Характеристика электродов: типы, характеристики, какие лучше, производители
Содержание
Характеристики электродов ОЗС-12 | Статьи «Центр Метиз»
Скачать прайс-лист
03.07.20
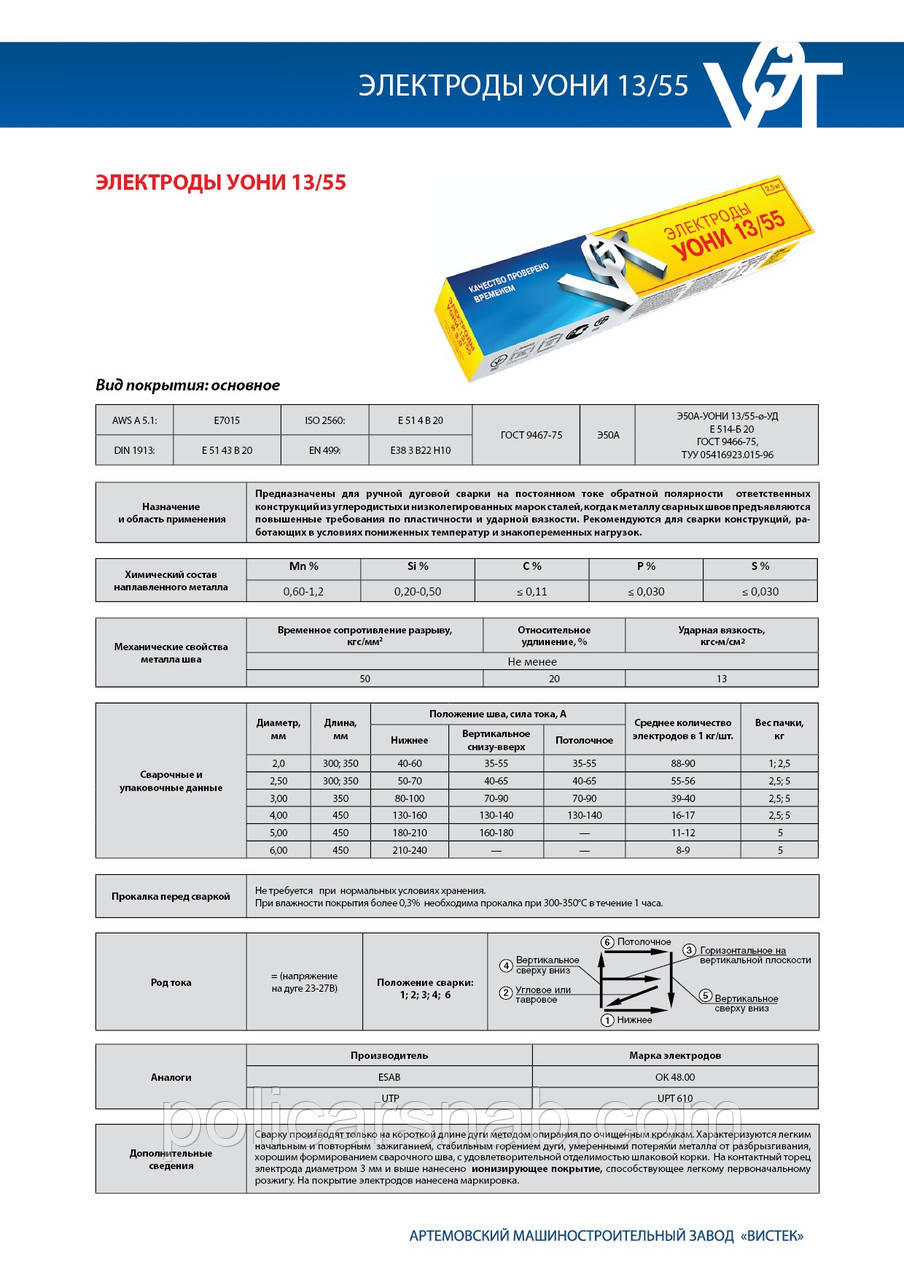
Сварочные электроды ОЗС-12 позволяют варить углеродистые и низколегированные стали – конструкционные и инструментальные. Они хорошо знакомы и профессиональным сварщикам и тем, кто использует их в быту. Благодаря электродам получают пластичный шов повышенной прочности в особо ответственных конструкциях – трубопроводах и резервуарах, строительных каркасах, в подъемном, котельном, металлургическом и другом оборудовании.
