Гост 8731 гост 8732: ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования / 8731 74
Содержание
Отличия ГОСТ 8731 и 8732
Эти документы контролируют производственный процесс и технические характеристики горячедеформированных бесшовных труб, изготовленных из стали (низколегированная, углеродистая). ГОСТ 8731, устанавливающий технические условия, введен в 1976 году. Он регламентирует изготовление трубного проката из слитков (маркировка «Л»), продукции без термообработки общего назначения. ГОСТ 8732 по сортаменту утвердили в 1979 году. Ему должны соответствовать трубы повышенной или высокой точности.
|
Параметры
|
ГОСТ 8731
|
ГОСТ 8732
|
|
Марки стали
|
10, 20, 35, 45, 10Г2, 20Х, 40X,
30ХГСА, 15ХМ, 30ХМА, 12ХН2, Ст4сп, Ст5сп
|
10, 20, 35, 45, 10Г2, 20Х, 40X,
30ХГСА, 15ХМ, 30ХМА, 12ХН2, Ст4сп, Ст5сп
|
|
Диапазон наружного диаметра, мм
|
20-530
|
20-530
|
|
Толщина стенки, мм
|
2,5-75
|
2,5-75
|
|
Немерная длина, метры
|
4-12,5
|
4-12,5
|
|
Мерная длина, метры
|
Устанавливается в пределах немерной длины с припуском на каждый рез до 5 мм
|
Устанавливается в пределах немерной длины с припуском на каждый рез до 5 мм
|
|
Масса одного метра, кг
|
1,0-878
|
1,0-878
|
|
Кривизна, мм на погонный метр
|
1,5 мм — для труб с толщиной стенки до 20 мм;
2,0 мм — свыше 20 до 30 мм;
4,0 мм — свыше 30 мм.
|
1,5 мм — для труб с толщиной стенки до 20 мм;
2,0 мм — свыше 20 до 30 мм;
4,0 мм — свыше 30 мм.
|
|
Требования к внешнему виду
|
Трещины, рванины, закаты недопустимы. Возможно наличие следов зачистки мелких дефектов и незначительных забоин, окалины и небольших пленок.
|
Трещины, рванины, закаты недопустимы. Возможно наличие следов зачистки мелких дефектов и незначительных забоин, окалины и небольших пленок.
|
|
Особенности применения
|
В трубопроводах высокого давления, инженерных коммуникациях цилиндрической формы, в химической, нефтедобывающей промышленности и машиностроении. Недопустимо применение для транспортировки пожаро- взрывоопасных веществ.
|
В трубопроводах высокого давления, инженерных коммуникациях цилиндрической формы, в химической, нефтедобывающей промышленности и машиностроении.
|
|
Количество труб в партии, шт
|
400 — для труб диаметром до 76 мм;
200 — для остальных типоразмеров.
|
400 — для труб диаметром до 76 мм;
200 — для остальных типоразмеров.
|
 1,5 мм — для труб с толщиной стенки до 20 мм;
1,5 мм — для труб с толщиной стенки до 20 мм;
ГОСТ 8732-78 трубы стальные бесшовные горячедеформированные г. Первоуральск
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 3*; 63,5; 68; 70; 73; 76; 82,5*; 83; 89; 95; 102; 108; 114; 121; 127; 133; 140; 146; 152; 159; 168; 178*; 180; 194; 203; 219; 245; 273; 299; 325; 351; 377; 426.)
