Виды сварочной проволоки: Что такое сварочная проволока | Виды: омедненная, порошковая и др.
Содержание
Советы профессионалов и обзоры на продукцию Кедр
Где купить
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Кровельная горелка – устройство, виды, характеристики, применение
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Не хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Купить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Виды сварочной проволоки для полуавтомата: типы и классификация
Сварочная проволока является одним из основных присадочных материалов, которые используются во время газовой сварки, а также для дуговой в среде защитных газов, которой является аргонодуговая сварка. Главной особенностью ее является то, что она не имеет покрытия. Таким образом, для получения качественного результата сваривания необходимо использовать дополнительную защиту, которой зачастую выступает газ. Благодаря своему широкому распространению расходный материал используется для сварки самых разнообразных металлов. Это обеспечивает то, что существуют различные виды сварочной проволоки, каждый из которых предназначен для своего рода процедур.
Главной особенностью ее является то, что она не имеет покрытия. Таким образом, для получения качественного результата сваривания необходимо использовать дополнительную защиту, которой зачастую выступает газ. Благодаря своему широкому распространению расходный материал используется для сварки самых разнообразных металлов. Это обеспечивает то, что существуют различные виды сварочной проволоки, каждый из которых предназначен для своего рода процедур.
Сварочная проволока для полуавтомата
Данный материал применяется как для ручной сварки, так и для автоматической и полуавтоматической. Благодаря тому, что товар поставляется в катушках, можно осуществлять непрерывную подачу присадочной проволоки во время автоматического сваривания. Специально для таких случаев выпускают порошковые разновидности, которые дают эффект наилучшего качества, хотя могут применяться и другие виды. При выборе стараются больше ориентироваться на состав, так как чем ближе он к основному металлу, тем лучше получится шов. Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70.
Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70.
Сварочная проволока согласно ГОСТ 2246-70
Преимущества
- Проволока отлично подходит для работы с автоматическими системами, так как они настраиваются на подачу со скоростью равной скорости плавления;
- Мотки составляют несколько метров, благодаря чему ими удобно пользоваться в производственной сфере;
- Отсутствие покрытия уменьшает вероятность появления брака из-за недостаточной просушки, вкраплений в составе и прочих негативных факторов;
- Существует множество моделей отличающихся только по толщине, что помогает удобно подобрать марку для работы с той или иной толщиной заготовки;
- Здесь наблюдается минимальный процент образования шлака, что не только улучшает качество соединения, но и убирает множество последующих процедур по зачистке готового результата и так далее.
Недостатки
- Проволока требует постоянной защиты, что повышает себестоимость процесса соединения металла;
- Хранить большие мотки далеко не всегда удобно, тем более что для этого требуются специальные условия, которые не всегда возможно обеспечить;
- Большие мотки также неудобно использовать в частной сфере, если требуется относительно небольшое количество процедур;
- При покупке проволоки в мотках достаточно сложно подобрать универсальный диаметр, так что нужно иметь в запасе одновременно несколько вариантов для разных типов заготовок;
- Практически всегда требуется использовать дополнительно флюс.

Классификация
Рассматривая виды сварочной проволоки, стоит понимать, для каких именно процедур они предназначены и какими свойствами обладают. Для этого есть несколько систем классификации. В первую очередь следует выделить основные группы, которые касаются содержания легирующих элементов в составе:
- С низким содержанием углерода в присадочном материале;
- Незначительное количество легирующих веществ в составе;
- Высоколегированная сварочная проволока.