Что означает маркировка электродом ОЗС-12
Аббревиатура ОЗС расшифровывается следующим образом:
- О – опытный;
- З – завод;
- С – строительные;
- 12 – номер марки.
Электроды были разработаны в 70-х годах в Институте электросварки – подразделении Академии наук Украинской ССР. Целью специалистов было создание изделий, не уступающих по своим характеристикам стержням с покрытием основного типа, но при этом превосходящих их в отношении экологичности. Задача была успешно решена, после проведения многочисленных испытаний с конца 70-х электроды стали активно использоваться в советской промышленности и в быту.
Задача была успешно решена, после проведения многочисленных испытаний с конца 70-х электроды стали активно использоваться в советской промышленности и в быту.
Электроды ОЗС-12 – описание
Электроды для сварки ОЗС-12 получают из углеродистой проволоки Св-08 и Св-08А (повышенной чистоты относительно серы и фосфора). На стержни наносится толстый слой обмазки, в составе которого 92–95% рутила – природного минерала в виде диоксида титана (TiO2). Он выполняет сразу несколько важных функций:
- обеспечивает хорошее зажигание и стабильное горение дуги;
- выделяет шлаки, защищающие сварочную ванну от воздействия атмосферы;
- химически связывает окислы металла, препятствуя его окислению в области шва.
Те же защитные, а также легирующие функции выполняют содержащиеся в обмазке ферриты – такие, как ферромарганец. Карбонаты (например, СаСО3) способствуют образованию защитного газа вокруг ванны и, как и рутил, стабилизируют горение электродуги.
Двуокись титана обладает еще одним незаменимым для сварки свойством. Благодаря высокой химической инертности материала в процессе работ выделение вредных для здоровья и экологии газов сведено к минимуму.
Технические характеристики электродов ОЗС-12
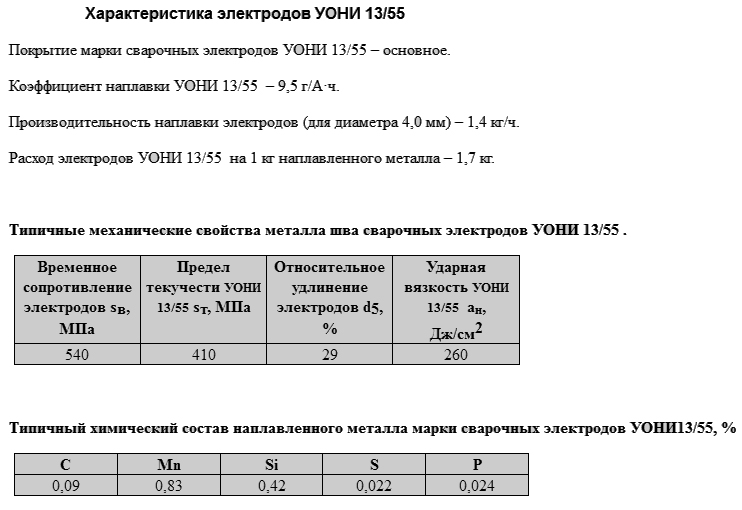
- Временное сопротивление металла шва разрыву – 490 МПа.
- Предел текучести – 420 МПа.
- Относительное удлинение – 22%.
- Ударная вязкость (при t=20°C) – 137 Дж/см2.
- Коэффициент наплавки – не менее 8,5 г/А·ч.
- Производительность (при d 4 мм) – 1,2 кг/ч.
- Расход на 1 кг наплавленного металла – 1,7 кг.
Особенности сварки
Допустимое содержание влаги в покрытии – не более 0,7%. Превышение показателей может привести к наводороживанию металла шва и потере необходимой ударной вязкости и пластичности. Поэтому перед сваркой стержни прокаливают в течение получаса при температуре 150–180 °C.
- Сваривать детали можно как на средней, как и на удлиненной дуге, не опасаясь образования пор в металле шва.

