Гост балки: 19425-74 () — . (495) 638-07-16 . .
Содержание
Балка двутавровая 18Б1 С255 ГОСТ 27772-2015 (57837-17) 12000 мм в наличии по цене 123240 руб./т в Москве — Евраз Маркет
Балка двутавровая — это вид фасонного проката. Очень востребованный и популярный продукт. Двутавровые балки имеют сечение в виде буквы «Н», такая форма придает конструкции дополнительную жесткость. Особенности двутавра в том, что он может принимать бОльшие нагрузки, чем швеллер или стальной уголок, в связи с этим, швеллер и уголок имеют более дешевую экономическую составляющую. Материалом для изготовления двутавра служит горячекатаная или холоднокатаная низколегированная и углеродистая сталь.
Балка двутавровая металлическая может быть горячекатаной или сварной.
Горячекатаную балку производят методом горячей прокатки, который широко используется для других видов фасонного и сортового проката. Сварная двутавровая балка производится при помощи сварки горячекатаного листа металла, когда отдельные элементы балки (стенка и две полки) соединяются путём сваривания. Такая балка имеет швы на своей поверхности, поэтому обязательным условием ее использования является усиление конструкции ребрами жесткости.
Такая балка имеет швы на своей поверхности, поэтому обязательным условием ее использования является усиление конструкции ребрами жесткости.
Балки характеризуются устойчивостью к повышенным нагрузкам и не реагируют на изменения во внешней среде.
Двутавровые балки отличаются между собой по нескольким показателям, в связи с этим имеют различную маркировку. Двутавры делятся на несколько видов: балочный профиль, нормальный стандартный профиль, широкополочный и колонный, монорельсовый, бывает также дополнительных серий.
Самые основные виды двутавров:
Б — Балочные нормальные двутавры, высота профиля нормального двутавра по значению больше, чем ширина полок. Изделия этого типа используются как самостоятельный несущий элемент или входят в состав крупных конструкций. Часто такие изделия используются при возведении колонн и опор.
