Головки хонинговальные: Хонинговальные головки производство и адаптация под станки
Содержание
Хонинговальная головка
Изобретение относится к области машиностроения и может быть использовано при хонинговании отверстий цилиндрической формы. Хонинговальная головка содержит держатель, корпус, шарнирный узел в виде двух установленных соосно с корпусом колец, сопряженных по сферическим поверхностям. В корпусе размещены колодки с абразивными брусками и установлена втулка с выточкой. В последней соосно вертикальной оси головки расположен шарнирный узел. Центр узла лежит на горизонтальных осях, проходящих через середины абразивных брусков. В результате исключается разворачивающий момент, обеспечивается жесткость конструкции и надежность работы хонголовки, что повышает точность обработки поверхностей. 1 ил.
Изобретение относится к области машиностроения, в частности к устройствам для хонингования отверстий цилиндрической формы, и может быть использовано для повышения точности обработки.
Известны хонинговальные головки, содержащие держатель, корпус, шарнирный узел, размещенные в корпусе колодки с абразивными брусками и крепежную гайку (Прогрессивные методы хонингования. Кауликов С.И., Ризванов Ф.Ф., Романчук В.А., Ковалевский С.В. М.: Машиностроение, 1983 г, с.77-78 — аналоги).
Кауликов С.И., Ризванов Ф.Ф., Романчук В.А., Ковалевский С.В. М.: Машиностроение, 1983 г, с.77-78 — аналоги).
Недостатки известных конструкций заключаются в том, что несмотря на максимальное приближение центра шарнирного узла к верхним торцам абразивных брусков, действующий на головку разворачивающий момент, вызывающий возникновение некруглости, а в общем — искажение геометрии обрабатываемого отверстия, не обеспечивает точности обработки и требуемой геометрии обрабатываемой поверхности отверстия.
Известна также хонинговальная головка, содержащая держатель и связанный с ним посредством шарнирного узла и ведущих элементов корпус с размещенными в нем колодками с абразивными брусками, а шарнирный узел выполнен в виде двух установленных соосно с корпусом колец, сопряженных по сферическим поверхностям и установленных в выемках держателя, при этом ведущие элементы выполнены в виде винтов со сферическими головками (см. а.с. 1585126, опубл. 15.08.90 г. в БИ №30 / 1990 г.).
Это устройство наиболее близко к предлагаемому и выбрано в качестве прототипа.
Недостатки известного устройства такие же, как и у аналогов, то есть наличие расстояния между центром шарнирного узла и центрами брусков по вертикальной оси, что не обеспечивает достаточной жесткости конструкции, а разворачивающий момент вызывает биение инструмента, а следовательно, — неточность обработки.
Указанные недостатки полностью устраняются предлагаемым устройством, задачей которого является: повышение технологичности конструкции и надежности в работе.
При этом достигается следующий технический результат: исключение разворачивающего момента, точность обработки поверхностей.
Для достижения указанного технического результата в хонинговальной головке, содержащей держатель, корпус, шарнирный узел в виде двух установленных соосно с корпусом колец, сопряженных по сферическим поверхностям; размещенные в корпусе колодки с абразивными брусками и крепежные гайки, в корпусе установлена втулка, в выточке которой соосно вертикальной оси головки расположен шарнирный узел, при этом его центр лежит на горизонтальных осях, проходящих через середины абразивных брусков.
Отличительными от прототипа признаками являются: в корпусе головки установлена втулка, в выточке которой расположен шарнирный узел соосно вертикальной оси головки, при этом его центр лежит на горизонтальных осях, проходящих через середины абразивных брусков (т.е. центры абразивных брусков и центр шарнирного узла находятся на одном уровне).
Эти признаки обусловили исключение разворачивающего момента, сила которого определяется величиной плеча, т.е. расстоянием между плоскостью приложения равнодействующих радиальных сил резания на бруски и центром шарнирного узла. В предлагаемом изобретении это расстояние отсутствует, т.е. отсутствуют плечо и сила, определяемая его величиной.
