Паспорт 1б61а: 1Б61 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
1Б61 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1Б61
Изготовителем токарно-винторезных станков модели 1Б61 является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция — универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
- 1Б61 станок токарно-винторезный универсальный, Ø 320
- 1В61 станок токарно-винторезный универсальный, Ø 320
- 1Л61 станок токарно-винторезный универсальный, Ø 320
- 1М61 — станок токарно-винторезный универсальный, Ø 320
- 1М61П — станок токарно-винторезный повышенной точности универсальный, Ø 320
- 2Г106П — станок сверлильный настольный повышенной точности, Ø 6
- 16Е16КП — станок токарно-винторезный повышенной точности с АКП, Ø 320
- 16Л20 — станок токарно-винторезный облегченный, Ø 400
1Б61 станок токарно-винторезный универсальный.
 Назначение, область применения
Назначение, область применения
Универсальный токарно-винторезный станок 1Б61 производился с 1958 года и был заменен в производстве на модель 1В61.
Токарный станок 1Б61 предназначен для токарной обработки наружных (диаметром до 320 мм) и внутренних поверхностей деталей (длиной 710 или 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Токарно-винторезный станок 1Б61 предназначен для выполнения различных токарных работ в центрах или патроне, а также для нарезания метрической и дюймовой резьб в механических цехах в условиях мелкосерийного и единичного производства.
Станок 1Б61 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
1Б61
Пуск, отключение, изменение направления главного движения производится посредством реверсивного магнитного пускателя.
Изменение скорости вращения производится переключением шестерен на передней панели шпиндельной бабки.
Быстрое реверсирование электродвигателя при нарезании резьб — поворотом рукоятки У20 от верхнего крайнего положения в нижнее крайнее положение и наоборот.
Торможение двигателя главного привода осуществляется посредством электромагнитной муфты на конце первичного вала в коробке скоростей.
