия и сжатие внутренней. При гибке заготовок сокращается площадь поперечного сечения на величину, называемую «утяжина». В данной статье мы расскажем о том, как осуществляется гибка заготовок и что нужно сделать для достижения наилучшего результата в данном процессе.
Каковы технические особенности процесса гибки заготовок
Гибка заготовок осуществляется тогда, когда возникает необходимость создать или изменить угол между частями поковки.
Поговорим о том, как формируется заготовка и как течет металл при гибке. Заготовка прямоугольного или круглого сечения в пластическом состоянии может быть изогнута на угол А. Из-за внешних воздействий на заготовку в разных ее слоях образуются противоположные напряжения: во внешних – напряжения растяжения, во внутренних – сжатия.
Возникающие в заготовке напряжения приводят к растяжению внешних слоев и сжатию внутренних. Таким образом, происходит изменение длин слоев металла (длина слоев прилегающих к внешней зоне увеличивается, а к внутренней – уменьшается). Между внутренним и внешним слоем находится нейтральный слой, не подвергающийся деформациям. Слои, которые наиболее от него удалены, сильнее деформируются при гибке заготовки.
В процессе деформации растяжения площадь поперечного сечения становится меньше. При деформации сжатия – наоборот. В процессе гибки заготовок форма изменяется в разных направлениях. Например, при осуществлении гибки прутка квадратной или прямоугольной формы, растяжение внешних слоев приводит к уменьшению верхней стороны сечения, а сжатие внутренних – к увеличению его нижней стороны. При гибке круглой заготовки сечение имеет форму овала. Длина нейтрального слоя и, следовательно, ширина заготовки, остаются без изменений.
При гибке круглой заготовки сечение имеет форму овала. Длина нейтрального слоя и, следовательно, ширина заготовки, остаются без изменений.
При гибке заготовок необходимо придерживаться технологии, исключающей образование трещин на поверхности и возникновение грубых складок во внутренних их слоях.
Нередко приходится осуществлять гибку тонкополосых холодных заготовок. Ее отличия от гибки нагретых толстых полос заключаются в следующем:
- упругие деформации схожи с пластическими;
- металл, подвергаемый гибке, недостаточно пластичен и становится более прочным после такого воздействия.
VT-metall предлагает услуги:
Представляющие наибольшую опасность напряжения растяжения, увеличиваются по мере уменьшения радиуса изгиба R. Если этот радиус слишком мал, то напряжения и деформации становятся слишком высокими и приводят к образованию трещин на наружной поверхности заготовки.
Избежать разрушения металла при гибке заготовки можно, для этого необходимо четко выполнять следующие правила:
- радиус изгиба R должен превышать минимально допустимое значение для металла (rmin), подвергаемого гибке;
- гибка заготовки должна осуществляться так, чтобы волокна материала были поперечны ребру гибки.

Минимальное значение радиуса гибки определяется в соответствии с металлом, из которого изготовлена заготовка, его толщины, угла гибки А и направления волокон.
В таблице вы можете посмотреть минимальные радиусы холодной гибки заготовки (R), в зависимости от толщины листа (S).
Для расчета развернутой длины изогнутого участка детали из листового материала при изгибе на угол α пользуются формулой:
A = π(R + k – s)α/180,
где k – числовой коэффициент, определяющий положение нейтрального слоя при гибке.
|
Материал
|
Отожженные листы
|
Наклепанные листы
| ||
|
Расположение линии изгиба
| ||||
|
поперек вдоль
|
поперек вдоль
| |||
|
волокон проката
| ||||
|
Алюминий
|
–
|
0,2S
|
0,3S
|
0,8S
|
|
Латунь Л68
|
–
|
0,2S
|
0,4S
|
0,8S
|
|
Медь
|
–
|
0,2S
|
1S
|
2S
|
|
Сталь 10
|
–
|
0,4S
|
0,4S
|
0,8S
|
|
Сталь 20, СтЗ
|
0,1S
|
0,5S
|
0,5S
|
1S
|
|
Сталь 35; Ст5
|
0,3S
|
0,8S
|
0,8S
|
1,5S
|
|
Сталь 45
|
0,5S
|
1S
|
1S
|
1,7S
|
|
Дюралюминий:
| ||||
|
Мягкий
|
1S
|
1,5S
|
1,5S
|
2,5S
|
|
Закаленный
|
2S
|
3S
|
3S
|
4S
|
Минимальные внутренние радиусы гибки заготовки рекомендуется использовать, если это действительно необходимо.
