Гост проволока горячекатаная: Горячекатаная проволока в мотках – ГОСТ и его положения + Видео
Содержание
Проволока ГОСТ (3282-74)
Проволока ГОСТ 3282-74 общего назначения низкоуглеродистая, общего назначения или обыкновенного качества используется в различных отраслях промышленности и предназначена для изготовления гвоздей и увязки ограждений. Стальная низкоуглеродистая проволока изготавливается диаметрами от 0,20 до 8,0 ммметодом многократного холодного волочения. Исходным сырьем для производства проволоки служит горячекатаная катанка диаметрами 5,5-9,0 мм
|
ГОСТ 3282-74 ОБЩЕГО НАЗНАЧЕНИЯ
| |||||
|
Диаметр, мм
|
ТН-светлая (с)
|
ТН-оцинков. (1ц)
|
ТО-черная (оч)
|
ТО-светлая (ос)
|
ТО-оцинк.
|
|
0,16-0,5
|
+
|
+
|
+
| ||
|
0,55-0,70
|
+
|
+
|
+
| ||
|
0,8-0,9
|
+
|
+
|
+
| ||
|
1,0-1,1
|
+
|
+
|
+
| ||
|
1,2-1,3
|
+
|
+
|
+
|
+
| |
|
1,4-1,8/i>
|
+
|
+
|
+
|
+
|
+
|
|
2,0-2,8
|
+
|
+
|
+
|
+
|
+
|
|
3,0-3,6
|
+
|
+
|
+
|
+
|
+
|
|
4,0-5,0
|
+
|
+
|
+
|
+
|
+
|
|
5,1-7,0
|
+
|
+
|
+
|
+
| |
ПРОВОЛОКА СТАЛЬНАЯ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ОК (ГОСТ — 3282-74)
|
Вес
|
Диаметр проволоки, мм
| ||||||
|
1
|
2
|
2,5
|
3
|
4
|
5
|
6
| |
|
Вес одного погонного метра проволоки, кг
| |||||||
|
0,006123
|
0,024492
|
0,038268
|
0,055107
|
0,097968
|
0,153075
|
0,220478
| |
|
900
|
146980
|
36745
|
23520
|
16330
|
9119
|
5880
|
4080
|
|
925
|
151070
|
37780
|
24170
|
16780
|
9440
|
6040
|
4190
|
|
950
|
155452
|
38790
|
24820
|
17240
|
9700
|
6210
|
4310
|
|
975
|
159240
|
38810
|
25480
|
17700
|
9950
|
6370
|
4420
|
|
1000
|
151320
|
40830
|
26130
|
18140
|
10210
|
6530
|
4510
|
|
1025
|
167400
|
41850
|
26780
|
18600
|
10460
|
6690
|
4650
|
|
1050
|
171480
|
42870
|
27440
|
19050
|
10720
|
6860
|
4760
|
|
1075
|
175560
|
43890
|
28090
|
19500
|
10970
|
7020
|
4870
|
|
1100
|
179560
|
44910
|
28740
|
19960
|
11230
|
7190
|
4990
|
|
1125
|
183730
|
45930
|
29400
|
20410
|
11480
|
7350
|
5100
|
|
1150
|
187820
|
46950
|
30050
|
20870
|
11740
|
7510
|
5220
|
|
1175
|
191900
|
47970
|
30700
|
21320
|
11990
|
7670
|
5330
|
|
1200
|
195980
|
48990
|
31360
|
21780
|
12450
|
7840
|
5440
|
ПРОВОЛОКА ОЦИНКОВАННАЯ (ГОСТ — 3282-74)
|
Вес
|
Диаметр проволоки, мм
| ||||
|
2
|
2,5
|
3
|
4
|
5
| |
|
Вес одного погонного метра проволоки, кг
| |||||
|
0,024492
|
0,038268
|
0,055107
|
0,097968
|
0,153075
| |
|
90
|
3675
|
2350
|
1635
|
920
|
588
|
|
100
|
4080
|
2650
|
1815
|
1020
|
653
|
|
110
|
4490
|
2875
|
1995
|
1120
|
718
|
|
120
|
4490
|
3135
|
2175
|
1225
|
784
|
|
130
|
5310
|
3395
|
2360
|
1325
|
849
|
|
140
|
5715
|
3660
|
2540
|
1430
|
914
|
|
150
|
6125
|
3920
|
2720
|
1530
|
980
|
|
160
|
6530
|
4180
|
2900
|
1635
|
1045
|
|
170
|
6940
|
4440
|
3085
|
1735
|
1110
|
|
180
|
7350
|
4700
|
3265
|
1835
|
1175
|
|
190
|
7760
|
4965
|
3445
|
1940
|
1241
|
|
200
|
8165
|
5225
|
3630
|
2040
|
1396
|
- Вперёд >
ГОСТ 3875-83 / Auremo
ГОСТ Р ИСО 22034-1-2013
ГОСТ Р ИСО 22034-2-2013
ГОСТ Р 53772-2010
ГОСТ 5468-88
ГОСТ 1579-93
ГОСТ 10447-93
ГОСТ 3187-76
ГОСТ 9870-61
ГОСТ 4034-63
ГОСТ 4032-63
ГОСТ 4028-63
ГОСТ 792-67
ГОСТ 16135-70
ГОСТ 3920-70
ГОСТ 9850-72
ГОСТ 7675-73
ГОСТ 18901-73
ГОСТ 3062-80
ГОСТ 3093-80
ГОСТ 1526-81
ГОСТ 2771-81
ГОСТ 3875-83
ГОСТ 3071-88
ГОСТ Р 50575-93
ГОСТ Р 50708-94
ГОСТ 4033-63
ГОСТ 13840-68
ГОСТ 15598-70
ГОСТ 3090-73
ГОСТ 3110-74
ГОСТ 3339-74
ГОСТ 3120-75
ГОСТ 283-75
ГОСТ 10505-76
ГОСТ 14963-78
ГОСТ 14081-78
ГОСТ 7372-79
ГОСТ 5663-79
ГОСТ 1545-80
ГОСТ 3092-80
ГОСТ 9161-85
ГОСТ 29121-91
ГОСТ 18143-72
ГОСТ 1668-73
ГОСТ 7480-73
ГОСТ 7676-73
ГОСТ 3193-2015
ГОСТ 2715-75
ГОСТ 10506-76
ГОСТ 7669-80
ГОСТ 2333-80
ГОСТ 7668-80
ГОСТ 3069-80
ГОСТ 7667-80
ГОСТ 2688-80
ГОСТ 3089-80
ГОСТ 3081-80
ГОСТ 6727-80
ГОСТ 3083-80
ГОСТ 3091-80
ГОСТ 7665-80
ГОСТ 3077-80
ГОСТ 2387-80
ГОСТ 3064-80
ГОСТ 3063-80
ГОСТ 7348-81
ГОСТ 5437-85
ГОСТ 14118-85
ГОСТ 23279-2012
ГОСТ 14311-85
ГОСТ 9074-85
ГОСТ 3068-88
ГОСТ 13603-89
ГОСТ Р 50566-93
ГОСТ 4030-63
ГОСТ 4035-63
ГОСТ 4029-63
ГОСТ 15892-70
ГОСТ 11850-72
ГОСТ 18899-73
ГОСТ 6750-75
ГОСТ 3088-80
ГОСТ 10446-80
ГОСТ 14954-80
ГОСТ 7681-80
ГОСТ 3079-80
ГОСТ 3066-80
ГОСТ 3097-80
ГОСТ 3085-80
ГОСТ 8478-81
ГОСТ 4727-83
ГОСТ 18834-83
ГОСТ 26366-84
ГОСТ 9124-85
ГОСТ 3067-88
ГОСТ 3070-88
ГОСТ 3306-88
ГОСТ 8803-89
ГОСТ 17305-91
ГОСТ Р 50567-93
ГОСТ 9389-75
ГОСТ 2172-80
ГОСТ 1071-81
ГОСТ 3826-82
ГОСТ 16853-88
ГОСТ 12766. 1-90
1-90
ГОСТ 3241-91
ГОСТ 16828-81
ГОСТ 285-69
ГОСТ 6613-86
ГОСТ 28334-89
ГОСТ 16827-81
ГОСТ 5336-80
ГОСТ 3282-74
gost-3875-83.pdf
(246.89 KiB)ГОСТ 3875-83
ГОСТ 3875–83
Группа В72*
__________________________
* В указателе «Национальные
стандарты» 2005 г. группа В71. —
Примечание «КОДЕКС».
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОВОЛОКА СТАЛЬНАЯ КАРДНАЯ
Технические условия
Steel card wire. Specifications
ОКП 12 2100
Дата введения 1984−07−01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 03.03.83 N 1069
3. ВЗАМЕН ГОСТ 3875–59
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 1050–88 | 2. 1 1 |
| ГОСТ 3282–74 | 5.2 |
| ГОСТ 4381–87 | 4.2 |
| ГОСТ 6507–90 | 4.2 |
| ГОСТ 8233–56 | 4.4 |
| ГОСТ 8828–89 | 5.2 |
| ГОСТ 9569–79 | 5.2 |
| ГОСТ 10446–80 | 4.3 |
| ГОСТ 10447–93 | 4.6 |
| ГОСТ 10877–76 | 5.1 |
| ГОСТ 10905–86 | 4.5 |
| ГОСТ 14192–96 | 5.7 |
| ГОСТ 14959–79 | 2.1 |
| ГОСТ 15150–69 | 5.9 |
| ГОСТ 15846–79 | 5.3а |
| ГОСТ 17308–88 | 5.2 |
| ГОСТ 18477–79 | 5.8 |
| ГОСТ 20799–88 | 5.1 |
| ГОСТ 21650–76 | 5.6 |
| ГОСТ 24597–81 | 5. 6 6 |
| ОСТ 38.01436−88 | 5.1 |
| ТУ 2−034−225−87 | 4.5 |
5. Ограничение срока действия снято по протоколу N 7−95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11−95)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в апреле 1985 г., декабре 1988 г. (ИУС 7−85, 4−89)
Настоящий стандарт распространяется на стальную закаленную и отпущенную проволоку круглого и фасонного профиля, применяемую для изготовления скобок игольчатых изделий.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Проволока подразделяется:
по форме поперечного сечения:
круглая,
прямоугольная, получаемая плющением проволоки,
овальная;
по виду поверхности:
без покрытия,
луженая — Л.
Луженая проволока изготовляется только круглой;
по точности изготовления:
нормальной,
повышенной — П;
по механическим свойствам:
1-го класса,
2-го класса.
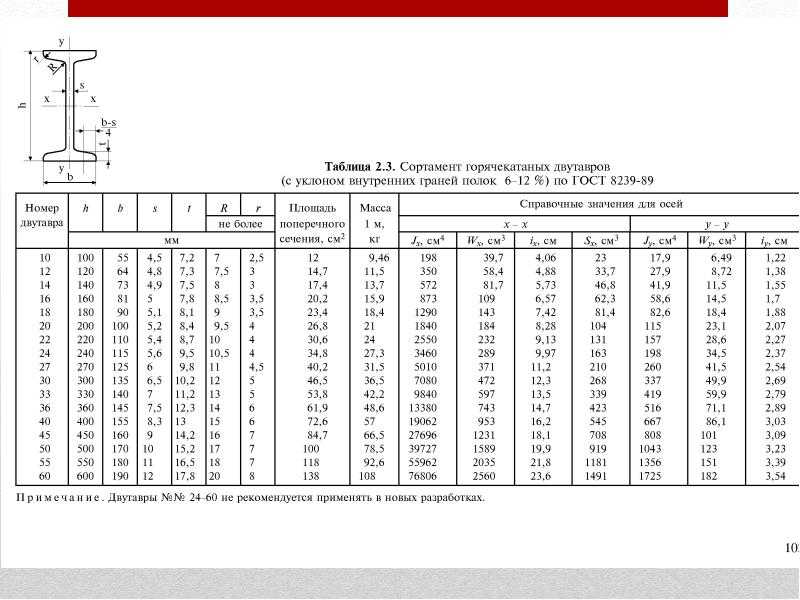
1.2. Номинальные размеры и предельные отклонения от номинальных размеров должны соответствовать указанным в табл.1 и на черт.1−3.
Таблица 1
мм
| Круглая | Прямоугольная | Овальная | ||||||||||||
| Без покрытия | Луженая | |||||||||||||
| Предельное отклонение | Предельное отклонение | Предельное отклонение | ||||||||||||
| Номи- наль- ный диа- метр | повы- шенной точнос- ти | нор- маль- ной точ- ности | Номи- наль- ный диа- метр | повы- шенной точнос- ти | нор- маль- ной точ- ности | Пре- дель- ное откло- нение | повы- шен- ной точ- ности | нор- маль- ной точ- ности | Пре- дель- ное откло- нение | Пре- дель- ное откло- нение | ||||
| 0,20 | ±0,006 | +0,010 -0,005 | 0,22 | +0,012 | +0,02 -0,005 | 0,18 | ±0,01 | 0,32 | ±0,02 | 0,22 | ±0,01 | 0,30 | ±0,01 | |
| 0,22 | 0,24 | 0,20 | 0,35 | ±0,01 | 0,24 | 0,32 | ||||||||
| 0,24 | ±0,007 | 0,26 | +0,014 | 0,25 | 0,40 | ±0,025 | 0,26 | 0,34 | ||||||
| 0,26 | 0,28 | 0,25 | 0,50 | ±0,02 | 0,28 | 0,38 | ||||||||
| 0,28 | 0,32 | +0,015 | 0,25 | 0,60 | 0,32 | 0,42 | ||||||||
| 0,34 | +0,018 | |||||||||||||
| 0,32 | +0,01 -0,005 | 0,38 | 0,30 | 0,60 | 0,34 | 0,44 | ||||||||
| 0,34 | 0,40 | 0,25 | 0,70 | ±0,025 | ±0,03 | 0,38 | 0,50 | |||||||
| 0,38 | 0,45 | +0,020 | 0,30 | 0,70 | 0,40 | 0,52 | ||||||||
| 0,40 | 0,50 | 0,35 | 1,00 | |||||||||||
| 0,45 | 0,56 | |||||||||||||
| 0,50 | ||||||||||||||
| 0,56 | ||||||||||||||
| 0,63 | ||||||||||||||
| 0,70 | ||||||||||||||
| 0,80 | ||||||||||||||
Проволока круглая 2-го класса изготовляется диаметром 0,22−0,56 мм..jpg)
Черт.1, 2, 3
| Черт.1 | Черт.2 | Черт.3 |
По согласованию потребителя с изготовителем допускается изготовление проволоки промежуточных размеров, не предусмотренных табл.1. Предельные отклонения для этих размеров должны соответствовать предельным отклонениям ближайшего большего размера.
1.3. Овальность круглой проволоки не должна превышать половины предельных отклонений от номинального диаметра.
Радиусы закруглений сечения овальной проволоки и являются справочными и на проволоке не проверяются.
Примеры условных обозначений
Проволока круглая, диаметром 0,26 мм, нормальной точности, 1-го класса, луженая, из стали марки 55:
Круг. 0,26−1-Л-55 ГОСТ 3875–83
Проволока прямоугольная, размером 0,30х0,60 мм, повышенной точности, 2-го класса, из стали марки 65Г:
Прямоуг. 0,30х0,60-П-2−65Г ГОСТ 3875–83
Проволока овальная, размером 0,32х0,42 мм, 2-го класса, из стали марки 70:
Овал. 0,32х0,42−2-70 ГОСТ 3875–83.
0,32х0,42−2-70 ГОСТ 3875–83.
1.1−1.3. (Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Проволока должна изготовляться из стали марки 55 по ГОСТ 1050 или по другой нормативно-технической документации, марок 70, 65 Г, 70 Г по ГОСТ 14959 или другой нормативно-технической документации.
По требованию потребителя разбег содержания углерода должен быть не более 0,05%.
(Измененная редакция, Изм. N 2).
2.2. Поверхность светлой проволоки должна быть без цветов побежалости, плен, заусенцев, трещин, рисок, раковин, ржавчины, а также без наплывов.
Поверхность луженой проволоки должна быть покрыта сплошным слоем олова, без чернот, трещин, отслоений, ржавчины, а также без наплывов, увеличивающих фактический диаметр проволоки на величину более предельных отклонений от номинального диаметра.
2.3. Проволока должна быть прямолинейной.
2.4. Проволока подвергается испытанию на разрыв с узлом, при этом разрывное усилие должно составлять не менее 55% от разрывного усилия той же проволоки при разрыве без узла.
2.5. Оловянное покрытие должно быть прочным. При навивании луженой проволоки плотно прилегающими витками по винтовой линии на цилиндрический сердечник диаметром, равным четырем диаметрам проволоки, не должно быть отслоения и растрескивания покрытия. Число витков должно быть не менее шести.
2.6. Временное сопротивление разрыву проволоки в зависимости от марок стали должно соответствовать нормам, приведенным в табл.2.
Таблица 2
| Марка стали | Временное сопротивление разрыву, | |
| Класс 1 | Класс 2 | |
| 55 | 1770−1960 (180−200) | 1961−2160 (201−220) |
| 70 | 1960−2160 (200−220) | 2161−2350 (221−240) |
| 65 Г, 70Г | 2160−2350 (220−240) | 2351−2550 (241−260) |
Примечания:
1. Нормы по временному сопротивлению разрыву вводятся в действие с 01.01.92, кроме проволоки круглой без покрытия из стали марки 55 всех классов и марки 70 1-го класса овальной и круглой луженой из стали марки 55 1-го класса. Определение временного сопротивления разрыву обязательно для набора статистических данных.