- Шов на детали может занимать любое пространственное положение, включая вертикальное на спуск.
- Допустима сварка как трансформатором (переменный ток), так и инвертором (постоянный обратной полярности).
Электроды ОЗС-12 чувствительны к высоким температурам – при прокалке нужно строго соблюдать рекомендуемые выше значения, чтобы не испортить покрытие. То же относится к режиму сварки: если сила тока превышает рекомендуемую, в металле соединения могут образоваться поры.
Преимущества электродов ОЗС-12
Благодаря нескольким важным плюсам, электроды для сварки ОЗС-12 считаются одними из самых универсальных. Перечислим основные достоинства.
- Рутиловое покрытие обеспечивает минимальное выделение токсичных веществ при выполнении работ.
- Благодаря обмазке (TiO2 – хороший проводник) легкий первый и повторный поджиг, устойчиво горит электродуга.
- Сварку можно выполнять током любого рода и в любом пространственном положении, что позволяет монтировать сложные конструкции непосредственно на стройплощадке.

- Даже при наличии окалины или следов окисления на участке соединения в металле получаемого шва не образуются поры.
- Сваривать детали можно электродами с малым диаметром при низких и предельно низких токах – компактным инвертором или трансформатором от бытовой сети.
- Помимо стыковых соединений, электроды отлично справляются и с тавровыми, позволяя получить аккуратный вогнутый шов; также ими легко устанавливать прихватки.
Металл получаемого соединения демонстрирует высокую стойкость к усталости в условиях постоянных нагрузок в области сварного шва. В этом отношении марка ОЗС-12 превосходит многие электроды с основным и кислым покрытием аналогичного назначения.
Области использования
Электроды ОЗС-12 используется для сварки ответственных конструкций, рассчитанных на высокие нагрузки.
- Трубопроводы в нефтяной, нефтехимической, газовой отраслях и в коммунальном хозяйстве.
- Газгольдеры, резервуары на нефтехранилищах.
- Котельное оборудование.
- Подъемно-транспортные машины и устройства (конвейеры, краны, лифты, лебедки, тали и т. д.).
Особенно эффективны изделия этой марки при монтаже строительных конструкций: они обеспечивают качественную сварку тавровых соединений.
Известные производители
На российском рынке представлена электроды как отечественного, так и зарубежного производства. Выпускаются ОЗС-12 по ГОСТ 9466-75, 9467-75.
В течение многих лет электроды этой марки производит Магнитогорский электродный завод, основанный в 1949 г. Изделия МЭЗ сертифицированы Национальным агентством контроля сварки, Российским речным Регистром, аттестованы с допуском для сварки различных групп технических устройств опасных производственных объектов.
Под маркой «ТИГАРБО» с 1999 года их выпускает расположенный в городе Каменск-Шахтинский завод «КОМС-Экспорт» (Ростовская область). Под брендом «МОНОЛИТ» они производятся Светлогорским заводом сварочных электродов (СЗСЭ, Республика Беларусь).
Также в ряду производителей электродов: старейшее московское профильное предприятие – завод «Спецэлектрод», ООО «Ярославское электродно-метизное производство» (бренд ЯрЭЛ), шведский концерн ESAB, имеющий сегодня несколько производственных площадок и в России, другие российские и зарубежные компании.
Смотрите также
Отзывы
Оставить отзыв
< Вернуться к списку статей
Назначение и характеристика электродов
Лучшее предложение
Загрузите ваш запрос цен на товары в формате exel и получите 5 самых выгодных предложений от поставщиков по каждому товару.

