Горячая штамповка листовая: Технология штамповки — РПРЗ — ООО «Ростовский Прессово-Раскройный Завод»
Содержание
Листовая штамповка деталей из металла
В технике под листовой штамповкой подразумевается метод обработки тонкого листового металла, ленты или полосы при помощи штампов на прессах или без их использования, в результате которого получаются объемные или плоские изделия. Специалисты подразделяют листовую штамповку на горячую и холодную.
Холодная листовая штамповка
С помощью современного высокотехнологичного способа обработки металлов давлением удается изготавливать детали, которые практически не требуют дополнительной отделки резанием.
Технология листовой штамповки
Холодная штамповка достаточно универсальна, поскольку при помощи этого метода есть возможность производить детали самых различных размеров. Это могут быть: кузова и рамы автомобилей, элементы обшивки морских и речных судов, детали авиационной техники, часовых механизмов и т.п.
Применение листовой штамповки позволяет существенно экономить металл, и при этом изготавливать из него различные изделия с минимальными затратами времени. Как показывает практика, наиболее значительный эффект она дает при крупносерийном и массовом производстве.
Как показывает практика, наиболее значительный эффект она дает при крупносерийном и массовом производстве.
Методом холодной листовой штамповки можно изготавливать детали из таких металлов и сплавов, как легированная и углеродистая сталь, медь, латунь, алюминий. Кроме того, используются также и самые различные неметаллические материалы, такие, как пластмасса, фибра, резина, кожа, эбонит, картон, которые изначально имеют вид листов, полос и лент.
Горячая листовая штамповка
Среди всех применяемых ныне методов обработки металлов давлением одним из наиболее распространенных является горячая листовая штамповка.
Что касается общих технологических моментов, то практически все операции этого процесса идентичны тем, которые используются при холодной листовой штамповке. Единственная разница состоит в нагреве исходного материала до определенной температуры.
Разрабатывая чертежи заготовок для горячей штамповки, инженеры в обязательном порядке учитывают такие факторы, как коробление при остывании детали, а также так называемую утяжку исходного материала, которая происходит в процессе гибки, пробивки и вырубки. Она приводит к тому, что размеры детали немного уменьшаются, и поэтому при горячей штамповке дают большие допуски, чем при штамповке холодной.
Она приводит к тому, что размеры детали немного уменьшаются, и поэтому при горячей штамповке дают большие допуски, чем при штамповке холодной.
Для нагрева заготовок используют специальные электрические устройства, а также пламенные печи и электропечи.
Прогрессивные способы холодной листовой штамповки
На современных производствах различные инновационные виды штамповки находят применение не только в крупносерийном и массовом производстве. С их помощью изготавливают также единичные изделия и небольшие их серии. К таковым специалисты относят электрогидравлическую штамповку, штамповку взрывом, жидкостью, резиной и пр.
• Штамповка резиной предполагает осуществление формоизменяющих и разделительных операций. Сама резина при этом является или матрицей, или пуансоном. Это метод штамповки в большинстве случаев применяют тогда, когда необходимо изготавливать детали из металла, толщина которого составляет менее двух миллиметров.
• Штамповка жидкостью предполагает принятие металлом формы матрицы за счет создаваемого жидкостью давления. Этот способ используется преимущественно тогда, когда нужно вытянуть различные полые детали.
Этот способ используется преимущественно тогда, когда нужно вытянуть различные полые детали.
• Штамповка взрывом производится с использованием различных взрывчатых веществ. Они создают высокое давление, в результате чего заготовка по своей форме становится такой же, как и штамп. Этот способ обычно используют тогда, когда другими способами неэкономично изготавливать детали, имеющие сложную форму или большой размер.
• Электрогидравлическая штамповка характеризуется тем, что при этом методе в качестве энергоносителя используется высоковольтный заряд, подводимый к жидкости. Под воздействием разряда возникает ударная волна, которая придает заготовке нужную конфигурацию, деформируя ее. Применение этого вида штамповки позволяет осуществлять ее с относительно небольшими затратами и высокой точностью.
404 — страница не найдена
Ошибка 404 — страница не найдена
Ваш город Москва?
При выборе изменится адрес и контакты представительства в вашем городе, а также актуальный ассортимент товаров.
- Россия
- Казахстан
- Белоруссия
- Кыргызстан
- Узбекистан
- Таджикистан
Выберите ваш город
Россия
Россия
Казахстан
Белоруссия
Кыргызстан
Узбекистан
Таджикистан
А
АктауАктобеАлматыАтырауАшхабад
Д
Душанбе
Ж
Жезказган
К
КарагандаКокшетауКостанайКызылорда
Н
Нур-Султан (Астана)
П
ПавлодарПетропавловск
С
Семей
Т
ТалдыкорганТаразТуркестан
У
УральскУсть-Каменогорск
Ш
Шымкент
Б
Брест
В
Витебск
Г
ГомельГродно
М
МинскМогилёв
Б
БаткенБишкек
Д
Джалал-Абад
К
Каракол
Н
Нарын
О
Ош
Т
Талас
А
Андижан
Б
Бухара
Н
Нукус
С
Самарканд
Т
Ташкент
Ф
Фергана
Б
БохтарБустон
В
Вахдат
Г
ГиссарГулистон
Д
Душанбе
И
ИстаравшанИстиклолИсфара
К
КанибадамКулябКурган-Тюбе
Л
Левакант
Н
Нурек
П
Пенджикент
Р
Рогун
Т
Турсунзаде
Х
ХорогХуджанд
Обратный звонок
Введите имя
Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Оформление заказа
Введите имя
Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Запрос цены
Введите имя Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Товар добавлен!