3*; 63,5; 68; 70; 73; 76; 82,5*; 83; 89; 95; 102; 108; 114; 121; 127; 133; 140; 146; 152; 159; 168; 178*; 180; 194; 203; 219; 245; 273; 299; 325; 351; 377; 426.) Нормы механических свойств в соответствии со стандартами на сталь
Нормы механических свойств в соответствии со стандартами на стальКитай Производитель стальных труб, Фитинги для труб, Поставщик фитингов для раструбов
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
больше повторных заказов
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Деловой диапазон: | Строительство и отделка, Металлургия, полезные ископаемые и энергетика | |
| Основные продукты: | Стальные трубы , Фитинги для труб , Розетка Фитинги , Фланец , Угловая планка , Си Шанель , Стальные катушки , .  .. .. | |
| Тип собственности: | Общество с ограниченной ответственностью | |
| Сертификация системы менеджмента: | ИСО 9001, ИСО 9000, ИСО 14001, ИСО 14000 |
Гуанчжоу Kingmetal Steel Industry Co. , Ltd., является компанией промышленной группы. Это профессиональная компания по проектированию, производству и продаже стальных труб, фитингов и сборных домов. У нас есть собственные крупные заводы с современными машинами для производства высококачественной продукции, которая в основном экспортируется на зарубежные рынки.
, Ltd., является компанией промышленной группы. Это профессиональная компания по проектированию, производству и продаже стальных труб, фитингов и сборных домов. У нас есть собственные крупные заводы с современными машинами для производства высококачественной продукции, которая в основном экспортируется на зарубежные рынки.
У нас две фабрики. Один из них расположен в городе Вэньчжоу, он был основан в 1989 году. Этот завод является ведущим производителем бесшовных труб и фитингов из нержавеющей стали в Китае. Это …
Просмотреть все
Доска объявлений
7 шт.
Группа экспорта Kingmetal
ответственный отдел продаж
счастливый отдел продаж
счастливый кингметал
счастливых продаж Kingmetal
счастливых продаж Kingmetal
happy kingmetal sales
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Миссис Шелли
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
ГОСТ 8731-74 / Ауремо
ГОСТ ИСО 13680-2016
ГОСТ 34004-2016
ГОСТ Р 57385-2017
ГОСТ 19277-2016
ГОСТ Р 54864-2016
ГОСТ Р ИСО 13679-2016
ГОСТ Р 56594-2015
ГОСТ 32931-2015
ГОСТ Р 51906-2015
ГОСТ 32678-2014
ГОСТ 33228-2015
ГОСТ 32528-2013
ГОСТ Р 56349-2015
ГОСТ Р 56329-2014
ГОСТ Р 56175-2014
ГОСТ Р 56030-2014
ГОСТ Р 55942-2014
ГОСТ Р 54918-2012
ГОСТ Р ИСО 21809-2-2013
ГОСТ 31448-2012
ГОСТ Р 55436-2013
ГОСТ Р 54929-2012
ГОСТ Р 54864-2011
ГОСТ Р 54159-2010
ГОСТ Р 54157-2010
ГОСТ Р ИСО 2531-2008
ГОСТ Р 53365-2009
ГОСТ Р 53384-2009
ГОСТ Р 53383-2009
ГОСТ Р ИСО 3183-1-2007
ГОСТ Р ИСО 3183-3-2007
ГОСТ Р ИСО 3183-2-2007
ГОСТ 6238-77
ГОСТ 11017-80
ГОСТ 12132-66
ГОСТ 8646-68
ГОСТ 8645-68
ГОСТ 8733-74
ГОСТ 8965-75
ГОСТ 10707-80
ГОСТ 632-80
ГОСТ 8644-68
ГОСТ 8966-75
ГОСТ 9567-75
ГОСТ 8967-75
ГОСТ 8968-75
ГОСТ 8969-75
ГОСТ 21945-76
ГОСТ 10706-76
ГОСТ 24950-81
ГОСТ 9941-81
ГОСТ 631-75
ГОСТ 550-75
ГОСТ 21729-76
ГОСТ 800-78
ГОСТ 14162-79
ГОСТ 8696-74
ГОСТ 11249-80
ГОСТ 10498-82
ГОСТ 26250-84
ГОСТ 20295-85
ГОСТ 13663-86
ГОСТ 7909-56
ГОСТ 8638-57
ГОСТ 8642-68
ГОСТ 8731-74
ГОСТ 5654-76
ГОСТ 633-80
ГОСТ 24030-80
ГОСТ 5005-82
ГОСТ 8467-83
ГОСТ 1060-83
ГОСТ 22897-86
ГОСТ Р 50278-92
ГОСТ 30564-98
ГОСТ 22786-77
ГОСТ 11068-81
ГОСТ 10705-80
ГОСТ Р 52568-2006
ГОСТ 8639-82
ГОСТ 30563-98
ГОСТ 3262-75
ГОСТ 8732-78
ГОСТ 8734-75
ГОСТ 9940-81
ГОСТ 10704-91
гост-8731-74.