Нормы по временному сопротивлению разрыву вводятся в действие с 01.01.92, кроме проволоки круглой без покрытия из стали марки 55 всех классов и марки 70 1-го класса овальной и круглой луженой из стали марки 55 1-го класса. Определение временного сопротивления разрыву обязательно для набора статистических данных.
2. Если при определении временного сопротивления разрыву по концам мотка результаты испытаний относятся к двум классам, то принадлежность мотка к одному из классов устанавливается по меньшему значению.
3. Разбег временного сопротивления разрыву проволоки в мотке должен быть не более 100 Н/мм(кгс/мм).
(Измененная редакция, Изм. N 2).
2.7. В микроструктуре проволоки не допускается наличие структурно свободного феррита.
2.8. Проволока изготовляется в мотках, состоящих из одного отрезка. Внутренний диаметр мотка должен быть 200−360 мм. Намотка проволоки должна проводиться без перепутывания витков и обеспечивать свободное разматывание мотка. Концы проволоки должны быть легко находимы. При освобождении мотка от вязок проволока не должна сворачиваться в «восьмерку».
При освобождении мотка от вязок проволока не должна сворачиваться в «восьмерку».
(Измененная редакция, Изм. N 2).
2.9. Масса мотка светлой проволоки круглого и овального сечения должна соответствовать указанной в табл.3.
Таблица 3
| Диаметр проволоки, мм | Масса мотка, кг, не менее |
| 0,20−0,26 | 1,0 |
| 0,28−0,38 | 1,5 |
| 0,40−0,80 | 2,5 |
Допускается масса мотка проволоки не менее 30% от нормы в количестве не более 10% от массы партии.
Масса мотка луженой проволоки должна быть не менее 0,3 кг, прямоугольной — не менее 0,5 кг.
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволока принимается партиями. Партия должна состоять из проволоки одного размера, типа, вида поверхности, одного класса и должна быть оформлена документом о качестве, в котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
массу нетто;
дату упаковки;
клеймо технического контроля;
химический состав стали.
(Измененная редакция, Изм. N 2).
3.2. Проверке внешнего вида, контролю размеров, проверке временного сопротивления разрыву и разбега временного сопротивления разрыву подвергают каждый моток.
3.3. Для проверки прямолинейности, микроструктуры и испытания на разрыв с узлом отбирают 3% мотков, но не менее трех.
3.4. При получении неудовлетворительных результатов испытаний проводят повторные испытания на удвоенной выборке. Результаты повторных испытаний считают окончательными.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для определения временного сопротивления разрыву и разбега временного сопротивления разрыву отбирают по одному образцу от каждого конца мотка, а для проверки прямолинейности, микроструктуры, испытания на разрыв с узлом — по одному образцу от каждого мотка.
4.2. Размеры проволоки проверяют микрометром по ГОСТ 6507 и типа МР по ГОСТ 4381 в двух взаимно перпендикулярных направлениях одного сечения не менее чем в трех местах мотка.
(Измененная редакция, Изм. N 2).
N 2).
4.2а. Внутренний диаметр мотка обеспечивается технологически.
(Введен дополнительно, Изм. N 2).
4.3. Определение временного сопротивления разрыву и испытание на разрыв с узлом проводят по ГОСТ 10446, при этом разрывное усилие должно составлять не менее 55% от разрывного усилия той же проволоки при разрыве без узла. Площадь поперечного сечения прямоугольной проволоки в миллиметрах вычисляют по формуле
,
где и — размеры проволоки;
0,18 — поправочный коэффициент.
(Измененная редакция, Изм. N 1, 2).
4.4. Микроструктуру проволоки проверяют по ГОСТ 8233. Допускается предприятию-изготовителю микроструктуру проверять периодически по требованию потребителя.
4.5. Контроль прямолинейности проволоки проводят на недеформированных образцах длиной 300 мм. Образцы укладываются на поверочную плиту по ГОСТ 10905. При перекатывании в любом положении они должны по всей длине соприкасаться с поверхностью плиты. Допускается несовпадение свободного конца отрезка проволоки с поверхностью доски, не превышающее 1 мм. Измерение величины прогиба образца проводят с помощью щупов по ТУ 2−034−225.
Измерение величины прогиба образца проводят с помощью щупов по ТУ 2−034−225.
(Измененная редакция, Изм. N 1, 2).
4.6. Испытание на навивание проводят по ГОСТ 10447.
4.7. Химический состав проволоки не проверяют, а удостоверяют документом о качестве предприятия — изготовителя стали.
(Введен дополнительно, Изм. N 2).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Проволока покрывается тонким слоем консервационного масла марок НГ-203А и НГ-203Б по ОСТ 38.01436 или К-17 по ГОСТ 10877, или ЖКБ и ЖКБ-1 и других марок по нормативно-технической документации. Допускается разбавление смазок индустриальным маслом типа И-12А и И-10А по ГОСТ 20799 в соотношении 1:1. Смазка не должна вызывать слипания витков, препятствующего разматыванию проволоки.
5.2. Мотки проволоки должны быть перевязаны и закреплены собственным концом.
Мотки проволоки одного типа и размера могут быть увязаны в бухты отожженной проволокой по ГОСТ 3282 или другой мягкой проволокой, или шпагатом по ГОСТ 17308, или другими перевязочными материалами по нормативно-технической документации. Перевязочные материалы должны быть пропитаны смазкой марок, указанных в п. 5.1. Увязывание мотков в бухты проводится не менее чем в трех местах.
Перевязочные материалы должны быть пропитаны смазкой марок, указанных в п. 5.1. Увязывание мотков в бухты проводится не менее чем в трех местах.
Мотки проволоки должны быть обернуты упаковочной бумагой по ГОСТ 8828 или парафинированной по ГОСТ 9569, или другой бумагой, обеспечивающей защиту проволоки от коррозии.
5.3. К каждому мотку должен быть прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
временное сопротивление разрыву концов мотка;
дату упаковки.
К бухте должен быть прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
дату упаковки.
(Измененная редакция, Изм. N 2).
5.3а. Проволоку, отправляемую в районы Крайнего Севера и районы, приравненные к ним, упаковывают по ГОСТ 15846.
(Введен дополнительно, Изм. N 2).
5.4. Упакованные мотки (бухты) укладываются в металлические бочки, обеспечивающие защиту проволоки от влаги, изготовленные по нормативно-технической документации. Диаметр бочки 375−600 мм, высота 320−1000 мм.
Упакованные мотки (бухты) укладываются в металлические бочки, обеспечивающие защиту проволоки от влаги, изготовленные по нормативно-технической документации. Диаметр бочки 375−600 мм, высота 320−1000 мм.
5.5. Масса бухты проволоки должна быть не более 15 кг.
5.6. Масса грузового места — не более 320 кг.
Укрупнение грузовых мест в транспортные пакеты должно проводиться по ГОСТ 24597, ГОСТ 21650 и правилам перевозки грузов, утвержденным соответствующими ведомствами.
(Измененная редакция, Изм. N 2).
5.7. Транспортная маркировка груза — по ГОСТ 14192.
5.8. Транспортирование проволоки должно проводиться всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта, и условиями погрузки и крепления грузов, утвержденными МПС СССР.
Транспортирование проволоки по железной дороге должно проводиться в крытых вагонах повагонными или мелкими отправками или в открытых вагонах в контейнерах по ГОСТ 18477.
5. 9. Хранение проволоки — по условиям 5 (ОЖ4) ГОСТ 15150.
9. Хранение проволоки — по условиям 5 (ОЖ4) ГОСТ 15150.
ГОСТ 30136-95 Катанка из углеродистой стали обыкновенного качества. Технические условия
Текст ГОСТ 30136-95 Катанка из углеродистой стали обыкновенного качества. Технические условия
БЗ 7-97
ГОСТ 30136-94 (ИСО 8457-1-89)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАТАНКА ИЗ УГЛЕРОДИСТОЙ СТАЛИ ОБЫКНОВЕННОГО КАЧЕСТВА
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Техническим комитетом Украины № 4 «Чугун, прокат листовой, прокат сортовой термоупрочненный, изделия для подвижного состава, метизы и ТНП»; Институтом черной металлургии (ИЧМ)
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 8 МГС от 10 октября 1995 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Белоруссия | Бел стандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Т аджи кгосстан д арт |
Туркменистан | Главная государственная инспекция Туркменистана |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Настоящий стандарт соответствует международному стандарту ИСО 8457-1—89 «Катанка стальная. Часть 1. Размеры и допуски» в части сортамента, основных параметров и размеров
Часть 1. Размеры и допуски» в части сортамента, основных параметров и размеров
4 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 21 мая 1997 г. № 188 межгосударственный стандарт ГОСТ 30136—94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1998 г.
5 ВВЕДЕН ВПЕРВЫЕ
© ИПК Издательство стандартов, 1997
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
В. МЕТАЛЛЫ И МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ
Группа В22
к ГОСТ 30136—94 Катанка из углеродистой стали обыкновенного качества. Технические условия
В каком месте | Напечатано | Должно быть |
Обозначение стандарта | ГОСТ 30136—94 | ГОСТ 30136—95 |
(ИУС № 3 2001 г. )
)
Содержание
1 Область применения……………………………………………..1
2 Нормативные ссылки…………………………………………….1
3 Классификация, основные параметры и размеры………………. 1
4 Общие технические требования………………………………………2
4.1 Характеристики……………………………………………….2
4.2 Маркировка………………………………………………….3
4.3 Упаковка……………………………………………………3
5 Правила приемки……………………………………………….3
6 Методы контроля……………………………………………….3
7 Транспортирование и хранение………………………………………4
Приложение А Методика экспрессного определения количества окалины на катанке,
подвергнутой одно- и двухстадийному регулируемому охлаждению…….4
ГОСТ 30136-94 (ИСО 8457-1-89)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАТАНКА ИЗ УГЛЕРОДИСТОЙ СТАЛИ ОБЫКНОВЕННОГО КАЧЕСТВА
Технические условия
Carbon steel wire rods of common quality Specifications
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Дата введения 1998—01—01
Настоящий стандарт распространяется на катанку из углеродистой стали обыкновенного качества, предназначенную для перетяжки на проволоку и других целей
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты ГОСТ 166—89 Штангенциркули Технические условия ГОСТ 380—94 Сталь углеродистая обыкновенного качества Марки ГОСТ 1497—84 Металлы Методы испытаний на растяжение ГОСТ 2590—88 Прокат стальной горячекатаный круглый Сортамент ГОСТ 3118—77 Кислота соляная Технические условия
ГОСТ 5639—82 Стали и сплавы Методы выявления и определения величины зерна ГОСТ 7565—81 Чугун, сталь и сплавы Метод отбора проб для химического состава ГОСТ 7566—94 Металлопродукция Приемка, маркировка, упаковка, транспортирование и
хранение
ГОСТ 8233—56 Сталь Эталоны микроструктуры
ГОСТ 12359—81 Стали углеродистые, легированные и высоколегированные Методы опреде
ления азота
ГОСТ 14019—80 Металлы и сплавы Методы испытаний на изгиб
ГОСТ 22536 0—87 Сталь углеродистая и чугун нелегированный Общие требования к методам
анализа
ГОСТ 22536 1-88 углерода и графита
ГОСТ 22536 2-87 ГОСТ 22536 3-88 ГОСТ 22536 4-88 ГОСТ 22536 5-87 ГОСТ 22536 6-88 ГОСТ 22536 7-88 ГОСТ 22536 8-87 ГОСТ 22536 9-88
Сталь углеродистая и чугун нелегированный Методы определения общего
Сталь углеродистая и чугун нелегированный Методы определения серы Сталь углеродистая и чугун нелегированный Методы определения фосфора Сталь углеродистая и чугун нелегированный Методы определения кремния Сталь углеродистая и чугун нелегированный Методы определения марганца Сталь углеродистая и чугун нелегированный Методы определения мышьяка Сталь углеродистая и чугун нелегированный Методы определения хрома Сталь углегодистая и чугун нелегированный Методы определения меди Сталь углеродистая и чугун нелегированный Методы определения никеля
3 КЛАССИФИКАЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
3 1 По способу охлаждения катанка может быть охлаждена на воздухе или подвергнута одно-и двухстадийному ускоренному охлаждению У01 — одностадийное охлаждение,
У02 — двухстадийное охлаждение,
ВО — охлаждение на воздухе
Издание официальное
3. 2 По точности прокатки катанку изготовляют по ГОСТ 2590:
2 По точности прокатки катанку изготовляют по ГОСТ 2590:
Б — повышенной точности;
В — обычной точности.
3.3 Катанку изготовляют диаметром 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм. По согласованию с потребителем допускается изготовление катанки диаметром более 9,0 мм в мотках.
3.4 Диаметры катанки, предельные отклонения по диаметру, площади поперечного сечения и масса одного метра длины должны соответствовать ГОСТ 2590.
Для катанки диаметром до 9,0 мм включительно, изготовленной на проволочных станах, не оборудованных блоками чистовых клетей, допускается отклонение по диаметру ±0,5 мм.
3.5 Овальность катанки не должна превышать 50 % суммы предельных отклонений по диаметру.
Пример условного обозначения катанки ускоренно охлажденной одностадийным способом (У01) диаметром 6,0 мм из стали марки СтЗкп обычной точности прокатки (В):
Катанка В-6,0-СтЗкп — У01 ГОСТ 30136—94
4 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Характеристики
4.1. 1 Катанку изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
1 Катанку изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
4.1.2 Катанку изготовляют из углеродистой стали обыкновенного качества марок СтО, Ст1, Ст2, СтЗ всех степеней раскисления по ГОСТ 380.
4.1.3 Химический состав и предельные отклонения в готовой катанке должны соответствовать ГОСТ 380.
4.1.3.1 Массовая доля углерода в катанке из стали марки СтО должна быть не более 0,20 % по плавочному анализу.
4.1.3.2 При раскислении полуспокойной стали алюминием, титаном или другими раскислите-лями, не содержащими кремния, а также несколькими раскислителями (ферросилицием и алюминием, ферросилицием и титаном и др.) массовая доля кремния допускается менее 0,05 % при обеспечении нормируемого комплекса свойств катанки.
4.1.3.3 По требованию потребителя катанка из стали марки СтО поставляется с массовой долей углерода не более 0,12 %; в условном обозначении такой катанки добавляется буква М.
4.1.3.4 По требованию потребителя массовая доля серы и фосфора в стали по плавочному анализу не должна превышать 0,040 % и 0,035 % соответственно.
4.1.4 На поверхности катанки не должно быть раскатанных трещин, прокатных плен, закатов, усов и раскатанных загрязнений. Не допускаются отпечатки, рябизна, раскатанные пузыри и риски, отдельные мелкие плены, выводящие размеры катанки за предельные отклонения по диаметру.
4.1.5 В катанке не допускаются остатки усадочной раковины.
4.1.6 Масса окалины на поверхности катанки, подвергнутой одностадийному охлаждению с прокатного нагрева, не должна превышать 18 кг/т, двухстадийному — 10 кг/т. Масса окалины для катанки, охлажденной на воздухе, не регламентируется.
4.1.7 Относительное сужение катанки из всех марок стали и временное сопротивление катанки из стали марки СтО с массовой долей углерода до 0,12 % должны соответствовать нормам, приведенным в таблице 1.
По требованию потребителя катанка из стали марок Ст1, Ст2 и СтЗ всех степеней раскисления поставляется с нормированным временным сопротивлением, приведенным в таблице 1.
Таблица 1
Марка стали | Временное сопротивление, ств , Н/мм2 (кгс/мм2), не более | Относительное сужение поперечного сечения после разрыва, v, %, не менее | ||
У01, ВО | У02 | you во | У02 | |
СтО с массовой долей углерода до 0,12 % | 420(43) | 470(48) | 68 | 66 |
СтО с массовой долей углерода свыше 0,12 % | — | — | 60 | 58 |
Ст1кп, Ст1пс, Ст1сп | 420(43) | 470(48) | 68 | 66 |
Ст2кп, Ст2пс, Ст2сп | 420(43) | 470(48) | 60 | 60 |
СтЗкп, СтЗпс, СтЗсп | 490(50) | 540(55) | 60 | 60 |
4. 1.8 Катанка должна выдерживать в холодном состоянии изгиб на 180° вокруг оправки диаметром, равным диаметру испытываемой катанки.
1.8 Катанка должна выдерживать в холодном состоянии изгиб на 180° вокруг оправки диаметром, равным диаметру испытываемой катанки.
4.1.9 В микроструктуре катанки подкалка (мартенситные и троостомартенситные участки) не допускается.
4.1.10 Катанку изготовляют в мотках, состоящих из одного непрерывного отрезка. Витки катанки в мотках должны быть уложены без перепутывания. Допускается изготовление катанки в мотках, состоящих из двух отрезков, в количестве не более 10 % массы партии.
4.1.11 Масса одного мотка должна быть не менее 160 кг. Допускается наличие в партии до 10 % мотков массой менее 160 кг, но не менее 100 кг.
Допускается масса мотка не менее 50 кг для катанки, производимой на линейных станах.
4.1.12 По требованию потребителя катанка поставляется с гарантией свариваемости. Свариваемость обеспечивается химическим составом и технологией изготовления катанки.