Горячее тиснение 101 | Macrodyne
Что такое горячее тиснение?
Горячая штамповка, известная как закалка под прессом в Европе и горячая штамповка в Азии, представляет собой процесс термической формовки листового металла, при котором формование и металлургическая термообработка происходят во время процесса штамповки.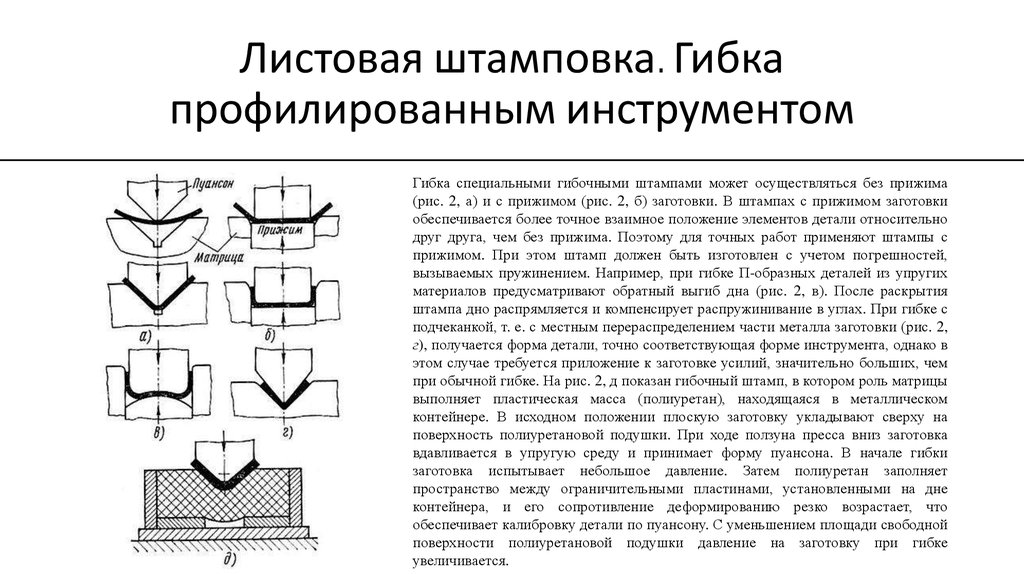 Закалка под прессом была первоначально разработана в 1970-х годах для производства сельскохозяйственных инструментов из закаленной стали, но с тех пор она оказала большое коммерческое влияние на производство легких и высокопрочных белых кузовов в автомобильной промышленности. Снижение расхода топлива и безопасность транспортных средств привели к повсеместному использованию компонентов из сверхвысокопрочной стали, что стало возможным благодаря появлению процесса горячей штамповки.
Закалка под прессом была первоначально разработана в 1970-х годах для производства сельскохозяйственных инструментов из закаленной стали, но с тех пор она оказала большое коммерческое влияние на производство легких и высокопрочных белых кузовов в автомобильной промышленности. Снижение расхода топлива и безопасность транспортных средств привели к повсеместному использованию компонентов из сверхвысокопрочной стали, что стало возможным благодаря появлению процесса горячей штамповки.
Раннее развитие и продвижение горячей штамповки было сосредоточено на низкоуглеродистой стали 22MnB5, легированной марганцем и бором, из-за традиционного использования и доступности в секторе белого тела. При нагреве листа 22MnB5 выше 900 °C микроструктура металла преобразуется из ферритной стали в аустенитную, затем при быстром охлаждении в штампе стальная фаза превращается в мартенситную с пределом прочности до 1500 МПа [220 KSI ]. С тех пор были разработаны более высокоуглеродистые марки стали со специальными покрытиями и усовершенствованными химическими составами с пределом прочности до 2000 МПа [29]. 0 KSI] и множество существенных преимуществ процесса и свойств материала.
0 KSI] и множество существенных преимуществ процесса и свойств материала.
Для горячей штамповки требуется программируемый сервогидравлический пресс с высокой скоростью подачи и возможностью выдержки для многократного контроля веса в процессах горячей штамповки и охлаждения. Вспомогательное оборудование обычно включает в себя печь с роликовым подом или штабелированную печь для нагрева листового металла, робототехнику или устройства подачи материала, систему охлаждения матрицы и операции обрезки деталей. Тип рамы пресса, системы направляющих, скорость, грузоподъемность, направление подачи материала, быстрая смена матрицы и возможность загрузки вне центра должны быть тщательно оценены, чтобы убедиться, что пресс оптимизирован для конкретных операций горячего тиснения.
Соображения по материалам
Любой металл, поддающийся термообработке или трудно поддающийся формованию, может выиграть от горячей штамповки, когда производство сложных высокопрочных деталей является преимуществом. Некоторые примеры материалов представлены в таблице 1 ниже.
