Неисправности инверторов сварочных: Основные причины и виды поломок сварочных инверторов
Содержание
Основные причины и виды поломок сварочных инверторов
Появление инверторов стало настоящим прорывом в области сварочной техники. От классических аппаратов они отличаются компактностью, малым весом, бесшумностью и возможностью получать швы высокого качества даже при минимальном опыте работы сварщика. На сегодняшний день именно инверторы считаются лучшим приобретением как для бытового, так и для профессионального применения. Однако, несмотря на все свои достоинства, даже такая техника периодически ломается.
Принцип работы и основные составные части сварочных инверторов
Сварочные инверторы, в отличие от классических аппаратов, классифицируются не как электротехнические, а как электронные устройства. В них реализуется другой принцип преобразования электрического сигнала (и свои характеристики сигнал меняет несколько раз). Сначала переменный электрический ток выпрямляется с помощью полупроводников и становится постоянным. Затем для дополнительного сглаживания он пропускается через фильтр. На следующем этапе сигнал поступает в транзисторный инвертор (другое его название – модулятор) и опять преобразуется в переменный токс частотой порядка 100 кГц. После этого он проходит через трансформатор, понижающий напряжение и повышающий силу тока. Далее сигнал поступает в высокочастотный фильтр и на последнем этапе – в выпрямитель.
На следующем этапе сигнал поступает в транзисторный инвертор (другое его название – модулятор) и опять преобразуется в переменный токс частотой порядка 100 кГц. После этого он проходит через трансформатор, понижающий напряжение и повышающий силу тока. Далее сигнал поступает в высокочастотный фильтр и на последнем этапе – в выпрямитель.
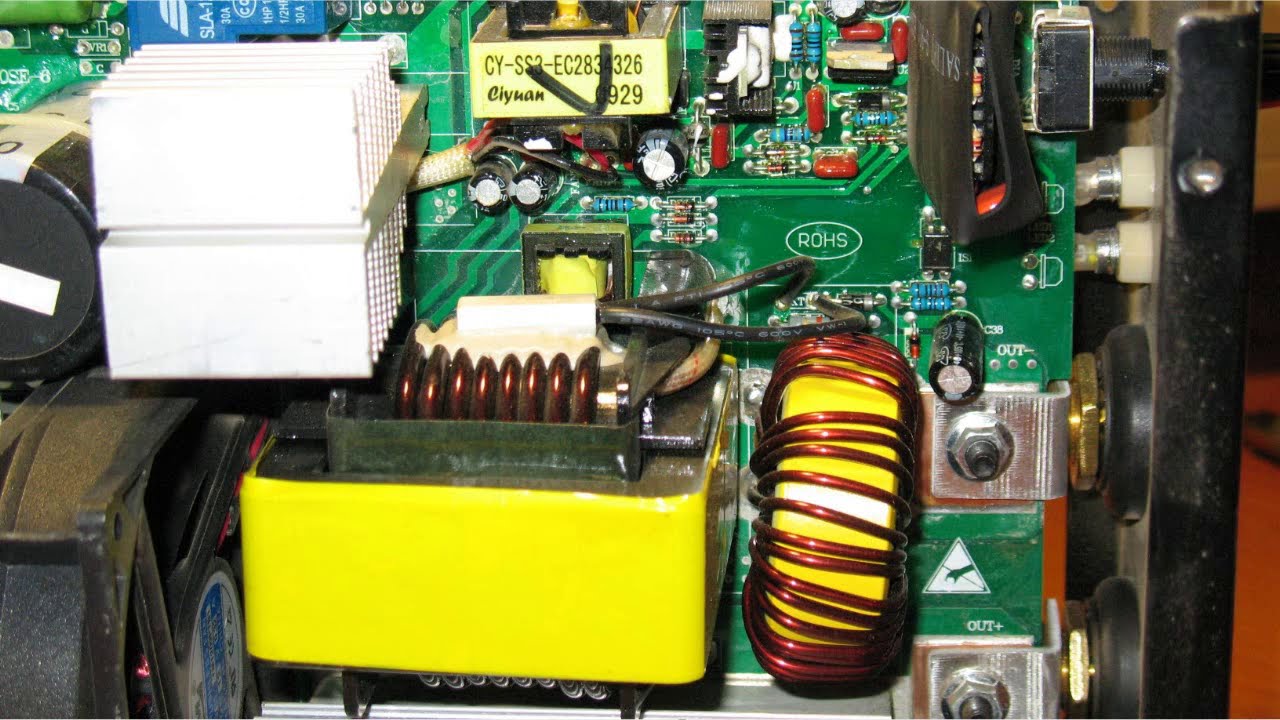
Применение высокочастотных преобразователей позволило снизить вес и размеры сварочных аппаратов. Электронная «начинка» дает возможность с высокой точностью регулировать и поддерживать на необходимом уровне параметры электрической дуги. Основными элементами инверторов являются диодные мосты, транзисторы (MOSFET или IGBT) и платы управления. Они делают конструкцию устройств достаточно сложной, но удобной в использовании. Для поддержания высоких эксплуатационных качеств аппаратов используются электронные системы управления и контроля работы мощных транзисторов, параметров питающей сети и выходного тока.