 pdf
pdf
(279,66 КиБ)ГОСТ 8731-74
ГОСТ 8731-74
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ ГОРЯЧЕДЕФОРМИРОВАННЫЕ
Технические требования
Трубы стальные бесшовные горячедеформированные.
Технические условия
ИКС 23.040.10
ОКП 13 1200, 13 1700, 1900 13
Дата введения 1976–01–01
Информационные данные
1. Разработано и введено Министерством металлургии феррориза И ВВЕДЕН В ДЕЙСТВИЕ Решением Госстандарта СССР от 19.11.74 N 2560
3. ВЗАМЕН ГОСТ 8731−66
4. СПРАВОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение справочного документа, на который ссылается | Артикул |
| ГОСТ 380-94 | 1,2 |
| ГОСТ 1050-88 | 1,2 |
| ГОСТ 3728-78 | 3.10 |
| ГОСТ 3845-75 | 1. 9, 1.9 и 3.9 9, 1.9 и 3.9 |
| ГОСТ 4543-71 | 1,2 |
| ГОСТ 7565-81 | 3,4 |
| ГОСТ 8693-80 | 3.12 |
| ГОСТ 8694-75 | 3.11 |
| ГОСТ 8695-75 | 3,7 |
| ГОСТ 8732-78 | 1.1 |
| ГОСТ 9012-59 | 3,6 |
| ГОСТ 9567-75 | 1.1 |
| ГОСТ 10006-80 | 3,5 |
| ГОСТ 10692-80 | 2.1, 4.1 |
| ГОСТ 12344-2003 | 3,3 |
| ГОСТ 12345-2001 | 3,3 |
| ГОСТ 12346-78 | 3,3 |
| ГОСТ 12347-77 | 3,3 |
| ГОСТ 12348-78 | 3,3 |
| ГОСТ 12349-83 | 3,3 |
| ГОСТ 12350-78 | 3,3 |
| ГОСТ 12351-81* | 3.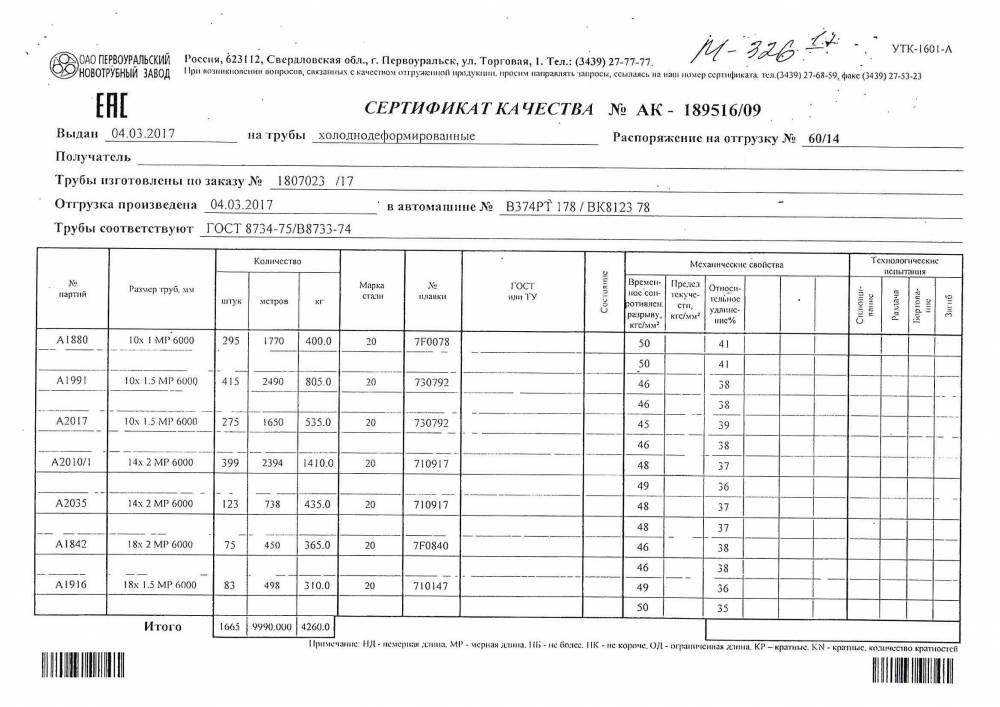 3 3 |
| ______________ * Аннулировано. На территории Российской Федерации действуют стандарты 12351−2003. — Обратите внимание на КОД. | |
| ГОСТ 12352-81 | 3,3 |
| ГОСТ 12353-78 | 3,3 |
| ГОСТ 12354-81 | 3,3 |
| ГОСТ 12355-78 | 3,3 |
| ГОСТ 12356-81 | 3.3 |
| ГОСТ 12357-84 | 3,3 |
| ГОСТ 12358-2002 | 3,3 |
| ГОСТ 12359-99 | 3,3 |
| ГОСТ 12360-82 | 3,3 |
| ГОСТ 12361-2002 | 3,3 |
| ГОСТ 12362-79 | 3,3 |