Некоторые примеры материалов представлены в таблице 1 ниже.
| Material | Grade | Strength | ||||||||||||||||||
| Boron Alloy Steel, 0.22% C | 22MnB5 | 1500 MPa | ||||||||||||||||||
| Boron Alloy Steel, 0.30% C | 30MnB5 | 1800 MPa | ||||||||||||||||||
| Boron Alloy Steel, 0.37% C | 37MnB5 | 2000 MPa | ||||||||||||||||||
| Aluminum Alloy, 6000 series | 6061-T6 | 300 MPa | ||||||||||||||||||
| Aluminum Alloy, 7000 series | 7075-T76 | 500 MPa | ||||||||||||||||||
| Magnesium Alloy | AZ31B-H | 300 MPa | ||||||||||||||||||
| Titanium Alloy 9Таблица 1
Не все металлы будут демонстрировать высокую прочность, характерную для борсодержащих сталей, при горячей штамповке. Добавление бора в углеродистые стали способствует фазовому превращению в мартенсит при быстром охлаждении.
Коррозия, обезуглероживание и образование накипи на листовых материалах при высоких температурах в печи являются проблемой для горячей штамповки. Для стали без покрытия требуется атмосфера инертного газа, чтобы свести к минимуму образование накипи. Коррозионно-стойкие покрытия, такие как алюминий-кремний, часто наносят на листовую сталь, чтобы исключить необходимость удаления окалины. Добавление определенных легирующих элементов также может уменьшить коррозию и в некоторых случаях снизить потребность в охлаждении, необходимом для поддержания твердости, и сделать возможным многоэтапное формование.
Металлурги и производители стали приложили значительные усилия для улучшения материалов, используемых для горячей штамповки. На рисунке 1 ниже показано соотношение между удлинением и пределом прочности на разрыв для борсодержащей стали 22MnB5 в отожженном и горячештампованном состояниях по сравнению с другими составами стали, такими как мягкая сталь и обычные высокопрочные стали. Наложенная справа фазовая диаграмма температура-время иллюстрирует условия, необходимые для производства мартенситной стали, а также временные и температурные зоны, в которых в 22MnB5 могут возникать другие фазы. Рис. 1: Свойства материала и циклы охлаждения для 22MnB5. Преимущества горячей штамповки Преимуществами конструкционных компонентов горячей штамповки являются исключительный предел прочности при растяжении в состоянии после формования и сложные геометрические формы, которые могут быть сформированы. Повышенная прочность горячештампованных деталей позволяет снизить вес компонентов за счет использования более тонкого листового металла, сохраняя при этом как структурную целостность, так и ударопрочность.
Когда использовать горячую штамповку Горячую штамповку лучше всего использовать, когда требуются сверхвысокопрочные сплавы с высокой прокаливаемостью, которые очень трудно формовать при комнатной температуре, для удовлетворения строгих требований к продукции. В качестве распространенного примера низкоуглеродистые стали, легированные бором, и другие стальные сплавы с улучшенными составами используются для изготовления белых кузовных деталей легковых автомобилей, таких как стойки, бамперы, дверные балки и рейлинги на крыше. Рис. 2: Компоненты белого корпуса, подходящие для горячего тиснения На этом высококонкурентном и строго регулируемом рынке количество деталей кузова, формируемых горячим способом, и степень снижения веса продолжают расти.
Использование в авиации, аэрокосмической промышленности, обороне и на других развивающихся рынках начинает ощущать преимущества более высокой прочности и меньшего веса, которые стали возможными благодаря горячей штамповке труднодеформируемых усовершенствованных сплавов. Вопросы процесса Принятие решения о том, является ли горячая штамповка предпочтительным процессом изготовления деталей, является сложной задачей. Необходимо учитывать объемы производства, производительность, стоимость детали, функцию детали и производственные допуски. Особое внимание необходимо уделить выбору подходящего сорта материала, который может извлечь выгоду из процесса термообработки для получения наилучшей возможной детали. Альтернативные процессы Процессы, позволяющие достичь аналогичных результатов, включают;
Штамповка металла [Холодный]: если формуемый материал достаточно пластичен при комнатной температуре, то аналогичные высокопрочные детали можно изготавливать без необходимости нагревания и отжига листового металла. Для производства точных деталей обычно требуются более традиционные методы проектирования деталей и штампов для управления возвратом пружины.
Горячая штамповка: Обычно используется для сплавов цветных металлов, которые трудно деформировать при комнатной температуре. После формовки часто требуется контролируемый процесс охлаждения и старения для восстановления микроструктур, затвердевших на твердый раствор, которые присутствовали до отжига листа путем нагревания.
Гидроформинг: Усовершенствованный процесс формования листов и труб, в котором используется гидравлическое давление вместо фиксированного пуансона для получения геометрических форм, не подходящих для штамповки, включая формы с подрезами или выпуклости.