Компактный сварочный инвертор
Полупроводниковые приборы стали применяться в электронных устройствах еще в 60-х годах ХХ века.Немногим позднее был разработан и опробован на практике тиристорный импульсный преобразователь напряжения, предназначенный для проведения сварочных работ. По сути, он и являлся первым сварочным инвертором.
Почему ломаются инверторы?
Все поломки сварочных инверторов могут возникать по трем причинам:
- Вследствие нарушения технологии выполнения сварки. В данном случае превышается расчетное время непрерывной работы устройства, указанное в его паспорте (ПВ). В результате аппарат перегревается и повышается риск выхода из строя его трансформатора или электронных элементов.
- Из-за неправильного выбора места выполнения работ. При этом внутрь инвертора может попадать влага или большое количество строительной пыли с включениями металла, к которым аппараты этого типа очень чувствительны (это главное из немногочисленных слабых мест инверторов). Итогом с высокой вероятностью может стать выход из строя электронных плат.
- По причине поломки охлаждающего вентилятора.
 Ее причиной, в свою очередь, может быть заводской брак или ненадлежащие условия эксплуатации инвертора.
Ее причиной, в свою очередь, может быть заводской брак или ненадлежащие условия эксплуатации инвертора.
Электронная «начинка» сварочного инвертора
Основные виды поломок сварочных инверторов
Можно выделить несколько наиболее часто встречающихся видов поломок инверторных сварочных аппаратов:
- Самопроизвольное отключение аппарата. Его причиной чаще всего является пробой конденсаторов, замыкание витков катушек трансформатора или проводов. От окончательного выхода из строя устройство спасает вовремя срабатывающая защита, которая его отключает. Следует отметить, что самопроизвольное отключение не обязательно является следствием поломки. Защита может сработать при перегреве инвертора, которому просто требуется своевременный отдых.
- Отсутствие дуги при включенном аппарате. В данном случае возможно повреждение кабелей или их ненадежное подключение.
- Залипание электрода. Причин этого может быть несколько: низкое напряжение в сети, неудовлетворительная подготовка (зачистка) свариваемых поверхностей, использование удлинителя большой длины (более 40 м) или малого сечения (меньше 2,5 мм2).

- Неустойчивое горение дуги и повышенное разбрызгивание металла. Чаще всего причиной этого является неправильный выбор силы сварочного тока.
- Повышенное потребление электроэнергии при отсутствии нагрузки. Такое возможно в результате замыкания витков катушек трансформатора. В этом случае он нуждается в восстановлении изоляции, перемотке или замене.
- Обрыв сварочной дуги и невозможность ее повторного зажигания. Причиной может быть замыкание проводов или пробой обмотки высокого напряжения трансформатора.
- Нарушение точности регулировки сварочного тока. Это может происходить из-за ухудшения подвижности вторичных катушек трансформатора при скоплении в нем пыли или мусора либо неисправности регулирующего винта.
- Повышенный шум во время работы трансформатора и нагрев последнего. Причин такой ситуации может быть несколько: выход из строя крепления сердечника трансформатора, ослабление болтов, стягивающих листы магнитопровода, или перегрузка трансформатора.

