Холодная прокатка: обзор технологии и ее преимущества
Содержание
Преимущества и недостатки холодной прокатки
Содержание страницы
- Что такое прокатка?
- Что такое холодная прокатка?
- Преимущества холодной прокатки
- Недостатки холодной прокатки
Без сомнения, сталь продолжает оставаться одним из самых востребованных и используемых материалов во всем мире, поскольку она представляет собой смесь железа с углеродом, которая, в свою очередь, содержит другие элементы, которые добавляются с помощью различных процессов для промышленных применений. Таким образом, продажа металлопроката никогда не потеряет своей актуальности.
В этой статье поговорим об одном из наиболее часто используемых методов обработки металлов: холодной прокатке. Процесс, который используется в разных отраслях промышленности, как для полуфабрикатов, так и для готовых продуктов, имеет различные преимущества и недостатки, о которых расскажем ниже.
Что такое прокатка?
Прокатка представляет собой промышленный процесс деформации и формообразования, при котором металл проходит между одной или несколькими парами валков или прессов, которые за счет своих сил сжатия уменьшают его толщину, делая его более однородным и улучшая его механические свойства. как его эластичность, сопротивление и удлинение.
как его эластичность, сопротивление и удлинение.
Аналогичным образом, этот процесс может быть выполнен и классифицирован в зависимости от используемой температуры, может быть подвергнут горячей или холодной прокатке, причем на этот раз основное внимание уделяется последнему.
Что такое холодная прокатка?
Холодная прокатка — это процесс, который осуществляется при комнатной температуре, производя непрерывную деформацию на высокой скорости с небольшим полем допусков, которые допускают рекристаллизацию. Поэтому он используется, когда требуются или желательны лучшие механические свойства, а также более качественная обработка поверхности готового продукта.
Применяя его к стали, холодная прокатка повышает ее сопротивление и твердость и снижает ее пластичность, поэтому необходимо впоследствии ввести еще один процесс, называемый отжигом, который является дополнительным процессом формообразования, придающим ей окончательные свойства.
Важно отметить, что этот процесс обычно имеет более высокую цену, но на самом деле его характеристики того стоят, поскольку в материалах нет изменений в объеме или форме, что действительно происходит при горячей прокатке.
Преимущества холодной прокатки
- Отличный уровень размерной толерантности;
- Отличная отделка поверхности, яркая, гладкая и без шероховатости;
- Повышение уровня сопротивления, напряжения и эластичности;
- Улучшенные уровни обрабатываемости;
- Улучшение всех металлических свойств стали;
- Более длительный срок службы продукта.
Все вышеперечисленное делает холодную прокатку идеальной для небольших, более детализированных деталей или для тех, которые нуждаются в чистовой отделке, поскольку они позволяют лучше контролировать конечный результат.
Недостатки холодной прокатки
- Формуемость не так широка, поэтому он регулярно ограничивается определенными геометрическими формами: круглыми, квадратными и плоскими;
- Наблюдается снижение пластичности и коррозионной стойкости;
- Могут возникать анизотропное поведение и некоторые остаточные напряжения;
- Как мы видели, для уменьшения вероятности деформаций необходимо проводить рабочие циклы отжига;
Поскольку холодная прокатка улучшает все механические свойства металла, она обычно дороже, чем горячая прокатка, но на самом деле ее стоимость следует рассматривать по отношению к последующей стоимости в ее готовых изделиях.
Таким образом, с помощью холодной прокатки можно улучшить характеристики материалов, поскольку в этом методе первостепенное значение имеют допуск, прямолинейность, консолидация и состояние отделки поверхностей, что позволяет получать готовые изделия высочайшего качества.
Влияние режимов прокатки и отжига на свойства листовых полуфабрикатов из алюминиевого деформируемого сплава 1580 | Константинов
1. Филатов Ю.А. Алюминиевые сплавы системы AlMg—Sc для сварных и паяных конструкций. Цвет. металлы. 2014. No. 1. С. 80—86.
2. Бронз А.В., Ефремов В.И., Плотников А.Д., Чернявский А.Г. Сплав 1570С — материал для герметичных конструкций перспективных многоразовых изделий РКК «Энергия». Косм. техника и технологии. 2014. No. 4. С. 62—67.
3. Филатов Ю.А., Плотников А.Д. Структура и свойства деформированных полуфабрикатов из алюминиевого сплава 01570C системы Al—Mg—Sc для изделия РКК «Энергия». Технол. легких сплавов. 2011. No. 2. С. 15—26.
4. Shi Chunchang, Zhang Liang, Wu Guohua, Zhang Xiaolong, Chen Antao, Tao Jiashen. Effects of Sc addition on the microstructure and mechanical properties of cast Al—3Li—1.5Cu—0.15Zr alloy. Mater. Sci. Eng. 2017. Vol. А687. P. 232—238.