Ш — Широкополочные двутавры, высота профиля широкополочного двутавра равна или близка по значению ширине полок. Применяются в качестве несущих опор и направляющих.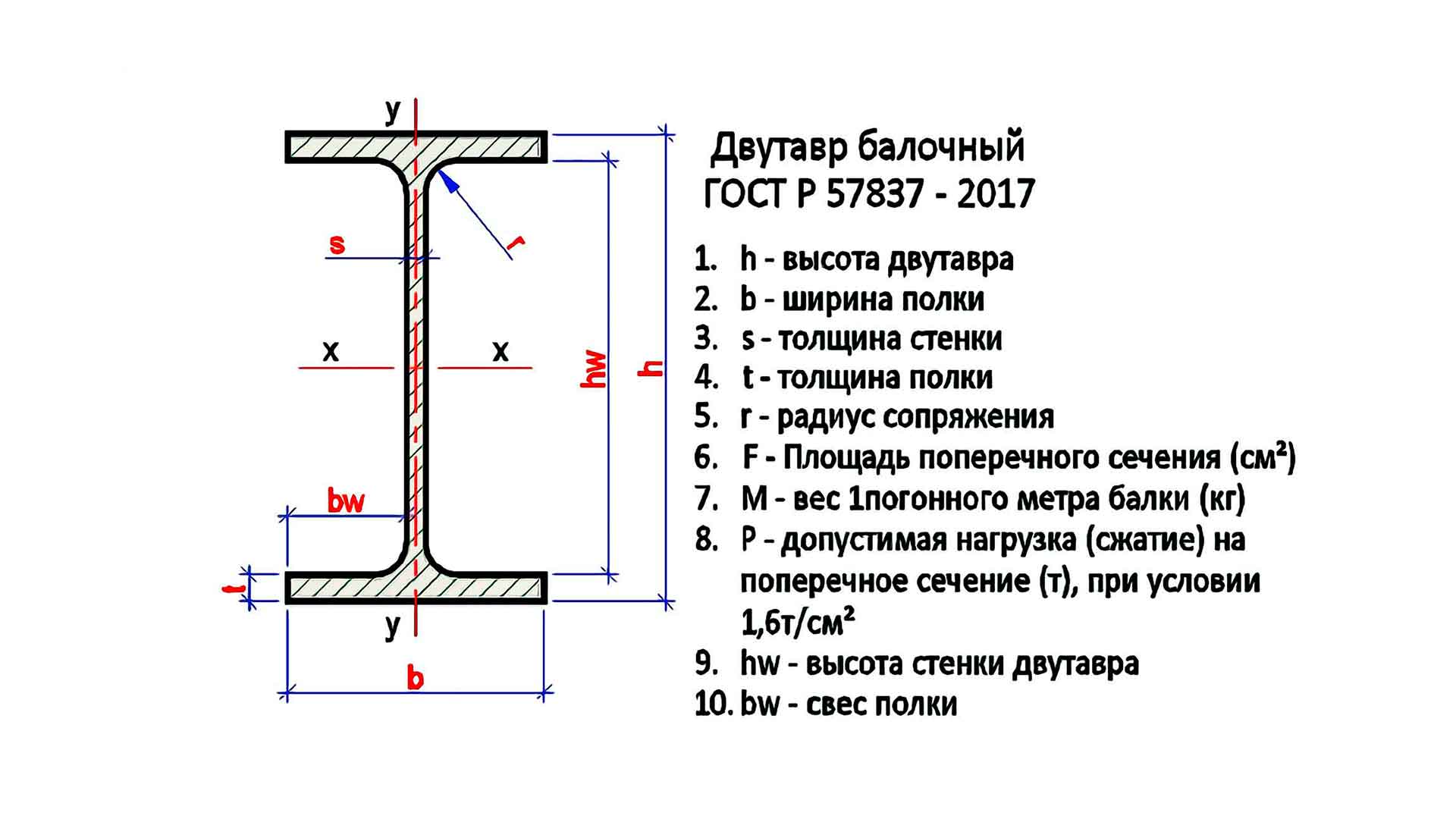
К — Колонные двутавры, как правило, высота профиля колонного двутавра равна или близка по значению ширине полок. Изделия применяются в качестве перекрытий, при строительстве дорожных эстакад, дорог и стоек.
Дб, Дк, Дш — Дополнительные балочные, колонные, широкополочные. Двутавры дополнительных серий.
М — Монорельсовые двутавры, для монорельсовых путей. Ее отличительные особенности – утолщенные полки/стенки и повышенная прочность на прогиб, скручивание и давление.
У каждого двутавра есть свой номер, в зависимости от этого различаются и его характеристики: высота профиля, толщина стенки, ширина полки, масса погонного метра и др., которые требуется учитывать при строительстве или проектировании.
Двутавр, отличаясь хорошим сопротивлением нагрузкам, нашел основное применение в строительстве. Он используется для обустройства балок в частных домах, вспомогательных постройках, в конструкции гражданских, промышленных и инфраструктурных объектов, в мостостроении и других сферах. Двутавр играет важную роль при конструировании тяжело-нагруженных зданий и сооружений, например, при строительстве небоскребов и других высотных зданий. Машиностроение является еще одним крупным потребителем двутавровой балки. Специальный вид двутавра находит применение для крепления горных выработок и при обустройстве подвесных путей для лебедок и другого подъемно-транспортного оборудования в заводских помещениях, на автомойках, мастерских и на прочих промышленных участках.
Двутавр играет важную роль при конструировании тяжело-нагруженных зданий и сооружений, например, при строительстве небоскребов и других высотных зданий. Машиностроение является еще одним крупным потребителем двутавровой балки. Специальный вид двутавра находит применение для крепления горных выработок и при обустройстве подвесных путей для лебедок и другого подъемно-транспортного оборудования в заводских помещениях, на автомойках, мастерских и на прочих промышленных участках.