Ремонт сварочного инвертора
Заключение
Инверторы обоснованно считаются надежной и функциональной сварочной техникой, но несколько слабых мест у них все же есть. Одним из них можно назвать их электронные компоненты. Они делают аппараты чрезвычайно удобными и эффективными, но одновременно уязвимыми перед водой и строительной пылью. Для обеспечения длительного срока службы, инверторные устройства необходимо оберегать от влаги и пыли.
Вторым слабым местом аппаратов являются охлаждающие вентиляторы. В случае их поломок инверторы будут перегреваться с последующим возможным выходом из строя.
Поделитесь с друзьями:
неисправности и способы их устранения
Причины сбоев в работе и выхода из строя сварочных инверторов. Распространенные неисправности и их устранение. Почему ремонт инверторных источников сварочного тока лучше доверить специалисту.
Инверторы для сварки сегодня пользуются спросом. Они компактны, удобны в транспортировке, просты в настройке. Отлично подходят для бытового использования, применяются также на производстве. Способствуют быстрому зажиганию дуги, отдают стабильный ток, позволяющий сформировать качественный и аккуратный шов. Однако инвертор, как и любая техника, может выйти из строя раньше отведенного производителем срока службы. В первую очередь
из-за отсутствия надлежащего обслуживания, нарушения условий эксплуатации.
Некоторые неисправности вполне реально устранить самостоятельно, большинство же требуют профессионального подхода. Инвертор – устройство, в котором довольно-таки сложная электроника.
Причины нестабильной работы или поломки инверторного источника сварочного тока
Есть масса причин выхода из строя сварочного аппарата.
Перечислим наиболее распространенные:
- Отсутствие обслуживания;
- Неправильная эксплуатация;
- Перепады напряжения в сети;
- Работа аппарата в сильно запыленной или влажной среде;
- Механические воздействия.

Очень часто возникают такие неисправности, как нестабильность сварочной дуги, сильное разбрызгивание металла, прилипание электрода к металлу, невозможность включить аппарат, самопроизвольное отключение, некорректное регулирование тока и большое энергопотребление.
При сбоях в работе аппарата лучше всего доверить ремонт специалисту. Потому что без знаний в электротехнике, опыта восстановления работоспособности, без специальных инструментов для электродиагностики не обойтись. Самостоятельный ремонт может обернуться серьезными последствиями, в том числе поражением электрическим током. Когда дело касается электрического оборудования, без знаний и опыта производить ремонт точно не следует.
Устранение неисправностей
Итак, довольно-таки распространённая проблема: инвертор не включается. Возможно, сработала тепловая защита, если аппарат ранее работал. Проверьте датчик перегрева. Дайте остыть устройству и снова попробуйте включить.
Если дело не в этом, проверьте напряжение в сети. Для бытовых устройств норма 220 В. С сетью все в порядке – не исключено, что произошло внутреннее короткое замыкание. В таком случае – только профессиональный ремонт.
Инвертор постоянно перегревается – убедитесь, что работает внутри вентилятор охлаждения, вентиляционные отверстия открыты. Проведите обслуживание сварочного оборудования по всем правилам, обязательно удалив посторонние включения внутри корпуса, пыль и грязь.
Если дуга нестабильна, происходит разбрызгивание металла, первым делом убедитесь, что корректно выбрали сварочный ток. Попробуйте его увеличить при прилипании электрода к металлу.
Электродуга все равно нестабильная – возможно, проблемы с системой управления аппаратом или всему виной скачки напряжения в сети. Проверьте напряжение в электросети. С этим норма – нужна внутренняя диагностика аппарата. Здесь уже потребуется помощь квалифицированного электрика.
Также следует отнести инвертор в ремонт, если не удается корректно отрегулировать сварочный ток. Скорее всего, в данном случае неисправен блок управления или произошел обрыв провода, возникли сбои в работе частотного выпрямителя… В любом случае здесь требуется профессиональная диагностика.
При самопроизвольном отключении аппарата, убедитесь, что напряжение в питающей сети не скачет. Проверьте, не активировалась ли термозащита из-за перегрева. При срабатывании теплозащиты сделайте перерыв, отключите аппарат от сети. После того, как он остыл, снова включите.
Если аппарат потребляет большое количество электроэнергии (выше заявленного производителем уровня), функционирует со сбоями, велика вероятность, что произошло КЗ между витками обмоток высокочастотного трансформатора. Незамедлительно отключите инвертор от сети. Вскройте корпус. Если изоляция токоведущих элементов трансформатора подгорела, частично или полностью расплавилась, будьте готовы обратиться к специалисту. Решить проблему самостоятельно не получится.
