Характеристики станок токарный тв 6: Токарный станок ТВ-6 – технические характеристики, устройство
Содержание
Настольный токарный станок ТВ-4 — цена, отзывы, характеристики с фото, инструкция, видео
Настольный токарный станок ТВ-4 предназначен для занятий в школьных учебных мастерских по токарной обработке заготовок резанием. Это не тяжелый, полу-автоматический станок класса точности Н, применялся на уроках труда в школьных мастерских. ТВ-4 оставил след в истории советского станкостроения, как надежный токарный станок для школ.
Несмотря на свой достаточно солидный возраст, станок ТВ-4 все еще пользуется спросом среди домашних умельцев, что связано с его небольшими габаритами и хорошими функциональными возможностями. и низкой ценой вторичного рынка. К сожалению данный станок уже не выпускают. Ближайший отечественный аналог этого станка модель ТВ-9 и ТВ-7М, которые также представлены в нашем каталоге.
Школьный токарный станок ТВ-4 позволяет выполнять следующие виды токарных работ:
- проточку и расточку цилиндрических и конических поверхностей;
- подрезку торцов; отрезку;
- нарезание метрической резьбы;
- сверление и ряд других работ.


Конструкция основных узлов
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба:
Передняя тумба станка ТВ-4 выполнена П-образной формы с ребрами жесткости в верхней и нижней части. Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием.
Станина
Станина станка ТВ-4 коробчатой формы с окнами. Имеет две призматические направляющие. Передняя направляющая служит для передвижения каретки, задняя для перемещения задней бабки. Станина установлена на две тумбы.
Передняя ТВ4 крепится в левой части станины.
Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
| Характеристика | Значение | |
|---|---|---|
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | 200 |
| Наибольший диаметр точения над нижней частью суппорта | мм | 125 |
| Наибольший диаметр обрабатываемого прутка | мм | 15 |
| Расстояние между центрами | мм | 350 |
| Наибольшая длина обтачивания | мм | 300 |
| Пределы чисел оборотов шпинделя в минуту | оборотов минуту | 120-710 |
| Пределы продольных подач | мм/минуту | 0,08-0,012 |
| Диаметр отверстия в шпинделе | мм | 16 |
| Мощность электродвигателя | кВт | 0,6 |
| Габариты станка (длина, ширина и высота) | мм | 1100 x 470 x 1020 |
| Масса ТВ-4 | кг | 280 |
Токарный станок ТВ-6: технические характеристики, обзор
В 1980-х годах ушедшего столетия начал производиться токарный станок ТВ-6 станкостроительным предприятием КомТех-Плюс в Ростове.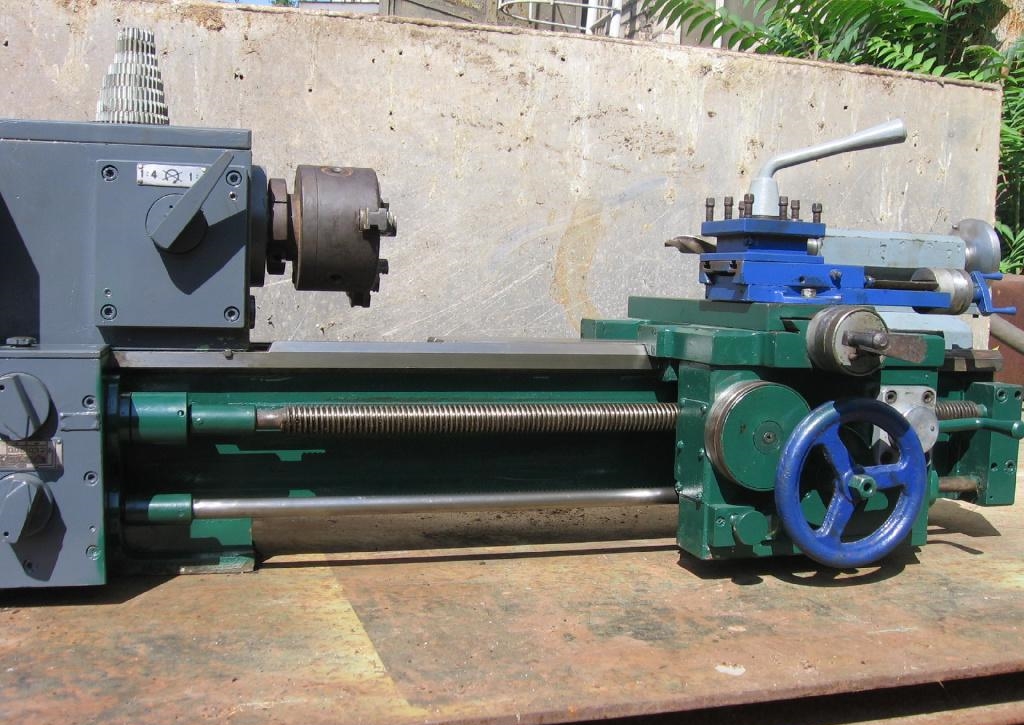 Модель пришла на замену устаревшего агрегата ТВ-4 и используется для обучения молодых специалистов в условиях учебных заведений, а поэтому не отличается завышенными характеристиками и позволяет выполнять базовые токарные работы по холодной обработке резанием, среди которых: высверливание отверстий, подрезка торцов, обработка цилиндров и конусов, нарезка метрической резьбы, отрезка.
Модель пришла на замену устаревшего агрегата ТВ-4 и используется для обучения молодых специалистов в условиях учебных заведений, а поэтому не отличается завышенными характеристиками и позволяет выполнять базовые токарные работы по холодной обработке резанием, среди которых: высверливание отверстий, подрезка торцов, обработка цилиндров и конусов, нарезка метрической резьбы, отрезка.
Агрегат предназначен для работы только со сталью и цветными металлами, в ходе работы с которыми не выделяются мелкодисперсная пыль или летучие соединения, способные оказать вредоносное воздействие на организм учащегося.
- Технические характеристики токарного станка ТВ-6
- Передняя и задняя бабки
- Коробка подач и гитара сменных шестерней
- Устройство фартука
- Конструкция суппорта
Установка отличается небольшим размером, благодаря чему он идеально подходит для размещения в учебных мастерских. Его вес – 300 кг, а габариты составляют 144х47х11 см. Устройство позволяет производить обработку заготовок с максимальным диаметром:
- Над рабочей основой – 200 мм.