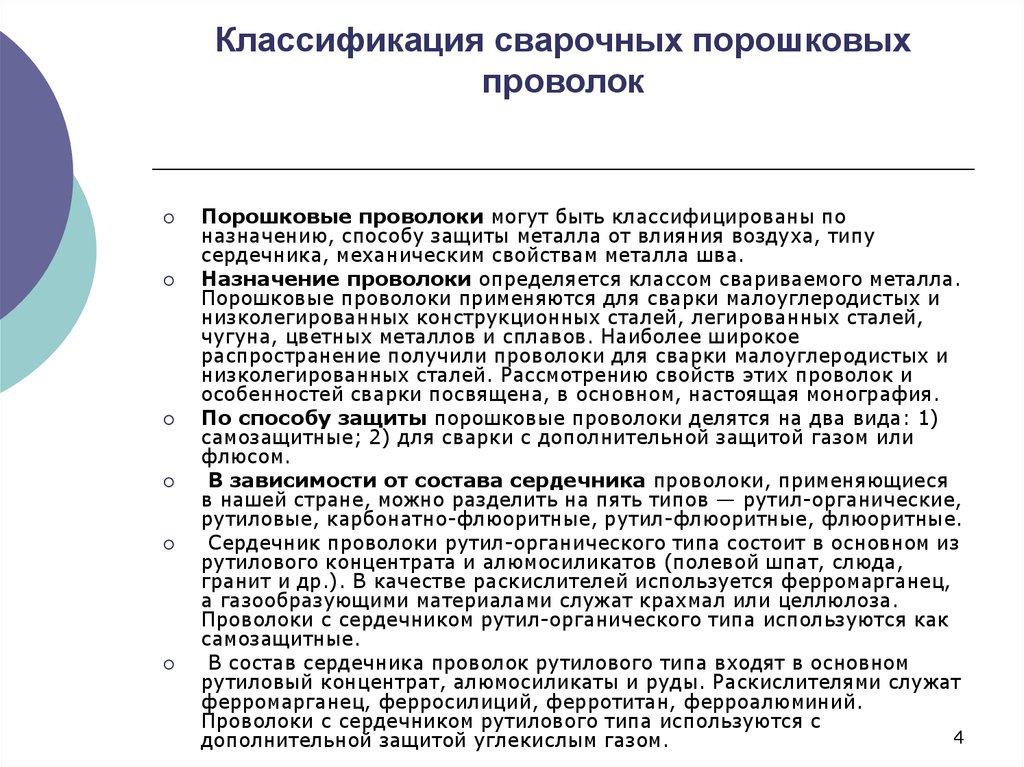
Отдельно стоит выделить порошковую проволоку, которая преимущественно используются для автоматической сварки и дает отличный результат качества. Она представляет собой трубку, сделанную из малоуглеродистой стали, которая наполняется раскислительными порошками, стабилизаторами, которые предназначены для улучшения горения сварочной дуги, а также шлакообразующими веществами.
Порошковая проволока для сварки полуавтоматом
Классификация сварочной проволоки еще касается материалов ее изготовления. Классы распределяются согласно основному металлу, который занимает больше всего места в составе, тогда как остальное является мелким вкраплением для улучшения свойств сваривания. Выделяют такие разновидности как:
Классы распределяются согласно основному металлу, который занимает больше всего места в составе, тогда как остальное является мелким вкраплением для улучшения свойств сваривания. Выделяют такие разновидности как:
- Алюминиевая;
- Медная;
- Нержавеющая;
- Стальная;
- Стальная омедненная.
Помимо этого, каждая марка разделяется на несколько типов по размеру. Как правило, шаг увеличения диаметра составляет от 0,5 до 1 мм.
Сварочная проволока диаметром 1 мм
Для сварки стали
Типы сварочной проволоки для соединения стали являются достаточно распространенными, так как с этим металлом и его сплавами очень часто приходится встречаться.
| Марка | Характеристики |
| Св-08Г1C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08Г1НМА | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов, которые обладают высокой прочностью. Работает под флюсом |
| Св-08Г2C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08ГМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГНМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГСМТ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в смеси (Ar-80%, CO2-20%). |
Для сварки нержавейки
Марки сварочной проволоки, которые предназначаются для сваривания нержавейки, имеют много нюансов в составе, так как это очень капризный металл, сваривание которого сложно на техническом и физической уровне. Ведь при сварке нержавейки металл ведет подобно воде и сильно растекается, не говоря уже о том, что к проволоке выдвигаются особые требования.