Effects of Sc addition on the microstructure and mechanical properties of cast Al—3Li—1.5Cu—0.15Zr alloy. Mater. Sci. Eng. 2017. Vol. А687. P. 232—238.
5. Pereiraa Pedro Henrique R., Wang Ying Chun, Huang Yi, Langdon Terence G. Influence of grain size on the flow properties of an Al—Mg—Sc alloy over seven orders of magnitude of strain rate. Mater. Sci. Eng. 2017. Vol. А685. P. 367—376.
6. Mondol S., Alamb T., Banerjee R., Kumar S., Chattopadhyay K. Development of a high temperature high strength Al alloy by addition of small amounts of Sc and Mg to 2219 alloy. Mater. Sci. Eng. 2017. Vol. А687. P. 221—231.
7. Malopheyev S., Kulitskiy V., Kaibyshev R. Deformation structures and strengthening mechanisms in an Al—Mg—Sc—Zr alloy. J. Alloys Compd. 2017. Vol. 698. P. 957—966.
8. Li Mengjia, Pan Qinglin, Shi Yunjia, Sun Xue, Xiang Hao. High strain rate superplasticity in an Al—Mg—Sc—Zr alloy processed via simple rolling. Mater. Sci. Eng. 2017. Vol. А687. P. 298—305.
9. Buranova Yu, Kulitskiy V., Peterlechner M., Mogucheva A., Kaibyshev R., Divinski S., Wilde G. Al 3 (Sc, Zr) — based precipitates in Al–Mg alloy: Effect of severe deformation. Acta Mater. 2017. Vol. 124. P. 210—224.
Buranova Yu, Kulitskiy V., Peterlechner M., Mogucheva A., Kaibyshev R., Divinski S., Wilde G. Al 3 (Sc, Zr) — based precipitates in Al–Mg alloy: Effect of severe deformation. Acta Mater. 2017. Vol. 124. P. 210—224.
10. Zhemchuzhnikova D., Kaibyshev R. Effect of grain size on cryogenic mechanical properties of an Al—Mg—Sc alloy. Adv. Mater. Res. 2014. Vol. 922. P. 862—867.
11. Marquis E.A., Seidman E.A. Nanoscale structural evolution of Al3 Sc precipitates in Al (Sc) alloys. Acta Mater. 2001. Vol. 49. No. 11. P. 1909—1919.
12. Fuller C.B., Seidman D.N. Temporal evolution of the nanostructure of Al(Sc,Zr) alloys: Part II Coarsening of Al3 (Sc1–x Zrx ) precipitates. Acta Mater. 2005. Vol. 53. No. 20. P. 5415—5428.
13. Ryset J., Ryum N. Scandium in aluminum alloys. Int. Mater. Rev. 2005. Vol. 50. No. 1. P. 19—44.
14. Rusakov G.M., Illarionov A.G., Loginov Y.N., Lobanov M.L., Redikul’tsev A.A. Interrelation of crystallographic orientations of grains in aluminum alloy AMg6 under hot deformation and recrystallization. Met. Sci. Heat Treat. 2015. Vol. 56. No. 11—12. P. 650—655.
Met. Sci. Heat Treat. 2015. Vol. 56. No. 11—12. P. 650—655.
15. Яшин В.В., Арышенский В.Ю, Латушкин И.А., Тептерев В.С. Обоснование технологии изготовления плоского проката из алюминиевых сплавов системы Al—Mg—Sc для аэрокосмической промышленности. Цвет. металлы. 2018. No. 7. С. 75—82.
16. Довженко Н.Н., Рушиц С.В., Довженко И.Н., Юрьев П.О. Исследование деформационного поведения алюминиевого сплава Р-1580, экономнолегированного скандием, при горячей деформации. Цвет. металлы. 2019. No. 9. С. 80—86.
17. Сидельников С.Б., Якивьюк О.В., Баранов В.Н., Зенкин Е.Ю., Довженко И.Н. Разработка, моделирование и исследование технологии получения длинномерных деформированных полуфабрикатов из алюминиево-магниевого сплава с низким содержанием скандия. Известия вузов. Цветная металлургия. 2019. No. 6. С. 51—59.
18. Baranov V.N., Zenkin E.Yu., Konstantinov I.L., Sidelnikov S.B. The research of the cold rolling modes for plates of aluminum alloy sparingly doped with scandium. Non-Ferr. Met. 2019. No. 2. P. 48—52.
Met. 2019. No. 2. P. 48—52.
19. Baranov V., Sidelnikov S., Zenkin E., Frolov V., Voroshilov D., Yakivyuk O., Konstantinov I., Sokolov R., Belokonova I. Study of strength properties of semi-finished products from economically alloyed high-strength aluminiumscandium alloys for application in automobile transport and shipbuilding. Open Eng. 2018. No. 8. P. 69—76.
