Характеристики токарный станок от 5: ОТ-5 Станок токарно-винторезный повышенной точности облегченный. Паспорт, схемы, характеристики, описание
Содержание
ОТ 5 технические характеристики | Станок токарно-винторезный повышенной точности
Технические характеристики специального облегченного токарно-винторезного станка ОТ 5 позволяют вести токарную обработку повышенной точности. Станок можно использовать как в стационарных условиях, так и в передвижных мастерских.
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-71 |
| П |
Размеры обрабатываемых изделий | ||
Наибольший диаметр обрабатываемого изделия над станиной | мм | 250 |
Наибольший диаметр обрабатываемого изделия над суппортом | мм | 145 |
Расстояние между центрами (РМЦ) | мм | 500 |
Наибольший диаметр прутка, проходящего через отверстие в шпинделе | мм | 25 |
Наибольший диаметр прутка в цанге | мм | 16 |
Наибольшая длина обрабатываемого изделия | мм | 500 |
Шпиндель | ||
Диаметр отверстия в шпинделе | мм | 26 |
Центр в шпинделе по ГОСТ 13214-67 |
| 7032-0029 Морзе 4 |
Конец шпинделя по ГОСТ 12595-72 |
| 4К |
Количество скоростей |
| Бесступенчатое регулирование |
Частота вращения шпинделя | об/мин | 30…3000 |
Торможение шпинделя |
| есть |
Коробка подач | ||
Количество подач |
| 28 |
Подача |
|
|
продольная | мм/об | 0,02…0,35 |
поперечная | мм/об | 0,01…0,175 |
Параметры нарезаемых резьб | ||
Пределы шагов нарезаемых резьб |
|
|
метрических | мм | 0,2-28 |
модульных | модуль | 0,1-14 |
дюймовых | ниток/дюйм | 5-96 |
питчевых | питч | нет |
Суппорт | ||
Число резцов, установленных в резцедержателе |
| 4 |
Высота от опорной поверхности резца до линии центров | мм | 16 |
Наибольшее расстояние от оси центров до кромки резцедержателя | мм | 135 |
Резцовые салазки | ||
Наибольшее перемещение салазок | мм | 110 |
Наибольший угол поворота | град | ±45 |
Цена одного деления шкалы поворота | град | 1 |
Цена одного деления лимба | мм | 0,02 |
Задняя бабка | ||
Центр в пиноли по ГОСТ 13214-67 |
| 7032-0023 Морзе 3 |
Наибольшее перемещение пиноли | мм | 85 |
Цена одного деления лимба | мм | 0,02 |
Электрооборудование | ||
Количество электродвигателей на станке (с электронасосом) |
| 2 |
Привод станка |
|
|
Число оборотов | об/мин | 1430 |
Мощность | кВт | 1,5 |
Тип |
| АОЛ2-22-1 |
Привод насоса охлаждения |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Тип |
| ПА-22 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 1510 |
ширина | мм | 725 |
высота | мм | 1360 |
Масса станка | кг | 765 |
Станок токарно-винторезный ОТ-5 Б/У — Биржа оборудования ProСтанки
- Доска объявлений
- Металлообработка
- Токарное оборудование
- Токарно-винторезные станки
Объявление не актуально!
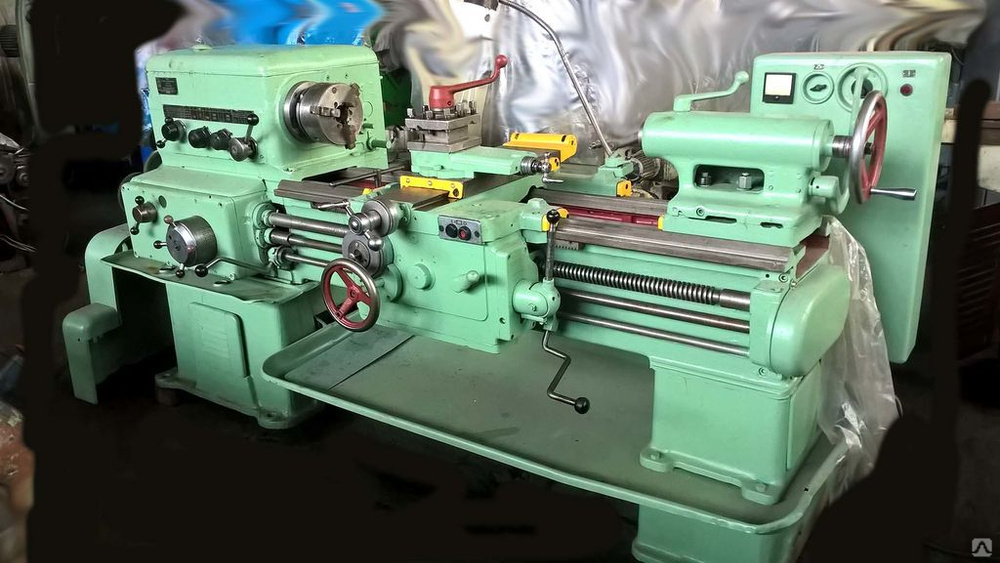
Станок токарно-винторезный ОТ-5 облегченный повышенной точности.
Технические характеристики :
ОАО «Одесский станкостроительный завод»
Мощность двигателя главного движения, кВт: 1.5
Масса станка, кг: 758
Класс точности: П
Наибольший диаметр обрабатываемого изделия :
— над суппортом – 145 мм,
— над станиной – 250 мм.
Минимальная частота вращения шпинделя, об/мин: 30
Максимальная частота вращения шпинделя, об/мин: 3000
Станок в рабочем состоянии.
Эксплуатировался редко.
Возможна продажа в составе
КУНГа –от автомобильной ремонтной мастерской ПАРМ-2, в комлекте
Самое то для гаража и мастерских.
Кунг (без шасси) от ПАРМ-2 — Передвижная АвтоРемонтная Мастерская — предназначена для выполнения токарных, фрезерных, шлифовальных, сверлильных и слесарных работ в полевых условиях.
Состав:
1. Кунг – фургон автомобильный, утеплен, оборудован освещением и вентиляцией, в хорошем состоянии – 30000р.
2. Токарно-винторезный станок ОТ-5. (с набором фрез), б/у, в хорошем состоянии – 65000р.
3. Два верстака и два шкафа под инструменты и принадлежности, металлические с ящиками и отсеками, столешницы крепкие, противоударные – шкафы по 3500, верстаки – по 5000р.
4. Настольный сверлильный станок 2М-112 (НС-12А). 380 В, б/у, в хорошем состоянии – 12000р.
5. Электрозаточной станок ЭЗС-2,220 В. б/у, в хорошем состоянии – 9000р.
6. Шкаф электрораспределительный, с возможностью заряда аккумуляторов – 5000р.
Все вместе – 130000р.
Возможна раздельная продажа.
Торг.
Создано 20.05.2015 Изменено 20.05.2015
Токарный станок бу
Токарный по металлу БУ
Бу токарно-винторезные
Станки по металлу
1к62
Металлообрабатывающие станки
Похожие объявления
станки токарно-винторезные, запчасти 1М63, 16К20, 16Е16КП, 1К625, 1К62 и др
Состояние: Б/У
Никополь (Украина)
Интересные статьи партнеров
Как «просверлить» квадратное отверстие в металле
В Кинешме запущен оптоволоконный лазерный станок для резки металлов XTC-1530W/1500 Raycus
ПНР калибровально-шлифовального станка R-RP400 в Волжске
Отзыв от клиента о форматно-раскроечном станке TS 6132
Пусконаладка оптоволоконного лазерного станка LF6025C/3000 IPG в Калининграде
Как быстро сделать рабочий стол из фанеры на фрезере с ЧПУ + DXF файлы
11 Способов снижения вибраций при работе на фрезерных станках с чпу
Пусконаладка оптоволоконного лазерного станка с труборезом XTC-1530НТ/1500 Raycus во Владимире
Извилистые скульптуры животных из древесины и металлического хлама
Вы недавно смотрели
Продам подшипник 6314, 22217, 2217К, 62307, 5208, 32226A Новый
Санкт-Петербург (Россия)
Продам двигатели СДСЗ, СТД, ВАО4, ДАЗО, А4, П2ПМ, АО3 Новый
Киев (Украина)
111
Все просмотренные объявления →
Станок токарно-винторезный 1М63Н-5 (РМЦ 5000)
- Главная /
- Справочник
- Станки советские, российские, импортные — справочная информация
- Станки советские, российские, импортные — справочная информация
- Станок токарно-винторезный 1М63Н-5 (РМЦ 5000)
Токарно-винторезный станок 1М63Н-5 используется для выполнения разнообразных токарных работ на деталях тел вращения диаметром до 630 мм и длиной до 5 метров, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.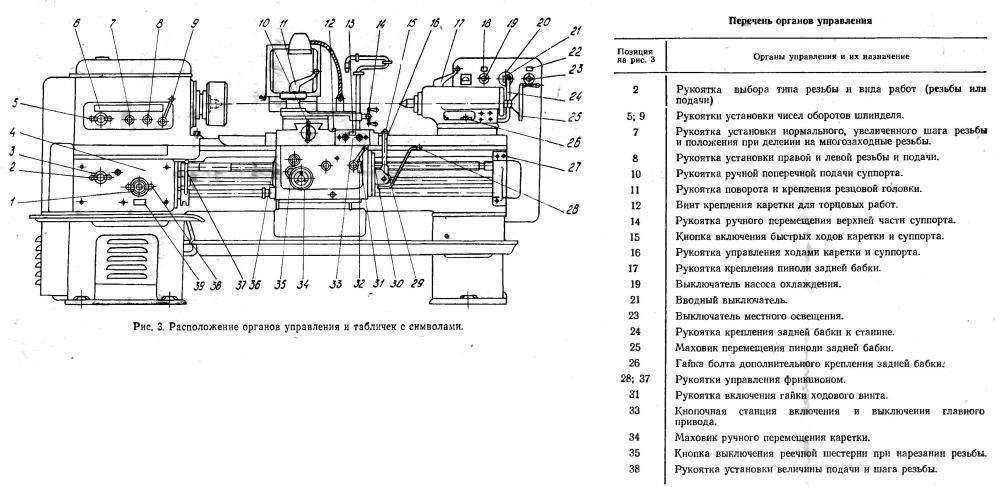 Жесткая конструкция станка, надежные механизмы, достаточная мощность двигателей приводов (15 кВт) и широкий диапазон оборотов шпинделя (10-1250 об/мин) дают возможность обрабатывать детали с высокими скоростями резания из материалов различной твердости — сталей легированных и обычных, чугуна, цветных металлов и сплавов, пластмасс с использованием резцов из инструментальной стали и твердосплавных материалов.
Жесткая конструкция станка, надежные механизмы, достаточная мощность двигателей приводов (15 кВт) и широкий диапазон оборотов шпинделя (10-1250 об/мин) дают возможность обрабатывать детали с высокими скоростями резания из материалов различной твердости — сталей легированных и обычных, чугуна, цветных металлов и сплавов, пластмасс с использованием резцов из инструментальной стали и твердосплавных материалов.
Технические характеристики токарно-винторезного станка 1М63Н-5 с РМЦ 5000 мм
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 630 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой детали, мм | 5000 |
| ЧПУ | — |
Пределы частот вращения шпинделя Min/Max, об/мин. | 10 — 1250 |
| Мощность, кВт | 15 |
| Габариты, мм | 7250_1780_1550 |
| Масса станка 1М63Н-5, кг | 9000 |
| Начало серийного выпуска, год | |
| Завод-производитель | Рязанский станкостроительный завод РСЗ, ОАО |
Предлагаем купить новый или после капремонта токарный станок 1М63Н-5 (РМЦ 5000) или его аналог по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 1М63Н с РМЦ 5000 мм производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную токарно-винторезному станку 1М63Н-5 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-винторезный 1М63Н-5 (РМЦ 5000) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный 1М63Н-5 (РМЦ 5000) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Аналоги 1М63Н-5 (РМЦ 5000)
Популярные модели
-
Не производится
-
Спецпредложение
-
-
-
-
-
САТ700 с ЧПУ — АО “СТП-САСТА”
Класс точности по «В»
Модель CAT700 имеет несколько исполнений. Станки традиционного токарного исполнения позволяют производить токарную обработку в центрах и патроне деталей из черных и цветных металлов, из высоколегированных сталей, а также термообработанных, с прямолинейным, ступенчатым, криволинейным профилем, точение, растачивание, сверление центровых отверстий и нарезание резьбы.
Станки традиционного токарного исполнения позволяют производить токарную обработку в центрах и патроне деталей из черных и цветных металлов, из высоколегированных сталей, а также термообработанных, с прямолинейным, ступенчатым, криволинейным профилем, точение, растачивание, сверление центровых отверстий и нарезание резьбы.
Описание
Отзывы (0)
Технические характеристики
| Наибольший диаметр обрабатываемого изделия: | ||
| над станиной | мм | 800 |
| над суппортом | мм | 720 |
| Расстояние между центрами | мм | 800, 1300, 1800, 2800, 3300 |
| Наибольшее перемещение суппорта: | ||
| по оси «Х» | мм | 400 |
| по оси «Z» | мм | 800, 1300, 1800, 2800, 3300 |
| по оси «Y» | мм | ±65 |
| Наибольшее перемещение нижнего суппорта: | ||
| по оси «Х2» | мм | 320 |
| по оси «Z2» | мм | 8003, 585, 1085, 2085 ,2585 |
| Наибольший вес обрабатываемой детали: | ||
| в патроне | кг | 300 (600)4 |
| в центрах | кг | 1200 (3000)4 |
| Диаметр отверстия в шпинделе, мм | мм | 102 (166, 260, 375)1 |
| Пределы частот вращения шпинделя | об/мин | 0. ..2800 ..2800(2200,1200,500)5 |
| Регулирование частоты вращения шпинделя внутри диапазона (2 диапазона) | бесступенчатое | |
| Мощность главного привода /30 мин | кВт | 30 / 37 (37 / 45)1 |
| Наибольший крутящий момент на шпинделе /30 мин | Нм | 1424 / 1780 (1712 / 2140)2 |
| Дискретность задания перемещения: | мкм | 1 |
| Точность позиционирования по осям «Х»/«Z» | мкм | 16/25 (3/6)1 |
| Скорость рабочих подач суппорта: | ||
| по оси «Х» | мм/мин | 1…6000 |
| по оси «Z» | мм/мин | 1…6000 |
| Скорость быстрых перемещений суппорта: | ||
| по оси «Х» | мм/мин | 15000 (20000)1 |
| по оси «Z» | мм/мин | 20000 (25000)1 |
| Наибольшее тяговое усилие: | ||
| по оси «Х» | Н | 13000 |
| по оси «Z» | Н | 20000 |
| Задняя бабка: | ||
| наибольшее усилие зажима пинолью | Н | 15000 |
| ход пиноли | мм | (800, 1300, 1800, 2800, 3300)6 |
| диаметр пиноли | мм | 180 |
| конус в отверстии пиноли | Морзе 6 | |
| управление пинолью | — | |
| Револьверная головка: | ||
| количество инструментов | 12 (16)1 | |
| диаметр цилиндрического хвостовика инструментального блока по DIN69880 | мм | 50 (60)1 |
| наибольшее сечение державки резца | мм | 32 x 25 (40 x 40)1 |
| мощность привода вращающегося инструмента ПВ-100%/40% | кВт | 5,5 / 7,7 (7/10)1 |
| наибольший крутящий момент ПВ-100%/40% | Нм | 70/98 |
| скорость вращения инструмента | об. /мин /мин | до 5000 |
| Ось «С»: | ||
| скорость рабочих подач, | об/мин | 0,1…10 |
| крутящий момент | Нм | 300 |
| мощность | кВт | 1,6 (1,6; 3)4 |
| Противошпиндель | ||
| диаметр отверстия | мм | 102 (166)1 |
| пределы частот вращения | об/мин | 0…2800 (0…2200)1 |
| наибольшее перемещение по оси Z2 | мм | -, 850, 1350, 2250, 2750 |
| Масса станка | кг | 12000, 13200, 14400, 16900, 18100 |
| Габаритные размеры | ||
| длина (без транспортёра удаления стружки) | мм | 4560, 5080, 5600, 6640, 7160 |
| ширина | мм | 2480 |
| высота | мм | 2502 |
1 — опция
2 — с двигателем 37 кВт
3 — исполнение без задней бабки
4 — для шпиндельных бабок с диаметром отверстия в шпинделе 260 и 375 мм
5 — в зависимости от диаметра отверстия в шпинделе
6 — перемещение задней бабки по отдельной программируемой оси
Опции
- Датчик измерения инструмента фирмы RENISHAW (точность позиционирования контактного щупа в пределах 5 мкм).

- Датчик измерения детали фирмы RENISHAW (точность позиционирования контактного щупа в пределах 5 мкм).
- Станция очистки СОЖ фирмы LOSMA (бак 300 литров + бак для сбора шлама, насос 50 л/мин, 10 Бар, 4 кВт).
- Бак для сбора стружки и СОЖ (в базовой комплектации – транспортер для удаления стружки).
- Система вытяжки масляного тумана фирмы LOSMA.
Особенности конструкций
Исполнение с устройством позиционирования и круговой подачи шпинделя (осью С), револьверной головкой для токарного и приводного инструмента позволяет, в дополнение возможностей токарного станка, фрезеровать радиальные лыски, радиальные и торцевые фасонные пазы.
Исполнение с осью С, револьверной головкой с осью Y, для токарного и приводного инструмента, даёт возможность фрезеровать радиальные лыски и фасонные пазы больших размеров, обрабатывать нерадиально расположенные отверстия.
Исполнение с двумя суппортами — верхним и нижним — позволяет существенно повысить производительность станка.
Исполнение с противошпинделем и двумя суппортами даёт возможность производить с перехватом полную обработку деталей с двух сторон.
Станки могут оснащаться роботами для загрузки деталей,транспортной системой.
Возможна разработка технологического процесса, подбор инструмента, технологической оснастки, расчёт времени обработки и подбор конфигурации станка для обработки конкретных деталей.
Точностные параметры:
- некруглость обрабатываемых цилиндрических поверхностей до 2 мкм;
- биение посадочного конуса шпинделя до б мкм
Система ЧПУ:
«FANUC», «SIEMENS», «Балт-Систем»
Диаграмма характеристик
Двигатель Fanuc 30 кВт
Базовая комплектация станка
| Цельнолитая чугунная станина | + |
| Роликовые беззазорные направляющие качения по осям X и Z | + |
| Система управления в комплекте с приводами подач | ЧПУ «Fanuc», «Siemens» |
| Привод главного движения в комплекте с 2-ступенчатым редуктором | + |
| Привода подач: | |
| оси Х | + |
| оси Z | + |
| оси C | + |
| приводного инструмента | + |
Шпиндельная бабка с отв. в шпинделе Ø 55; 102 мм в шпинделе Ø 55; 102 мм | + |
| Ось С шпинделя | + |
| Центр упорный Морзе 6 для шпиндельной бабки | + |
| Патрон 3-кулачковый самоцентрирующий, ручной, Ø 250 мм; 315мм (Bison) | + |
| 4-позиционная резцовая головка «Хирт» | — |
| 8-позиционная револьверная головка типа VDI 40 | — |
| 8-позиционная револьверная головка типа VDI 40 с приводным инструментом | + |
| Задняя бабка с ручным приводом пиноли, в комплекте с центрами Морзе 5 | + |
| Бак СОЖ | + |
| Автоматическая система смазки | + |
| Полу-кабинетная защита зоны резания | + |
| Освещение зоны резания | + |
| Комплект принадлежностей для выставки станка | + |
| Документация на станок на русском языке | + |
Станок токарно-винторезный 1В625М (1В625) — Афалина ГК
Перспективная разработка Астраханского станкостроительного завода станок токарно-винторезный модель 1В625M. Предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне. Исполнение и категория размещения станка в части условий эксплуатации — УХЛ4 по ГОСТ 15150-69.
Предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне. Исполнение и категория размещения станка в части условий эксплуатации — УХЛ4 по ГОСТ 15150-69.
Основные отличия и преимущества станка 1В625М от станка 1В625:
- Удельный расход электроэнергии снижен на 10% при равнозначных условиях резания.
- Обеспечена возможность обработки конических поверхностей длиной до 400 мм и углом до 14 без применения дополнительных приспособлений, например, конусной линейки (техническое решение охраняется патентами РФ № 68395, №68396). Поставляется как дополнительная опция.
- В станке применена оригинальная конструкция облегченной станины повышенной жесткости, что подтверждено расчетами, силовыми и точностными испытаниями.
- Производительность станка увеличилась на 10% за счет применения в его конструкции электромеханической системы управления шпиндельным узлом (при помощи переключателя и электромагнитных муфт, снижающих усилие переключения шпиндельного узла).

- Диапазон частот вращения шпинделя расширен и составляет от 10 до 2000 оборотов в минуту.