А когда центр шарнирного узла лежит на горизонтальных осях, проходящих через середины (центры) абразивных брусков, т.е. оси, проходящие через середины абразивных брусков и центр шарнирного узла, лежат в одной общей горизонтальной плоскости, т.о. обеспечивается достаточная жесткость конструкции, ее технологичность, а отсюда и точность обработки и надежность инструмента.
Совокупность существенных признаков предлагаемого изобретения не известна из уровня техники, следовательно, изобретение соответствует критерию «Новизна», а также явным образом не следует из уровня техники для специалиста, что соответствует критерию «Изобретательский уровень».
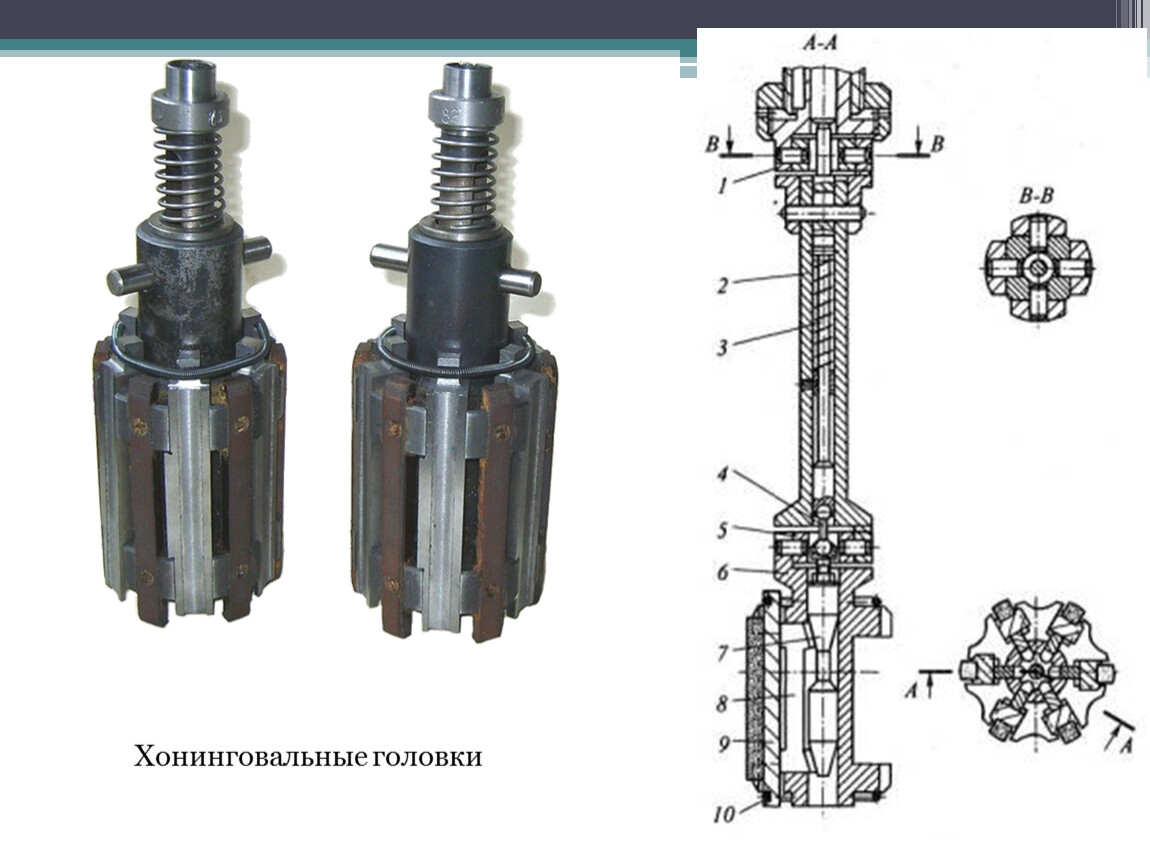
Предлагаемое изобретение иллюстрируется чертежом, где изображена хонинговальная головка в разрезе, которая содержит держатель 1, корпус 2, шарнирный узел 3, состоящий из двух колец 4 и 5, сопряженных по сферическим поверхностям 6. В корпусе 2 размещены абразивные бруски 7, а также запрессована втулка 8, имеющая выточку 9, в которой установлен шарнирный узел 3 по вертикальной оси 10 головки и крепежная гайка 11. Центр шарнирного узла 12 лежит на горизонтальных осях 13, проходящих через середины абразивных бруксов 7.