Решить проблему самостоятельно не получится.
Техническое обслуживание позволяет избежать поломок сварочных аппаратов
Ключевые понятия
- Сварочные аппараты в плохом состоянии, пустая трата денег
- Аутсорсинг обеспечивает квалифицированное техническое обслуживание
Сварка/техническое обслуживание , Миллер Электрик Мфг Ко., Эпплтон, Висконсин, Марк Джеклин, Interstate Welding Sales Corp., Маринетт, Висконсин
Из-за долговечности и долговечности сварочные аппараты иногда не нуждаются в регулярном техническом обслуживании. Для некоторых компаний сломанный сварочный аппарат является незначительным вмешательством. Для тех, кто в значительной степени полагается на сварку, сломанный аппарат может стать причиной серьезных головных болей. Как правило, это означает дорогостоящие потери производства. Сварочные аппараты с неустойчивой дугой также расходуют энергию. Сварные швы, которые не проходят рентгеновские, ультразвуковые или другие испытания, требуют больших затрат на ремонт.
Серьезные отказы, такие как перегорание печатных плат или электрическое «перегорание» компонентов, непредсказуемы. Однако владельцы сварочного оборудования могут напрямую контролировать «мягкие отказы», ремонтируя изношенные элементы, такие как кабели, соединения, внутреннюю проводку, системы приводных роликов, пистолеты, горелки и расходные материалы. Предотвращение плавных отказов также включает в себя удаление коррозии и переносимых по воздуху загрязнений из машины, которые приводят к перегреву и выходу из строя печатной платы.
Сжатые сроки и другие приоритеты часто приводят к задержкам в обслуживании до тех пор, пока не становится слишком поздно. Если это так, настоятельно рассмотрите возможность аутсорсинга обслуживания квалифицированному источнику.
Предотвратимая экономическая эффективность
Идея аутсорсинга обслуживания заключается в том, что у производителей может не быть внутренних ресурсов для выполнения обслуживания, или их внутренние ресурсы уже перегружены более насущными проблемами обслуживания.
В то время как некоторые люди могут сомневаться в том, чтобы передать работу на аутсорсинг, потому что они считают, что это стоит дороже, расчет предотвратимой экономической эффективности (PCE) может решить проблему с реальными цифрами. PCE является фактором стоимости простоя производства в час и стоимости обслуживания в час. Следующий расчет иллюстрирует потенциальную экономию:
PCE = стоимость обслуживания в час
Если поставщик услуг взимает 75 долларов США в час за обслуживание, а время простоя стоит 500 долларов США в час, то PCE составляет 15%. Другими словами, потратьте 15 долларов на профилактическое обслуживание сейчас или заплатите 85 долларов за ремонт позже. Эксперты по обслуживанию считают, что профилактическое обслуживание обычно снижает вероятность серьезных отказов до 50%.
Контрольный список системы
Перед обслуживанием оборудования отключите его от сети; это включает в себя все вилки 115 В от кормушек и охладителей воды. Всегда соблюдайте установленные процедуры блокировки/маркировки и следуйте инструкциям по технике безопасности, приведенным в руководстве оператора. В случае сомнений свяжитесь с производителем.
В случае сомнений свяжитесь с производителем.
Ниже приведен базовый список действий по обслуживанию большинства сварочных систем. Полный и подробный список можно найти в руководстве пользователя или у авторизованного поставщика услуг.
Рис. 1. Для обеспечения надежной работы сварочные аппараты необходимо регулярно продувать.
Источники питания
Приблизительно каждые шесть месяцев используйте чистый сухой воздух для продувки внутренней части машины. В тяжелых условиях эксплуатации может потребоваться очистка ежемесячно или еженедельно (рис. 1). Для машин инверторного типа оставьте крышку открытой и направьте поток воздуха через переднюю часть машины. Если не продуть машину, это может привести к перегреву, нестабильной работе дуги, отказу платы или электрооборудования и преждевременному износу.
Испытание блока нагрузки
Испытание каждой машины под нагрузкой для обеспечения точных результатов сварки. Это требуется для соответствия требованиям ISO.