Изготовление: Для прототипирования или мелкосерийного производства детали могут быть изготовлены из нескольких листов с помощью сварки или других способов соединения. В большинстве случаев изготовление подходит только тогда, когда объем производства недостаточно высок, чтобы оправдать стоимость специального инструмента. Процесс горячей штамповки Обзор Горячая штамповка включает быструю закалку сверхвысокопрочных сталей, которые были нагреты и отформованы. Процесс начинается с раскладки заготовки, которую загружают в печь или топку для нагрева. Нагретая заготовка с помощью системы подачи пресса передается в гидравлический пресс для горячей штамповки, который очень быстро закрывается для создания тоннажа, а затем удерживает деталь, пока она не остынет. Рис. 3: Элементы процесса прямого и непрямого горячего тиснения Прямое горячее тиснение более распространено в промышленности. Непрямая горячая штамповка добавляет стадию холодной штамповки перед нагревом. Факторы успехаПрямое горячее тиснение более распространено в промышленности. Непрямая горячая штамповка добавляет стадию холодной штамповки перед нагревом. Всестороннее изучение всех параметров, влияющих на горячее тиснение, выходит за рамки данной статьи. Вместо этого мы рассмотрим несколько ключевых факторов, влияющих на приемлемую экономику процесса: свойства материалов, закалочные инструменты, производительность и снижение дефектов.
Свойства материала: Высокая прокаливаемость материала обеспечивает более высокую прочность, что напрямую снижает вес детали.
Инструменты для формовки и закалки: Хорошо спроектированный инструмент для формовки и закалки имеет решающее значение для успешного производства детали. Зоны высокой прочности должны быть быстро закалены, чтобы получить желаемые свойства материала. Изолированные зоны компонентов, требующие большей пластичности, охлаждаются медленнее, а в некоторых случаях инструмент нагревается для достижения надлежащей микроструктуры. Специализированные стали для инструментов для горячей обработки, которые могут выдерживать суровые условия многократного термоциклирования, необходимы для минимизации износа матрицы и уменьшения выхода инструмента из строя.
Производительность: Закалка под прессом — это значительно более медленный процесс, чем традиционная штамповка, главным образом из-за времени, необходимого для закалки детали. Типичная скорость цикла прессования составляет от 10 до 30 секунд, при этом более толстые материалы занимают больше времени из-за дополнительного времени, необходимого для закалки. Дополнительная задержка также может быть связана с необходимостью лазерной обрезки, когда закаленная деталь слишком тверда для постобработки прессом и штамповки. Одним из методов, который использовался для сокращения времени цикла, является добавление кремния в состав сплава, что позволяет обеспечить более высокую температуру закалки для облегчения более быстрого многоэтапного формования с штамповкой горячим прессованием и обрезкой.
Уменьшение дефектов: Горячая штамповка приводит к тому, что в результате процесса отжига становится возможным формование глубоких и сложных форм, но высокие температуры делают сталь липкой. Высокая температура также означает, что на лист нельзя наносить смазку, и трение представляет собой серьезную проблему. Кроме того, покрытия материалов, используемые для предотвращения обезуглероживания и образования накипи во время нагрева заготовки, могут быть очень абразивными по отношению к поверхностям инструмента. В результате управление трением имеет решающее значение, чтобы избежать чрезмерного утончения, расщепления и растрескивания детали, а также чрезмерного износа штампа в результате истирания. Конструкция деталей и инструментов для предотвращения дефектов Конструкция деталей и пресс-инструментов для уменьшения и предотвращения дефектов в процессе горячей штамповки в первую очередь сосредоточена на поддержании температуры формования и управлении потоком материала.
Сведение к минимуму отрицательного воздействия трения и поддержание текучести материала является серьезной проблемой для горячей штамповки. Повышенные температуры не позволяют использовать какие-либо формовочные смазки, а в горячем состоянии металл становится очень мягким и липким. Насколько это возможно, конструкция должна минимизировать контакт поверхности между геометрией детали и заготовкой из листового металла. Минимизация контакта позволит обеспечить более свободный поток материала, однако поток также необходимо контролировать во время цикла, чтобы предотвратить образование складок на фланце и смещение деталей.
Поддержание температуры листового металла, достаточной для предотвращения затвердевания и растрескивания в процессе формовки, является еще одной серьезной проблемой. Некоторые общие методы для продвижения успешной детали и дизайна инструментов перечислены ниже в Таблице 2.
Таблица 2: Стратегии проектирования деталей и инструментов. Обновлено в сентябре 2021 г. Конфигурация пресса Основные параметры Настройка пресса для производства горячештампованных деталей начинается с требований к процессу изготовления детали. Для конфигурации требуется информация о типе материала, спецификациях деталей, объеме производства, скорости производства и целевых ценах. Затем эти факторы оказывают непосредственное влияние на требования к обработке, формованию и закалке, которые, в свою очередь, влияют на характеристики установки и оснастки. На приведенной ниже диаграмме зависимости температуры от времени процесса показаны этапы процесса, которые будут определять требования к процессу и достижимую производительность. Рис. 4: Температура в зависимости от времени процесса горячего штамповки При покупке пресса для горячего тиснения или полностью автоматизированной линии для горячего тиснения следует учитывать несколько ключевых переменных.
Рис. 5: Линия пресса Macrodyne 1000 тонн для горячего тиснения Размер станины Станина пресса должна вмещать в себя самый большой предполагаемый набор инструментов. Тоннаж и скорость Система управления гидравлическим прессом для горячей штамповки должна обеспечивать полностью программируемое и воспроизводимое управление тоннажем для оптимизации процесса и снижения энергопотребления. Пресс должен быть в состоянии произвести достаточное усилие, чтобы сформировать деталь и удерживать/затвердеть, но следует избегать чрезмерного усилия. Тоннаж, который применяется сверх необходимого, может привести к избыточному потреблению энергии и износу инструмента. Типичный диапазон тоннажа для горячей штамповки составляет от 500 до 1500 тонн.