20. Mann V.Kh., Sidelnikov S.B., Konstantinov I.L., Baranov V.N., Dovzhenko I.N., Voroshilov D.S., Lopatina E.S., Yakivyuk O.V., Belokonova I.N. Modeling and investigation of the process of hot rolling of large-sized ingots from aluminum alloy of the Al—Mg system, economically alloyed by scandium. Mater. Sci. Forum. 2019. Vol. 943. P. 58—65.
21. Дриц А.М., Овчинников В.В. Сварка алюминиевых сплавов. М.: Изд. дом «Руда и Металлы», 2017.
22. Европейская металлургическая компания. URL: https://emk24.ru/wiki/alyuminiy_i_ego_splavy/splav_aw_5083_3_3547_4370953 (дата обращения: 23.11.2019).
Введение в холодную прокатку — Официальный веб-сайт Q8Oils
Андре Волкерс
20 апреля 2018 г.
Металлообработка,
Масла для холодной прокатки
Холодная прокатка – это процесс, при котором металл пропускают через валки при температуре ниже температуры его рекристаллизации. Металл сжимается и сжимается, увеличивая предел текучести и твердость металла.
Холодная прокатка металлической полосы представляет собой особый сегмент металлообрабатывающей промышленности. Целью этого процесса является создание более тонких металлических полос с хорошей точностью размеров и специальным качеством поверхности для различных применений.
Как работает холодная прокатка?
Размеры полос шириной почти до 2 метров и толщиной в несколько миллиметров могут быть исходным материалом. С другой стороны, станы холодной прокатки могут обрабатывать и производить очень маленькую полосу шириной в несколько сантиметров и толщиной до 10 микрон.
В отличие от горячей прокатки процесс холодной прокатки осуществляется при температуре окружающей среды. Обычно применяется принудительное охлаждение, чтобы поддерживать температуру металла ниже температуры рекристаллизации, что приводит к улучшению физических и поверхностных свойств.
Назначение смазочных масел для холодной прокатки
Наилучшее качество поверхности готового изделия достигается за счет использования высокоэффективных чистых масел для холодной прокатки для смазки в зевах валков и охлаждения металлической полосы и рабочих валков.
Помимо охлаждения, масло для холодной прокатки должно смазывать и работать в экстремальных условиях:
- Локальное давление в микрозоне может быть чрезвычайно высоким в месте контакта валков.
- Режим смазки варьируется в микромасштабе и, как правило, в граничных и смешанных системах.
- Полная гидродинамическая смазка в месте контакта валков вообще нежелательна, так как это приводит к ухудшению сцепления.
 Низкое сцепление снижает контроль полосы, увеличивает колебания скорости и может привести к отклонению толщины, что приводит к множеству поверхностных дефектов.
Низкое сцепление снижает контроль полосы, увеличивает колебания скорости и может привести к отклонению толщины, что приводит к множеству поверхностных дефектов.
Лучшее смазочное масло для любого процесса холодной прокатки
Для оптимальной работы масла для холодной прокатки в режиме граничной и смешанной смазки требуется сбалансированный коктейль из различных присадок в сочетании с идеально подобранными базовыми маслами. Технические специалисты Q8Oils обладают необходимыми знаниями и опытом, чтобы предложить лучший продукт для каждого процесса холодной прокатки. Серия Q8 Bach R представляет собой ряд высокоэффективных чистых масел для холодной прокатки.
Проверенные результаты с маслами для холодной прокатки серии Q8 Bach R
Мы тесно сотрудничаем с клиентами, чтобы улучшить их процесс холодной прокатки с помощью индивидуальных составов масел. Эти усилия первоначально привели к улучшению качества поверхности и снижению энергопотребления двигателей мельниц, поскольку оптимизированная смазка снижает трение.
Еще более значительным является повышение производительности , достигнутое у различных клиентов по всему миру за счет сокращения количества необходимых проходов на реверсивных станах при сохранении требуемой толщины конца металлической полосы. Это возможно только при лучшей смазывающей способности, обеспечивающей более высокие сокращения при каждом проходе.
Недавно крупная итальянская сталелитейная компания перешла на недавно разработанное масло для холодной прокатки Q8 Bach RSD. При этом им удалось повысить производительность за счет уменьшения дефектов поверхности.
От нашего эксперта Андре Волкерс
Андре работает в Q8Oils с 2010 года, является экспертом в области холодной прокатки и имеет опыт работы в области химии.