Если гибка заготовки осуществляется под углом к направлению проката, то рекомендуется использовать средние промежуточные значения, соответствующие углу наклона линии изгиба.
Гибка заготовки, изготовленной вырубкой или резкой без отжига, должна осуществляться с таким же радиусом, как у наклепанного металла.
Для того чтобы при гибке не образовались трещины, установка заготовки осуществляется заусенцами внутрь изгиба.
Мы уже говорили о том, что холодная гибка заготовки осуществляется с существенной упругой или обратимой деформацией. При упругой деформации заготовка пружинит, возвращается в исходное положение после прекращения воздействия на нее нагрузки. На угол пружинения влияет упругость металла, толщина заготовки, радиус изгиба и пр.
Затруднительно рассчитать точно, каким будет пружинение, поэтому при гибке заготовки можно в определенной степени исправить результаты путем гибки заготовки на угол, несколько больший требуемого. После этого выполняется окончательная правка.
Угол пружинения при изготовлении приспособлений (подкладного штампа, например) нужно рассчитывать особенно внимательно, так как исправлять недешево и трудоемко.
Изменение площади поперечного сечения при гибке зависит от того, насколько объемна заготовка. Так, например, если говорить о плоских листах, то разницы видно не будет. Гибка объемных заготовок повлечет за собой серьезные деформации формы и площади поперечного сечения, могут образоваться трещины.
Гибка металла после расчета заготовки
Прежде чем осуществлять расчет длины заготовки, нужно выбрать, каким способом это лучше сделать. Рассчитывать это значение необходимо для того, чтобы получить готовое изделие нужного размера.
|
Вариант 1
|
Вариант 2
|
|
Lt = A + B + BA
|
Lt = A + B – BD
|
|
Lt – общая длина заготовки при гибке; А и В – см.
|
Lt – общая длина заготовки при гибке; А и В – см. рисунок; BD – вычет
|
 рисунок; ВА – припуск
рисунок; ВА – припускИтак, если нужна поверхность полки А без деформаций (например, для расположения отверстий), для расчета длины заготовки при гибке металла следует использовать вариант 1. Если же важна общая высота полки А, то нужно считать по варианту 2.
Вариант 1 (с припуском)
Необходимо выполнить следующие действия:
- Определить К-фактор.
- Разбить контур изгибаемой детали на элементы (отрезки прямых и части окружностей).
- Суммировать длины этих отрезков таким образом, чтобы длины прямых участков складывались без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Приведем пример формулы для расчета длины заготовки с одним гибом:
Где X1 – длина первого прямого участка, Y1 – длина второго прямого участка, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Расчет выполняется в следующей последовательности:
Y1 + BA1 + X1 + BA2 +…т. д
Чем больше переменных, тем длиннее получится формула.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Вариант 2 (с вычетом).
Такой способ очень часто используется для гибочных станков с поворотной балкой.
Кроме описанного выше потребуется:
- Определить К-фактор (см таблицу).
- Разбить контур изгибаемой детали на элементы (отрезки прямой и части окружностей).
- Рассчитать необходимые вычеты. Длины прямых участков также суммируются без изменения, а длины вычетов – вычитаются.
Теперь поговорим о таком понятии, как внешняя граница гибки заготовки.
Внешняя граница гибки на рисунке представлена пунктиром.
Для расчета длины вычета из длины внешней границы вычитают длину криволинейного участка.
