Горячая высадка болтов: WSD GmbH – Горячая высадка
Содержание
WSD GmbH – Горячая высадка
Горячевысадочные автоматы Soling
Горячевысадочные автоматические прессы Soling разработаны для производства высокоточных изделий, для штамповки которых требуется значительный нагрев:
- крепёжные изделия с головкой, штифты выталкивателей, пуансоны, перфораторы для авиационной, аэрокосмической, атомной, оборонной, автомобильной, нефтяной и химической промышленности.
- изделия, изготовленные из «экзотических» славов, таких как титан, Waspaloy, Inconel, Duplex, Hasteloy, Monel A286, нержавеющая сталь и других сплавов.
Полная автоматизация
Горячевысадочные прессы Soling имеют горизонтальное исполнение. Заготовки разделяются в шаговом транспортёре и позиционируются сервоприводом в индукционной катушке. После истечения времени нагрева и достижения нужной температуры, контролируемой спектральным пирометром, сервопривод перемещает заготовку в положение для прессования, и гидравлический цилиндр производит прессование в закрытом штампе.
Контроль температуры
Станки Soling оснащены новейшей системой управления нагревом, позволяющей вести контроль температуры по шаблону или по температуре. Эта технология, реализованная с использованием высокопроизводительного программируемого логического контроллера, позволяет производить точное измерение температуры за 0,1 секунды до прессования. Зафиксированная температура сохраняется в журнал, благодаря чему можно убедиться, что каждое изделие было штамповано при правильной для этого материала температуре. Система нагрева обеспечивает точность нагрева +/- 5 ºC для каждого произведённого изделия.
Высокая точность
Все прессы Soling оснащены серводвигателями и имеют возможность применения настроек для каждого изделия. Это позволяет осуществить быструю переналадку, которая занимает около 10 минут для изделий малого, среднего и большого размера. Также все станки оснащены системами измерения длины и компенсации процесса штамповки каждого изделия, что гарантирует точность, а также повторяемость формы и объёма головки изделия.
FMS – 1-матричный 1-ударный горячевысадочный автомат
Станок позволяет изготавливать изделия с различными простыми формами головки.
Основные преимущества:
- Время полной переналадки 10-15 минут
- Низкая стоимость инструмента
- Возможность сохранения и повторного использования всех параметров, относящихся к производству каждого изделия
Станок разработан специально для горячей штамповки деталей с головками следующей конфигурации:
- Штифты выталкивателей
- Болты с 6-гранной и 12-гранной головкой
- Фланцевые болты
- Двусторонний крепёж
Технические характеристики: | |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
AFM 1000 – 1-матричный 1-ударный горячевысадочный автомат для длинных деталей
AFM 1000 специально разработан и подходит для производства изделий с длинным стержнем: пуансонов, штифтов выталкивателей, перфораторов и крепежа с головками разных форм, таких как 6- и 12-гранными головками, с фланцем и без фланца, со шлицем и пр.
Станок имеет горизонтальное исполнение, при этом используется держатель для 2-х матриц с водным охлаждением, поворачивающийся на 180 градусов. Заготовки разделяются в шаговом транспортёре и перемещаются в верхний пуансон, где они позиционируются и производится точное измерение длины.
После этого держатель инструмента вместе с заготовкой поворачивается в нижнюю станцию, где серводвигатель позиционирует заготовку требуемого объёма в индукционной катушке. После истечения времени нагрева и достижения нужной температуры, контролируемой спектральным пирометром, сервопривод перемещает заготовку в положение для прессования, и гидравлический цилиндр производит прессование в закрытом штампе.
Технические характеристики: | |||||||||||||||
| |||||||||||||||
FMS – 1-матричный 2-ударный горячевысадочный автомат
- Разработан для производства деталей с головками сложной формы
- Время полной переналадки 10-15 минут
- Возможность нагрева на 2 этапах и штамповки 2 ударами
Двухосевая система перемещения индукционной катушки
Станок оснащён 2-осевой системой перемещения индукционной катушки, позволяющей катушке двигаться в двух направлениях и освобождать место при использовании пуансонов с большой головкой или при использовании станка в режиме 1-матричного 2-ударного пресса. Эта система используется, например, при изготовлении винтов с головкой с внутренним шестигранником или крепёжных изделий с пазом.
Эта система используется, например, при изготовлении винтов с головкой с внутренним шестигранником или крепёжных изделий с пазом.
