Гнем арматуру: Гнем арматуру с помощью самодельного станка и без – metmaStanki.ru
Содержание
Гнем арматуру с помощью самодельного станка и без – metmaStanki.ru
Мы остановились на простом варианте станка для гибки арматуры который можно сделать своими руками. Еще вы узнаете простые способы гибки арматуры вручную.
Если вы начали возводить новый дом, то, для укрепления бетонного фундамента вам понадобится сделать армированный каркас. Арматурный прут выпускается, как любой металлопрокат, исключительно в прямом виде. А ведь для того, чтобы изготовить каркас из арматуры, ее надо определенным образом погнуть. Причем выполнять эту операцию придется непосредственно на месте строительства. Рациональный выход есть лишь один — это сделать станок для гибки арматуры своими руками.
Потраченное время и средства на самодельный станок для гибки арматуры окупиться еще на стадии строительства фундамента вашего дома. Его можно будет также использовать и в дальнейшем. Например, для изготовления закладных деталей, таких, как оконные или дверные перемычки. Но и после этого он не раз сможет вам пригодиться для сборки различных стальных конструкций.
Принцип сгибания арматуры
Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси. При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания.
Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.
Как согнуть арматуру без специального устройства
И все-таки начнем с того, что вам срочно надо согнуть небольшое количество тонкого металлического прутка. Для этого разберем несколько способов, как гнуть арматуру с помощью подручных средств.
Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
- С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды.
 Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.
Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.
Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Хотя, при хороших физических данных и небольших диаметрах металлического прутка, эти способы, как правило, на практике являются самыми универсальными арматурогибами в домашних условиях.
Как сделать приспособление для гибки арматуры
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.
Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы.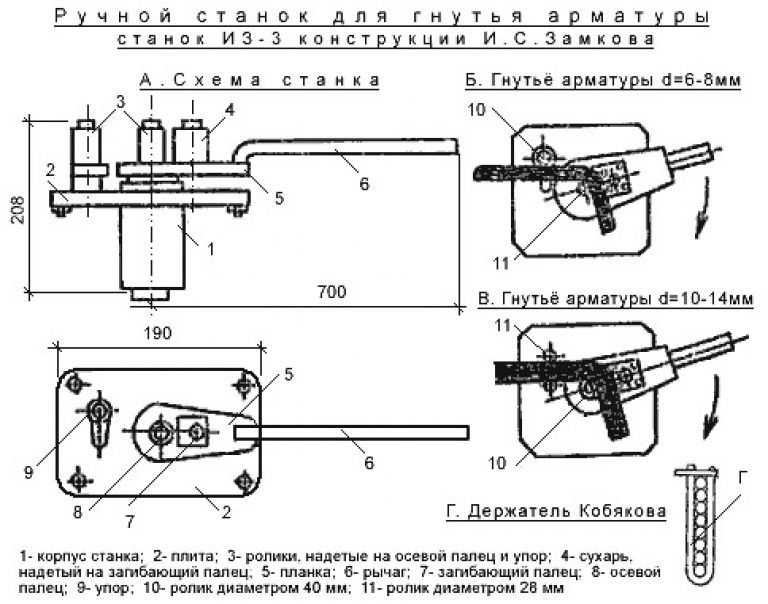 В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм.
По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием. - Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре.
 К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором. - Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки.
 Одеваем на осевой упор валик поворотного механизма с рычагом.
Одеваем на осевой упор валик поворотного механизма с рычагом. - Производим обкатку готового станка для гибки арматуры и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.
Достоинства
Приспособления для гибки арматуры своими руками имеет ряд преимуществ перед стационарными станками заводского изготовления такие, как:
- простая конструкция,
- недорогая в изготовлении,
- хорошая надежность.
- мобильность,
- не нужен источник электроэнергии.

Если это устройство покажется сложным в реализации, можете перенять опыт фирмы «КаркасЭлитСтрой», которые предоставили эти чертежи станка для гибки арматуры:
Основание станка
Петля станка
Общий вид станка
Альтернативные способы работы с арматурой
Если вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
- движущаяся часть,
- несколько валов,
- двусторонние упоры.
Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео.