Сталь С255 — одна из наиболее популярных и востребованных в строительной отрасли, поскольку наделена отличными прочностными характеристиками и не имеет ограничений в свариваемости, но подвержена воздействию коррозии. Конструкционная углеродистая сталь повышенной прочности. Маркировка С означает, что сталь строительная. При необходимости эксплуатационные характеристики стали С255 могут быть улучшены путем термической и других видов обработки. Из этой стали изготавливают горячекатаный фасон (уголки, двутавры, швеллеры), листы, широкополосный прокат и гнутые профиля.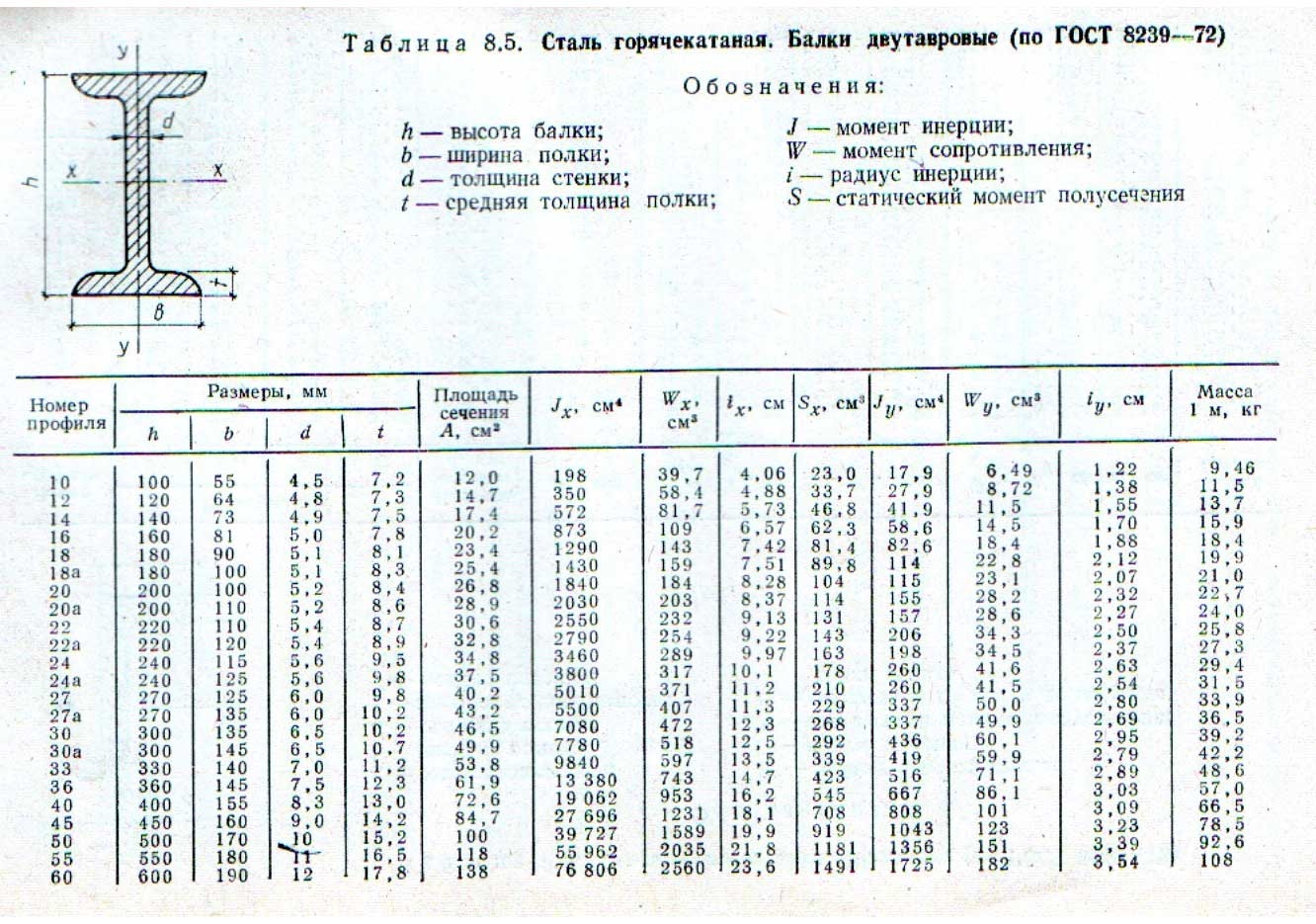 Аналоги: Ст3Гсп, Ст3Гпс.
Аналоги: Ст3Гсп, Ст3Гпс.