5 июля 2017
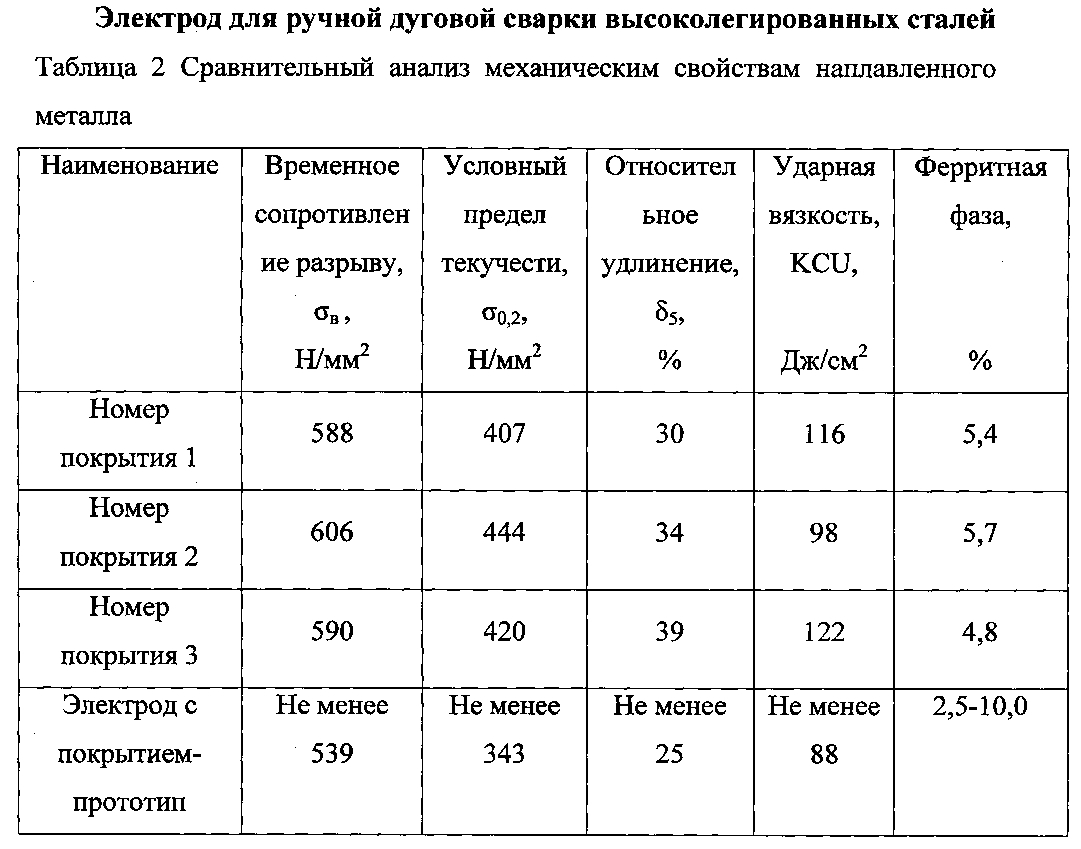
Электроды используют для подвода электричества в рабочую зону дуговой электрической печи. Электроды должны обладать большой электрической проводимостью, механической стойкостью, они также должны иметь повышенную термостойкость, и небольшую цену. Перечисленным условиям соответствуют электроды на основе углеродистых материалов.
По итогам рассмотрения главных характеристик разнообразных электродов (таблица 2) можно сказать, что должно быть отдано предпочтение электродам на основе графита, а качество самоспекающихся электродов приближено к качеству электродов на основе углерода. В процессе создания электростали графитированные электроды носят название графитовые.
Плюсы графитовых электродов настолько весомы, что, невзирая на их дороговизну, ими пользуются производства, на которых установлены электросталеплавильные средние и крупные печи. Графитовые электроды производят диаметром от 75 до 555 мм со значениями допустимой плотности тока в соответствии с (ГОСТ 4426—71):
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В определенных ситуация изготавливают электроды диаметра 610, 710 мм и выше. В производстве нередко достигается достаточно повышенная рабочая плотность тока на электродах. Затраты электродов в таком случае увеличиваются.
В производстве нередко достигается достаточно повышенная рабочая плотность тока на электродах. Затраты электродов в таком случае увеличиваются.