Устройство работает следующим образом.
Корпус 2 с брусками 7 устанавливается в отверстие обрабатываемой детали. Шток 34 разжима брусков от механизма хонинговального станка посредством толкателя 21, соединенного подвижно с втулкой 24, жестко закрепленной с разжимным конусом 26, посредством кольца 23, через клинья 20, воздействует на колодки 27 с брусками 7. Происходит цикл хонингования. При этом все возможные перекосы и смещения хонинговальной головки и обрабатываемых деталей компенсируются плавным качанием деталей шарнирного узла 3, с одновременным свободным поворотом корпуса 2 с брусками 7 в промежуточном шарнирном соединении сферических поверхностей поводка 25, втулки 18 и втулки 24, жестко связанной с конусом 26.
Происходит цикл хонингования. При этом все возможные перекосы и смещения хонинговальной головки и обрабатываемых деталей компенсируются плавным качанием деталей шарнирного узла 3, с одновременным свободным поворотом корпуса 2 с брусками 7 в промежуточном шарнирном соединении сферических поверхностей поводка 25, втулки 18 и втулки 24, жестко связанной с конусом 26.
По окончании цикла хонингования шток 34 разжима брусков 7 перемещается вверх, при этом бруски 7 утопают в пазах корпуса 2.
Предлагаемая хонинговальная головка работает в механосборочном цехе, стабильно обеспечивает высокие требования к исполняемому размеру отверстия, исключая появление брака.
Это соответствует критерию «Промышленная применимость». Устройство просто в сборке, надежно, удобно в работе, экономично и повышает производительность труда.
Хонинговальная головка, содержащая держатель, корпус, шарнирный узел в виде двух установленных соосно с корпусом колец, сопряженных по сферическим поверхностям, размещенные в корпусе колодки с абразивными брусками и крепежные гайки, отличающаяся тем, что в корпусе установлена втулка, в выточке которой соосно вертикальной оси головки расположен шарнирный узел, причем его центр лежит на горизонтальных осях, проходящих через середины абразивных брусков. 5,0 [6]. В первом случае наиболее целесообразной является схема обработки с жесткой хонинговальной головкой и «плавающей» деталью, а в двух остальных — с жестко закрепленной деталью и плавающей хонинговальной головкой [11, 14].
5,0 [6]. В первом случае наиболее целесообразной является схема обработки с жесткой хонинговальной головкой и «плавающей» деталью, а в двух остальных — с жестко закрепленной деталью и плавающей хонинговальной головкой [11, 14].
В зависимости от числа брусков, расположенных по длине головки и конструктивного ее исполнения, различают однорядные и многорядные хонинговальные головки. Многорядные головки (2,3, реже 4) применяют в основном при хонинговании глубоких или многорядных соосных отверстий.
Для обработки глубоких точных отверстий в отечественной промышленности широко применяют различные типовые конструкции хонинговальных головок.
Типовые конструкции хонинговальных головок. Рабочая часть каждой хонинговальной головки состоит из двух основных деталей: корпуса с продольными пазами для размещения брусков и конусного штока для радиальной подачи брусков.
Хонинговальные головки для алмазного хонингования аналогичны головкам для абразивного хонингования, однако к ним предъявляют более высокие требования по жесткости конструкции и точности изготовления и сборки деталей. Повышение жесткости корпуса головки достигается уменьшением диаметра и угла конуса разжимного штока при сохранении длины хода толкателя. Это возможно, так как алмазные бруски имеют значительно меньшую толщину рабочего слоя и общую высоту по сравнению с абразивными брусками.
Повышение жесткости корпуса головки достигается уменьшением диаметра и угла конуса разжимного штока при сохранении длины хода толкателя. Это возможно, так как алмазные бруски имеют значительно меньшую толщину рабочего слоя и общую высоту по сравнению с абразивными брусками.