4.1.13 По требованию потребителя в катанке определяется величина зерна феррита. Нормы устанавливаются по согласованию изготовителя с потребителем.
4.2 Маркировка
4.2.1 Маркировка катанки — по ГОСТ 7566.
4.2.1.1 Мотки, состоящие из двух отрезков, должны иметь два ярлыка.
4.2.1.2 Каждая партия сопровождается документом о качестве с дополнительным указанием способа охлаждения катанки.
4.3 Упаковка
4.3.1 Упаковка катанки — по ГОСТ 7566 с дополнениями.
4.3.1.1 По согласованию изготовителя с потребителем допускается формирование мотков в связки массой не более 5 тонн.
5 ПРАВИЛА ПРИЕМКИ
5.1 Катанку принимают партиями, состоящими из мотков катанки одного диаметра, одной плавки и одного способа охлаждения.
Допускается комплектование сборной партии из катанки одного диаметра, одной марки стали нескольких плавок и одного способа охлаждения. Масса сборной партии должна быть не более вагонной нормы.
5.2 Качество поверхности проверяют на каждом мотке катанки. Для контроля диаметра и овальности катанки отбирают 5 % мотков, но не менее трех от партии.
5.3 Для контроля механических свойств, микроструктуры, массы окалины на поверхности катанки и испытаний на изгиб отбирают три мотка от партии. От каждого контролируемого мотка отбирают по одному образцу для каждого вида испытаний от любого конца мотка — для катанки, охлажденной одностадийным способом или на воздухе, и от заднего конца — для катанки, охлажденной двухстадийным способом.
От каждого контролируемого мотка отбирают по одному образцу для каждого вида испытаний от любого конца мотка — для катанки, охлажденной одностадийным способом или на воздухе, и от заднего конца — для катанки, охлажденной двухстадийным способом.
Определение массы окалины, относительного сужения поперечного сечения после разрыва, временного сопротивления, а также испытание на изгиб и контроль микроструктуры у изготовителя допускается не производить при условии обеспечения этих характеристик технологией производства.
При получении неудовлетворительных результатов хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке. Результаты повторных испытаний распространяют на всю партию.
5.4 Отбор проб для определения химического состава проводят по ГОСТ 7565. Определение химического состава в готовой катанке допускается не производить, если изготовитель гарантирует соблюдение установленных норм.
6 МЕТОДЫ КОНТРОЛЯ
6.1 Химический анализ стали проводят по ГОСТ 22536. 0 — ГОСТ 22536.9, ГОСТ 12359 или другими методами, обеспечивающими требуемую точность анализа.
0 — ГОСТ 22536.9, ГОСТ 12359 или другими методами, обеспечивающими требуемую точность анализа.
6.2 Измерение диаметра катанки и отбор проб для всех видов испытаний проводят на расстоянии не менее 1,5 м от конца мотка для мотков массой до 250 кг и на расстоянии не менее 3,0 м — для мотков массой свыше 250 кг.
Для определения массы окалины на поверхности катанки отбирают образец длиной 500 мм.
6.3 Контроль качества поверхности проводят визуально без применения увеличительных приборов. Глубину залегания дефектов на поверхности катанки определяют после запиловки надфилем до удаления дефекта с последующим сравнительным замером соседних участков — зачищенного и незачищенного.
з
до удаления дефекта с последующим сравнительным замером соседних участков — зачищенного и незачищенного
При необходимости разрешается производить контроль качества поверхности при помощи увеличительных приборов
6 4 Диаметр катанки измеряют с точностью до 0,1 мм штангенциркулем типа ЩЦ-1, ЩЦТ-1 согласно ГОСТ 166
6 5 Массу окалины на поверхности катанки определяют по методике, приведенной в приложении А
6 6 Временное сопротивление и относительное сужение поперечного сечения после разрыва определяют по ГОСТ 1497
6 7 Испытание на изгиб в холодном состоянии проводят по ГОСТ 14019
6 8 Контроль микроструктуры проводят по ГОСТ 8233
6 9 Величину зерна феррита определяют по ГОСТ 5639
6 10 Допускается применять статистические и неразрушающие методы контроля механических свойств и других нормируемых характеристик катанки
7 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7 1 Транспортирование и хранение — по ГОСТ 7566 с дополнениями
Отгрузка катанки производится партиями В одном вагоне должна транспортироваться катанка одной или нескольких партий определенного диаметра и одной марки стали
ПРИЛОЖЕНИЕ Л
(обязательное)
МЕТОДИКА ЭКСПРЕССНОГО ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА ОКАЛИНЫ НА КАТАНКЕ, ПОДВЕРГНУТОЙ ОДНО- И ДВУХСТАДИЙНОМУ РЕГУЛИРУЕМОМУ ОХЛАЖДЕНИЮ
А Л Сущность метода
Методика основана на удалении окалины путем растворения ее в травильном растворе с защитой основного металла ингибиторами
А. 2 Аппаратура, реактивы, растворы
2 Аппаратура, реактивы, растворы
Весы аналитические
Кислота соляная по ГОСТ 3118, раствор с массовой концентрацией 0,15 г/см3 Ингибитор ТДА (толуилендиамин)
Примечание — Допускается применение других ингибиторов, замедляющих кислотную коррозию металла
А.З Проведение анализа
Соляную кислоту наливают в высокий стеклянный стакан емкостью 500 см3, подогревают до температуры не выше 50 °С и прибавляют ингибитор ТДА из расчета 0,5 г/дм3 В подогретый раствор помещают 3—5 шт (одновременно) образцов катанки длиной 90—100 мм, предварительно вместе взвешенных При взвешивании образцов до травления учитывается окалина, отделившаяся при резке
В процессе удаления окалины ведут наблюдение за травлением каждого образца, качество поверхности образца после снятия окалины опреде1яют визуально
Протравленный образец извлекают из раствора, промывают, удаляют излишки влаги фильтровальной бумагой, высушивают в потоке теплого воздуха, охлаждают и взвешивают Результаты взвешивания образцов в граммах записывают с точностью до третьего десятичного знака А. 4 Обработка результатов
4 Обработка результатов
Среднюю массу окалины на контролируемых образцах А, кг/т, вычисляют по формуле
т I — т->
А= —— 1000,
т2
где mj — первоначальная масса образцов, г, т2 — масса образцов после травления, г
Расчетную массу окалины на поверхности катанки , кг/т, вычисляют по формуле
Ар = К А,
где К — коэффициент, учитывающий неравномерность распределения окалины по длине мотка,
К= 1,0 для катанки, подвергнутой двухстадийному охлаждению,
К= 2,5 для катанки, подвергнутой одностадийному охлаждению,
Результат расчета массы окалины округляют до целого (0,5 округляют в большую сторону)
(А 1)
(А 2)
УДК 669.14:62-14:006.354 МКС 77.140.60 В22 ОКП 09 0200
Ключевые слова: катанка, углеродистая сталь обыкновенного качества, диаметр катанки, способ охлаждения, химический состав, временное сопротивление, относительное сужение, изгиб, свариваемость, мотки, партия, качество поверхности, контроль механических свойств, химический анализ, масса окалины
Изд лиц №021007 от 10 08 95 | Редактор Л И Нахимова Технический редактор В Н Прусакова Корректор Т И Кононенко Компьютерная верстка А Н Золотаревой Сдано в набор 13 09 96 Подписано в печать 12 11 97 Уел печ л 0,93 Уч -изд л 0,80 Тираж 4% экз С 1067 Зак 779 |
ИПК Издательство стандартов 107076, Москва, Колодезный пер , 14 |
Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип Московский печатник” Москва, Лялин пер о
Плр№080102
Виды стальной проволоки.

ВИДЫ СТАЛЬНОЙ ПРОВОЛОКИ:
- Проволока ГОСТ 3282-74 общего назначения вязальная
Проволока ГОСТ 3282-74 низкоуглеродистая, общего назначения или обыкновенного качества используется в различных отраслях промышленности и предназначена для изготовления гвоздей и увязки ограждений.
Стальная низкоуглеродистая проволока изготавливается диаметрами от 0,20 до 8,0 мм методом многократного холодного волочения.
Исходным сырьем для производства проволоки служит горячекатаная катанка диаметрами 5,5-9,0 мм
| ГОСТ 3282-74 ОБЩЕГО НАЗНАЧЕНИЯ | |||||
| Диаметр, мм | ТН-светлая (с) | ТН-оцинков. (1ц) | ТО-черная (оч) | ТО-светлая (ос) | ТО-оцинк. (1ц1) |
| 0,16-0,5 | + | + | + | ||
| 0,55-0,70 | + | + | + | ||
| 0,8-0,9 | + | + | + | ||
| 1,0-1,1 | + | + | + | ||
| 1,2-1,3 | + | + | + | + | |
| 1,4-1,8 | + | + | + | + | + |
| 2,0-2,8 | + | + | + | + | + |
| 3,0-3,6 | + | + | + | + | + |
| 4,0-5,0 | + | + | + | + | + |
| 5,1-7,0 | + | + | + | + | |
— Проволока стальная из низкоуглеродистой стали ОК (ГОСТ — 3282-74)
| Вес бухты проволоки, кг | Диаметр проволоки, мм | ||||||
| 1 | 2 | 2,5 | 3 | 4 | 5 | 6 | |
| Вес одного погонного метра проволоки, кг | |||||||
| 0,006123 | 0,024492 | 0,038268 | 0,055107 | 0,097968 | 0,153075 | 0,220478 | |
| 900 | 146980 | 36745 | 23520 | 16330 | 9119 | 5880 | 4080 |
| 925 | 151070 | 37780 | 24170 | 16780 | 9440 | 6040 | 4190 |
| 950 | 155452 | 38790 | 24820 | 17240 | 9700 | 6210 | 4310 |
| 975 | 159240 | 38810 | 25480 | 17700 | 9950 | 6370 | 4420 |
| 1000 | 151320 | 40830 | 26130 | 18140 | 10210 | 6530 | 4510 |
| 1025 | 167400 | 41850 | 26780 | 18600 | 10460 | 6690 | 4650 |
| 1050 | 171480 | 42870 | 27440 | 19050 | 10720 | 6860 | 4760 |
| 1075 | 175560 | 43890 | 28090 | 19500 | 10970 | 7020 | 4870 |
| 1100 | 179560 | 44910 | 28740 | 19960 | 11230 | 7190 | 4990 |
| 1125 | 183730 | 45930 | 29400 | 20410 | 11480 | 7350 | 5100 |
| 1150 | 187820 | 46950 | 30050 | 20870 | 11740 | 7510 | 5220 |
| 1175 | 191900 | 47970 | 30700 | 21320 | 11990 | 7670 | 5330 |
| 1200 | 195980 | 48990 | 31360 | 21780 | 12450 | 7840 | 5440 |
— Проволока оцинкованная (ГОСТ — 3282-74)
| Вес бухты проволоки, кг | Диаметр проволоки, мм | ||||
| 2 | 2,5 | 3 | 4 | 5 | |
| Вес одного погонного метра проволоки, кг | |||||
| 0,024492 | 0,038268 | 0,055107 | 0,097968 | 0,153075 | |
| 90 | 3675 | 2350 | 1635 | 920 | 588 |
| 100 | 4080 | 2650 | 1815 | 1020 | 653 |
| 110 | 4490 | 2875 | 1995 | 1120 | 718 |
| 120 | 4490 | 3135 | 2175 | 1225 | 784 |
| 130 | 5310 | 3395 | 2360 | 1325 | 849 |
| 140 | 5715 | 3660 | 2540 | 1430 | 914 |
| 150 | 6125 | 3920 | 2720 | 1530 | 980 |
| 160 | 6530 | 4180 | 2900 | 1635 | 1045 |
| 170 | 6940 | 4440 | 3085 | 1735 | 1110 |
| 180 | 7350 | 4700 | 3265 | 1835 | 1175 |
| 190 | 7760 | 4965 | 3445 | 1940 | 1241 |
| 200 | 8165 | 5225 | 3630 | 2040 | 1396 |
- Проволока колючая ГОСТ 285-69
Колючая проволока представляет собой стальную проволоку круглого сечения диаметром 2- 2. 8 мм., на которую надеты отрезки этой же проволоки, свитые в форме двух пружин, продетых друг в друга, которые размещаются через каждые 30-40 см. Поставляется в мотках не более 35 кг.Применяется колючая проволока для сооружения различных видов ограждений и препятствий. Изготавливается из низкоуглеродистых марок стали типа 1 кп, 1 пс, 1 сп. Для защиты от коррозии колючая проволока имеет цинковое покрытие.
8 мм., на которую надеты отрезки этой же проволоки, свитые в форме двух пружин, продетых друг в друга, которые размещаются через каждые 30-40 см. Поставляется в мотках не более 35 кг.Применяется колючая проволока для сооружения различных видов ограждений и препятствий. Изготавливается из низкоуглеродистых марок стали типа 1 кп, 1 пс, 1 сп. Для защиты от коррозии колючая проволока имеет цинковое покрытие.
- Проволока сварочная ГОСТ 2246-70
Сварочная проволока ГОСТ 2246-70 применяется для механизированных способов cварки. Изготавливается из стали марок Св08, 08А, Г2С.
Проволока сварочная д. 0,5-6,0 мм поставляется в мотках массой не более 80кг, д. 2,5-5,0 ммпоставляется в бухтах массой 500-1200кг.
Сварочная проволока марки СВ08Г2С с омедненной поверхностью имеет толщину медного покрытия не менее 0,15 мм и обеспечивает чистый и надежный сварной шов.
Мотки с проволокой обертываются водонепроницаемой двухслойной упаковочной бумагой.
- Проволока углеродистая ГОСТ 17305-71, СТП 14-198-201-2000
Проволока углеродистая ГОСТ 17305 для холодной высадки используется в приборостроении для товаров народного потребления.
Проволока конструкционная для холодной высадки изготовляется из следующих марок стали: 08КП; 10КП; 20КП; 10; 20; 45; 50 по ГОСТ 1050-88.
Проволока ГОСТ 17305 поставляется в мотках массой не более 80кг. или не более 1500кг., покрывается консервационной смазкой, упаковывается парафинированной бумагой и нетканым полотном.
| Проволока из углеродистой конструкционной стали | ||
| Диаметр, мм | ГОСТ 17305-91 | СТП 14-198-201-2000 |
| 1,0-1,5 | + | — |
| 1,6-2,0 | + | + |
| 2,1-3,4 | + | + |
| 3,5-5,0 | + | + |
| 5,1-8,0 | + | + |
- Проволока пружинная ГОСТ 9389-75
Проволока пружинная ГОСТ 9389-75 применяется для изготовления пружин, навиваемых в холодном состоянии и не подвергаемых закалке.
Подразделяется: по механическим свойствам: марок А, Б и В, классов 1, 2, 2А и 3, по точности изготовления: нормальной, повышенной.
На поверхности не должно быть трещин, плен, закатов, волосовин и ржавчины.
Изготовляется пружинная проволока из стали марки: 65Г или 65-75 по ГОСТ 14959-79.
| ГОСТ 9389-75 СТАЛЬНАЯ УГЛЕРОДИСТАЯ ПРУЖИННАЯ ст. 65-70 | ||
| Диаметр, мм | Марка Б | Марка В |
| норм. точ. | норм. точ. | |
| 1-2 класс | ||
| 0,70-0,90 | + | + |
| 1,00-1,30 | + | + |
| 1,40 | + | + |
| 1,50-1,70 | + | + |
| 1,80 | + | + |
| 1,90-2,10 | + | + |
| 2,20 | + | + |
| 2,30-6,00 | + | + |
- Проволока канатная ГОСТ 7372-79
Проволока канатная ГОСТ 7372-79 предназначена для изготовления канатов, изготовляется из специальной катанки, гарантирующей получение высоких пластических свойств.
Поставляется в мотках или на катушках. Проволока без покрытия покрывается слоем консервационного масла.
Мотки с проволокой упаковываются слоем бумаги. Используемые марки стали: Ст. 45-75.
| ГОСТ 7372-79 СТАЛЬНАЯ КАНАТНАЯ ст. 50-70 | светлая | оцинкованная группа «С» |
| Диаметр, мм | ||
| 0,50-0,55 | + | + |
| 0,60-0,95 | + | + |
| 1,00-1,50 | + | + |
| 1,60-2,00 | + | + |
| 2,10-5,00 | + | + |
- Проволока ГОСТ 5663-79 углеродистая для холодной высадки
Проволока ГОСТ 5663-79 углеродистая для холодной высадки используется в промышленности для изделий изготавливаемых методом холодной высадки.
Диаметр проволоки: 1,0-6,0 мм. Марка стали: 08-45. Временное сопротивление разрыву : 440-750 Н/мм2.
- Проволока ГОСТ 6727-80 ВР-1 для армирования ЖБИ
Проволока ГОСТ 6727-80 ВР-1 предназначена для армирования железобетонных конструкций ЖБИ.
Допускаются риски и царапины глубиной не более половины предельных отклонений по диаметру и налет ржавчины.
Проволока ВР-1 изготавливается в мотках массой 500-1500 кг.
Внутренний диаметр мотка проволоки — от 100 до 140 мм.