Таблица 2 – Основные параметры разнообразных электродов
|
|
|
|
|
|
|
|
| ||
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* Числитель – результаты технологических испытаний; знаменатель – данные для рабочего конца электрода.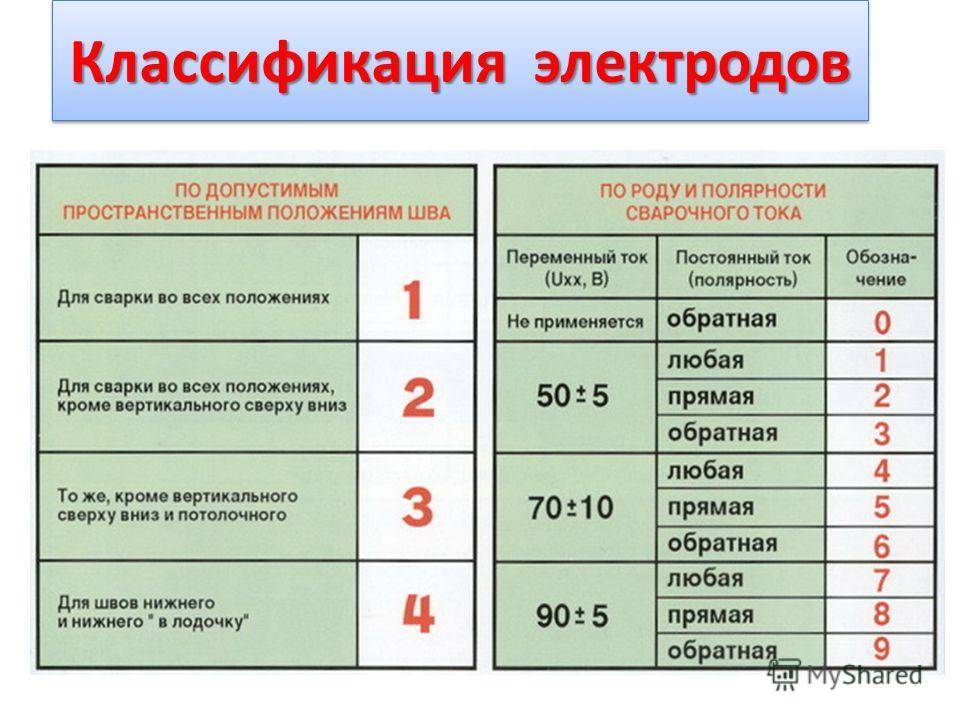
На электрод в процессе плавки оказывается механическое влияние, часто направленное под углом к оси электрода, и вследствие этого у него должна быть большая механическая стойкость. Высокая пористость (низкая плотность) электрода приводит к сильному его окислению при высокой температуре. Электроды на основе угля по ГОСТ 4425—72 производят диаметром от 100 до 750 мм, и оптимальная плотность на них достигает 7—12 А/см2.
В ферросплавном производстве обширно пользуются электродами с самоспекающимися свойствами, которые являются заменой угольным и графитовым электродам там, где допускается небольшое науглероживание сплава и разбавление его железом. Электроды на основе угля используются при создании кристаллического кремния, а графитовые в процессе изготовления феррохрома с отсутствием углерода, металлических хрома и марганца. В основном промышленность пользуется электродами круглого типа с самоспекающимися свойствами и диаметром 2000 мм и плоскими электродами с самоспекающимися свойствами и размером до 3200*800 мм. Значения допустимой рабочей плотности электрода с самоспекающимися свойствами достигают 5—8,5 А/см2 (верхняя граница имеет отношение к малым электродам).
Значения допустимой рабочей плотности электрода с самоспекающимися свойствами достигают 5—8,5 А/см2 (верхняя граница имеет отношение к малым электродам).
Влияние характеристик электродов на электрокортикографию (ЭКоГ)
. 2011;2011:3083-6.
doi: 10.1109/IEMBS.2011.6090842.
Брайан Водлингер
1
, Алан Д. Дегенхарт, Дженнифер Л. Коллинджер, Элизабет С. Тайлер-Кабара, Вэй Ван
принадлежность
- 1 Лаборатория реабилитации человека и нервной инженерии, факультет физической медицины и реабилитации, Университет Питтсбурга, США. [email protected]
PMID:
22254991
DOI:
10.
 1109/IEMBS.2011.6090842
1109/IEMBS.2011.6090842
Брайан Водлингер и др.
Annu Int Conf IEEE Eng Med Biol Soc.
2011.
. 2011;2011:3083-6.
дои: 10.1109/ИЭМБС.2011.6090842.