Опция повторного нагрева
В зависимости от штампуемого материала и изделия, оператор имеет возможность добавить дополнительный этап нагрева перед последним формирующим этапом.
Станок разработан специально для горячей штамповки деталей с головками следующей конфигурации:
- Крепёж со шлицем
- Режущий инструмент (зенкеры)
- Крепёж с D-образной головкой
- Детали автомобильной промышленности
- Крепёж с большой головкой
Технические характеристики: | ||||||||||||||||||||
| ||||||||||||||||||||
VMS – 2-матричный 3-ударный горячевысадочный автомат
Станок предназначен для производства гаек, крепежа и других изделий малой длины и с различной формы головки: круглой, 6- и 12-гранной, с внутренним шестигранником, со шлицем, с фланцем и др. Станок может производить изделия, изготовленные из «экзотических» славов, таких как титан, Waspaloy, Inconel, Duplex, Hasteloy, Monel A286, нержавеющая сталь и других сплавов.
Станок может производить изделия, изготовленные из «экзотических» славов, таких как титан, Waspaloy, Inconel, Duplex, Hasteloy, Monel A286, нержавеющая сталь и других сплавов.
Система индукционного нагрева
Пресс VMS-2D3B оснащён новейшей системой индукционного нагрева, которая контролирует нагрев заготовки «по шаблону» и «по температуре». Эта технология, реализованная с использованием высокопроизводительного программируемого логического контроллера, гарантирует изготовление каждого изделия при заданной для этого материала температуре.
Индукционная катушка туннельного типа
В станке применяется индукционная катушка туннельного типа, позволяющей нагревать несколько заготовок шаг за шагом, что экономит время нагрева сложных материалов изнутри без перегрева снаружи. Скорость нагрева регулируется мощностью и временем прохода катушки. Оператор может выбрать желаемую температуру нагрева в меню VMS- 2D3B, и когда пирометр зафиксирует самую высокую температуру нагрева, то включится управление выходной мощностью индукционного нагревателя через ПЛК.
Процесс формирования изделия с использованием 2 матриц и 3 пуансонов
В зависимости от изделия и материала оператор может выбирать разные варианты настройки станка. В базовом режиме будет происходить предварительное формирование заготовки, а затем два этапа окончательного формирования изделия. Последний этап может использоваться в качестве операции прошивки. Также при помощи встроенного робота манипулятора может осуществляться загрузка и выгрузка изделий. Пресс может поставляться в комплекте с шаговым транспортёром и/или чашечным вибрационным питателем.
Технические характеристики: | |||||||||||||||||||||||||
| |||||||||||||||||||||||||
Вспомогательное оборудование SOLING
Абразивно-отрезные станки Soling
Станки оснащены магазином прутков, автоматическим устройством подачи и сенсорной панелью. Предназначены для точной абразивной резки мягкой и твёрдой стали, а также других «экзотических» сплавов с точностью ± 0,05 мм (0.002″). Станки просты в наладке. Имеют автоматическое управление скоростью и регулировку положения отрезки для компенсации износа ролика, что позволяет экономить ценное производственное время.
Предназначены для точной абразивной резки мягкой и твёрдой стали, а также других «экзотических» сплавов с точностью ± 0,05 мм (0.002″). Станки просты в наладке. Имеют автоматическое управление скоростью и регулировку положения отрезки для компенсации износа ролика, что позволяет экономить ценное производственное время.
Основные особенности
- Автоматическая система фильтрации смазочно-охлаждающей жидкости
- Сортировочное устройство первой и последней отрезанной заготовки
- Загрузчик прутков 3000 мм (6″)
Опции
- Загрузчик прутков 6000 мм (12″)
- Автоматическая система замена роликов
- Длина отрезки до 2000 мм (80″)
- Система фильтрации воздуха
- Система отрезки для резьбовых шпилек, профилей и др.
Технические характеристики: | |||||||||||||||||||||||||
| |||||||||||||||||||||||||
 10 x 10 мм
10 x 10 мм
Отрезные станки Soling
Полностью автоматические станки Soling серии BSM предназначены для резки прутков из стали, бронзы, алюминия и титана.