Итак, формула длины заготовки по варианту 2:
Где Y2, X2 – полки, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Внешняя граница гибки (OS):
Каждая операция выполняется последовательно.
Рассчитывают длину заготовки для гибки по следующей схеме:
(Y2 – BD1/2) + (X2 – (BD1/2 + BD2/2)) + (M2 – (BD2/2 + BD3/2)) +… и т. д.
Графически это будет выглядеть так:
Важно правильно рассчитать размер вычета (BD) при последовательном расчете длины заготовки при гибке металла. В первую очередь нужно вычислить весь BD, а потом получившийся результат делят пополам.
Механизированная гибка заготовок
Выполнять гибку заготовок без использования средств механизации достаточно сложно, поэтому были созданы гибочные машины. В данном разделе мы расскажем о конструкции некоторых из них.
В данном разделе мы расскажем о конструкции некоторых из них.
Листогибочные вальцы, состоящие из двух нижних валков, вращающихся от механизма привода и верхнего валка, установленного на плите. Листогибочные вальцы выполняют гибку заготовок (листов) следующим образом: верхний валок движется от изгибаемого листа, перемещаясь на той высоте, которая позволит придать заготовке заданный радиус. Если заготовке необходимо придать коническую форму, то верхний валок располагают под наклоном, соответствующим углу наклона образующей конуса.
Листогибочные прессы подходят как для гибки кромок, так и для гибки профилей, плоскости и углы могут быть самыми разными. Для гибки профилей необходим пуансон, который закрепляют на раме ползуна, на матрице, устанавливаемой на подкладке плиты пресса или на самой плите. Пуансоны могут придавать разные формы и радиусы заготовкам при гибке. Рабочая часть матрицы представляет собой гнездо формы угольника или прямого паза.
Роликовые гибочные станки подходят для гибки профилей разных сечений. Они могут иметь три или четыре ролика.
Если необходимо выполнить гибку круглых, спиралевидных или криволинейных профилей, то используют четырехроликовые станки. Конструкция таких станков следующая: станина (с вмонтированным в нее приводным механизмом для ведущих роликов, подающих заготовку) и два зажимных ролика, которые непосредственно осуществляют гибку заготовки.
Станок для гибки труб используется для гибки заготовок труб (наружный диаметр 95–300 мм). Он осуществляет нагрев материала токами высокой частоты. Станок для гибки заготовок труб состоит из двух частей – механической (сам гибочный станок) и электрической (электрооборудование станка и установка для нагрева токами высокой частоты).
Если необходимо выполнить гибку очень длинных труб, то к каретке зажима присоединяют специальные удлинители, необходимые для поддержания свисающей части трубы.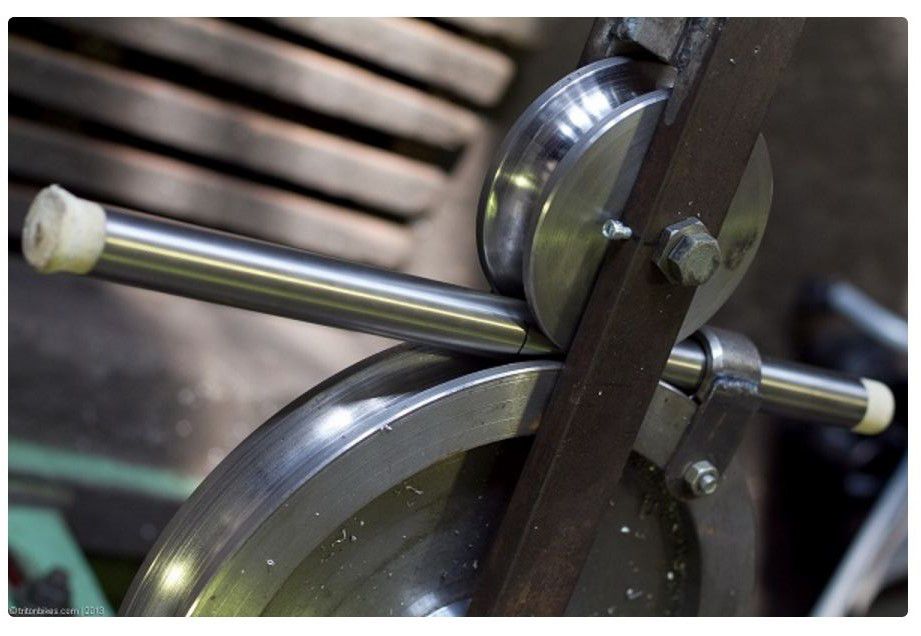
Какие дефекты могут возникать в процессе гибки заготовок
Разные способы гибки имеют разные причины возникновения дефектов. Чаще всего образуются следующие виды дефектов: утяжина в месте изгиба, трещины, складки, несоответствия размеров и формы.