ГОСТ 8239-89 двутавр, балка двутавровая с уклоном внутренних граней полок. Технические характеристики металлических, стальных двутавровых балок
Металлические стальные нормальные, горячекатаные двутавровые балки с уклоном внутренних граней полок 6—12 % ГОСТ 8239-89 государственный стандарт Союза ССР. В таблице приведены характеристики металлических балок, изготовленных в соответствии с требованиями стандарта ГОСТ 8239-89
| Обозначение | Номинальные размеры | Поперечное сечение | Номинальный вес 1м | Справочные величины для осей | |||||||||||
| mm | A | Ix | Wx | ix | Sx | Iy | Wy | iy | |||||||
| h | b | s | t | R1 | R2 | cm2 | kg/m | cm4 | cm3 | cm | cm3 | cm4 | cm3 | cm | |
|
№10 | 100 |
55 |
4,5 |
7,2 |
7 |
2,5 |
12 |
9,46 |
198 |
39,7 |
4,06 |
23 |
17,9 |
6,49 |
1,22 |
|
№12 | 120 |
64 |
4,8 |
7,3 |
7,5 |
3 |
14,7 |
11,5 |
350 |
58,4 |
4,88 |
33,7 |
27,9 |
8,72 |
1,38 |
|
№14 | 140 |
73 |
4,9 |
7,5 |
8 |
3 |
17,4 |
13,7 |
572 |
81,7 |
5,73 |
46,8 |
41,9 |
11,5 |
1,55 |
|
№18 | 180 |
90 |
5,1 |
8,1 |
9 |
3,5 |
23,4 |
18,4 |
1290 |
143 |
7,42 |
81,4 |
82,6 |
18,4 |
1,88 |
|
№20 | 200 |
100 |
5,2 |
8,4 |
9,5 |
4 |
26,8 |
21 |
1840 |
184 |
8,28 |
104 |
115 |
23,1 |
2,07 |
|
№22 | 220 |
110 |
5,4 |
8,7 |
10 |
4 |
30,6 |
24 |
2550 |
232 |
9,13 |
131 |
157 |
28,6 |
2,27 |
|
№24 | 240 |
115 |
5,6 |
9,5 |
10,5 |
4 |
34,8 |
27,3 |
3460 |
289 |
9,97 |
163 |
198 |
34,5 |
2,37 |
|
№27 | 270 |
125 |
6 |
9,8 |
11 |
4,5 |
40,2 |
31,5 |
5010 |
371 |
11,2 |
210 |
260 |
41,5 |
2,54 |
|