- Проволока ГОСТ 7348-81 ВР-2 для армирования предварительно напряженных ЖБИ
Проволока ВР-2 ГОСТ 7348-81 из углеродистой стали используется для армирования предварительно напряженных железобетонных конструкций ЖБИ, применяемых в ответственных сооружениях. В зависимости от диаметра и механических свойств, проволока ВР-2 ГОСТ 7348 изготовляется из высокоуглеродистой стали марок ст.75, ст.80, ст.85 и двух классов прочности — 1400 и 1500 н/мм2. Внутренний диаметр мотка проволоки — от 1000 до 1400 мм
Диаметр, мм | ПРОВОЛОКА ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ АРМИРОВАНИЯ ЖБК | ПРОВОЛОКА ИЗ УГЛЕРОДИСТОЙ СТАЛИ ДЛЯ АРМИРОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖБК И ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | ||
| ГОСТ 6727-80 | ТУ 1213-034-00187240-2006 | ГОСТ 7348-81 | ||
| ВР-1 | ВР-2 | В-2 | ||
| 2,8 | + | |||
| 3,0 | + | + | + | |
| 3,8 | + | |||
| 4,0 | + | + | + | |
| 4,8 | + | |||
| 5,0 | + | + | + | |
- Проволока ГОСТ 9850-72 оцинкованная для сердечников проводов.

Проволока оцинкованная ГОСТ 9850-72 используется для изготовления сердечников неизолированных сталеалюминиевых и сталебронзовых проводов.
Применяемые марки стали для изготовления оцинкованной проволоки: 60, 65, 70 по ГОСТ 1050-88, ГОСТ 14959-79. Предельные отклонения по диаметру проволоки и поверхностная плотность цинка — 1 группы.
| ГОСТ 9850-72 (СТАП) СТАЛЬНАЯ ОЦИНКОВАННАЯ ДЛЯ СЕРДЕЧНИКОВ ПРОВОДОВ ст. 65-75 | |
| Диаметр, мм | 1-2 группа |
| марка ОС и МС | |
| Класс А, Б, В | |
| 1,85 | + |
| 2,0-2,1 | + |
| 2,2-2,65 | + |
| 2,8-3,05 | + |
| 3,1-4,0 | + |
| 4,5 | + |
- Прокат класса В500С
| ПРОКАТ КЛАССА В500С ХОЛОДНОДЕФОРМИРОВАННЫЙ | |||
| Диаметр, мм | ГОСТ 52544, ТУ 14-1-5544-2006 | ||
н. д. д. | м. д. | ||
| 6,0 | + | + | |
| 8,00-10,00 | + | + | |
| 12,0 | + | + | |
- Проволока для щеток
| У 14-4-933-78 ДЛЯ ЩЕТОК ст. 50-70 | ||
| Диаметр, мм | без покрытия | оцинкованная |
| 0,20-0,28 | + | + |
| 0,32-0,38 | + | + |
| 0,40-0,50 | + | + |
| 0,55-0,70 | + | + |
| 0,75-1,05 | + | + |
| 1,10-1,50 | + | + |
- Также имеем возможность поставки следующих видов проволоки:
| НИЗКОУГЛЕРОДИСТАЯ | ||
| ГОСТ 1526-81 | проволока оцинкованная для бронирования | 1,4 — 5,0 |
| ГОСТ 15892-70 | проволока оцинкованная перевязочная | 1,4 — 4,0 |
| ГОСТ 1668-73 | проволока оцинкованная телеграфная | 2,0 — 5,0 |
| ТУ 14-4-131 | проволока низкоуглеродистая для ВАЗ ст 10, 10кп | 1,8 — 4,4 |
| ТУ 14-4-132 | проволока низкоуглеродистая для ВАЗ ст 10, 10кп, 15кп | 1,5 — 6,3 |
| ТУ 14-170-217-94, ТУ 14-4-1648-90 | проволока ВР-500 | 3,0 — 10,0 |
| ТУ 14-4-1094-80 | проволока для пневмоскоб | 0,9 |
| ТУ 14-1-953-74 | проволока омедненная СВ08, 08А | 2,0 — 4,0 |
| ТУ 14-4-133-73, ТУ 14-4-1445-87 | проволока омедненная СВ08 | 3,2 |
| ТУ 14-4-1877-2004 | проволока омедненная СВ08ГА | 3,0 — 4,0 |
| ГОСТ 7480-73 | проволока полиграфическая | 0,36 — 1,5 |
| ЛЕГИРОВАННАЯ | ||
| ГОСТ 2246 | проволока СВ08ГС, Св08ХМ | 2,0 — 4,0 |
| ТУ 14-4-134-73 | проволока СВ08Г1С, СВ08 | 1,5 — 3,2 |
| ТУ 14-1-953-75 | проволока омедненная СВ08ХМ | 2,0 — 3,0 |
| ТУ 14-4-133-73, ТУ 14-4-1445-87 | проволока омедненная СВ08Г1С,Г2С | 0,8-1,8 |
| ТУ 14-198-83-83 | проволока омедненная СВ08ХМ | 4,0 |
| ТУ 14-4-1877-2004 | проволока омедненная СВ08ХМ | 3,0 — 4,0 |
| ТУ 14-4-1877-2004 | проволока омедненная СВ08ГНМ, Г1НМА, Г1НМФАА | 3,0 — 4,0 |
| ВЫСОКОУГЛЕРОДИСТАЯ | ||
| ГОСТ 7348-81, ТУ 14-4-1681-91 | проволока для ЖБК ВР-2, В-2 | 3,0-3,8 |
| ТУ 14-4-1456-87 | проволока стальная для сердечников | 6,1 |
| ТУ 14-4-1109-80 | проволока стальная для изготовления рукавов высокого давления | 0,3 |
| ТУ 14-4-1457-87 | проволока стальная оцинкованная для проводов и кабелей | 0,25-0,5 |
| ТУ 14-4-1530-88 | проволока стальная оцинкованная высококачественная для брони геофизических кабелей | 0,8; 1,1; 1,3 |
| ТУ 14-4-1383-86 | проволока стальная оцинкованная для гибких тяг сигнализации сигналов и стрелок | 4,0; 5,0 |
| ТУ 14-4-1566-89 | проволока углеродистая для сеток | 0,75-8,0 |
| ТУ 14-176-127-2007 | Прокат периодического профиля для армирования ж/б шпал | 10,0 |
| ТУ 14-4-936-78 | проволока термообработанная оцинкованная для увязки целлюлозы | |
| ТУ 14-4-1128-81 | проволока для изготовления МЮЗЛЕ | |
| ТУ 14-4-1563-89 | проволока углеродистая стальная для сеток | |
Калькулятор
|
|
Топ продажСтроительство водонапорной башни 50 м3: изготовление и монтаж. Стоимость работ
Силосы, бункеры для цемента, зерна, песка, щебня, угля, руды, кокса.
Стальные порталы ОРУ 35-110 кВ, 220-330 кВ, 500-750 кВ
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Масса катанки в бухтах
Масса катанки в бухтах
 Вряд ли можно сказать, что большинство из современных строек обходятся без катанки, которую могут использовать в качестве тонкой арматуры для укрепления любых конструкций. Технические характеристики холоднокатаной катанки и горячекатаной применяют для производства кабелей и гвоздей, из нее делают и сварочную проволоку, расширяя, таким образом, её использование как в железнобетонном строительстве (арматура, сварная проволока), используется катанка оцинкованная для молниезащиты и заземления, черная катанка для возведении деревянных конструкций (гвозди, различные скобы для скрепления деревянных деталей).
Вряд ли можно сказать, что большинство из современных строек обходятся без катанки, которую могут использовать в качестве тонкой арматуры для укрепления любых конструкций. Технические характеристики холоднокатаной катанки и горячекатаной применяют для производства кабелей и гвоздей, из нее делают и сварочную проволоку, расширяя, таким образом, её использование как в железнобетонном строительстве (арматура, сварная проволока), используется катанка оцинкованная для молниезащиты и заземления, черная катанка для возведении деревянных конструкций (гвозди, различные скобы для скрепления деревянных деталей).
 Для расчета веса вязальной проволоки по длине и диаметру 0.3, 0.4, 0.5, 0.6, 0.8, 1, 1.2, 1.6, 2, 2.2, 2.5, 2.8, 3, 3.5, 4, 4.5, 5, 6 мм используют таблицу диаметра и расхода проволоки для вязки арматуры.
Для расчета веса вязальной проволоки по длине и диаметру 0.3, 0.4, 0.5, 0.6, 0.8, 1, 1.2, 1.6, 2, 2.2, 2.5, 2.8, 3, 3.5, 4, 4.5, 5, 6 мм используют таблицу диаметра и расхода проволоки для вязки арматуры. Если Вы будете использовать вязальную проволоку диаметром менее 1,2 мм, то скорее всего Вы не сможете ее нормально затянуть, более тонкая проволочка будет лопаться, если она не качественная. Низкоуглеродистой проволокой толще 1,6 мм вязать арматуру очень неудобно, да и затянуть ее так, чтобы узел был прочным, скорее всего, не получится.
Если Вы будете использовать вязальную проволоку диаметром менее 1,2 мм, то скорее всего Вы не сможете ее нормально затянуть, более тонкая проволочка будет лопаться, если она не качественная. Низкоуглеродистой проволокой толще 1,6 мм вязать арматуру очень неудобно, да и затянуть ее так, чтобы узел был прочным, скорее всего, не получится. Чтобы определить сколько весит 1 метр проволоки смотрите таблицу расчета расхода.
Чтобы определить сколько весит 1 метр проволоки смотрите таблицу расчета расхода. Например, знаю длину проволки в бухте, а также сколько весит метр проволоки, можно посчитать сколько килограмм провоки в бухте. Для автоматического расчета используйте Калькулятор веса проволоки. В связи с тем, что по ГОСТам допускаются небольшие отклонения (+ или -) по диаметру проволоки, то и вес 1 п.м. тоже может незначительно меняться.
Например, знаю длину проволки в бухте, а также сколько весит метр проволоки, можно посчитать сколько килограмм провоки в бухте. Для автоматического расчета используйте Калькулятор веса проволоки. В связи с тем, что по ГОСТам допускаются небольшие отклонения (+ или -) по диаметру проволоки, то и вес 1 п.м. тоже может незначительно меняться. Оцинкованную стальную проволоку применяют для формирования контура заземления, используют для подвешивания электрических кабелей, линий связи, виноградников. Из оцинкованной катанки производят проволочные сетки, дужки ведер и т.д.
Оцинкованную стальную проволоку применяют для формирования контура заземления, используют для подвешивания электрических кабелей, линий связи, виноградников. Из оцинкованной катанки производят проволочные сетки, дужки ведер и т.д. То есть фактический диаметр, и, соответственно фактическая масса, будут немного меньше, чем номинальные значения.
То есть фактический диаметр, и, соответственно фактическая масса, будут немного меньше, чем номинальные значения.ГОСТ и стандарты производства, расчет веса
Стальная проволока создается как из одного вида металла, так и из подобранного по рецептуре под определенную задачу сплава. Материал производится тремя основными методами:
Материал производится тремя основными методами:
- протяжка;
- прокатка;
- прессование.
На выходе можно получить обширный сортамент проволоки, с разным типом текстуры поверхности, оцинковкой для защиты от коррозии, цветом. Диаметр готового продукта варьируется в диапазоне 0,005 до 17,0 мм.
По своей структуре – это нить. Сечение, чаще всего, круглое. Образцы с большими параметрами сечения можно отнести к категории металлических прутков.
По ГОСТ проволока может быть разных типов. Для стандартных задач применения в местах с небольшим натяжением используется сплошная. Там, где нагрузки значительно увеличиваются, в дело идет многожильная. В продаже можно найти и модели круглого сечения с дополнительной внешней оплеткой.
Материал поставляется бухтами. Может применяться для создания крепежа, армирующей сетки. Распространено использование и для изготовления заготовок – от болтов и клепок до шпилек и шплинтов.
Виды и технические характеристики горячекатаной катанки
По точности прокатки горячекатаную катанку заводы и производственные предприятия изготавливают:
- Б — повышенной точности
- В – обычной точности
Катанка стальная производится диаметром от 5,5 до 22мм следующих марок стали:
- низкоуглеродистой стали марок: Ст0, Ст1-Ст3, Ст1кп, Ст1пс, Ст2кп, Ст2пс, Ст2сп, Ст3пс, Ст3кп и др.
 (всех степеней раскисления)
(всех степеней раскисления) - низкоуглеродистой стали Св-08(-08А, -08АА) и легированной стали Св-08ГА(-08Г2С, -08АА,–08ГСМТ,– 10ГН, –10НМА)
- высокоуглеродистой стали: 70корд — 85 корд
- телеграфной стали: Т, ТМ
- шарикоподшипниковой стали: ШХ15, ШХ15СГ, ШХ15-В
- инструментальной углеродистой стали: У7(А), У8(А), У9(А), У10(А), У12(А)
- из углеродистой качественной стали марок: Ст08пс, Ст08кп, Ст08, Ст10, Ст15, Ст15кп, Ст10 (15, 20, 25, 30, 35, 40, 45), SAE 1006, SAE 1005, SAE 1008
Так же важно знать и информацию о международных стандартах:
| Международные стандарты | Описание международных стандартов |
| ISO 16120-1: 2011 | Катанка из нелегированной стали для производства проволоки. Часть 1. Общие требования. |
| ISO 16120-2: 2011 | Катанка из нелегированной стали для производства проволоки. Часть 2. Специальные требования к катанке общего назначения. |
| ISO 16120-3: 2011 | Катанка из нелегированной стали для производства проволоки. Часть 3. Специальные требования к катанке из неспокойной заменяющей стали с низким содержанием углерода. Часть 3. Специальные требования к катанке из неспокойной заменяющей стали с низким содержанием углерода. |
| ISO 16120-4: 2011 | Катанка из нелегированной стали. Часть 4. Специальные требования к катанке специального назначения. |
Промышленные требования
Изготавливают катанку в соответствии с требованиями стандарта и по технологическому регламенту из углеродистой стали любых степеней раскисления. Здесь действует ГОСТ 380 . Состав и предельные отклонения в катанке должны тоже соответствовать ГОСТ 380 . Доля углерода в изделии из стали марки Ст0 должна составлять не более 0,2% по анализу плавки. Если полуспокойная сталь была раскислена алюминием, титаном и другими сходными веществами, в которых нет кремния, относительная доля последнего допускается не более 0,05% при нормируемом комплексе свойств катанки.
По запросу потребителя катанка из стали марки Ст0 поставляется с массовой долей углерода не более 0,12%. Если такая катанка имеет условное обозначение, то сюда добавляют букву М. Присутствие серы и фосфора по запросу покупателя может варьироваться, но не превышает 0,04 и 0,035%.
Присутствие серы и фосфора по запросу покупателя может варьироваться, но не превышает 0,04 и 0,035%.
Не допускается присутствие в структуре загрязнений, расскатанных трещин, усов. Нельзя, чтобы присутствовали отпечатки, мелкие пленки и раскатанные пузыри, которые могли бы вывести размеры катанки за предельные отклонения по диаметру. Если объект находится в холодном состоянии, то он обязан выдерживать изгиб на 180 градусов вокруг оплавки диаметром, который равен поперечнику испытываемой катанки. В микроструктуре ее не допускается подкалка. Изготавливают ее в мотках, которые сформированы из единого непрерывного отрезка.
Витки должны быть уложены четко. Перепутывание не допускается./e7318f18a73104d.s.siteapi.org/img/37d612319f9ea8077914786a834718bdcb2c9b70.jpg) Возможно изготовление в мотках, состоящих из двух отрезков, но не более 10% от всего количества. Масса одного мотка должна быть от 160 кг и более. Допускается присутствие во всей партии не более 10% мотков массой менее 160 кг, но не менее 100 кг. Если речь идет о производстве на линейных станках, масса мотка должна быть не меньше 50 кг.
Возможно изготовление в мотках, состоящих из двух отрезков, но не более 10% от всего количества. Масса одного мотка должна быть от 160 кг и более. Допускается присутствие во всей партии не более 10% мотков массой менее 160 кг, но не менее 100 кг. Если речь идет о производстве на линейных станках, масса мотка должна быть не меньше 50 кг.
Где применяют круглую катанку и для чего
Катанку используют для производства холоднодеформируемой арматуры, перетяжки на проволоку, также из нее изготавливают различные метизные изделия (например, саморезы), проволоку упаковочную, контактные провода.
Стальная катанка необходима для производства электродов и сварочной проволоки, изготовления канатов, металлокорда, используемого в качестве армирующего материала в автомобильных шинах и прочих резинотехнических изделиях (в лентах для конвейеров, шлангах высокого давления). Катанка из высокоуглеродистых марок стали служит сырьем для производства проволоки специального назначения.
Катанка из высокоуглеродистых марок стали служит сырьем для производства проволоки специального назначения.
ГОСТ 30136-94. КАТАНКА ИЗ УГЛЕРОДИСТОЙ СТАЛИ ОБЫКНОВЕННОГО КАЧЕСТВА
ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на катанку из углеродистой стали обыкновенного качества, предназначенную для перетяжки на проволоку и других целей.
НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты: ГОСТ 166-89 Штангенциркули. Технические условия ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки ГОСТ 1497-84 Металлы. Методы испытаний на растяжение ГОСТ 2590-88 Прокат стальной горячекатаный круглый. Сортамент ГОСТ 3118-77 Кислота соляная. Технические условия ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для химического состава ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение ГОСТ 8233-56 Сталь. Эталоны микроструктуры ГОСТ 12359-81 Стали углеродистые, легированные и высоколегированные. Методы определения азота ГОСТ 14019-80 Металлы и сплавы. Методы испытаний на изгиб ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома ГОСТ 22536.8-87 Сталь углегодистая и чугун нелегированный. Методы определения меди ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный.