| Марка | Характеристики |
| Св-04Х19Н11М3 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ |
| Св-06Х19Н9Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
| Св-07Х25Н13 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
| Св-08Х20Н9Г7Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания аустелитных нержавеющих сталей. Для сварки требуется защитный газ |
| Св-10Х16Н25АМ6 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
Для сварки алюминия
Алюминий также является сложным в сварке металлом, который требует особого присадочного материала для качественного проведения работы. Сварка алюминия проводится с помощью следующих основных марок проволоки:
| Марка | Характеристики |
| Д16 | Создается на основе сплава алюминия, меди и магния.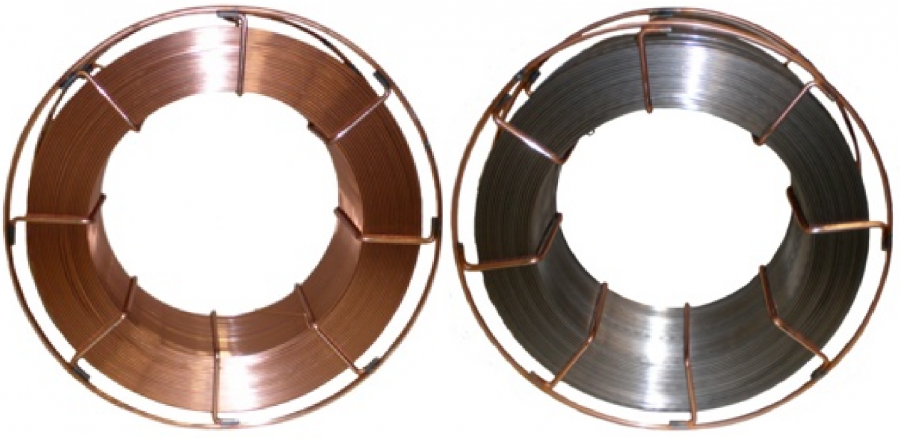 |
| В92Ц | Создается на основе сплава алюминия, магния и цинка. |
| АК4 | В составе присутствует алюминий, марганец, медь, железо и никель. |
| ВАД23 | В составе присутствует алюминий, марганец, медь и прочие элементы. |
Для сварки меди
Медная проволока является достаточно востребованной и имеет множество марок. Многие виды сварочной проволоки для полуавтомата делаются именно из этого материала. Здесь приведены только несколько из них.
| Марка материала | Характеристики материала |
| OK Autrod 19.12 | Применяется для сварки чистой меди и ее сплавов. |
| OK Autrod 19.30 | Применяется для низколегированной меди и бронзы. Хорошо подходит для сваривания оцинкованных деталей. |
| OK Autrod 19.40 | Применяется для сварки литого проката из меди, алюминия и бронзы. Швы получаются прочными и износостойкими. Может использоваться для наплавки поверхности подшипников. |
Проволока для чугуна и сплавов никеля
Чугун является специфическим металлом, так как обладает высокой хрупкостью, несмотря на большую твердость. Отсутствие пластичности выдвигает свои требования к сварке.
| Марка материала | Характеристики материала |
| ПП-АНЧ-1 | Используется без подогрева. Твердость до 300 НВ. |
| ПП-АНЧ-2 | Используется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
| ПП-АНЧ-3 | Используется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Размеры сварочной проволоки
| Диаметр, мм | Сила тока, А |
| 2 | 120 |
| 3 | 160 |
| 4 | 210 |
| 5 | 250 |
| 6 | 290 |
| 7 | 330 |
| 8 | 350 |
| 9 | 370 |
| 10 | 400 |
Какой провод вам нужен?
Многие производители упускают из виду эффективность, которую они могут получить, заменив проволоку или процесс. На самом деле, когда вы спрашиваете изготовителей, почему они используют тот или иной электрод, некоторые отвечают: «Здесь всегда так делали», хотя другой способ может привести к значительным улучшениям.
На самом деле, когда вы спрашиваете изготовителей, почему они используют тот или иной электрод, некоторые отвечают: «Здесь всегда так делали», хотя другой способ может привести к значительным улучшениям.