Авторы
Брайан Водлингер
1
, Алан Д. Дегенхарт, Дженнифер Л. Коллинджер, Элизабет С. Тайлер-Кабара, Вэй Ван
принадлежность
- 1 Лаборатория реабилитации человека и нервной инженерии, факультет физической медицины и реабилитации, Университет Питтсбурга, США. [email protected]
PMID:
22254991
DOI:
10.
 1109/IEMBS.2011.6090842
1109/IEMBS.2011.6090842
Абстрактный
Электрокортикография (ЭКоГ), используемая в клинической практике после пионерской работы Пенфилда и Джаспера в 1950-х годах, недавно была исследована как многообещающая технология взаимодействия мозг-компьютер. Многие исследователи пытались проанализировать свойства записей ЭКоГ, в том числе предсказать оптимальное расстояние между электродами и улучшить разрешение, ожидаемое при использовании электродов меньшего размера. В данной работе аналитическая модель объемного проводника применяется для исследования поля чувствительности электродов различных размеров. Преимущество в пространственном разрешении было минимальным для электродов размером менее ~ 1 мм, в то время как электроды меньшего размера вызывали резкое снижение отношения сигнал / шум. Временная корреляция между парами электродов прогнозируется для диапазона расстояний и сравнивается со значениями корреляции из серии записей у субъектов, находящихся под наблюдением по поводу трудноизлечимой эпилепсии. Обнаружено, что наблюдаемые корреляции намного выше, чем предсказывает аналитическая модель, и предполагают, что для определения подходящего интервала сетки ЭКоГ необходима более подробная модель корковой активности.
Обнаружено, что наблюдаемые корреляции намного выше, чем предсказывает аналитическая модель, и предполагают, что для определения подходящего интервала сетки ЭКоГ необходима более подробная модель корковой активности.
Похожие статьи
Запись электрокортикографических (ЭКоГ) сигналов человека для нейробиологических исследований и функционального картирования коры головного мозга в режиме реального времени.
Хилл, Нью-Джерси, Гупта Д., Бруннер П., Гундуз А., Адамо М.А., Ритаччо А., Шалк Г.
Хилл, штат Нью-Джерси, и др.
J Vis Exp. 2012 26 июня;(64):3993. дои: 10.3791/3993.
J Vis Exp. 2012.PMID: 22782131
Бесплатная статья ЧВК.Локализация глубокой мозговой активности с помощью скальповой и субдуральной ЭЭГ.
Фахими Хназаи М., Виттевронгель Б.
 , Хачатрян Э., Либерт А., Карретт Э., Дауве И., Меурс А., Бун П., Ван Руст Д., Ван Халле М.М.
, Хачатрян Э., Либерт А., Карретт Э., Дауве И., Меурс А., Бун П., Ван Руст Д., Ван Халле М.М.Фахими Хназаи М. и др.
Нейроизображение. 2020 дек;223:117344. doi: 10.1016/j.neuroimage.2020.117344. Epub 2020 6 сентября.
Нейроизображение. 2020.PMID: 32898677
Картирование активности мозга с помощью электрокортикографии: свойства разрешения и надежность обратных решений.
Тодаро К., Марцетти Л., Вальдес Соса П.А., Вальдес-Эрнандес П.А., Пиццелла В.
Тодаро С. и соавт.
Мозг Топогр. 2019 июль; 32 (4): 583-598. doi: 10.1007/s10548-018-0623-1. Epub 2018 23 января.
Мозг Топогр. 2019.PMID: 29362974
Разработка объемных моделей проводников и источников для локализации эпилептических очагов.
Фукс М., Вагнер М., Кастнер Дж.
Фукс М.
 и соавт.
и соавт.
Дж. Клин Нейрофизиол. 24 апреля 2007 г. (2): 101–19. doi: 10.1097/WNP.0b013e318038fb3e.
Дж. Клин Нейрофизиол. 2007.PMID: 17414966
Обзор.
Высокочастотные гамма-колебания и картирование головного мозга человека с помощью электрокортикографии.
Крона Н.Е., Синай А., Корженевская А.
Кроун Н.Э. и соавт.
Прог Мозг Res. 2006;159:275-95. doi: 10.1016/S0079-6123(06)59019-3.
Прог Мозг Res. 2006.PMID: 17071238
Обзор.
