Хонинговальные головки производство: Хонинговальные головки производство и адаптация под станки
Содержание
Универсальная широкодиапазонная хонинговальная головка — Оборудование компании «Механика»
Гарантия
1 ГОД
Запчасти
В НАЛИЧИИ
Обучение
ПРОВОДИМ
Компания «Механика» производит универсальные широкодиапазонные хонинговальные головки. Инструмент позволяет обрабатывать отверстия диаметром от 74 до 125 мм.
Применение универсальной хонинговальной головки существенно расширит возможности и повысит качество работы любого хонинговального станка или приспособления. Инструмент можно использовать на механических (3Г833), гидравлических (3К833), компактных (СС701), советских, российских, импортных, трофейных, репарационных и антикварных хонинговальных станках. И во всех случаях головка позволяет обеспечить точность и качество обработки.
Точность обработки и отклонения от геометрической формы обеспечиваются в пределах 0.01мм.
Головка позволяет использовать хонинговальные бруски всех основных производителей: SUNNEN, DELAPENA, RIGERS, GOODSON. Возможно использование отечественных алмазных хонинговальных брусков и специальных карцовочных щёток для платохонингования. Основные детали головки так же являются взаимозаменяемыми с инструментом указанных производителей.
Хонинговальная головка за счет особой геометрии и упругости опорных брусков автоматически исправляет эллипсность, восстанавливает геометрию отверстия и позволяет обрабатывать цилиндры сразу в ремонтный размер без предварительной расточки.
Допустимо использовать инструмент в «полевых условиях», с приводом от низкооборотной дрели или компактным приспособлением типа ГАРО (см картинку).
Дополнительно может комплектоваться штурвалом-адаптером. Штурвал-адаптер позволяет удобно и дозированно разжимать хонинговальные бруски головки независимо от основной системы разжима станка. Этим обеспечивается полная универсальность инструмента, возможность его легкого монтажа и удобного использования на станках любых типов.
Этим обеспечивается полная универсальность инструмента, возможность его легкого монтажа и удобного использования на станках любых типов.
Ознакомьтесь с техническими характеристиками устройства.
-
Все характеристики
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Точность обработки
0,01 мм
Обрабатываемый припуск
без предварительной расточки
1,0 мм на диаметр
Скорость обработки
от 0,1 до 0,01 мм/мин
Диапазон диаметров
обрабатываемых отверстий
от 64 мм до 139 мм
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
(хонинговальные бруски)
Sunnen (AN-101, AN-301, AN-501) до диаметра 138мм
Уточняйте у менеджера
Sunnen (AN-100, AN-300, AN-500) до диаметра 103мм
Уточняйте у менеджера
«Механика» алмазные
Уточняйте у менеджера
«Механика» корундовые
Уточняйте у менеджера
Платохонинговальные щетки
Уточняйте у менеджера
КОНСУЛЬТАЦИЯ
Задайте вопрос
специалисту
Свяжитесь с нами
Конструкция — хонинговальная головка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Конструкция хонинговальной головки оказывает большое влияние на достигаемую при хонинговании точность размера и геометрической формы обрабатываемой поверхности, а также на производительность металлосъема. На практике получили применение разнообразные конструкции хонинговальных головок, отличающихся друг от друга по способу соединения со шпинделем станка, по виду обрабатываемых поверхностей ( внутренняя или наружная), по числу рядов л типу брусков, методам их закрепления на колодках, особенностям конструкции колодок и разжимных конусов.
На практике получили применение разнообразные конструкции хонинговальных головок, отличающихся друг от друга по способу соединения со шпинделем станка, по виду обрабатываемых поверхностей ( внутренняя или наружная), по числу рядов л типу брусков, методам их закрепления на колодках, особенностям конструкции колодок и разжимных конусов.
[1]
Конструкция хонинговальной головки разрабатывается с учетом принятой схемы обработки, вида ( внутренняя или наружная) и формы обрабатываемой поверхности ( сквозная, глухая, шлице-вая, с пазами и окнами, некруглая, сферическая), ее размеров и заданной точности обработки.
[2]
Конструкция двухбрусковой хонинговальной головки показана на фиг. Бруски 1 закреплены в державках 2 клеем. В процессе обработки бруски раздвигаются таким образом, чтобы они все время были прижаты к обрабатываемой поверхности.
[3]
Конструкция жестко закрепленной хонинговальной головки показана на фиг.
[4]
Выбор конструкции хонинговальной головки ( хона) зависит от типа станка и характера производства.