А вот для того, чтобы полностью понимать физику происходящих процессов и не допускать брака в своей работе с различным металлическим профилем, вам пригодится следующая таблица:
Таблица минимальных радиусов гиба арматуры, прутка и кругляка
404 — страница не найдена
Cтраница не найдена.
К сожалению, страница, которую вы запросили, не была найдена.
Вы можете перейти на главную страницу
или воспользоваться каталогом товаров.
Ваш город Воронеж?
При выборе изменится адрес и контакты представительства в вашем городе, а также актуальный ассортимент товаров.
- Россия
- Казахстан
- Белоруссия
- Кыргызстан
- Узбекистан
- Таджикистан
Выберите ваш город
Россия
Россия
Казахстан
Белоруссия
Кыргызстан
Узбекистан
Таджикистан
Владивосток
Екатеринбург
Казань
Красноярск
Москва
Нижний Новгород
Новосибирск
Пермь
Ростов-на-Дону
Санкт-Петербург
Сургут
Челябинск
Актау
Актобе
Алматы
Атырау
Ашхабад
Душанбе
Жезказган
Караганда
Кокшетау
Костанай
Кызылорда
Нур-Султан (Астана)
Павлодар
Петропавловск
Семей
Талдыкорган
Тараз
Туркестан
Уральск
Усть-Каменогорск
Шымкент
Минск
Ташкент
Ангарск
Архангельск
Астрахань
Балаково
Барнаул
Белгород
Бийск
Благовещенск
Братск
Брянск
Великий Новгород
Владивосток
Владикавказ
Владимир
Волгоград
Волжский
Вологда
Воронеж
Грозный
Дзержинск
Екатеринбург
Иваново
Ижевск
Иркутск
Йошкар-Ола
Казань
Калининград
Калуга
Кемерово
Киров
Кострома
Краснодар
Красноярск
Курган
Курск
Липецк
Магнитогорск
Махачкала
Москва
Мурманск
Набережные Челны
Нижневартовск
Нижнекамск
Нижний Новгород
Нижний Тагил
Новокузнецк
Новороссийск
Новосибирск
Ноябрьск
Омск
Орёл
Оренбург
Орск
Пенза
Пермь
Петрозаводск
Псков
Ростов-на-Дону
Рыбинск
Рязань
Салехард
Самара
Санкт-Петербург
Саранск
Саратов
Севастополь
Северодвинск
Симферополь
Смоленск
Сочи
Ставрополь
Старый Оскол
Стерлитамак
Сургут
Сыктывкар
Таганрог
Тамбов
Тверь
Тольятти
Томск
Тула
Тюмень
Улан-Удэ
Ульяновск
Уфа
Хабаровск
Ханты-Мансийск
Чебоксары
Челябинск
Череповец
Чита
Шахты
Энгельс
Якутск
Ярославль
Актау
Актобе
Алматы
Атырау
Ашхабад
Душанбе
Жезказган
Караганда
Кокшетау
Костанай
Кызылорда
Нур-Султан (Астана)
Павлодар
Петропавловск
Семей
Талдыкорган
Тараз
Туркестан
Уральск
Усть-Каменогорск
Шымкент
Брест
Витебск
Гомель
Гродно
Минск
Могилёв
Баткен
Бишкек
Джалал-Абад
Каракол
Нарын
Ош
Талас
Андижан
Бухара
Нукус
Самарканд
Ташкент
Фергана
Бохтар
Бустон
Вахдат
Гиссар
Гулистон
Душанбе
Истаравшан
Истиклол
Исфара
Канибадам
Куляб
Курган-Тюбе
Левакант
Нурек
Пенджикент
Рогун
Турсунзаде
Хорог
Худжанд
Обратный звонок
Введите имя
Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Оформление заказа
Введите имя
Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Запрос цены
Введите имя Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Товар добавлен!