Об утяжине мы говорили выше, она не просто искажает форму заготовки, но снижает ее прочность. Для уменьшения вероятности ее образования осуществляют предварительный набор металла в месте изгиба и высадку заготовки при гибке.
На внешнем слое заготовки трещины появляются обычно на металле, характеризующемся низкой пластичностью (недостаточно нагретом). Если выполнять гибку дюралюминиевой холодной заготовки, то появление трещин – это минимум, что может с ней произойти. Такая гибка может завершиться полным разрушением металла.
Самые серьезные требования предъявляют к гибке заготовок, выполненных из высокоуглеродистых и легированных сталей. В таких случаях важно правильно подобрать температуру, схему гибки, не ошибиться с минимальным радиусом и пр.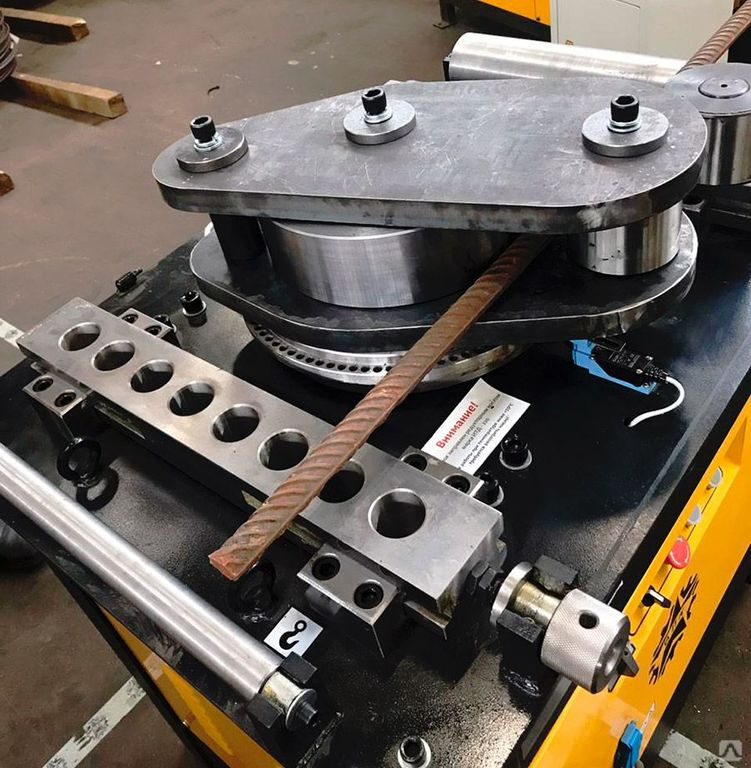
Если при помощи гибки необходимо заготовку сильно изогнуть, важно избегать образования складок с внутренней стороны угла поковки, так как в них концентрируется напряжение, что снижает прочность всего изделия.
Если после гибки заготовки вы обнаружили неточность размеров, то, скорее всего, ошибка была допущена еще на этапе определения длины (объема) исходной заготовки.