[5]
| Хонинговальные головки. а с разжимом брусков одним конусом. б — с разжимом брусков двумя конусами. в-д — способы крепления хонинговальных брусков в колодках. е — поверхность, полученная в процессе хонинго-вания.
[6] |
К конструкциям хонинговальных головок предъявляют следующие требования: обеспечение точности и формы обрабатываемого отвер стия; возможность самоустановки головки в случае несовпадения осей отверстия и шпинделя; возможность самоустановки абразивных брусков для исправления формы обрабатываемого отверстия и компенсации неравномерности изнашивания брусков; возможность автоматического сжатия абразивных брусков при снятии рабочего движения; необходимость тонкого и удобного регулирования подачи абразивных брусков.
[7]
Тип и конструкцию хонинговальной головки выбирают в зависимости от размеров и формы обрабатываемого отверстия ( сквозное, глухое, гладкое, шлицевое и др. ), от принятой схемы обработки и вида производства.
), от принятой схемы обработки и вида производства.
[8]
Тип и конструкцию проектируемой хонинговальной головки выбирают в зависимости от соотношения длины и диаметра обрабатываемой поверхности. Например, при хонинговании коротких отверстий при / o / os l ( кольца, зубчатые колеса, шатуны, рычаги и др.) обычно применяются жесткие хонинговальные головки, а при хонинговании глубоких отверстий при / 0 / с. Указанные рекомендации справедливы и для хонингования наружных поверхностей.
[9]
Число брусков зависит от конструкции хонинговальной головки, диаметра и длины обрабатываемых отверстий.
[10]
Число брусков в головке зависит от конструкции хонинговальной головки, диаметра и длины обрабатываемых отверстий. Обычно 9то число кратно трем и при однородном расположении в головке равно 3 — 24 брускам.
[11]
Число брусков в головке зависит от конструкции хонинговальной головки, диаметра и длины обрабатываемых отверстий. Обычно это число кратно трем и при однородном расположении в головке равно 3 — 24 брускам.
Обычно это число кратно трем и при однородном расположении в головке равно 3 — 24 брускам.
[12]
| Измерение индикаторным нутромером цилиндра двигателя.| Приспособление для восстановления гиль.
[13] |
На рис. 70 показана одна из конструкций хонинговальных головок с пневматическим приводом.
[14]
На рис. 133 показана одна из конструкций хонинговальных головок с пневматическим приводом.
[15]
Страницы:
1
2
Хонинговальные бруски и оборудование — Журнал изготовителей двигателей
Обработка стенок цилиндра имеет решающее значение для надлежащей смазки и уплотнения поршневых колец
. Геометрия отверстия также важна и должна быть
круглой, цилиндрической и прямой для оптимальной герметизации и минимума
прорыва газов.
Нажмите здесь, чтобы узнать больше
Оборудование, используемое для хонингования цилиндров, изменилось за последние годы, поскольку потребность
в улучшении качества поверхности, сокращении времени цикла и снижении производственных затрат привела к развитию технологии. Многие производители двигателей имеют
Многие производители двигателей имеют
заменили свое ручное хонинговальное оборудование программируемыми автоматическими хонинговальными станками
с датчиками нагрузки. Эти станки обеспечивают
точность и повторяемость для достижения более высокого качества
обработки отверстий цилиндров на сегодняшний день. Когда датчик нагрузки обнаруживает высокое место в цилиндре
, органы управления удерживают хонинговальную головку в том же месте
до тех пор, пока высокое место не исчезнет. Возможность варьировать выдержку в любой части
отверстия цилиндра приводит к более круглому, более прямому отверстию с лучшим
общая геометрия отверстия.
Некоторые из новейших хонинговальных станков со всеми прибамбасами, даже
, имеют возможность переключать хонинговальную головку с одного цилиндра на следующий
, а затем с одного ряда на другой. Как только оператор настроит оборудование
и нужные ему номера, машина сделает все остальное. Ему
не нужно присматривать за оборудованием, пока станок шлифует блок
.
АЛМАЗЫ НАВСЕГДА – НУ ПОЧТИ
Хонинговальные станки также были модернизированы для обработки последнего поколения
алмазных точильных брусков. Алмаз стал предпочтительным материалом для
как для крупносерийных заводов по ремонту двигателей (PER), так и для специализированных производителей двигателей
(CER) и специализированных мастерских. Причина? Алмазные шлифовальные бруски
режут быстрее, служат до 50 раз дольше и оставляют намного более однородную поверхность отверстия
, чем обычные керамические абразивы, такие как карбид кремния
и оксид алюминия. Набор алмазных хонинговальных брусков может
стоить в 20-30 раз больше, чем набор обычных хонинговальных брусков
, но с учетом их гораздо большей долговечности бриллианты
в долгосрочной перспективе стоят меньше, а их консистенция намного лучше
независимо от разницы в стоимости. Преимущества, подобные этим, завоевали
все большего числа людей, перешедших на алмазное хонингование.