Обращение к генеральному директору
Введите имя
Введите номер телефона
Документы
Скачать архивом
Сообщить об ошибке
Опишите проблему с которой вы столкнулись на сайте
Мы временно отключили форму «Оформить заказ» из-за технического сбоя.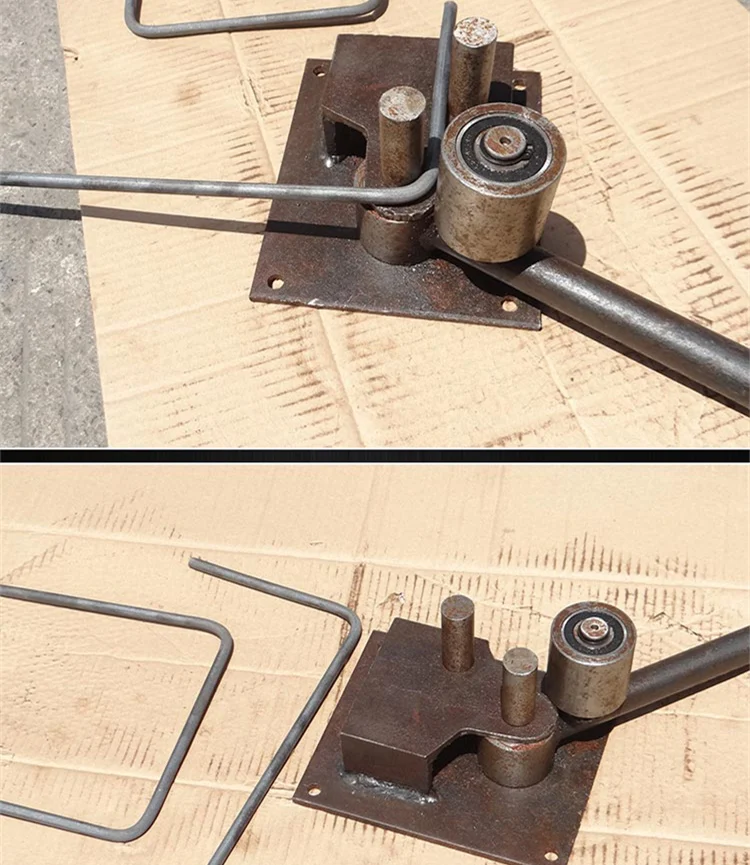
Извините за неудобства!
[email protected]+7 (499) 490-20-31
Откликнуться
Стандартный крюк и изгиб для арматуры
Последнее обновление: вс, 19 февраля 2023 г. |
Железобетон
(d) Если анкеровка или развитие для fy специально не требуются, армирование сверх того, что требуется по расчету (согласно требованию)/(предусмотрено)
В 12.5.3(b) и 12.5.3(c), db — диаметр стержня с крюком, и первая стяжка или стремя должны охватывать изогнутую часть крюка в пределах 2db от внешней стороны изгиба.
- Рис. R12.5 — Детали стержня с крючками для разработки стандартных крюков там же
- Рис. R12.5.3(b) — Стяжки или стремена, расположенные параллельно разрабатываемому стержню, на расстоянии друг от друга по длине хвостового выступа крючка плюс изгиб.
Испытания 1212 показывают, что близко расположенные стяжки на изгибе стержня с крюком или рядом с ним наиболее эффективны для удержания стержня с крюком. В строительных целях это не всегда возможно. Случаи, когда можно использовать коэффициент модификации 12.5.3(b), показаны на рис. R12.5.3(a) и (b). На рис. R12.5.3 (a) показано размещение стяжек или хомутов перпендикулярно разрабатываемому стержню, с интервалом по длине развертывания 1dh крюка. Рисунок R12.5.3(b)
В строительных целях это не всегда возможно. Случаи, когда можно использовать коэффициент модификации 12.5.3(b), показаны на рис. R12.5.3(a) и (b). На рис. R12.5.3 (a) показано размещение стяжек или хомутов перпендикулярно разрабатываемому стержню, с интервалом по длине развертывания 1dh крюка. Рисунок R12.5.3(b)
показывает размещение стяжек или хомутов параллельно разрабатываемому стержню по длине хвостового удлинения крючка плюс изгиб. Последняя конфигурация была бы типичной в соединении колонны балки.
Фактор избыточного армирования в 12.5.3(d) применяется только в тех случаях, когда анкеровка или развитие для полного fy специально не требуются. Коэффициент А для легкого бетона является упрощением по сравнению с процедурой в 12.2.3.3 ACI 318-83, в которой увеличение варьируется от 18 до 33 процентов, в зависимости от количества используемого легкого заполнителя. В отличие от развития прямого стержня, не делается различий между верхними стержнями и другими стержнями; в любом случае такое различие трудно для стержней с крючками. Минимальное значение ldh указано для предотвращения выхода из строя при прямом выдергивании в случаях, когда крюк может располагаться очень близко к критическому участку. Хуки нельзя считать эффективными при сжатии.