Многие электроды в защитных газах — каждый с различными механическими свойствами, поведением дуги и предназначением — доступны практически для любого сварочного проекта. В зависимости от ваших требований к качеству, производительности и стоимости вы можете выбрать одну из трех различных проволок для дуговой сварки в защитных газах для вашего применения:
- Проволока для дуговой сварки в твердом газе (GMAW)
- Композитная проволока GMAW (с металлическим сердечником)
- Проволока для дуговой сварки в среде защитного газа (FCAW)
Сплошная проволока GMAW
Для GMAW требуется электрод из сплошной проволоки или композитный электрод с металлическим сердечником. Электроды из сплошной проволоки обычно называют электродами GMAW. Механические свойства и прочность наплавленного металла зависят, во-первых, от химического состава проволоки, а во-вторых, от типа используемого защитного газа (см. 9).0023 Рисунок 1 ). Защитный газ необходим для защиты сварного шва от атмосферы. Изготовители часто предпочитают GMAW, потому что наплавленный металл не содержит шлака и практически не требует очистки, что повышает эффективность.
9).0023 Рисунок 1 ). Защитный газ необходим для защиты сварного шва от атмосферы. Изготовители часто предпочитают GMAW, потому что наплавленный металл не содержит шлака и практически не требует очистки, что повышает эффективность.
| Рисунок 1 |
Грязная сталь. Существует множество классификаций проволоки GMAW, каждая из которых имеет разное количество раскислителей. Сильно раскисленная проволока может выдерживать легкие и средние уровни загрязнения поверхности. Для этих целей ищите провод ER70S-6, который имеет более высокое содержание кремния и марганца, чем ER70S-3. Вы также можете выбрать промежуточный электрод ER70S-4, если требуется больше раскислителей, чем ER70S-3, но меньше, чем ER70S-6.
Не забудьте выбрать проволоку GMAW от надежного производителя, чтобы обеспечить постоянный химический состав, диаметр и пригодность для подачи от партии к партии или от катушки к катушке. Некоторые импортные провода GMAW имеют маркировку ER70S-6, но фактически соответствуют европейской классификации SG2. Многие европейские проволоки с маркировкой ER70S-6 не соответствуют химическому составу ER70S-6, требуемому Американским обществом сварщиков (AWS), и поэтому могут не подходить для вашего применения.
Некоторые импортные провода GMAW имеют маркировку ER70S-6, но фактически соответствуют европейской классификации SG2. Многие европейские проволоки с маркировкой ER70S-6 не соответствуют химическому составу ER70S-6, требуемому Американским обществом сварщиков (AWS), и поэтому могут не подходить для вашего применения.
Скорость передвижения. На пластинах, обработанных пескоструйной обработкой, хорошо работает сплошная проволока GMAW. На листе с толстой прокатной окалиной проволока GMAW не работает так же хорошо, как проволока с металлическим сердечником или порошковая проволока. Сплошные проволоки GMAW не так быстро раскисляют прокатную окалину, что отрицательно влияет на форму валика и скорость перемещения.
Сварка в нерабочем положении. Сплошная проволока GMAW может использоваться для сварки в нерабочем положении с использованием процедуры короткой дуги на тонких материалах, что обеспечивает низкую скорость наплавки. В качестве альтернативы, импульсная сварка струей с этими электродами может увеличить скорость наплавки, сохраняя при этом возможности работы вне рабочего положения.
Механические свойства. Как правило, прочность наплавленного металла сплошным электродом GMAW ограничивается прочностью самого электрода. Если у вас есть высокопрочный низколегированный основной материал, может быть трудно найти сплошную стальную проволоку GMAW, которая будет соответствовать требованиям к основному материалу. Для этих применений более подходящими могут быть электроды с металлическим или флюсовым сердечником.
Послесварочные работы. При определенных режимах переноса металла сплошной проволокой GMAW, таких как короткодуговая и шаровидная, могут возникать брызги, которые требуют очистки после сварки. Во время GMAW могут образовываться кремниевые островки, которые, возможно, потребуется удалить перед покраской или нанесением покрытия. Однако GMAW со сплошной проволокой, как правило, представляет собой чистый процесс, требующий минимальных операций после сварки.
Металлопорошковая проволока
Металлопорошковая проволока представляет собой трубчатые электроды с металлическими компонентами в сердечнике. Как и сплошная проволока GMAW, проволока с металлическим сердечником обеспечивает сварку без шлака, которая практически не требует очистки. Рабочие характеристики также аналогичны характеристикам сплошной проволоки GMAW. Металлопорошковая проволока, ранее классифицируемая как порошковая проволока, теперь классифицируется как композитный электрод GMAW.