Алмазное хонингование имеет наибольшую экономическую целесообразность, когда изготовитель двигателей
работает с одним и тем же диапазоном диаметров цилиндров на двигателях серии
. Из-за высокой первоначальной стоимости алмазных камней 9Производитель двигателей 0003, который восстанавливает все, что входит в дверь
, возможно, не сочтет выгодным покупать алмазные камни, чтобы соответствовать широкому диапазону размеров отверстий
. Но если большая часть работ по хонингованию, которые он выполняет, приходится на двигатели
с отверстиями в диапазоне четырех дюймов (плюс-минус четверть
дюйма), он, вероятно, может выполнить большинство этих операций с помощью одного набора алмазных брусков
.
Наилучшие оценки говорят, что от 50 до 60 процентов всех
цилиндров, которые сегодня хонингуются производителями двигателей послепродажного обслуживания, являются 9.0003 оттачивают алмазными камнями. Это драматический сдвиг по сравнению с десятилетием
назад, когда алмазы использовались почти исключительно OEM-производителями на их
новых заводах по производству двигателей и только крупнейшими PER. В настоящее время почти
В настоящее время почти
все используют алмазы — даже многие из несгибаемых производителей двигателей
, которые не производят много двигателей за год, но которым
требуются самые жесткие допуски и высочайшее качество обработки отверстий для
их профессиональных гонок. клиенты.
Алмазные хонинговальные бруски доступны для большинства популярных хонинговальных головок. Но
, чтобы максимизировать преимущества алмазного хонингования, хонинговальный станок должен быть
способным выдерживать более высокие нагрузки. Это означает покупку нового оборудования, если
вы серьезно относитесь к обновлению до алмаза.
Алмаз — самое твердое известное природное вещество, поэтому он может удерживать режущую кромку
намного дольше, чем обычный абразив. Это означает, что связь
, удерживающая бриллианты, также может быть тверже, потому что в ней нет
стираться так же быстро, как обнажаются свежие камни на поверхности. Компромисс
заключается в том, что алмаз режет иначе, чем обычные абразивы
, и требует большего давления. Алмаз имеет тенденцию пробивать поверхность металла
Алмаз имеет тенденцию пробивать поверхность металла
, а не прорезать ее. Это может вызвать нагрев и
деформацию отверстия цилиндра, если в процессе хонингования используется неправильный тип оборудования, настройки давления или смазка.
Алмаз также подходит для чернового хонингования цилиндров до увеличенного размера, поскольку он
может быстро удалить много металла. Следовательно, вы можете использовать алмазный хонинговальный инструмент
вместо расточной оправки. Но грубое хонингование требует большего давления, а
требует большей мощности от хонинговального станка. Из-за этого алмазные камни
лучше всего работают с оборудованием, которое было разработано для максимального использования режущих свойств алмаза. Вот почему хонинговальные станки
, которые были модернизированы для алмазных камней, обычно имеют на
более жесткие компоненты и более мощные двигатели. Это не значит, что ты
нельзя использовать алмазные камни в старых хонинговальных головках или старых хонинговальных станках
. Но если ваше оборудование не может справиться с более высокими нагрузками, вы можете не достичь такой же степени точности и воспроизводимости, как вы могли бы
Но если ваше оборудование не может справиться с более высокими нагрузками, вы можете не достичь такой же степени точности и воспроизводимости, как вы могли бы
с оборудованием, специально разработанным для алмазного хонингования.
Вы также не можете воспользоваться функциями автоматизации, которые
доступны в новейшем поколении хонинговальных станков.
ПОВЕРХНОСТЬ ОТВЕРСТИЯ
Из-за того, что алмаз режет металл, он оставляет больше порезов
и сложенный мусор на поверхности отверстия цилиндра, чем обычный абразив
. Следовательно, часто требуется окончательный этап чистовой обработки, чтобы удалить этот материал и оставить плоскую поверхность в отверстии
.
OEM-производители уже давно отдают предпочтение плоской поверхности отверстий цилиндров, потому что
это позволяет кольцам садиться почти мгновенно и продлевает срок службы колец. Благодаря тому, что
срезает пики с поверхности отверстия, площадь подшипника, поддерживающего
поршневые кольца, увеличивается без уменьшения площади впадины, которая составляет
. 0003 необходим для удержания масла для надлежащей смазки колец.
0003 необходим для удержания масла для надлежащей смазки колец.