- Торможение шпинделя производится электромагнитной муфтой, что сокращает время остановки шпинделя и позволяет производить нарезание резьбы в упор;
- Применение 2-х скоростного электродвигателя упростило кинематику передней бабки станка, что привело к увеличению его надежности, снижению шумовых характеристик.
- Увеличен диаметр проходного внутреннего отверстия шпинделя до 70 мм, что расширяет технологические возможности использования станка.
- Применение УЦИ 5100 (устройство цифровой индикации) повысило удобство и точность отсчета продольных и поперечных перемещений суппорта до 0,01 мм, что обеспечивает соответствие требованиям национальных и международных стандартов.
- Увеличена жесткость шпиндельного узла за счет применения увеличенного типоразмера подшипников, что повышает ресурс по точности станка.
- Современный дизайн станка, удобство эксплуатации и обслуживания повышают эффективность его использования, создают дополнительные преимущества перед существующими аналогами.

- Баланс качества, потребительских свойств и цены является оптимальным.
Технические характеристики
| Наибольшая длина обрабатываемой заготовки, мм | 1000; 1500; 2000 | |||
| Наибольший диаметр обрабатываемой заготовки, мм | Над направляющими Над суппортом В выемке станины | 500 290 690 | ||
| Шпиндель | Конец шпинделя по ГОСТ 12593-93 Диаметр отверстия шпинделя, мм Центр в шпинделе по ГОСТ 13214-79 | 6 70 7032-0054 (Метр.80) | ||
| Привод | Количество скоростей шпинделя Диапазон оборотов, об/мин Мощность 2-х скоростного главного двигателя, кВт | 24 10-2000 7,1/6 | ||
| Подачи, мм\об | Диапазон продольной подачи Диапазон поперечной подачи | 0,032-28,0 0,016-14,0 | ||
| Резьбы | Шаг метричекой резьбы, мм Шаг дюймовой резьбы, нит\1» Шаг модульной резьбы, модуль Шаг питчевой резьбы, питч | 0,5-224 77-0,125 0,5-224 77-0,125 | ||
| Габаритные размеры для расстояний между центрами, мм | 1000 | 1500 | 2000 | |
| Габариты станка, мм | Длина Ширина Высота | 2800 1370 1700 | 3300 1370 1700 | 3800 1370 1700 |
| Масса станка, кг | 2430 | 2800 | 3100 | |
- Станок токарно-винторезный 16В20
- Токарно-винторезный станок 1В62Г
- Токарный станок 1М63Н
- Токарно-винторезный станок 1Н65
- Токарный станок 250ИТВМ.
 01
01 - Токарно-винторезный станок с УЦИ 250ИТВМ.Ф1
- Трубонарезные токарные станки C10Т.10; C10Т.12
- Токарно-винторезный станок ГС526У-01 с РМЦ 1500 мм
- Токарно-винторезный станок ГС526У с РМЦ 1000 мм
- Токарно-винторезный станок ГС526У-02 с РМЦ 2000 мм
Металлобработка, изготовление деталей и комплектующих
ТОКАРНЫЕ СТАНКИ
токарные станки Solex nl502sa и nl634s
Двухкоординатные токарные станки с ЧПУ серии NL с полузамкнутой системой управления. Станина станка имеет горизонтальное исполнение с прямоугольными направляющими, покрытыми полимерным материалом для повышения износостойкости и снижения трения. Станок обладает прекрасными динамическими характеристиками, высокой жесткостью, отличным отводом стружки при обработке. Таким образом, имея отличные технические характеристики и уникально приемлемую стоимость в своем сегменте, станок отвечает всем необходимым требованиям для высокоэффективной обработки деталей автомобильной, авиационной, нефтедобывающей промышленности от серийного до единичного производства.
| Габаритные размеры (ДхШхВ): | 2700х2775х2055 мм |
|---|---|
| Диаметр отверстия в шпинделе: | 65 мм |
| Диаметр патрона: | 254 мм |
| Диаметр пиноли: | 100 мм |
| Максимальная длина обработки: | 500 мм |
| Максимальный диаметр обработки: | 500 мм |
| Наличие системы ЧПУ: | Да |
| Угол наклона станины: | 45 ° |
| Ход по оси X: | 260 мм |
| Ход по оси Z: | 600 мм |
| Габаритные размеры (ДхШхВ): | 3450х1680х2090 мм |
|---|---|
| Диаметр отверстия в шпинделе: | 85 (106) мм |
| Диаметр патрона: | 630 мм |
| Диаметр пиноли: | 130 мм |
| Максимальная длина обработки: | 1000 (980) мм |
| Максимальный диаметр обработки: | 630 мм |
| Наличие системы ЧПУ: | Да |
| Угол наклона станины: | 45 ° |
| Ход по оси X: | 325 мм |
| Ход по оси Z: | 1100 мм |
Токарный станок mazak smooth qt compact 200
Высокожесткий мотор-шпиндель для высокой производительности. Индексирование по оси С с шагом 0.0001° и револьверная головка с приводным инструментом для универсального применения. Роликовые направляющие качения по всем осям. Легкость управления благодаря эргономичному дизайну
Индексирование по оси С с шагом 0.0001° и револьверная головка с приводным инструментом для универсального применения. Роликовые направляющие качения по всем осям. Легкость управления благодаря эргономичному дизайну
| Габаритные размеры (ДхШхВ): | 3450х1680х2090 мм |
|---|---|
| Диаметр отверстия в шпинделе: | 85 (106) мм |
| Диаметр патрона: | 630 мм |
| Диаметр пиноли: | 130 мм |
| Максимальная длина обработки: | 1000 (980) мм |
| Максимальный диаметр обработки: | 630 мм |
| Наличие системы ЧПУ: | Да |
| Угол наклона станины: | 45 ° |
| Ход по оси X: | 325 мм |
| Ход по оси Z: | 1100 мм |
токарный станок VIPER vt-10t
Выполняет быструю и точную токарную обработку мелких деталей.
Характеристики | VIPER VT- | |
Диаметр вращения над станиной | мм | 350 |
Макс. | мм | 120 |
Макс. длина точения | мм | 120 |
Торец шпинделя | ISO | A2- |
Тип инструментольной системы | STATIC | |
Кол.во инструментов | шт | 8 (12 Live) |
Мощность шпинделя | кВт | 7,5 |
Частота вращения | об/мин | 5000 |
 диаметр точения
диаметр точения
ТОКАРНЫЙ СТАНОК viper vt-12
Выполняет быструю и точную токарную обработку мелких деталей.
Характеристики | VIPER VT- | |
Диаметр вращения над станиной | мм | 400 |
Макс. | мм | 180 |
Макс. длина точения | мм | 150 |
Торец шпинделя | ISO | A2- |
Тип инструментольной системы | STATIC | |
Кол.во инструментов | шт | 8 |
Мощность шпинделя | кВт | 11 |
Частота вращения | об/мин | 5000 |
 диаметр точения
диаметр точения
фрезерное оборудование
ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР SOLEX HM1006TP
Горизонтально-фрезерный обрабатывающий центр SOLEX HM1006TP предназначен для комплексной обработки деталей корпусного типа. За счет смены паллет между рабочей зоной и зоной загрузки – разгрузки станка HM1006TP, с помощью центра можно проводить фрезерование, сверление, развертывание, растачивание, нарезание резьбы метчиком с 4 сторон за один установ заготовки. Современная система управления и компактный дизайн станка обеспечивают высокую производительность и точность для единичного, мелко- и среднесерийного производства.
За счет смены паллет между рабочей зоной и зоной загрузки – разгрузки станка HM1006TP, с помощью центра можно проводить фрезерование, сверление, развертывание, растачивание, нарезание резьбы метчиком с 4 сторон за один установ заготовки. Современная система управления и компактный дизайн станка обеспечивают высокую производительность и точность для единичного, мелко- и среднесерийного производства.
| Размер стола (ДхШ) | 1000×1000 |
| Макс, нагрузка на стол, кг | 2000 |
| Перемещение, по оси X, мм | 1040 |
| Перемещение, по оси Y, мм | 1050 |
| Перемещение, по оси Z, мм | 1050 |
| Расстояние от оси шпинделя до стола, мм | 100-1150 |
| Расстояние от торца шпинделя до оси стола, мм | 250-1300 |
| Сервоприводы осей | 22/2000 х 40/3000 х 30/3000 х 40/3000 |
VMC650E VERTICAL MACHINING CENTER
Вертикальный обрабатывающий центр может применяться во многих областях, таких как механическая обработка и изготовление пресс-форм, может адаптироваться от черновой до чистовой обработки требований, имеет характеристики высокой точности, высокой эффективности, широко используется в аэрокосмической, военной промышленности, пресс-формах, автомобилях, двигатели внутреннего сгорания, текстильное оборудование, химическое машиностроение, нефтяная, электронная и другие отрасли промышленности.
| Характеристики | Единицы | VMC650 |
| Размер стола | мм | 800×400 |
| Перемещение по оси X | мм | 600 |
| Перемещение по оси Y | мм | 400 |
| Перемещение по оси Z | мм | 500 |
| Максимум. нагрузка на рабочий стол | кг | 4 0 0 |
| Т-образный паз (число-ширина-шаг) | 3-18×125 | |
| Максимум. скорость вращения шпинделя | об / мин | 10000 |
SPACE CENTER MA-600 HB
Горизонтально-фрезерные обрабатывающие центры серии MA-H II предназначены для комплексной обработки деталей из различных материалов, в том числе и высоколегированных, закаленных сталей с твердостью поверхности HRC 54—62. Технические возможности станков обеспечивают высокую производительность и точность при любом типе производства: от единичного и опытного до крупносерийного. За счет использования устройства автоматической смены палет (2, 6, 10, 12) станки серии MA-H II позволяют максимально автоматизировать производство и значительно снизить влияние человеческого фактора при серийном производстве деталей.
За счет использования устройства автоматической смены палет (2, 6, 10, 12) станки серии MA-H II позволяют максимально автоматизировать производство и значительно снизить влияние человеческого фактора при серийном производстве деталей.
| Максимум. диаметр инструмента | 130 мм |
| Максимум. tool-dia с бесплатным набором инструментов | 240 мм |
| Максимум. длина инструмента | 450 мм |
| Максимум. вес инструмента | 25 кг |
| Устройство управления | ЧПУ |
лазерное оборудование
Amada LC 3015 X1 NT Станок для лазерной резки
Тип: LC 3015 X1 NT
Параметры: 20 мм, 3000 x 1500 мм
Описание: Машина в хорошем техническом состоянии, после согласования возможность тестирования. Мощность 4 квт. Размеры стола 3000 x 1500 мм, толщина материала сталь 20 мм, алюминий 12 мм и нержавеющая сталь 15 мм. Оксидная и воздушная резка. Охлаждение воздушное, а не азотное, что дает большую экономию. Общее время проработки в резонаторе GO 33750 часов, из них пучок 27900 ч. После резонатора GO общее количество отработанных часов 3250 часов, из которых пучок 1800 часов в резонаторе GO 05/2019 стоит около 30 000 евро. Регулярное обслуживание каждые 2 года выполняется на фильтрующем устройстве последний раз 02/2020, а также на охлаждающем устройстве.
Охлаждение воздушное, а не азотное, что дает большую экономию. Общее время проработки в резонаторе GO 33750 часов, из них пучок 27900 ч. После резонатора GO общее количество отработанных часов 3250 часов, из которых пучок 1800 часов в резонаторе GO 05/2019 стоит около 30 000 евро. Регулярное обслуживание каждые 2 года выполняется на фильтрующем устройстве последний раз 02/2020, а также на охлаждающем устройстве.
| Длина листа металла | 3000 mm |
|---|---|
| Мощность | 4000 W |
| Ширина листа металла | 1500 mm |
| Тип | CO₂ |
| Возможность резки трубок | нет |
| Макс. стандартная толщина стали | 15 mm |
| ЧПУ | нет |
листогибочное обрудование
ЛИСТОГИБОЧНЫЙ ПРЕСС С ЧПУ DURMA AD-R-25100
Агрегат рассчитан на широкий круг заказчиков, которые хотели бы минимизировать количество управляющих функций. В этом прессе обработка листа ведётся по программе, которая формируется непосредственно оператором, осуществляющим последующий контроль за её отработкой. Основные программируемые операции – скорость подхода, скорость возвращения и рабочий ход. Так, качество готового изделия существенно повышается за счёт устранения деформаций в зоне сгиба, если задать режим перемещения ползуна вверх на малой скорости с последующей остановкой и переходом в состояние ожидания.
В этом прессе обработка листа ведётся по программе, которая формируется непосредственно оператором, осуществляющим последующий контроль за её отработкой. Основные программируемые операции – скорость подхода, скорость возвращения и рабочий ход. Так, качество готового изделия существенно повышается за счёт устранения деформаций в зоне сгиба, если задать режим перемещения ползуна вверх на малой скорости с последующей остановкой и переходом в состояние ожидания.
| Рабочее усилие, т | 100 |
| Рабочая длина, мм | 2550 |
| Расстояние между опорами, мм | 2200 |
| Просвет, мм | 530 |
| Ширина стола, мм | 104 |
| Высота стола, мм | 900 |
| Ход, мм | 265 |
| Глубина подачи листа, мм | 410 |
| Скорость хода по X-осям, мм/с | 250 |
| Ход по Х-осям, мм | 650 |
| Мощность двигателя, кВт | 11 |
| Емкость масляного бака, л | 100 |
| Длина, мм | 3800 |
Вальцы листогибочные Faccin модель HAV
Вальцы серии HAV гарантируют повышенную мощность вальцевания и абсолютную точность подгиба. Все 3 валка перемещаются независимо: верхний валок по вертикали, а нижние валки — по горизонтали. Это особое решение позволяет регулировать в соответствии с потребностью расстояние между осями нижних валков, и значит, расстояние между точками изгиба, в точности, как это происходит под гибочным прессом с нижней матрицей переменной апертуры. Оптимальная тяга листа обеспечивается возможностью свести к минимуму межосевое расстояние для нижних валков. Минимальное межосевое расстояние позволяет также оптимизировать подгиб, уменьшая длину прямой части. Тяга листа и качество подгиба получаются эквивалентными тому, что достигается применением более дорогих вальцовочных машин с 4 валками.
Все 3 валка перемещаются независимо: верхний валок по вертикали, а нижние валки — по горизонтали. Это особое решение позволяет регулировать в соответствии с потребностью расстояние между осями нижних валков, и значит, расстояние между точками изгиба, в точности, как это происходит под гибочным прессом с нижней матрицей переменной апертуры. Оптимальная тяга листа обеспечивается возможностью свести к минимуму межосевое расстояние для нижних валков. Минимальное межосевое расстояние позволяет также оптимизировать подгиб, уменьшая длину прямой части. Тяга листа и качество подгиба получаются эквивалентными тому, что достигается применением более дорогих вальцовочных машин с 4 валками.
| Толщина листа | 140,00 мм |
| Длина гибки | 3050 мм |
| Количество рулонов | 3 |
| Максимум. Прокатная способность | Ø 2.500 140 мм |
| Максимум. Возможность предварительного загиба | Ø 2. 500 90 мм 500 90 мм |
| Верхний валок | Ø 900 мм |
| Боковые ролики | Ø 820 мм |
печи для термо обработки
ПЕЧИ КАМЕРНОГО ТИПА ДЛЯ ЗАКАЛКИ ЧЕРНЫХ МЕТАЛЛОВ
Электропечь камерного типа с горизонтальной загрузкой предназначены для проведения режимов термообработки, требующих равномерного прогрева деталей и поддержания температуры с высокой точностью. К таким процессам относится отпуск стальных деталей, являющийся конечной операцией термообработки и позволяющий после закалки уменьшить внутренние напряжения и получить более равновесную структуру.
Рабочее пространство камеры нагрева образовано экранами из листовой нержавеющей стали. Внизу на поду камеры установлен поддон в виде решетки. Нагреватели, изготовленные из проволоки сплава суперфехраль, расположены в воздушных каналах между экранами и футеровкой печи. По длине камеры нагрева печи ПВО имеют несколько независимых зон нагрева.
Особенности конструкции:
Трехсторонний обогрев (боковые стены и под).
Подовые нагреватели защищены карбидокремниевыми плитами толщиной 25 мм.
Опоры под спирали-керамические трубки с толщиной стенки не менее 5 мм.
Опоры под керамические трубки через каждые 40 мм.
Равномерное распределение температуры в камере печи.
Защита от теплового излучения при открытии двери (дверь открывающаяся вверх).
Высокоэффективная многослойная изоляция
Экономия электроэнергии.
Современная система регулировки температуры (микропроцессорный контроллер).
Современные индуктивные датчики отключения электроэнергии при открытии двери.
ЭЛЕКТРОПЕЧЬ ПВО 30.40.25/7
| Тмакс, °С | 700 |
| Рабочее пространство шир×дл×выс, мм | 3000×4000×2500 |
| Габаритные размеры шир×дл*×выс, мм | 4200×10000×5000 |
| Мощность / напряжение, кВт/В | 380/500 |
| Масса печи, кг | 20000 |
ЛЕНТОЧНОПИЛЬНЫЕ станки
КОЛЬЦЕВАЯ ПИЛА HUOXIAN GB4028
Дисковая пила GB4028 с горизонтальным шпинделем, приводимая в действие двигателем мощностью 2,2 кВт, подходит для резки металлических материалов максимальной шириной 400 мм и максимальной высотой 280 мм.
Для достижения наилучшего эффекта резания можно выбрать одну из трех скоростей в зависимости от твердости материала, максимально возможная до 68 м / мин.
Гидравлическая система контролирует силу зажима материала и движение полотна пилы, делая резку более стабильной и удобной.
| Режущая способность (мм) Ш: | 400 В: 280 |
| Скорость отвала | м / мин 24/48/72 |
| Размер лезвия | (мм) 27 × 0,9 × 3505 |
| Пропеллерный двигатель | 2,2 кВт |
| Гидравлический двигатель | (кВт) 0,37 |
| Двигатель охлаждения | кВт 0,04 |
| Площадь (Д × Ш × В) мм | 1800 × 1000 × 1200 |
АВТОМАТИЧЕСКИЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК OL 261 A
Модель OL 261 A – горизонтальный, консольный (маятниковый), неповоротным – автоматический ленточнопильный станок, которы может использоваться для прямой резки практически любых материалов.
АС-привод с частотным преобразователем, диапазон скоростей пиления 15-100 м/мин
Станок OL 261 A относится к классу автоматических, комплектуется гидростанцией, что позволяет максимально автоматизировать рабочий процесс (зажим заготовок в тисках, подъём и опускание рамы), а также создать необходимое усилие резания. На станке установлена автоматическая система регулирования рабочей подачи, осуществляющая контроль и стабилизацию усилия резания путём измерения давления на ленточную пилу. При увеличении давления на пилу в процессе резания ход рамы плавно замедляется, вплоть до полной остановки подачи, что исключает разрыв полотна при пилении, и наоборот, ход рамы ускоряется при уменьшении давления на пилу.
| При резке под углом 90 ° | mm |
| 260 |
| 260×260 | |||
| 300×200 | |||
Пакетная резка | mm |
| x | |
Уровен положения проката | mm | 740 | ||
Длина автопoдачи | ||||
одноразовая | mm | 600 | ||
многоразовая | mm | x | ||
Минимальный остаток при резки в автоматический режим | mm | 100 | ||
Размеры ленты | mm | 3660x27x0,9 | ||
Оставьте заявку
Наши эксперты свяжутся с Вами, и проведут детальную консультацию.
Ваше имя *
Ваш e-mail
Ваш телефон *
Дополнительная информация
Стр. заполнения формы
Я прочитал(а) и согласен(а) с
Политикой конфиденциальности
Каковы структурные характеристики горизонтального токарного станка?
Преимущество редуктора в том, что он может точно регулировать скорость главного вала без чрезмерно высокой скорости главного вала, потребления трения ремня и проскальзывания. Поскольку основной вал расположен горизонтально, его также называют горизонтальным токарным станком.
Что такое горизонтальные токарные станки?
Горизонтальный токарный станок представляет собой станок, который в основном использует токарный инструмент для токарной обработки вращающейся заготовки. Сверла, развертки, развертки, метчики, штампы и накатные инструменты также могут использоваться на токарном станке для соответствующей обработки.