- Над резцедержателем – 80 мм.
Длина болванки, которая допустима для работы на устройстве, равняется 350 мм в максимальном значении, в то время, как длина обработки в максимальном значении составляет 300 мм. Согласно паспорту, оборудование обладает и другими основными характеристиками:
- высота центров – 10,8 см;
- расстояние между центрами – 35 см;
- передвижение резцедержателя на деление лимба: осевое – 0,5 мм, перпендикулярное – 0,025 мм;
- передвижение резцедержателя на оборот лимба: осевое – 3 см, перпендикулярное – 2 мм;
- количество резьб – 3 метрических;
- угол поворота резцовой каретки — 45°;
- скорость вращения – 130-170 об/мин;
- скорость вращения в обратном направлении – до 700 об/мин;
- сечение прутка – 12 мм;
- общее количество рабочих ступеней – 6;
- конус Морзе — №3;
- механизм блокировки рукоятей – отсутствует;
- устройство остановки главного вала – отсутствует;
- Мощность главного двигателя – 1,1 кВт.

Передняя и задняя бабки
В конструкции рассматриваемой модели передний узел представляет из себя шестиступенчатую коробку скоростей и поддерживает обрабатываемую болванку, передавая ей вращательный элемент. Передний узел устанавливается горизонтально по линии центров посредством пары фиксационных винтов. В конструкции вала переднего узла имеются два упорных подшипника и один радиальный, на которых он установлен.
На вал коробки скоростей от электрического двигателя передается вращательный элемент посредством ременной передачи. В коробке скоростей вращательный элемент передается на вал со статичными зубчатыми колесами и блоком зубчатых колес через вал и зафиксированную шестерню. Блок-шестерня задействуется только при реверсной подаче.
Болванка, которая укрепляется в трехкулачковом патроне или планшайбе, вращается под воздействием главного вала. Если болванка обрабатывается в центрах, то в главный вал монтируется неподвижный центр.
Направление резцедержателя изменяется благодаря специальному устройству, которое установлено в коробке скоростей. Данная операция осуществляется при помощи рукояти, которая перемещает шестерню в правое или левое положение.
Данная операция осуществляется при помощи рукояти, которая перемещает шестерню в правое или левое положение.
Прямое вращение осуществляется, если шестерня находится в левом положении и задействуется блок зубчатых колес. Обратное вращение осуществляется, если шестерня находится в правом положении и задействуется паразитное зубчатое колесо.
Задний узел служит для предотвращения радиального биения поддержанием заднего конца болванки и для обработки отверстий установленным сверлом. Корпус заднего узла передвигается по направляющим основы агрегата. Внутри корпуса располагается пиноль, которая передвигается в продольном направлении при помощи винта и маховика на расстояние до 65 мм. Режущие и сверлильные инструменты вставляются в коническое отверстие, которое имеется в пиноли.
Задний узел имеет следующие конструктивные элементы;
- Основа.
- Корпус.
- Фиксационные винты.
- Пиноль.
- Винт-шпонка.
- Маховик, управляющий перемещениями пиноли.