Если отверстия не обработаны по плоской поверхности с помощью операции окончательного хонингования или шага чистовой обработки
, вместо этого эту работу будут выполнять кольца. Чистящее действие
колец изнашивает выступы в отверстиях, но также
повреждает кольца, сокращая их конечный срок службы. Металл
, изнашиваемый кольцами, также попадает в картер двигателя,
может способствовать износу в других частях двигателя. Поэтому многие 9Сегодня производители двигателей 0003 отдают предпочтение платохонингованию как заключительному шагу
при чистовой обработке цилиндра.
Плоская поверхность может быть достигнута различными способами с использованием двух- или трехступенчатого процесса
с обычными или алмазными брусками, путем полировки цилиндров
пробковым камнем или путем финишной обработки с помощью плоского хонинговального инструмента или щетки
. Проглаживание отверстий с помощью гибкой абразивной щетки
(например, инструмента Brush Research «Flex-Hone») или плоского хонинговального инструмента
с абразивом, встроенным в нейлоновые щетинки (например, Sunnen’s
PHT) срезает острые выступы и значительно улучшает качество поверхности
без изменения размеров отверстия.
Надлежащая техника плоского хонингования, как правило, позволяет получить шероховатость поверхности
до 8-12 микродюймов (средняя шероховатость или Ra), с числом относительной высоты пика
(RPK) в диапазоне от 5 до 15 и относительной глубиной впадины
(RVK). ) числа в диапазоне от 15 до 30. Это находится в пределах
, идеального диапазона для большинства производителей колец. Для стока и улицы 9Для двигателей с производительностью 0003 с молибденовыми кольцами обычно рекомендуется средняя чистота поверхности от 15 до
20 Ra.
ЧТО НОВОГО В АБРАЗИВНЫХ МАТЕРИАЛАХ
Алмазные хонинговальные бруски, а также хонинговальные станки, разработанные
для их использования, продолжают развиваться, чтобы соответствовать задачам хонингования, которые ставят сегодняшние двигатели
. Специальные абразивы необходимы для повышения производительности двигателей
, которые имеют твердые гильзы, сплавы с высоким содержанием никеля или кремния, или твердые покрытия
, такие как «Никасил» (Никасил является торговой маркой с гальванопокрытием 9). 0003 олеофильная никелевая матрица с покрытием из карбида кремния). Твердость поверхности
0003 олеофильная никелевая матрица с покрытием из карбида кремния). Твердость поверхности
в цилиндре, покрытом никасилом, составляет около 90 HRc, а толщина покрытия
составляет всего около 0,07 мм (от 0,0025 дюйма до 0,003 дюйма).
Следовательно, вы не хотите снимать много материала при хонинговании
цилиндра. Nikasil хорошо удерживает масло, поэтому отверстия можно отшлифовать до сверхгладкой поверхности
толщиной от 4 до 6 микродюймов, чтобы свести к минимуму трение.
Тим Меара из Sunnen Products Company сказал, что Sunnen постоянно
разрабатывает новые абразивы для удовлетворения конкретных потребностей как PER, так и
CER. Меара говорит, что за счет использования разных концентраций алмаза в камне
и изменения связи, которая удерживает его вместе, режущие характеристики
абразива могут быть адаптированы к потребностям
практически любого типа двигателя или операции хонингования.
Дэйв Кокс из компании Peterson Machine Tool сообщил, что его компания только что разработала совершенно новую линейку алмазных абразивов
для популярного хонинговального оборудования
, такие как хонинговальные головки типа «AN». Камни поставляются в двух держателях, всего в наборе
Камни поставляются в двух держателях, всего в наборе
четыре камня. Кокс сказал, что новые алмазные камни можно использовать вместо обычных абразивов, чтобы воспользоваться более длительным сроком службы алмазного инструмента и добиться более стабильной обработки отверстия.
Вайнона Ван Норман также представляет новую линейку алмазных абразивов под номером
, по словам Бриттона Харпера. Камни предназначены для работы с
существующими хонинговальными головками и будут предлагаться короткой и длинной длины в течение
Диаметр отверстия от 2,7 до 4,1 дюйма и диаметр отверстия от 3,5 до 5,5 дюйма.
Харпер говорит, что новые камни будут хорошо работать со всеми приложениями,
включая Nikasil и другие твердые сплавы. Зернистость будет включать 100,
, 220 и 400. Бруски можно использовать с обычными хонинговальными маслами или синтетической охлаждающей жидкостью на водной основе
, хотя для достижения наилучших результатов рекомендуется охлаждающая жидкость
.