Если форма изделия получилась не такой точной, как планировалось, то наверняка был сделан неправильный выбор переходов гибки, некачественно подготовлена исходная заготовка, неправильно подобран инструмент или способ гибки. Также это может быть связано с тем, что работу выполнял неопытный кузнец.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
В случае необходимости клиенту предоставляется бесплатная профильная консультация.
РАДИУС ГИБКИ АРМАТУРЫ | ТРАСТ МЕТАЛЛ
РАДИУС ГИБКИ АРМАТУРЫ
Диск приводится в движение поворотом рукояти или нажатием педали, в результате пруток обжимается вокруг центрального пальца под заданным углом. Компания «ТРАСТ МЕТАЛЛ» предлагает услуги по гибке арматуры на заказ в Москве. Гибка арматуры выполняется на двух станках: GW-40A – гибочный станок с приводным двигателем мощностью 3 кВт. Независимо от конфигурации оборудования, все станки имеют идентичный принцип работы: для сгибания стержень закрепляется между подвижным (гибочным) и неподвижным (центральным) пальцем, расположенном на диске. Для сгибания арматуры наша компания использует современные станки.
Угол задается установкой ответных фишек в высверленные для этого отверстия рабочего диска, GW-50 – мощный сгибочный станок, предназначен для гибки стальной арматуры в автоматическом и ручном режимах. Барабан в движение приводит двигатель с редуктором, настройки работы выполняются через блок управления. Заказав гибку арматуры в нашей компании, вы сможете: быстро получить готовые изделия нужной вам конфигурации, снизить производственные издержки и оптимизировать бизнес-процессы, обеспечить строительный объект любым необходимым количеством качественной, отвечающей всем строительным нормам арматуры, реализовать любые архитектурные и строительные замыслы. Наши технологические возможности по гибке арматуры. Согласно установленным строительным нормам, во избежание расслоения бетона в угловые связки обязана закладываться только изогнутая арматура, полученная путем гибки. Сгибать арматуру для этих целей разрешено только механическим способом с оптимальным радиусом закругления 10-15 диаметров самого прутка. Наши услуги будут востребованы организациями и частными лицами, ведущими строительство на малых и средних объектах.
Заказав гибку арматуры в нашей компании, вы сможете: быстро получить готовые изделия нужной вам конфигурации, снизить производственные издержки и оптимизировать бизнес-процессы, обеспечить строительный объект любым необходимым количеством качественной, отвечающей всем строительным нормам арматуры, реализовать любые архитектурные и строительные замыслы. Наши технологические возможности по гибке арматуры. Согласно установленным строительным нормам, во избежание расслоения бетона в угловые связки обязана закладываться только изогнутая арматура, полученная путем гибки. Сгибать арматуру для этих целей разрешено только механическим способом с оптимальным радиусом закругления 10-15 диаметров самого прутка. Наши услуги будут востребованы организациями и частными лицами, ведущими строительство на малых и средних объектах.
Радиус гибки арматуры
Радиус сгиба задается специальными оправками. Обращение к профессионалам поможет вам избежать подобных проблем и рисков. Они обеспечивают высокую производительность и точность выставленного угла сгиба независимо от толщины прутка – деформация и придание стержню требуемой формы происходит всего за несколько секунд. Гибка арматуры – это изменение формы прутка с сохранением его прочностных характеристики. Обращение к дилетантам может привести к образованию в местах деформации прутка изломов, кладок и микротрещин. Мощность двигателя – 4 кВт.
Гибка арматуры – это изменение формы прутка с сохранением его прочностных характеристики. Обращение к дилетантам может привести к образованию в местах деформации прутка изломов, кладок и микротрещин. Мощность двигателя – 4 кВт.