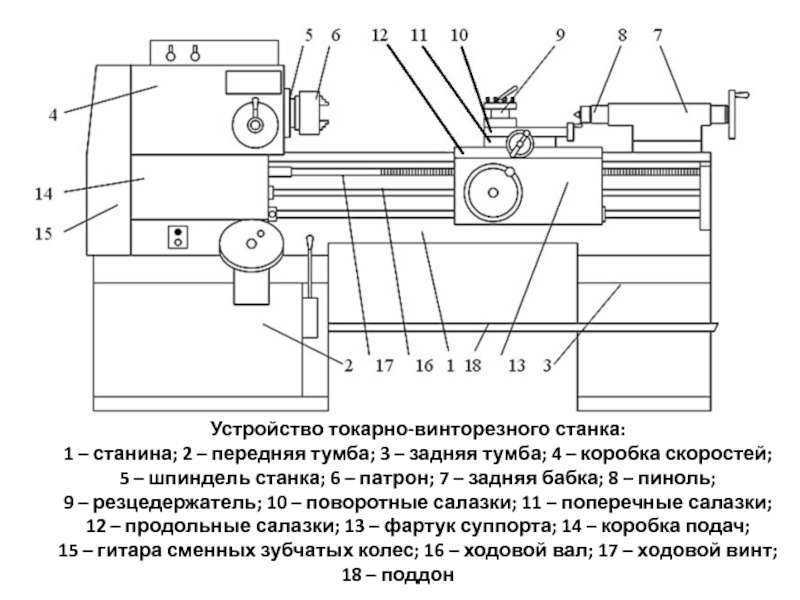
Токарный станок — это станок, который в основном использует токарный инструмент для токарной обработки вращающейся заготовки. Сверла, развертки, развертки, метчики, штампы и накатные инструменты также могут использоваться на токарном станке для соответствующей обработки. Основными компонентами являются шпиндельная коробка, обменный редуктор, коробка подачи, скользящая коробка, держатель инструмента, задняя бабка, гладкий винт, ходовой винт, станина, ножка станины и охлаждающее устройство.
Особенности горизонтального токарного станка:
- Станина, ножка, масляный поддон и т.
 д. токарного станка имеют цельную литейную конструкцию с высокой жесткостью и хорошей ударопрочностью, что соответствует характеристикам высокоскоростного станка для резки. инструменты.
д. токарного станка имеют цельную литейную конструкцию с высокой жесткостью и хорошей ударопрочностью, что соответствует характеристикам высокоскоростного станка для резки. инструменты. - Передняя бабка состоит из трех подшипников, все из которых являются коническими роликоподшипниками. Шпиндель легко регулируется, с высокой точностью вращения и хорошим сохранением точности.
- Коробка подачи оснащена механизмом преобразования метрической резьбы в дюймовый, который удобен и надежен для выбора и преобразования типов резьбы.
- В затворной коробке имеется предохранительное устройство конусной муфты для предотвращения повреждения деталей после перегрузки автоматического ножа.
- Токарный станок оснащен четырехпозиционным механическим упором с автоматической подачей в продольном направлении. Регулируя продольное положение кулачка на стопорном рычаге, можно установить необходимую длину заготовки для реализации обработки продольных размеров деталей.

- Задняя бабка оснащена устройством переменной скорости, которое может удовлетворить потребности сверления и развертывания.
- Конструкция системы смазки токарного станка разумна и надежна. Напорная коробка, коробка подачи и коробка скольжения смазываются изнутри разбрызгиванием, а линейные насосы и плунжерные насосы добавляются для автоматической принудительной смазки специальных деталей.
Элементы конструкции горизонтального токарного станка:
- Редуктор: Редуктор используется для изменения скорости главного вала. В основном он состоит из трансмиссионного вала и трансмиссионной шестерни. Управляя положением шестерни или сцепления вне коробки передач и коробки главного вала, главный вал может получить 12 различных скоростей. Реверс шпинделя достигается реверсированием двигателя.
- Коробка шпинделя: Коробка шпинделя используется для поддержки шпинделя и обеспечения его вращения с различной скоростью; шпиндель полый, что удобно для прохождения длинных заготовок; наконечник шпинделя можно установить с коническим отверстием, либо можно использовать передний конец шпинделя.
 Патрон и циферблат установлены на конической поверхности для облегчения зажима заготовки.
Патрон и циферблат установлены на конической поверхности для облегчения зажима заготовки. - Коробка для подвесного колеса: Коробка для подвесного колеса используется для согласования шестерен с разным количеством зубьев для получения разных скоростей подачи. В основном используется для токарной обработки различных видов резьбы.
- Коробка подачи: Коробка подачи используется для изменения количества корма. Главный вал передается на движение коробки подачи через редуктор, а положение зацепления скользящей шестерни в коробке подачи можно изменить, перемещая рукоятку переключения так, чтобы полированный стержень или винтовой стержень могли получать разные скорости.
- Подвижная коробка: Подвижная коробка используется для изменения вращения гладкого стержня и ходового винта на автоматическое движение подачи резцедержателя. Гладкие винты используются для общей токарной обработки, а ходовые винты используются только для нарезания резьбы. В ползунковой коробке есть механизм блокировки, поэтому их нельзя использовать одновременно.

- Стойка инструмента: Стойка инструмента используется для зажима токарного инструмента и заставляет его совершать продольное, поперечное или наклонное движение подачи.
Держатель инструмента состоит из следующих частей:
- Седло станины: соединяется с выдвижной коробкой и может перемещаться в продольном направлении вдоль направляющих станины с горизонтальными направляющими на нем.
- Средняя направляющая: может перемещаться горизонтально по направляющей на седле.
- Поворотный стол: Крепится к средней скользящей пластине винтами и может поворачиваться под любым углом в горизонтальной плоскости, ослабляя винты.
- Маленький скейтборд: он может перемещаться на небольшое расстояние по направляющей на поворотном столе; когда поворотный стол отклоняется на определенный угол, небольшой скейтборд можно использовать для подачи по диагонали, чтобы облегчить коническую поверхность.

- Квадратный держатель инструмента: крепится на небольшой скользящей пластине и может одновременно зажимать четыре токарных инструмента; ослабив фиксирующую рукоятку, вы можете повернуть квадратный держатель инструмента и заменить необходимые токарные инструменты в рабочее положение.
- Задняя бабка: Задняя бабка используется для установки заднего центра для поддержки заготовки или установки сверл, разверток и других инструментов для обработки отверстий. Структура задней бабки показана на рисунке 3. Она в основном состоит из втулки, корпуса задней бабки и основания. Поворачивая маховик, втулку можно отрегулировать на определенное расстояние, а заднюю бабку также можно переместить в необходимое положение вдоль направляющей станины, чтобы удовлетворить требования обработки различных заготовок.
- Кровать: Кровать фиксируется на ножках кровати. Станина является основной опорой станка. Функция станины – поддерживать основные узлы и удерживать их в точном взаимном положении во время работы.

- Ходовой винт: Ходовой винт может приводить в движение большую каретку в продольном направлении для нарезания резьбы. Ходовой винт является одной из основных прецизионных деталей токарного станка. Как правило, ходовой винт не подается автоматически для поддержания точности ходового винта в течение длительного времени.
- Световая полоса: Световая полоса используется для передачи движения во время моторизованной подачи. Движение коробки подачи может быть передано на ползунок через световую планку, так что держатель инструмента может совершать продольное или горизонтальное движение подачи.
- Джойстик станка: Джойстик станка — это механизм управления токарным станком. На левом конце джойстика и на правой стороне коробки каретки есть ручка. Оператор может легко манипулировать рукояткой, чтобы управлять основным валом токарного станка, чтобы он вращался вперед, назад или останавливался.
Система трансмиссии горизонтального токарного станка:
Горизонтальный токарный станок приводится в движение реечной передачей: выходная мощность двигателя передается на главный вал через редуктор через ременную передачу, а положение рукоятки за пределами коробки передач и коробки главного вала меняются, чтобы получить разные наборы шестерен в зацепление, тем самым получая разные скорости главного вала. Taihao Machinery является основной продукцией компании с электромеханическими шпинделями для инструментов, поворотными наперстками, ходовыми винтами, обработкой валов, токарной обработкой с ЧПУ, держателями инструментов, патронами и адаптерами патронов. Шпиндель приводит заготовку во вращение через патрон. В то же время вращательное движение главного вала передается на ползунок через реверсивный механизм, обменные шестерни, коробку подачи и гладкий стержень (или ходовой винт), так что ползунок приводит в движение стойку инструмента для линейного перемещения. вдоль кровати.
Taihao Machinery является основной продукцией компании с электромеханическими шпинделями для инструментов, поворотными наперстками, ходовыми винтами, обработкой валов, токарной обработкой с ЧПУ, держателями инструментов, патронами и адаптерами патронов. Шпиндель приводит заготовку во вращение через патрон. В то же время вращательное движение главного вала передается на ползунок через реверсивный механизм, обменные шестерни, коробку подачи и гладкий стержень (или ходовой винт), так что ползунок приводит в движение стойку инструмента для линейного перемещения. вдоль кровати.
Тормозное устройство горизонтального токарного станка:
Основная функция тормозного устройства горизонтального токарного станка с ЧПУ заключается в использовании в процессе парковки токарного станка для преодоления инерции вращения движущихся частей в передней бабке. , и контролировать шпиндель, чтобы быстро остановить вращение, чтобы сократить вспомогательное время и установить тормоз горизонтального токарного станка.
Горизонтальный токарный станок с ЧПУ использует тормозной ленточный тормоз, который в основном состоит из тормозного колеса, тормозной ленты и рычага. Тормозное колесо в тормозном устройстве представляет собой стальной диск, соединенный шлицами с валом. Стальная тормозная лента закреплена с внутренней стороны слоем асбестовой стальной сетки для увеличения коэффициента трения. Один конец соединен с коробкой шпинделя, а другой конец прикреплен к верхнему концу рычага, тормозная лента горизонтального токарного станка может быть плотно отрегулирована, и ее можно разместить и отрегулировать, непосредственно ослабив спираль, соединяющую тормоз. лента и коробка шпинделя. Когда горизонтальный токарный станок с ЧПУ отрегулирован правильно, тормозная лента может быть отпущена при вращении главного вала, но когда муфта находится в отпущенном состоянии и горизонтальный токарный станок остановлен, тормозная лента будет удерживать тормозное колесо для быстрой остановки. главного вала, тормоз достигнут.
Правила эксплуатации и меры предосторожности для горизонтальных токарных станков:
- Перед поездкой проверьте, все ли детали в хорошем состоянии. После пуска холодного автомобиля вертикальный вал должен поработать на холостом ходу на малых оборотах в течение 2-20 минут. Особенно важно использовать смазочное масло для повсеместного распространения зимой. Подождите, пока токарный станок заработает нормально.
- Когда вертикальному валу необходимо изменить скорость во время работы, он должен остановиться и изменить скорость.
- Для обеспечения точности винтового стержня не допускается использование длинного винтового стержня для автоматической подачи, за исключением нарезания резьбы.
- Запрещается стучать по патрону или направляющей станины для корректировки обрабатываемой детали или инструментов на поверхности станины.
- Если для коррекции более тяжелой заготовки используется зажим с прокладкой, для защиты поверхности станины следует использовать деревянную доску.
 Если заготовку нельзя снять после завершения работы, ее необходимо поддерживать домкратом.
Если заготовку нельзя снять после завершения работы, ее необходимо поддерживать домкратом. - После того, как токарный инструмент изношен, вовремя затачивайте его.
- При использовании смазочно-охлаждающей жидкости заранее смажьте направляющие. Смазочно-охлаждающую жидкость в охлаждающем насосе следует регулярно заменять.
- Когда станок работает автоматически, тело и руки не должны попадать в зону движения механизма.
- Только перед обработкой убедитесь, что защитная дверца надежно закрыта и заблокирована. Не открывайте дверь во время автоматической работы.
- Скорость шпинделя не должна превышать предельную скорость, разрешенную патроном. Высокая скорость уменьшит усилие зажима.
- Когда патрон работает на высокой скорости, заготовка должна быть зажата, чтобы предотвратить выброс заготовки во время работы.
- Заготовки и инструменты должны быть прочно и надежно закреплены. Неправильное усилие зажима может привести к вылету заготовки и травмам.
- Не перегружайте резку при обработке заготовки.
- Не снимайте и не модифицируйте защитное устройство, установленное на станке. Станок можно эксплуатировать только тогда, когда все защитные устройства работают нормально.
- Когда станок установлен, отремонтирован или отрегулирован и испытан, квалифицированный или профессиональный специалист по обслуживанию должен отключить и заблокировать источник питания перед обслуживанием в соответствии с инструкциями в руководстве по станку.
- После завершения работы удалите стружку и смазочно-охлаждающую жидкость с токарного станка и вокруг него и добавьте смазочное масло в соответствии с указанными деталями после очистки станка.
- Когда вы закончите работу, катите большую тележку, пока поворотные ручки в конце кровати не будут установлены в крайнее положение, и выключите питание.
Характеристики токарного станка — WriteWork
РЕЗЮМЕ
Токарный станок — отец всех станков, и он упоминается в ранней истории многих рас. По мере развития принципов взаимозаменяемого производства и массового производства возникла необходимость в создании станков, способных производить детали в больших количествах.
По мере развития принципов взаимозаменяемого производства и массового производства возникла необходимость в создании станков, способных производить детали в больших количествах.
Целью данного отчета является рассмотрение пяти различных «Типов токарных станков» в отношении их производственного применения, а также сравнение важных аспектов производства и массового производства. Он будет сосредоточен на традиционном токарном станке с центральным центром и его развитии в: производственные токарные станки.
Определения, графики и рисунки также включены в этот отчет.
§ СОДЕРЖАНИЕ
1. ВВЕДЕНИЕ 4
1.1.ПРОЦЕДУРЫ 4
1.2.РАССМОТРЕННЫЕ ТЕМЫ 4
1.3. Термы эталона 4
2. Теоретический фон 5
3. Типы точек, компонентов и операторов 5
3,1. Центр Токана 5
3.2. Токарные станки с токарными станками и револьверными головками 6
3.2.1.1. Токарный станок с токарным станком 6
3.2.1.2. Револьверный токарный станок 7
3. 2.2. Токарный станок с ЧПУ. 7
Токарный станок, обрабатывающий детали транспортного самолета…
Обычный токарный станок. Автор : Greudin, 2003. Лицензия…
Английский: Обучение FMS с обучаемым роботом, верстаком…
3.2.3. Одношпиндельный токарный автомат. 8
4. Система работы и удержания инструментов 9
5. Настройка и программирование 11
6. Измерительная система измерения 12
7. Экономические аспекты 13
8. Список литературы 15
1. Введение
1.1. -ТЕХНИЧЕСКОЕ ЗАДАНИЕ
1.1.1. — В соответствии с инструкциями, данными Майклом Томасом (руководителем модуля) по направлению «Производство и основные материалы» Технологического факультета Гламорганского университета, этот отчет был необходим и подготовлен как часть итоговой оценки.
1.1.2. — Предложение этого отчета рассматривает пять различных «Типов токарных станков» в связи с их производственным применением.
1.1.3. — Этот отчет был оценен и написан Виктором Мартинесом-Пересом, студентом первого курса бакалавриата инженеров-механиков (с отличием) в Университете Гламорган-Понтипридд, Уэльс
1.2. -ПРОЦЕДУРЫ
Исследования для этого отчета проводились двумя способами. :
1.2.1 Исследования из конспектов лекций и справочников
1.2.2. Исследования в Интернете.
1.3. — ОТКРЫТЫЕ ТЕМЫ
В этом отчете основное внимание будет уделено традиционным токарным станкам с центральным центром и их развитию в: производственные токарные станки в связи с их производственным применением.
2. ТЕОРЕТИЧЕСКИЕ ПРЕДПОСЫЛКИ
Человек всегда пытался найти способы облегчить выполнение ручных операций, а деловые методы сократить рабочую силу, ускорить производство и снизить эксплуатационные расходы.
Токарный станок является отцом всех станков и упоминается в ранней истории многих гонок, когда он, оснащенный фиксированной опорой, использовался для токарной обработки дерева. Для его развития до той формы, в которой он известен сегодня, Генри Модсли (179 г.7) разработал токарный станок с суппортом, который позволяет людям очень быстро и точно обтачивать большие куски металла. Многие считали его важнейшей разработкой в области производства станков [1]. По мере развития принципов взаимозаменяемого производства и массового производства возникла необходимость в создании станков, способных производить детали в больших количествах.
Для его развития до той формы, в которой он известен сегодня, Генри Модсли (179 г.7) разработал токарный станок с суппортом, который позволяет людям очень быстро и точно обтачивать большие куски металла. Многие считали его важнейшей разработкой в области производства станков [1]. По мере развития принципов взаимозаменяемого производства и массового производства возникла необходимость в создании станков, способных производить детали в больших количествах.
Сегодня токарно-винторезный станок можно определить как универсальный станок с механическим приводом, используемый для производства цилиндрических заготовок. Когда обрабатываемая деталь металла вращается на токарном станке, одноточечный режущий инструмент продвигается радиально в заготовку на заданную глубину и перемещается в продольном направлении вдоль оси заготовки, удаляя металл в виде стружки. С помощью приспособлений и принадлежностей можно выполнять и другие операции [4]. Токарные станки используются для производства круглых, конических, плоских или сферических деталей. [13]
[13]
Общие процессы наружного токарного станка: торцовка, прямолинейная токарная обработка, конусная токарная обработка, нарезание резьбы.
Общие внутренние процессы токарного станка: сверление, растачивание, внутренняя прямая и конусная токарная обработка, зенкерование, зенкерование, развертывание, нарезание резьбы и нарезание резьбы производство тысяч продуктов, которые мы используем каждый день.
3. ТИПЫ СТАНКОВ, КОМПОНЕНТОВ И ОПЕРАТОРОВ
3.1. ЦЕНТРАЛЬНЫЙ ТОКАРНЫЙ СТАНОК
Токарный станок с двигателем обычно используется для обработки отдельных деталей в соответствии с требуемыми спецификациями. Некоторые из распространенных операций, выполняемых на токарном станке: торцовка, токарная обработка конусов, параллельная токарная обработка, нарезание резьбы, накатка, растачивание, сверление и развертывание. [4]
Токарно-винторезный станок схематично показан на (Рисунок-1): он состоит из горизонтальной станины, поддерживающей переднюю бабку, заднюю бабку и каретку. Все станки должны иметь средства поддержки или удержания заготовки. Задняя бабка может быть зажата в различных положениях вдоль станины для размещения заготовок различной длины. Короткие заготовки нужно только зажать патроном.
Все станки должны иметь средства поддержки или удержания заготовки. Задняя бабка может быть зажата в различных положениях вдоль станины для размещения заготовок различной длины. Короткие заготовки нужно только зажать патроном.
Рисунок-1
Базовый токарный станок требует квалифицированного оператора, и качество производимой работы будет зависеть от его/ее заботы и внимания. Для производственной работы желательно исключить возможность отклонений и ошибок, и с этой целью на каретке часто устанавливаются механические упоры, позволяющие точно вернуться в положение, а также отключать силовые подачи, когда требуемый разрез завершен. [4]
Станки токарные токарные идеально подходят для изготовления простых и сложных токарных деталей, как из прутка, так и из заготовок. Заготовки могут быть точеными, коваными или литыми.
3.2. ПРОИЗВОДСТВЕННЫЕ ТОКАРНЫЕ СТАНКИ
Производственные токарные станки обычно используются, когда необходимо изготовить большое количество дублирующих деталей. Токарные станки с токарной станиной и револьверной головкой, одношпиндельные автоматические токарные станки и токарный станок с ЧПУ являются распространенными станками в этой группе.
Токарные станки с токарной станиной и револьверной головкой, одношпиндельные автоматические токарные станки и токарный станок с ЧПУ являются распространенными станками в этой группе.
3.2.1 Токарные станки с токарным станком и револьверной головкой
Токарные станки с токарной головкой и револьверной головкой в целом аналогичны по своему общему устройству и работе. Они во многом отличаются от токарных станков. Они имеют более жесткую конструкцию, более мощные и имеют более короткие и жесткие станины. Составного ползуна нет, а стойка инструмента обычно представляет собой четырехходовую револьверную головку, установленную непосредственно на передней части поперечного ползуна. Задняя часть поперечного суппорта также имеет простую стойку для отрезного инструмента при работе с прутком. Делительная револьверная головка заменяет заднюю бабку, и именно эта револьверная головка несет большую часть инструментов. Инструмент предварительно настроен, и револьверную головку можно индексировать или поворачивать, чтобы установить каждый инструмент в нужное положение.
3.2.1.1. Токарный станок Capstan меньше по размеру и чаще всего используется для обработки прутков, оснащенных цанговым патроном. Его башня установлена на отдельной вспомогательной платформе, которую можно закрепить в любой точке основной платформы. Зажим является более жестким и постоянным, так как подложка устанавливается нечасто. Башня автоматически поворачивается от станции к станции. Револьверный затвор снабжен регулируемыми упорами, которые ограничивают его движение по направлению к передней бабке. Оператор не должен выполнять никаких измерительных процессов, а просто подает инструмент в работу до тех пор, пока упор не предотвратит дальнейшее движение. Затем инструмент извлекается вручную и используется сетевой инструмент. Упор автоматически изменяется, когда каждый новый инструмент индексируется в нужном положении.