Особенности
- Разработаны для тяжёлых условий эксплуатации
- Высокая производительность
- Магазин для прутков ёмкостью 2 или 4 тонны
- Автоматическое устройство отделения концов прутка
- Точные отрезанные заготовки правильной формы
- Простота техобслуживания
- Низкая цена инструментальной оснастки
- Малое время переналадки (менее 10 минут)
Опции
- Автоматическая система контроля длины
- Автоматическая система взвешивания
Технические характеристики: | |||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||
Фаскосъёмные автоматы Soling
Полностью автоматический фаскосъемный станок серии ACM для прецизионного снятия фаски заготовок из закаленной и мягкой стали, а также «экзотических» сплавов, таких как титан, Inconel, Monel и Waspaloy.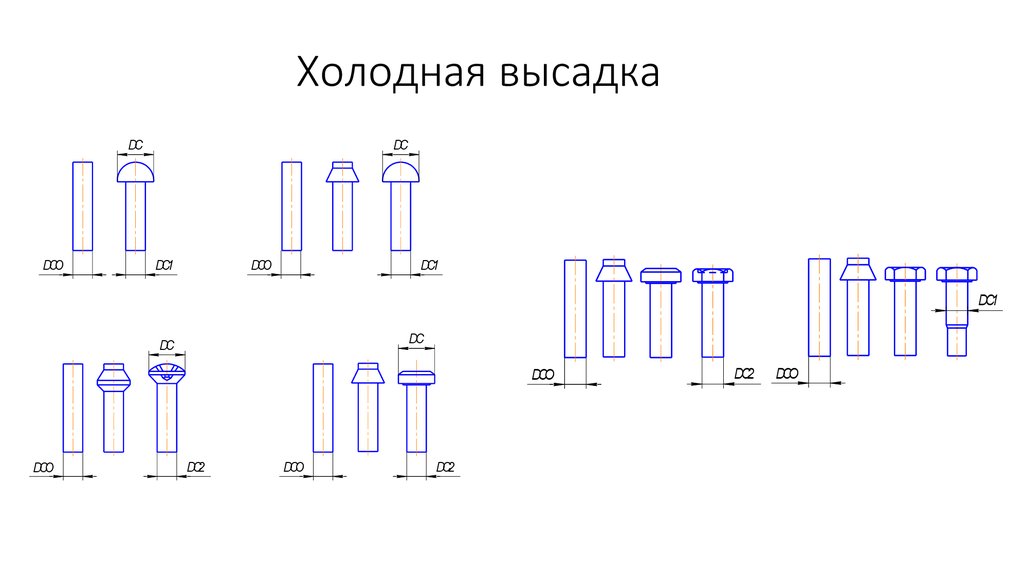
Станки оснащены автоматической системой подачи и сенсорной панелью, что максимально упрощает наладку и позволяет сохранять настройки, такие как диаметр заготовки, размер фаски и скорость фрезерования.
В качестве опции возможна интеграция станка АСМ с образивно-отрезным станком ASM, при этом оба станка будут работать как единая система.
Технические характеристики: | ||||||||||
|
Автоматические сверлильные станки Soling
Автоматические станки типа FDM для сверления контровочных отверстий в крепёжных и прочих изделиях с головками различной формы
Изделия подаются и разделяются вибрационным чашечным питателем.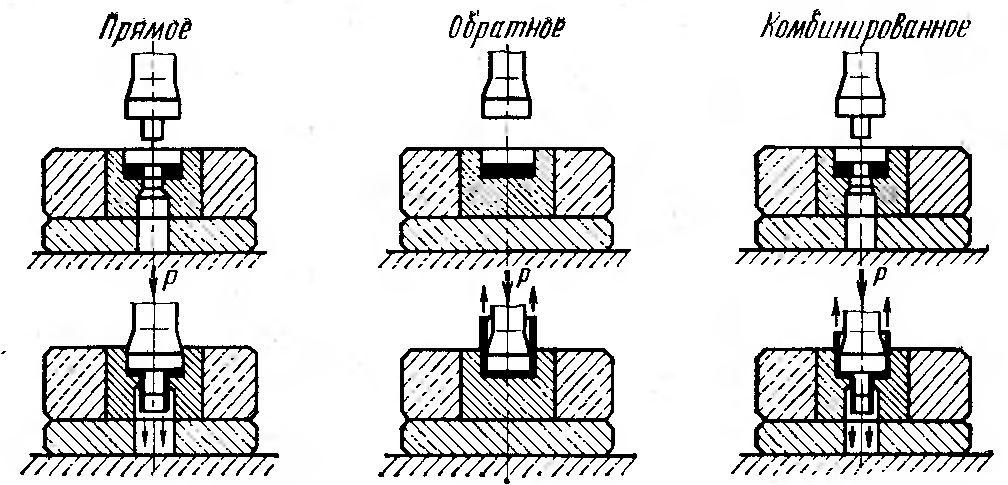 Каждое изделие, поддерживаемое за головку в вертикальном положении, подаётся по направляющим в станок. Захватывающее устройство осуществляет перенос, точное позиционирование и зажим изделия в положении для сверления.