№30 | 300 |
135 |
6,5 |
10,2 |
12 |
5 |
46,5 |
36,5 |
7080 |
472 |
12,3 |
268 |
337 |
49,9 |
2,69 |
|
№33 | 330 |
140 |
7 |
11,2 |
13 |
5 |
53,8 |
42,2 |
9840 |
597 |
13,5 |
339 |
419 |
59,9 |
2,79 |
|
№36 | 360 |
145 |
7,5 |
12,3 |
14 |
6 |
61,9 |
48,6 |
13380 |
743 |
14,7 |
423 |
516 |
71,1 |
2,89 |
|
№40 | 400 |
155 |
8,3 |
13 |
15 |
6 |
72,6 |
57 |
19062 |
953 |
16,2 |
545 |
667 |
86,1 |
3,03 |
|
№45 | 450 |
160 |
9 |
14,2 |
16 |
7 |
84,7 |
66,5 |
27696 |
1231 |
18,1 |
708 |
808 |
101 |
3,09 |
|
№50 | 500 |
170 |
10 |
15,2 |
17 |
7 |
100 |
78,5 |
39727 |
1589 |
19,9 |
919 |
1043 |
123 |
3,23 |
|
№55 | 550 |
180 |
11 |
16,5 |
18 |
7 |
118 |
92,6 |
55962 |
2035 |
21,8 |
1181 |
1356 |
151 |
3,39 |
|
№60 | 600 |
190 |
12 |
17,8 |
20 |
8 |
138 |
108 |
76806 |
2560 |
23,6 |
1491 |
1725 |
182 |
3,54 |
Atgal
Производство
руб.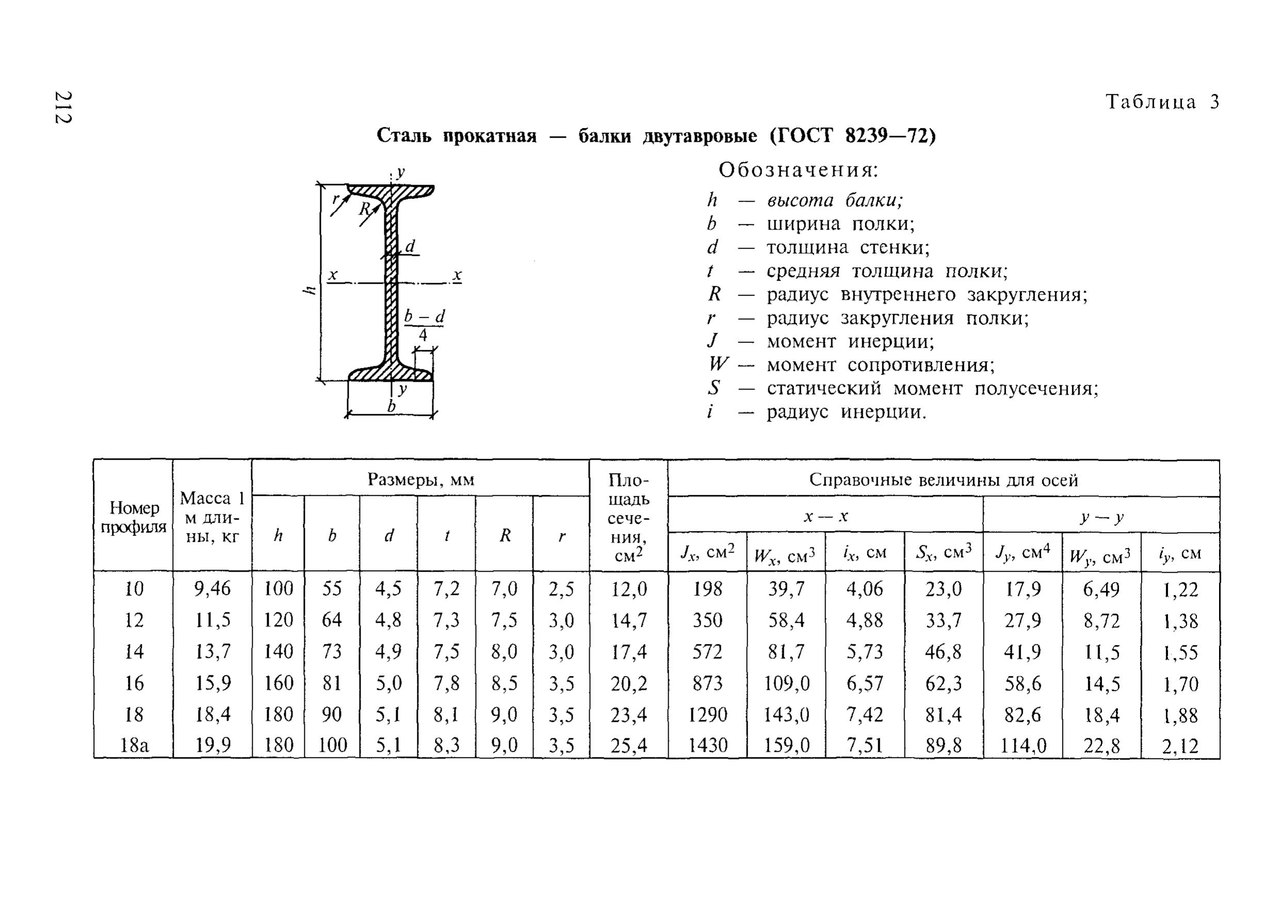
DE
ЕН
Брус деревянный двутавровый «Балка двутавровая 20»
Технические характеристики балки строительной «Балка h30»
- ГОСТ 34329-2017; ГОСТ Р ИСО 9001-2015 (ISO 9001:2015)
- Европейский стандарт EN 13377-2002;
- длина 1500-6000 мм;
- высота балки 200 мм;
- ширина полки балки 80 мм;
- толщина полки балки 40 мм;
- шпилька толщиной 24 мм;
- полка тазобедренного борта шириной 120 мм;
- Зуб гипсовой доски, врезанный в тело балки, глубина 12 мм;
- масса строительной балки 5,3 кг/м.п.;
- сопротивление изгибу Характерное предельное сопротивление изгибу 11,81кНм
- Характеристическое предельное сопротивление смятию 50,76 кН.