3.2.1.2. Револьверный токарный станок больше и тяжелее и используется для обработки больших отливок. Это следующая разработка в предоставлении производственной машины для использования неквалифицированным оператором. Револьверный токарный станок обычно оснащен пневматическим или ручным патроном или специальным токарным приспособлением для удержания заготовки. Основное отличие токарного станка с токарным станком заключается в том, что револьверная головка установлена на каретке, которая скользит непосредственно по основной станине станка. Индексация не автоматическая, а выполняется вручную после разблокировки башни. При этом поперечный салазок упрощен и снабжен одной перевернутой стойкой для инструментов сзади и квадратной делительной револьверной головкой, вмещающей до четырех инструментов, установленной спереди. Для продольного и поперечного перемещений предусмотрен номерной барабан упоров. Все, что требуется от оператора, — это повернуть револьверную головку и барабан и переместить каретку на заданный упор. На некоторых токарно-револьверных станках можно установить до 20 различных инструментов на ползун или револьверную головку седловидного типа, и каждый инструмент можно быстро и точно повернуть в нужное положение.
Револьверный токарный станок обычно оснащен пневматическим или ручным патроном или специальным токарным приспособлением для удержания заготовки. Основное отличие токарного станка с токарным станком заключается в том, что револьверная головка установлена на каретке, которая скользит непосредственно по основной станине станка. Индексация не автоматическая, а выполняется вручную после разблокировки башни. При этом поперечный салазок упрощен и снабжен одной перевернутой стойкой для инструментов сзади и квадратной делительной револьверной головкой, вмещающей до четырех инструментов, установленной спереди. Для продольного и поперечного перемещений предусмотрен номерной барабан упоров. Все, что требуется от оператора, — это повернуть револьверную головку и барабан и переместить каретку на заданный упор. На некоторых токарно-револьверных станках можно установить до 20 различных инструментов на ползун или револьверную головку седловидного типа, и каждый инструмент можно быстро и точно повернуть в нужное положение. После установки инструментов каждая деталь изготавливается быстро и точно. [8]
После установки инструментов каждая деталь изготавливается быстро и точно. [8]
3.2.2. Токарный станок с ЧПУ.
Станок с числовым программным управлением (ЧПУ) (рис. 2) является одной из последних модификаций базового токарно-винторезного станка и представляет собой станок с ЧПУ с дополнительной функцией бортового компьютера.
Рисунок 2.- Токарный станок с ЧПУ
Этот токарный станок с числовым программным управлением используется в основном для операций настройки и может экономично и автоматически производить валы практически любой формы. Этот токарный станок может превзойти большинство типов токарных станков и обеспечивает экономию инструментов, настройки и времени цикла.
Под числовым программным управлением мы подразумеваем, что станок может управляться автоматически с помощью носителя (бумажная лента). Инструмент будет делать только то, что ему говорит лента, которая подается в машину. Но термин компьютерное числовое управление (ЧПУ) относится к компьютеру, который соединен со станком с ЧПУ. Это делает машину более универсальной, потому что теперь мы можем хранить информацию в банке памяти, сохраняя то, что есть на ленте ЧПУ, и повторяя ее без необходимости каждый раз перематывать ленту. Вы также можете запрограммировать задание вручную, шаг за шагом, непосредственно на машине; это называется ручным вводом данных. В обоих случаях теперь вы можете создать новую ленту или изменить содержимое банка памяти, создав новую ленту. Это стоит дороже, но теперь у оператора больше гибкости в производстве детали. Например, если инструмент затупился, вы можете вручную изменить подачу скорости фрезы, чтобы обеспечить плавный рез. Таким образом, резак может отрезать еще до 10 деталей, прежде чем оператору придется сменить инструмент. Это увеличивает количество деталей на инструмент и сокращает время простоя станка, что очень выгодно. Если компании необходимо добавить или удалить разделы детали для доработки или обновления, это можно сделать, нажав две-четыре кнопки.
Это делает машину более универсальной, потому что теперь мы можем хранить информацию в банке памяти, сохраняя то, что есть на ленте ЧПУ, и повторяя ее без необходимости каждый раз перематывать ленту. Вы также можете запрограммировать задание вручную, шаг за шагом, непосредственно на машине; это называется ручным вводом данных. В обоих случаях теперь вы можете создать новую ленту или изменить содержимое банка памяти, создав новую ленту. Это стоит дороже, но теперь у оператора больше гибкости в производстве детали. Например, если инструмент затупился, вы можете вручную изменить подачу скорости фрезы, чтобы обеспечить плавный рез. Таким образом, резак может отрезать еще до 10 деталей, прежде чем оператору придется сменить инструмент. Это увеличивает количество деталей на инструмент и сокращает время простоя станка, что очень выгодно. Если компании необходимо добавить или удалить разделы детали для доработки или обновления, это можно сделать, нажав две-четыре кнопки.
В токарном станке с ЧПУ приводы ручных колес обычного токарного станка были заменены, чтобы компьютер мог управлять их положением салазок. Это открывает возможность создания неограниченного количества профилей с помощью непрерывного управления положением ползуна. [3]
Это открывает возможность создания неограниченного количества профилей с помощью непрерывного управления положением ползуна. [3]
Это может быть расширено за счет установки револьверных головок с компьютерным управлением и револьверной головки с компьютерным управлением на продольных и поперечных направляющих вместо задней бабки. Поскольку больше не нужно предусмотреть человека-оператора, машину можно сделать более компактной и сложной. Кровать может быть изменена и размещена под наклоном, чтобы улучшить поток охлаждающей жидкости. Приводные шпиндели могут быть встроены в револьверные головки, что позволяет выполнять операции фрезерования и сверления, а также позволяет изготавливать сложные детали за одну операцию.
3.2.3. Одношпиндельный токарный автомат.
Этот токарный станок отличается от шпиля тем, что револьверная головка вращается вокруг горизонтальной оси, а не вокруг вертикальной оси. Он также будет иметь несколько радиальных суппортов, используемых для формовки и отрезки инструментов.
Этот токарный станок особенно популярен в качестве первого станка для подачи прутка с помощью устройства подачи прутка магазинного типа. Производят в малых (рис. 6 и 7) и средних количествах. Он предназначен для точения мелких деталей, обычно используемых в камерах, электронных гаджетах, пистолетах-распылителях, гидравлических и пневматических устройствах, фитингах, кабельных вводах и т. д., изготовленных из алюминия, латуни или мягкой стали. Они также могут производить детали для автомобилей, такие как поршни, кольца, направляющие клапанов, валы, выталкивающие штифты и т. д. Некоторые примеры работ показаны ниже.
Управление циклом обработки больше не возлагается на оператора, а контролируется самой машиной, обычно посредством движений, приводимых в действие кулачком.
4. СИСТЕМЫ РАБОТЫ И ИНСТРУМЕНТА
4.1. ЗАДЕРЖКА
Патрон является наиболее распространенным методом крепления заготовок. (Рисунок-8). Патрон имеет три или четыре кулачка и устанавливается на конце основного шпинделя. Трехкулачковый патрон применяют для захвата цилиндрических заготовок, когда выполняемая операция такова, что обрабатываемая поверхность концентрична с рабочими поверхностями. Челюсти имеют ряд зубьев, которые входят в зацепление со спиральными канавками на круглой пластине внутри патрона. Эта пластина может вращаться с помощью ключа, вставленного в квадратное гнездо, что приводит к одновременному радиальному движению челюстей. Поскольку кулачки находятся на одинаковом расстоянии от оси патрона, цилиндрические заготовки автоматически центрируются при захвате.
Трехкулачковый патрон применяют для захвата цилиндрических заготовок, когда выполняемая операция такова, что обрабатываемая поверхность концентрична с рабочими поверхностями. Челюсти имеют ряд зубьев, которые входят в зацепление со спиральными канавками на круглой пластине внутри патрона. Эта пластина может вращаться с помощью ключа, вставленного в квадратное гнездо, что приводит к одновременному радиальному движению челюстей. Поскольку кулачки находятся на одинаковом расстоянии от оси патрона, цилиндрические заготовки автоматически центрируются при захвате.
В четырехкулачковом патроне каждый кулачок можно регулировать независимо, вращая радиально установленные резьбовые винты. Хотя точная установка заготовки может занять довольно много времени, для нецилиндрических заготовок часто необходим четырехкулачковый патрон.
Для очень сложных форм можно использовать круглую планшайбу. Планшайба имеет радиальные прорези, которые позволяют прикрепить заготовку к планшайбе болтами.
Для небольших токарных станков для обработки материала, представленного в виде прутков, часто используются цанги. Эти цанги представляют собой фактически разрезные втулки, которые плотно прилегают к заготовке и имеют конус на внешней поверхности. Втягивание цангового патрона в соответствующее коническое отверстие на конце шпинделя приводит к сжатию цангового патрона и захвату заготовки.
Для точной токарной обработки или в случаях, когда рабочая поверхность не совсем цилиндрическая, заготовку можно обтачивать между центрами. (Рисунок-9). Первоначально в заготовке просверлено коническое центральное отверстие на каждом конце, чтобы обеспечить расположение центров токарного станка. Перед опорой заготовки между центрами (один в передней бабке и один в задней бабке) на конце передней бабки закрепляется собачка (прижимное устройство). Собачка устроена таким образом, что наконечник вставляется в прорезь приводной пластины, установленной на главном шпинделе, обеспечивая вращение заготовки вместе с шпинделем. [11]
[11]
В цанговом патроне на переднем конце имеется разъемная пружинная цанга. Сначала заготовку зажимают, закрывая цангу заготовкой с помощью гайки.
Планшайбы используются для неправильных форм. Планшайба имеет радиально расположенные пазы, которые позволяют закреплять заготовку на ней с помощью болтов
Хотя используются те же формы удержания заготовки, что и на традиционных станках, они автоматизированы и могут иметь встроенные в них системы позиционирования. Автоматизация закрытия патрона может осуществляться механическим, пневматическим или гидравлическим приводом.
4.2. ИНСТРУМЕНТАЛЬНЫЙ ДЕРЖАТЕЛЬ
Часто бывает так, что самым сложным этапом в производстве продукта является определение того, как удерживать заготовку материала во время ее обработки. Инструмент не должен загрязнять рабочую систему крепления. Система удержания заготовки не должна мешать операциям механической обработки. [6]
Режущие инструменты токарных станков обычно удерживаются двумя способами:
В держателях инструментов, которые обеспечивают жесткость при удерживании режущего инструмента.
· В резцедержателях: которые служат средством удержания резцедержателя или режущего инструмента
Стандартный
Инструментальная стойка, обычно поставляемая с токарным станком, имеет стандартный или круглый тип (Рисунок-10). Этот резцедержатель, который вставляется в Т-образный паз опоры компаунда, обеспечивает средство удержания и регулировки резцедержателя или режущего инструмента. Вогнутое кольцо и клин обеспечивают возможность регулировки высоты режущего инструмента.
Револьверный тип или четырехпозиционный резцедержатель
Револьверный тип или четырехпозиционный резцедержатель (рис. 11) предназначены для удержания четырех режущих инструментов, которые можно легко индексировать для использования по мере необходимости. Несколько операций, таких как настройка, нарезание канавок, нарезание резьбы и отрезка могут быть выполнены на заготовке путем ослабления фиксирующей рукоятки и поворота держателя до тех пор, пока нужный резец не окажется в положении резания. Это сокращает время наладки различных инструментов/насадок и, таким образом, увеличивает производительность.
Это сокращает время наладки различных инструментов/насадок и, таким образом, увеличивает производительность.
Быстросменный держатель инструмента
Изготавливаются в различных стилях для различных типов режущих инструментов. Каждый держатель имеет соединение «ласточкин хвост» (рис. 12) и подходит к стойке инструмента с соединением «ласточкин хвост», которая крепится к составной опоре.
Инструмент удерживается на месте набором винтов. После того, как инструмент затупился, держатель и инструмент можно заменить другим предустановленным блоком. Это полезно, когда обрабатывается много деталей одного размера, поскольку точка резания на инструментальной насадке, предварительно заданная в инструментальном цехе, находится точно в том же положении, что и инструмент, который она заменяет. Каждый резцедержатель устанавливается на ласточкин хвост на стойке инструмента и фиксируется в этом положении с помощью зажима. Рифленая гайка на каждом держателе обеспечивает вертикальную регулировку.
Основное различие между традиционным креплением инструмента и креплением инструмента с ЧПУ заключается в использовании предварительной настройки. Это может быть достигнуто несколькими способами, такими как инструмент, удерживаемый в фиксируемом держателе инструмента, блочный инструмент и сменные элементы инструмента/наконечника.
Системы предварительной настройки инструмента используют специальные приспособления для предварительной настройки возможных систем измерения координат. После установки инструмента в револьверную головку системы проверки можно использовать для учета небольших неточностей в настройке в дополнение к износу инструмента.
5. НАСТРОЙКА И/ИЛИ ПРОГРАММИРОВАНИЕ СТАНКА
Лучший токарный станок в мире будет работать плохо, если он не будет правильно настроен в первую очередь. Даже новый токарный станок не будет резать параллельно, если он не выровнен должным образом, а чистота поверхности, которой можно достичь, будет значительно улучшена за счет уменьшения вибрации, передаваемой на заготовку и инструмент от двигателя и редуктора токарного станка. Кроме того, если токарный станок был установлен в течение длительного времени, стоит пройти тестовые процедуры, чтобы проверить его центровку. Ни одна из задействованных процедур не является особенно сложной, и для получения хорошего конечного результата не требуются дорогостоящие инструменты
Кроме того, если токарный станок был установлен в течение длительного времени, стоит пройти тестовые процедуры, чтобы проверить его центровку. Ни одна из задействованных процедур не является особенно сложной, и для получения хорошего конечного результата не требуются дорогостоящие инструменты
Процесс установки токарного станка логичен, и первым шагом является проверка того, насколько ровным является основание.
Во-вторых, правильное скручивание в станине — это простая регулировка домкратных винтов на подъемных блоках или установка прокладок под ножки токарного станка — такие регулировки выполняются на конце задней бабки.
Установка режущего инструмента
Режущий инструмент должен быть установлен на правильной высоте. Если он установлен слишком высоко, то инструмент будет тереться о заготовку, выделяя тепло и ухудшая качество поверхности, а также притупляя кромку режущего инструмента. Если режущий инструмент установлен слишком низко, то заготовка будет натягиваться на верхнюю часть режущего инструмента и повредит режущий инструмент или вытащит заготовку из куска. Серьезность проблемы будет определяться задействованными силами, которые связаны с высотой над или под центром заготовки, а также с используемыми материалами, скоростью подачи, скоростью резания и глубиной резания. Режущий инструмент также необходимо крепко удерживать в резцедержателе, используя все имеющиеся зажимные винты. Режущий инструмент не должен выступать дальше резцедержателя, чем это необходимо, так как это увеличивает риск вибрации, приводящей к повреждению режущего инструмента и плохому качеству поверхности и допуску.
Серьезность проблемы будет определяться задействованными силами, которые связаны с высотой над или под центром заготовки, а также с используемыми материалами, скоростью подачи, скоростью резания и глубиной резания. Режущий инструмент также необходимо крепко удерживать в резцедержателе, используя все имеющиеся зажимные винты. Режущий инструмент не должен выступать дальше резцедержателя, чем это необходимо, так как это увеличивает риск вибрации, приводящей к повреждению режущего инструмента и плохому качеству поверхности и допуску.
Связи CAD/CAM
Широкое использование систем CAD привело к значительным изменениям в создании программ ЧПУ. Компьютер «знает» геометрию, заданную конструктором. Он хранит в своей памяти значения уравнений линий, окружностей и т.д. Это означает, что геометрия может быть передана в программу CAM, которая регулирует размеры, созданные дизайнером, для создания нового набора геометрии, чтобы определить путь вырезания, необходимый для изготовления детали. Таким образом, кто-то должен определить, какой резак; будут использоваться скорость подачи и скорость шпинделя. Это технологические решения, обычно принимаемые инженером-технологом с учетом прочности материала заготовки, зажима и количества удаляемого материала.
Таким образом, кто-то должен определить, какой резак; будут использоваться скорость подачи и скорость шпинделя. Это технологические решения, обычно принимаемые инженером-технологом с учетом прочности материала заготовки, зажима и количества удаляемого материала.
В настоящее время обычной практикой является загрузка заданной конструктором геометрии и последующая обработка ее в программе обработки. Это может сэкономить значительное количество времени, а также предотвращает ошибки, которые может сделать программист при выполнении расчетов и повторном вводе размеров в компьютер. Это также возлагает ответственность за форму продукта на дизайнера. Чертеж не должен содержать ошибок, так как CAM-система будет точно следовать ему.
К сожалению, производители станков не согласовали универсальный стандарт для машинного языка. Это вынуждает компании использовать постпроцессоры для преобразования вывода CAM файла ISO CL в конкретный язык станка. Точно так же системы САПР имеют свои собственные форматы, и был установлен Международный стандарт обмена графическими данными, позволяющий компаниям обмениваться информацией САПР между различными системами. Широко распространенный из них используется Auto CAD, форматом DXF, и большинство систем CAM принимают файлы DXF или IGES в качестве входных данных. [10]
Широко распространенный из них используется Auto CAD, форматом DXF, и большинство систем CAM принимают файлы DXF или IGES в качестве входных данных. [10]
Возможности редактирования значительно расширяют возможности использования станка, поскольку программы могут быть скопированы для изготовления нескольких деталей из одного куска материала, а комплекты деталей могут быть изготовлены за одну настройку станка.
6. ИЗМЕРИТЕЛЬНАЯ СИСТЕМА
Благодаря достижениям в области технологий были разработаны станки, способные производить детали с чрезвычайно малыми допусками. В результате измерительные инструменты и оборудование пришлось модернизировать, чтобы точно измерять более жесткие допуски. Потребность в точных измерениях была необходима из-за взаимозаменяемости производства, когда детали, произведенные в одной детали, могут быть собраны с деталями, произведенными на другом заводе или даже в другой стране. [12]
Использование центра Тщательная проверка является обязательной, хотя требуемая точность детали определяет тип измерительных инструментов, которые следует использовать. [4]
[4]
Крючковая линейка очень удобна для измерения размера заготовки.
Штангенциркули будут использоваться для измерения диаметра отверстий или ширины шпоночных каналов и пазов, а затем будут перенесены на микрометр.
Микрометр может использоваться для измерения вала изделия в машине.
Штангенциркули используются для точных измерений.
Калибры-пробки также используются для измерения отверстий.
Циферблатные индикаторы используются для проверки центровки станков, приспособлений и заготовок перед обработкой
7. ЭКОНОМИЧЕСКИЕ АСПЕКТЫ
В любой инженерной операции экономическая стоимость операции играет жизненно важную роль в определении скорости или скорости. операции. Если бы мы вырезали ненужный материал с очень низкой скоростью, время выполнения операции увеличилось бы. А вместе с этим стоимость рабочей силы, стоимость эксплуатации машины и накладные расходы делают операцию более дорогостоящей. Если бы та же операция выполнялась на очень высокой скорости, износ режущего инструмента ускорился бы. Оператору придется чаще менять инструмент и, следовательно, чаще перетачивать инструмент и переустанавливать его на станке. Таким образом, увеличится стоимость инструмента, стоимость переустановки инструмента и время простоя станка. Влияние скорости на различные затраты показано на (Рисунок-13), который показывает, что только при определенной скорости работа является наиболее экономичной. [9]
Оператору придется чаще менять инструмент и, следовательно, чаще перетачивать инструмент и переустанавливать его на станке. Таким образом, увеличится стоимость инструмента, стоимость переустановки инструмента и время простоя станка. Влияние скорости на различные затраты показано на (Рисунок-13), который показывает, что только при определенной скорости работа является наиболее экономичной. [9]
Подход к автоматизации сильно зависит от объема производства. Обычно для описания объема производства используются три категории: массовое производство, включающее более 1 миллиона компонентов в год, крупносерийное производство и мелкосерийное производство менее нескольких сотен в каждом производственном цикле.
Станок с числовым программным управлением, в котором оператор заменен оборудованием управления с обратной связью, содержащий различные инструкции, как правило, экономичен для обработки тех средних компонентов, которые требуются небольшими партиями и не требуют большого разнообразия операций обработки с использованием различных инструментов системы и различные положения заготовки.
Сложные компоненты дороги, потому что они имеют значительную материальную ценность и обычно требуют большого объема механической обработки. Для этих компонентов наиболее экономичным является выбор станка, в котором интегрированы различные функции обработки. Например, АСС.
Г-н After Debarr [12] сравнил производственные затраты для различных систем в количественном выражении. Это сравнение представлено на (Рис. 14) и показывает, как выбор систем в значительной степени зависит от размера партии. Ясно, что ручные системы оправданы только для самых маленьких партий и что числовое управление, вероятно, будет экономически выгодным для широкого диапазона мелкосерийного и среднесерийного производства.