| ГОСТ 12363-79 | 3,3 |
| ГОСТ 12364-84 | 3,3 |
| ГОСТ 12365-84 | 3,3 |
| ГОСТ 17410-78 | 3. 10 10 |
| ГОСТ 19281-89 | 1,2 |
| ГОСТ 22536.0-87 | 3.3 |
| ГОСТ 22536.1-88 | 3,3 |
| ГОСТ 22536.2-87 | 3,3 |
| ГОСТ 22536.3-88 | 3,3 |
| ГОСТ 22536.4-88 | 3,3 |
| ГОСТ 22536.5-87 | 3,3 |
| ГОСТ 22536.6-88 | 3,3 |
| ГОСТ 28473-90 | 3.3 |
6. Ограничение действий, принимаемых Протоколом № 6-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 3-96)
7. ИЗДАНИЕ Изменения N 2, 3, 4, 5 , 6, утверждено 19 февраля76, март 1980 г., январь 1982 г., март 1984 г., апрель 1992 г. (ИУС 4-76, 4-80, 4-82, 6-84, 7-92)
Настоящий стандарт распространяется на горячедеформированные бесшовные трубы из углеродистой стали общего назначения и легированная сталь.
(Измененная редакция, ред. № 6).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Размеры труб и предельные отклонения должны соответствовать ГОСТ 8732, ГОСТ 9567.
1.2. В зависимости от качественных параметров трубы изготавливаются следующих групп:
А — с нормальными механическими свойствами, указанными в табл.1, из стали марок Ст2сп, Ст4сп, Ст5сп, Ст6сп по ГОСТ 380;
Таблица 1
| Марка стали | Прочность на разрыв , МПа (кгс/мм) | Предел текучести , МПа (кгс/мм) | Удлинение, % |
| не менее | |||
| Ст2сп | 343 (35) | 216 (22) | 24 |
| Ст4сп | 412 (42) | 245 (25) | 20 |
| Ст5сп | 490 (50) | 274 (28) | 17 |
| Ст6сп | 588 (60) | 304 (31) | 14 |
Примечание. По согласованию изготовителя с потребителем изготавливается из труб из стали марки ст3сп.
По согласованию изготовителя с потребителем изготавливается из труб из стали марки ст3сп.