Для хонингования отверстий малых диаметров (5— 20 мм) применяют типовые конструкции хонинговальных головок. Нормализованная конструкция хонинговальной головки для обработки отверстий диаметром 8—20 мм, длиной 20—150 мм в деталях топливной аппаратуры показана на рис. 3. Головка жестко закрепляется в шпинделе станка. Конический шток 3 шарнирно соединен с толкателем 1, который получает осевую подачу от гидромеханизма станка. Конусность штока от 1 15 до 1 :30. Пружина 2 и кольцо 4 предохраняют бруски от выпадания из пазов корпуса при выводе головки из отверстия. Во время каждого хода головки вниз кольцо упирается в торец обрабатываемой детали и пружина сжимается [8].
Широко распространенная конструкция плавающей хонинговальной головки для обработки глубоких отверстий средних размеров (30—80 мм) показана на рис. 4.
4.
| Рис. 3. Хонинговальная головка Рис. 4. Хонинговальная головка для обработки малых отвер- для обработки отверстий диа- стий диаметром 8—20 мм метром 30—80 мм |
Корпус 4 головки имеет равномерно расположенные по окружности продольные пазы, в которых размещаются колодки 6 с напаянными на них алмазными брусками 7. В центральном отверстии корпуса расположен разжимной конус 8, взаимодействующий с опорными поверхностями колодок. Осевым перемещением разжимного конуса осуществляется радиальная равномерная подача колодок с брусками.
Корпус соединен шарнирно с полым стержнем 1 с шаровым наконечником в нижней части. Внутри стержня установлен толкатель 2, сообщающий осевые перемещения разжимному конусу от гидромеханизма подачи станка. Для обеспечения нормальной работы шарнира толкатель механизма разжима брусков соединен с разжимным конусом промежуточным поводком 3. Сила подачи от гидросистемы станка обычно действует лишь в одну сторону (вниз). Отвод в верхнее положение разжимного конуса и всех передаточных звеньев осуществляется под действием пружины. При подъеме разжимного конуса алмазные бруски утапливаются кольцевыми пружинами 5.
Сила подачи от гидросистемы станка обычно действует лишь в одну сторону (вниз). Отвод в верхнее положение разжимного конуса и всех передаточных звеньев осуществляется под действием пружины. При подъеме разжимного конуса алмазные бруски утапливаются кольцевыми пружинами 5.
Конструкции типовых хонинговальных головок для обработки отверстий деталей типа труб отличаются от обычных хонинговальных головок количеством брусков и наличием дополнительных направляющих устройств в ее корпусе. Однако хонинговальные головки, применяемые в машиностроении, имеют один ряд алмазных брусков, а хонинговальные головки для обработки длинных деталей имеют два и больше рядов брусков в зависимости от длины и диаметра обрабатываемого отверстия. Число брусков в каждом ряду колеблется от 4 до 16 соответственно для отверстий диаметром от 45 до 300 мм [Ю].
Конструкции специальных хонинговальных головок для обработки глубоких и точных отверстий. Для интенсивного снятия больших припусков и повышения исправляющей способности алмазных брусков при обработке глубоких отверстий с большими исходными погрешностями геометрической формы разработан ряд новых конструкций хонинговальных головок.
Хонинговальная головка (рис. 5) представляет собой одноколодочную конструкцию, обладающую большой жесткостью [9]. В данной конструкции алмазные бруски укреплены в несколько рядов по радиусу как на колодке, так и на корпусе. Головка для обработки отверстий диаметром 43 мм оснащена шестью брусками 3, три из которых расположены на колодке 2, а три на корпусе 1. Длина брусков равна длине обрабатываемого отверстия.
Рис. 5. Хонинговальная головка
повышенной жесткости для об-
работки отверстий диаметром
43 мм
| Рис. 6. Хонинговальная головка жесткой конструкции для обработки малых отверстий диаметром 10—25 мм: 1 — корпус; 2 — колодка; 3 — брусок; 4 — клин односторонний; 5 — пружина |
Радиусы брусков на корпусе и колодке соответствуют радиусу обрабатываемой поверхности. Колодка раздвигается односторонним клином 4 до полного соприкосновения брусков с обрабатываемой поверхностью. По окончании обработки клин возвращается в исходное положение, а колодка прижимается к корпусу плоскими пружинами 5. Рекомендуемая хонинговаль-
Рекомендуемая хонинговаль-
ная головка предназначена для интенсивного исправления больших погрешностей геометрической формы отверстия (в основном по изогнутости оси и овальности).