Передний конец шпинделя резьбовой.
Класс точности станка Н.
Отличия станков 1Б61 и 1Л61
Межцентровое расстояние РМЦ:
- 1Б61 — 710, 1000
- 1Л61 — 500
Частота вращения шпинделя:
- 1Б61 — 16..2000 об/мин (24 ступени)
- 1Л61 — 10..1250 об/мин (24 ступени)
Мощность двигателя главного движения:
- 1Б61 — A5I-4; 4,5 кВт; 1440 об/мин
- 1Л61 — АЛ42/4; 2,8 кВт; 1420 об/мин
Габарит рабочего пространства токарно-винторезного станка 1Б61. Суппорт
Габарит рабочего пространства токарно-винторезного станка 1Б61. Суппорт
Суппорт
Габарит рабочего пространства токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
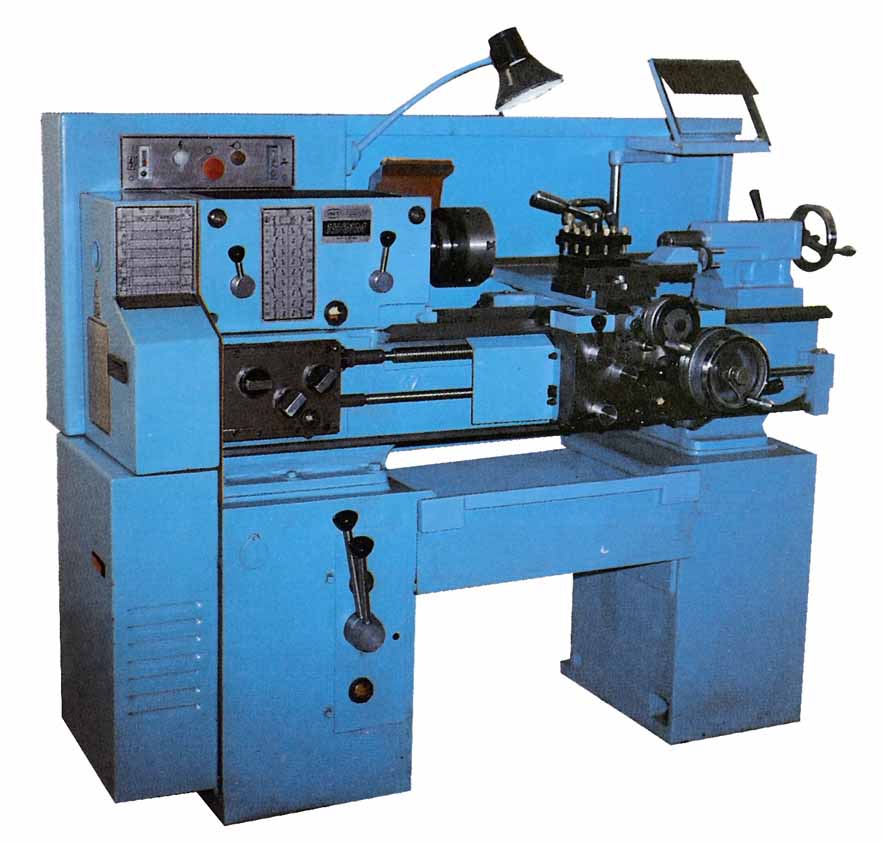
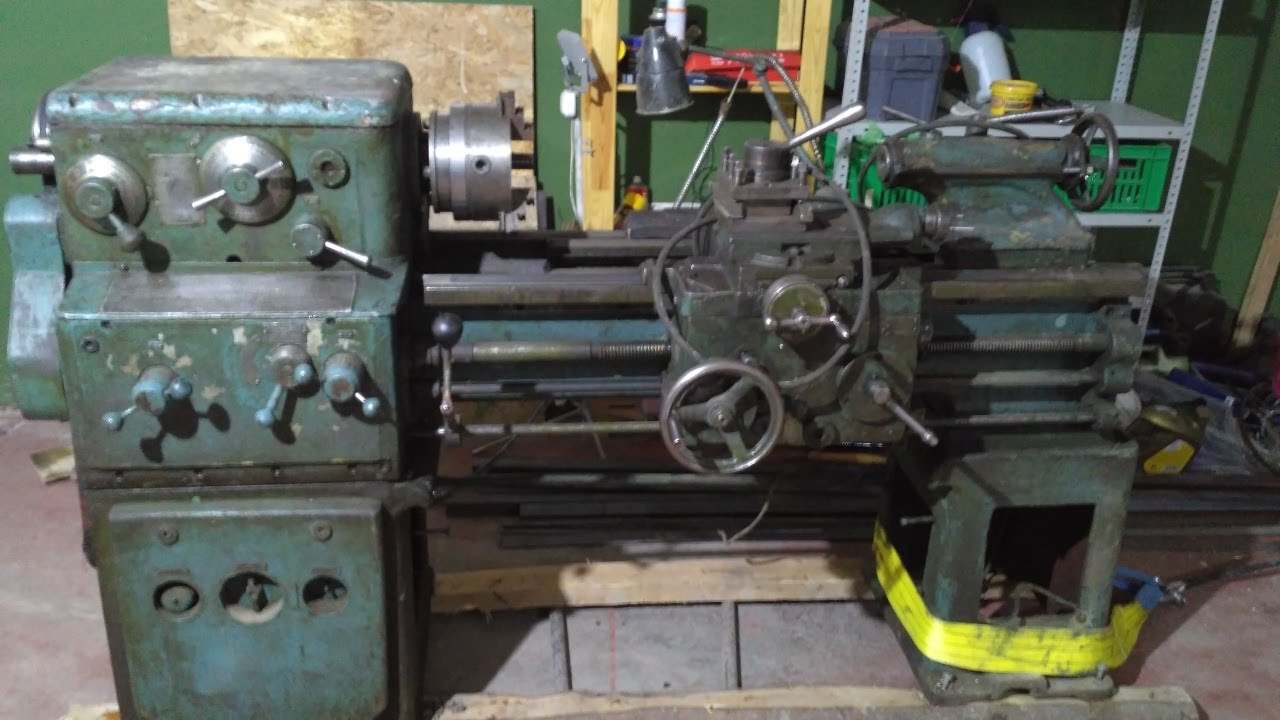
Общий вид универсального токарно-винторезного станка 1Б61
Фото универсального токарно-винторезного станка 1Б61
Фото универсального токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
Фото универсального токарно-винторезного станка 1Б61
Фото универсального токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
Рукоятки управления коробкой скоростей токарного станка 1Б61
Рукоятки управления коробкой скоростей токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
Фото универсального токарно-винторезного станка 1Б61
Фото универсального токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
Фото гитары токарно-винторезного станка 1Б61
Фото гитары токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
Расположение органов управления токарно-винторезным станком 1Б61
Расположение органов управления токарно-винторезным станком 1Б61
Расположение органов управления токарно-винторезным станком 1Б61.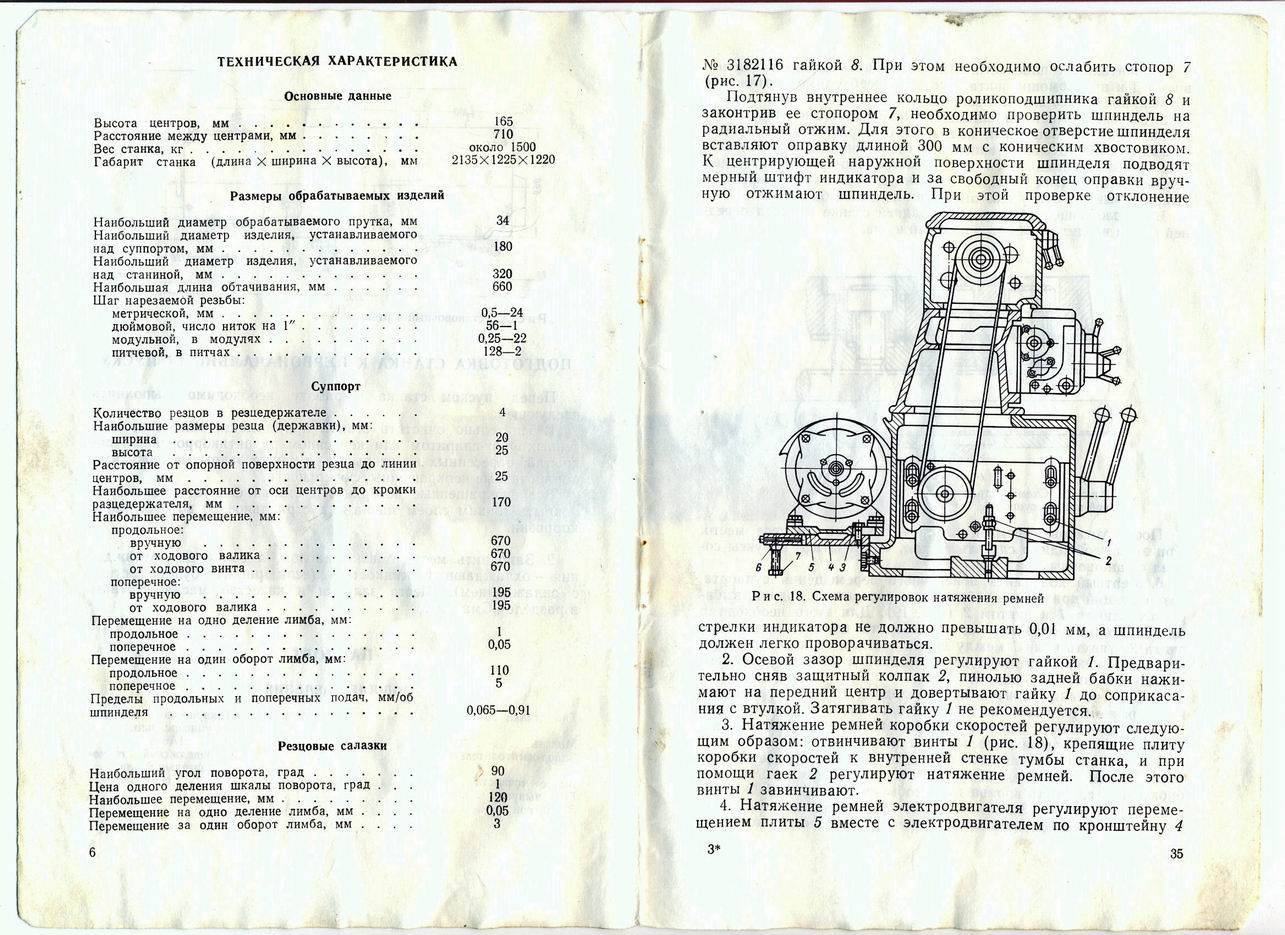 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления токарно-винторезным станком 1Б61
- У1 — Рукоятка для установки числа оборотов шпинделя (рис. 7)
- У2 — Рукоятка для установки числа оборотов шпинделя (рукоятка перебора)
- УЗ — Рукоятка для получения нормальных и увеличенных шагов резьб, а также правого и левого вращения.