Эталоны микроструктуры ГОСТ 12359-81 Стали углеродистые, легированные и высоколегированные. Методы определения азота ГОСТ 14019-80 Металлы и сплавы. Методы испытаний на изгиб ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома ГОСТ 22536.8-87 Сталь углегодистая и чугун нелегированный. Методы определения меди ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
Методы определения никеля
КЛАССИФИКАЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
3.1. По способу охлаждения катанка может быть охлаждена на воздухе или подвергнута одно- и двухстадийному ускоренному охлаждению: УО1 — одностадийное охлаждение; УО2 — двухстадийное охлаждение; ВО — охлаждение на воздухе. 3.2. По точности прокатки катанку изготовляют по ГОСТ 2590: Б — повышенной точности; В — обычной точности. 3.3. Катанку изготовляют диаметром 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм. По согласованию с потребителем допускается изготовление катанки диаметром более 9,0 мм в мотках. 3.4. Диаметры катанки, предельные отклонения по диаметру, площади поперечного сечения и масса одного метра длины должны соответствовать ГОСТ 2590. Для катанки диаметром до 9,0 мм включительно, изготовленной на проволочных станах, не оборудованных блоками чистовых клетей, допускается отклонение по диаметру ±0,5 мм. 3.5. Овальность катанки не должна превышать 50 % суммы предельных отклонений по диаметру. Пример условного обозначения катанки ускоренно охлажденной одностадийным способом (УО1) диаметром 6,0 мм из стали марки СтЗкп обычной точности прокатки (В): Катанка В-6,0-СтЗкп — УО1 ГОСТ 30136-94
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4. 1. Характеристики 4.1.1 Катанку изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. 4.1.2 Катанку изготовляют из углеродистой стали обыкновенного качества марок СтО, Ст1, Ст2, СтЗ всех степеней раскисления по ГОСТ 380. 4.1.3 Химический состав и предельные отклонения в готовой катанке должны соответствовать ГОСТ 380. 4.1.3.1 Массовая доля углерода в катанке из стали марки СтО должна быть не более 0,20 % по плавочному анализу. 4.1.3.2 При раскислении полуспокойной стали алюминием, титаном или другими раскислителями, не содержащими кремния, а также несколькими раскислителями (ферросилицием и алюми-нием, ферросилицием и титаном и др.) массовая доля кремния допускается менее 0,05 % при обеспечении нормируемого комплекса свойств катанки. 4.1.3.3 По требованию потребителя катанка из стали марки СтО поставляется с массовой долей углерода не более 0,12 %; в условном обозначении такой катанки добавляется буква М. 4.
1. Характеристики 4.1.1 Катанку изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. 4.1.2 Катанку изготовляют из углеродистой стали обыкновенного качества марок СтО, Ст1, Ст2, СтЗ всех степеней раскисления по ГОСТ 380. 4.1.3 Химический состав и предельные отклонения в готовой катанке должны соответствовать ГОСТ 380. 4.1.3.1 Массовая доля углерода в катанке из стали марки СтО должна быть не более 0,20 % по плавочному анализу. 4.1.3.2 При раскислении полуспокойной стали алюминием, титаном или другими раскислителями, не содержащими кремния, а также несколькими раскислителями (ферросилицием и алюми-нием, ферросилицием и титаном и др.) массовая доля кремния допускается менее 0,05 % при обеспечении нормируемого комплекса свойств катанки. 4.1.3.3 По требованию потребителя катанка из стали марки СтО поставляется с массовой долей углерода не более 0,12 %; в условном обозначении такой катанки добавляется буква М. 4. 1.3.4 По требованию потребителя массовая доля серы и фосфора, в стали по плавочному анализу не должна превышать 0,040 % и 0,035 % соответственно. 4.1.4 На поверхности катанки не должно быть раскатанных трещин, прокатных плен, закатов, усов и раскатанных загрязнений. Не допускаются отпечатки, рябизна, раскатанные пузыри и риски, отдельные мелкие плены, выводящие размеры катанки за предельные отклонения по диаметру. 4.1.5 В катанке не допускаются остатки усадочной раковины. 4.1.6 Масса окалины на поверхности катанки, подвергнутой одностадийному охлаждению с прокатного нагрева, не должна превышать 18 кг/т, двухстадийному— 10 кг/т. Масса окалины для катанки, охлажденной на воздухе, не регламентируется. 4.1.7 Относительное сужение катанки из всех марок стали и временное сопротивление катанки из стали марки СтО с массовой долей углерода до 0,12 % должны соответствовать нормам, приведенным в таблице 1. По требованию потребителя катанка из стали марок Ст1, Ст2 и СтЗ всех степеней раскисления поставляется с нормированным временным сопротивлением, приведенным в таблице 1.
1.3.4 По требованию потребителя массовая доля серы и фосфора, в стали по плавочному анализу не должна превышать 0,040 % и 0,035 % соответственно. 4.1.4 На поверхности катанки не должно быть раскатанных трещин, прокатных плен, закатов, усов и раскатанных загрязнений. Не допускаются отпечатки, рябизна, раскатанные пузыри и риски, отдельные мелкие плены, выводящие размеры катанки за предельные отклонения по диаметру. 4.1.5 В катанке не допускаются остатки усадочной раковины. 4.1.6 Масса окалины на поверхности катанки, подвергнутой одностадийному охлаждению с прокатного нагрева, не должна превышать 18 кг/т, двухстадийному— 10 кг/т. Масса окалины для катанки, охлажденной на воздухе, не регламентируется. 4.1.7 Относительное сужение катанки из всех марок стали и временное сопротивление катанки из стали марки СтО с массовой долей углерода до 0,12 % должны соответствовать нормам, приведенным в таблице 1. По требованию потребителя катанка из стали марок Ст1, Ст2 и СтЗ всех степеней раскисления поставляется с нормированным временным сопротивлением, приведенным в таблице 1.
Таблица 1.
| Марка стали | Временное сопротивление, Н/мм2(кгс/мм2 ), не более | Относительное сужение поперечного сечения после разрыва, %, не менее | ||
| УО1, ВО | УО2 | УО1, ВО | УО2 | |
| СтО с массовой долей углерода до 0,12 % СтО с массовой долей углерода свыше 0,12 % Ст1кл. Ст1пс, Ст1сп Ст2кп, Ст2пс, Ст2сп СтЗкп, СтЗпс, СтЗсп | 420(43) — 420(43) 420(43) 490(50) | 470(48) — 470(48) 470(48) 540(55) | 68 60 68 60 60 | 66 58 66 60 60 |
4.1.8 Катанка должна выдерживать в холодном состоянии изгиб на 180° вокруг оправки диаметром, равным диаметру испытываемой катанки. 4.1.9 В микроструктуре катанки подкалка (мартенситные и троостомартенситные участки) не допускается. 4.1.10 Катанку изготовляют в мотках, состоящих из одного непрерывного отрезка. Витки катанки в мотках должны быть уложены без перепутывания. Допускается изготовление катанки в мотках, состоящих из двух отрезков, в количестве не более 10 % массы партии. 4.1.11 Масса одного мотка должна быть не менее 160 кг. Допускается наличие в партии до 10 % мотков массой менее 160 кг, но не менее 100 кг. Допускается масса мотка не менее 50 кг для катанки, производимой на линейных станах. 4.1.12 По требованию потребителя катанка поставляется с гарантией свариваемости. Сварива-емость обеспечивается химическим составом и технологией изготовления катанки. 4.1.13 По требованию потребителя в катанке определяется величина зерна феррита. Нормы устанавливаются по согласованию изготовителя с потребителем. 4.2. Маркировка 4.2.1 Маркировка катанки — по ГОСТ 7566. 4.2.1.1 Мотки, состоящие из двух отрезков, должны иметь два ярлыка. 4.2.1.2 Каждая партия сопровождается документом о качестве с дополнительным указанием способа охлаждения катанки. 4.3. Упаковка 4.3.1 Упаковка катанки — по ГОСТ 7566 с дополнениями.
Витки катанки в мотках должны быть уложены без перепутывания. Допускается изготовление катанки в мотках, состоящих из двух отрезков, в количестве не более 10 % массы партии. 4.1.11 Масса одного мотка должна быть не менее 160 кг. Допускается наличие в партии до 10 % мотков массой менее 160 кг, но не менее 100 кг. Допускается масса мотка не менее 50 кг для катанки, производимой на линейных станах. 4.1.12 По требованию потребителя катанка поставляется с гарантией свариваемости. Сварива-емость обеспечивается химическим составом и технологией изготовления катанки. 4.1.13 По требованию потребителя в катанке определяется величина зерна феррита. Нормы устанавливаются по согласованию изготовителя с потребителем. 4.2. Маркировка 4.2.1 Маркировка катанки — по ГОСТ 7566. 4.2.1.1 Мотки, состоящие из двух отрезков, должны иметь два ярлыка. 4.2.1.2 Каждая партия сопровождается документом о качестве с дополнительным указанием способа охлаждения катанки. 4.3. Упаковка 4.3.1 Упаковка катанки — по ГОСТ 7566 с дополнениями. 4.3.1.1 По согласованию изготовителя с потребителем допускается формирование мотков в связки массой не более 5 тонн.
4.3.1.1 По согласованию изготовителя с потребителем допускается формирование мотков в связки массой не более 5 тонн.
ПРАВИЛА ПРИЕМКИ
5.1. Катанку принимают партиями, состоящими из мотков катанки одного диаметра, одной плавки и одного способа охлаждения. Допускается комплектование сборной партии из катанки одного диаметра, одной марки стали нескольких плавок и одного способа охлаждения. Масса сборной партии должна быть не более вагонной нормы. 5.2. Качество поверхности проверяют на каждом мотке катанки. Для контроля диаметра и овальности катанки отбирают 5 % мотков, но не менее трех от партии. 5.3. Для контроля механических свойств, микроструктуры, массы окалины на поверхности катанки и испытаний на изгиб отбирают три мотка от партии. От каждого контролируемого мотка отбирают по одному образцу для каждого вида испытаний от любого конца мотка — для катанки, охлажденной одностадийным способом или на воздухе, и от заднего конца — для катанки, охлажденной двухстадийным способом. Определение массы окалины, относительного сужения поперечного сечения после разрыва, временного сопротивления, а также испытание на изгиб и контроль микроструктуры у изготовителя допускается не производить при условии обеспечения этих характеристик технологией производства. При получении неудовлетворительных результатов хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке. Результаты повторных испытаний распространяют на всю партию. 5.4. Отбор проб для определения химического состава проводят по ГОСТ 7565. Определение химического состава в готовой катанке допускается не производить, если изготовитель гарантирует соблюдение установленных норм.
Определение массы окалины, относительного сужения поперечного сечения после разрыва, временного сопротивления, а также испытание на изгиб и контроль микроструктуры у изготовителя допускается не производить при условии обеспечения этих характеристик технологией производства. При получении неудовлетворительных результатов хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке. Результаты повторных испытаний распространяют на всю партию. 5.4. Отбор проб для определения химического состава проводят по ГОСТ 7565. Определение химического состава в готовой катанке допускается не производить, если изготовитель гарантирует соблюдение установленных норм.
МЕТОДЫ КОНТРОЛЯ
6.1. Химический анализ стали проводят по ГОСТ 22536.0 — ГОСТ 22536.9, ГОСТ 12359 или другими методами, обеспечивающими требуемую точность анализа. 6.2. Измерение диаметра катанки и отбор проб для всех видов испытаний проводят на расстоянии не менее 1,5 м от конца мотка для мотков массой до 250 кг и на расстоянии не менее 3,0 м — для мотков массой свыше 250 кг. Для определения массы окалины на поверхности катанки отбирают образец длиной 500 мм. 6.3. Контроль качества поверхности проводят визуально без применения увеличительных приборов. Глубину залегания дефектов на поверхности катанки определяют после запиловки надфилем до удаления дефекта с последующим сравнительным замером соседних участков — зачищенного и незачищенного.до удаления дефекта с последующим сравнительным замером соседних участков — зачищенного и незачищенного. При необходимости разрешается производить контроль качества поверхности при помощи увеличительных приборов. 6.4. Диаметр катанки измеряют с точностью до 0,1 мм штангенциркулем типа ЩЦ-1, ЩЦТ-1 согласно ГОСТ 166. 6.5. Массу окалины на поверхности катанки определяют по методике, приведенной в прило-жении А. 6.6. Временное сопротивление и относительное сужение поперечного сечения после разрыва определяют по ГОСТ 1497. 6.7. Испытание на изгиб в холодном состоянии проводят по ГОСТ 14019. 6.8. Контроль микроструктуры проводят по ГОСТ 8233.
Для определения массы окалины на поверхности катанки отбирают образец длиной 500 мм. 6.3. Контроль качества поверхности проводят визуально без применения увеличительных приборов. Глубину залегания дефектов на поверхности катанки определяют после запиловки надфилем до удаления дефекта с последующим сравнительным замером соседних участков — зачищенного и незачищенного.до удаления дефекта с последующим сравнительным замером соседних участков — зачищенного и незачищенного. При необходимости разрешается производить контроль качества поверхности при помощи увеличительных приборов. 6.4. Диаметр катанки измеряют с точностью до 0,1 мм штангенциркулем типа ЩЦ-1, ЩЦТ-1 согласно ГОСТ 166. 6.5. Массу окалины на поверхности катанки определяют по методике, приведенной в прило-жении А. 6.6. Временное сопротивление и относительное сужение поперечного сечения после разрыва определяют по ГОСТ 1497. 6.7. Испытание на изгиб в холодном состоянии проводят по ГОСТ 14019. 6.8. Контроль микроструктуры проводят по ГОСТ 8233. 6.9. Величину зерна феррита определяют по ГОСТ 5639. 6.10. Допускается применять статистические и неразрушающие методы контроля механических свойств и других нормируемых характеристик катанки.
6.9. Величину зерна феррита определяют по ГОСТ 5639. 6.10. Допускается применять статистические и неразрушающие методы контроля механических свойств и других нормируемых характеристик катанки.
ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. Транспортирование и хранение по ГОСТ 7566 с дополнениями. Отгрузка катанки производится партиями. В одном вагоне должна транспортироваться катанка одной или нескольких партий определенного диаметра и одной марки стали. ПРИЛОЖЕНИЕ А (обязательное) МЕТОДИКА ЭКСПРЕССНОГО ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА ОКАЛИНЫ НА КАТАНКЕ, ПОДВЕРГНУТОЙ ОДНО- И ДВУХСТАДИЙНОМУ РЕГУЛИРУЕМОМУ ОХЛАЖДЕНИЮ А.1 Сущность метода Методика основана на удалении окалины путем растворения ее в травильном растворе с зашитой основного металла ингибиторами. А.2 Аппаратура, реактивы, растворы Весы аналитические. Кислота соляная по ГОСТ 3118, раствор с массовой концентрацией 0,15 г/см3. Ингибитор ТДА (толуилендиамин). Примечание — Допускается применение других ингибиторов, замедляющих кислотную коррозию металла. A.3 Проведение анализа Соляную кислоту наливают в высокий стеклянный стакан емкостью 500 см3, подогревают до температуры не выше 50 °С и прибавляют ингибитор ТДА из расчета 0,5 г/дм3. В подогретый раствор помещают 3-5 шт. (одновременно) образцов катанки длиной 90-100 мм, предварительно вместе взвешенных. При взвешивании образцов до травления учитывается окалина, отделившаяся при резке. В процессе удаления окалины ведут наблюдение за травлением каждого образца, качество поверхности образца после снятия окалины определяют визуально. Протравленный образец извлекают из раствора, промывают, удаляют излишки влаги фильтровальной бумагой, высушивают в потоке теплого воздуха, охлаждают и взвешивают. Результаты взвешивания образцов в граммах записывают с точностью до третьего десятичного знака. А.4 Обработка результатов Среднюю массу окалины на контролируемых образцах, А кг/т, вычисляют п формуле m1— m2 А = —————————— x 1000 (А.1) m2 где — m1 первоначальная масса образцов, г; m2 — масса образцов после травления, г.
A.3 Проведение анализа Соляную кислоту наливают в высокий стеклянный стакан емкостью 500 см3, подогревают до температуры не выше 50 °С и прибавляют ингибитор ТДА из расчета 0,5 г/дм3. В подогретый раствор помещают 3-5 шт. (одновременно) образцов катанки длиной 90-100 мм, предварительно вместе взвешенных. При взвешивании образцов до травления учитывается окалина, отделившаяся при резке. В процессе удаления окалины ведут наблюдение за травлением каждого образца, качество поверхности образца после снятия окалины определяют визуально. Протравленный образец извлекают из раствора, промывают, удаляют излишки влаги фильтровальной бумагой, высушивают в потоке теплого воздуха, охлаждают и взвешивают. Результаты взвешивания образцов в граммах записывают с точностью до третьего десятичного знака. А.4 Обработка результатов Среднюю массу окалины на контролируемых образцах, А кг/т, вычисляют п формуле m1— m2 А = —————————— x 1000 (А.1) m2 где — m1 первоначальная масса образцов, г; m2 — масса образцов после травления, г. Расчетную массу окалины на поверхности катанки Ар,кг/т, вычисляют по формуле Ар =К х А, (А.2) где К — коэффициент, учитывающий неравномерность распределения окалины по длине мотка; К =1,0 для катанки, подвергнутой двухстадийному охлаждению; К= 2,5 для катанки, подвергнутой одностадийному охлаждению; Результат расчета массы окалины округляют до целого (0.5 округляют в большую сторону).