Каждое изделие, поддерживаемое за головку в вертикальном положении, подаётся по направляющим в станок. Захватывающее устройство осуществляет перенос, точное позиционирование и зажим изделия в положении для сверления.
Шпиндельная каретка установлена в горизонтальном положении и удерживает 2 высокоскоростных шпинделя с пневматическим приводом, частота вращения которых достигает 9000 об/мин. головки: круглой, 6- и 12-гранной, с внутренним шестигранником, со шлицем, с фланцем и др. Станок может производить изделия, изготовленные из «экзотических» славов, таких как титан, Waspaloy, Inconel, Duplex, Hasteloy, Monel A286, нержавеющая сталь и других сплавов.
Каретка управляется и приводится в движение 2 сервоприводами. Ось Х обеспечивает поднятие шпинделя на нужную высоту, а ось Y позволяет делать плавное сверление.
Одна шпиндельная головка обеспечивает центрирование, а в другом шпинделе крепится сверло.
Система управления позволяет быстро отвести сверло для охлаждения и очистки во время процесса сверления, что увеличивает срок службы сверла и обеспечивает более ровный и быстрый рез.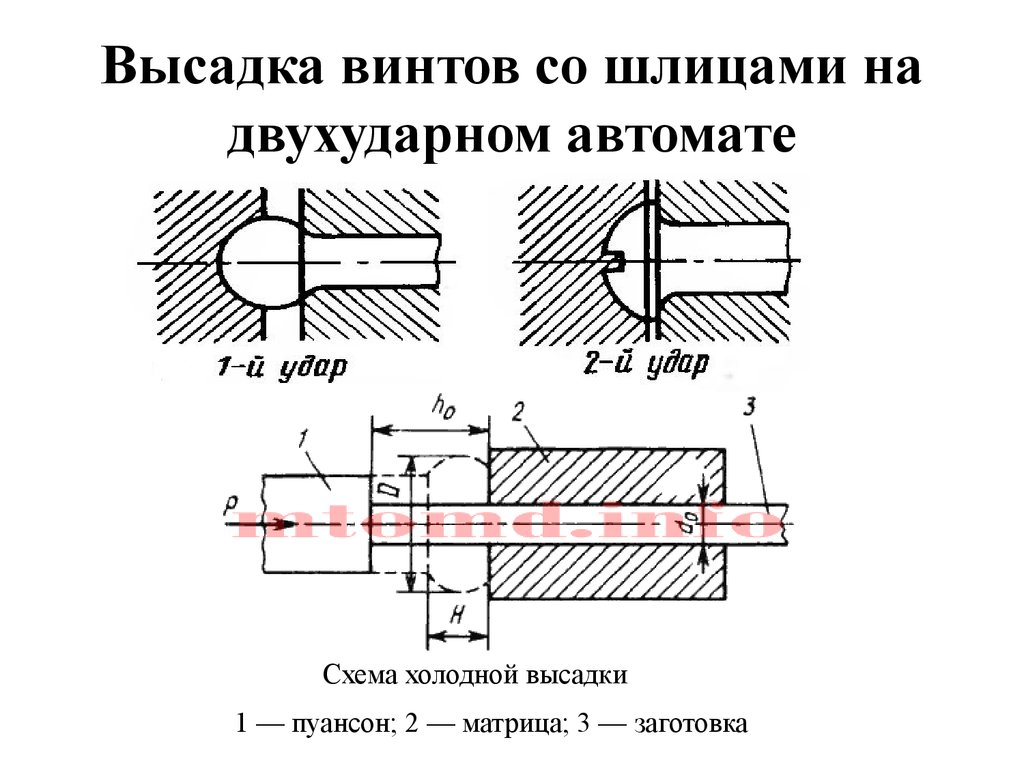 Точная регулировка высоты сверлильного устройства позволяет установить ось сверления в положение для сверления стержня детали.