Спросить Предложить тему
Что такое холодная прокатка – преимущества и недостатки
Содержание
Что такое холодная прокатка
Холодная прокатка — это процесс, при котором металл проходит через валки при температуре ниже температуры его рекристаллизации.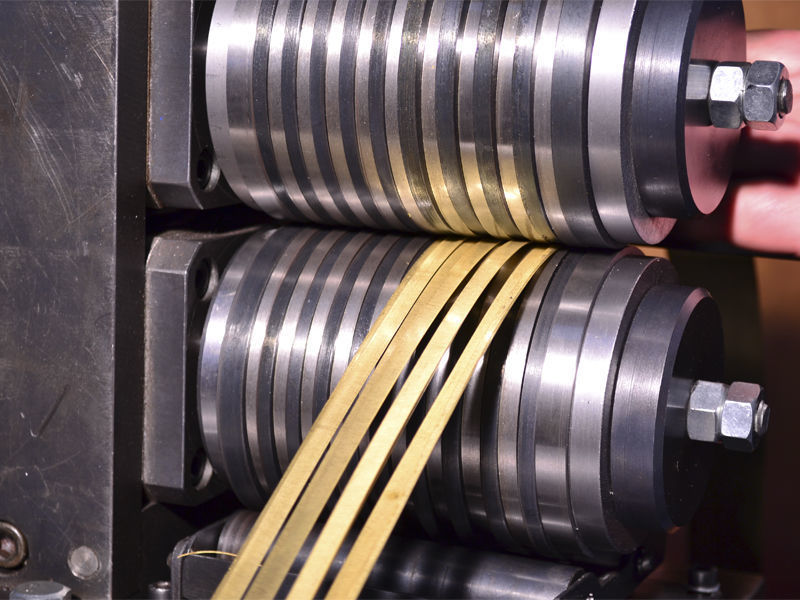 Это увеличивает предел текучести и твердость металла. Это делается путем введения дефектов в кристаллическую структуру металла, создавая закаленную микроструктуру, которая предотвращает дальнейшее скольжение. Поскольку металл находится при комнатной температуре, он менее пластичен, чем металл выше температуры рекристаллизации. Это делает холодную прокатку более трудоемким и дорогостоящим процессом, чем горячую прокатку. Холодная прокатка также может уменьшить размер зерна металла, что приводит к закалке Холла-Петча.
Это увеличивает предел текучести и твердость металла. Это делается путем введения дефектов в кристаллическую структуру металла, создавая закаленную микроструктуру, которая предотвращает дальнейшее скольжение. Поскольку металл находится при комнатной температуре, он менее пластичен, чем металл выше температуры рекристаллизации. Это делает холодную прокатку более трудоемким и дорогостоящим процессом, чем горячую прокатку. Холодная прокатка также может уменьшить размер зерна металла, что приводит к закалке Холла-Петча.
Для создания листового металла используется как горячая, так и холодная прокатка. Однако холодная прокатка дает более тонкие листы. Горячая прокатка также широко используется для изготовления железнодорожных рельсов, а холодная прокатка часто используется для изготовления банок для напитков.
процесс холодной прокатки
Материал сначала прокатывается в горячем состоянии до чистового размера, а затем подвергается холодной прокатке до требуемого размера с помощью валков с высокой степенью обработки.
Горячекатаные изделия сначала погружают в слабый раствор серной кислоты для удаления окалины и промывают водой, а затем сушат. Этот процесс очистки горячекатаного проката известен как травление. Затем эти очищенные (маринованные) продукты пропускают через вальцы при комнатной температуре. Прокатные станы аналогичны тем, которые используются для горячей прокатки.
Преимущество процесса холодной прокатки в том, что он обеспечивает жесткий допуск на размеры до 0,025 мм. Это также улучшает ударную вязкость, твердость, механическую прочность, чистоту поверхности материала. Более мягкие металлы, такие как олово, серебро, золото, алюминий и его сплавы, подвергаются холодной прокатке.
Преимущества холодной прокатки :
1. Хорошее качество поверхности:
Благодаря отсутствию более высоких рабочих температур качество поверхности проката хорошее. Кроме того, уменьшение размера за проход очень меньше.
2. Улучшает обрабатываемость:
Процесс холодной прокатки также улучшает обрабатываемость металла.
3. Поддерживается строгий допуск:
Преимущество процесса холодной прокатки в том, что он обеспечивает строгий допуск до 0,025 мм.
4. Дешевый и простой процесс:
Холодная обработка не требует дорогих инструментов, поэтому она дешева и проста в обращении.
Недостатки холодной прокатки :
1. Требования к высокому давлению:
Давление, необходимое для холодной обработки, очень высокое.
2. Меньшее уменьшение размера:
В процессе холодной обработки уменьшение размера за один проход очень мало.
3. Структура зерна не такая мелкая:
Полученная структура зерна не такая мелкая, как в случае процесса горячей прокатки.
4. Примеси распределяются неравномерно:
Примеси распределяются неравномерно.
Эл. Сосуды под давлением Сосуды, резервуары и трубопроводы, которые транспортируют, хранят или получают жидкости, называются сосудами под давлением.