Расчетную массу окалины на поверхности катанки Ар,кг/т, вычисляют по формуле Ар =К х А, (А.2) где К — коэффициент, учитывающий неравномерность распределения окалины по длине мотка; К =1,0 для катанки, подвергнутой двухстадийному охлаждению; К= 2,5 для катанки, подвергнутой одностадийному охлаждению; Результат расчета массы окалины округляют до целого (0.5 округляют в большую сторону).
ГОСТ 30136-95 / Ауремо
ГОСТ 10702-2016
ГОСТ 1050-2013
ГОСТ 19281-2014
ГОСТ Р 55374-2012
ГОСТ Р 53932-2010
ГОСТ 103-2006
ГОСТ 2879-2006
ГОСТ 2591-2006
ГОСТ 2590-2006
ГОСТ 5950-2000
ГОСТ 1051-73
ГОСТ 7417-75
ГОСТ 19442-74
ГОСТ 14082-78
ГОСТ 23705-79
ГОСТ 23270-89
ГОСТ 18907-73
ГОСТ 22411-77
ГОСТ 14119-85
ГОСТ 18968-73
ГОСТ 1414-75
ГОСТ 28393-89
ГОСТ 30136-95
ГОСТ 16523-97
ГОСТ 19265-73
ГОСТ Р 51285-99
ГОСТ Р 52132-2003
ГОСТ Р 52544-2006
ГОСТ-30136-95.pdf
(329,11 КиБ)ГОСТ 30136-95
ГОСТ 30136-95
(ИСО 8457-1-89)
Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ИЗ УГЛЕРОДИСТОЙ СТАЛИ ОБЫЧНОГО КАЧЕСТВА
Технические условия Технические условия
ИКС 77. 140.60
140.60
ОКП 09 0200
Дата введения в действие 1998−01−01
Предисловие
1 РАЗРАБОТАН Техническим комитетом Украины для изделий папиросных, батончиков, листов, проката N 4 « подвижной состав, скобяные изделия и товары народного потребления»; Институт черной металлургии (ИЧМ)
ВНЕСЕН в Государственный комитет Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 8 от 10 октября 1995 г.)
Стандартизация
3 Настоящий стандарт соответствует международному стандарту ISO 8457-1-89 «Катанка стальная. Часть 1. Размеры и допуски» номенклатуры ее продукции, основные параметры и размеры
Часть 1. Размеры и допуски» номенклатуры ее продукции, основные параметры и размеры
4 Постановление Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 21, 19 мая97 Н 188 Межгосударственный стандарт ГОСТ 30136-94 введен непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1998 г. сталь обыкновенного качества, изготавливается для проволоки и других целей.
2 НОРМАТИВНЫЕ ССЫЛКИ
Настоящий стандарт содержит ссылки на следующие стандарты:
ГОСТ 166-89Суппорты. Технические условия
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марка
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2590-88 Прокат стальной горячекатаный круглый. Ассортимент
ГОСТ 3118-77 Кислота соляная. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы обнаружения и определения крупности
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб на химический состав
Метод отбора проб на химический состав
ГОСТ 7566-94 Изделия металлические. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 8233-56 Сталь. Нормы микроструктуры
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 14019-80 (ИСО 7438-85) Металлы. Методы испытаний на изгиб
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 плегадора Сталь и нелегированный чугун. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
3 КЛАССИФИКАЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
3.1 Метод охлаждения стержня может охлаждаться на воздухе или подвергаться одно- и двухступенчатому ускоренному охлаждению:
УО1 одноступенчатое охлаждение;
УО2 — двухступенчатое охлаждение;
В воздушном охлаждении.
3.2 Катанка прецизионная прокатка, изготовленная по ГОСТ 2590:
Б — повышенной точности;
В — обычная точность.
3.3 катанку изготавливают диаметром 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм. По согласованию с потребителем допускается изготовление катанки диаметром более 9,0 мм в мотках.
3.4 Диаметры катанки, допуски на диаметр, площадь поперечного сечения и массу на метр длины должны соответствовать ГОСТ 2590.
Для прутка диаметром до 9,0 мм включительно, изготовленного на проволочных станах, не оборудованных блочно-чистовыми клетями, отклонение по диаметру ±0,5 мм.
3.5 Круглость катанки не должна превышать 50% от общего предельного отклонения по диаметру.
Пример обозначения катанки катанки быстроохлаждаемой одностадийной (УО1) диаметром 6,0 мм из стали марки Стск обычной точности прокатки (В):
Катанка В-6,0-Стск — УО1 ГОСТ 30136-94
4 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Характеристики
4.1.1 Катанка изготавливается в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
4.1.2 Катанка изготавливается из углеродистой стали товарного качества марок СТ0, СТ1, СТ2, СТЗ всех степеней раскисления по ГОСТ 380.
4.1.3 Химический состав и предельные отклонения в готовой катанке должны соответствовать ГОСТ 380.
4.1.3.1 Массовая доля углерода в катанке из стали марки Ст0 должна быть не более 0,20% по плавониевому анализу.
4.1.3.2 При раскислении полуспокойной стали алюминием, титаном или другими поглотителями, не содержащими кремния, и некоторыми раскислителями (ферросилиций и алюминий, ферросилиций и титан и др.) массовая доля кремния допускается менее 0,05% при этом обеспечение нормированного набора свойств катанки.
4.1.3.3 по требованию потребителя катанка из стали марки Ст0 поставляется с массовой долей углерода не более 0,12%; к условному обозначению такой катанки добавляется буква М.
4.1.3.4 по требованию потребителя массовая доля серы и фосфора в стали при анализе плавона не должна превышать 0,040% 0,035% соответственно.
4.1.4 На поверхности стержня не должны быть зачищены трещины, скатывающиеся раковины, закаты, усы и раскатанная грязь. Не допускаются оттиски, бороздки, раскатанные пузыри и риски, отдельные мелкие щепки, на которых указаны размеры катанки по предельным отклонениям по диаметру.
4.1.5 На катанке не допускаются остатки усадки.
4. 1.6 Масштаб массы на поверхности катанки, подвергнутой одностадийному охлаждению от прокатки, не должен превышать 18 кг/т, двухстадийному — 10 кг/т. Шкала масс для катанки, охлаждаемой на воздухе, не регламентируется.
1.6 Масштаб массы на поверхности катанки, подвергнутой одностадийному охлаждению от прокатки, не должен превышать 18 кг/т, двухстадийному — 10 кг/т. Шкала масс для катанки, охлаждаемой на воздухе, не регламентируется.
4.1.7 Относительная усадка катанки из всех марок стали и предел прочности при растяжении катанки из стали марки Ст0 с массовой долей углерода до 0,12% должны соответствовать нормам, приведенным в таблице 1.
Катанка по требованию заказчика из сталей марок Ст1, Ст2 и СТЗ все степени окисления исходят из нормированных временных сопротивлений, приведенных в таблице 1.
Таблица 1
| Марка стали | Прочность на растяжение, | Относительное сужение поперечного сечения после разрыва, %, не менее | ||
| УО1 В | УО2 | УО1 В | УО2 | |
| Ст0 с массовой долей углерода до 0,12% | 420 (43) | 470 (48) | 68 | 66 |
| Ст0 с массовой долей углерода более 0,12% | — | — | 60 | 58 |
| Ст1кп, Ст1пс, Ст1сп | 420 (43) | 470 (48) | 68 | 66 |
| Ст2кп, Ст2пс, Ст2сп | 420 (43) | 470 (48) | 60 | 60 |
| Стск, Стсп, Стзсп | 490 (50) | 540 (55) | 60 | 60 |
4. 1.8 Стержень должен выдерживать холодный изгиб на 180° вокруг оправки диаметром, равным диаметру испытательного стержня.
1.8 Стержень должен выдерживать холодный изгиб на 180° вокруг оправки диаметром, равным диаметру испытательного стержня.
4.1.9 В микроструктуре катанки не допускается наличие подложек (мартенситных и зауженных участков).
4.1.10 производить катанку в бухтах, состоящую из одного непрерывного отрезка. Мотки катанки в мотках должны укладываться без запутывания. Возможно изготовление катанки в мотках, состоящих из двух отрезков, не более 10% от массы партии.
4.1.11 Масса одного рулона должна быть не менее 160 кг. допускается в партии до 10% мотков весом менее 160 кг, но не менее 100 кг.
Допускается масса мотка не менее 50 кг для катанки, произведенной на линейных станах.
4.1.12 По требованию потребителя катанка поставляется с гарантией свариваемости. Свариваемость обеспечивается химическим составом и технологией производства катанки.
4.1.13 По требованию потребителя в катанке определяется размер зерна феррита. Нормы устанавливаются по соглашению между изготовителем и потребителем.
4.2 Маркировка
4.2.1 Маркировка катанки — по ГОСТ 7566.
4.2.1.1 Мотки, состоящие из двух отрезков, должны иметь две маркировки.
4.2.1.2 Каждая партия сопровождается документом о качестве с дополнительным указанием способа охлаждения катанки.
4.3 Упаковка
4.3.1 Упаковка катанки — по ГОСТ 7566 с дополнениями.
4.3.1.1 По согласованию с потребителем допускается формирование мотков в связки массой не более 5 тонн.
5 ПРАВИЛА ПРИЕМКИ
5.1 Катанка принимается за партии, состоящие из мотков катанки одного диаметра, одной плавки и одного способа охлаждения.
Допускается комплектование сборной партии из прутка одного диаметра, одной марки несколькими плавками стали и одним способом охлаждения. Масса сборной партии должна быть не более вагонной нормы.
5.2 Поверхность Проверка качества каждого стержня катушки. Для контроля диаметра и овальности катанки отбирают 5% мотков, но не менее трех от партии.
5.3 контроль механических свойств, микроструктуры, окалины на поверхности катанки и испытания на изгиб трех мотков от партии. От каждого контролируемого валка отбирают по одному образцу для каждого испытания с любого конца змеевика — стержня, охлаждаемого одноступенчатым способом или на воздухе, и с его заднего конца — стержня, охлаждаемого двухступенчатым способом.
Определение масштаба массы, относительного сужения сечения после разрыва, временного сопротивления, а также испытание на изгиб и контроль микроструктуры допускается производить изготовителю при условии соблюдения этих характеристик технологии производства .
При неудовлетворительных результатах хотя бы по одному из приведенных на нем показателей проводят повторные испытания на удвоенной выборке. Результаты повторных тестов распространяются на всю партию.
5.4 Отбор проб для определения химического состава проводят по ГОСТ 7565. Определение химического состава в готовой катанке допускается не проводить, если изготовитель гарантирует соблюдение установленных норм.
6 МЕТОДЫ КОНТРОЛЯ
6.1 Химический анализ проводили по ГОСТ 22536.0 — ГОСТ 22536.9, ГОСТ 12359 или другими методами, обеспечивающими требуемую точность анализа.
6.2 измерение диаметра стержня и отбор проб для всех видов испытаний проводят на расстоянии не менее 1,5 м от конца пряди для мотков массой до 250 кг и не менее 3,0 м для мотков массой более 250 кг.
Для определения массы окалины на поверхности катанки выберите длину образца 500 мм.
6.3 Контроль качества поверхности проводят визуально без применения увеличительных приборов. Глубину дефектов на поверхности стержня определяют после запиловки надфилем для удаления дефекта с последующим сравнительным измерением соседних участков — зачищенного и незачищенного.
При необходимости разрешение на проведение контроля качества поверхности с помощью увеличительных приборов.
6.4 Диаметр катанки, измеренный с точностью до 0,1 мм штангенциркулем типа ШК-1, МСТ-1 по ГОСТ 166.
6. 5 Массу оксидов на поверхности стержня определяют по методике, приведенной в приложении А.
5 Массу оксидов на поверхности стержня определяют по методике, приведенной в приложении А.
6.6 Временное сопротивление и относительное узкое сечение после разрыва определяют по ГОСТ 1497.
6.7 Испытание на изгиб в холодном состоянии состояние проводят по ГОСТ 14019.
6.8 Контроль микроструктуры проводят по ГОСТ 8233.
6.9 Размер зерна феррита определяют по ГОСТ 5639.
6.10 допускается использовать статистический и неразрушающий методы контроля, механические свойства и другие заданные характеристики стержня.
7 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1 Транспортирование и хранение — по ГОСТ 7566 с дополнениями.
Отгрузки катанки производства партий. В одном вагоне должна перевозиться катанка, одна или несколько партий определенного диаметра и одной марки стали.
Приложение А (обязательное). МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНОГО ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА ОКАЛИНЫ НА ТРУБКЕ, ПОДВЕРГАЕМОЙ ОДНО- И ДВУХСТУПЕНЧАТОМУ РЕГУЛИРУЕМОМУ ОХЛАЖДЕНИЮ
ПРИЛОЖЕНИЕ А
(обязательно)
А. 1 суть метода
1 суть метода
Методика основана на удалении окалины растворением ее в травильном растворе с защитой ингибиторами основного металла.
А. 2 Оборудование, реактивы, растворы
Весы аналитические.
Кислота соляная по ГОСТ 3118, раствор массовой концентрацией 0,15 г/см.
Ингибитор TDA (толулендиамин).
Примечание — допускается использование других ингибиторов, замедляющих кислотную коррозию металла.
А. 3 анализа
Соляную кислоту наливают в высокий стеклянный стакан вместимостью 500 см , нагревают до температуры не выше 50 °С и добавляют ингибитор ТДА из расчета 0,5 г. /Дм. В подогретый раствор помещают 3-5 штук (одновременно) стержневых образцов длиной 90-100 мм, предварительно взвешенных вместе. При взвешивании образцов перед травлением учитывают окалину, отделившуюся при резке.
В процессе удаления окалины контролируют травление каждого образца, качество поверхности образца после удаления окалины определяют визуально.
Обработанный образец извлекают из раствора, промывают, удаляют лишнюю влагу фильтровальной бумагой, сушат в потоке теплого воздуха, охлаждают и взвешивают. Результаты взвешивания образцов в граммах записывают с точностью до третьего знака после запятой.
А.4 обработка результатов
Средняя масса оксидов в контролируемых пробах, кг/т, рассчитанная по формуле
(А.1)
где — исходная масса проб, г;
— масса образцов после травления,
Расчетная масса шлака на поверхности катанки кг/т, рассчитанная по формуле
(А.2)
, где — коэффициент, учитывающий неравномерность распределение окалины по длине катушки;
=1,0 для катанки, подвергнутой двухступенчатому охлаждению;
=2,5 для стержня, подвергнутого одноступенчатому охлаждению.
Результат расчета шкалы масс округляется до целого (0,5 округляется в большую сторону).