Кабельные соединения, кабели и электрододержатели. Плохое соединение контура сварки может привести к целому ряду проблем. Это включает в себя чрезмерное сопротивление в сварочном контуре, что, в свою очередь, приводит к блужданию дуги, дуге, которая не запускается, или дуге, которую трудно зажечь.
Рис. 2. Осмотрите кабели, чтобы убедиться, что они не повреждены.
Часто проверяйте все части цепи.
Затяните ослабленные соединения и осмотрите кабели, электрододержатели и провода заземления на предмет износа, трещин и повреждений (рис. 2). Немедленно замените сильно изношенные или поврежденные. Обратите внимание, что избыточная длина кабеля и наматывание кабеля вокруг черного металла, такого как ножка стола или труба, также вызывают неустойчивую дугу и дрейфующие параметры сварки. Используйте быстроразъемные соединения для добавления или удаления кабеля по мере необходимости, чтобы избежать этих проблем.
Пистолеты
Пистолет — это не молоток, но операторы часто используют его как молоток. Удары могут ослабить соединения внутри пистолета и привести к неустойчивой дуге. Осматривайте пистолеты каждые шесть месяцев, подтягивайте ослабленные соединения и выдувайте любые частицы.
Удары могут ослабить соединения внутри пистолета и привести к неустойчивой дуге. Осматривайте пистолеты каждые шесть месяцев, подтягивайте ослабленные соединения и выдувайте любые частицы.
Кабели и вкладыши
Очищайте кабель в сборе после окончания работы с катушкой провода или примерно два раза в неделю. Отсоедините кабель от фидера и проверьте надежность соединения. Продуйте кабель, направив воздух в конец контактной трубки. Постукивайте по кабелю через каждые несколько футов, чтобы ослабить остатки, застрявшие во вкладыше, и снова продуйте его.
Без регулярной очистки вкладыш со временем засорится и заклинит проволоку. Это вызывает проблемы с подачей, обычно соскальзывание, что может привести к обратному пригоранию проволоки к контактной трубке. Это может привести к застреванию птичьих гнезд на приводных роликах. Если направляющий канал очищен, но проблемы с подачей проволоки все еще остаются, вероятно, направляющий канал изношен и нуждается в замене.
Приводные ролики
Осмотрите приводные ролики после очистки кабеля. Если они загрязнены, снимите их и очистите проволочной щеткой. Если они деформированы, замените их. Кроме того, проверьте входную и выходную направляющие и замените их, если они деформированы из-за износа проволоки. Более выраженный износ входной направляющей может указывать на необходимость повторной центровки узла втулки катушки проволоки.
Если они загрязнены, снимите их и очистите проволочной щеткой. Если они деформированы, замените их. Кроме того, проверьте входную и выходную направляющие и замените их, если они деформированы из-за износа проволоки. Более выраженный износ входной направляющей может указывать на необходимость повторной центровки узла втулки катушки проволоки.
Охладители воды
Поддерживайте надлежащий уровень охлаждающей жидкости. Вместо воды используйте смешанную охлаждающую жидкость от производителя. Решает проблемы, связанные с образованием шлама и пенообразованием.
Газовые шланги
Пористость в сварном шве и плохой цвет шва могут быть результатом недостаточного покрытия защитным газом. Регулярно проверяйте шланги на наличие утечек, износа и ослабленных соединений. Погрузите напорный шланг в воду, чтобы проверить, нет ли утечек. Отремонтируйте протекающий или изношенный шланг, вырезав поврежденный участок и соединив его. Не используйте ленту.
Регуляторы
Вывести неисправный регулятор из эксплуатации для ремонта после закрытия вентиля баллона. Внешние утечки газа, чрезмерная ползучесть (когда давление нагнетания продолжает расти при закрытом нижнем клапане) и неисправные манометры (указатель не сходит со стопорного штифта при повышении давления и не возвращается на стопорный штифт после сброса давления) указывают на неисправность регулятора. Не пытайтесь ремонтировать неисправный регулятор; отправьте его в ремонтный центр производителя.
Внешние утечки газа, чрезмерная ползучесть (когда давление нагнетания продолжает расти при закрытом нижнем клапане) и неисправные манометры (указатель не сходит со стопорного штифта при повышении давления и не возвращается на стопорный штифт после сброса давления) указывают на неисправность регулятора. Не пытайтесь ремонтировать неисправный регулятор; отправьте его в ремонтный центр производителя.