Минимальное значение ldh указано для предотвращения выхода из строя при прямом выдергивании в случаях, когда крюк может располагаться очень близко к критическому участку. Хуки нельзя считать эффективными при сжатии.
Испытания 1213 показывают, что длина развертывания для стержней с крючками должна быть увеличена на 20 процентов, чтобы учесть снижение сцепления, когда арматура покрыта эпоксидной смолой.
12.5.4 — Для стержней, устанавливаемых стандартным крюком на прерывистых концах элементов с боковым и верхним (или нижним) покрытием над крюком менее 2-1/2 дюйма, стержень с крюком должен быть заключен в стяжки. или стремена, перпендикулярные разрабатываемому стержню, на расстоянии не более 3db по ldh. Первая стяжка или стремя должны охватывать изогнутую часть крюка в пределах 2db от внешней стороны изгиба, где db — диаметр стержня с крючком. В этом случае коэффициенты 12.5.3(b) и (c) не применяются.
R12.5.4 — Крюки для стержней особенно подвержены разрушению бетона, если боковая крышка (нормально к плоскости крюка) и верхняя или нижняя крышка (в плоскости крюка) малы. См. рис. R12.5.4. При минимальном удержании, обеспечиваемом бетоном, необходимо дополнительное удержание, обеспечиваемое стяжками или хомутами, особенно если полная прочность стержня должна быть обеспечена крючковым стержнем с таким небольшим покрытием. Случаи, когда для фиксации крюков могут потребоваться стяжки или хомуты, возникают на концах свободно опертых балок, на свободных концах консолей и на концах элементов, входящих в соединение, где элементы не выходят за пределы соединения. Напротив, если расчетное напряжение стержня настолько низкое, что крюк не нужен для крепления стержня, стяжки или хомуты не нужны. Кроме того, положения 12.5.4 не распространяются на крюкообразные стержни на прерывистых концах плит с ограничением, обеспечиваемым сплошной плитой с обеих сторон, перпендикулярных плоскости крюка.
См. рис. R12.5.4. При минимальном удержании, обеспечиваемом бетоном, необходимо дополнительное удержание, обеспечиваемое стяжками или хомутами, особенно если полная прочность стержня должна быть обеспечена крючковым стержнем с таким небольшим покрытием. Случаи, когда для фиксации крюков могут потребоваться стяжки или хомуты, возникают на концах свободно опертых балок, на свободных концах консолей и на концах элементов, входящих в соединение, где элементы не выходят за пределы соединения. Напротив, если расчетное напряжение стержня настолько низкое, что крюк не нужен для крепления стержня, стяжки или хомуты не нужны. Кроме того, положения 12.5.4 не распространяются на крюкообразные стержни на прерывистых концах плит с ограничением, обеспечиваемым сплошной плитой с обеих сторон, перпендикулярных плоскости крюка.
12.5.5 — Крюки не считаются эффективными для разработки стержней при сжатии.
R12.5.5 — При сжатии крюки неэффективны и не могут использоваться в качестве крепления.
- Рис. R12.5.4 — Бетонное покрытие по 12.5.4
12.6 — Механическая анкеровка
12.6.1 — В качестве анкеровки допускается любое механическое устройство, способное развивать прочность арматуры без повреждения бетона.
12.6.2 — Результаты испытаний, подтверждающие пригодность таких механических устройств, должны быть представлены ответственному за строительство.
12.6.3 — Развертка арматуры должна состоять из комбинации механической анкеровки плюс дополнительная длина заделки арматуры между точкой максимального напряжения стержня и механической анкеровкой.
12.7 — Разработка сварной деформируемой проволочной арматуры на растяжение
КОММЕНТАРИЙ R12.6 — Механическая анкеровка
R12.6.1 — Механическая анкеровка может быть сделана достаточной для обеспечения прочности как для напрягающих элементов, так и для стержневой арматуры.