- У4 — Рукоятка для установки величины подачи и резьбы, а также прямого включения ходового винта
- У5 — Рукоятка для установки типа резьбы, а также включения ходового винта или ходового валика
- У9 — Маховик для продольного перемещения каретки вручную
- У10 — Рукоятка для вывода из зацепления валика — шестерни с рейкой
- У11 — Рукоятка для включения перегрузочной муфты
- У12 — Рукоятка для включения ходового винта, а также для сообщения прямого или обратного хода суппорта в продольном и поперечном направлении
- У13 — Рукоятка для включения механической продольной или поперечной подачи суппорта
- У14 — Рукоятка для поперечного перемещения суппорта вручную
- У15 — Рукоятка для закрепления резцовой головки
- У16 — Рукоятка для перемещения верхней части суппорта вручную
- У17 — Рукоятка для фиксации пиноли
- У18 — Рукоятка для фиксации задней бабки
- У19 — Маховик для перемещения пиноли задней бабки
- У20 — Рукоятка для выключения и реверсирования вращения шпинделя
- У21 — Выключатель местного освещения
- У22 — Выключатель для включения станка в сеть
- У23 — Выключатель электронасоса
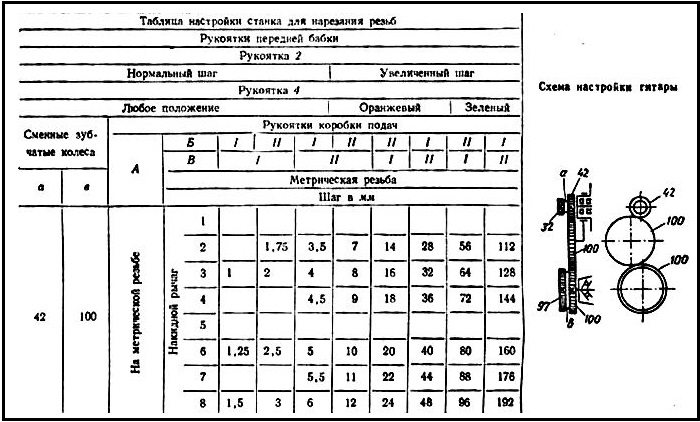
Эскиз управления коробкой подач.
 Пример установки величины резьбы /рис.5/
Пример установки величины резьбы /рис.5/
Рукоятки управления коробкой подач токарно-винторезного станка 1Б61
Рукоятки управления коробкой подач токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
Требуется нарезать метрическую резьбу с шагом 4 мм.
Для этого рукоятку У5 по стрелке «а» устанавливают против надписи «метрическая и модульная резьба».
Оттягивая на себя рукоятку У4 установить требуемый шаг секции V /табл./ против буквы «в».
Затем, нажимая до отказа рукоятку У4, установить на величину требуемой резьбы с шагом 4 мм против буквы «б».
Основные правила работы на станке
- Перед пуском станка изучить его схему и конструкцию, назначение рукояток и порядок переключения их.
- При работе станка рукоятки всегда доводить дофиксируемого положения.
- Ни в коем случае не переключать зубчатые колеса на ходу.
- При обточке пользоваться ходовым валиком, ходовым винтом пользоваться только при нарезании резьбы.

- Нельзя рихтовать обрабатываемые изделия в центрах или направляющих станины: это разрушает станок и лишает его точности.
- Для удаления центра из шпинделя передней бабки использовать пруток с медным или латунным наконечником.
- При обработке деталей в центрах проверить закреплена ли задняя бабка от продольного смещения. После установки изделия зажать пиноль, предварительно смазав центр.
- Нельзя работать на сработанных и забитых центрах.
Кинематическая схема токарно-винторезного станка 1Б61
Кинематическая схема токарно-винторезного станка 1Б61
Схема кинематическая токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
Схема расположения подшипников токарно-винторезного станка 1Б61
Схема расположения подшипников токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 1Б61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей токарно-винторезного станка 1Б61
Коробка скоростей токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
Механизм коробки скоростей (рис.8) заключен в чугунный корпус, который устанавливается в левой части станины и крепится к ней болтами. Коробка скоростей передает 24 различных скорости в Диапазоне 10..1250 /1Л6I/ и 16..2000 /1Б61/. Шпиндель получает движение от электродвигателя типа АЛ42/4 мощностью 2,8 кВт /1Л61/ и A5I/4 мощностью 4,5 кВт /1Б61/, /см.рис.6/.
Изменение скоростей шпинделя достигается передвижением блоков 1-2-3-4; 9-10-11 рукояткой У1. При этом 12 высоких скоростей получают через передачу 19-22, а 12 низких скоростей — через передачу 16-17-18-19-20-21.
При этом 12 высоких скоростей получают через передачу 19-22, а 12 низких скоростей — через передачу 16-17-18-19-20-21.
Подача передается от шпинделя через коробку скоростей шестернями 24-25, 27-29 на вал VIII, или же с вала III и шестерни 23 на шестерню 26. Трензель /шестерни 28-30/ служит для реверсирования вращения ходового винта при нарезании левых резьб, управляется рукояткой У2.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Эскиз конуса шпинделя на рис.4.
Люфт шпинделя регулируется подтягиванием гайки I, с последующим законтриванием ее контргайкой.
Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 /рис.8/.
Коробка передач /Гитара/
Коробка передач служит для передачи движения от коробки скоростей механизму коробки подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31-32-33-35. Передаточное отношение — 3 . При нарезании модульных и питчевых резьб движение передается через шестерни 31-32-34-33-36-35, Передаточное отношение — 30/29 . 41/36 /рис.6/. Таким образом, выбор типа резьбы достигается переворачиванием блока 33-34.
Коробка подач токарно-винторезного станка 1Б61
Коробки подач токарно-винторезного станка 1Б61
Коробка подач токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
Конструкция коробки подач /рис.9/ позволяет получить большое число различных видов резьб и подач. Привод коробки подач осуществляется от шпинделя и от вала III коробки скоростей /при увеличенной в 16 раз величине подач/. Движение от коробки подач передается ходовому валику и ходовому винту /при нарезании резьб/.
Увеличенные подачи получаются только при низких скоростях шпинделя: для станка 1Л61 от 10 до 100 об/мин, для станка 1Б61 от 16 до 160 об/мин.
При нарезании метрических и модульных резьб движение ходовому винту передают: вал XI через зубчатые муфты 37а, 37б; шестерни 39, 40, 41, 42, 43,44, 45, 46, 47; зубчатые муфты 48а и 48б и множительный механизм /51-58/ на вал XIV с шестерней 59 и через зубчатые муфты 61а и 61 на ходовой винт XVII /рис.6/.
При нарезании дюймовых и питчевых резьб движение ходовому винту передают шестерни 37-38, вал XII, шестерни 39-47, 49-48 и множительный механизм /51-58/. Дальше движение передается так же, как и при нарезке метрических модульных резьб. Кроме того, ходовой винт имеет, прямое включение при нарезании особо точных резьб. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу.
При включении ходового валика движение передается через шестерни 59-60 на ходовой вал, Множительный механизм /шестерни 51-58/ дает следующие передаточные отношения: 1/1, 1/2, 1/4, 1/8.
Выбор величины резьбы осуществляется рукояткой У4. Выбор типа резьбы, включение ходового винта или ходового валика осуществляется рукояткой У5.
Прямое включение ходового винта достигается поворотом рукоятки У5.
Фартук токарно-винторезного станка 1Б61
Фартук токарно-винторезного станка 1Б61
Фартук токарно-винторезного станка 1Б61. Смотреть в увеличенном масштабе
Фартук /рис.10/ передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика, в то время как ходовой винт употребляется только при нарезке резьб. Для продольного перемещения суппорта движение передает /рис.6/ ходовой вал XIX, шестерня 62, кулачковая шестерня 63 на вал XX, червяк 64 с червячным колесом 65. Затем движение передается на коромысло и шестернями 66-67-68-72-73-74-на вал ХХV и шестерню 75 с рейкой 77.