Нагретая заготовка начинает быстро остывать сразу после извлечения из печи, поэтому очень важно, чтобы пресс закрывался и создавал массу для очень быстрого формования детали. Ход и дневной свет Между полностью втянутым пуансоном и поверхностью штампа должно быть достаточно дневного света, чтобы можно было снять готовую деталь с пресса. На практике это соответствует дневному свету, который примерно в три раза превышает ход пресса. Если пресс будет использоваться для производства более чем одной детали, ход и дневной свет должны соответствовать ожидаемому размеру инструмента. Дополнительные зазоры могут потребоваться для обеспечения охлаждения штампа, нагрева штампа, доступа к роботу или подающему устройству, а также быстросменного инструмента. Расширенные возможности Некоторые расширенные возможности горячей штамповки включают:
Ссылки на изображения
Посетите нашу страницу «Прессы горячего тиснения», чтобы узнать больше о специальных прессах горячего тиснения. Свяжитесь с нами, чтобы узнать о ваших потребностях в гидравлическом прессе. 10 Часто задаваемые вопросы по быстрорежущей стали горячего тиснения1. Что такое горячая штамповка В самом простом определении горячая штамповка, также называемая горячей штамповкой или закалкой под давлением, представляет собой процесс формовки металла в очень горячем состоянии (свыше 900°C) с последующей его закалкой (охлаждение это быстро) в штампе. Этот процесс превращает металл с низкой прочностью на растяжение в очень высокопрочную сталь (от 150 до 200 килофунтов на квадратный дюйм (KSI). 2. Как работает процесс?Материал, упрочняемый прессованием — борсодержащая сталь или алюминизированная сталь — нагревается более чем на 900 градусов до температуры аустенита в печи на первой ступени линии прессования. Материал быстро переносится на пресс, и деталь формируется, пока материал очень горячий. Затем деталь закаливают, удерживая ее в полости матрицы с водяным охлаждением в течение нескольких секунд в нижней части хода, когда зернистая структура материала преобразуется из аустенитного состояния в мартенситное. 3. Почему горячая печать? «На первый взгляд, процесс горячей штамповки кажется довольно простым — нагрейте стальную заготовку, пока она не раскалится докрасна, вдавите ее в полость штампа и держите там несколько секунд, пока она не остынет. Весь процесс представляет собой колдовство. У меня возникло видение кузнеца, работающего с раскаленной заготовкой над наковальней с кувалдой и закалочным ведром рядом с ним», — сказал Рич Марандо, президент Graebener Group Technologies, Наполеон, штат Огайо. Высокая прочность на растяжение. «В случае современной горячей штамповки относительно сложные детали могут быть сформированы в одностадийной штампе», — продолжил Марандо. «В результате получается сложная деталь почти чистой формы с пределом текучести во много раз выше, чем у детали из мягкой стали». Борсодержащая сталь в исходном состоянии имеет предел прочности при растяжении около 50 тысяч фунтов на квадратный дюйм, но после горячего формования она составляет около 200 тысяч фунтов на квадратный дюйм. Сложные компоненты. Поскольку горячая штамповка позволяет формовать сложные детали за один проход, многокомпонентные сборки могут быть переработаны и сформированы как один компонент, исключая некоторые последующие процессы соединения, такие как сварка. Без пружинного возврата. Возможно, самым значительным преимуществом горячей штамповки, помимо ее упрочняющей способности, является ее способность снимать напряжения, которая решает проблемы с пружинением и деформацией, распространенной проблемой при формовании высокопрочной стали (HSS) и усовершенствованной высокопрочной стали (AHSS). Cosma International Inc., Трой, штат Мичиган, подразделение Magna International, проектирует, разрабатывает и производит автомобильные системы, узлы, модули и компоненты. Поставщик уровня 1 поделился своим опытом горячей штамповки в статье «Горячее формование: прочность в сочетании со светом; между NHTSA и CAFE», опубликованной в выпуске The FABRICATOR® за май 2006 года. Одна из проблем, присущих штамповке из AHSS, заключается в том, что детали из AHSS, штампованные методом холодной штамповки, имеют тенденцию пружинить. «Это мешает подгонке и вызывает трудности при сварке и сборке», — сказал Свами Котагири, директор отдела исследований и разработок. Холодная штамповка сложных, угловатых деталей или деталей с трехмерным изгибом становится очень сложной, когда они изготовлены из очень высокопрочных материалов — от 150 до 200 KSI. 4. Какие компоненты подвергаются горячей штамповке? Проще говоря, горячая штамповка лучше всего подходит для изготовления деталей, которые должны быть одновременно легкими и очень прочными. Горячее тиснение чаще всего применяется для структурных автомобильных компонентов, таких как стойки кузова, коромысла, рейлинги на крыше, бамперы и дверные балки. Компания Cosma искала пути выполнения конструктивных требований Национальной администрации безопасности дорожного движения (NHTSA) по повышению безопасности транспортных средств. Требование уменьшить проникновение крыши в пространство салона при опрокидывании стало еще более жестким. «Стандарты разрушения крыши основаны на полной массе транспортного средства [GVW]», — сказал Котагири. «По сути, стандарт гласит, что если полная масса транспортного средства составляет 4000 фунтов, оно должно выдерживать силу, в 1,5 раза превышающую 4000 фунтов, или 6000 фунтов, при испытании на разрушение крыши, предназначенном для имитации опрокидывания. Чтобы соответствовать этим требованиям, материал компонентов должен быть прочнее — обычно это достигается за счет увеличения толщины и веса. Очевидное противоречие заключается в том, что компоненты также должны быть максимально легкими, чтобы соответствовать все более строгим корпоративным стандартам средней экономии топлива (CAFE) по снижению выбросов, сказал он. «Поэтому цель состоит в том, чтобы получить требуемые структурные характеристики, но при этом добавить как можно меньше веса», — сказал Котагири. 