R12.6.3 — Полное развитие стержня состоит из суммы всех частей, которые способствуют закреплению. Если механическая анкеровка не способна обеспечить требуемую расчетную прочность арматуры, между механической анкеровкой и критическим сечением должна быть предусмотрена дополнительная длина заделки арматуры.
Если механическая анкеровка не способна обеспечить требуемую расчетную прочность арматуры, между механической анкеровкой и критическим сечением должна быть предусмотрена дополнительная длина заделки арматуры.
R12.7 — Развертка сварной деформированной проволочной арматуры при растяжении
12.7.1 — Длина развертки при растяжении сварной деформированной проволочной арматуры, 1d, измеренная от точки критического сечения до конца проволоки, должна рассчитываться как произведение 1d, из 12.2.2 или 12.2.3, умноженное на коэффициент усиления сварной проволоки из 12.7.2 или 12.7.3. Допускается уменьшение 1d в соответствии с 12.2.5, если применимо, но 1d не должно быть менее 8 дюймов, за исключением расчета соединений внахлестку по 12.18. При использовании коэффициента армирования сварной проволоки из 12.7.2 допускается использование эпоксидной смолы.0003
| коэффициент покрытия 1,0 для арматуры из сварной проволоки с эпоксидным покрытием по 12.2.2 и 12.2.3.
12.7.2 — Для сварной арматуры из деформированной проволоки с по крайней мере одной поперечной проволокой в пределах 1d и не менее 2 дюймов от точки критического сечения коэффициент усиления сварной проволокой должен быть больше:
, но не более чем 1,0, где s — расстояние между разрабатываемыми проволоками.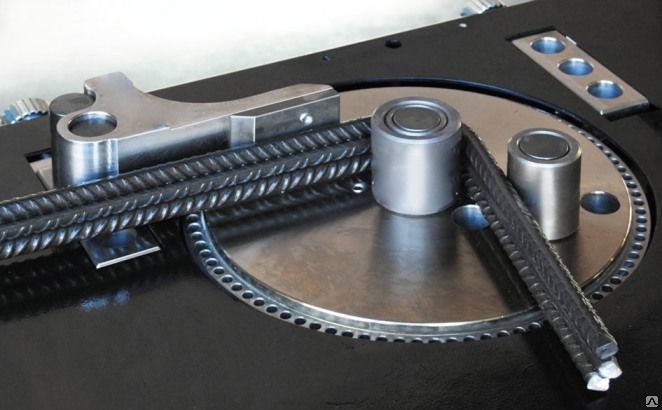
На рисунке R12.7 показаны требования к разработке сварной арматуры из деформированной проволоки с одной поперечной проволокой в пределах проектной длины. АСТМ А 497 для сварной арматуры из деформированной проволоки требуется та же прочность сварного шва, что и для сварной арматуры из простой проволоки (ASTM A 185). Часть деформации приходится на сварные швы, а часть на длину деформированной проволоки. Вычисления проявления упрощены по сравнению с более ранними положениями кода для развертывания проволоки за счет предположения, что только одна поперечная проволока содержится в длине развертывания. Коэффициенты в 12.7.2 применяются к длине развертывания деформированной проволоки, рассчитанной по 12.2, но с абсолютным минимумом 8 дюймов. Явное заявление о том, что множитель армирования сварной простой проволоки не должен быть больше 1, исправляет оплошность в более ранних нормах. Множители были получены с использованием общих соотношений между деформированной сварной проволочной арматурой и деформированной проволокой в значениях l^b 19код 83.
Испытания1214 показали, что арматура из сварной проволоки с эпоксидным покрытием имеет, по существу, такую же прочность и прочность соединения, что и арматура из сварной проволоки без покрытия, поскольку поперечные проволоки обеспечивают основное крепление для проволоки. Таким образом, коэффициент эпоксидного покрытия 1,0 используется для развертки и стыковки сварной арматуры с эпоксидным покрытием с поперечными проволоками в пределах стыка или развертки.
12.7.3 — Для сварной арматуры из деформированной проволоки без поперечных проволок в пределах 1d или с одной поперечной проволокой на расстоянии менее 2 дюймов от точки критического сечения коэффициент армирования сварной проволокой должен приниматься равным 1,0, а 1d должен определять как для деформированной проволоки.