Для поперечного перемещения суппорта движение передается по той же цепи до коромысла, затем через шестерни 66-67-72-80 на винт 82 с гайкой 81. Шестерня 69 на коромысле служит для реверсирования движения суппорта. Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо или влево в зависимости от требуемого направления движения суппорта /рис. 17/. Для включения ходового винта рукоятку У12 следует нажать и повернуть по часовой стрелке. Для включения поперечной подачи суппорта необходимо рукоятку У13 перевести в верхнее положение, предварительно поставив рукоятку У12 в нейтральное положение, а затем вытянутой до отказа рукояткой сообщают суппорту нужное направление движения. Для ручного перемещения фартука служит маховик У9. Фартук имеет блокировочное устройство, предотвращающее одновременное включение ходового валика и ходового винта.
17/. Для включения ходового винта рукоятку У12 следует нажать и повернуть по часовой стрелке. Для включения поперечной подачи суппорта необходимо рукоятку У13 перевести в верхнее положение, предварительно поставив рукоятку У12 в нейтральное положение, а затем вытянутой до отказа рукояткой сообщают суппорту нужное направление движения. Для ручного перемещения фартука служит маховик У9. Фартук имеет блокировочное устройство, предотвращающее одновременное включение ходового валика и ходового винта.
Фартук снабжен кулачковой предохранительной муфтой, которая предохраняет механизм подачи от перегрузки. Муфту регулируют отдельно для поперечных и продольных подач винтом I /рис.10/.
При работе ходового винта необходимо вывести реечную шестерню 75 из зацепления с рейкой 77 при помощи рукоятки У10 /рис.6/.
Суппорт
Суппорт имеет обычную крестовую конструкцию /рис.11/ Продольное перемещение суппорта осуществляется механически при помощи ходового валика или ходового винта /исключительно для резьб/ и вручную вращением маховика, расположенного на фартуке.
Верхняя часть суппорта, несущая на себе квадратную резцовую головку, может перемещаться только от руки при помощи рукоятки и винта 86 с гайкой 85 /рис.6/.
Зазор направляющих суппорта регулируется подтягиванием соответствующих клиньев 1 и 2.
Люфт выбирается гайками 4,5, 6 и винтом 3 /рис.11/.
Задняя бабка
Задняя бабка /рис.12/ перемещается вдоль станины от руки по направляющим и крепится в требуемом положении рукояткой У18 /рис.17/. Поперечное перемещение бабки в пределах ± 12 мы осуществляется при помощи винта. Осевое перемещение пиноли происходит при вращении маховика, пиноль закрепляется рукояткой У17. Маховик и винт служит в то же время для выталкивания центра из своего гнезде. Задняя бабка может перемещаться совместно с движением каретки при помощи специального устройства, имеющегося на ней и суппорте. Люфт винта задней бабки регулируется гайкой с контргайкой /рис.12/.
Электрооборудование. Схема электрическая токарно-винторезного станка 1Б61
Электрическая схема токарно-винторезного станка 1Б61
Схема электрическая токарно-винторезного станка 1Б61.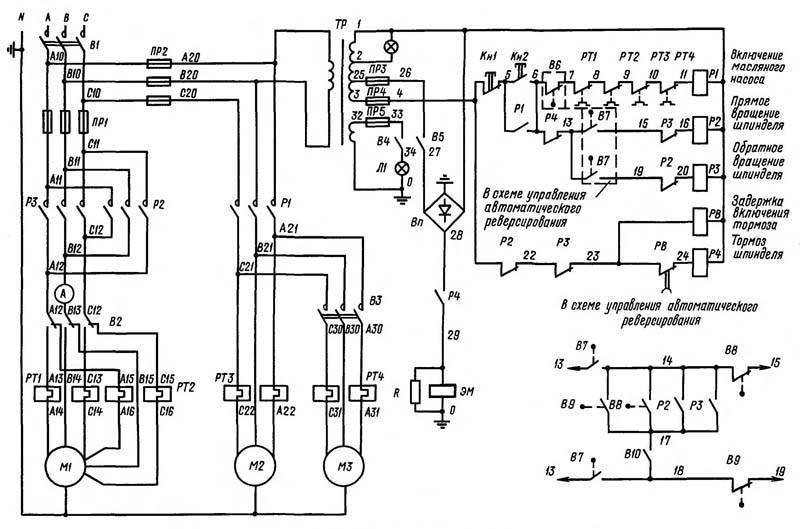 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
- Присоединение к сети переменного трехфазного тока напряжением 380 В
- Двигатель главного привода:
- для станка 1Б61 — A5I-4; 4,5 кВт; 1440 об/мин, 380/220 В;
- для станка 1Л61 — АЛ42/4; 2,8 кВт; 1420 об/мин, 380/220 В.
- Электронасос охлаждающей жидкости: 0,125 кВт, 2800 об/мин, 22 лит/мин, 380/220 В.

б/ Описание действия электросхемы управления /рис.14/
Включением вводного выключателя ВВ подготавливается пуск станка. Пуск, остановка и реверс двигателя главного привода /ГД/ производится посредством рукоятки управления командоконтроллером КК, имеющего 3 фиксированных положения и по одному контакту на каждое положение, из коих контакт ККО /Л 22-1/ замкнут при нейтральном положении. После включения выключателя ВВ через НЗ контакт ККО промежуточное реле РП получает питание и замыкает свой НО контакт /Л 22-1/. Через НО контакт РП /Л 22-1/ промежуточное реле РП переходит на самопитание.
После включения ВВ получает питание и реле времени РВ, контакт которого РВ /12-13/ с выдержкой времени / 3. .4 сек / отключит электромагнитную муфту ЭМТ. При пуске в сторону «Вперед» /вращение двигателя ГД — против часовой стрелки со стороны шкива/ рукоятку 20 нужно поворачивать вверх. Замкнувшийся при этом контакт ККВ /1-2/ замыкает цепь катушки KB, образуется цепь /Л 22-1 — 1-2 -Л82/, контактор KB срабатывает своим НО контактом, включает двигатель в сторону вращения «Вперед» и НЗ контакт контактора KB /1-4/ размыкается. Реле времени РВ теряет питание, размыкается контакт РВ /10-12/ и замыкается контакт, РВ /12-13/. Процесс включения «Вперед» окончен. Отключение двигателя производится переводом рукоятки У20 в нейтральное положение. При этом размыкается контакт ККВ, контактор KB обесточивается, замыкает свой h4 контакт в точках 1-4. Реле времени РВ, получая питание, замыкает НО контакт РВ /10-12/ без выдержки времени. Через селеновые выпрямители ВС электромагнитная муфта ЭМТ получает постоянный ток, срабатывает и тормозит механизм коробки скоростей и шпинделя.