- Рукояти, фиксирующие положение пиноли и заднего узла.
Коробка подач и гитара сменных шестерней
Гитара сменных зубчатых колес (или передаточный механизм) выполняет функцию передачи элемента вращения от главного вала к коробке подач. Гитара состоит из кронштейна, на котором установлены зубчатые колеса. Гитара характеризуется передаточным отношением i = 24/60 * 40/64 = ¼, которое является постоянным для данной модели, поскольку сменные зубчатые колеса не включены в комплектацию оборудования.
Коробка подач, которая приводится в действие через гитару сменных зубчатых колес, имеет следующие составляющие:
- два вала;
- пять зубчатых колес, имеющих различные параметры;
- блок-шестерня;
- ходовой валик;
- муфта;
- круглая гайка;
- рукоять переключения;
- сливная пробка.
На лицевой стороне коробки расположена рукоять, положение которой определяет параметры резьбы. При повороте рукояти в одно из трех позиций блок-шестерня перемещается по шлицам и зацепляется с другими шестернями.
Другая рукоять, расположенная на панели коробки, осуществляет запуск ходового валика и винта. Учебная модель имеет систему безопасности, которая присуща промышленному оборудованию, не позволяющую осуществлять одновременный запуск ходового валика и винта.
Посредством специальных фитилей масло подается из специального корыта, благодаря чему обеспечивается смазка всех элементов коробки подач.
Устройство фартука
Фартук служит для осевой подачи резцедержателя от ходового винта и валика механическим способом и осевой подачи, осуществляющейся вручную. Вращение маховика, расположенного на вал-шестерне и зацепляющегося с зубчатым колесом, которое расположено на валике реечного зубчатого колеса, осуществляет ручную подачу. Реечная шестерня сцепляется с зубчатой рейкой, которая жестко зафиксирована на станине.
Червяк, который соединен скользящей шпонкой с валиком, отвечает за механическую подачу. Червяк заставляет вращаться червячную шестеренку, откуда элемент вращения передается на реечное зубчатое колесо через кулачковую муфту и шестерни.
Поворотом рукояти производится запуск кулачковой муфты и, следовательно, механической подачи. Другая рукоять, которая соединяет маточную гайку и ходовой винт, при повороте вниз осуществляет механическую подачу.
При нарезке резьбы необходимо вывести из зацепления реечное зубчатое колесо и рейку, что осуществляется оттягиванием рукояти на себя. А при механической подаче и ручной подаче резцедержателя другое реечное зубчатое колесо должно быть зацеплено с зубчатой рейкой, что осуществляется оттягиванием рукояти от себя.
Конструктивными особенностями узла предусмотрена система безопасности, которая предотвращает запуск механической подачи и маточной гайки одновременно.
Важные элементы фартука:
- Четыре зубчатых колеса (червячные и реечные).
- Рукояти управления.
- Маховик.
- Маточная гайка.
- Ходовой валик осевой подачи резцедержателя.
- Вал.
Конструкция суппорта
Суппорт отвечает за установку резцов и их перемещение в процессе работы агрегата и состоит из четырех кареток:
- каретка 1 осуществляет передвижение по направляющим основы агрегата в осевом направлении;
- каретка 2 располагается на первой каретке и перемещается по ее направляющим в перпендикулярном направлении;
- каретка 3 установлена на второй каретке и является поворотной;
- каретка 4 с расположенным на ней приспособлением для установки резцов передвигается по направляющим третьей каретки в осевом направлении.