12.7.4 — Если в сварной арматуре из деформированной проволоки присутствуют какие-либо плоские проволоки в направлении длины развертывания, арматура должна быть развернута в соответствии с 12. 8.
8.
- Рис. R12.7—Разработка сварной арматуры из деформированной проволоки.
12.8 — Развитие сварной арматуры из гладкой проволоки на растяжение
R12.8 — Разработка сварной арматуры из гладкой проволоки при растяжении
Предел текучести сварной арматуры из гладкой проволоки следует считать полученной путем заделки двух поперечных проволок с более близким поперечным сечением провода не менее 2 дюймов от точки критической секции. Однако td должно быть не менее
На рис. R12.8 показаны требования к разработке сварной арматуры из гладкой проволоки, при этом разработка в основном зависит от расположения поперечных проволок. Для сварной арматуры из гладкой проволоки, изготовленной из проволоки меньшего размера, заделка не менее двух поперечных проволок на расстоянии 2 дюйма или более от точки критического сечения достаточна для достижения полного предела текучести закрепленных проволок. Однако для сварной арматуры из гладкой проволоки, изготовленной из более крупных близко расположенных проволок, требуется более длинная заделка, и для этой арматуры предусмотрена минимальная длина развертывания.
, где td измеряется от точки критического сечения до крайней точки поперечного сечения, а s — расстояние между проводами, подлежащими развертыванию. Если предусмотренная арматура превышает требуемую, td может быть уменьшена в соответствии с 12.2.5. Длина td должна быть не менее 6 дюймов, за исключением расчета соединений внахлестку по 12.19.
12.9 — Развертка напрягаемой пряди Р12.9 — Развертка напрягаемой пряди
12.9.1 — За исключением случаев, предусмотренных в 12.9.1.1, семипроволочная прядь должна быть связана за пределами критического сечения на расстоянии не менее
Продолжить чтение здесь: 1210 Развитие гибкой арматуры Общее
Была ли эта статья полезной?
Мастерские по резке и гибке арматуры и производство арматурной стали
Описание проекта
Empresa Grupo Intl* состоит из двадцати компаний, которые, в свою очередь, разделены на несколько юридических лиц. Группа присутствует на трех континентах. Его основная деятельность связана с добычей железной руды для производства сортового проката. Некоторые из его компаний производят 9Арматурная сталь 0113 : Empresa Arm* производит резку и гнутую сталь на 18 предприятиях, три из которых также разрабатывают и производят специальные сварные сетки. Empresa Malla* производит стандартную сетку на одном предприятии.
Его основная деятельность связана с добычей железной руды для производства сортового проката. Некоторые из его компаний производят 9Арматурная сталь 0113 : Empresa Arm* производит резку и гнутую сталь на 18 предприятиях, три из которых также разрабатывают и производят специальные сварные сетки. Empresa Malla* производит стандартную сетку на одном предприятии.
Общий объем производства составляет около 50 000 тонн в месяц гнутой и резаной стали, 10 000 тонн стандартной сетки и 3 000 тонн специальной сетки.
Их оборудование отличается от одной производственной площадки к другой, но включает в себя несколько автоматизированных станков.
Сырье предоставлено Empresa Grupo Intl*.
Требования
Группа менеджеров, ответственная за проект программного обеспечения , определила все требования различных отделов филиалов Группы. Основные элементы были определены для пяти основных подразделений: управления, проектно-конструкторского отдела, производственного отдела, отдела логистики и финансового отдела.
Руководству требовался инструмент, который позволял бы управлять работой нескольких площадок и консолидировать все данные в специальной статистике. Необходимо учитывать ограничения, возникающие из-за разнообразия единиц, валют, местоположений и языков. Кроме того, было необходимо, чтобы проверки выполнялись в ключевых областях всего процесса, например, автоматическая проверка действительности ценового предложения менеджером по продажам, если общая сумма превышала определенную сумму, которую необходимо было определить. Долгосрочный прогноз потребностей в сырье был необходим для того, чтобы донести эти потребности до стана Группы и, следовательно, лучше организовать прокатные пробеги по диаметру.