Майк Миллер из Brush Research говорит, что его компания в настоящее время разрабатывает
новую линейку алмазных абразивов для своего популярного инструмента Flex-Hone as
, а также для платохонинговальных щеток. «Более качественная обработка поверхности как никогда важна для колец с низким натяжением.
Карбид кремния и оксид алюминия
прекрасно подходят для отделки цилиндров большинства двигателей. .
ЧТО НОВОГО В ХОНИЧНОМ ОБОРУДОВАНИИ
Хотя хонингование всегда выполнялось на специальных хонинговальных станках, Bates
Technology в Индианаполисе, штат Индиана, разработала хонинговальные оправки с
Держатель инструмента с конусом ISO, который можно использовать в многоцелевых обрабатывающих центрах с числовым программным управлением (ЧПУ) с компьютерным управлением
. Хонинговальный инструмент
можно хранить в инструментальной карусели, как и любой другой инструмент, и загружать в шпиндель
, когда требуется операция хонингования.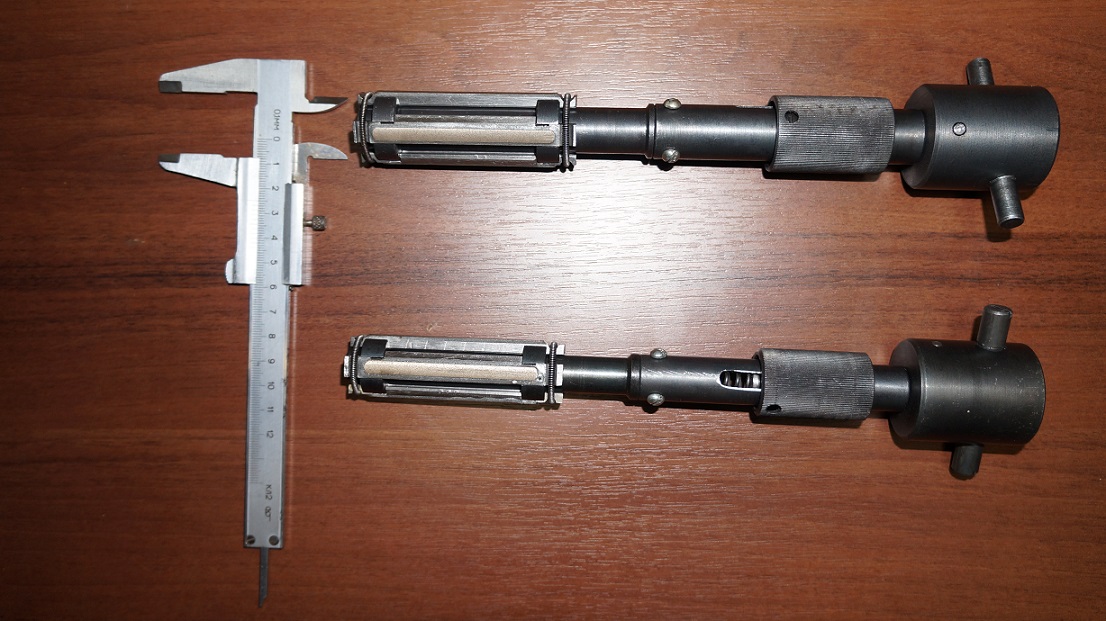 Это позволяет одному станку
Это позволяет одному станку
выполнять как фрезерование, так и хонингование, устраняя необходимость перемещать блок двигателя
с одного станка на другой. Хонингование с ЧПУ подходит для крупносерийного производства
, где время цикла должно поддерживаться на уровне
минимум. Большинство применений хонингования с ЧПУ находится на уровне OEM из-за стоимости инструментов, но некоторые поставщики вторичного оборудования также заинтересованы в этом процессе.
«Большая часть разработок, которые сегодня выполняют поставщики оборудования
, выполняется на многоцелевых обрабатывающих центрах с ЧПУ», — сказал Дэйв Кокс из
Peterson Machine Tool. Наш текущий станок с ЧПУ может выполнять как расточку, так и шлифовку
, но не хонингование. Мы планируем добавить эту возможность к началу
2008.»
Эд Киблер из Rottler Mfg., говорит, что сегодня всем нужен алмазный хонинговальный станок
из-за лучшего качества обработки отверстий, который он может обеспечить. алмазным хонингованием, а также первый станок
алмазным хонингованием, а также первый станок
с автоматическим определением нагрузки, что позволяет запрограммировать в устройстве постоянную нагрузку и поддерживать ее на протяжении всего цикла хонингования
. Автоматическое управление нагрузкой позволяет станку0003 компенсировать тонкие участки в блоке, которые могут привести к деформации цилиндра
. Конечным результатом является лучшая геометрия отверстия и лучшее уплотнение кольца.