5. Каковы уникальные требования к прессу и оснастке?Система отопления. Печь или система индукционного нагрева должны быть установлены перед станцией формования на линии пресса для нагрева заготовки примерно до 960 градусов C. Система охлаждения. Пресс также должен быть оборудован системой охлаждения с большим количеством охлаждающих контуров с переменным управлением. Автоматизированная обработка . Поскольку нагретая деталь очень горячая на ощупь, в систему необходимо интегрировать автоматизированную систему обработки деталей, такую как шаттл или роботизированная система перемещения. Возможность задержки. Гидравлический пресс или пресс с сервоприводом с возможностью выдержки необходим для поддержания тоннажа в нижней части хода во время закалки детали. Безопасность. Пресс-система должна соответствовать всем требованиям безопасности для работы в горячем состоянии. Инструменты. Штамп для горячего тиснения представляет собой одноступенчатый штамп с внутренними каналами охлаждения и должен быть изготовлен из инструментальных материалов, устойчивых к тепловому удару. 6. Как это влияет на последующие процессы? Поскольку глубокую формовку можно выполнить одним ударом, составные сборки можно формировать как единый сложный компонент. «В прошлом, чтобы повысить безопасность боковых ударных балок, решение заключалось в добавлении деталей — добавлении большего количества металла в боковины кузова. Во многих случаях с помощью горячей штамповки мы можем устранить нужны дополнительные детали», — сказал Котагири в статье. «Допустим, у вас есть внутренняя часть центральной стойки со стороны кузова, усиление центральной стойки и наружная часть средней стойки. Если я использую в этой сборке компоненты, изготовленные горячим формованием, теперь я могу исключить усиление. В примерах разрушения крыши там, где обычные штамповки и усиления были заменены горячештампованными компонентами, масса снижается примерно на 30–40 процентов», — сказал он. Шкала. После формовки деталь может нуждаться в специальной обработке для удаления окалины и повышения коррозионной стойкости. Для борсодержащей стали без покрытия требуется богатая азотом (или другим инертным газом) атмосфера в печи; в противном случае, когда он подвергается воздействию атмосферы, на нем образуется окалина, которую необходимо удалить дробеструйной или пескоструйной обработкой. 7. Каковы другие аспекты возможностей?Меньший тоннаж Требование . Котагири сказал, что потребность в тоннаже для горячей формовки высокопрочной стальной детали значительно ниже, чем для холодной формовки. По его словам, для горячей формовки вытяжной части центральной стойки требуется всего от 30 до 40 процентов тоннажа, необходимого для ее холодной штамповки с использованием материала аналогичной прочности. Таким образом, деталь, для холодной штамповки которой требуется 1000 тонн, требует только 300-400 тонн для горячей штамповки, сказал он. Элементы сложной детали. Горячее формование позволяет получить очень сложную геометрию с высокой прочностью, которую нельзя формировать в холодном виде. «Честно говоря, сегодня нет ни одного другого процесса, при котором можно было бы сформировать деталь, подобную А-образной опоре, с такой же прочностью из-за упругости и из-за требований к тоннажу и прочности», — сказал Котагири. 8. Каковы ограничения горячего тиснения?Лазерная накладка. Окончательная обрезка должна выполняться с помощью лазера, поскольку после закалки детали ее становится слишком сложно обрезать с помощью традиционных стальных штампов для обрезки. Стоимость материалов. Бористая сталь стоит дороже, чем низкоуглеродистые материалы. Нельзя переформировать. Горячее тиснение — это одноэтапный процесс, фактически невозможно выполнить несколько процессов, таких как дополнительная вытяжка или отбортовка, поскольку материал затвердевает. Медленное формирование. Процесс горячей штамповки медленнее, чем холодная штамповка. От удара до удара проходит примерно 15-20 секунд. Ограниченные материалы. Этот процесс горячей штамповки нельзя применять к оцинкованной или предварительно окрашенной стали; только материалы из бора могут подвергаться горячей штамповке. 9. Как сравнить затраты?Расчет разницы в весе и стоимости может быть сложной задачей, поскольку прямое сравнение детали, изготовленной методом холодной штамповки, с деталью, изготовленной методом горячей штамповки, будет неточным, сказал Котагири. «Например, вы не можете взять центральную стойку холодной штамповки и сравнить ее с горячештампованной центральной стойкой и спросить: «Какова разница в стоимости?» потому что вы получаете больше от своей части в процессе горячей штамповки», — сказал Котагири. «Вопрос в следующем: «Нам нужна эта производительность; теперь дайте нам свой дизайн с горячим тиснением и расскажите, сколько вы сэкономили в массе». 10. Каково будущее горячего тиснения? Котагири из Cosma ожидает, что растущие требования к высокому соотношению прочности к весу повысят спрос на компоненты горячей штамповки.  |
 Стальные листы, не легированные для фазового превращения, не могут быть закалены до сверхвысокой прочности, однако регулировка твердости посредством зонного охлаждения и нагрева может использоваться для управления микроструктурой и, следовательно, свойствами материала. Большинство сплавов цветных металлов будут демонстрировать ограниченное улучшение твердости, но горячее штампование может улучшить формуемость сложных форм, устранить пружинение и уменьшить количество дефектов во многих областях применения.