Направляющие основы кареток и клиньев истираются в процессе работы и между ними возникают зазоры. Из-за их появления снижается точность обработки заготовок, поскольку режущий инструмент начинает вибрировать. Вибрация устраняется регулировкой прижимных планок салазок болтами. Клинья регулируются при помощи болтов, которые располагаются в торцах второй каретки.
Посредством рукояти и болта на четвертой каретке устанавливается механизм фиксации резцов, который отжимается вверх при отворачивании рукояти. Положение механизма устанавливается опорным штифтом. Конструкция резцедержателя позволяет одновременно устанавливать до 4 резцов, которые крепятся болтами.
Видео: токарный станок ТВ-6.
Republished by Blog Post Promoter
Вертикальный токарный станок EMAG VL 6 Techspex
Follow @Techspex
Не совсем то, что вы искали? Найдите машины с помощью нашего
Поиск моделей токарных станков
Токарный центр Модель
Модели токарных центров
|
Дистрибьюторы токарных центров
| Вертикальный токарный станок | ||
| Тип машины: | Чакер | |
| Направление шпинделя: | Вертикальный | |
| Тип операции: | ЧПУ | |
| Тип ЧПУ: | Стандарт: Фанук | |
| ПЕРЕДНЯЯ БАБКА | |||
| Размер патрона (дюймы) | Стандартный: | ||
| Диаметр поворота | Максимум: 12.000 | ||
| Длина обточки (дюймы) | Максимум: | ||
 500
500ОДИН ШПИНДЕЛЬ | |||
# основных шпинделей: | |||
| Главный шпиндель: | об/мин: | HP: Вариант: | |
Нос: | |||
# Диапазоны скоростей: | |||
 00
00| ИНСТРУМЕНТ | |||
| Носитель основного инструмента: Башня | |||
| Макс Инструменты | Превращение: | Ротари: | |
| Вращающийся шпиндель инструмента: | об/мин: | ||
| # инструментов для одновременной резки: 1
| |||
| Вторичная функция фрезерования/сверления | В центре: Стандарт | С осью «С»: | |
| Вне центра: Необязательный | С осью Y: Необязательный | ||
|
| ||||||||||||||||||||||||||||

 000 дюймов.
000 дюймов.ПАРТНЕРЫ КАНАЛА
Токарный станок с ЧПУ по металлу 6-позиционный резцедержатель и отверстие 2-3/8″
Токарный станок по металлу с ЧПУ Bolton Tools CBT1640 зарекомендовал себя как надежный токарный станок с ЧПУ в линейке продуктов Bolton.

CBT1640 имеет впечатляющее отверстие шпинделя 2 3/8 дюйма и 6-позиционный инструментальный пост
с автоматическим индексированием для легкой смены инструмента. CBT1640 — это очень прочный и надежный токарный станок с ЧПУ, и у нас были только довольные клиенты!
Система ЧПУ GSK проста в использовании, а руководства очень подробные.Если вы ищете автоматизированный станок, который не оставит вас без работы, когда вам это нужно, вам следует настоятельно рассмотреть CBT1640 CNC Metal Токарный станок для вашей мастерской!
Не совсем то, что вы ищете? См. дополнительные токарные станки по металлу здесь
ХАРАКТЕРИСТИКИ
- Серводвигатель GSK 980TDc, ЧПУ.
- Электронный маховик для ручного управления.
- 2-3/8” Отверстие шпинделя.
- 10 л.с., 220 В/440 В, 3-фазный двигатель, предварительно подключенный 220 В.

- Закаленные и прецизионно отшлифованные направляющие.
- Опора шпинделя с 3 подшипниками.
- Легкий доступ к удалению стружки.
- Жесткий диск 40 Мб — для внутреннего хранения программ.
- Флэш-память – для внешнего хранения и передачи программ.
- Страница инструмента / 99 инструментов — Вы можете указать радиус инструмента, длину и смещение износа. Предоставляет графический инструмент.
СТАНДАРТНОЕ ОБОРУДОВАНИЕ:
- 6-позиционный автоматический инструментальный пост.
- Автоматическая система смазки.
- Система охлаждения.
- 10-дюймовый 3-х кулачковый патрон.
- Рабочий свет.
- Мертвая точка.

- Ящик для инструментов и инструменты.
| Руководства | |
| №1 | CBT1640 Руководство пользователя |
| №2 | Буклет устройства подачи прутка типа KT |
| №3 | Буклет устройства подачи прутка типа XT |
| №4 | Справочный лист устройства подачи прутка типа KT |
| №5 | Панель контроллера GSK |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Поворот над кроватью: 16 дюймов
- Качели над поперечными салазками: 8 дюймов
- Расстояние между центрами: 40″.