Конструкторско-технический отдел хотел облегчить ввод данных в списки, которые должны быть составлены на основе чертежей. Для этого их файлы CAD необходимо было отсканировать в цифровом виде, чтобы извлечь спецификации материалов (BOM) для автоматической интеграции в пакет программного обеспечения. Также необходимо было упростить конструкцию специальных панелей, как для преобразования обычных арматурных стержней, так и для создания арматурных стержней с использованием заданной геометрии.
Также необходимо было упростить конструкцию специальных панелей, как для преобразования обычных арматурных стержней, так и для создания арматурных стержней с использованием заданной геометрии.
Производственный отдел рассматривал возможность перехода на модель «точно в срок» для сокращения погрузочно-разгрузочных операций и промежуточных запасов, а также для соблюдения сроков. Управление машинами, независимо от сложности машин и типа производства, требовало оптимизации, мониторинга в режиме реального времени и обеспечения прослеживаемости сырья, машин и операторов. Визуальные инструменты были сочтены необходимыми для облегчения ответа клиенту. Кроме того, должна была быть возможность интегрировать в систему планы технического обслуживания рабочих станций с напоминанием о важных сроках для каждой машины, отправляемым непосредственно оператору.
Необходимо было зарегистрировать входящее сырье в системе через интерфейс с ERP Группы. Также было необходимо повторное использование заводских этикеток на машинах.
Отделу логистики потребовалась оптимизация доставки в режиме реального времени в модели Google Maps®. Он также хотел, чтобы вес, определяемый платформенными весами как на входе, так и на выходе из грузовиков, автоматически интегрировался в накладные, что также должно позволить автоматически контролировать вес поступающих материалов.
Финансовому отделу требовалась очень точная стандартная модель производственных затрат, включающая косвенные затраты, а также затраты на амортизацию завода и оборудования. Эксплуатационные расходы, такие как электроэнергия, управление и техническое обслуживание, также должны быть приняты во внимание. Стандартная стоимость производства автоматически сравнивается с фактической стоимостью производства на основе проверок в режиме реального времени, проводимых на каждом этапе производства, с учетом сырья, рабочей силы и аксессуаров.
Cutoff должен интегрировать все готовые продукты и полуфабрикаты. Поэтому также необходимо было иметь возможность автоматически и в любое время определять количество и стоимость запасов готовой продукции и полуфабрикатов. Это требование касалось резервирования складских запасов и физических перемещений. Требовалось также наличие прослеживаемого запаса.
Это требование касалось резервирования складских запасов и физических перемещений. Требовалось также наличие прослеживаемого запаса.
Предлагаемое решение
Optimum Pack в мультисайтовом режиме + проектирование и производство стандартных и специальных сварных сеток + TouchBox
Развертывание
Заказчик предоставил выделенную проектную группу, состоящую как минимум из одного эксперта от каждого полюса (управления, проектно-конструкторского отдела, производственного отдела, отдела логистики и финансового отдела), а также ИТ-менеджера.
Руководитель проекта Arma Plus и его команда подготовили решение, объединив знания с проектной группой заказчика.
Заказчик определил две пилотные площадки: крупнейший из своих заводов по производству резаной и гнутой стали и завод по производству сетки.
Подготовка раствора на пилотных площадках осуществлялась в течение 10 месяцев и включала следующие этапы:
- Управление проектами.

- Заказ и настройка компьютерного и промышленного оборудования.
- Установка базы данных.
- Чертеж: подготовительный этап с проектной группой заказчика, включающий обучение, интеграцию и генерацию фактических данных о заказчике в базе данных — на площадке заказчика.
- Подготовка протоколов загрузки машины с подключением к производителям.
- Определение алгоритмов.
- Проверка уставов чертежей САПР для ScanCad.
- Взаимодействие со сторонними издателями ПО, написание спецификаций, разработка интерфейсов.
- Конфигурация, установка и тестирование A+ TouchBox.
- Адаптация документов (приказов, накладных, счетов-фактур, этикеток) по спецификации, составленной с заказчиком.
- Итоговое обучение проектной группы заказчика на обеих площадках.
Развертывание на других площадках осуществлялось координационной группой заказчика в течение девяти месяцев, а проектная группа Arma Plus обеспечивала удаленную поддержку.