Точность и чистота поверхности также должны приниматься во внимание, когда речь идет о затратах, и поэтому необходимо учитывать функцию, предназначенную для обработанной поверхности. Спецификация слишком жестких допусков или слишком гладких поверхностей является одним из основных способов, с помощью которых дизайнер может добавить ненужные затраты. В качестве руководства по сложности обработки в пределах требуемых допусков можно указать:
В качестве руководства по сложности обработки в пределах требуемых допусков можно указать:
· Допуски от 0,127 до 0,25 мм легко достигаются.
· Допуски от 0,025 до 0,05 мм получить несколько труднее, что приведет к увеличению производственных затрат.
· Допуски 0,0127 мм и более требуют хорошего оборудования и квалифицированных операторов и значительно увеличивают производственные затраты.
Даже если поверхность можно обработать на одном станке, потребность в более гладкой поверхности будет означать увеличение затрат.
Типичная шероховатость поверхности, полученная при токарной обработке, составляет от 6,3 до 2,5 мкм.
Время обработки и, следовательно, стоимость обработки обратно пропорциональны квадратному корню из шероховатости поверхности. (Рисунок-15) показывает взаимосвязь между себестоимостью и качеством поверхности для типичной токарной операции.
8. ССЫЛКИ
[1]Titlt Hammer — Steel City Founders http://tilthammer.com/bio/maud. htm
htm
[2] http://www.the-land-rover.com/WeldShop/ MasterMachinist/Ch7.htm
[3] Дж. В. Валентино и Джозеф Гольденберг. Введение в числовое программное управление (ЧПУ). Третье издание. Пирсон Образование.
[4] Джеймс Андерсон и Эрл Э. Татро. Теория магазина. Шестое издание. McGraw-Hill 1974
[5] http://www.welsoft.co.uk/machmill/hs410.htm
[6] H Burghardt, Axelrod & J Anderson, Machine Tool Operation, Part 1, ED McGraw Hill Книжная компания, 5-е издание
[7] Г. Сехон и Б. Джунжа, Основы металлообработки и станкостроения, Эд Джон Вили и сыновья, Чичестер, 1987
[8] Крар, Освальд и Сент-Аманд, Операции по станкостроению, McGraw Hill, Inc., 1985
[9] AJ Lissaman & SJ Martin Principles of Engineering Manufacture, Ed Arnold, London 1996
[10] R Rapello, Essentials of Numerical Control, Ed Prentice Hall, New Jersey 1986
[11] G Boothroyd, Fundamentals of Металлообработка и станки, международное издание Под ред. Компания McGraw Hill, Сингапур 1987
[12] R L Тайминги, Технология производства, уровень 2, 2-е издание. Ed Logman Technician Series, London 1984
Ed Logman Technician Series, London 1984
Характеристики малого токарного станка
Бесплатная доставка в выбранный город (в более глубоком регионе взимается дополнительная плата) как управлять этим токарным станком. #MiniLathe #Lathe_Price #Lathe_Price_in_india
1) Этот станок #Small_Lathe Вы можете использовать этот станок на небольшом производстве, в ортопедической больнице, в лаборатории кузнечного завода и в своем гараже.
2) В этой машине мы дали редуктор, у него 2 рычага.
3) В этом #станке мы также дали #автоскорость и его крутящий момент шпинделя тоже очень большой.
4) В этой машине у вас есть 9 типов подачи и вы можете сбрасывать 9 типов нитей, если вы используете для переключения передач в ней, вы можете подавать больше и вы можете сбрасывать больше нитей.
5) Передняя бабка очень важна для этой машины.
6) Передняя бабка имеет 8 скоростей, но если вы хотите больше скорости, то мы дали шкиву 2 шага в этой машине, чтобы вы могли получить больше скорости.
7) На этой #машине можно работать до 1600 об/мин и минимум 50 об/мин.
Эта машина #Minilathe Цена: — 73 500 рупий. Только.
1) यह मशीन #Smallathe है। आप इस मशीन का उपयोग एक छोटे उद्योग, आर्थोपेडिक अस्पताल, फोर्जिंग पшить
2) हमने इस मशीन में गियरबॉक्स दिया है, इसमेतं 2 लथ
3) इस # मैचिने में, हमने # डिपोस्पीड भी दिया है और इसका स्पिंडल टॉर्क भी है।।।।।।।।।।।। है है है है
4) इस मशीन में, आपके पास 9 प्रकार के फ़ीड हैं और 9प्रकार के धागे छोड़ सकते हैं, और यदि इसमें गिय गिय के लिए उपयोग क क हैं हैं आप अधिक फ़ीड क सकते औ औ अधिक ध ध छोड़ हैं हैं।।।। सकते औ आप ध छोड़ हैं हैं।।।।। क क क क क क क
5) इस मशीन में हेडस्टॉक बहुत महत्वपूर्ण है।
6) हेडस्टॉक में 8 प्ा
) इस मशीन में, आप आ आरपीएम औा
1) Как можно использовать мини-токарный станок?
2) Сколько оборотов может работать на токарном станке?
3) Как обрабатывается поверхность на токарном мини-станке?
4) Как устроен мини-токарный станок?
5) Насколько ровны оси x и z на мини-токарном станке?
6) Как нарезать резьбу на токарном станке?
7) Как пользоваться переключателем на токарном мини-станке?
8) Какова скорость токарного станка?
9) Как установить патрон на токарном станке и как снять патрон?
10) Как упаковать мини токарный станок BANKA?
11) Как станок BANKA Mini Lathe загружается и разгружается?
12) Какие бесплатные аксессуары имеются в комплекте с этим мини-токарным станком Токарный станок модели Beau 30-500
13) Почему в станке предусмотрен квадратный резцедержатель?
16) Нужно ли брать стол в модели БАНКА 30?
15) Сколько моделей зубчатых колес в мини-токарном станке БАНКА 30–5000?
16) Почему этот токарный станок не имеет подходящего большого патрона True?
16) Следует ли использовать Spunk Guard в мини-токарном станке BANKA 30?
14) Какой самый большой вырез в модели 30?
19) Каков вес модели BANKA 30? 200 кг
20) В какой мастерской и на каком заводе в основном работает БАНКА модель 30?
1) मिनी लेथ मशीन का उपयोग कैसे किया जा सकता है?
2) मिनी लेथ मशीन में कितने RPM काम कर सकते हैं?
3) मिनी लेथ मशीन में सरफेस फिनिश होती है?
4) मिनी-लेथ मशीन का डिज़ाइन कैसा है?
5) एक मिनी लेथ मशीन में x- अक्ष और z- अक्ष कितनेेे।।।्?
6) मिनी लेथ मशीन में थ्रेड कैसे होता हे ?
7).
8) हॉबी लेथ मशीन की कितनी गति होती है?
9) मिनी मशीन में चक को कैसे फिट किया जाए औ औ को कैसे चेंज किया जाए?
10) कैसे बांका मिनी लेथ मशीन पैक करने के लिए?
11) बांका मिनी लेथ मशीन लोड और अनलोड कैसे करेगी?
12).
१४) क्या मॉडल बांका 30 में टेबल लेना जरुरी हे?
१५) बांका 30-500 मिनी लेथ में कितने मॉड्यूल के रि ययय
१६) क्यों इस लेथ मशीन में बड़ा True chuck स्यूटेबल नहीं नहीं ?
१७) बांका 30-500 मिनी लेथ में स्पेलश गार्ड लेना चाा चाा चाा
१८) बांका 30-500 में बड़ा से बड़ा कट कितनी होती हे ?
१९) बांका 30-500 का वजन कितना हे ? 200 кг
२०) बांका 30-500 ज्यादातर कोनसी वर्कशॉप और प्लांट में चलती हे हे हे हे हे हे?
Высота центра: 150 мм
Отверстие шпинделя: 20 мм
Админ. расстояние между центрами: 500 мм
Длина станины: 3 фута
Скорость вращения шпинделя: 1200 об/мин
Ширина станины: 180 мм 3 фазы, переключатель R/F, быстросменный резцедержатель, включая станок.
Токарный станок General Maxi.
Для получения дополнительной информации посетите нас:
www. ravimachines.com
ravimachines.com
Ссылка на продукт: — https://ravimachines.com/product/mini-lathe-machine-banka-30/
Специальная цена для звонка г-ну Тауфику: — +91-9377093780 Менеджер по продажам
Whatsapp:-
https://wa.me/919377093780
Facebook:-
https://www.facebook.com/Ravi.Machine/
Наш фотоальбом:-
https:// photos.app.goo.gl/tzht6kygquqcpwm36
हमारे दूसा लेथ मशीन के वीडियो देखने के लिए यहां क्लिक करें.
https://youtu.be/Ypt-903UY-U
https://youtu.be/zsrTlWyKijs
https://youtu.be/tE0LzcS1c00
https://youtu.be/1q81ROxssvU
https://youtu.be/i91EcwH0zR8
https://youtu. be/jpyU8umn5-o
https://youtu.be/FW8yPkSqQfU
https://youtu.be/Rsoi3tjquLc
0:00 на какую тему видео?
0:55 Живая резка на мини-станке.
1:17 Мини-токарный станок с описанием всех функций.
7:34 Как упаковать и отправить?
8:39 Сколько аксессуаров бесплатно?
Различные виды обработки и процесс обработки
Во время изготовления детали необходимы различные операции и процессы механической обработки для удаления лишнего материала. Эти операции обычно механические и включают в себя режущие инструменты, абразивные круги, диски и т. д. Операции механической обработки могут выполняться на заготовках, таких как прутки и полосы, или они могут выполняться на деталях, изготовленных с помощью предыдущих методов производства, таких как литье или сварка. С недавним развитием аддитивного производства механическая обработка в последнее время была обозначена как «вычитающий» процесс, описывающий удаление материала для изготовления готовой детали.
Эти операции обычно механические и включают в себя режущие инструменты, абразивные круги, диски и т. д. Операции механической обработки могут выполняться на заготовках, таких как прутки и полосы, или они могут выполняться на деталях, изготовленных с помощью предыдущих методов производства, таких как литье или сварка. С недавним развитием аддитивного производства механическая обработка в последнее время была обозначена как «вычитающий» процесс, описывающий удаление материала для изготовления готовой детали.
Различные виды обработки
Двумя основными процессами механической обработки являются токарная и фрезерная обработка, описанные ниже. Другие процессы иногда согласуются с этими процессами или выполняются на отдельном оборудовании. Например, сверло может быть установлено на токарном станке, используемом для токарной обработки, или закреплено в сверлильном станке. Когда-то можно было провести различие между точением, когда вращается деталь, и фрезерованием, когда вращается инструмент. Это несколько размылось с появлением обрабатывающих и токарных центров, которые способны выполнять все операции отдельных станков на одном станке.
Это несколько размылось с появлением обрабатывающих и токарных центров, которые способны выполнять все операции отдельных станков на одном станке.
Токарная обработка
Токарная обработка – это процесс механической обработки, выполняемый на токарном станке; токарный станок вращает заготовку, когда режущие инструменты перемещаются по ней. Режущие инструменты работают по двум осям движения, создавая разрезы с точной глубиной и шириной. Токарные станки доступны в двух разных типах: традиционном, ручном, и автоматизированном, с числовым программным управлением (ЧПУ).
Токарная обработка может выполняться как с внешней, так и с внутренней стороны материала. Когда он выполняется внутри, он известен как «расточка» — этот метод (который может быть горизонтальным или вертикальным в зависимости от ориентации шпинделя) чаще всего применяется для создания трубчатых компонентов. Другая часть процесса токарной обработки называется торцевание» и происходит, когда режущий инструмент перемещается поперек конца заготовки — это обычно выполняется на первом и последнем этапах процесса токарной обработки. Торцовку можно наносить только в том случае, если на токарном станке установлены поперечные салазки. Он используется для создания базы на поверхности отливки или заготовки, которая перпендикулярна оси вращения.
Торцовку можно наносить только в том случае, если на токарном станке установлены поперечные салазки. Он используется для создания базы на поверхности отливки или заготовки, которая перпендикулярна оси вращения.
Токарные станки обычно идентифицируются как один из трех различных подтипов: токарные станки с револьверной головкой, токарные станки с двигателями и токарные станки специального назначения. Токарные станки с двигателями — наиболее распространенный тип, используемый обычными машинистами или любителями. Револьверные токарные станки и токарные станки специального назначения чаще используются для приложений, требующих многократного изготовления деталей. Револьверный токарный станок оснащен держателем инструмента, который позволяет станку выполнять ряд операций резания последовательно без вмешательства оператора. К токарным станкам специального назначения относятся, например, дисковые и барабанные токарные станки, которые в автомобильной мастерской используют для обработки поверхностей компонентов тормозной системы.
Токарно-фрезерные центры с ЧПУ
сочетают в себе переднюю и заднюю бабки традиционных токарных станков с дополнительными осями шпинделя, что обеспечивает эффективную обработку деталей с осевой симметрией (например, крыльчатки насоса) в сочетании со способностью фрезы выполнять сложные функции. Сложные кривые могут быть созданы путем вращения заготовки по дуге, когда фреза движется по отдельной траектории, процесс, известный как 5-осевая обработка.
Сверление/Растачивание/Развёртывание
Сверление создает цилиндрические отверстия в твердых материалах с помощью сверл — это один из наиболее важных процессов механической обработки, поскольку создаваемые отверстия часто предназначены для облегчения сборки. Часто используется сверлильный станок, но биты также можно вставлять в токарные станки. В большинстве производственных операций сверление является предварительным этапом изготовления готовых отверстий, которые впоследствии нарезаются, расширяются, растачиваются и т. д. для создания резьбовых отверстий или приведения размеров отверстий в допустимые допуски. Сверла обычно вырезают отверстия большего размера, чем их номинальный размер, и отверстия, которые не обязательно являются прямыми или круглыми из-за гибкости сверла и его тенденции идти по пути наименьшего сопротивления. По этой причине размер сверления обычно занижается, а за ним следует другая операция механической обработки, которая доводит отверстие до его окончательного размера.
д. для создания резьбовых отверстий или приведения размеров отверстий в допустимые допуски. Сверла обычно вырезают отверстия большего размера, чем их номинальный размер, и отверстия, которые не обязательно являются прямыми или круглыми из-за гибкости сверла и его тенденции идти по пути наименьшего сопротивления. По этой причине размер сверления обычно занижается, а за ним следует другая операция механической обработки, которая доводит отверстие до его окончательного размера.
Используемые буровые долота имеют два спиральных канала, которые проходят вверх по стержню долота. Известный как «канавка», он уносит стружку или стружку из отверстия по мере того, как сверло продвигается в материал. Для каждого типа материала есть рекомендуемая скорость сверления и подача.
Хотя сверление и растачивание часто путают, расточка используется для уточнения размеров и точности просверленного отверстия. Сверлильные станки бывают нескольких вариаций в зависимости от размера работы. Вертикально-расточной станок используется для обработки очень больших и тяжелых отливок, когда работа вращается, а расточная оправка удерживается неподвижно. Горизонтально-расточные станки и координатно-расточные станки удерживают заготовку в неподвижном состоянии и вращают режущий инструмент. Растачивание также производится на токарном станке или в обрабатывающем центре. Расточная фреза обычно использует одну точку для обработки стороны отверстия, что позволяет инструменту действовать более жестко, чем сверло. Отверстия в отливках обычно заканчиваются растачиванием.
Горизонтально-расточные станки и координатно-расточные станки удерживают заготовку в неподвижном состоянии и вращают режущий инструмент. Растачивание также производится на токарном станке или в обрабатывающем центре. Расточная фреза обычно использует одну точку для обработки стороны отверстия, что позволяет инструменту действовать более жестко, чем сверло. Отверстия в отливках обычно заканчиваются растачиванием.
Машинные и ручные развертки также используются для чистовой обработки отверстий, часто с лучшей шероховатостью поверхности, чем можно достичь только растачиванием. Доступны стандартные развертки с шагом 1/64 дюйма. Развертки имеют прямые или спиральные канавки и вырезы по периферии, удаляя только 0,004–0,008 дюйма отверстия. Развёртывание производится на тех же станках, что и расточка, а иногда и на сверлильном станке.
Фрезерование
Фрезерование использует вращающиеся фрезы для удаления материала, в отличие от токарных операций, при которых инструмент не вращается.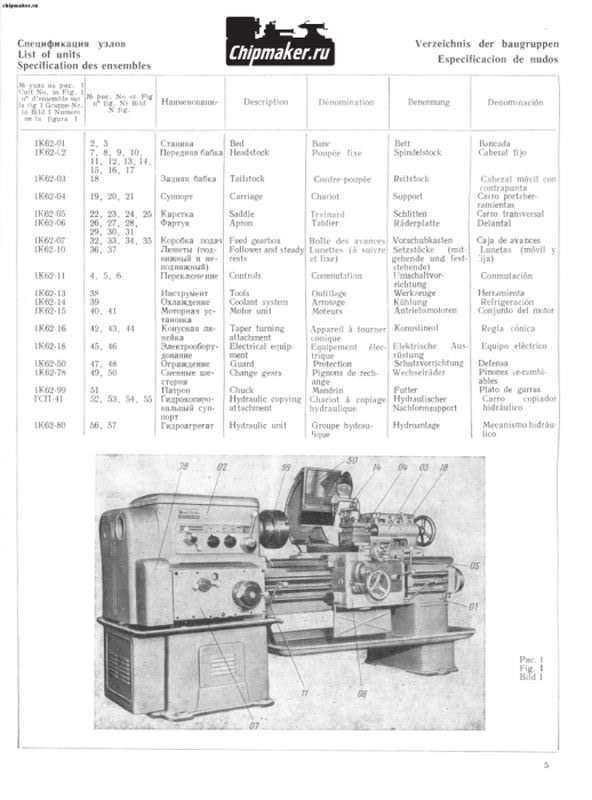 Традиционные фрезерные станки имеют подвижные столы, на которых устанавливаются заготовки. На этих станках режущие инструменты стационарны, а стол перемещает материал так, чтобы можно было выполнить нужные разрезы. Другие типы фрезерных станков имеют как стол, так и режущие инструменты в качестве подвижных орудий.
Традиционные фрезерные станки имеют подвижные столы, на которых устанавливаются заготовки. На этих станках режущие инструменты стационарны, а стол перемещает материал так, чтобы можно было выполнить нужные разрезы. Другие типы фрезерных станков имеют как стол, так и режущие инструменты в качестве подвижных орудий.
Двумя основными операциями фрезерования являются плоское фрезерование и торцевое фрезерование. Фрезерование слябов использует периферийные кромки фрезы для выполнения плоских разрезов по поверхности заготовки. Шпоночные канавки в валах можно вырезать с помощью аналогичной фрезы, но уже, чем у обычной фрезы для плит. Торцевые фрезы вместо этого используют конец фрезы. Имеются специальные фрезы для различных задач, например, фрезы со сферическим концом, которые можно использовать для фрезерования карманов с криволинейной стенкой.
Некоторые из операций, которые может выполнять фрезерный станок, включают строгание, резку, фальцовку, фрезерование, штамповку и т.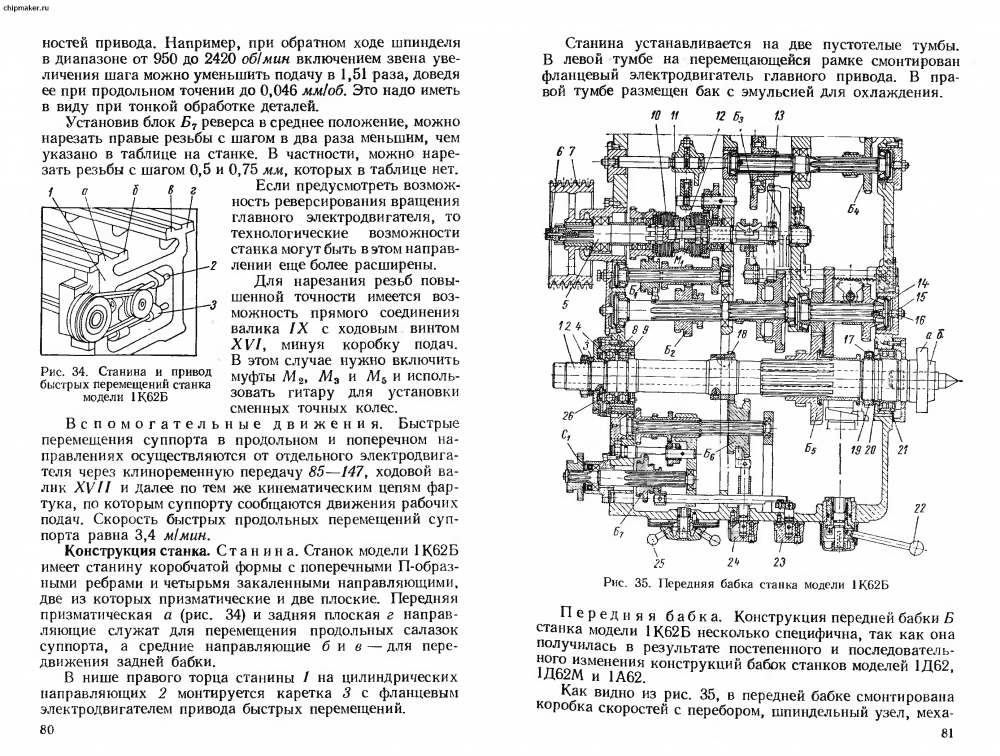 д., что делает фрезерный станок одним из наиболее гибких элементов оборудования в механическом цехе.