Как и сплошная проволока GMAW, проволока с металлическим сердечником обеспечивает сварку без шлака, которая практически не требует очистки. Рабочие характеристики также аналогичны характеристикам сплошной проволоки GMAW. Металлопорошковая проволока, ранее классифицируемая как порошковая проволока, теперь классифицируется как композитный электрод GMAW.
Грязная сталь. Металлопорошковая проволока лучше справляется с прокатной окалиной и поверхностными загрязнениями, чем проволока GMAW, благодаря своим металлическим компонентам. Эти компоненты помогают электроду с металлическим сердечником раскислять окалину лучше, чем сплошная проволока, поэтому этот тип проволоки является лучшим выбором, если вы не хотите дробеструйно обрабатывать материал перед сваркой.
Депонирование. Из-за трубчатой конструкции проволоки с металлическим сердечником плотность тока проволоки с металлическим сердечником выше при данной силе тока, чем у сплошной проволоки того же диаметра. Это может привести к более высокой скорости осаждения при данной силе тока. В некоторых автоматизированных приложениях металлопорошковая проволока большого диаметра может соответствовать или превосходить характеристики порошковой проволоки в среде защитных газов. Однако проволока с металлическим сердечником большого диаметра может оказаться непригодной для полуавтоматической сварки из-за высокой силы тока и тепла, излучаемого дугой.
Это может привести к более высокой скорости осаждения при данной силе тока. В некоторых автоматизированных приложениях металлопорошковая проволока большого диаметра может соответствовать или превосходить характеристики порошковой проволоки в среде защитных газов. Однако проволока с металлическим сердечником большого диаметра может оказаться непригодной для полуавтоматической сварки из-за высокой силы тока и тепла, излучаемого дугой.
Скорость движения. Проволока с металлическим сердечником должна быть вашим первым выбором, если скорость движения является вашей основной задачей. На листе с прокатной окалиной проволока с металлическим сердечником может обеспечить улучшенное смачивание и более плоскую форму валика, а также повысить производительность из-за меньшего уровня разбрызгивания (меньше очистки после сварки) и более высокой скорости перемещения.
Сварка вне положения. Хотя можно использовать металлопорошковую проволоку в нерабочем положении при малых токах в режиме короткой дуги, обычно она не используется для сварки в нерабочем положении, за исключением сварки в вертикальном положении вниз. Как и в случае сплошной проволоки GMAW, импульсная сварка может улучшить скорость наплавки проволоки с металлическим сердечником.
Как и в случае сплошной проволоки GMAW, импульсная сварка может улучшить скорость наплавки проволоки с металлическим сердечником.
Механические свойства. Электроды с металлическим сердечником доступны для высокопрочных низколегированных применений. В сердечник можно добавлять низколегированные металлические компоненты для достижения желаемых механических свойств. Эта возможность добавления компонентов может облегчить получение желаемых механических свойств с помощью электродов с металлическим сердечником, чем с помощью сплошной проволоки сопоставимой прочности.
Послесварочные работы. Перед покраской или нанесением покрытия на основной металл может потребоваться послесварочная очистка для удаления островков кремния, образовавшихся на электродах с металлическим сердечником. Однако общее время очистки может быть сокращено, поскольку проволока с металлическим сердечником обычно дает мало брызг.
Газозащитная проволока FCAW
Эти трубчатые электроды содержат флюс в сердцевине, а также раскислители для обеспечения дополнительной защиты от атмосферы. Ингредиенты флюса могут быть разработаны для улучшения механических свойств наплавленного металла. Электроды FCAW доступны как для сварки вне рабочего положения, так и для сварки в рабочем положении.
Ингредиенты флюса могут быть разработаны для улучшения механических свойств наплавленного металла. Электроды FCAW доступны как для сварки вне рабочего положения, так и для сварки в рабочем положении.
Грязная сталь. Проволока FCAW является наиболее устойчивой из трех типов проволоки для сварки грязного основного металла. Поскольку он имеет флюс и используется с защитным газом, он обеспечивает дополнительный уровень защиты от атмосферы.
Показания. В условиях сильного осаждения проволока FCAW большого диаметра в среде защитного газа часто может наносить большее количество фунтов в час, чем сплошная проволока GMAW или проволока с металлическим сердечником.