сопротивление
Материалы
- Фанерные детали
- Клей Детали
- Детали бара
- Пропиточный состав Детали
- Заглушка
Фанера ФК березовая толщиной 24 мм производства лучших фанерных комбинатов России, ориентированных на экспорт своей продукции. Обладает высокими физико-механическими свойствами, в сочетании со слоистой структурой обеспечивает исключительную прочность. соответствует требованиям DIN EN 636:2015-05.
Обладает высокими физико-механическими свойствами, в сочетании со слоистой структурой обеспечивает исключительную прочность. соответствует требованиям DIN EN 636:2015-05.
Клей от европейского производителя KLEIBERIT — соответствует DIN EN 301:2018-01. Это обеспечивает наиболее прочное и надежное соединение полки со стеной балки. В связи с этим балка не треснет от снега и дождя в процессе эксплуатации.
Массивный брус изготавливается из высококачественного сырья хвойной древесины, произрастающей на севере Карелии. Северная древесина имеет высокую плотность. 11-15 см не имеют гнили, крупных и нездоровых сучков, а также других пороков, свойственных толстым пиломатериалам средней полосы России. Каждая балка имеет по длине не более одного пазогребневого соединения, что соответствует требованиям DIN EN 14080:2013-09
Пропиточный состав от европейского производителя REMMERS — соответствует требованиям EN 13377:2002. Защищает изделие от влаги, грибка и плесени. Допускается хранение на открытом воздухе. Имеет прочный и долговечный защитный слой.
Защищает изделие от влаги, грибка и плесени. Допускается хранение на открытом воздухе. Имеет прочный и долговечный защитный слой.
Торцевая заглушка из эластичного полимера обеспечивает надежную защиту торца от механических воздействий при случайном падении и других нештатных ситуациях.
Описание
Наша компания осуществляет полный производственный цикл на современном оборудовании, используя самые качественные материалы, соответствующие всем требованиям европейского стандарта EN13377:2002. Это обеспечивает стабильно высокое качество конечного продукта. Основную несущую функцию двутавровой балки выполняет полка из прутка. Наша компания производит полный цикл производства данного бруса, который включает в себя распиловку бревна, сушку, калибровку и строгание готового изделия. Поэтому мы контролируем процесс на всех этапах и можем нести ответственность за качество готового изделия.
Фотографии
<
Производим двутавр» балку h30 в Карелии!
Полный цикл производства состоит из:
Распиловка бревен
Мы распиливали бревна на пилорамах «Шервуд 668с», «Шервуд 692с».
Эти станки работают с небольшими бревнами и распиливают бревно методом 2 экслога за один проход.
Мы видели тонкостенные пиломатериалы из хвойных пород (ель, сосна), произрастающих на севере Республики Карелия.
Этот пиломатериал имеет более высокие параметры плотности, чем пиломатериал средней полосы России. Благодаря более высокому качеству сырья наша продукция обладает лучшими прочностными характеристиками.
Сушка бруса
Наша компания имеет 5 сушильных камер общим объемом 600 м3.
Для производства балок h30 требуется высушенное до влажности 12% сырье. Это непростая задача, поэтому на рынке можно найти брус с брусом, высушенным до транспортной влажности (16-18%).
Мы не идем на компромисс в этом вопросе и готовим брус в соответствии с европейским стандартом DIN EN 13377-2002.
Отделение фанеры
В своем производстве мы используем березовую фанеру толщиной 24 мм от ведущих производителей России.
Для раскроя листов фанеры 1525*1525 мы используем многопильный станок для раскроя плитных материалов МСП-1500 (Россия).
Строгание бруса и фанеры
При строгании бруса используем 9-шпиндельный станок LeaderMac 923 (Тайвань).
При строгании фанеры используем 6-шпиндельный станок LeaderMac 623 (Тайвань).
Это оборудование имеет высокую производительность и позволяет получать изделия с идеальной геометрией.
Балка в сборе
Для сборки балки используется восемь станков.