д., что делает фрезерный станок одним из наиболее гибких элементов оборудования в механическом цехе.
Существует четыре типа фрезерных станков — ручные фрезерные станки, плоскофрезерные станки, универсальные фрезерные станки и универсальные фрезерные станки — они имеют либо горизонтальные фрезы, либо фрезы, установленные на вертикальной оси. Как и ожидалось, универсальный фрезерный станок позволяет устанавливать как вертикальные, так и горизонтальные режущие инструменты, что делает его одним из самых сложных и гибких доступных фрезерных станков.
Как и токарные центры, фрезерные станки, способные производить серию операций на детали без вмешательства оператора, являются обычным явлением и часто называются просто вертикальными или горизонтальными обрабатывающими центрами. Они неизменно основаны на ЧПУ.
Шлифование
Шлифование используется для удаления небольшого количества материала как с плоских поверхностей, так и с цилиндрических поверхностей. Плоские шлифовальные машины совершают возвратно-поступательную работу на столе, подавая его на шлифовальный круг. Глубина, на которую режется круг, обычно составляет от 0,00025 до 0,001 дюйма. Цилиндрические шлифовальные станки устанавливают заготовку по центрам и вращают ее, одновременно прикладывая к ней периферию вращающегося абразивного круга. Бесцентровое шлифование используется для производства небольших деталей в больших объемах, когда шлифованная поверхность не имеет отношения к какой-либо другой поверхности, кроме как в целом. Грунтовые поверхности 200-500 мин. Среднеквадратичные значения обычно считаются приемлемыми для многих применений и являются отправной точкой для дальнейших чистовых операций, включая притирку, хонингование и суперфинишную обработку. Шлифование двойным диском — это еще один метод, который позволяет проходить детали один или несколько раз между двумя шлифовальными кругами, вращающимися в противоположных направлениях.
Глубина, на которую режется круг, обычно составляет от 0,00025 до 0,001 дюйма. Цилиндрические шлифовальные станки устанавливают заготовку по центрам и вращают ее, одновременно прикладывая к ней периферию вращающегося абразивного круга. Бесцентровое шлифование используется для производства небольших деталей в больших объемах, когда шлифованная поверхность не имеет отношения к какой-либо другой поверхности, кроме как в целом. Грунтовые поверхности 200-500 мин. Среднеквадратичные значения обычно считаются приемлемыми для многих применений и являются отправной точкой для дальнейших чистовых операций, включая притирку, хонингование и суперфинишную обработку. Шлифование двойным диском — это еще один метод, который позволяет проходить детали один или несколько раз между двумя шлифовальными кругами, вращающимися в противоположных направлениях.
Строгание
Строгание используется для обработки в основном больших плоских поверхностей, особенно таких, которые будут обработаны циклевкой, например направляющие станков. Мелкие детали, собранные вместе в приспособление, также экономично строгаются.
Мелкие детали, собранные вместе в приспособление, также экономично строгаются.
Пиление
Распиловка металлов обычно выполняется с помощью отрезных станков и делается для создания более коротких отрезков из прутков, экструдированных профилей и т. д. Распространены вертикальные и горизонтальные ленточные пилы, в которых используются непрерывные петли зубчатых лент для долбления материала. Скорость ленты варьируется в зависимости от материала: для некоторых жаропрочных сплавов требуется медленная скорость 30 футов в минуту, в то время как для более мягких материалов, таких как алюминий, требуется резка со скоростью 1000 футов в минуту или более. Другие отрезные машины включают механические ножовочные пилы, абразивные дисковые пилы и циркулярные пилы.
Протяжка
Протяжка используется для изготовления квадратных отверстий, шпоночных пазов, шлицевых отверстий и т. д. Протяжка состоит из множества зубьев, расположенных последовательно почти как напильник, но каждый последующий зуб немного больше предыдущего. Протянув или протолкнув через подготовленное отверстие лидера (или за поверхность), протяжка делает серию все более глубоких надрезов. Толчковая протяжка часто выполняется с помощью станков с вертикальным прессом. Протяжное протягивание часто выполняется с помощью вертикальных или горизонтальных станков, которые во многих случаях приводятся в действие гидравлическим приводом. Скорость резки варьируется от 5 футов в минуту для высокопрочных металлов до 50 футов в минуту для более мягких металлов.
Протянув или протолкнув через подготовленное отверстие лидера (или за поверхность), протяжка делает серию все более глубоких надрезов. Толчковая протяжка часто выполняется с помощью станков с вертикальным прессом. Протяжное протягивание часто выполняется с помощью вертикальных или горизонтальных станков, которые во многих случаях приводятся в действие гидравлическим приводом. Скорость резки варьируется от 5 футов в минуту для высокопрочных металлов до 50 футов в минуту для более мягких металлов.
ЕСМ/ЭДМ
Это немеханические формы удаления материала, в которых используются эрозионные искры или химические вещества. Электроэрозионная обработка использует искру, передаваемую через диэлектрическую жидкость от электрода к поверхности проводящей заготовки. Этим методом можно обрабатывать очень мелкие детали, включая отверстия малого диаметра, полости матрицы и т. д. Скорость разряда обычно зависит не от твердости, а от тепловых свойств и проводимости металла.
Электрохимическая обработка представляет собой нечто вроде обратного процесса гальванического покрытия и позволяет получать отверстия без заусенцев с высоким качеством поверхности. Это холодный процесс обработки, который не создает термических напряжений в заготовке.
Это холодный процесс обработки, который не создает термических напряжений в заготовке.
Резюме
В этой статье представлено краткое описание операций механической обработки и процессов механической обработки. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Прочие изделия для механической обработки
- Современные инструменты для обработки
- Процессы микросверления
- Ресурсы по обработке — руководство по домашней автоматизации
- Руководство по простым машинам
- Ведущие поставщики услуг EDM в США
- Ведущие поставщики услуг по обработке винтов в США
- Отраслевая информация для операторов станков и программистов
- История промышленной революции: от рукотворного до механической обработки
- Обработка: Руководство по покупке
- Типы винтовых станков
- О прецизионной обработке — краткое руководство
- Что такое обработка? Руководство по различным типам обработки
- Типы формовочного оборудования — Руководство для покупателей ThomasNet
- Типы обрабатывающих тисков — Руководство для покупателей ThomasNet
Больше из Изготовление и изготовление на заказ
Применение режущих инструментов, Глава 5: Методы токарной обработки и станки
Токарный станок с базовым двигателем, один из наиболее широко используемых станков, очень универсален, если его использует квалифицированный машинист. Однако он не особенно эффективен, когда необходимо максимально быстро обработать много одинаковых деталей. Еще в 1850 году были предприняты попытки разработать варианты токарного станка с двигателем, которым мог бы управлять относительно неквалифицированный человек для массового производства обработанных деталей. Режущие инструменты были предварительно установлены или «настроены» опытным механиком, и обычно несколько режущих инструментов работали одновременно, что сокращало время, затрачиваемое на обработку каждой детали. Это по-прежнему основная концепция, на которой основаны токарные станки массового производства.
Однако он не особенно эффективен, когда необходимо максимально быстро обработать много одинаковых деталей. Еще в 1850 году были предприняты попытки разработать варианты токарного станка с двигателем, которым мог бы управлять относительно неквалифицированный человек для массового производства обработанных деталей. Режущие инструменты были предварительно установлены или «настроены» опытным механиком, и обычно несколько режущих инструментов работали одновременно, что сокращало время, затрачиваемое на обработку каждой детали. Это по-прежнему основная концепция, на которой основаны токарные станки массового производства.
Револьверно-револьверный станок и винтовой автомат в их различных формах были разработаны и усовершенствованы с целью более быстрого и точного производства обработанных деталей с меньшими затратами. На большинстве станков этого типа мощность, доступная на шпинделе, была значительно увеличена, чтобы использовать лучший материал режущего инструмента. Механическая энергия в электрической, гидравлической или пневматической форме заменила силу человеческих мышц для таких функций, как подача инструментов, управление патронами или цангами и подача прутков в станке.
Токарные станки и их компоненты
Из многих стандартных и специальных типов токарных станков наиболее важным, наиболее универсальным и широко известным является токарно-винторезный станок. Стандартный токарный станок с двигателем не является высокопроизводительным станком, но его можно легко оснастить для многих единичных или мелкосерийных работ. Также возможно модифицировать базовую машину для многих более высоких производственных задач. Современный токарно-винторезный станок обеспечивает широкий диапазон скоростей и подач, что позволяет выполнять оптимальные настройки практически для любой операции. Были достигнуты успехи в конструкции передней бабки, чтобы обеспечить большую прочность и жесткость. Это позволяет использовать двигатели высокой мощности, что делает практичными тяжелые резы твердосплавными инструментами. Чтобы использовать эту высокую мощность без потери точности, новые токарные станки включают в себя более тяжелые станины, более широкие закаленные направляющие и каретки с более глубоким сечением.
Передняя бабка: Передняя бабка является приводной стороной и всегда находится слева от оператора. Он содержит шестерни переключения скоростей и вращающийся ведущий шпиндель, к которому прикреплен любой из нескольких типов рабочих держателей. Центр шпинделя полый, так что длинные прутки могут проходить через него для обработки.
Задняя бабка: Задняя бабка не вращается, но на закаленных направляющих ее можно перемещать влево или вправо в зависимости от длины заготовки. Он также может быть смещен для резки конусов с малым углом.
Каретка: Каретку можно перемещать влево или вправо с помощью маховика или механической подачи. Это обеспечивает движение по оси Z. Во время этого хода делаются поворотные пропилы.
Фартук: Фартук, прикрепленный к передней части каретки, удерживает большинство рычагов управления. К ним относятся рычаги, которые задействуют и реверсируют подачу в продольном (ось Z) или поперечном (ось X), а также рычаг, который зацепляет зубчатые колеса.
Поперечные салазки: Поперечные салазки установлены на каретке и могут перемещаться внутрь и наружу (ось X) перпендикулярно движению каретки. Это та часть, которая перемещается, когда торцевые резы выполняются с механической подачей, или в любой момент рез должен быть выполнен «прямоугольным» с осью Z. Это или соединение также используется для установки глубины резания при токарной обработке. Поперечные салазки можно перемещать с помощью маховика или с помощью механической подачи. .
Составной упор: Составной упор, или сокращенно составной, устанавливается на каретку. Его можно перемещать внутрь и наружу с помощью маховика для торцевания или для установки глубины резания. Его также можно поворачивать на 360 градусов и подавать с помощью маховика под любым углом. Компаунд не имеет силовой подачи, но всегда перемещается в продольном направлении с поперечными салазками и кареткой.
Стойка для инструмента: Стойка для инструмента устанавливается на составной упор. Это может быть любой из нескольких вариантов, но в своей простейшей форме это просто цилиндр с прорезью, который можно перемещать влево или вправо в Т-образном пазу в соединении и закреплять на месте. Его также можно поворачивать так, чтобы резак работал под любым углом, который лучше всего подходит для работы.
Это может быть любой из нескольких вариантов, но в своей простейшей форме это просто цилиндр с прорезью, который можно перемещать влево или вправо в Т-образном пазу в соединении и закреплять на месте. Его также можно поворачивать так, чтобы резак работал под любым углом, который лучше всего подходит для работы.
Кровать: Станина токарного станка является его позвоночником. Он должен быть достаточно жестким, чтобы сопротивляться прогибу в любом направлении под нагрузкой. Кровать изготовлена из чугуна или стальной сварки, имеет форму коробки или двутавра и опирается на ножки, тумбу или скамейку.
Направляющие: Направляющие токарного станка представляют собой плоские или V-образные поверхности, по которым каретка и задняя бабка перемещаются влево и вправо. У каждого есть отдельная пара направляющих, часто одна плоская поверхность для устойчивости и одна V-образная направляющая для движения по идеально прямой линии. Эти пути закалены и зачищены или отшлифованы с жесткими допусками. От путей зависит основная точность движения каретки.
От путей зависит основная точность движения каретки.
Размер: Размер токарного станка определяется двумя или тремя размерами:
• Заготовка самого большого диаметра, которая уберет станину токарного станка. Центр — это центр шпинделя передней бабки.
• Иногда также указывается заготовка наибольшего диаметра, которая пройдет через поперечный салазок.
• Самая длинная заготовка, которую можно удерживать по центру между передней и задней бабками.
Токарно-револьверный станок
Стандартный токарный станок с двигателем универсален, но не является высокопроизводительным станком. Когда производственные требования велики, необходимо использовать больше автоматизированных токарных станков. Револьверный токарный станок представляет собой первый шаг от токарного станка с двигателем к высокопроизводительным токарным станкам. Токарно-револьверный станок аналогичен токарному станку с двигателем, за исключением того, что револьверные головки для крепления инструментов заменяют заднюю бабку и составной узел резцедержателя. Эти машины обладают особыми характеристиками, которые адаптируют их к производству. В эти машины заложено «навык рабочего», что позволяет неопытным операторам воспроизводить идентичные детали. Напротив, токарно-винторезный станок требует квалифицированного оператора и требует больше времени для изготовления деталей с одинаковыми размерами.
Эти машины обладают особыми характеристиками, которые адаптируют их к производству. В эти машины заложено «навык рабочего», что позволяет неопытным операторам воспроизводить идентичные детали. Напротив, токарно-винторезный станок требует квалифицированного оператора и требует больше времени для изготовления деталей с одинаковыми размерами.
Основная характеристика токарно-револьверных станков заключается в том, что инструменты для последовательных операций настроены для использования в правильной последовательности. Хотя для правильной установки и регулировки инструментов требуется навык, после их правильной настройки требуется меньше навыков для работы на токарно-револьверном станке. Многие детали могут быть изготовлены до того, как потребуются корректировки. Эти машины обычно используются для небольших и средних производственных циклов, когда токарный станок работает слишком медленно, но желаемая дополнительная производительность не требует специального станка.
Квадратные и шестигранные револьверные головки: Квадратная револьверная головка устанавливается в верхней части поперечного суппорта и способна удерживать четыре инструмента. Если требуется несколько различных инструментов, они устанавливаются последовательно и могут быть быстро индексированы и зафиксированы в правильном рабочем положении. Чтобы разрезы можно было дублировать, ползун снабжен принудительными упорами или блокировками подачи. Точно так же продольное положение всего узла можно контролировать с помощью принудительных упоров на левой стороне фартука. Резы можно выполнять инструментами с квадратной головкой и инструментами, установленными на головке с шестигранной головкой одновременно.
Если требуется несколько различных инструментов, они устанавливаются последовательно и могут быть быстро индексированы и зафиксированы в правильном рабочем положении. Чтобы разрезы можно было дублировать, ползун снабжен принудительными упорами или блокировками подачи. Точно так же продольное положение всего узла можно контролировать с помощью принудительных упоров на левой стороне фартука. Резы можно выполнять инструментами с квадратной головкой и инструментами, установленными на головке с шестигранной головкой одновременно.
Отличительной чертой является револьверная головка вместо задней бабки. Эта револьверная головка, установленная либо на скользящем цилиндре, либо на седле, либо на задней части конструкции, вмещает от 4 до 18 инструментальных станций. Инструменты предустановлены для различных операций. Инструменты устанавливаются в правильной последовательности на различных сторонах револьверной головки, так что по мере того, как револьверная головка перемещается между операциями обработки, нужные инструменты занимают свои позиции. Для каждого инструмента имеется стопорный винт или электрический/электронный преобразователь, который контролирует расстояние, на которое инструмент будет подавать и резать. При достижении этого расстояния автоматический расцепляющий рычаг останавливает дальнейшее движение инструмента, отключая приводную муфту.
Для каждого инструмента имеется стопорный винт или электрический/электронный преобразователь, который контролирует расстояние, на которое инструмент будет подавать и резать. При достижении этого расстояния автоматический расцепляющий рычаг останавливает дальнейшее движение инструмента, отключая приводную муфту.
Как и моторный токарный станок, современный револьверный токарный станок обеспечивает высокую скорость вращения шпинделя, широкий диапазон скоростей и подач, высокую мощность и большую жесткость. Станок работает в верхней части своего диапазона скоростей больше, чем токарный станок с двигателем, отчасти потому, что инструменты, размещенные в револьверной головке, часто работают с заготовками малого диаметра, а также потому, что оператор больше заботится о производстве.
Горизонтальные револьверные станки:
Горизонтальные токарно-револьверные станки изготавливаются двух основных конструкций и известны как поршневые и седельные. Токарно-револьверный станок плунжерного типа имеет револьверную головку, установленную на салазках или ползунах, которые перемещаются вперед и назад на седле, закрепленном на станине токарного станка. Револьверный станок седельного типа имеет револьверную головку, установленную непосредственно на седле, которое перемещается вперед и назад вместе с револьверной головкой.
Револьверный станок седельного типа имеет револьверную головку, установленную непосредственно на седле, которое перемещается вперед и назад вместе с револьверной головкой.
Вертикальные револьверные станки:
Вертикально-револьверный станок напоминает вертикально-сверлильный станок, но имеет характерное расположение револьверной головки для удержания инструментов. Он состоит из вращающегося патрона или стола в горизонтальном положении с револьверной головкой, установленной сверху на поперечной рейке. Кроме того, имеется по меньшей мере одна боковая головка с квадратной головкой для удержания инструментов. Все инструменты, установленные на револьверной головке или боковой головке, имеют соответствующие упоры, установленные таким образом, чтобы длина резов могла быть одинаковой в последовательных циклах обработки. По сути, это то же самое, что и револьверный токарный станок, стоящий на конце передней бабки, и он обладает всеми функциями, необходимыми для производства дублирующих деталей. Этот станок был разработан для облегчения монтажа, удержания и обработки тяжелых деталей большого диаметра. На этом типе машины выполняется только зажимная работа.
Этот станок был разработан для облегчения монтажа, удержания и обработки тяжелых деталей большого диаметра. На этом типе машины выполняется только зажимная работа.
Вертикальный револьверный станок, показанный ниже, снабжен двумя режущими головками: поворотной главной револьверной головкой и боковой головкой. Револьверная головка и боковые головки функционируют так же, как шестигранные и квадратные револьверные головки на горизонтальном токарном станке. Для обеспечения резки под углом и плунжер, и револьверная головка могут поворачиваться на 30 градусов вправо или влево от центра.
Станок может быть оснащен системой управления, позволяющей автоматически управлять каждой головкой, включая скорость и направление подачи, изменение подачи шпинделя, индексацию револьверной головки, запуск и остановку. После того, как цикл операций настроен и инструменты правильно отрегулированы, оператору нужно только загрузить, разгрузить и запустить машину. Производительность выше, чем у машин с ручным управлением, потому что они работают почти непрерывно и вносят изменения от одной операции к другой без колебаний и усталости. За счет сокращения времени обработки и автоматизации цикла оператор может обслуживать более одной машины.
За счет сокращения времени обработки и автоматизации цикла оператор может обслуживать более одной машины.
Токарно-револьверный станок обычно имеет кулачковый патрон для удержания заготовки; однако цанга может быть более подходящей при изготовлении деталей из прутка. Токарный станок, оснащенный цангой и револьверной головкой, называется винтовым станком, но на самом деле это специальный токарно-револьверный станок. Особенности винтовых станков направлены, прежде всего, на сокращение времени простоя на обрабатываемых деталях, тем самым повышая производительность.
Преимущества револьверных станков
Разница между моторным и револьверным токарным станком заключается в том, что револьверный токарный станок приспособлен для серийного производства, тогда как моторный токарный станок используется в основном для различных операций, в инструментальном цехе или для единичных операций.
Автоматизированное оборудование
Существуют токарные станки, которые позволяют автоматически зажимать, индексировать, подавать, изменять скорость вращения шпинделя и выполнять другие операции, которые должен выполнять оператор токарного станка с двигателем. Эти автоматические токарные станки представляют собой усовершенствование токарно-револьверного станка и особенно подходят для долгосрочного массового производства.
Эти автоматические токарные станки представляют собой усовершенствование токарно-револьверного станка и особенно подходят для долгосрочного массового производства.
Токарные автоматы могут быть одношпиндельными или многошпиндельными. Как правило, одношпиндельные станки предусматривают токарную обработку заготовки, удерживаемой в цанге или зажимаемой на шпиндельной бабке. Токарные автоматы с несколькими шпинделями обычно имеют средства индексации заготовки для инструментов, установленных на различных шпинделях. Эти инструменты могут включать сверла, зенкеры, расточные оправки и другие вращающиеся фрезы. Как одношпиндельные, так и многошпиндельные автоматы могут быть выполнены как с вертикальным, так и с горизонтальным выравниванием шпинделя.