При хонинговании головками с повышенной плотностью (рис. 5 и 6) за счет удлинения брусков и общего увеличения режущей поверхности отношение величины исправленной погрешности к величине снятого припуска близко к единице.
Многорядная хонинговальная головка с индивидуальной регулировкой диаметра каждого ряда (рис. 7) может быть использована для обработки как точных многорядных соосных отверстий, так и глубоких и точных отверстий в случае, если длина обрабатываемого отверстия превышает наибольший ход шпинделя, предусмотренный характеристикой станка.
Головка состоит из корпуса 1, в центральном отверстии которого расположен цилиндрический шток 2 с насаженными на нем разжимными коническими втулками 5. Для регулирования разжимных втулок служат сухари 6, установленные в прямоугольных пазах корпуса и взаимосвязанные между собой винтами 7 Корпус снабжен продольными пазами, в которые вставлены колодки 4 с брусками 3. Регулирование исходного диаметра каждого ряда производят следующим образом. С помощью винта 7 с левой или правой стороны разжимной втулки 5 устанавливают положение сухарей 6. С противоположной стороны ввертывают винт 7 следующего ряда, благодаря чему сухари 6 сходятся и своими коническими поверхностями воздействуют на конический поясок разжимной втулки 5. Последняя перемещается по цилиндрической части штока 2 и коническим пояском прижимается к коническим поверхностям пары сухарей предшествующего ряда. При дальнейшем повороте винта 7 производится жесткая фиксация втулки
Регулирование исходного диаметра каждого ряда производят следующим образом. С помощью винта 7 с левой или правой стороны разжимной втулки 5 устанавливают положение сухарей 6. С противоположной стороны ввертывают винт 7 следующего ряда, благодаря чему сухари 6 сходятся и своими коническими поверхностями воздействуют на конический поясок разжимной втулки 5. Последняя перемещается по цилиндрической части штока 2 и коническим пояском прижимается к коническим поверхностям пары сухарей предшествующего ряда. При дальнейшем повороте винта 7 производится жесткая фиксация втулки
Независимая регулировка каждого ряда позволяет компенсировать неравномерный износ рядов и обеспечить тем самым высокую точность обработки.
В данном разделе рассмотрено лишь несколько конструкций головок, разработанных авторами и обеспечивающих определенную интенсификацию процесса путем конструктивного решения. Конструкции новых головок, призванных реализовать новые технологические приемы, решать вопросы самозатачивания алмазных зерен и съема больших припусков, приведены ниже (стр. 53—56).
53—56).
| Рис. 7. Многорядная хонинговальная головка с индивидуальной регулировкой диаметра каждого ряда |
Рашид Шахидов, [21.02.2023 22:39] Что такое хонингование цилиндров? ChatGPT, [21.02.2023 22:39] Бот обрабатывает ваш запрос… ChatGPT, [21.02.2023 22:39] Хонингование цилиндров — это процесс, который применяется для производства профильных или профильных …
Хонингование является чистовой абразивной алмазной операцией, посредством которой может быть достигнута высокая точность обрабатываемой детали (1—2-го класса) и высокий класс чистоты поверхности. Вместе с тем хонингование является весьма производительным процессом …
На данном видео представлены круглые и так называемые прямоугольные хонголовки перед отправкой потребителю. Преимущества круглых нашего производства: — 4 бруска до 76 размера, с 76 по 120мм диаметром возможно 6 …
Хонинговальные камни Goodson для хонинговальных станков Sunnen | Goodson Tools & Supplies
Главная
→
Продукты
→
Хонинговальные камни Goodson для хонинговальных станков Sunnen CV-616 или CK-10
Перейти к информации о продукте
17,49 долл. США
США
Артикул: GEHU-123
Сменные бруски высшего качества для всех точилок CV-616 и CK-10, оснащенных наборами держателей Sunnen Master. Для диапазона диаметров от 3000 до 5000 дюймов (диапазон основан на размере хонинговальной головки). 2 камня в наборе, 1 набор в упаковке.