Точная регулировка высоты сверлильного устройства позволяет установить ось сверления в положение для сверления стержня детали.
Технические характеристики: | |||||||||
|
Оборудование для высадки метизов, крепежа и деталей горячим способом
ОБЩАЯ ИНФОРМАЦИЯ
ПРЕССЫ ГОРЯЧЕЙ ОБЪЁМНОЙ ШТАМПОВКИ
ПРЕССЫ С ОДИНОЧНЫМ ВЕДУЩИМ ВАЛОМ
ПРЕССЫ С КОВОЧНЫМИ ВАЛЬЦАМИ
ЭЛЕКТРОВЫСАДОЧНЫЕ МАШИНЫ ВЕРТИКАЛЬНЫЕ
ЭЛЕКТРОВЫСАДОЧНЫЕ МАШИНЫ ГОРИЗОНТАЛЬНЫЕ
ЭЛЕКТРОВЫСАДКА СРЕДНЕЙ ЧАСТИ металлических изделий
ЭЛЕКТРОВЫСАДОЧНЫЕ МАШИНЫ ДЛЯ ПЛОСКИХ ИЗДЕЛИЙ
ПЕРИФЕРИЙНОЕ ОБОРУДОВАНИЕ
Горячая высадка осуществляется на горизонтально-ковочных машинах. Заготовки, получаемые методом горячей объёмной штамповки — это сложные формы, с высокой прочностью, долговечностью, широким диапазоном используемых марок сталей (низко-/ средне-/ высокоуглеродистая сталь, нержавеющая, легированная сталь, особая легированная сталь), сплавов алюминия или меди. Методом горячей штамповки можно получать поковки шестерён, валики, звездочки, крышки, фланцы, звенья, кривошипы, детали запорной арматуры, детали нефтедобывающей отрасли, железнодорожные детали, коленовалы, шатуны, детали двигателя внутреннего сгорания, цельнокатные кольца, кулаки шарнира, рулевые тяги, гаечные ключи, клапаны, ёмкости из нержавеющей стали, баки горячей воды, оборудование для опрыскивания, металлические решетки и многое другое.
Заготовки, получаемые методом горячей объёмной штамповки — это сложные формы, с высокой прочностью, долговечностью, широким диапазоном используемых марок сталей (низко-/ средне-/ высокоуглеродистая сталь, нержавеющая, легированная сталь, особая легированная сталь), сплавов алюминия или меди. Методом горячей штамповки можно получать поковки шестерён, валики, звездочки, крышки, фланцы, звенья, кривошипы, детали запорной арматуры, детали нефтедобывающей отрасли, железнодорожные детали, коленовалы, шатуны, детали двигателя внутреннего сгорания, цельнокатные кольца, кулаки шарнира, рулевые тяги, гаечные ключи, клапаны, ёмкости из нержавеющей стали, баки горячей воды, оборудование для опрыскивания, металлические решетки и многое другое.
ПРОДУКЦИЯ ГОРЯЧЕЙ ШТАМПОВКИ
Методом горячей штамповки можно получать: шестерни, валики, звездочки, крышки, фланцы, звенья, кривошипы, детали запорной арматуры, детали нефтедобывающей отрасли, железнодорожные детали, коленовалы, шатуны, детали двигателя внутреннего сгорания, цельнокатные кольца, кулаки шарнира, рулевые тяги, гаечные ключи, клапаны, ёмкости из нержавеющей стали, баки горячей воды, оборудование для опрыскивания, металлические решетки и многое другое (см. рис.).
рис.).
Заготовки, получаемые методом горячей объёмной штамповки — это сложные формы, с высокой прочностью, долговечностью, широким диапазоном используемых марок сталей (низко-/средне-/высокоуглеродистая сталь, нержавеющая, легированная сталь, особая легированная сталь), сплавов алюминия или меди.
ОСОБЕННОСТИ ОБОРУДОВАНИЯ ДЛЯ ВЫСАДКИ МЕТИЗОВ, КРЕПЕЖА И ДЕТАЛЕЙ ГОРЯЧИМ СПОСОБОМ
Оборудование для высадки крепежа, метизов и деталей горячим способом, предлагаемое Тайвань Метиз Альянс обладает следующими характеристиками:
- Конструкция оборудования минимизирует возможность застревания заготовок в гнездах пресс-формы и снижает расход металла.