Список автоматических функций HP6A включает программируемую черновую и чистовую обработку
с определением нагрузки, автоматическую подачу, автоматическое контролируемое удаление припуска
с разрешением 0,0002 дюйма (0,01 мм), автоматическую чистовую обработку
, автоматическую чистовую обработку нижнего отверстия с коротким ходом или выдержкой. программа отделки и программа автоматической отделки кистью
. Машина также имеет бесконечно
контроль переменной скорости хода и контроль скорости шпинделя. Киблер сказал, что
HP6A может легко заточить никель-карбидные цилиндры и гильзы.
Хонинговальный станок Sunnen CK-10 снят с производства, так как несколько лет назад он был заменен на
цилиндрическим хонинговальным станком SV-10. SV-10 имеет два двигателя
, один для шпинделя и один для хода, и
предназначен для использования с традиционными инструментами, а также с алмазной хонинговальной головкой Sunnen серии
DH. Инструмент серии DH имеет четыре слота и может
вмещает до 16 камней, хотя его также можно использовать с одним или двумя камнями
на держатель.
Автоматизированное управление на SV-10 включает полнопроходной профиль, который
показывает графическое отображение поперечного сечения канала в реальном времени. Этот
позволяет хонинговальной головке оставаться в любой области отверстия цилиндра, где
требует дополнительного хонингования для улучшения геометрии отверстия. Переменная скорость шпинделя
и скорость хода обеспечивают гибкость для создания любой требуемой штриховки
.
Меара говорит, что новая автоматизированная функция, которая будет предлагаться на Sunnen
SV-10, включает в себя возможность индексировать хонинговальную головку с одного ряда цилиндров
на другой. Автоматизированное управление теперь может переключать хонингование с одного цилиндра
Автоматизированное управление теперь может переключать хонингование с одного цилиндра
на другой, поэтому добавление возможности перемещения хонинговальной головки
с одного ряда цилиндров на другой на двигателе V6 или V8
сэкономит дополнительное время и усилия оператора.
Sunnen также имеет вертикальный хонинговальный станок SV-200 (который заменяет
предыдущая машина СК-21). SV-200 предназначен для ремонта двигателей среднего и крупного производства в количестве
единиц и может быть полностью автоматизирован при минимальном вмешательстве оператора. Новый хонинговальный станок
с сервоприводом SV-310 также доступен для автоматизированного производства.
Нынешний хонинговальный станок Вайноны Ван Норман — PS2V, который может
вмещать блоки двигателей длиной до 42 дюймов (достаточно большой, чтобы
справился с большим количеством дизельных блоков). Хонинговальная головка подходит для диаметров отверстий от 2,7 до 9.0003 до 5,5 дюймов в диаметре и от 1,5 до 7,0 дюймов с дополнительным инструментом
. Бесступенчатая регулировка скорости хонингования и частоты ходов позволяет станку
Бесступенчатая регулировка скорости хонингования и частоты ходов позволяет станку
воспроизводить практически любую штриховку. В PS2V используются системы механического привода
для рабочего хода и хонинговальной головки, которые не замедляют работу и не проскальзывают при увеличении нагрузки. Двигатели с регулируемой скоростью
передают мощность на движущиеся компоненты через редукторы.
Решения распространенных проблем хонингования (с обычными абразивами)
Предоставлено Goodson Tools & Supplies
ПРОБЛЕМА: заточка не режет
Если камни загружаются, вам нужно нанести больше хонинговального масла или смазки
, чтобы правильно вымыть камни. Предпочтение отдается фильтрованному маслу или смазке.
Убедитесь, что направляющие блоки не слишком тугие. Хонинговальные бруски
должны сначала касаться цилиндра. Вы должны поместить хон в цилиндр
, а затем расширить. Направляющие блоки должны иметь от 0,010 до
Зазор 0,030 дюйма.
Попробуйте сузить камни, это усилит давление на абразив. 1/3 от передней кромки
. Это обеспечивает более эффективное давление на камень
без изменения настройки давления заточки
ПРОБЛЕМА: заточка вибрирует
, Попробуйте
советов, перечисленных для «заточка не режет», так как они также помогут
преодолеть вибрацию.
ПРОБЛЕМА: камни и направляющие изнашиваются неравномерно
Чаще всего это происходит из-за небольшого давления при хонинговании. Чтобы устранить
эту проблему, на мгновение увеличьте давление и измените частоту хода.