.4 сек / отключит электромагнитную муфту ЭМТ. При пуске в сторону «Вперед» /вращение двигателя ГД — против часовой стрелки со стороны шкива/ рукоятку 20 нужно поворачивать вверх. Замкнувшийся при этом контакт ККВ /1-2/ замыкает цепь катушки KB, образуется цепь /Л 22-1 — 1-2 -Л82/, контактор KB срабатывает своим НО контактом, включает двигатель в сторону вращения «Вперед» и НЗ контакт контактора KB /1-4/ размыкается. Реле времени РВ теряет питание, размыкается контакт РВ /10-12/ и замыкается контакт, РВ /12-13/. Процесс включения «Вперед» окончен. Отключение двигателя производится переводом рукоятки У20 в нейтральное положение. При этом размыкается контакт ККВ, контактор KB обесточивается, замыкает свой h4 контакт в точках 1-4. Реле времени РВ, получая питание, замыкает НО контакт РВ /10-12/ без выдержки времени. Через селеновые выпрямители ВС электромагнитная муфта ЭМТ получает постоянный ток, срабатывает и тормозит механизм коробки скоростей и шпинделя.
Несколько позже с выдержкой времени /3. .4 сек/ размыкается контакт РВ /12-13/, электромагнитная муфта отключается, и схема приводится в исходное положение. Пуск «Назад» производится переводом рукоятки У20 в нижнее положение. Работа схемы аналогична работе «Вперед», только в этом случае срабатывает контактор КН. Трансформатор местного освещения ТО включается и выключается выключателем ВО. Электронасос включается и выключается пакетным выключателем ВЭ.
.4 сек/ размыкается контакт РВ /12-13/, электромагнитная муфта отключается, и схема приводится в исходное положение. Пуск «Назад» производится переводом рукоятки У20 в нижнее положение. Работа схемы аналогична работе «Вперед», только в этом случае срабатывает контактор КН. Трансформатор местного освещения ТО включается и выключается выключателем ВО. Электронасос включается и выключается пакетным выключателем ВЭ.
в/ Защита и блокировка
В схеме предусмотрена групповая защита от коротких замыканий посредством предохранителей 1П.
В схеме предусмотрена защита от исчезновения напряжения /нулевая/ посредством промежуточного реле РП.
Для предотвращения одновременного включения двух контакторов реверсивного пускателя KB и КН в схеме предусмотрена механическая блокировка.
Монтажная схема показана на рис.15. Расположение электрических аппаратов на рис.16.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок 1Б61.
 Видеоролик.
Видеоролик.
Технические характеристики станка 1Б61
| Наименование параметра | 1Л61 | 1Б61 | 1В61 | 1М61 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 320 | 320 | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 160 | 160 | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 710, 1000 | 500, 710 | 710, 1000 |
| Наибольшая длина обтачивания (Наибольшее продольное перемещение суппорта), мм | 430 | 640, 930 | 430, 640 | 640 |
| Высота центров, мм | 170 | 170 | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 190 | 190 | 180 | 180 |
| Высота от опорной поверхности резца до оси шпинделя, мм | 25 | 25 | 25 | 25 |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 22 х 35 | 22 х 35 | 22 х 35 | 22 х 25 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 | 32 | 32 |
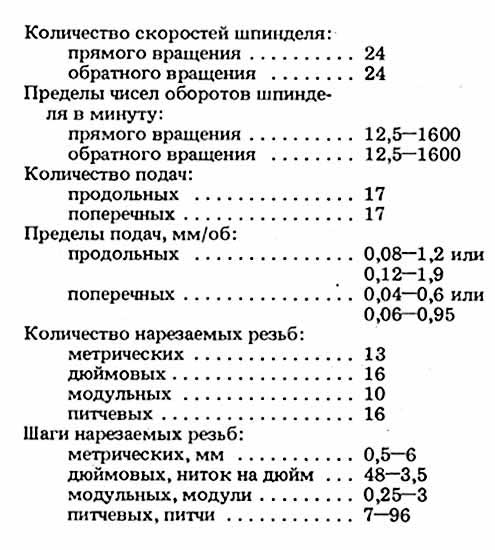
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 | 8 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 10. .1250 .1250 | 16..2000 | 32..1200 | 12,5..1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | М75 х 5 | М75 х 5 | 6К | 6К |
| Торможение шпинделя | есть | есть | есть | есть |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 430 | 640, 930 | 600 | 640 |
| Наибольшее поперечное перемещение суппорта, мм | 250 | 250 | 200 | 200 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,5 | 0,5 | 0,5 | 0,5 |
| Продольное перемещение суппорта на один оборот лимба, мм | 100 | 100 | 100 | 100 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 5 | 5 | 5 | 5 |
| Число ступеней продольных и поперечных подач | 17 | |||
| Пределы скорости продольных подач, мм/об | 0,08. .1,2 .1,2 | 0,08..1,2 0,12..1,9 | ||
| Пределы скорости поперечных подач, мм/об | 0,04..0,6 | 0,04..0,6 0,06..0,95 | ||
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 13 | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..96 | 0,5..96 | 0,5..96 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | |||
| Пределы шагов нарезаемых резьб дюймовых | 0,25…48 | 0,25…48 | 0,25…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | |||
| Пределы шагов нарезаемых резьб модульных | 0,25…48 | 0,25…48 | 0,25. ..48 ..48 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | |||
| Пределы шагов нарезаемых резьб питчевых | 0,5..96 | 0,5..96 | 0,5..96 | 7…96 |
| Предохранитель от перегрузки | ||||
| Блокировка продольных и поперечных подач | ||||
| Выключающие продольные упоры | ||||
| Резцовые салазки (Верхний суппорт) | ||||
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 125 | 125 | 125 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,03 | 0,03 | 0,05 | 0,05 |
| Перемещение на один оборот лимба, мм | 3 | 3 | ||
| Наибольший угол поворота, град | ±60° | ±60° | ±60° | -60°, +45° |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли задней бабки, мм | 120 | 120 | 120 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 2 | 2 | 2 | 2 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 4,5 (1440) | 2,2 (1430) | 4,0 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Патрон 3-х кулачковый самоцентрирующий | ||||
| Диаметр патрона, мм | Ø 200 | Ø 200 | Ø 200 | Ø 200, 7100-0007 |
| Диаметр переходного фланца, мм | Ø 200 | Ø 200 | ||
| Вес, кг | 16,2 | 16,2 | ||
| Диаметр зажима | 6. .45 .45 | 6..45 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1880 х 850 х 1450 | 2380 х 850 х 1450 | 1880 х 800 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1100 | 1600 (РМЦ=1000) | 1200 | 1260 |
- Токарно-винторезные станки 1Л61 и 1Б61. Руководство к станкам, 1962
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.
 А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973 - Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
1В61 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1В61
Изготовителем токарно-винторезных станков модели 1В61 является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция — универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
- 1Б61 станок токарно-винторезный универсальный, Ø 320
- 1В61 станок токарно-винторезный универсальный, Ø 320
- 1Л61 станок токарно-винторезный универсальный, Ø 320
- 1М61 — станок токарно-винторезный универсальный, Ø 320
- 1М61П — станок токарно-винторезный повышенной точности универсальный, Ø 320
- 2Г106П — станок сверлильный настольный повышенной точности, Ø 6
- 16Е16КП — станок токарно-винторезный повышенной точности с АКП, Ø 320
- 16Л20 — станок токарно-винторезный облегченный, Ø 400
1В61 станок токарно-винторезный универсальный.