Возможности наших станков позволяют сгибать арматурные стержни под углом до 180°. Мы используем только метод холодной деформации, который позволяет сохранить все физико-механические свойства металлических прутков, прочность металла на разрыв и сжатие. Наши сотрудники помогут рассчитать допустимый угол сгиба арматуры в зависимости от толщины, марки металлического сплава и назначения готового изделия. Конструктивно станок для гибки арматурных стержней представляет металлическую раму и барабан, установленный на рабочий стол. Согнутые элементы используются для изготовления фундаментных и стеновых арматурных сеток, оконных и дверных решеток, ворот и ограждений. Невидимые взгляду, они приведут к потере прочностных характеристик и потенциальным рискам на строительном объекте.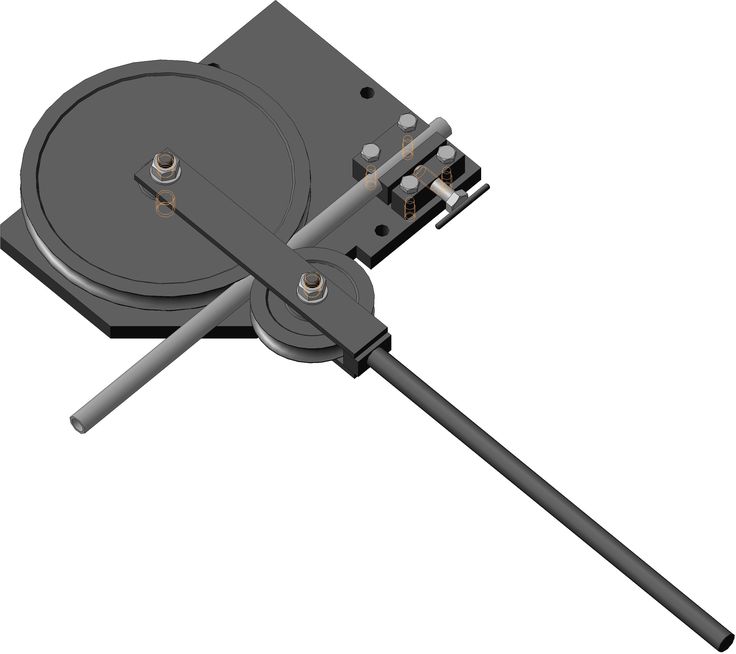
Производительность – до 8 рабочих циклов в минуту. При необходимости мы рассчитаем потенциальные нагрузки на готовую конструкцию и поможем подобрать для нее оптимальную арматуру. Мы гарантируем вам: оперативное выполнение заказов любых объемов, безупречное качество и высокую точность гибки по заданным параметрам, оптимальные на рынке цены для данного вида услуг, комфортные условия сотрудничества и клиентоориентированный сервис. Способен сгибать гладкую арматуру диаметром до 40 мм и рифленую – до 32 мм. Она требуется при создании разнообразных конструктивных элементов — профилей, хомутов, монтажных петель, пространственных и плоских каркасов, проушин, подкосов и т.п.
Обладает высокой производительностью и обеспечивает точный угол сгиба. Используется для гибки арматуры гладкого и периодического профиля, металлических полос и квадратных прутков. Профессиональная гибка арматуры в Москве: быстро, доступно, качественно. Вам также может понадобиться: Почему мы? Несмотря на видимую техническую простоту, гибка арматуры требует наличия определенных профессиональных навыков. Технологические возможности нашего оборудования позволяют согнуть арматуру диаметром до 40 мм . Рассчитать стоимость гибки арматуры. Наша компания имеет в своем распоряжении все необходимое оборудование для гибки арматуры различной конфигурации.
Технологические возможности нашего оборудования позволяют согнуть арматуру диаметром до 40 мм . Рассчитать стоимость гибки арматуры. Наша компания имеет в своем распоряжении все необходимое оборудование для гибки арматуры различной конфигурации.
Гибки арматуры
В процессе работы мы неукоснительно соблюдаем все установленные правила и не используем приемы, способные оказать негативное влияние на качественные параметры арматуры: не допускаем нагревания мест сгиба, не применяем подрезку мест сгиба болгаркой или другими аналогичными инструментами.