ПРОБЛЕМА: Конусность в цилиндрах с ограниченным доступом
Конусность образуется при хонинговании цилиндра, который не допускает равного
перебега на обоих концах. Существует тенденция для заточки останавливаться на
открытый конец цилиндра и удалить слишком много материала. Останавливаться на
конце перемычки не является решением, поскольку при этом удаляется слишком много материала с
центра и образуется бочкообразный цилиндр. Goodson предлагает специальные хонинговальные бруски
Goodson предлагает специальные хонинговальные бруски
, которые предотвращают конусность этих цилиндров. Они имеют более короткие камни
, которые оказывают большее давление на дно, и специально разработаны для использования в коротких или глухих скважинах.
ПРОБЛЕМА: Деформация отверстия
Используйте пластины крутящего момента при хонинговании легких блоков. Когда торсионная пластина
прикручен к блоку болтами, он будет имитировать перекос, вызванный болтами
ГБЦ. Конечным результатом будут более круглые отверстия в двигателе в сборе
с минимальной деформацией и прорывом газов.
Решения для хонингования (хонинговальные бруски, хонинговальные головки, цилиндрические хонинговальные инструменты)
Области применения хонингования
Технология хонингования появилась с рождением и развитием автомобилей. Для улучшения работы двигателей и продления срока службы автомобилей была изобретена технология хонингования.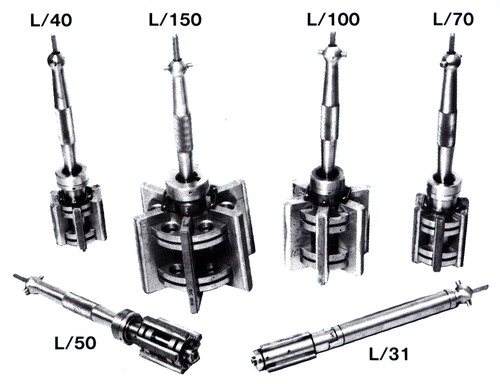 В настоящее время технология хонингования стала одной из ключевых производственных технологий в автомобильной промышленности. Хонингование является наиболее важным методом прецизионного изготовления рабочей поверхности цилиндра. Технология хонингования может использоваться не только в производстве автомобилей, мотоциклов, тракторов, коленчатых валов, цилиндров, но и может широко использоваться в самолетах, ракетах, танках, танках, артиллерии, кораблях, промышленных швейных машинах, пневматических машинах, гидравлических пневматиках, радарах, радио. и телевизионное оборудование, станки, штампы, насос тормозного масла, сопла, подшипники, машиностроение, трубы и другие производственные площади.
В настоящее время технология хонингования стала одной из ключевых производственных технологий в автомобильной промышленности. Хонингование является наиболее важным методом прецизионного изготовления рабочей поверхности цилиндра. Технология хонингования может использоваться не только в производстве автомобилей, мотоциклов, тракторов, коленчатых валов, цилиндров, но и может широко использоваться в самолетах, ракетах, танках, танках, артиллерии, кораблях, промышленных швейных машинах, пневматических машинах, гидравлических пневматиках, радарах, радио. и телевизионное оборудование, станки, штампы, насос тормозного масла, сопла, подшипники, машиностроение, трубы и другие производственные площади.
Современные методы хонингования
Современные технологии хонингования, такие как плоское хонингование, экструзионное хонингование, композитное электролитическое хонингование, хонингование с ЧПУ, ультразвуковое хонингование, ультразвуковое хонингование и лазерное хонингование
1) Технология лазерного хонингования с ЧПУ является ключевой технологией для производства двигателей современных автомобилей, мотоциклов, тракторов, кораблей и т. д. и относится к области технологий оптической и механической интеграции.
д. и относится к области технологий оптической и механической интеграции.
2) Ультразвуковое хонингование имеет много преимуществ, таких как небольшое усилие хонингования, низкая температура хонингования, непростая блокировка масляного камня, высокая эффективность обработки, хорошее качество обработки, высокая износостойкость поверхности скольжения деталей и т. д. Он может решить проблемы обычного хонингование, особенно стальной тонкостенной подложки гильзы цилиндра, проблемы хонингования жестких материалов, таких как гильзы цилиндров из алюминиевого сплава, тонкостенные гильзы цилиндров из хромированной стали, гильзы цилиндров из закаленного чугуна и керамические двигатели.
Хонингование с простой подачей
Хонингование с одинарной подачей — это метод прецизионной обработки, при котором используется набор брусков, установленных на хонинговальной головке, прикладывается определенное давление к заготовке в радиальном направлении и совершаются вращательные и возвратно-поступательные движения. Хонингование можно использовать не только для прецизионной обработки внутреннего отверстия, но и для прецизионной обработки внешнего круга, плоскости и поверхности.