Посмотреть все похожие статьи
Цитируется
Возможности речевого интерфейса мозг-компьютер с использованием хронической электрокортикографии.
Раббани К., Милсап Г., Кроун Н.Е.
Раббани К. и др.
Нейротерапия. 2019 Янв; 16 (1): 144-165. doi: 10.1007/s13311-018-00692-2.
doi: 10.1007/s13311-018-00692-2.
Нейротерапия. 2019.PMID: 30617653
Бесплатная статья ЧВК.Обзор.
Декодирование внутренней речи с помощью электрокортикографии: прогресс и проблемы на пути к речевому протезу.
Martin S, Iturrate I, Millán JDR, Knight RT, Pasley BN.
Мартин С. и др.
Фронтальные нейроски. 2018 21 июня; 12:422. дои: 10.3389/fnins.2018.00422. Электронная коллекция 2018.
Фронтальные нейроски. 2018.PMID: 29977189
Бесплатная статья ЧВК.Обзор.
Качество сигналов одновременно регистрируемых эндоваскулярных, субдуральных и эпидуральных сигналов сопоставимо.
John SE, Opie NL, Wong YT, Rind GS, Ronayne SM, Gerboni G, Bauquier SH, O’Brien TJ, May CN, Grayden DB, Oxley TJ.
Джон С.Э. и др.
Научный представитель 2018 г.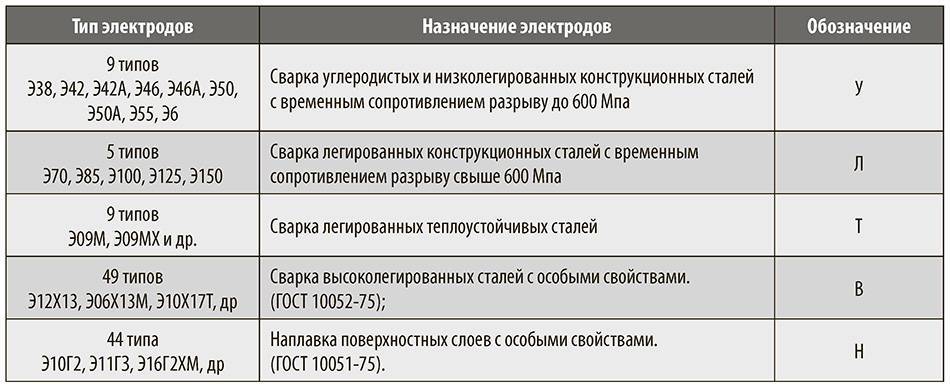 30 мая; 8 (1): 8427. дои: 10.1038/s41598-018-26457-7.
30 мая; 8 (1): 8427. дои: 10.1038/s41598-018-26457-7.
Научный представитель 2018.PMID: 29849104
Бесплатная статья ЧВК.Запись ЭКоГ с высоким пространственно-временным разрешением соматосенсорных вызванных потенциалов с помощью гибких массивов микроэлектродов.
Кайдзю Т., Дои К., Йокота М., Ватанабэ К., Иноуэ М., Андо Х., Такахаши К., Ёсида Ф., Хирата М., Судзуки Т.
Кайдзю Т. и др.
Передние нейронные цепи. 2017 11 апр;11:20. дои: 10.3389/fncir.2017.00020. Электронная коллекция 2017.
Передние нейронные цепи. 2017.PMID: 28442997
Бесплатная статья ЧВК.Быстрые изменения настройки слуховой коры человека улучшают разборчивость речи.
Holdgraf CR, de Heer W, Pasley B, Rieger J, Crone N, Lin JJ, Knight RT, Theunissen FE.
Holdgraf CR и соавт.

Нац коммун. 2016 20 декабря; 7:13654. дои: 10.1038/ncomms13654.
Нац коммун. 2016.PMID: 27996965
Бесплатная статья ЧВК.