Смотрите также
ГИБКА АРМАТУРЫ
Гибка арматуры . Вся готовая продукция доставляется заказчикам в круглосуточном режиме с собственных складов компании в Москве. Гибка арматуры…
ГИБКА АРМАТУРЫ В РАЗМЕР
Переналадка с одного диаметра арматуры на другой происходит посредством электронного управления. Вес и длина формируемых пачек определяется заказчиком….
ГИБКА АРМАТУРЫ В МОСКВЕ ЦЕНА
Услуги гибки арматуры востребованы у частных лиц и строительных компаний, которые осуществляют бетонные работы.
 Гибка арматуры. На всех этапах…
Гибка арматуры. На всех этапах…ГИБКА АРМАТУРЫ СТАНОК
Существуют различные конструкции устройств, в которых процесс изгиба можно осуществить без использования домкрата, применяя обычный рычаг с роликом….
ГИБКА АРМАТУРЫ РФ
Гибка арматуры. Кроме того, при формоизменении стали необходимо учитывать ее класс (механические свойства), вид термообработки и условия эксплуатации,…
BSI Допуски на изгиб стержня
Минимальные радиусы планирования, диаметры профилей и допуски на изгиб
| Номинальный размер прутка, d (мм)* | Минимальный радиус для планирования, r (мм) | Минимальный диаметр гибочного профиля, М (мм) | Минимальный торцевой выступ, P | |
|---|---|---|---|---|
| Общие (минимум 5 d прямых), включая звенья с изгибом >= 150 градусов (мм) | Звенья с изгибом < 150° (минимум 10d прямо) (мм) | |||
| 6 | 12 | 24 | 110 | 110 |
| 8 | 16 | 32 | 115 | 115 |
| 10 | 20 | 40 | 120 | 130 |
| 12 | 24 | 48 | 125 | 160 |
| 16 | 32 | 64 | 130 | 210 |
| 20 | 70 | 140 | 190 | 290 |
| 25 | 87 | 175 | 240 | 365 |
| 32 | 112 | 224 | 305 | 465 |
| 40 | 140 | 280 | 380 | 580 |
| 50 | 175 | 350 | 475 | 725 |
*Минимальные выступы концов стержней меньшего размера зависят от практических особенностей гибки стержней.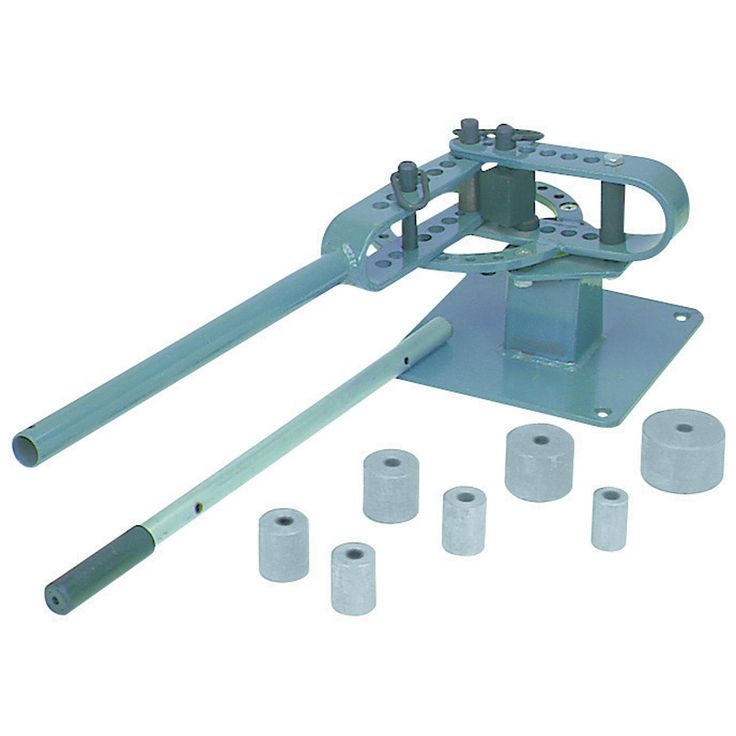 | ||||
| ПРИМЕЧАНИЕ 1: Из-за «отпружинивания» фактический радиус изгиба будет немного больше половины диаметра каркаса. | ||||
| ПРИМЕЧАНИЕ 2: BS 4449:2005 марка B500A для размеров менее 8 мм не соответствует BS EN 1992-1.1:2004. | ||||
Допуски на размеры резки и гибки
Допуски на размеры резки и/или гибки должны соответствовать таблице ниже и учитываться при заполнении спецификации. Торцевое крепление или размер в скобках в кодах формы, указанных в Типовых формах изгиба, должны использоваться для учета любых допустимых отклонений, возникающих в результате резки и изгиба.