 Назначение, область применения
Назначение, область применения
Универсальный токарно-винторезный станок 1В61 производился в семидесятые годы прошлого века и является переходной моделью между моделями станков 1Б61 (начало производства 1958 год) и 1М61.
Токарный станок 1В61 предназначен для токарной обработки наружных (диаметром до 320 мм) и внутренних поверхностей деталей (длиной 510 или 710 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Станок 1В61 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
1В61
Пуск, отключение, изменение направления главного движения производится посредством реверсивного магнитного пускателя.
Быстрое реверсирование электродвигателя при нарезании резьб — поворотом рукоятки от верхнего крайнего положения в нижнее крайнее положение и наоборот.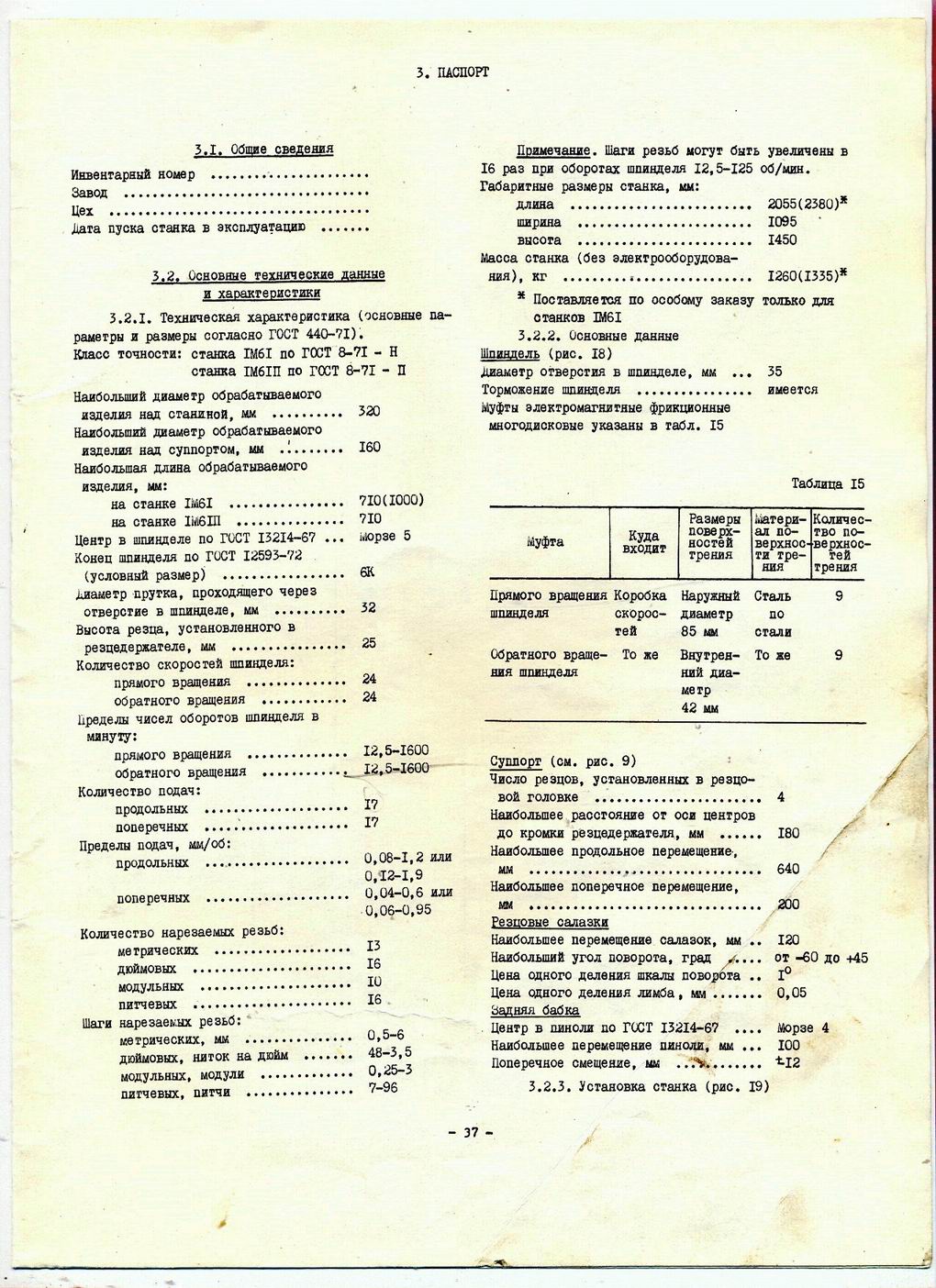
Торможение двигателя главного привода осуществляется посредством электромагнитной муфты на конце первичного вала в коробке скоростей.
Передний конец шпинделя резьбовой.
Класс точности станка Н.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
В – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Габарит рабочего пространства станка 1В61.
 Суппорт
Суппорт
Габарит рабочего пространства токарного станка 1В61
Посадочные и присоединительные базы станка 1В61. Шпиндель
Посадочные и присоединительные базы станка 1В61
Общий вид универсального токарно-винторезного станка 1В61
Фото универсального токарно-винторезного станка 1В61
Фото универсального токарно-винторезного станка 1В61
Фото универсального токарно-винторезного станка 1В61
Таблица настройки резьб и подач токарно-винторезного станка 1В61
Схема кинематическая токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Расположение основных узлов токарно-винторезного станка 1В61
Расположение основных узлов токарно-винторезного станка 1В61
Спецификация органов управления токарно-винторезным станком 1В61
- Станина
- Коробка
- Коробка передач
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
- Электрооборудование
- Защитный экран
- Система охлаждения
Расположение органов управления токарно-винторезным станком 1В61
Расположение органов управления токарно-винторезным станком 1В61
Перечень органов управления токарно-винторезным станком 1В61
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Кинематическая схема токарно-винторезного станка 1В61
Кинематическая схема токарно-винторезного станка 1В61
Схема кинематическая токарно-винторезного станка 1В61.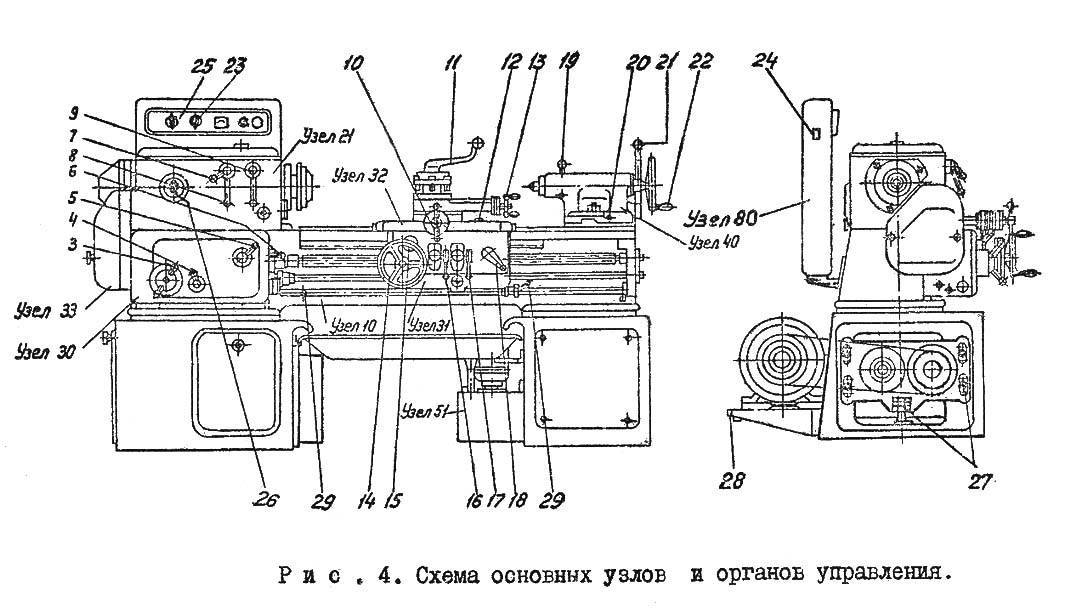 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя бабка токарно-винторезного станка 1В61
Фото коробки скоростей токарного станка 1В61 (без шпинделя)
Фото коробки скоростей токарно-винторезного станка 1В61
Фото коробки скоростей токарного станка 1В61 (без приводного вала)
Конструкция токарно-винторезного станка 1В61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей обеспечивает 8 скоростей вращения шпинделя (32—1200 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку.