Исключением из этого правила является тандемная GMAW, в которой используются две сплошные проволоки в одной сварочной ванне. Tandem GMAW предлагает преимущества, аналогичные автоматической сварке металлическим сердечником, часто превышающие скорость наплавки проволоки FCAW в защитных газах.
Сварка вне положения. Для получения высокой скорости наплавки при сварке в нерабочем положении выбирайте проволоку малого диаметра — от 0,035 до 116 дюймов — в среде защитного газа FCAW. Такие проволоки, как AWS E71T-1 или E71T-12, обеспечивают высокую скорость наплавки при использовании вне рабочего места. Шлак от этих изделий предназначен для поддержки сварочной ванны при сварке вертикально вверх или вверх.
Механические свойства. Поскольку к сердечникам добавляются шлакообразующие вещества и другие компоненты, электроды FCAW могут достигать хороших механических свойств. Электроды FCAW могут использоваться для многих высокопрочных низколегированных изделий.
Послесварочные работы. Проволока FCAW требует наиболее трудоемкой очистки из-за шлака, который она оставляет на сварном шве. Вам нужно будет удалить шлак между проходами в многопроходных применениях и перед покраской или покрытием.
Ищите постоянство
Теперь, когда вы знаете о проволоке все, важно помнить, что не все электроды созданы одинаковыми. Ищите проволоку с постоянным химическим составом, диаметром проволоки, возможностью подачи и характеристиками дуги. Вариации проволоки могут привести к снижению производительности, увеличению эксплуатационных расходов и некачественному сварному шву.
Ищите проволоку с постоянным химическим составом, диаметром проволоки, возможностью подачи и характеристиками дуги. Вариации проволоки могут привести к снижению производительности, увеличению эксплуатационных расходов и некачественному сварному шву.
Например, неодинаковый диаметр проволоки может вызвать проблемы с подачей и может потребовать повторяющихся процедурных корректировок внутри катушки или между катушками. Неравномерная подача приводит к вибрации проволоки, сокращению срока службы расходных деталей пистолета, плохому запуску и прогоранию проволоки в контактном наконечнике.
Постоянство имеет решающее значение для повышения производительности на производственной линии.
Лиза Байалл — менеджер по продукции GMAW и дуговой сварки, а Дуг Кребс — менеджер по продукции с порошковой проволокой в The Lincoln Electric Co., 22801 St. Clair Ave., Cleveland, OH 44117, 216-481-8100, факс 216- 486-1751, www.lincolnelectric.com.
Различные типы проволоки для сварки MIG: что нужно знать
Проволока для сварки MIG состоит из намотанного на катушку электрода, который подается через «пистолет» для сварки MIG и нагревается для расплавления металла и соединения заготовок. Звучит достаточно просто, верно?
Звучит достаточно просто, верно?
Ну, это не так просто. Существует множество различных типов сварочной проволоки MIG, и в этой статье мы расскажем о некоторых различиях между ними, о том, что следует учитывать при выборе сварочной проволоки, и о важности выбора высококачественной проволоки.
Проволока для сварки MIG с флюсовой сердцевиной и сплошная сварочная проволока для сварки MIG
Существует два основных типа проволоки для сварки MIG: проволока для сварки MIG с флюсовой сердцевиной и сплошная проволока для сварки MIG.
Порошковая проволока представляет собой металлический электрод, который содержит «флюсовую смесь» внутри электрода. Когда проволока плавится и вступает в реакцию со сварочной дугой, образуется газ, защищающий сварной шов от кислорода, который может вызвать дефекты сварного шва. Это означает, что для этого типа проволоки не требуется защитный газ, хотя в некоторых случаях защитный газ может использоваться вместе с проволокой с флюсовой сердцевиной для еще большей защиты.
Напротив, сплошные проволочные электроды представляют собой именно то, на что они похожи — большие катушки сплошной металлической проволоки, не содержащие флюса. Это означает, что они должны использоваться с защитным газом. Наиболее распространенным защитным газом является 75% аргона и 25% углекислого газа. Сварочная горелка подает постоянный поток газа из баллона, который окружает электрод и область сварки, чтобы предотвратить окисление и дефекты сварного шва.