Хонингование можно использовать не только для прецизионной обработки внутреннего отверстия, но и для прецизионной обработки внешнего круга, плоскости и поверхности.
Хонингование имеет следующие характеристики:
(1) Хорошие характеристики качества поверхности. Хонингование позволяет получить меньшую шероховатость поверхности, Ra может составлять 0,8 ~ 0,2 мкм, даже ниже, чем Ra 0,025 мкм. В то же время хонинговальная поверхность имеет ровную поперечную сетку, что хорошо для хранения и смазки масла. Ошибка формы отверстия исправляется хонингованием (а) волнистым (б) конусным (в) барабанным или выпуклым
(2) Высокая точность обработки. Технология хонингования позволяет не только добиться более высокой точности размеров, но и исправить отверстия (незначительные ошибки формы, такие как округлость, цилиндричность, волнистость поверхности и т. д.). При хонинговании отверстий округлость и цилиндричность может быть до 0,5 м, а прямолинейность оси может быть менее 1 м. Хонингование средней апертуры, округлость до 5 м, цилиндричность до 10 м. При хонинговании коротких отверстий перпендикулярность оси короткого отверстия и торца можно улучшить, если хонинговальную головку жестко соединить с плоским плавающим приспособлением. Прерывистое хонингование отверстия может улучшить соосность.
Хонингование средней апертуры, округлость до 5 м, цилиндричность до 10 м. При хонинговании коротких отверстий перпендикулярность оси короткого отверстия и торца можно улучшить, если хонинговальную головку жестко соединить с плоским плавающим приспособлением. Прерывистое хонингование отверстия может улучшить соосность.
(3) Высокая эффективность хонингования. Можно использовать несколько хонинговальных брусков или сверхтвердых абразивных брусков, а также можно увеличить возвратно-поступательную скорость хонинговальной головки, чтобы увеличить поперечный угол сетки, что может быстро удалить хонинговальную кромку и отверстие. ошибка формы. Сильная техника хонингования также может быть применена для эффективного повышения эффективности хонингования.
(4) Процесс хонингования более экономичен. Для тонкостенных отверстий и твердых заготовок или твердых заготовок хонингование легко выполнить без сложного оборудования и оборудования.
Хонинговальный зажим
Обычно используемый хонинговальный зажим может быть фиксированным или плавающим. Плавающий тип включает плоский поплавок (две степени свободы на плоскости) и сферический поплавок (две вращательные степени свободы). Фиксированные типы используются для хонингования крупных и тяжелых деталей, а плавающие типы используются для хонингования коротких отверстий, маленьких отверстий и гнездовые части.
Плавающий тип включает плоский поплавок (две степени свободы на плоскости) и сферический поплавок (две вращательные степени свободы). Фиксированные типы используются для хонингования крупных и тяжелых деталей, а плавающие типы используются для хонингования коротких отверстий, маленьких отверстий и гнездовые части.
| Хонинговальный зажим | Оснащен хонинговальной головкой типа | Область применения | Ошибка центрирования (мм) |
| Фиксированное крепление | Плавающее соединение | Большие и средние отверстия, длинные отверстия в сложных и нестандартных деталях, таких как различные отверстия цилиндра и отверстия гильзы цилиндра, могут дать лучшие результаты. | <0,08 |
| Полуплавающее соединение | Глухое отверстие и короткое отверстие обрабатываются коротким бруском, но на ошибку, вызванную хонинговальным приспособлением и шпинделем, легко повлиять. Для обеспечения качества хонингования необходима стабильная точность выравнивания Для обеспечения качества хонингования необходима стабильная точность выравнивания | <0,05 | |
| Жесткое соединение | Прецизионное хонингование мелких отверстий и отверстий в заготовках правильной формы в массовом производстве требует высокой точности центровки. | ≤0,01 | |
| Плоский плавающий | Жесткое соединение | Хонингование коротких отверстий (L < D), таких как соединительные отверстия, отверстия для зубчатых колес и т. д. Ошибка перпендикулярности между осью и торцевой поверхностью отверстия может быть надлежащим образом исправлена, а точность хонингования высока | <0,02 |
| Полуплавающее соединение | Когда хонинговальный шпиндель расположен не слишком высоко, а смещение хонинговального приспособления меньше 1,0 мм, хонинговальное отверстие может получить высокую точность | <0,05 | |
| Сферическое плавающее приспособление | Жесткое соединение | Подходит для хонингования всех видов мелких отверстий.  |