Двигатели на сварочных генераторах
Базовое техническое обслуживание включает замену масла, масляного фильтра, воздухоочистителя и топливного фильтра. Интервалы обслуживания см. в руководстве по эксплуатации, так как они сильно различаются между бензиновыми и дизельными двигателями.
Под редакцией Джозефа Л. Фоща, старшего редактора, 630-320-7135
Дополнительная информация
Для получения дополнительной информации об обслуживании сварочного оборудования посетите веб-сайт компании, millerwelds.com.
Есть ли у вас опыт и знания по темам, упомянутым в этом содержании? Вам следует подумать о том, чтобы внести свой вклад в нашу редакционную команду CFE Media и получить признание, которого вы и ваша компания заслуживаете. Нажмите здесь, чтобы начать этот процесс.
Нажмите здесь, чтобы начать этот процесс.
9 Распространенные проблемы со сваркой и способы их устранения
Сварка является важной частью процесса производства металла. Тем не менее, есть много различных проблем, которые могут возникнуть из-за сварки. Без правильной техники может возникнуть множество различных проблем. Вот некоторые из наиболее распространенных проблем, возникающих при сварке, и способы их устранения.
1. Брызги
Брызги образуются, когда вблизи сварочной дуги образуются капли расплавленного материала. Эта проблема обычно возникает при дуговой сварке металлическим электродом в среде защитного газа (GMAW). Эта проблема обычно возникает из-за слишком высоких токов, неправильной полярности или недостаточной газовой защиты. Есть несколько способов, которые сварщики могут предпринять, чтобы избежать разбрызгивания. Уменьшение сварочного тока и длины дуги может помочь избежать разбрызгивания, а также увеличить угол наклона горелки к листу. Вы также должны дважды проверить правильность полярности, типа защитного газа и скорости потока. Очистка газового сопла также может помочь избежать брызг.
Вы также должны дважды проверить правильность полярности, типа защитного газа и скорости потока. Очистка газового сопла также может помочь избежать брызг.
2. Пористость
Пористость возникает в результате поглощения азота, кислорода и водорода расплавленной сварочной ванной, которые затем высвобождаются при затвердевании и остаются в металле сварного шва. Пористость в сварном шве может быть вызвана наличием влаги, ржавчины, жира или краски на кромках пластины. Это также может быть вызвано недостаточной газовой защитой и сваркой на небольших зазорах с воздухом между ними. Существует несколько способов избежать пористости сварного шва, например повторный обжиг, использование свежих сварочных материалов и наличие сухих и чистых кромок пластины. Вы также должны проверить сварочную горелку на наличие утечек и убедиться, что угол между горелкой и пластиной соответствует размеру. Очистка газового сопла сварочного аппарата также поможет избежать этой проблемы.
3. Подрез
Подрез может произойти, если напряжение дуги слишком высокое или дуга слишком длинная. Это также может произойти при неправильном использовании электрода или неправильном угле, а также при использовании электрода, который слишком велик для толщины пластины. Использование слишком высокой скорости перемещения также может привести к подрезанию. Чтобы избежать этой проблемы, следите за скоростью сварки, следите за тем, сколько переплетений используется, и не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва. Вам также следует избегать использования электрода большего размера, чем необходимо, так как может произойти подрез, если количество расплавленного металла станет слишком большим.
Это также может произойти при неправильном использовании электрода или неправильном угле, а также при использовании электрода, который слишком велик для толщины пластины. Использование слишком высокой скорости перемещения также может привести к подрезанию. Чтобы избежать этой проблемы, следите за скоростью сварки, следите за тем, сколько переплетений используется, и не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва. Вам также следует избегать использования электрода большего размера, чем необходимо, так как может произойти подрез, если количество расплавленного металла станет слишком большим.
4. Деформация
Деформация может возникнуть при усадке свариваемых металлов при охлаждении и закалке. Это может произойти, когда последовательность сварки не подходит для предполагаемого сварного шва, слишком много тонких валиков или недостаточный зажим перед сваркой. Во избежание деформации сваривайте с обеих сторон стыка и обязательно от центра наружу в противоположных направлениях. Используйте большой электрод и крепко зажмите. Измените последовательность сварки и расположение стыка, если начинает возникать деформация. Меньшее количество проходов во время сварки также может помочь избежать деформации.