- Высокое стартовое усилие обеспечивает производственную эффективность.
- Высокая скорость и точность движений продлевают срок службы пресс-формы.
- Точность оборудование подтверждена стандартом CNS.
- Специальная конструкция трансмиссии позволяет значительно снизить уровень шума во время работы пресса.

- и многое другое.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ВЫСАДКИ МЕТИЗОВ, КРЕПЕЖА И ДЕТАЛЕЙ ГОРЯЧИМ СПОСОБОМ
Составляющие процесса:
- Отрезная машина.
- Печь нагрева.
- Прокатный стан.
- Пресс объемной штамповки.
- Обрезной (вырубной) пресс.
Присылайте нам чертежи Ваших деталей с техническим заданием, и мы подберем для Вас необходимое оборудование.
Видео работы оборудования
Образцы горячештампованных изделий
Sutherland ДОСТИЖЕНИЯ В ОБЛАСТИ ВЕРТИКАЛЬНОЙ ГОРЯЧЕЙ ВЫСАДКИ
Компания Sutherland уже более 60 лет поставляет прессы для горячей высадки для производителей болтов. В первые дни большинство установок представляли собой стандартные рамы с одноточечным зазором и прямые боковые прессы. Некоторые компании, производящие более короткие болты, имеют инструмент с пружинной головкой, а те, которые производят более длинные болты, имеют нижний подвижный стол, поэтому длинные детали можно загружать и разгружать без вмешательства верхней области скольжения.

ТРАДИЦИОННАЯ РАМА С РАЗРЕЗОМ ГОРЯЧАЯ ГОЛОВКА
На фотографии показан традиционный автоматизированный 121-тонный пресс Sutherland MARK Gap Frame Press, полностью автоматизированный за счет нагрева, системы технического зрения, частичной загрузки, верхней пружинной головки, прикрепленной к ползунам, нижнего набора штампов со сдвигом слева направо. стол и система выброса деталей.
Эта конфигурация хорошо подходит для более коротких болтов и надежно работает с 2006 года на многосменном предприятии по производству аэрокосмических деталей. У нас есть более 15 прессов на складе от 66 до 220 тонн в рамах с одноточечным зазором
FLST / Передняя нагрузка Сдвижная таблица Горячая заголовка
Наша раздвижная таблица FLST / передняя нагрузка с одной точкой прямой боковой нажатие заняло место нажатия кадра с зазором. Уменьшенный угловой прогиб рамы позволяет получать детали более высокого разрешения и снижает износ матрицы.

Впервые мы разработали нижнюю часть FLST рамы пресса для одного из крупнейших в мире производителей болтов для аэрокосмической отрасли еще в 2006 году.
Смещение вперед передней части рамы пресса и балки позволяет подвижному столу и нижней опорной трубе выводить детали за пределы верхней направляющей. Это позволяет частично загружать и выбрасывать детали, не мешая верхнему ползунку.
Основными преимуществами FLST являются меньшие потери тепла при перемещении нагретой детали к инструменту, лучшая эргономика для оператора и простота добавления будущих средств автоматизации или роботов.
Прессы Sutherland поставляются с системой управления I-PRESS & Automation. I-PRESS — это самая безопасная и совершенная система управления прессом для печатных цехов.
Мы предусмотрели стандартные функции, за которые большинство разработчиков систем управления взимают плату в качестве дополнительных опций.
 Монитор тоннажа, программируемые кулачки и защита матрицы, память заданий, счетчики нескольких партий, монитор технического обслуживания, монитор сбоев более 100 элементов и т. д. Siemens и Omron являются одними из наших ключевых поставщиков.
Монитор тоннажа, программируемые кулачки и защита матрицы, память заданий, счетчики нескольких партий, монитор технического обслуживания, монитор сбоев более 100 элементов и т. д. Siemens и Omron являются одними из наших ключевых поставщиков.
I-PRESS прост в освоении и навигации, что делает его наиболее интуитивно понятным и удобным управлением с кратчайшим временем обучения.
Если вы хотите, чтобы вам была отправлена наша брошюра Forge & Fastener, отправьте запрос по адресу: [email protected] или позвоните по телефону +1-310-453-6981, чтобы поговорить с PRO.