Коробка подач токарно-винторезного станка 1В61 (три рукоятки)
Чертеж коробки подач токарно-винторезного станка 1В61
Коробка подач токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1В61
Чертеж суппорта токарно-винторезного станка 1В61
Суппорт токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1В61
Чертеж фартука токарно-винторезного станка 1В61
Фартук токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото фартука токарно-винторезного станка 1В61
Фартук передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Задняя бабка токарно-винторезного станка 1В61
Чертеж задней бабки токарно-винторезного станка 1В61
Задняя бабка токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Электрооборудование. Электрическая схема станка 1В61
Электрическая схема токарно-винторезного станка 1В61
Электрооборудование токарно-винторезного станка 1В61. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
Установочный чертеж станка 1В61
Установочный чертеж токарно-винторезного станка 1В61
Возможности токарно-винторезных станков
Стальной шар, полностью изготовленный на токарном станке 1В61
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок 1В61.
 Видеоролик.
Видеоролик.
Технические характеристики станка 1В61
| Наименование параметра | 1Л61 | 1Б61 | 1В61 | 1М61 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 320 | 320 | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 160 | 160 | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 710, 1000 | 500, 710 | 710, 1000 |
| Наибольшая длина обтачивания (Наибольшее продольное перемещение суппорта), мм | 430 | 640, 930 | 430, 640 | 640 |
| Высота центров, мм | 170 | 170 | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 190 | 190 | 180 | 180 |
| Высота от опорной поверхности резца до оси шпинделя, мм | 25 | 25 | 25 | 25 |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 22 х 35 | 22 х 35 | 22 х 35 | 22 х 25 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 | 8 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 10. .1250 .1250 | 16..2000 | 32..1200 | 12,5..1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | М75 х 5 | М75 х 5 | 6К | 6К |
| Торможение шпинделя | есть | есть | есть | есть |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 430 | 640, 930 | 600 | 640 |
| Наибольшее поперечное перемещение суппорта, мм | 250 | 250 | 200 | 200 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,5 | 0,5 | 0,5 | 0,5 |
| Продольное перемещение суппорта на один оборот лимба, мм | 100 | 100 | 100 | 100 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 5 | 5 | 5 | 5 |
| Число ступеней продольных и поперечных подач | 17 | |||
| Пределы скорости продольных подач, мм/об | 0,08. .1,2 .1,2 | 0,08..1,2 0,12..1,9 | ||
| Пределы скорости поперечных подач, мм/об | 0,04..0,6 | 0,04..0,6 0,06..0,95 | ||
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 13 | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..96 | 0,5..96 | 0,5..96 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | |||
| Пределы шагов нарезаемых резьб дюймовых | 0,25…48 | 0,25…48 | 0,25…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | |||
| Пределы шагов нарезаемых резьб модульных | 0,25…48 | 0,25…48 | 0,25. ..48 ..48 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | |||
| Пределы шагов нарезаемых резьб питчевых | 0,5..96 | 0,5..96 | 0,5..96 | 7…96 |
| Предохранитель от перегрузки | ||||
| Блокировка продольных и поперечных подач | ||||
| Выключающие продольные упоры | ||||
| Резцовые салазки (Верхний суппорт) | ||||
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 125 | 125 | 125 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,03 | 0,03 | 0,05 | 0,05 |
| Перемещение на один оборот лимба, мм | 3 | 3 | ||
| Наибольший угол поворота, град | ±60° | ±60° | ±60° | -60°, +45° |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли задней бабки, мм | 120 | 120 | 120 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 2 | 2 | 2 | 2 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 4,5 (1440) | 2,2 (1430) | 4,0 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Патрон 3-х кулачковый самоцентрирующий | ||||
| Диаметр патрона, мм | Ø 200 | Ø 200 | Ø 200 | Ø 200, 7100-0007 |
| Диаметр переходного фланца, мм | Ø 200 | Ø 200 | ||
| Вес, кг | 16,2 | 16,2 | ||
| Диаметр зажима | 6. .45 .45 | 6..45 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1880 х 850 х 1450 | 2380 х 850 х 1450 | 1880 х 800 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1100 | 1600 (РМЦ=1000) | 1200 | 1260 |
- Токарно-винторезный станок 1В61. Руководство по эксплуатации, 1969
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.
 А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973 - Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Паспортный стол: Cumberland County Prothonotarys Office
Расположен по адресу:
1 Courthouse Square — Courthouse Square -ste 100
Карлайл,
Пенсильвания
17013
(717) 240-6195
Время работы:
- Понедельник
8:00 утра
—
16:30 - Вторник
8:00 утра
—
16:30 - Среда
8:00 утра
—
16:30 - Четверг
8:00 утра
—
16:30 - Пятница
8:00 утра
—
16:30
Спешите? Ускорьте свой паспорт сегодня — начните онлайн!
Это место предлагает:
- Рассмотрение заявления на получение нового паспорта, паспорта несовершеннолетнего или замены паспорта
- Пустые бланки заявлений на получение паспорта
- Выдача для стандартной (6-8 недель) обработки по почте
- Вы должны явиться лично для получения этих услуг
- Все контактные данные выше
- Нужна помощь с заявлением на получение паспорта? Чтобы получить пошаговые инструкции, подробный контрольный список, онлайн-помощь и ускоренное обслуживание, нажмите здесь.

- Хотите запланировать визит на обеденный перерыв? Этот объект открыт в обеденное время .
- Этот пункт приема паспортов , а не предлагает услугу фото паспорта.
- Заявители с ограниченными возможностями: это учреждение полностью доступно .