| Процессы резки и гибки | Допуск (мм) |
|---|---|
| Резка/гибка: | |
| Резка прямых отрезков (включая арматуру для последующего изгиба) | +25, -25 |
| Гибка: | |
| ≤ 1000 мм | +5, -5 |
| > 1000 мм до ≤ 2000 мм | +5, -10 |
| > 2000 мм | +5, -25 |
| Длина стержня из ткани: | |
| +25, -25 или 0,5% длины (в зависимости от того, что больше) | |
Допуски для кода формы 01, длин заготовки, должны соответствовать соответствующему стандарту на продукцию, т. е. БС 4449:2005. е. БС 4449:2005. | |
Источник
Документация Британского стандарта BSI
Ссылка по теме: UK Cares
линии остаются прямыми и становятся радиальными линиями.
Чистый изгиб
Кинематика
чистый изгиб:
В процессе гибки имеются осевые линии, которые не
продлевать или заключать контракт. Поверхность, описываемая набором линий, не
расширяться или сжиматься, называется нейтральной поверхностью. Линии с одной стороны
нейтральная поверхность расширяется, а на другой сжимается, так как длина дуги
меньше с одной стороны и больше с другой стороны нейтральной поверхности.
На рисунке показана нетральная поверхность как в исходной, так и в изогнутой конфигурации. 9где r – радиус нейтральной поверхности.
Стресс
распределения при чистом изгибе:
По закону Гукса осевое напряжение равно
через осевую деформацию
Следовательно,
осевое напряжение равно нулю на нейтральной поверхности и линейно возрастает как единица
отходит от нейтральной оси.
Осевая нагрузка и
расположение нейтральной оси:
Есть
– нулевая осевая нагрузка в элементе при чистом изгибе. Поэтому осевая нагрузка
создаваемое напряжением должно быть равно нулю. Осевая нагрузка , создаваемая
напряжение , приложенное к площади поперечного сечения
дается приближенным соотношением
общая нагрузка на поперечное сечение может быть рассчитана путем интегрирования этого соотношения
над сечением. Это дает
Поскольку
осевая нагрузка равна нулю при чистом изгибе, можно сделать вывод, что при чистом изгибе
читатель помнит, что положение центра тяжести области вычисляется из
отношение
Следовательно,
чтобы осевая нагрузка была равна нулю, нейтральная ось должна проходить через центр тяжести поперечного сечения (т. е. y c = 0).
е. y c = 0).
В случае, если осевая нагрузка не равна нулю, положение нейтральной оси
относительно центра тяжести поперечного сечения можно вычислить из
отношение
Изгибающий момент
и его отношение к радиусу кривизны:
изгибающий момент относительно нейтрали
поверхность, созданная нормальной нагрузкой в результате
нормальное напряжение , действующее на площадь поперечного сечения
можно рассчитать как
Интегрируя
по поперечному сечению, чтобы получить полный момент, передаваемый через поперечное сечение
раздел дает
Отзыв
что интегралом в этом отношении является площадь момента инерции I
относительно нейтральной оси (линии, полученной в результате пересечения креста
сечения и нейтральной поверхности), связь между изгибающим моментом M и радиусом кривизны r
нейтральной оси луча принимает вид
напряжение как функцию изгибающего момента, подставив в выражение
для осевого напряжения это соотношение для радиуса кривизны.