Просмотреть все статьи «Цитируется по»
Типы публикаций
термины MeSH
Грантовая поддержка
- R01 NS050256/NS/NINDS NIH HHS/США
- 5 UL1RR024153/RR/NCRR NIH HHS/США
- 3R01NS050256-05S1/NS/NINDS NIH HHS/США
Ионно-сольватная структура и аккумуляторные электродные характеристики негорючих органических электролитов на основе трис(трифторэтил)фосфата, растворяющих соли лития
Ионно-сольватная структура и аккумуляторные электродные характеристики негорючих органических электролитов на основе трис(трифторэтил)фосфата, растворяющих соли лития†
Янко Маринов
Тодорова, и
Кента
Фуджи, и
Нобуко
Йошимото, и
Дайсукэ
Хираяма, б
Масахиро
Аоки, б
Хидеюки
Мимура б
и
Масаюки
Морита
* и
Принадлежности автора
*
Соответствующие авторы
и
Высшая школа наук и технологий для инноваций, Университет Ямагути, 2-16-1 Токивадай, Убэ, Япония
Электронная почта:
morita@yamaguchi-u.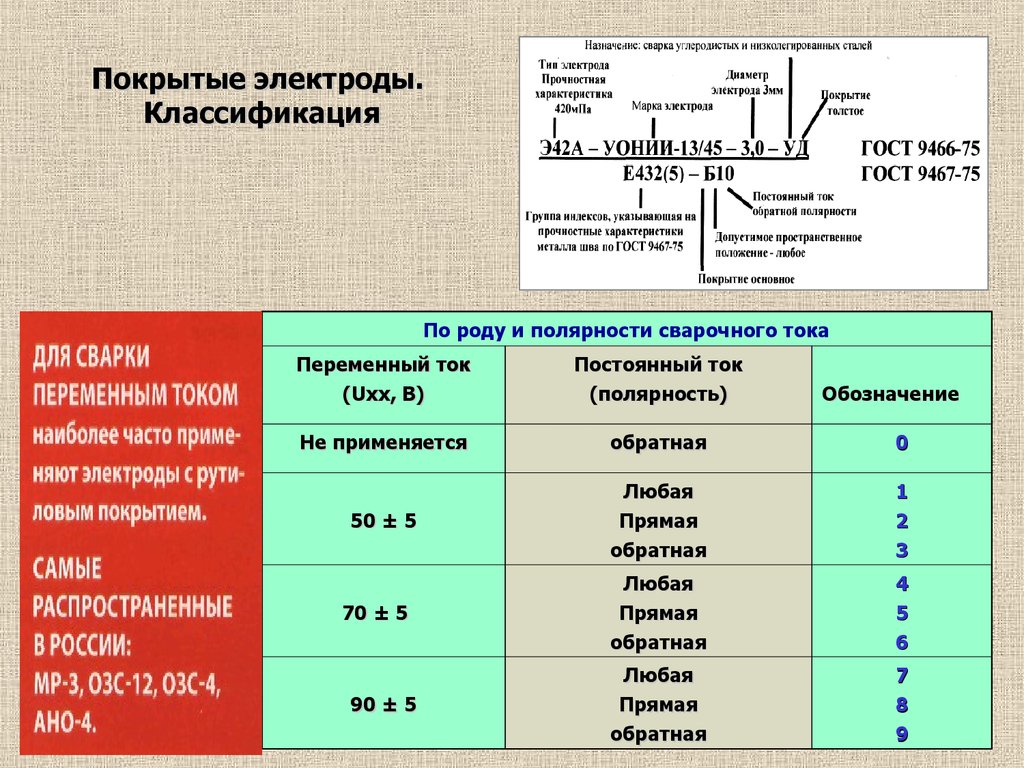 ac.jp
ac.jp
б
TOSOH FINECHEM CORPORATION, 4988, Kaisei-cho, Shunan 745-0006, Japan
Аннотация
Структура и свойства растворов солей лития на основе растворителя трис(2,2,2-трифторэтил)фосфата (TFEP) были изучены с целью разработки более безопасной электролитной системы для крупногабаритных литий-ионных аккумуляторов. Исследовано влияние ионной структуры на поляризационные свойства положительного электрода LiCoO 2 (LCO). Ионная проводимость и вязкость раствора, состоящего из солей лития, растворенных в ТФЭП, LiX/ТФЭП (X = PF 6 , BF 4 и TFSA) (TFSA = (CF 3 SO 2 ) 2 Н), были измерены.