В зависимости от применения оба типа проволоки для сварки MIG (сплошная и с флюсовым сердечником) могут быть изготовлены из различных материалов, включая алюминий, нержавеющую сталь, медь и серебро, и это лишь некоторые из них.
Что следует учитывать при выборе проволоки для сварки MIG
Хотите знать, на что следует обратить внимание при выборе проволоки для сварки MIG? Ни один из типов не превосходит другой — скорее, правильный выбор зависит от вашей ситуации и предпочтений.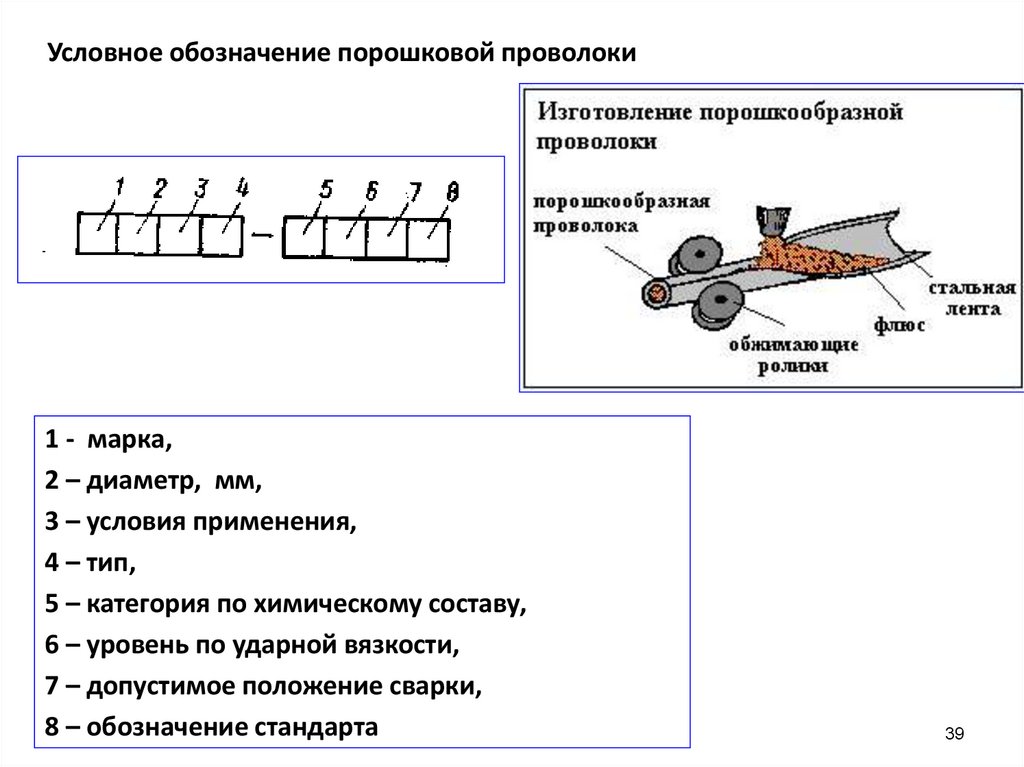 Вот несколько моментов, о которых следует помнить, выбирая сварочную проволоку для сварки MIG.
Вот несколько моментов, о которых следует помнить, выбирая сварочную проволоку для сварки MIG.
- Желаемая чистота сварного шва – Как правило, сплошная сварочная проволока MIG, используемая в защитных газах, обеспечивает более чистый сварной шов с гораздо меньшим разбрызгиванием по сравнению с порошковой проволокой. Брызги не обязательно влияют на качество сварного шва, но могут потребоваться дополнительная шлифовка, полировка и отделка для их удаления перед покраской или другой подобной подготовкой поверхности, поэтому в таких ситуациях чаще используется сплошная проволока.
- Материал заготовки – Для разных материалов используются разные типы проволоки. Проволока ER70S-3 часто используется для чистой, не содержащей масла и ржавчины мягкой стали, а ER70S-6 содержит раскислитель и используется для мягкой стали, загрязненной коррозией или прокатной окалиной.
- Окружающая среда – В очень ветреных или сложных условиях окружающей среды лучше использовать проволоку с флюсовым сердечником.
 Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно. - Толщина проволоки – Как правило, для более толстых заготовок рекомендуется более толстая проволока. Проволока диаметром 0,35 дюйма является стандартной для большинства сварных швов, но ее может не хватить для очень толстых кусков металла. Для создания прочного сварного шва может потребоваться несколько проходов.
- Мощность сварочного аппарата – тесно связана с толщиной проволоки. Чем выше напряжение и мощность сварочного аппарата MIG, тем большую толщину он может обрабатывать. Использование более толстой проволоки не рекомендуется для маломощных аппаратов для сварки MIG. Более низкая общая сила тока и выходная мощность могут привести к неправильному расплавлению заготовок и созданию качественного сварного шва.
 Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.
Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.
Независимо от того, какой тип сварочной проволоки MIG вы покупаете, вы всегда должны инвестировать в высококачественную проволоку. По сравнению со сварочной проволокой более низкого качества, качественная проволока для сварки MIG более щадящая, может обеспечить более надежный сварной шов даже в далеко не идеальных условиях и по-прежнему составляет лишь часть общих затрат на сварку.
Нужна помощь в поиске подходящей проволоки для сварки MIG? Свяжитесь с Vern Lewis Welding Supply
Vern Lewis Welding Supply предлагает широкий ассортимент сварочной проволоки MIG и газов для сварки MIG. Свариваете ли вы сталь, алюминий, медь или любой другой материал, мы можем предоставить вам сварочную проволоку и газы, необходимые для выполнения работы.
Нужна помощь в выборе подходящей продукции? Свяжитесь с нами для получения дополнительной информации о вашей работе и вашей ситуации, и наша команда экспертов будет рада помочь.
Похожие сообщения
8 советов, которые помогут стать лучшим сварщиком
Вы начинающий сварщик и хотите улучшить свои навыки сварки? Или, может быть, вы опытный профессионал с большим опытом, который хочет освежить в памяти некоторые основные принципы сварки. Независимо от того, на каком этапе своего сварочного пути вы находитесь, всегда полезно продолжать обучение и расширять свои знания в…
Подробнее 8 советов, которые помогут вам стать лучшим сварщикомПродолжить
Сварка ВИГ: вводное руководство
Сварка вольфрамовым электродом в среде инертного газа, обычно называемая TIG, представляет собой процесс сварки, в котором используется вольфрамовый электрод для нагрева свариваемого металла. Вольфрамовый электрод поддерживает дугу, но не сгорает. Инертный газ, такой как аргон, используется в процессе сварки в качестве экрана для защиты сварного шва от…
Вольфрамовый электрод поддерживает дугу, но не сгорает. Инертный газ, такой как аргон, используется в процессе сварки в качестве экрана для защиты сварного шва от…
Подробнее Сварка TIG: вводное руководствоПродолжить
Какой газ лучше всего подходит для сварки МИГ – выбор подходящего газа для подходящей работы
Для сварки методом МИГ
используется ручной пистолет с проволочным электродом с катушкой и газовым соплом, которое подает струю газа к месту сварки. Этот газ предотвращает контакт кислорода, азота и других газов из окружающей среды с валиком сварного шва, что помогает обеспечить стабильные и надежные результаты. Загрязнение может привести к…
Читать дальше Какой газ лучше всего подходит для сварки MIG — выбор правильного газа для правильной работыПродолжить
Сварка переменным и постоянным током: понимание различий
Понимание полярности имеет решающее значение для хорошего сварщика. Будет ли проект иметь качество и прочность хорошего сварного шва, зависит от выбранной полярности. Полярность может быть как AC, так и DC. Переменный ток означает переменный ток, который половину времени течет в одном направлении, а другую половину — в другом. Меняется…
Подробнее Сварка на переменном и постоянном токе: понимание различийПродолжить
Краткий обзор холодной сварки
Холодная сварка не является новой концепцией. Археологи обнаружили инструменты, относящиеся к бронзовому веку, которые соединялись с помощью холодной сварки. В 1940-х годах этот процесс стал использоваться в наше время. Хотя этот процесс подходит не для всех типов металлов, он, безусловно, имеет свое место в современном мире…
Подробнее Краткий обзор холодной сваркиПродолжить
Введение в сварку с флюсовым сердечником