Текст документа заверен:
официальное издание
Прокат стальной общего назначения: Совбез. Стандарты. —
Стандарты. —
М.: ИПК Издательство стандартов, 2003
| 1 | [ГБ] ГБ/T 1172 — 1999 | Пересчет твердости и прочности на черный металл | |
| 2 | [ГБ] ГБ/T 4232 — 2019 | Проволока из нержавеющей стали для холодной высадки и холодной штамповки | |
| 3 | [ГБ] ГБ/T 4240 — 2019 | Проволока из нержавеющей стали | |
| 4 | [ГБ] ГБ/T 15007 — 2017 | Обозначения коррозионностойкого сплава | |
| 5 | [ГБ] ГБ/T 4356 — 2016 | Катанка из нержавеющей стали | |
| 6 | [ГБ] ГБ/T 3280 — 2015 | Плиты и полосы из холоднокатаной нержавеющей стали | |
| 7 | [ГБ] ГБ/T 4238 — 2015 | Плиты, листы и полосы из жаропрочной стали | |
| 8 | [ГБ] ГБ/т 6478 — 2015 | стали для холодной высадки и холодного прессования | |
| 9 | [ГБ] ГБ/T 699 — 2015 | Качественные углеродистые конструкционные стали | |
| 10 | [ГБ] ГБ/T 31303 — 2014 | Стержни из аустенитно-ферритной дуплексной нержавеющей стали | |
| 11 | [ГБ] ГБ/T 24588 — 2009 | Проволока из нержавеющей стали для пружины | |
| 12 | [ГБ] ГБ/T 4240 — 2009 | Проволока из нержавеющей стали | |
| 13 | [ГБ] ГБ/T 1591 — 2008 | Высокопрочные низколегированные конструкционные стали | |
| 14 | [ГБ] ГБ/T 21833 — 2008 | Бесшовные трубы и трубы из нержавеющей стали аустенитно-ферритного (дуплексного) качества | |
| 15 | [ГБ] ГБ/T 8731 — 2008 | Автоматическая резка конструкционной стали | |
| 16 | [ГБ] ГБ/T 1220 — 2007 | Стержни из нержавеющей стали | |
| 17 | [ГБ] ГБ/T 1221 — 2007 | Стержни из жаропрочной стали | |
| 18 | [ГБ] ГБ/T 1222 — 2007 | Пружинная сталь | |
| 19 | [ГБ] ГБ/т 20878 — 2007 | Стали нержавеющие и жаропрочные. Обозначение и химический состав Обозначение и химический состав | |
| 20 | [ГБ] ГБ/T 20410 — 2006 | Стали для болтов турбин жаропрочные | |
| 21 | [ГБ] ГБ/T 700 — 2006 | Углеродистые конструкционные стали | |
| 22 | [ГБ] ГБ/T 14992 — 2005 | Классификация и обозначение суперсплавов и жаропрочных интерметаллических материалов | |
| 23 | [ГБ] ГБ/T 5216 — 2004 | Конструкционные стали, на которые распространяются требования к прокаливаемости при концевой закалке | |
| 24 | [ГБ] ГБ/T 18254 — 2002 | Высокоуглеродистая хромированная подшипниковая сталь | |
| 25 | [ГБ] ГБ Т 6478 — 2001 | Стали для холодной высадки и холодного прессования | |
| 26 | [ГБ] ГБ/T 3077 — 1999 | Легированная конструкционная сталь | |
| 27 | [ГБ] ГБ/T 699 — 1999 | Качественная углеродистая конструкционная сталь | |
| 28 | [ГБ] ГБ/T 17107 — 1997 | сортов конструкционной стали и механическое свойство на поковки | |
| 29 | [ГБ] ГБ/T 1220 — 1992 | Стержни из нержавеющей стали | |
| 30 | [ГБ] ГБ/T 4239 — 1991 | Холоднокатаная полоса из нержавеющей стали и жаропрочной стали | |
| 31 | [DIN] DIN 1654-2 — 1989 | Стали для холодной высадки и экструзии Технические условия поставки спокойной нелегированной стали, не предназначенной для термической обработки | |
| 32 | [DIN] DIN 1651 — 1988 | Стали автоматные технические условия поставки | |
| 33 | [DIN] DIN 17210 — 1986 | Рулон из цементируемой стали | |
| 34 | [DIN] DIN 17224 — 1982 | Проволока и лента из нержавеющей стали для пружин Технические условия поставки | |
| 35 | [DIN] DIN 17100 — 1980 | Стали общестроительного назначения Стандарт качества | |
| 36 | [ДИН] ДИН 17230 — 1980 | Стали для шариковых и роликовых подшипников Технические условия поставки | |
| 37 | [DIN] DIN 17440 — 1972 | Стандарты качества нержавеющей стали | |
| 38 | [ИСО] ИСО 4955 — 2005 | Жаропрочные стали | |
| 39 | [ИСО] ИСО 683-14 — 2004 | Стали, термообрабатываемые, легированные и автоматные стали. Часть 14. Горячекатаные стали для закалки и отпуска пружин, третье издание Часть 14. Горячекатаные стали для закалки и отпуска пружин, третье издание | |
| 40 | [ИСО] ИСО ТС 15510 — 2003 | ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Нержавеющая сталь – химический состав | |
| 41 | [ИСО] ИСО 8458-2 — 2002 | Стальная проволока для механических пружин. Часть 2. Запатентованная холоднотянутая проволока из нелегированной стали | |
| 42 | [ИСО] ИСО 8458-3 — 2002 | Стальная проволока для механических пружин. Часть 3: Проволока закаленная в масле и отпущенная, второе издание | |
| 43 | [ИСО] ИСО 4951-2 — 2001 | Прутки и профили стальные с высоким пределом текучести. Часть 2. Условия поставки нормализованной, нормализованной катаной и прокатной стали Часть 2. Условия поставки нормализованной, нормализованной катаной и прокатной стали | |
| 44 | [ИСО] ИСО 9327 (-5) — 1999 | Стальные поковки и катаные или кованые прутки для работы под давлением. Технические условия поставки. Часть 5: Нержавеющие стали | |
| 45 | [ИСО] ИСО 9327 (-3) — 1999 | Стальные поковки и катаные или кованые прутки для работы под давлением. Технические условия поставки. Часть 3. Никелевые стали с заданными низкотемпературными свойствами | |
| 46 | [ИСО] ИСО 683-18 — 1996 | Стали, термообрабатываемые, легированные и автоматные стали | |
| 47 | [ИСО] ИСО 4950-2 — 1995 | Плоские стальные изделия с высоким пределом текучести | |
| 48 | [ИСО] ИСО 630 — 1995 (R2003) | Конструкционная сталь – листы, широкие полосы, прутки, профили и профили | |
| 49 | [ИСО] ИСО 4955 — 1994 | Жаропрочные стали и сплавы | |
| 50 | [ИСО] ИСО 4954 — 1993 | Стали для холодной высадки и холодного прессования второе издание | |
| 51 | [ИСО] ИСО 683-9 — 1988 | Термообрабатываемые стали, легированные стали и автоматные стали. Часть 9: Деформируемые автоматные стали Часть 9: Деформируемые автоматные стали | |
| 52 | [ИСО] ИСО 683-1 — 1987 | Стали, термообрабатываемые, легированные и автоматные стали. Часть 1: Нелегированная и низколегированная кованая сталь прямой закалки в виде различных черных изделий | |
| 53 | [ИСО] ИСО 683-11 — 1987 | термически обрабатываемые стали, легированные стали и стали для автоматической обработки — часть 11: цементируемые стали | |
| 54 | [ИСО] ИСО 683-13 — 1986 | Стали, подвергаемые термообработке, легированные стали и стали для автоматической обработки. Часть 13. Кованые нержавеющие стали Кованые нержавеющие стали | |
| 55 | [ИСО] ИСО 683-16 — 1976 | Стали, подвергнутые термообработке, легированные стали и стали для автоматической резки. Часть 16. Нержавеющие стали с дисперсионным твердением | |
| 56 | [JIS] JIS G 4308 — 2013 | Катанка из нержавеющей стали | |
| 57 | [JIS] JIS G 3101 — 2011 | Прокат из стали общего назначения | |
| 58 | [JIS] JIS G 3131 — 2010 | Горячекатаные плиты, листы и полосы из мягкой стали | |
| 59 | [JIS] JIS G 4804 — 2008 | Автоматные стали | |
| 60 | [JIS] JIS G 4805 — 2008 | Высокоуглеродистые хромсодержащие подшипниковые стали | |
| 61 | [JIS] JIS G 3507-1 — 2005 | Углеродистая сталь для холодной высадки. Катанка Катанка | |
| 62 | [JIS] JIS G 3508-1 — 2005 | Борсодержащие стали для холодной высадки. Часть 1: Катанка | |
| 63 | [JIS] JIS G 4303 — 2005 | Стержни из нержавеющей стали | |
| 64 | [JIS] JIS G 4304 — 2005 | Плиты, листы и полосы из горячекатаной нержавеющей стали | |
| 65 | [JIS] JIS G 4305 — 2005 | Плиты, листы и полосы из холоднокатаной нержавеющей стали | |
| 66 | [JIS] JIS G 4403 — 2005 | Быстрорежущие инструментальные стали | |
| 67 | [JIS] JIS G 4801 — 2005 | Пружинные стали | |
| 68 | [JIS] JIS G 4802 — 2005 | Полосы стальные холоднокатаные для пружин | |
| 69 | [JIS] JIS G 3124 — 2004 | Прутки холоднокатаные из углеродистой и легированной стали | |
| 70 | [JIS] JIS G 3459 — 2004 | Трубы из нержавеющей стали | |
| 71 | [JIS] JIS G 3509-1 — 2003 | Стали низколегированные для холодной высадки. Часть 1: Катанка Часть 1: Катанка | |
| 72 | [JIS] JIS G 4052 — 2003 | Конструкционные стали с указанными диапазонами прокаливаемости | |
| 73 | [JIS] JIS G 4053 — 2003 | Лист из легированной стали для машин | |
| 74 | [JIS] JIS G 4315 — 2000 | Проволока из нержавеющей стали для холодной высадки и холодной штамповки | |
| 75 | [JIS] JIS G 7401 — 2000 | Стали для холодной высадки и холодного прессования | |
| 76 | [JIS] JIS G 4309 — 1999 | Проволока из нержавеющей стали | |
| 77 | [JIS] JIS G 4311 — 1991 | Прутки и катанка из жаропрочной стали | |
| 78 | [JIS] JIS G 4312 — 1991 | Плиты, листы и полосы из жаропрочной стали | |
| 79 | [JIS] JIS G 5111 — 1991 | Отливки из высокопрочной углеродистой стали и отливки из низколегированной стали конструкционного назначения | |
| 80 | [EN] EN 10269 — 2013 | Стали и никелевые сплавы для крепежа с заданными свойствами при повышенных и/или низких температурах | |
| 81 | [EN] EN 10028-2 — 2009 | Плоский прокат из сталей для работы под давлением Часть 2 Стали нелегированные и легированные с заданными свойствами при повышенных температурах | |
| 82 | [EN] EN 10028-3 — 2009 | Плоский прокат из сталей для работы под давлением Часть 3 Свариваемые мелкозернистые стали, нормализованные | |
| 83 | [EN] EN 10208-2 — 2009 | Трубы стальные для трубопроводов горючих жидкостей. Технические условия поставки Технические условия поставки | |
| 84 | [EN] EN 10277-2 — 2008 | Изделия из полированной стали. Технические условия поставки. Часть 2. Стали общего машиностроения | |
| 85 | [EN] EN 10255 — 2007 | Трубы из нелегированной стали, пригодные для сварки и нарезания резьбы. Технические условия поставки | |
| 86 | [EN] EN 10083-2 — 2006 | Стали для закалки и отпуска. Часть 2: Технические условия поставки для нелегированных сталей | |
| 87 | [EN] EN 10210-1 — 2006 | Горячедеформированные конструкционные полые профили из нелегированных и мелкозернистых сталей. Технические требования к поставке Технические требования к поставке | |
| 88 | [EN] EN 10268 — 2006 | Прокат стальной холоднокатаный плоский с повышенным пределом текучести для холодной штамповки — технические условия поставки | |
| 89 | [EN] EN 10269 — 2006 | Стали и никелевые сплавы для крепежных изделий с заданными свойствами при повышенных и/или низких температурах | |
| 90 | [EN] EN 10088-1 — 2005 | Staehle Нержавеющая сталь. Часть 1: Список нержавеющих сталей | |
| 91 | [EN] EN 10088-3 — 2005 | Стали нержавеющие. Часть 3. Технические условия поставки полуфабрикатов, прутков и профилей общего назначения Часть 3. Технические условия поставки полуфабрикатов, прутков и профилей общего назначения | |
| 92 | [EN] EN 10296-2 — 2005 | Трубы стальные сварные круглые для машиностроения и общего машиностроения. Технические условия поставки. Часть 2 Сталь нержавеющая | |
| 93 | [EN] EN 10297 (2) — 2005 | Трубы стальные бесшовные круглые для машиностроения и общего машиностроения. Технические условия поставки. Часть 2. Нержавеющая сталь | |
| 94 | [EN] EN 10025-2 — 2004 | Горячекатаный прокат из конструкционных сталей. Часть 2. Технические условия поставки нелегированных конструкционных сталей | |
| 95 | [EN] EN 10025-3 — 2004 | Горячекатаный прокат из конструкционных сталей. Часть 3. Технические условия поставки нормализованного/нормализованного проката свариваемых мелкозернистых конструкционных сталей Часть 3. Технические условия поставки нормализованного/нормализованного проката свариваемых мелкозернистых конструкционных сталей | |
| 96 | [EN] EN 10253-4 — 2003 | Фитинги для сварки встык. Деформируемые аустенитные и аустенитно-ферритные (дуплексные) нержавеющие стали с особыми требованиями к контролю | |
| 97 | [EN] EN 10297-1 — 2003 | Трубы стальные бесшовные для машиностроения и общего машиностроения. Технические условия поставки. Часть 1. Трубы из нелегированной и легированной стали | |
| 98 | [EN] EN 10305-5 — 2003 | Трубы стальные для прецизионных применений. Технические условия поставки. Часть 5. Сварные трубы квадратного и прямоугольного сечения холодного сечения Технические условия поставки. Часть 5. Сварные трубы квадратного и прямоугольного сечения холодного сечения | |
| 99 | [EN] EN 10089 — 2002 | Горячекатаные стали для закалки и отпуска пружин; технические условия поставки | |
| 100 | [EN] EN 10224 — 2002 | Трубы и фитинги из нелегированной стали для транспортировки водных жидкостей, включая воду для потребления человеком |
RMZ Austria – профессионалы в области стали – Катанка
Предыдущая
Следующий
Катанка
качпер
2015-12-16T14:19:58+00:00
Катанка
| Ассортимент | Марка стали | Стандарт |
| Ø 5,5-22 | Ст3сп, Ст1пс | ГОСТ 535-2005; ГОСТ 380-2005 |
| Ассортимент | Марка стали | Стандарт |
| Ø 6,5-22 | 10-45, 20Г2Р | ГОСТ 10702-78, изм. 1,2 ТУ 14-1-4486-88 1,2 ТУ 14-1-4486-88 |
| Ассортимент | Марка стали | Стандарт |
| Ø 5,5-22 | 10-60 | ГОСТ 1050-88, изм. 1 |
| Диапазон | Марка стали | Стандарт |
| Ø 5,5-22 | Сталь 65, 70, 75, 80, 60Г, 65Г, 70Г | ГОСТ 14959-79, изм. 1-6 |
| Ассортимент | Марка стали | Стандарт |
| Ø 20-50 | 10, 25, 35, 40, 45, 60, 34CrMo4, 42CrMoS4, 34CrNiMo6, 39NiCrMo3, 51CrV4, 20MnB5, 38MnB5, 33MnCrB5-2 | ГОСТ 1050-88, изменение 1; ГОСТ 4543-71, изменения 1-5; ГОСТ 10702-78, изменения 1,2; ГОСТ 14959-79, изменения 1-6; ДИН ЕН 10083-2006 |
| Ассортимент | Марка стали | Стандарт |
| Ø 5,5-12 | 35-85 | ТУ BY 400074854, 030-2002, изменение 1 |
| Диапазон | Марка стали | Стандарт |
| Ø 6,5-22 | КБ-08ГС, КБ-08ГА, 08Г2С | ТУ BY 400074854, 052-2006 |
| Ассортимент | Марка стали | Стандарт |
| Ø 5,5-22 | химический состав по СТ0-СТ3кп, СТ1пс, СТ3Гсп | ТУ BY 400074854, 032-2009; ГОСТ 380-2005 |
| Ассортимент | Марка стали | Стандарт |
| Ø 5,5-22 | химический состав по Ст0-Ст3сп, Ст1пс, Ст3Гсп | ГОСТ 30136-95; ГОСТ 380-2005 |
| Ассортимент | Марка стали | Стандарт |
| Ø 5,5; 6,5 | К70Д2-К92Д2 | ЕН 10016-4 |
| Ассортимент | Марка стали | Стандарт |
| Ø 5,5-22 | САЭ1008-САЭ1060 К10Д-К38Д | АСТМА510М ТУ BY 400074854, 044-2009 EN 10016-2 |
| Ассортимент | Марка стали | Стандартный |
| Ø 5,5-22 | СДЖ235ДЖ2К+АР | ЕН 10221:1995 |
| Ассортимент | Марка стали | Стандартный |
| Ø 5,5-22 | С235ДЖР+АР | ЕН 10025-2: 2004 |
| Ассортимент | Марка стали | Стандартный |
| Ø 5,5-14,0 | САЕ 1008, САЕ 1018 | ЕН 10016 |
| Ассортимент | Марка стали | Стандартный |
| Ø 5,5-6,5 | САЕ 1070, САЕ 1080 | САЕ Дж403 |
| Ассортимент | Марка стали | Стандартный |
| Ø 8,0-13,5 | САЕ 1010 | САЕ Дж403 |
RMZ Vertriebsgesellschaft mbH
Адрес: Reichsratsstrasse 11/3
1010 Вена, Австрия
Тел. : +43 1 402 68 11 — 0
: +43 1 402 68 11 — 0
Факс: +43 1 402 68 11 — 20
Электронная почта: [email protected]
Коммерческий регистр:
FN 220218A , коммерческий суд: Handelsgericht Wien
ИНН:
ATU53853209, налоговая инспекция: FA Wien I
Лист горячекатаный для Метизы-94.
В ЧП Метизы-94 можно купить Лист горячекатаный , выпускаемый металлургическими предприятиями Украины.
Соответствует ГОСТ и ТУ.
Так же поставляем горячекатаный нестандартный лист , лист сортовой для желающих снизить цену.
На лист горячекатаный , который вы решили купить у нас, вы получите сертификат качества.
Мы не поставляем лист горячекатаный на экспорт, как и не поставляем другие виды металлопроката.
Но мы экспортируем все металлические сетки и проволоки.
Мы доставим ваш лист стальной горячекатаный на любой склад Украины.
Работаем как с покупателями крупными партиями , так и с желающими купить лист горячекатаный в мелкими партиями .
Благодаря большому ассортименту, мы можем удовлетворить любого покупателя, так как кроме листа, у нас в наличии полный ассортимент металлопроката , проволока и металлическая сетка , непоседа и др.
Цена листа горячекатаного зависит от категории точности и марки стали, а также от срочности поставок и количества, которое вы планируете закупить.
Ассортимент листового металла, который вы можете купить в ЧП Метизы-94
Лист горячекатаный из углеродистой и низколегированной стали:
- Листовой прокат . Толщина листа до 3,9 мм, ширина 0,5 м и более.