Используйте большой электрод и крепко зажмите. Измените последовательность сварки и расположение стыка, если начинает возникать деформация. Меньшее количество проходов во время сварки также может помочь избежать деформации.
5. Трещины
Трещины представляют собой проблему при сварке, поскольку со временем они могут увеличиваться. Заделать трещину не так просто, как заполнить щель материалом. Трещины должны быть зашлифованы, и необходимо выполнить новый сварной шов, чтобы исправить ошибку. По этой причине предотвратить трещины легче, чем их устранять. Чтобы предотвратить трещины, вы должны потратить необходимое количество времени на шлифовку, очистку, опиловку и снятие заусенцев с краев пластин, чтобы они легко стыковались друг с другом. Вы должны повторно нагреть обе стороны сустава, убедившись, что температура правильная. Вы также должны убедиться, что у вас есть необходимое количество тепла перед сваркой, проверив настройки вашего аппарата.
6. Неполное проплавление и сплавление
Неполное проплавление корня происходит, когда шов не проваривается на одной стороне шва в корне. Неполное проникновение корня происходит, когда обе стороны кровельной области суставов не сращены. Эти проблемы, как правило, возникают во время процессов с более плавящимся электродом, когда сварной шов наплавляется автоматически, когда дуга поглощает электродную проволоку или стержень. Эти процессы обычно включают сварку MIG, MAG, FCAW, MMA и SAW. Решения этих проблем включают использование более широкого корневого зазора и использование электродов, размер диаметра которых примерно равен ширине зазора корня. При сварке следует использовать меньшую скорость перемещения и переплетать края пластины.
Неполное проникновение корня происходит, когда обе стороны кровельной области суставов не сращены. Эти проблемы, как правило, возникают во время процессов с более плавящимся электродом, когда сварной шов наплавляется автоматически, когда дуга поглощает электродную проволоку или стержень. Эти процессы обычно включают сварку MIG, MAG, FCAW, MMA и SAW. Решения этих проблем включают использование более широкого корневого зазора и использование электродов, размер диаметра которых примерно равен ширине зазора корня. При сварке следует использовать меньшую скорость перемещения и переплетать края пластины.
7. Шлаковые включения
Шлаковые включения возникают, когда мелкие частицы флюса попадают в металл сварного шва, препятствуя полному проплавлению сварного шва. Лучший способ предотвратить эту проблему — иметь в хорошем состоянии расходные детали с флюсовым покрытием. Также важно убедиться, что ток, напряжение и дуга указаны правильно.
8. Неправильная подача проволоки
Эта проблема обычно приводит к дребезжанию кабеля пистолета. Это часто вызвано неправильной настройкой оборудования, неправильным обслуживанием или сварщиками, использующими наконечники слишком большого размера. Во избежание неправильной подачи проволоки проверьте размер наконечников перед сваркой, убедитесь, что наконечники не изношены и не нуждаются в замене, а также убедитесь, что приводные ролики и направляющие трубы находятся в непосредственной близости друг от друга.
Это часто вызвано неправильной настройкой оборудования, неправильным обслуживанием или сварщиками, использующими наконечники слишком большого размера. Во избежание неправильной подачи проволоки проверьте размер наконечников перед сваркой, убедитесь, что наконечники не изношены и не нуждаются в замене, а также убедитесь, что приводные ролики и направляющие трубы находятся в непосредственной близости друг от друга.
9. Хрупкие сварные швы
Другой распространенной проблемой при сварке является образование хрупких сварных швов, которые не выдерживают нагрузки. Неизолированные электроды или электроды неправильного размера могут привести к хрупкости сварных швов. Для получения пластичных сварных швов обязательно используйте экранированные дуговые электроды, избегайте чрезмерного тока и несколько раз проведите по сварному шву.
CAMM Металлы | CT Welding Services
Чтобы сварка прошла с минимальным искажением, обращайтесь к профессионалам! Как подрядчик по сварке CT, мы специализируемся на сварке MIG и TIG стали, нержавеющей стали и алюминия и используем аппараты для импульсной сварки, чтобы помочь контролировать тепло, подаваемое на деталь, минимизировать деформацию и улучшить качество деталей, которые мы производим.