Стальные листы, не легированные для фазового превращения, не могут быть закалены до сверхвысокой прочности, однако регулировка твердости посредством зонного охлаждения и нагрева может использоваться для управления микроструктурой и, следовательно, свойствами материала. Большинство сплавов цветных металлов будут демонстрировать ограниченное улучшение твердости, но горячее штампование может улучшить формуемость сложных форм, устранить пружинение и уменьшить количество дефектов во многих областях применения.
 Другие преимущества перечислены ниже:
Другие преимущества перечислены ниже: См. рисунок 2 ниже для примера деталей, подходящих для облегчения веса.
См. рисунок 2 ниже для примера деталей, подходящих для облегчения веса. Предварительно сформированные и адаптированные заготовки часто желательны для получения оптимальных свойств материала детали. Горячештампованные детали часто слишком тверды, чтобы их можно было обрезать на прессе, поэтому после формовки может потребоваться специальная лазерная обрезка.
Предварительно сформированные и адаптированные заготовки часто желательны для получения оптимальных свойств материала детали. Горячештампованные детали часто слишком тверды, чтобы их можно было обрезать на прессе, поэтому после формовки может потребоваться специальная лазерная обрезка.
 Когда этот процесс завершен, закаленный компонент автоматически выгружается из гидравлического пресса с помощью системы разгрузки пресса для окончательной обработки. На рисунке 3 ниже показаны основные элементы горячего тиснения.
Когда этот процесс завершен, закаленный компонент автоматически выгружается из гидравлического пресса с помощью системы разгрузки пресса для окончательной обработки. На рисунке 3 ниже показаны основные элементы горячего тиснения. В автомобильном секторе это означает лучшую экономию топлива и повышенную безопасность пассажиров. Высокая прочность на растяжение – не единственное требование. Ударопрочность также зависит от энергопоглощающих свойств пластичной стали, присутствующих в зонах деформации. Усовершенствованные высокопрочные стали должны отвечать обеим этим требованиям. Ключевыми методами для достижения этих результатов являются специальные заготовки и зональная термообработка в закалочной оснастке.
В автомобильном секторе это означает лучшую экономию топлива и повышенную безопасность пассажиров. Высокая прочность на растяжение – не единственное требование. Ударопрочность также зависит от энергопоглощающих свойств пластичной стали, присутствующих в зонах деформации. Усовершенствованные высокопрочные стали должны отвечать обеим этим требованиям. Ключевыми методами для достижения этих результатов являются специальные заготовки и зональная термообработка в закалочной оснастке. Рабочие поверхности инструмента часто упрочняют азотированием и другими методами осаждения материала, чтобы противостоять истиранию и увеличить срок службы инструмента.
Рабочие поверхности инструмента часто упрочняют азотированием и другими методами осаждения материала, чтобы противостоять истиранию и увеличить срок службы инструмента.
 Если листовой металл остывает слишком быстро до завершения формовки, то, вероятно, произойдет затвердевание и растрескивание детали. Если трение при формовании нельзя контролировать или уменьшить эффективно, на деталях появятся морщины.
Если листовой металл остывает слишком быстро до завершения формовки, то, вероятно, произойдет затвердевание и растрескивание детали. Если трение при формовании нельзя контролировать или уменьшить эффективно, на деталях появятся морщины. Сжатие материала во время охлаждения может затруднить контроль геометрии детали. В сочетании с этой проблемой износ инструмента в результате истирания и термоциклирования может сократить срок службы инструмента и ухудшить качество детали. Инструментальные стали для горячей обработки обычно требуются для минимизации эффектов теплового удара, деформаций при деформации и износа. Износ можно еще больше уменьшить, применяя упрочняющую обработку поверхности, такую как азотирование, к готовым полостям матрицы. Поддержание хорошего качества поверхности позволяет сократить продолжительность циклов и более контролируемое упрочнение деталей во время закалки.
Сжатие материала во время охлаждения может затруднить контроль геометрии детали. В сочетании с этой проблемой износ инструмента в результате истирания и термоциклирования может сократить срок службы инструмента и ухудшить качество детали. Инструментальные стали для горячей обработки обычно требуются для минимизации эффектов теплового удара, деформаций при деформации и износа. Износ можно еще больше уменьшить, применяя упрочняющую обработку поверхности, такую как азотирование, к готовым полостям матрицы. Поддержание хорошего качества поверхности позволяет сократить продолжительность циклов и более контролируемое упрочнение деталей во время закалки.