Что касается процессов обработки на автоматическом токарном станке, то основными соображениями являются высокие скорости, желательные для хорошей производительности, экономичность процесса резки и балансировка скоростей на различных этапах операции для получения желаемой скорости. износа каждого режущего инструмента.
износа каждого режущего инструмента.
Одношпиндельные токарные автоматы
Большинство одношпиндельных токарных автоматов предназначены для обработки заготовок, расположенных между двумя центрами. Некоторые, однако, удерживают заготовку в патроне, цанге или специальном приспособлении. Большинство из них имеют горизонтальные шпиндели. Обычный одношпиндельный токарный автомат состоит из шести основных компонентов: основания, станины и направляющих; бабка; рабочий шпиндель; передний слайд инструмента; задний салазок для инструментов.
Инструмент: Можно использовать любой из нескольких доступных держателей заготовок, подходящих для конкретного применения, включая патроны, приводы планшайбы, цанги и специально разработанные приспособления. Патроны, если они используются, должны приводиться в действие от источника энергии, чтобы избежать потери времени на ручное приведение в действие патронов.
Державки обычно имеют прорези для фиксации и зажимы для удержания отдельных режущих инструментов в требуемых местах. Собранные державки, в свою очередь, фиксируются ключом и зажимаются в определенном месте на передних и задних суппортах.
Собранные державки, в свою очередь, фиксируются ключом и зажимаются в определенном месте на передних и задних суппортах.
Области применения: Оси и трансмиссионные валы, заготовки шестерен, приводы насосов и шестерни особенно хорошо подходят для обработки на одношпиндельных токарных автоматах. На самом деле, почти любая обрабатываемая металлическая деталь, подходящая для его размера, которая может быть зажата, закреплена или перемещена между центрами, является потенциальным кандидатом для этого станка. Одношпиндельные токарные автоматы выполняют токарные, торцовые, фасочные, канавочные и формовочные операции и обычно используются для деталей со средней производительностью.
Одношпиндельные автоматические винтовые станки
Автоматические винтовые машины представляют собой современные разработки более ранних машин, единственной функцией которых было производство винтов. Современные станки не только сохраняют возможности нарезания резьбы, но и способны выполнять все токарные операции. Эти станки производят широкий спектр деталей из прутка, подаваемого через полый рабочий шпиндель. Некоторые машины приспособлены для производства деталей из рулонного проката.
Эти станки производят широкий спектр деталей из прутка, подаваемого через полый рабочий шпиндель. Некоторые машины приспособлены для производства деталей из рулонного проката.
Одношпиндельные автоматические шнековые станки имеют горизонтальные полые шпиндели, совмещенные с трубками подачи материала. Большинство из них имеют кулачковое управление, но версии без кулачка, иногда с ЧПУ или ЧПУ, являются более гибкими и быстро настраиваются, что делает их более подходящими для более коротких производственных циклов. Станки доступны в нескольких размерах и состоят из шести основных компонентов: основание, передняя бабка, полый рабочий шпиндель, передний салазок, задний салазок и револьверная головка.
Скорость подачи и движение салазок инструмента контролируются кулачками или гидравликой. Скорость шпинделя изменяется в зависимости от диаметра/материала заготовки с помощью переключающих шестерен в основании станка. Прутковый материал автоматически подается на поворотный упор или револьверный упор после того, как каждая деталь завершена и отрезана. Цанга автоматически освобождается во время подачи материала.
Цанга автоматически освобождается во время подачи материала.
Оснастка: Круглые, квадратные, шестигранные и другие стандартные цанги доступны в размерах, подходящих для коммерческих размеров прутка. Специальные также сделаны, чтобы удовлетворить.
Области применения: Одношпиндельные винтовые автоматы используются для производства чрезвычайно широкого спектра мелких деталей, включая валы, штифты, ручки, винты, болты и т. д., из любого обрабатываемого металла. Плоские поверхности и пазы могут быть фрезерованы, а поперечные отверстия просверлены. Обычно один оператор управляет несколькими станками, количество которых зависит от частоты, необходимой для перезагрузки пруткового проката и регулировки или замены инструментов.
Многошпиндельные автоматические прутковые и зажимные станки
Обычные многошпиндельные автоматические прутковые и зажимные станки имеют два основных преимущества по сравнению с одношпиндельными автоматическими станками, оба из которых сокращают время, необходимое для изготовления детали:
- Многошпиндельный станок выполняет работу на каждой из своих рабочих станций одновременно; также возможно выполнять разные операции над деталью в каждой позиции за одно и то же время.
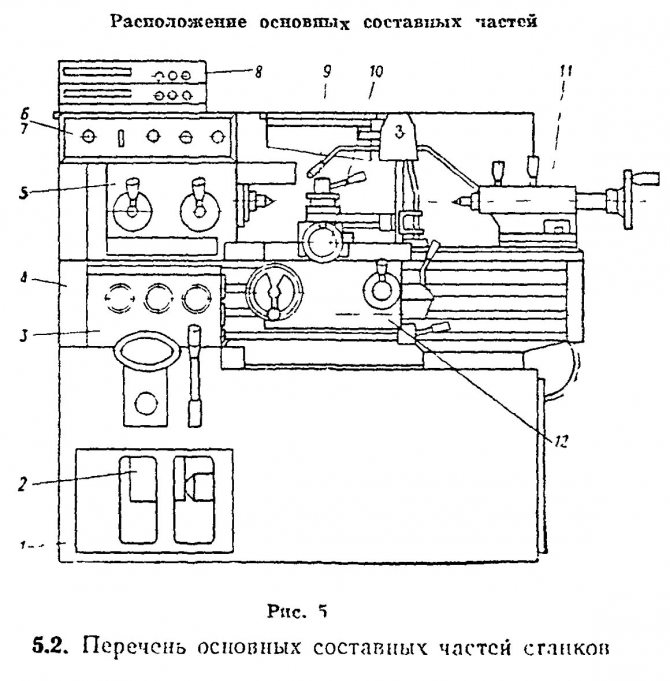
- Максимальное время, необходимое для завершения одной детали, равно времени, необходимому для самой длинной резки, плюс индексное время, а в некоторых случаях самая длинная резка может быть разбита на этапы. Например, просверленное отверстие, которое является самым длинным вырезом определенной детали, может быть выполнено в трех или более местах.
Размеры деталей и сложность конструкции одинаково хорошо подходят как для многошпиндельных, так и для одношпиндельных станков. Более короткое время переналадки благоприятствует одношпиндельным станкам для коротких производственных циклов, но более короткое время обработки одной детали многошпиндельного станка делает его более экономичным для больших тиражей.
Многошпиндельные вертикальные автоматические зажимные станки
Многошпиндельные вертикальные автоматические зажимные станки производятся несколькими производителями станков в нескольких размерах и моделях, от четырех до восьми шпинделей. Один производитель поставляет 16-шпиндельный станок, то есть по два шпинделя на каждую позицию 8-шпиндельного станка.
Один производитель поставляет 16-шпиндельный станок, то есть по два шпинделя на каждую позицию 8-шпиндельного станка.
Эти машины занимают меньше места, чем аналогичная горизонтальная модель, и более универсальны в применении. Однако они не принимают барный прокат. Некоторые другие преимущества заключаются в том, что их удобно загружать, эксплуатировать, настраивать или менять инструмент.
Токарные станки с компьютерным управлением
В самых современных токарных станках движение и управление станком и его компонентами осуществляется с помощью числового программного управления (ЧПУ). Эти токарные станки обычно оснащены одной или несколькими револьверными головками. Каждая револьверная головка оснащена разнообразными инструментами и выполняет несколько операций на разных поверхностях заготовки.
Эти машины высоко автоматизированы, операции повторяются, и они поддерживают желаемую точность. Они подходят для малых и средних объемов производства.
Джордж Шнайдер-младший, CMfgE, является автором «Применения режущих инструментов» — справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий в Технологическом университете Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Лучшие токарные станки с ЧПУ в 2022 году для обработки металлов [Все цены]
Выбор токарного станка с ЧПУ может быть сложным, учитывая варианты, доступные на рынке.
Лучший токарный станок с ЧПУ для вашего применения зависит от максимального размера вашей заготовки, материала, с которым вы планируете работать, типа обработки, которую вы собираетесь выполнять, и от того, насколько быстро вам это нужно сделать.
Я написал это руководство после рассмотрения лучших вариантов токарных станков с ЧПУ, представленных сегодня на рынке.
Проанализировав каждый токарный станок с ЧПУ по таким факторам, как размер, материалы, с которыми он может работать, время цикла, количество осей, мощность и число оборотов в минуту, а также цена, я выбрал лучшие станки в каждой ценовой категории.
Для некоторых любителей небольшие токарные станки с ЧПУ (менее 5000 долларов США) могут быть идеальными, в то время как для тех, кто хочет работать с большей точностью, лучше подойдут станки промышленной категории начального уровня.
Я подробно рассказал о каждом из рекомендуемых станков, чтобы вы могли узнать, на что способен каждый станок. А также то, что он не может сделать.
Наконец, после моих рекомендаций по каждой категории, я рассказал обо всех важных факторах, которые следует учитывать при выборе токарного станка с ЧПУ.
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что в этом руководстве?
- Лучшие малые токарные станки с ЧПУ
- Лучшие промышленные токарные станки с ЧПУ начального уровня
- Лучший швейцарский токарный станок с ЧПУ
- Лучшие промышленные токарные станки с ЧПУ
- Factors to Consider While Choosing a CNC Lathe
Here are the best CNC lathes available today [2022]:
| CNC Lathe | Category | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Sherline 17″ CNC Lathe | Small CNC Tale | ||||||||
| 2 | TAIG 4029 DSLS CNC LATHE | SLAIN CNC LATHE | ||||||||
| 3 | Prox. | |||||||||
| 3 | Prox. | |||||||||
| 3 | Proxe | 3 | Proxon | Prox. | .0821 | |||||
| 4 | Tormach 8L CNC Lathe | Entry-Level Industrial | ||||||||
| 5 | Grizzly Industrial G0884 CNC Lathe | Entry-Level Industrial | ||||||||
| 6 | APSX-NANO CNC Swiss Lathe | Токарный станок с ЧПУ Swiss | ||||||||
| 7 | Токарный станок с ЧПУ Haas | Промышленный класс | ||||||||
| 8 | Токарный станок с ЧПУ Okuma |
| 9 | Doosan CNC Lathes | Industrial-grade |
| 10 | DMG Mori CNC Lathes | Industrial-grade |
| 11 | Hardinge CNC Lathes | Industrial-grade |
Best Токарные станки с ЧПУ [2022]
Лучшие малые токарные станки с ЧПУ
Эти токарные станки с ЧПУ хорошо подходят для рабочего стола или стола и предназначены исключительно для обработки металлов с ЧПУ в мастерских любителей.
Цена большинства из них ниже 5000 долларов или около того.
1. Токарный станок с ЧПУ Sherline 17 дюймов
Токарный станок с ЧПУ Sherline 17 дюймов
Токарный станок с ЧПУ Sherline 17 дюймов — это хороший токарный станок начального уровня, который идеально подходит для любителей, которым не нужны очень высокие скорости работы.
Хотя он дороже, чем 8-дюймовый токарный станок Sherline, я выбрал 17-дюймовый токарный станок Sherline с ЧПУ из-за дополнительной длины, которую он обеспечивает. Возможно, вам обычно не нужна длина, но когда она вам нужна, это помогает.
Токарные станки с ЧПУ Sherline известны своей возможностью настройки. Они производят токарные станки с ЧПУ, что позволяет вам выбирать шаговые двигатели и драйверы в соответствии с вашими требованиями.
Если вы любите делать все своими руками, вы можете приобрести токарные станки с ЧПУ от Sherline и самостоятельно изготовить деталь с ЧПУ.
Я перечислил некоторые из лучших шаговых двигателей, контроллеры GRBL с ЧПУ и несколько драйверов шаговых двигателей в других статьях..jpg)
Задняя бабка нерегулируемая. Обходной путь — приобрести вращающийся центр для задней бабки.
Двигатель мощностью 60 Вт с регулируемым диапазоном оборотов от 70 до 2800 об/мин обеспечивает достаточный крутящий момент для выполнения всех токарных операций в пределах возможностей этого токарного станка.
Токарный станок представляет собой идеальное сочетание прочности, жесткости и мобильности. Достаточно жесткий, чтобы выдерживать вибрации от выполняемой работы, и весит около 70 фунтов, достаточно легкий, чтобы его можно было взять и поставить на полку.
Sherline предлагает четыре варианта на выбор. Пакеты A, B и C предлагают опции инструментов для конкретных требований. Базовая 17-дюймовая система токарного станка с ЧПУ Sherline продается на веб-сайте Sherline по цене около 2512 долларов.
Заявленный допуск составляет 0,003 дюйма, но я считаю, что его можно улучшить, если использовать правильные инструменты и низкие скорости резания.
Система ЧПУ Sherline поставляется с компьютером под управлением ОС Ubuntu на базе Linux с предустановленным программным обеспечением ЧПУ и LinuxCNC. Linux — это программное обеспечение с открытым исходным кодом, которое может избавить вас от расходов на программное обеспечение.
Linux — это программное обеспечение с открытым исходным кодом, которое может избавить вас от расходов на программное обеспечение.
Драйвер шаговых двигателей устанавливается внутри компьютера, поэтому он хорошо защищен от пыли и мусора. Тем не менее, вам нужно будет поставить монитор, так как в пакете его нет.
Токарный станок с ЧПУ Sherline может штамповать детали с приемлемой точностью, если вы будете терпеливы.
2. Полный токарный станок с ЧПУ TAIG 4029 DSLS
Токарный станок с ЧПУ TAIG DSLS 4029
Если вам нужен надежный токарный станок с ЧПУ начального уровня, работающий на программном обеспечении Mach4, то токарный станок с ЧПУ TAIG 4029 — отличный выбор.
Несмотря на высокую цену в $3895,00, я выбрал TAIG 4029 вместо TAIG 4019 из-за предлагаемой им передней бабки 5C. Передняя бабка 5C имеет больший диаметр и захватывает деталь со всех сторон.
В традиционном кулачковом патроне, таком как ER16, используемый на TAIG 4019, заготовка захватывается только в 3 или 4 точках, что влияет на точность, особенно при нарезании резьбы.
Защита от стружки и аварийный выключатель означают, что вы получаете более безопасную машину.
Mach4 — это простое в использовании программное обеспечение. С бесплатным дополнением LazyCam можно использовать такие типы файлов, как JPG, BMP, HPGL и DXF. Что, я считаю, проще, чем изучение программ CAM/CAD.
Использование шариковых винтов вместо ходовых винтов повышает точность и может обеспечить точность 0,0005.
У TAIG отсутствует задняя бабка, но для коротких заготовок задняя бабка требуется редко. Вы можете получить максимальный диаметр заготовки 4,5 дюйма, который можно увеличить до 6,5 дюйма с помощью стояков на передней бабке.
Отсутствие задней бабки означает, что напряжение и нестабильность из-за длины заготовки ограничивают длину заготовки.
Двойной резцедержатель позволяет одновременно использовать несколько инструментов и экономит время на смену инструмента во время производственного цикла.
Если вы работаете с дорогими заготовками, система Digital Sync Lock Servo (DSLS) является отличной функцией. Он обнаруживает любые пропущенные шаги двигателя и корректирует их соответствующим образом, защищая вашу заготовку от повреждений.
Он обнаруживает любые пропущенные шаги двигателя и корректирует их соответствующим образом, защищая вашу заготовку от повреждений.
Верхний предел скорости TAIG 4029 составляет 1800 об/мин, что увеличивает время цикла и ограничивает обрабатываемые материалы. Кроме того, скорость не может изменяться постоянно, а вместо этого имеет предустановленные скорости, которые вы можете использовать.
Настольные токарные станки не могут работать на более высоких скоростях, потому что маленькие станки легкие, поэтому на высоких скоростях возникает вибрация.
3. Прецизионный токарный станок Proxxon PD 400/ЧПУ
Прецизионный токарный станок Proxxon PD 400/ЧПУ
Немецкая компания Proxxon специализируется на высокоточных малогабаритных инструментах для различных областей применения.
Их самый популярный токарный станок с ЧПУ — прецизионный токарный станок PD 400/CNC, продаваемый в США компанией Proxxon Inc, NC.
При весе около 100 фунтов этот мини-токарный станок с ЧПУ имеет площадь основания 35,4 x 15,8 x 11,8 дюймов, что позволяет разместить его на столе.
Прочная конструкция станка PD 400/CNC позволяет ему подавлять вибрации и позволяет обрабатывать твердые металлы.
Шестиступенчатая система привода обеспечивает скорость 80, 160, 330, 660, 1400 и 2800 об/мин, что делает ее подходящей для широкого спектра применений.
Хотя я думаю, что вариатор был бы лучше.
Мощный двигатель мощностью 550 Вт обеспечивает достаточный крутящий момент для точения, фрезерования и нарезания резьбы.
Позволяет работать с заготовками длиной 15,75 дюйма и максимальным диаметром 4,56 дюйма. Вращающаяся задняя бабка улучшает плавность работы.
Машина работает с программным обеспечением NCCAD, но, к сожалению, работает только с операционной системой Windows. Пользовательскому интерфейсу не хватает внешнего вида, но программное обеспечение довольно мощное и хорошо справляется со своей задачей.
Связь с компьютерами осуществляется через кабель RS-232, 9-контактный адаптер, который не поддерживается ноутбуками. Но вы можете использовать преобразователь RS-232 в USB и подключить его к одному из портов USB.
Но вы можете использовать преобразователь RS-232 в USB и подключить его к одному из портов USB.
Proxxon — бренд, ориентированный на клиента, известный своей быстрой доставкой по гарантии и ценностью для клиента.
Продукт немецкого производства, а это означает, что он должен быть импортирован, и вам необходимо связаться с Proxxon, чтобы узнать стоимость вашей сборки. Но качество вывода, которое вы получаете, может стоить цены.
Проверить цену на веб-сайте Proxxon
Я подробно рассматриваю этот токарный станок с ЧПУ здесь — Обзор ЧПУ Proxxon PD 400 [2022].
Sherline и TAIG также продают очень популярные настольные фрезерные станки с ЧПУ. Я говорил о них здесь — «Лучшие настольные фрезерные станки с ЧПУ в 2022 году для обработки металла».
Лучшие промышленные токарные станки с ЧПУ начального уровня
Это токарные станки с ЧПУ, предназначенные для любителей, намеревающихся создавать высокоточные прототипы. Они также используются в качестве первых токарных станков в небольших обрабатывающих мастерских.
1. Токарный станок с ЧПУ Tormach 8L.
Токарный станок с ЧПУ Tormach 8L. Вы можете выполнять торцевание, растачивание, нарезание канавок и точение с хорошей точностью.
Лучше всего подходит для небольших производственных задач и изготовления прототипов высокого качества.
Шпиндель мощностью 1,5 л.с. с регулируемой частотой вращения от 100 до 5000 об/мин и прочной конструкцией весом 838 фунтов позволяет резать мягкие и твердые материалы, такие как титан.
Если вы хотите выбрать шпиндель для своего ЧПУ, ознакомьтесь с этим руководством — Лучшие шпиндели с ЧПУ в 2022 году для плавной резки
Вы можете использовать заготовки с максимальной длиной 16 дюймов и максимальным диаметром 8 дюймов на это токарный станок с ЧПУ.
Однако, если в ходе операции требуется, чтобы ходовая часть проходила под заготовкой, максимальный диаметр заготовки ограничивается 4 дюймами.
Он работает от однофазной сети переменного тока 115 В, поэтому вы можете подключить его к настенной розетке в вашем доме, что делает его идеальным для непромышленной установки.
Корпус, входящий в стандартную комплектацию всех комплектов, повышает безопасность во время работы, а быстросменный держатель инструмента экономит ваше драгоценное время.
Контроллер работает с программным обеспечением Tormach PathPilot, которое имеет интуитивно понятный пользовательский интерфейс и простое в освоении. Кроме того, он поддерживает Dropbox, что позволяет легко передавать файлы с вашего компьютера.
Токарный станок с ЧПУ и контроллер в начальном пакете без инструментов, монитора, клавиатуры и мыши обойдется вам в $6,995 плюс доставка. Если вам нужны все навороты и свистки, цена доходит до 9 995 долларов плюс доставка.
Tormach 15L Slant Pro также достоин внимания, если вам нужна заготовка большего размера (диаметр 15 дюймов), но ее стоимость составит примерно 18 700 долларов США. Токарный станок с ЧПУ Tormach 8L — хороший выбор
Более подробный обзор токарного станка с ЧПУ Tormach 8L — Обзор токарного станка с ЧПУ Tormach 8L
2.