Б — со стандартным химическим составом марок стали по ГОСТ 380, ГОСТ 1050, ГОСТ 4543, ГОСТ 19281;
В — с нормативными механическими свойствами, указанными в табл.2, и химическим составом из марок стали по ГОСТ 1050, ГОСТ 4543, ГОСТ 19281, ГОСТ 380;
Таблица 2
| Марка сталь | Прочность на разрыв , МПа (кгс/мм) | Предел текучести, МПа (кгс/мм) | Удлинение, % | Твердость по Бринеллю (толщина стенки более 10 мм) | |
| не менее | Диаметр отпечатка, мм, не менее | Число твердости HB, не более | |||
| 10 | 353 (36) | 216 (22) | 24 | 5,1 | 137 |
| 20 | 412 (42) | 245 (25) | 21 | 4,8 | 156 |
| 35 | 510 (52) | 294 (30) | 17 | 4,4 | 187 |
| 45 | 588 (60) | 323 (33) | 14 | 4,2 | 207 |
| 10G2 | 421 (43) | 265 (27) | 21 | 4,3 | 197 |
| 20X | 431 (44) | — | 16 | — | — |
| 40X | 657 (67) | — | 9 | 3,7 В | 269 |
| 30ХГСА | 686 (70) | — | 11 | — | — |
| 15ХМ | 431 (44) | 225 (23) | 21 | — | — |
| 30ХМА | 588 (60) | 392 (40) | 13 | — | — |
| 12ХН2 | 539 (55) | 392 (40) | 14 | — | — |
| Ст4сп | 412 (42) | 245 (25) | 20 | — | — |
| Ст5сп | 490 (50) | 274 (28) | 17 | — | — |
Примечания:
1. При изготовлении труб с толщиной стенки более 45 мм механические свойства должны устанавливаться по согласованию с потребителем.
При изготовлении труб с толщиной стенки более 45 мм механические свойства должны устанавливаться по согласованию с потребителем.
2. Механические свойства труб из сталей, не указанных в табл.2, и нормы ударной вязкости и относительного усадки для сталей всех марок устанавливаются по согласованию между изготовителем и потребителем.
Г — стандартный химический состав марок сталей по ГОСТ 1050, ГОСТ 4543 хост 19281, с контролем механических свойств термически обработанных образцов. Нормы механических свойств должны соответствовать стандартам на сталь;
Д — без нормирования механических свойств и химического состава, но с нормативным давлением гидравлического испытания.
(Измененная редакция, ред. № 4, 5, 6).
1.3. По требованию потребителя трубы изготавливаются термически обработанными. Режим термической обработки и нормы механических свойств устанавливаются в соответствии с нормативно-технической документацией, утвержденной в установленном порядке.
1.4. На поверхности трубы не допускаются трещины, заусенцы, рванины и закаты.
Допускаются незначительные забоины, вмятины, риски, тонкий слой окислов, следы дефектов зачистки и мелкие заусенцы, если они не выводят толщину стенки за пределы отрицательных отклонений.
Примечание. Для труб, предназначенных для изготовления деталей механической обработкой, дополнительные требования устанавливаются по согласованию между изготовителем и потребителем.
1.3, 1.4. (Измененная редакция, ред. N 4).
1.5. Концы трубы должны быть срезаны под прямым углом, при этом допускается формирование фаски под углом не менее 70° к оси трубы. Концы труб должны быть очищены от заусенцев; допускается образование фаски при их удалении.
1.6. Допускается обрезка торцов труб с толщиной стенки 20 мм и более газокислородной, плазменной резкой или пилой.
При резке труб с помощью горелки или плазменной резки припуск на длину труб должен быть не менее 20 мм на каждый рез.
1.7. По требованию потребителя допускается изготовление труб с толщиной стенки 20 мм и более из катаных или кованых заготовок без обрезки концов. При этом неразрезанная часть трубы отмечена краской и длина трубы при поставке не включена.
1.8. По требованию потребителя на концах свариваемых труб с толщиной стенки от 5 до 20 мм должна быть снята фаска под углом от 35° до 40° к торцу трубы. При этом следует оставить ширину кольца гнезда 1-3 мм.