 В этих системах масло должно быть очень чистым, и в дополнение к стандартным картриджным фильтрам, возможно, стоит рассмотреть возможность использования онлайновых или автономных систем фильтрации.
В этих системах масло должно быть очень чистым, и в дополнение к стандартным картриджным фильтрам, возможно, стоит рассмотреть возможность использования онлайновых или автономных систем фильтрации. Для прямоугольных или сложных форм заготовок ориентация детали внутри станины будет определять общие размеры станины. Грубая оценка размера кровати может быть рассчитана на основе размера бланка. Широкий доступ к станине со всех четырех сторон пресса для горячего тиснения выгоден для автоматизированной передачи материала и быстрой смены инструмента.
Для прямоугольных или сложных форм заготовок ориентация детали внутри станины будет определять общие размеры станины. Грубая оценка размера кровати может быть рассчитана на основе размера бланка. Широкий доступ к станине со всех четырех сторон пресса для горячего тиснения выгоден для автоматизированной передачи материала и быстрой смены инструмента. Автоматическая загрузка деталей обычно требует, чтобы пресс был открыт на значительную величину, чтобы обеспечить достаточный зазор. Этот большой зазор делает еще более важным, чтобы пресс мог открываться и закрываться очень быстро. Обычно требуется скорость закрытия от 500 до 1000 мм в секунду. Быстрые скорости возврата несколько медленнее, но они оптимизированы для сокращения времени цикла.
Автоматическая загрузка деталей обычно требует, чтобы пресс был открыт на значительную величину, чтобы обеспечить достаточный зазор. Этот большой зазор делает еще более важным, чтобы пресс мог открываться и закрываться очень быстро. Обычно требуется скорость закрытия от 500 до 1000 мм в секунду. Быстрые скорости возврата несколько медленнее, но они оптимизированы для сокращения времени цикла.



 Горячее тиснение наиболее распространено для конструкционных автомобильных компонентов, таких как стойки кузова, коромысла, рейлинги на крыше, бамперы и дверные балки, которые должны быть достаточно прочными, чтобы выдерживать большие нагрузки с минимальным проникновением в салон во время опрокидывания и удара.
Горячее тиснение наиболее распространено для конструкционных автомобильных компонентов, таких как стойки кузова, коромысла, рейлинги на крыше, бамперы и дверные балки, которые должны быть достаточно прочными, чтобы выдерживать большие нагрузки с минимальным проникновением в салон во время опрокидывания и удара.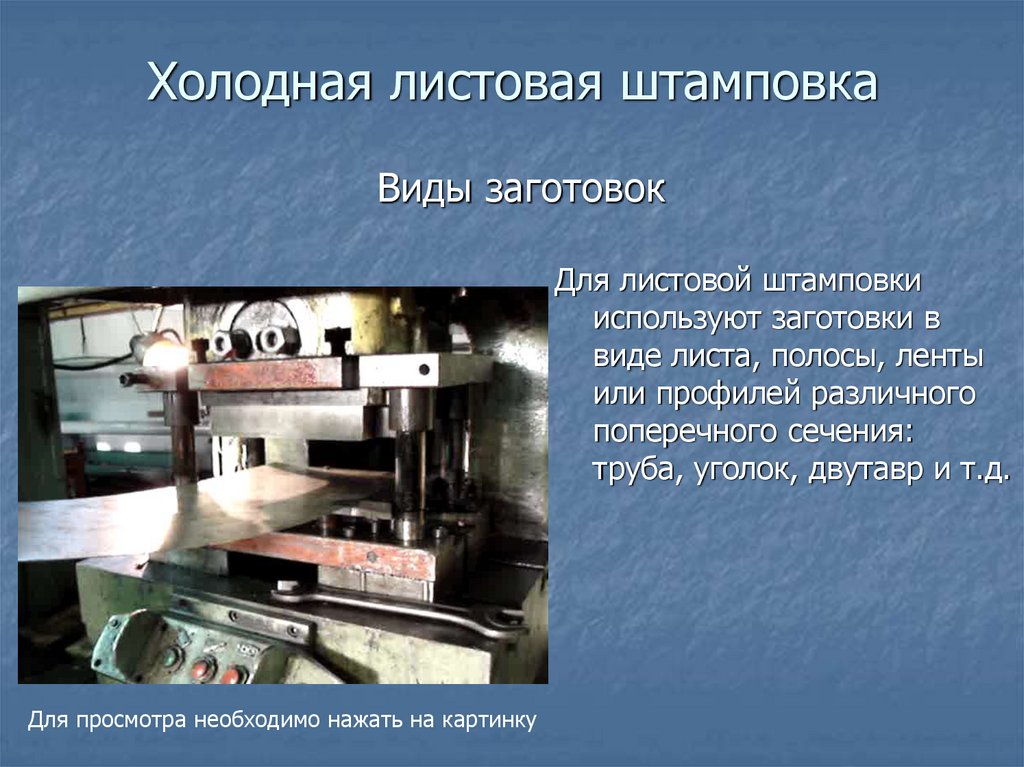 Новые правила требуют полная масса автомобиля должна быть в 2,25–2,5 раза больше полной массы автомобиля».
Новые правила требуют полная масса автомобиля должна быть в 2,25–2,5 раза больше полной массы автомобиля».