требований к паспорту США для подачи заявки и ускоренного получения нового паспорта.
Входов нет. |
 Только назначения. Спасибо.
Только назначения. Спасибо. ПРИМЕЧАНИЕ. В связи с новыми, более строгими правительственными правилами, каждый заявитель должен предоставить Bucktown Visas & Passports, Inc. следующее:
ПРИМЕЧАНИЕ. |
 Заявки на получение паспорта необходимо заполнить онлайн, а затем распечатать.
Заявки на получение паспорта необходимо заполнить онлайн, а затем распечатать. **ПРИМЕЧАНИЕ. Вступает в силу немедленно, все фотографии на паспорт должны быть представлены без очков. Государственный департамент отклонит любые фотографии людей, носящих очки любого типа. Спасибо за ваше сотрудничество. Требования к паспорту США *Чтобы упростить понимание, вы можете распечатать эту страницу, а затем отмечать каждый пункт в списке при составлении документов. Лицо, подающее заявление на получение нового паспорта США, должно лично явиться к соответствующему уполномоченному правительственному агенту по приему. Вы также должны предоставить все следующие документы этому уполномоченному правительственному агенту по приемке, который находится в большинстве местных почтовых отделений США по всей стране или в офис местного клерка округа:
Ниже перечислены предметы, которые необходимо
|
 Ксерокопии не принимаются!
Ксерокопии не принимаются!
 Оба родителя или законные опекуны должны предъявить удостоверение личности при подаче заявления на несовершеннолетнего в возрасте до 16 лет. Нажмите здесь, чтобы прочитать дополнительную информацию о удостоверении личности для несовершеннолетних в возрасте до 16 лет.
Оба родителя или законные опекуны должны предъявить удостоверение личности при подаче заявления на несовершеннолетнего в возрасте до 16 лет. Нажмите здесь, чтобы прочитать дополнительную информацию о удостоверении личности для несовершеннолетних в возрасте до 16 лет.  Если у вашего ребенка нет собственного удостоверения личности, вам необходимо сопровождать ребенка, предъявить удостоверение личности и подписать заявление.
Если у вашего ребенка нет собственного удостоверения личности, вам необходимо сопровождать ребенка, предъявить удостоверение личности и подписать заявление.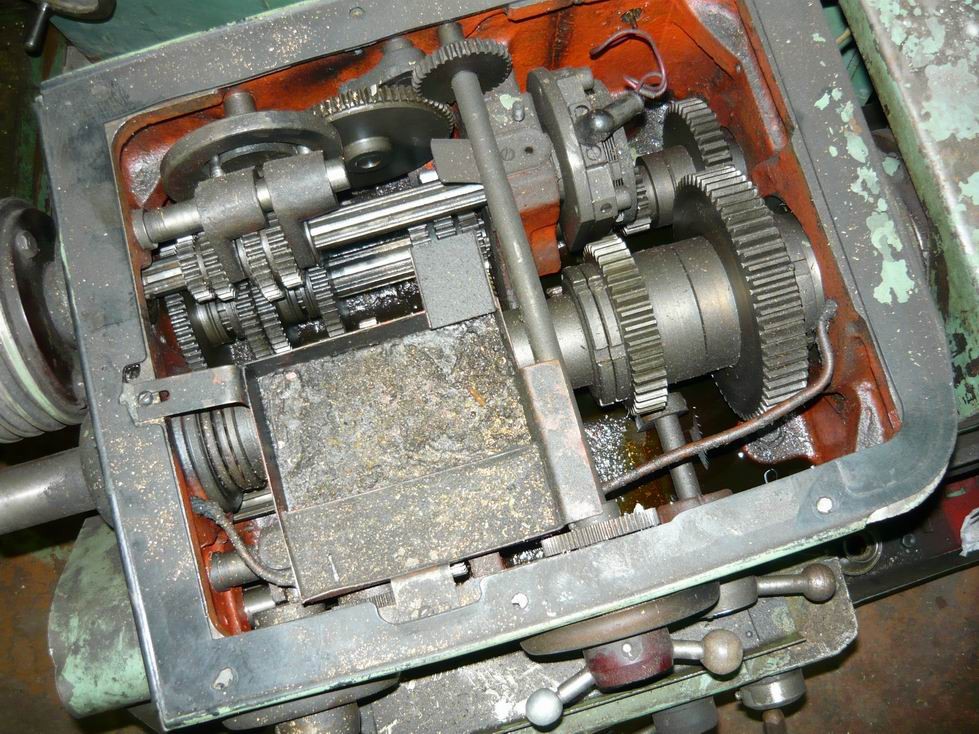
 Детский паспорт стоит 160 долларов. ПРИМЕЧАНИЕ: Если вам сообщат, что сбор составляет менее 190,00 или 170,00 долларов США, вы должны сообщить им, что вам необходимо срочно оформить паспорт и вы хотите оплатить сбор за ускоренную выдачу в размере 190,00 и/или 170,00 долларов США.
Детский паспорт стоит 160 долларов. ПРИМЕЧАНИЕ: Если вам сообщат, что сбор составляет менее 190,00 или 170,00 долларов США, вы должны сообщить им, что вам необходимо срочно оформить паспорт и вы хотите оплатить сбор за ускоренную выдачу в размере 190,00 и/или 170,00 долларов США. На нем указаны все наши сборы за ускоренную и обратную доставку, которые составляют в дополнение к для вашего правительства и сборов за исполнение.
На нем указаны все наши сборы за ускоренную и обратную доставку, которые составляют в дополнение к для вашего правительства и сборов за исполнение.
 Затем агент запечатывает документы в правительственный конверт. НЕ ОТКРЫВАТЬ запечатанный конверт. Если вы это сделаете, вам придется повторить весь этот процесс снова и снова. Запечатанный конверт будет передан непосредственно вам для отправки в Bucktown Visas & Passports, Inc., поскольку у вас есть наша доверенность, позволяющая нам передать ваши документы в паспортное агентство для вас. НЕ ДОПУСКАЙТЕ , чтобы почтовое отделение оставило и отправило этот запечатанный конверт для вас. Вам необходимо вернуть запечатанный конверт, чтобы ваши документы были обработаны как можно быстрее непосредственно через нас. Вложите запечатанный конверт в конверт FedEx, который вы отправляете в Bucktown Visas & Passports, Inc.
Затем агент запечатывает документы в правительственный конверт. НЕ ОТКРЫВАТЬ запечатанный конверт. Если вы это сделаете, вам придется повторить весь этот процесс снова и снова. Запечатанный конверт будет передан непосредственно вам для отправки в Bucktown Visas & Passports, Inc., поскольку у вас есть наша доверенность, позволяющая нам передать ваши документы в паспортное агентство для вас. НЕ ДОПУСКАЙТЕ , чтобы почтовое отделение оставило и отправило этот запечатанный конверт для вас. Вам необходимо вернуть запечатанный конверт, чтобы ваши документы были обработаны как можно быстрее непосредственно через нас. Вложите запечатанный конверт в конверт FedEx, который вы отправляете в Bucktown Visas & Passports, Inc.