Сборка балки начинается с приклеивания полиуретанового клея. Затем пресс прессует бруски с вставленной фанерой под давлением 6 атмосфер.
Следующим этапом является торцовка готовой балки по точным размерам. Торцы фрезеруются для последующей установки торцевых пластиковых «заглушек».
Далее собранная балка поступает в покрасочную машину. Затем бесконтактный принтер наносит логотип и маркировку. И в конце всего процесса устанавливаются пластиковые колпачки.
х30 Лучи!
| балки h30 | 750 | |
| балки h30 | 7,20 евро |
: 100%
: 2-
:
- FCA .( )
- , .
:
- ǻ
- : +79814042904
Назад
Анализ и контроль рассеянного света основного лазера National Ignition Facility (Конференция)
Анализ и контроль рассеянного света основного лазера National Ignition Facility (Конференция) | ОСТИ.GOV
перейти к основному содержанию
- Полная запись
- Другие сопутствующие исследования
Анализ рассеянного света был проведен для основной лазерной секции основной лазерной секции National Ignition Facility с использованием комплексной непоследовательной модели трассировки лучей, дополненной дополнительным моделированием трассировки лучей и дифракционного распространения. В этой статье описывается методология анализа и управления, приводятся примеры траекторий фантомов и требуемых наклонных линз, экранов, поглотителей и сбросов пучка, а также обсуждается анализ «карандашных лучей» рассеянного света в системе.
В этой статье описывается методология анализа и управления, приводятся примеры траекторий фантомов и требуемых наклонных линз, экранов, поглотителей и сбросов пучка, а также обсуждается анализ «карандашных лучей» рассеянного света в системе.
- Авторов:
Английский, RE;
Миллер, Дж. Л.;
Петерсон, Г.;
Швейен, Дж.
- Дата публикации:
- Исследовательская организация:
- Ливерморская национальная лаборатория Лоуренса.
 (LLNL), Ливермор, Калифорния (США)
(LLNL), Ливермор, Калифорния (США)
- Организация-спонсор:
- Управление оборонных программ Министерства энергетики США (DP)
- Идентификатор OSTI:
- 3070
- Номер(а) отчета:
- UCRL-JC-129752
39DP02000; НА: DE00003070
- Номер контракта Министерства энергетики США:
- W-7405-Eng-48
- Тип ресурса:
- Конференция
- Связь с ресурсами:
- Conference: 3-я ежегодная международная конференция по твердотельным лазерам для применения в инерционном термоядерном синтезе, Монтерей, Калифорния, 7-12 июня 1998 г.

- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 70 ФИЗИКА ПЛАЗМЫ И СТРОЕНИЕ; Национальная установка зажигания США; лазеры; Балки
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Инглиш, Р.Э., Миллер, Дж.Л., Петерсон, Г., и Швайен, Дж. National Ignition Facility анализ и контроль основного лазерного рассеянного света . США: Н. П., 1998.
Веб.
Копировать в буфер обмена
English, RE, Miller, JL, Peterson, G, & Schweyen, J. National Ignition Facility Анализ и контроль рассеянного света основного лазера . Соединенные Штаты.
Соединенные Штаты.
Копировать в буфер обмена
Инглиш, Р.Э., Миллер, Дж.Л., Петерсон, Г., и Швайен, Дж. 1998.
«Анализ и контроль основного лазерного рассеянного света Национального центра зажигания» . Соединенные Штаты. https://www.osti.gov/servlets/purl/3070.
Копировать в буфер обмена
@статья{osti_3070,
title = {Анализ и контроль рассеянного света основного лазера Национального центра зажигания},
автор = {Инглиш, Р. Э. и Миллер, Дж. Л., и Петерсон, Г., и Швайен, Дж.},
abstractNote = {Анализ рассеянного света был выполнен для основной лазерной секции основной лазерной секции National Ignition Facility с использованием комплексной непоследовательной модели трассировки лучей, дополненной дополнительным моделированием трассировки лучей и дифракционного распространения. В этой статье описывается методология анализа и управления, приводятся примеры фантомных путей и требуемых наклонных линз, экранов, поглотителей и сбросов луча, а также обсуждается анализ «карандашных лучей» рассеянного света в системе.