Полезные ссылки:
Механические прямолинейные прессы сверхмощного плунжерного типа
Улучшения в гидравлических и сервогидравлических прессах
Улучшения в ковочных прессах всех типов
Видео I-PRESS® учебные пособия для механических штамповочных прессов
Производство — ASTM A307 Болты
Болты с головкой
A307 чаще всего изготавливаются одним из двух способов: холодной ковкой или горячей ковкой. Оба этих процесса создают похожие конечные продукты, но способы их производства совершенно разные.
Оба этих процесса создают похожие конечные продукты, но способы их производства совершенно разные.
Холодная ковка/массовое производство
- Резка
При холодной ковке исходный материал представляет собой длинную катушку проволоки, которая затем подается через машину для правки перед нарезкой деталей по длине. Процесс правки предотвращает деформацию деталей или незначительные изгибы стали, которые могут вызвать ослабление конечного продукта. После того, как материал выпрямлен, проволока разрезается на секции немного длиннее требуемой длины болта, чтобы выковать головку болта с излишком. - Товарная позиция
После того, как материал выпрямлен и отрезан по длине, детали подаются в серию штампов, формирующих головку болта. Поскольку материал формируется без нагрева стали, его называют «холодной ковкой». Головка болта формируется посредством нескольких ударов штампа при комнатной температуре, что в конечном итоге создает форму головки. Этот процесс настолько эффективен, что за один день можно изготовить десятки тысяч болтов.
- Нарезание резьбы
После завершения процесса нарезания резьбы на противоположном конце болта. Болты с холодной головкой нарезаются с помощью процесса нарезания резьбы, при котором две плоские резьбонарезные матрицы накручивают или формируют резьбу болта. Стержень болта выдавливается до диаметра шага, а затем проходит через матрицы, где формируется резьба.
Горячая ковка / Изготовление по индивидуальному заказу
- Резка
При горячей штамповке болта с головкой процесс резки начинается с разрезания необработанной стали на соответствующую длину. Как правило, стальной круглый пруток подвергают горячей прокатке длиной 20 футов или более, а затем разрезают на нужные размеры. Как и в случае крепежа методом холодной ковки, вырезанные детали длиннее, чтобы вместить дополнительный материал, необходимый для ковки головки болта. - Товарная позиция
После того, как сталь нарезана по длине, один конец стержня нагревается с помощью индукционного процесса, а затем выковывается в машине National Upsetter. Высадочное устройство имеет плунжер, который сжимает нагретую сталь, образуя головку болта вместе с требуемой маркой класса и логотипом производителя, отображаемым на поверхности головки болта. Прессы также можно использовать для горячей штамповки головок болтов.
Высадочное устройство имеет плунжер, который сжимает нагретую сталь, образуя головку болта вместе с требуемой маркой класса и логотипом производителя, отображаемым на поверхности головки болта. Прессы также можно использовать для горячей штамповки головок болтов. - Нарезание резьбы
После нарезания головок крепежа нарезается резьба на противоположном конце болта. Крепежные изделия горячей штамповки могут иметь накатную резьбу, как и болты холодной штамповки, однако они также могут иметь нарезную резьбу. Нарезание резьбы — это процесс, при котором сталь физически отрезается от корпуса болта для образования резьбы.
Изогнутые болты
Спецификация A307 допускает множество различных стилей изогнутых крепежных деталей. К крепежным элементам относятся круглые и квадратные U-образные болты, болты с проушиной и круглые и квадратные крючки. Когда эти части сгибаются, круглый стержень можно нагреть для создания более плотных изгибов или согнуть при комнатной температуре.
Резьбовые стержни
Другим распространенным типом крепежа A307 являются резьбовые стержни. Резьбовые стержни могут быть выполнены несколькими способами: с полной резьбой, с резьбой на каждом конце и с резьбой на одном конце. В каждой отрасли есть множество применений для различных типов резьбовых стержней. A307 — один из наиболее распространенных на рынке сплавов для резьбовых стержней.
Вопросы? Спросите Кейли
Кейли Тиллман, торговый представитель Portland Bolt,
является экспертом по спецификации болтов ASTM A307. Свяжитесь с Кейли по телефону, через нашу форму,
по электронной почте или
через чат
если у вас есть вопросы.
О компании Portland Bolt
Этот веб-сайт принадлежит и управляется компанией Portland Bolt and Manufacturing Company. Целью этого сайта является предоставление инженерам, подрядчикам, производителям и дистрибьюторам крепежа подробной технической информации, относящейся к ASTM A307.