1.9. Трубы всех типов, на давление (условия работы труб указываются в заказе), должны выдерживать гидравлические испытания давлением, рассчитываемым по формуле, указанной в ГОСТ 3845, где — допускаемое напряжение, равное 40 % от временного сопротивления разрыву для этой марки стали.
Способность трубы выдерживать гидравлическое давление обеспечивается технологией производства труб.
1,7−1,9. (Измененная редакция, ред. N 4).
1.9. По требованию потребителя трубы должны выдерживать гидравлическое давление в соответствии с требованиями ГОСТ 3845, но не более 20 МПа (200 кгс/см).
По согласованию с потребителем трубы испытывают на гидравлическое давление свыше 20 МПа (200 кгс/см).
Вместо гидравлических испытаний допускается проводить осмотр каждой трубы неразрушающими методами для обеспечения соответствия труб нормам гидравлического испытания давлением.
(добавлено, версия № 4).
1.10. По требованию потребителя трубы из стали марок 10, Ст2сп, 20, Ст4сп и 15ХМ в зависимости от назначения и условий работы должны выдерживать одно или несколько технологических испытаний, указанных в пп.1.11-1.14.
(Измененная редакция, ред. № 4).
1.11. Труба должна выдержать испытание на изгиб.
1.12. Испытательная разводка должна выдерживать диаметр трубы 159 мм, толщиной стенки не более 8 мм на оправке с конусностью 1:10 до увеличения наружного диаметра, указанного в табл.3.
Таблица 3
| Марка стали | Увеличение наружного диаметра трубы, %, толщина стенки, мм | |
| до 4 | свыше 4 | |
| 10, Ст2сп | 10 | 6 |
| 20, Ст4сп, 15ХМ | 8 | 5 |
1. 13. Испытанию подвергают сплющивание трубы с толщиной стенки не более 10 мм для получения скользящего между поверхностями расстояния () в мм, рассчитанного по формуле
13. Испытанию подвергают сплющивание трубы с толщиной стенки не более 10 мм для получения скользящего между поверхностями расстояния () в мм, рассчитанного по формуле
,
где =0,09 для стали марки 10;
=0,08 для других марок стали;
— номинальная толщина стенки, мм;
— номинальный наружный диаметр трубы, мм.
(Измененная редакция, Ред. N 2).
1.14. Манжеты отворотные испытательные на выдерживание труб наружным диаметром не менее 30 мм и не более 160 мм с толщиной стенки:
не более 10 % наружного диаметра для труб наружным диаметром до 60 мм;
не более 8 % наружного диаметра для труб наружным диаметром от 60 до 108 мм;
не более 6 % наружного диаметра — трубы наружного диаметра свыше 108 до 140 мм;
не более 5% наружного диаметра для труб наружным диаметром более 140 до 160 мм.
Ширина отогнутых сторон, измеренная от внутренней поверхности трубы, должна быть не менее 12% внутреннего диаметра трубы и не менее 1,5-кратной толщины стенки.
Угол отбортовки должен быть:
90° — для труб из стали 10 Ст2сп;
60° — для труб из стали марок 20, Ст4сп, 15ХМ.
1.15. По требованию заказчика трубы с толщиной стенки 12 мм и более проверяют на макроструктуру.
Не должно быть следов усадки, пустот, трещин, пузырей и других дефектов, видимых без специальных инструментов.
Примечание. Трубы производятся непосредственно из слитка, контролю макроструктуры не подвергаются.
(Измененная редакция, ред. № 4).
2. ПРАВИЛА ПРИЕМКИ
2.1. Трубы берут по сторонам. Партия должна состоять из труб одного размера по диаметру и толщине стенки, одной стали, одинаковой термической обработки (термообработанные трубы) и сопровождаться одним документом о качестве по шост 10692, с добавлением: химический состав стали в соответствии с документом о качестве заготовки.
(Измененная редакция, ред. № 4).
2.2. Количество труб в партии должно быть:
400 — для труб диаметром менее 76 мм;
200 для труб других размеров.