В корзину
| Заказ № | Описание | Цена | Количество | |
| ГЭХУ-123 | Жесткие блоки | 70 грит | 60 Ра Отделка | ГЭХУ-123 | $17,49 | ||
| Черновая обработка | 70 грит | 60 Ра Отделка | ГЭХУ-133 | $17,49 | |||
| Жесткие блоки | 220 грит | 22-32 Ра Финиш | ГЭХУ-518 | $17,49 | |||
| ГЭХУ-525 | общего назначения | 220 грит | 22-32 Ра Финиш | ГЭХУ-525 | $17,49 | ||
 «>
«>Дополнительная информация
Возврат
Чтобы вернуть товар:
1. Напишите краткое описание причины возврата. Пожалуйста, не забудьте указать свое имя, название компании или номер счета.
Напишите краткое описание причины возврата. Пожалуйста, не забудьте указать свое имя, название компании или номер счета.
2. Верните товар с предоплатой доставки в течение 60 дней с даты выставления счета. Для достижения наилучших результатов отправьте возвращенный товар через UPS или Federal Express. Пожалуйста, сохраните квитанцию, потому что может потребоваться отследить посылку, если она потеряется в пути.
3. Комиссия за пополнение запасов в размере 10% применяется ко всем возвратам, если только проблема не возникла по вине Goodson. В этом случае плата за пополнение запасов не взимается, а стоимость доставки возмещается. Кредиты будут сделаны на счет, первоначально выставленный счет.
Отправьте заполненную форму возврата продукта вместе с продуктом по адресу:
Goodson Shop Supplies
ATTN: ВОЗВРАТ
156 Galewski Drive
Winona, MN 55987
Ознакомьтесь с нашей полной политикой возврата.
Доставка
Goodson стремится отгружать заказы в день их получения. На самом деле, мы отслеживаем это ежедневно, и в настоящее время мы отправляем 99,97% заказов в тот же день.
Мы пользуемся услугами большинства основных перевозчиков, включая FedEx, UPS, USPS и регионального перевозчика SpeeDee.
Для получения дополнительной информации посетите нашу страницу Доставка и доставка.
Международные продажи
Корабли Goodson F.O.B. Вайнона, Миннесота, США в большинство стран мира. Чтобы найти ближайшего к вам дистрибьютора, посетите наш Список дистрибьюторов .
Если в вашем регионе нет дистрибьютора, вы можете связаться с Goodson по телефону (1-507-452-1830) или заказать онлайн. Обратите внимание, что некоторые товары (например, Sunnen) недоступны для доставки за пределы США и Канады. Если у вас есть эти товары в корзине, ваш заказ не может быть обработан. Вы должны удалить эти элементы из корзины, чтобы продолжить.
Вы должны удалить эти элементы из корзины, чтобы продолжить.
Предложение 65 Информация
«Предложение 65 требует, чтобы предприятия предупреждали жителей Калифорнии о значительном воздействии химических веществ, вызывающих рак, врожденные дефекты или другой вред репродуктивной функции». — www.p65warnings.ca.gov
Итак, что это означает для клиентов Goodson? Это означает, что многие из обычных продуктов, используемых в производстве, содержат продукты, о которых в штате Калифорния известно, что они вызывают рак и/или вред репродуктивной системе. Такие компоненты, как нержавеющая сталь, оцинкованная проволока, латунь, бронза и т. д., можно найти в списке Prop 65, и мы должны предоставить предупреждение.
Полный список можно найти на веб-сайте Proposition 65.
ПРЕДУПРЕЖДЕНИЕ: Рак и репродуктивный вред — www.P65Warnings.ca.gov
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 хонинговальные станки
хонинговальные станки
 длина хонингования
длина хонингования таблица расстояний до гонера
таблица расстояний до гонера вес нетто
вес нетто