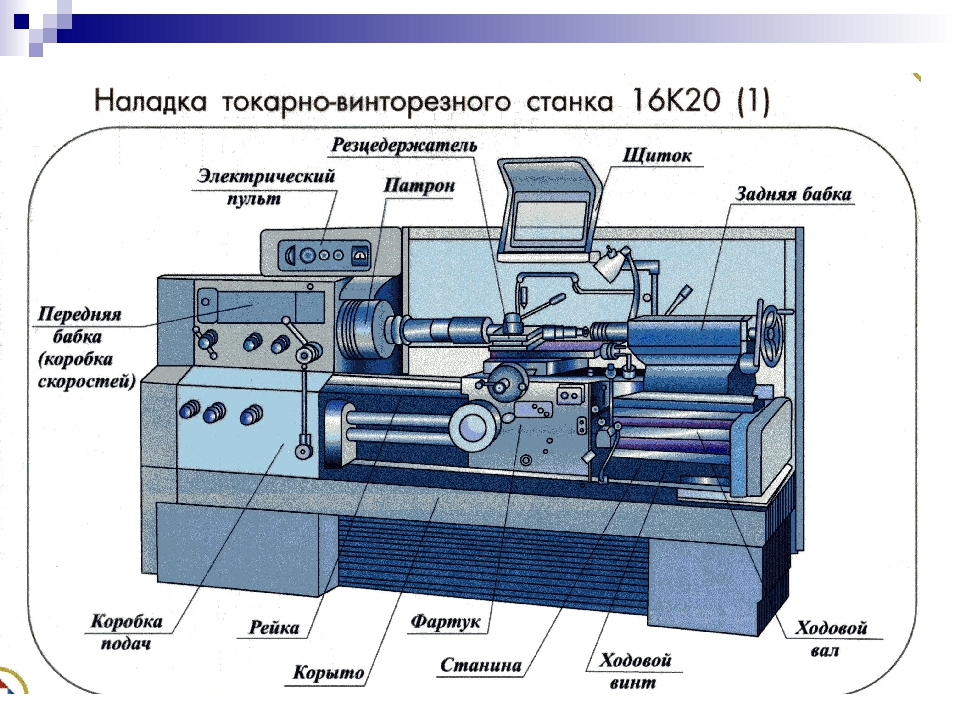 Промышленный токарный станок с ЧПУ Grizzly G0884
Промышленный токарный станок с ЧПУ Grizzly G0884
Промышленный токарный станок с ЧПУ Grizzly G0884
Если вам нужен недорогой токарный станок с ЧПУ, который может работать с несколькими инструментами в быстрой последовательности, то он отлично подойдет для этой работы.
Токарный станок с ЧПУ Grizzly Industrial G0884 стоимостью 22 500 долларов США обеспечивает промышленное качество и скорость производства, а также доступен для небольших магазинов.
Токарный станок с ЧПУ имеет площадь основания 67 x 75 дюймов и может обрабатывать заготовки длиной 27 дюймов и максимальным диаметром 13 дюймов.
Двигатель мощностью 4 л.с. приводит в движение шпиндель и может работать со скоростью от 30 до 4000 об/мин, что делает его подходящим для широкого спектра операций обработки.
G0884 имеет прочную конструкцию и весит около 3100 фунтов, что позволяет ему выдерживать высокие уровни вибрации.
Скорость подачи 300 дюймов в минуту означает, что вы можете резать быстрее и сократить время цикла.
Устройство автоматической смены инструмента является преимуществом. Благодаря 6-позиционной револьверной головке вы можете сэкономить время, затрачиваемое на смену инструмента. Кроме того, вы можете комплектовать изделия за один проход.
Бак для охлаждающей жидкости объемом 14 галлонов обеспечивает долгие часы работы. Закрытая рабочая зона обеспечивает чистоту рабочего места и повышенную безопасность.
Контроллер, который управляет G0884, представляет собой контроллер ЧПУ Sinumerk от Siemens, надежный и простой в использовании.
Для работы G0884 вам понадобится трехфазный источник питания, что является важным фактором для небольших магазинов.
Этот токарный станок с ЧПУ производится в Соединенных Штатах и имеет группу технической поддержки в США.
Если вы ищете высококачественную продукцию с коротким временем производства, Grizzly Industrial G0884 — хороший выбор.
Лучший швейцарский токарный станок с ЧПУ
Швейцарский токарный станок имеет уникальный режим работы, отличающийся от традиционных токарных станков, таких как Proxxon PD 400. часть, экономя время и деньги.
часть, экономя время и деньги.
Крошечные или тонкие детали имеют тенденцию к поломке при обработке на традиционных токарных станках с ЧПУ. Швейцарский токарный станок с ЧПУ предназначен для обработки мелких деталей с высокой степенью точности без их поломки.
Швейцарский токарный станок может иметь несколько шпинделей. Один шпиндель может резать определенным инструментом, а другой может резать ту же заготовку другим инструментом.
Так что здесь вам не нужно беспокоиться о замене инструментов в процессе обработки. №
Еще одной примечательной особенностью токарного станка швейцарского типа является его скользящая передняя бабка и фиксированная направляющая втулка.
Его скользящая передняя бабка вращает заготовку и перемещает заготовку по линейной оси через направляющую втулку.
Направляющая втулка поддерживает заготовку прямо до точки соприкосновения режущих инструментов (лезвия/фрезы).
Этот механизм помогает уменьшить вибрацию, воздействующую на заготовку в процессе обработки.
Высокоточные детали, изготовленные на швейцарских токарных станках, находят применение в часовом производстве, автомобилестроении, обороне, электронике, медицинских приборах и т. д. производитель с несколькими машинами в своем арсенале. APSX-NANO — их токарный станок швейцарского типа.
Судя по конструкции, это настольный станок с ЧПУ. В полностью собранном виде APSX-NANO стоит на подставке размером 40 x 22 дюйма. Базовая машина имеет площадь основания 31 x 14 дюймов.
Он также поставляется с ПК, клавиатурой, 22-дюймовым монитором, педальным контроллером и системой водяного охлаждения. Все это вместе составляет систему швейцарского токарного станка APSX-NANO. жесткая пластина литейного инструмента, и вся машина весит около 150 фунтов
Она имеет раздвижную крышку в области прутка, поликарбонатный передний щиток для блокировки стружки в воздухе и несколько светодиодных фонарей в рабочей зоне для обеспечения видимости.
Поддерживает стержни с максимальным диаметром 0,75 дюйма и может вмещать стержень длиной 20 дюймов.
Эффективная обрабатываемая длина составляет 17 дюймов, а рекомендуемый стандартный диаметр заготовки — 0,5 дюйма.
APSX-NANO может работать с алюминием, нержавеющей сталью, титаном, дерлином, пластиком, бронзой, латунью и подобными материалами.
Рабочая зона ASPX-NANO (Источник: APSX LLC — YouTube)
Он поддерживает шесть (6) инструментов для измерения наружного диаметра (OD) и поставляется с тремя (3) инструментами для отрезания, нарезания резьбы и торцевания. Он также поддерживает пять (5) инструментов внутреннего диаметра (ID), и вы получаете три в комплекте.
Два приводных инструмента используют цангу ER11 на шпинделе с диапазоном скоростей вращения 2000–20 000 об/мин.
Материал заготовки вращается с помощью серводвигателя Teknic мощностью 300 Вт со скоростью вращения 1800 об/мин. Он имеет повторяемость 0,03°.
APSX-NANO использует ходовые винты, приводимые в движение шаговыми двигателями NEMA 23 для передачи. Он обеспечивает высокую скорость 90 дюймов в минуту и повторяемость менее 0,0005 дюйма при обработке.
Станок работает с программным обеспечением ЧПУ APSX Spyder, которое импортирует траектории движения инструмента в стандартном формате файла G-кода.
APSX LLC предоставляет шестимесячную гарантию на машину APSX-NANO. Если в течение этого периода возникнут какие-либо проблемы с оборудованием, они устранят их путем замены или ремонта.
По любым вопросам или в поддержку вы можете связаться с APSX по телефону, электронной почте, через контактную форму на их веб-сайте или посетить их офис в Цинциннати, штат Огайо, США.
Вы даже можете запланировать видеозвонок со службой поддержки APSX, чтобы получить представление об их станке с ЧПУ и его работе.
Проверить цену на APSX
Лучшие промышленные токарные станки с ЧПУ
Для тяжелых производственных работ существует множество компаний, предлагающих хорошие токарные станки с ЧПУ. На самом деле, у каждого бренда есть несколько моделей, которые имеют очень разные цены.
Я намерен дать общий обзор наиболее популярных марок, которые следует учитывать при выборе токарного станка с ЧПУ в этой категории.
1.
Токарные станки с ЧПУ Haas
Токарный станок с ЧПУ Haas TL 2
Haas — американский производитель станков, бренд имеет очень высокую репутацию благодаря качеству своей продукции и послепродажному обслуживанию.
Haas известен как самый доступный бренд среди производителей промышленных станков с ЧПУ.
Они предлагают несколько вариантов настройки своих токарных станков, включая размер патрона, тип шпинделя, скорость вращения шпинделя, тип револьверной головки, мониторинг камеры Wi-Fi и память для хранения среди многих других.
Токарные станки с ЧПУ от Haas обеспечивают невероятную точность и повторяемость. Кроме того, такие функции, как автоматическая смена инструмента, позволяют сократить время цикла.
Базовая модель их предложения — Токарный станок Haas Toolroom TL-1-EDU по цене около 22 000 долларов.
Он может работать с заготовками с максимальным диаметром 8 дюймов и максимальной длиной 30 дюймов. Он может работать как с мягкими материалами, так и с твердыми металлами.
Он может работать как с мягкими материалами, так и с твердыми металлами.
Система охлаждения и удаления стружки, входящая в стандартную комплектацию, помогает повысить эффективность станка.
Система ЧПУ Haas проста в использовании и не требует знания G-кода для программирования, что является преимуществом для новичков и стартапов.
Он имеет несколько дополнительных функций, таких как система обнаружения сбоя питания, которая обнаруживает сбой питания и плавно останавливает шпиндель и двигатели, предотвращая внезапную остановку.
Вы можете настроить токарный станок в соответствии с вашими требованиями на их веб-сайте и запросить расценки на вашу сборку.
2.
Токарные станки с ЧПУ Okuma
Токарный центр Okuma LU7000EX
Okuma — это японский бренд станков, который существует уже более 120 лет.
Они хорошо известны в Северной Америке и имеют множество дистрибьюторов по всей территории США.
Компактные машины производят продукцию аэрокосмического качества с высокой точностью и скоростью. Базовая модель токарных станков с ЧПУ Okuma начинается от 9 долларов.3995.
Базовая модель токарных станков с ЧПУ Okuma начинается от 9 долларов.3995.
Они известны своей отличной технической поддержкой и послепродажным обслуживанием.
Токарные станки с ЧПУ могут быть настроены в соответствии с вашими производственными требованиями. Okuma указывает цены на некоторые из своих токарных станков с ЧПУ на своем веб-сайте.
3.
Станки Doosan Токарные станки с ЧПУ
Станки Doosan Токарный центр Puma 1000M
Станки Doosan — это корейский бренд, который занимается производством станков с 1970-х годов.
У них есть несколько дистрибьюторов, разбросанных по США, и они обещают доставку запчастей в течение нескольких дней.
В отличие от других брендов, уровень персонализации ограничен. Тем не менее, они предоставляют вам достаточно вариантов для выбора.
Они обеспечивают поддержку клиентов 24×7. Вы можете быть уверены в хорошем клиентском опыте, поскольку они известны быстрым и надежным решением вопросов и жалоб клиентов.
Машины рассчитаны на долгий срок службы и известны своей надежностью, проверенной временем.
Цена на токарный станок с ЧПУ Doosan определяется различными требованиями к настройке и настройке. Чтобы узнать цену, вам нужно будет запросить цитату через их веб-сайт.
4.
Токарные станки с ЧПУ DMG Mori
Токарный центр DMG Mori NLX 6000
DMG Mori, также известный как Mori Seiki, — это бренд, основанный в Японии и существующий с 1948 года. Они известны своим универсальным ассортиментом продукции. .
Эти ЧПУ предназначены для сверхвысоких уровней точности, а их самый маленький токарный станок с ЧПУ может обрабатывать заготовки диаметром 12 дюймов.
На этих ЧПУ можно выбрать контроллеры ЧПУ Siemens или Fanuc. Кроме того, они обеспечивают высокий уровень оцифровки для улучшения управления производством.
Надежность их машин проверена временем. DMG Mori предоставляет 3-летнюю гарантию на свои шпиндели без ограничения часов работы.
Их служба поддержки имеет хорошую репутацию, и они обещают заменить шпиндель в течение 24 часов.
Вы можете посетить их веб-сайт, чтобы настроить токарный станок с ЧПУ в соответствии с вашими требованиями и запросить расценки.
5.
Токарные станки с ЧПУ Hardinge
Токарный центр Hardinge серии H
Основан в Чикаго в 1890s, Hardinge — американская компания по производству станков со штаб-квартирой в Пенсильвании, присутствующая в 65 странах.
Токарные станки с ЧПУ от Hardinge лучше всего подходят там, где стандарты точности чрезвычайно высоки.
Они имеют жесткие допуски и дают превосходные результаты. Вы можете настроить его в соответствии с требованиями вашего проекта.
Вы можете выбрать контроллеры ЧПУ Mitsubishi или Fanuc на токарных станках с ЧПУ Hardinge. Как и другие токарные станки с ЧПУ в этом списке, вы можете ожидать, что Hardinge будет иметь аналогичные функции.
Вы можете узнать больше о токарных станках с ЧПУ Hardinge, а также запросить расценки на их официальном сайте.
Вам также может быть интересно прочитать:
- Лучшие настольные фрезерные станки с ЧПУ [2022] для любителей
- Лучшие фрезерные станки с ЧПУ [2022] — настольные, настольные и промышленные.
Факторы, которые следует учитывать при выборе токарного станка с ЧПУ: руководство для покупателя
Когда вы рассматриваете возможность покупки токарного станка с ЧПУ, представьте проекты, для которых вы будете использовать этот станок, и задайте себе следующие вопросы:
- Где используется токарный станок с ЧПУ и каковы ограничения по площади?
- Какие материалы будут обрабатываться на этом токарном станке с ЧПУ?
- Какое программное обеспечение и типы файлов поддерживает контроллер?
1. Занимаемая площадь машины
Занимаемая площадь машины — это площадь, которую машина занимает на вашем полу. Подумайте, где вы собираетесь разместить машину, будь то в вашей личной мастерской или на промышленной установке.
Токарные станки с ЧПУ бывают разных размеров, от небольших настольных токарных станков с ЧПУ до больших промышленных станков с ЧПУ. Более крупные машины имеют более высокие требования к мощности, поэтому определите, можете ли вы обеспечить надлежащий источник питания для оборудования.
Вам также необходимо учитывать размер заготовки, которая будет использоваться, выбрать станок, который может вместить длину и диаметр ваших предполагаемых заготовок.
2. Материалы
Необходимо учитывать типы материалов, используемых в качестве заготовок, потому что тип материала будет определять все остальные факторы для токарного станка с ЧПУ.
Древесина сравнительно мягче металлов, поэтому хороший токарный станок для деревообработки может иметь относительно низкий крутящий момент и жесткость, чем токарные станки по металлу.
Токарная обработка металлов требует высокой точности и очень низких допусков. Например, токарные станки с ЧПУ промышленного класса могут изготавливать детали с допуском ±0,00005 дюйма.
Следовательно, токарный станок с ЧПУ для токарной обработки металлов должен состоять из жестких деталей, что делает их тяжелыми.
Выберите токарный станок с ЧПУ с достаточной жесткостью и весом, чтобы не создавать вибрации и обеспечивать точность, необходимую для выбранного вами материала. Старайтесь не выбирать ЧПУ со сварной стальной конструкцией, так как они менее жесткие, чем чугунные.
3. Контроллер и программное обеспечение
Программируемый контроллер управляет движениями токарных станков с ЧПУ. Необходимо изучить типы файлов, поддерживаемые контроллером и программным обеспечением, поставляемым с машиной.
Контроллер определяет простоту использования и поддерживаемое программное обеспечение. Проверьте, может ли машина принимать файлы из вашего программного обеспечения для проектирования или вам придется приобрести дополнительное программное обеспечение.
Для токарных станков с ЧПУ доступно проприетарное программное обеспечение и программное обеспечение с открытым исходным кодом. Проприетарное программное обеспечение имеет лучшие функции, проще в настройке и имеет хорошую техническую поддержку, но стоит дороже.
С другой стороны, программное обеспечение с открытым исходным кодом является гибким, бесплатным для использования и имеет большую базу пользователей, а также достаточно онлайн-ресурсов, которые помогут вам устранить неполадки.
Одними из лучших программ для токарных станков с ЧПУ являются GRBL, Mach4 и LinuxCNC. Рассмотрим варианты использования, например, нужно ли вам это для резьбы или гравировки поверхности. Вам нужно программное обеспечение, которое может удовлетворить ваши требования.
Любители и энтузиасты-любители предпочитают программное обеспечение с открытым исходным кодом, тогда как в промышленной установке машина поставляется с проприетарным программным обеспечением.
4. Мощность и скорость вращения
Мощность двигателя шпинделя и скорость вращения шпинделя определяют типы материалов, которые вы можете использовать. Он также определяет тип работы, которую вы можете выполнять, например, токарную обработку или нарезание резьбы.
Некоторые машины работают на одной скорости, а некоторые имеют переменный диапазон скоростей, но учитывают крутящий момент вместе со скоростью. Крутящий момент является фактором, который поддерживает вращение тяжелых заготовок и позволяет выполнять их плавную резку.
В большинстве случаев токарная обработка древесины обычно требует 2000 об/мин и имеет низкое энергопотребление.
В то время как в случае с металлами для поддержания оптимальной скорости резания требуются более высокие обороты, но опять же, если вы хотите нарезать резьбу на металлической заготовке, вам нужен станок с хорошим крутящим моментом при низких оборотах.
Мощность вашего двигателя является важным фактором. Предположим, вы используете маломощный двигатель для выполнения сложных проектов, двигатель может заглохнуть. Размеры заготовки могут быть в пределах возможностей токарного станка, но это все равно может происходить в зависимости от используемого материала.
Токарные станки с ЧПУ доступны для широкого диапазона оборотов, выберите тот, который идеально соответствует требованиям вашего приложения.
5. Время цикла
Время цикла — это время, необходимое токарному станку с ЧПУ для завершения работы над одним изделием. Машины с большим количеством осей имеют меньшее время цикла и, следовательно, более эффективны.
Однако они стоят дороже, а их сложность возрастает, что затрудняет самостоятельное устранение неполадок.
Учитывайте время цикла с учетом производственных требований. В промышленной установке, где количество заготовок больше, лучше иметь токарный станок с ЧПУ с меньшим временем цикла.
Для вашей личной мастерской с низкой частотой производства фактор времени цикла может не играть большой роли и может сэкономить вам несколько долларов.
6. Количество осей
Система осей токарного станка
2-осевой токарный станок с ЧПУ
Это самая основная установка токарного станка с ЧПУ. 2 линейные оси могут использоваться для выполнения различных токарных операций. Однако традиционный 2-осевой токарный станок обрабатывает только диаметр заготовки и, следовательно, не подходит для фрезерных операций.
3-осевой токарный станок с ЧПУ
Добавленная ось позволяет ему выполнять операции в 3-х плоскостях и позволяет выполнять операции нарезания резьбы, растачивания и фрезерования. Он также может выполнять винтовые фрезерные операции и подходит для производства механических компонентов.
4-осевой токарный станок с ЧПУ
4-осевой токарный станок с ЧПУ обрабатывает заготовку так же, как и 3-осевой токарный станок, но дополнительная ось позволяет делать надрезы или отверстия по бокам заготовки. Вы можете использовать 4-осевой токарный станок с ЧПУ для гравировки криволинейных поверхностей и прерывистых токарных операций.
5-осевой токарный станок с ЧПУ
5-осевой токарный станок с ЧПУ может манипулировать заготовкой в 5 различных направлениях. Он лучше всего подходит для производства сложных и замысловатых компонентов. 5-осевые токарные станки с ЧПУ позволяют производить продукцию с очень высокой точностью и в короткие сроки.
Конечно, существуют станки с более чем 5 осями, но это очень сложные и сложные токарные станки, которые обычно не требуются для типичных производственных нужд.
7. Инвестиции
Когда я говорю инвестиции, я имею в виду не только деньги, которые вы инвестируете, но, самое главное, ваше время. Вам нужно будет выложить больше за машину, которая экономит ваше время без ущерба для качества продукта.
Учитывайте время, сэкономленное или задержанное машиной, при сравнении затрат.
Часто задаваемые вопросы
Что такое токарный станок с ЧПУ?
Токарные станки с ЧПУ — это машины с числовым программным управлением, которые выполняют различные операции, такие как токарная обработка, резка и сверление таких материалов, как дерево и металлы. Заготовка удерживается на месте и вращается шпинделем, в то время как режущий инструмент выполняет различные операции с заготовкой.