Допускается увеличение размера партии до 600 штук для труб диаметром менее 76 мм и толщиной стенки не более 2,5 мм.
2.3. По требованию заказчика партия должна состоять из труб, одна из которых стальная плавка.
(Измененная редакция, ред. № 4).
2.4. Каждая трубка должна быть проверена и измерена.
2.5. Химический состав стальной трубы принимается по документу о качестве изготовления заготовки. Если есть разногласия, проводятся химические анализы.
2.6. Для контроля макроструктуры, механических свойств, на изгибе, на руке, сплющивании и подворачивании манжеты подбирают по две трубки из партии. Для испытания на твердость отбирают 2% труб (но не менее двух труб) от партии.
Испытанию гидравлическим давлением в соответствии с п.1.9 подвергается каждая труба.
Для проверки химического состава выбрана одна труба из партии.
(Измененная редакция, ред. № 4).
2.7. (Исключено, ред. № 4).
2.8. Предел текучести и число твердости по Бринеллю стальных труб определяются требованиями пользователя.
(Измененная редакция, ред. № 4).
2.9. (Исключено, ред. № 4).
2.10. При неудовлетворительных результатах испытаний хотя бы по одному из показателей проводится повторное испытание на двукратной выборке из той же партии.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Для каждого испытания (кроме испытаний макроструктуры и твердости) из каждой отобранной трубы вырезают по одному образцу.
Для контроля макроструктуры образцов, взятых с обоих концов трубы.
Для определения количества проб допускается применение методов статистического контроля.
(Измененная редакция, ред. № 4).
3.2. Осмотр труб производят без применения увеличительных приборов. Глубина дефектов проверяется одобрением или иным образом.
Допускается контроль геометрических размеров и качества поверхности труб специальными приборами.
3.3. При наличии различий в качестве химический состав стали определяют погоном 22536. 0 по ГОСТ 22536.1-22536.6, ГОСТ 12344-12365, ГОСТ, ГОСТ 28473.
0 по ГОСТ 22536.1-22536.6, ГОСТ 12344-12365, ГОСТ, ГОСТ 28473.
(Измененная редакция, ред. № 6).
3.4. Для определения химического состава пробы стали отбирают по ГОСТ 7565.
3.5. Испытание на растяжение проводят по ГОСТ 10006 на продольном пропорциональном коротком образце. Для образцов в виде полосы или отрезка трубы скорость испытаний на предел текучести должна быть не более 10 мм/мин, предел текучести — не более 40 мм/мин.
Допускается контроль механических свойств труб неразрушающими методами согласно нормативно-технической документации.
В случае разногласий в оценке результатов испытаний, проводимых по ГОСТ 10006.
(Измененная редакция, Ред. N 3, 6).
3.6. Испытание на твердость проводят по ГОСТ 9012 на обоих концах трубы.
Допускается определение твердости образцов, предназначенных для испытания на растяжение.
Допускается контроль твердости неразрушающими методами.
В случае возникновения разногласий испытание проводят по ГОСТ 9012.
(Измененная редакция, ред. N 4).
3.7. Испытание труб на сплющивание проводят по ГОСТ 8695.
3.8. При обнаружении на конических образцах мелких надрывов или других незначительных дефектов допускается повторное испытание сплющиванием другого образца, взятого из той же пробирки, с предварительным снятием поверхностного слоя образца (внутреннего и наружного) на глубину не более 0,2 мм. для труб диаметром до 108 мм и не более 1 мм для труб диаметром 114 мм и более.
3.9. Гидравлические испытания труб проводят по ГОСТ 3845 с временем под давлением не менее 10 с.
3.10. Испытание трубы на изгиб проводят по ГОСТ 3728.
3.11. Испытание труб на разводку проводят по ГОСТ 8694.
3.12 Испытание труб на отворотные манжеты проводят по ГОСТ 8693.
3.13. Макроструктура металлических труб проверена на образце поперечного кольца ProTrainer.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
4.1. Маркировку, упаковку, транспортирование и хранение производят по ГОСТ 1069.