Продукция поставляется в листах или рулонах. - Лист углеродистый ГОСТ 16523-97, ДСТУ 2834-94.

Лист из качественной стали 08, 10, 15, 20, кп/пс, 25, 30, 35, 40, 45, 50 и стали обыкновенной Ст1, 2, 3, 4 кп/пс/сп, Ст5пс /сп. - Лист из конструкционной низколегированной стали ГОСТ 17066-94.
Лист изготавливается из стали 14г2, 09г2, 09г2д, 12гс, 16гс, 17гс, 09г2с, 10г2с1, 09г2сд, 10г2с1д, 15гф, 14хгс, 10хснд, 15хснд, 10хндп, 10г2бд. - Толстый прокат . Толщина листа 4-160мм, ширина 0,5м и более. Продукция поставляется в листах или рулонах.
- Сталь листовая углеродистая обыкновенного качества ГОСТ 14367-89. Марка стали Ст1, 2, 3, 4 кп/пс/сп, Ст3Гпс, 3Гсп, Ст5пс/сп, Ст5Г пс, Ст6 пс/сп.
- Лист универсальный из конструкционной качественной стали ГОСТ 1577-81. Марка стали 08кп/пс, 10, 15, 20кп/пс, 10, 15, 20, 25, 45, 65Г.
- Лист для холодной штамповки ГОСТ 4041-71. Сталь марок 08, 10, 15, 20 кп/пс/сп, 25, 08ю, 08юА.
- Лист из стали повышенной прочности ГОСТ 19281-89.
 Сталь марки 09г2с, 09г2, 12гс, 16гс, 14г2.
Сталь марки 09г2с, 09г2, 12гс, 16гс, 14г2. - Лист для котлов и резервуаров, работающих под давлением ГОСТ 5520-79. Сталь 20к, 09г2с, 17гс, 12хм, 12х2мф.
- Лист из низколегированной конструкционной стали для строительства мостов ГОСТ 6713-75. Сталь 10ХСНД, 15ХСНД, 16Д.
Лист с ромбическим и чечевицеобразным гофром ГОСТ 8568-77. Размеры листа: ширина 600-2200мм, длина 1400-8000мм.
Протравленный лист.
Вопросы безопасности поставок горячекатаного листа
Даже если вы работали с поставщиком металлопроката, каждый раз не лишним будет проанализировать риски , которые могут возникнуть при закупке горячекатаного листа .
Это касается не только мелких предприятий, но и крупных производителей, учитывая искусственные банкротства и прочие ухищрения.
Вы получите ответов на большинство вопросов, связанных с безопасностью транзакции на этой странице .
Поставка горячекатаного листа.
Если вы сами покупаете лист горячекатаный в нашем регионе, то перед вами всегда стоит вопрос снижения транспортных расходов.
Здесь мы могли бы стать партнерами.
Ведь мы поставляем металлопродукцию по всей Украине, поэтому если вы позвоните и предложите нашему логисту вместе использовать автомобиль для доставки вашего горячекатаного листа в ваш город, то цена доставки значительно снизится как для вас, так и для нас.
Совместную поездку желательно планировать заранее.
Как купить лист горячекатаный в областных центрах.
Чем меньше областной центр, тем выше стоимость горячекатаного листа на местных металлобазах.
Это связано с высокой стоимостью доставки листа и низким спросом.
Поэтому мы предлагаем потребителям горячекатаного листа в областных центрах обращаться к нам напрямую и небольшое количество горячекатаного листа может быть дешевле купить в Метизе-94.
Особенно, если вас не теснят очереди, и вы ждете, пока сформируется сборная машина, проезжающая через ваш город.
При поставке в составе комбинированной машины стоимость доставки листа горячекатаного будет значительно ниже, чем при использовании Новой почты, Деливери, Ночного экспресса и других транспортных компаний.
Но если Вам срочно нужен горячекатаный лист, мы доставим его указанными выше перевозчиками.
ГОСТы
- • ГОСТ 10051-75. Электроды с металлическим покрытием для ручной дуговой наплавки верхних слоев со специальными свойствами.
- • ГОСТ 10052-75. Электроды с металлическим покрытием для ручной дуговой сварки суперлегированных сталей с особыми характеристиками (типы)
- • ГОСТ 10160-75. Прецизионные магнитомягкие сплавы (технические условия).
- • ГОСТ 10300-80. Заклепки с потайной головкой класса точности В и С. (технические условия).
- • ГОСТ 10301-80. Заклепки с полупотайной головкой класса точности В и С.
 (технические условия).
(технические условия). - • ГОСТ 10303-80. Заклепки с плоской головкой класса точности В и С. (технические условия).
- • ГОСТ 10304-80. Заклепки класса точности В и С. (технические условия).
- • ГОСТ 10160-75. Сплавы прецизионные магнитомягкие (технические условия)
- • ГОСТ 11371-78. Шайбы (технические условия)
- • ГОСТ 1144-80. Винты с полукруглой головкой (размеры и конструкции)
- • ГОСТ 1145-80. Винты с потайной головкой (размеры и конструкции).
- • ГОСТ 11850-72. Проволока стальная для эластичных колец (технические условия).
- • ГОСТ 12766.2-90. Изготовление стальной ленты из прецизионных сплавов с высоким электрическим сопротивлением. (технические условия).
- • ГОСТ 13552-81. Зубчатые приводные цепи. (технические условия).
- • ГОСТ 13568-97. Роликовые и наперстковые приводные цепи. (технические условия).
- • ГОСТ 1412-85. Чугун с пластинчатым графитом для литья.
 (бренды).
(бренды). - • ГОСТ 1415-93. Ферросилиций (технические требования и транспортное состояние).
- • ГОСТ 1491-80. Винты (размеры и конструкции).
- • ГОСТ 14954-80. Канат двойной свивки типа ЛК-Р конструкции 619(1+6+6/6)+77(1+6). (Ассортимент продукции).
- • ГОСТ 14955-77. Качественный круглый стальной стержень со специальной обработкой поверхности. (технические условия).
- • ГОСТ 14963-78. Пружинная проволока, легированная сталью. (технические условия).
- • ГОСТ 17305-91. Проволока изготовлена из конструкционной углеродистой стали. (технические условия).
- • ГОСТ 17473-80. Винты с полукруглой головкой классов точности А и В. (замеры и конструкции).
- • ГОСТ 17475-80. Винты с потайной головкой классов точности А и В.
- • ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. (технические условия).
- • ГОСТ 191-82. Планчатые* погрузочные цепи. (технические условия).
- • ГОСТ 22032-76.
 Резьбовые шпильки длиной 1d класса точности В. (замеры и конструкции).
Резьбовые шпильки длиной 1d класса точности В. (замеры и конструкции). - • ГОСТ 22034-76. Резьбовые шпильки длиной 1,25d класса точности В. (замеры и конструкции).
- • ГОСТ 22036-76. Резьбовые шпильки длиной 1,6d класса точности В. (замеры и конструкции).
- • ГОСТ 22037-76. Резьбовые шпильки длиной 1,6d класса точности А. (замеры и конструкции).
- • ГОСТ 22042-76. Шпильки для деталей с гладкими отверстиями класса точности В. (замеры и конструкции).
- • ГОСТ 22043-76. Шпильки для деталей с гладкими отверстиями класса точности А. (замеры и конструкции).
- • ГОСТ 2283-79. Лента холоднокатаная из инструментальной и пружинной стали. (технические условия).
- • ГОСТ 2284-79. Лента холоднокатаная из углеродистой конструкционной стали. (технические условия).
- • ГОСТ 2333-80. Проволока стальная (типы).
- • ГОСТ 23279-85. Сетка сварная армированная для железобетонных изделий и конструкций (общие технические условия).

- • ГОСТ 2688-80. Канат двойного плетения типа ЛК-Р конструкции 619(1+6+6/6)+1 (ассортимент).
- • ГОСТ 2715-75. Сетка металлическая (виды, основные характеристики и размеры).
- • ГОСТ 3070-88. Канат стальной двойного плетения типа ТК конструкции 619(1+6+12)+1, (ассортимент).
- • ГОСТ 3071-88. Канат стальной двойного плетения типа ТК конструкции 637 (1+6+12+18)+1, (ассортимент).
- • ГОСТ 3077-80. Канат стальной двойного плетения типа ЛК-О конструкции 619(1+9+9)+1, (ассортимент).
- • ГОСТ 3079-80. Канат стальной двойного плетения типа ТЛК-О конструкции 637(1+6+15+15)+1 (ассортимент).
- • ГОСТ 3081-80. Канат стальной двойного плетения типа ЛК-О конструкции 619(1+9+9)+77(1+6). (Ассортимент продукции).
- • ГОСТ 3282-74. Проволока стальная низкоуглеродистая общего назначения (технические условия).
- • ГОСТ 3560-73. Стальная упаковочная лента. (технические условия).
- • ГОСТ 3826-82.
 Сетка плетеная из стальной проволоки с квадратными ячейками. (технические условия).
Сетка плетеная из стальной проволоки с квадратными ячейками. (технические условия). - • ГОСТ 4267-78. Цепи роликовые длиннозвенные для элеваторов и транспортеров (технические условия).
- • ГОСТ 4986-79. Лента холоднокатаная из коррозионно- и жаростойкой стали (технические условия).
- • ГОСТ 50381. Лента холоднокатаная из малоуглеродистой стали (технические условия).
- • ГОСТ 5336-80. Сетка стальная одинарная плетеная (технические условия).
- • ГОСТ 588-81. Цепи буксировочные ламинированные (технические условия).
- • ГОСТ 5915-70. Гайки шестигранные класса точности В (размеры и конструкции).
- • ГОСТ 5916-70. Гайки шестигранные малой точности класса Б. (размеры и конструкции).
- • ГОСТ 5927-70. Гайки шестигранные класса точности А (размеры и конструкции).
- • ГОСТ 5929-70. Гайки шестигранные малой точности класса А (размеры и конструкции).
- • ГОСТ 5916-70. Гайки шестигранные повышенной точности класса А. (размеры и конструкции).
- • ГОСТ 6402-70. Пружинные шайбы (технические условия).
- • ГОСТ 6727-80. Проволока холоднокатаная из низкоуглеродистой стали для армирования железобетонных конструкций. (технические условия).
- • ГОСТ 6958-78. Шайбы с увеличенным наружным диаметром*. Классы точности А и С (технические условия).
- • ГОСТ 7372-79. Проволока стальная для производства канатов (технические условия).
- • ГОСТ 7417-75. Прутки стальные калиброванные круглые. (ассортимент продукции).
- • ГОСТ 7665-80. Канат стальной двойного плетения типа ЛК-3 конструкций 625(1+6; 6+12)+1 (ассортимент).
- • ГОСТ 7667-80. Канат стальной двойного плетения типа ЛК-3 конструкций 625(1+6; 6+12)+77(1+6) (ассортимент).
- • ГОСТ 7668-80. Канат стальной двойного плетения типа ЛК-РО конструкций 636(1+7+7/7+14)+1 (ассортимент).
- • ГОСТ 7669-80. Канат стальной двойного плетения типа ЛК-РО конструкций 636(1+7+7/7+14)+77(1+6) (ассортимент).
- • ГОСТ 7795-70. Болты с шестигранной уменьшенной головкой и конической головкой класса точности В (размеры и конструкции).
- • ГОСТ 7796-70. Болты с шестигранной головкой уменьшенного размера класса точности В (размеры и конструкции).
- • ГОСТ 7798-70. Болты с шестигранной головкой класса точности В (размеры и конструкции).
- • ГОСТ 7805-70. Болты с шестигранной головкой класса точности А (размеры и конструкции).
- • ГОСТ 792-67. Проволока низкоуглеродистая качественная (технические условия).
- • ГОСТ 8559-75. Пруток стальной калиброванный квадратный (номенклатура).
- • ГОСТ 8560-78. Прокат стальной калиброванный шестигранный. (ассортимент продукции).
- • ГОСТ 8787-68. Сталь полированная тянутая для ключей (ассортимент).
- • ГОСТ 9389-75. Низкоуглеродистая пружинная проволока (технические условия).
- • ГОСТ 9466-75. Электроды с металлическим покрытием для ручной дуговой сварки стали и наплавки. (классификация и общие технические условия.)
Как сделать призрак из проволочной сетки за 9 шагов
Детали проекта
Навыки
3 из 5
Умеренный
Вам понадобится терпение при работе с проволочной сеткой, которая имеет тенденцию скручиваться в том направлении, в котором она была скручена.
Стоимость
20 долларов США
Расчетное время
10 часов
Едва заметная проволочная сетка придает призрачному привидению правильный неземной вид. Есть много проб и ошибок в процессе защемления и стягивания шестиугольников проволоки, чтобы сформировать реалистичную форму, но, к счастью, этот податливый материал можно легко изменить в процессе работы. В этом проекте вы будете работать сверху вниз, начиная с головы.
Список вырезов
- Все детали вырезаны из рулона мелкоячеистой сетки шириной 36 дюймов и длиной 25 футов.
- Голова и плечи: одна размером 36 на 36 дюймов
- Торс и бедра: один на 36 дюймов, обрезанный по размеру (окружность плеч плюс 3 дюйма)
- Левый рычаг: один размером 12 на 36 дюймов
- Правая рука и икры: четыре на 12 дюймов на 18 дюймов
- Топор и ножки: три по 12 дюймов на 12 дюймов
Как сделать привидение из проволочной сетки за 9 шагов
1. Начните с формирования головы
Расположите кусок проволоки над формой для парика, миской или вазой, чтобы сформировать голову. Руками сожмите и сожмите проволоку, придав ей выпуклую форму для макушки.
По мере продвижения вниз скрепляйте шестигранники плотнее и прочнее вместе, где это необходимо, используя острогубцы для обжима провода. Продолжайте, пока не получите колоколообразную форму, которая простирается чуть ниже носа.
2. Сожмите проволоку, чтобы создать подбородок, шею и лицо
Чтобы сформировать подбородок, шею и лицо, начните с зажимания шестиугольников, чтобы сформировать заостренную часть подбородка. Используйте ножницы для проволоки по мере необходимости, чтобы обрезать проволоку по кривой, примерно повторяющей линию челюсти, чтобы вы могли согнуть и перекрыть проволоку внизу, чтобы обозначить подбородок и шею.
Для затылка и затылка закрепите проволоку вертикально и слегка перекройте детали, чтобы получился шов, контурирующий и сужающий эту область. Продолжайте формировать проволоку пальцами, чтобы сформировать нос, губы, подбородок и шею. Теперь у вас будет голова и шея, «выходящие» из несколько плоского основания из проволочной сетки.
3. Отрежьте проволоку, чтобы создать плечи
Повернув голову к себе, отрежьте проволоку с каждой стороны, где будут проходить плечи, на расстоянии примерно 6 дюймов от головы.
Сделайте надрезы близко к углам шестиугольников, что создаст более длинные зубцы на сторонах разреза, которые позже можно будет использовать для прикрепления деталей. Сложите клапаны внахлест, чтобы сформировать плечи и верхнюю часть туловища, и закрепите их, используя штыри обрезанной проволоки.
4. Сформируйте туловище и бедра
Сформируйте из проволоки цилиндр, перекрывая концы примерно на 3 дюйма, чтобы получились туловище и бедра. Прикрепите это к основанию плеч; обрежьте проволоку по краям, если это необходимо, чтобы скрепить две части вместе.
Осмотрите своего призрака, чтобы решить, где должна быть талия, и сформируйте проволоку вручную, чтобы сформировать ее. Создайте бедра, надрезав проволоку вертикально по центру спереди и сзади вдоль «внутреннего шва»; согните и закрепите каждую сторону в бедрах.
5. Создайте и придайте форму рукам
Формируйте руки по одной. Чтобы создать прямую левую руку, сформируйте из проволоки цилиндр, как вы сделали с туловищем, но слегка перекрывайте кусок под углом, так вы сформируете более толстое плечо и более тонкое предплечье.
Для правой согнутой руки сформируйте больший цилиндр из одной части и меньший из другой; соедините их вместе под углом примерно 120 градусов, чтобы сформировать локоть. Прикрепите каждую руку к туловищу; вам, возможно, придется отрезать немного проволоки возле подмышек, чтобы сделать это. Пальцами обведите проволоку, чтобы она больше походила на руки, с локтями, запястьями и кистями. (Бонусные баллы, если вы сделаете пальцы!)
6. Изготовьте и прикрепите нижние части ног
Чтобы нижние части ног образовали цилиндры из кусочков проволоки; прикрепите к бедрам под углом, чтобы сформировать колени. Наклоните ноги так, чтобы казалось, что ваш призрак вышел на прогулку.
7. Сформируйте ножки
Сформируйте цилиндры из кусочков проволоки, чтобы сделать ножки. Слегка приплюсните цилиндры, чтобы получились подошвы на дне, и закрепите один конец каждого из них, чтобы получились пальцы. Прикрепите стопы к икрам.
8. Изготовление топора
Чтобы сделать топор, сложите кусок проволоки пополам так, чтобы его размеры составляли 12 дюймов на 6 дюймов. На открытой стороне прямоугольника отрежьте часть проволоки размером примерно 4 дюйма на 8 дюймов, оставив оставшуюся часть в виде топора. Наложите проволоки вдоль швов, чтобы закрепить их и укрепить рукоятку и лезвие топора. Прикрепите ручку к правой руке вашего призрака, сгибая и очерчивая руку по мере необходимости.
