Хонингование цилиндров своими руками видео: Хонингование цилиндров – обзор методик, обработка своими силами + Видео
Содержание
Как сделать хонингование цилиндров?
Хонингование, это уже последний момент при выполнении КП (капитальный ремонт) двигателя автотранспорта. Главная задача процесса — уменьшить шершавую поверхность цилиндров, дабы обеспечить неторопливое движение поршня.
Хонингование цилиндров и смысл этого процесса
Множество специализированных автомастерских упражняются хонингованием цилиндров. Важной целью, как вы уже поняли, является уменьшение шероховатости для связи поршня и цилиндров. Во время своей эксплуатации двигатель теряет свои начальные свойства, вследствие чего возникают затруднения при его функционировании. Составная часть двигателя, а также его детали начинают деформироваться. Уделив особое внимание цилиндру, когда он находится в разрезе, можно заметить, что форма его в виде овала. При выполнении ремонта или частом эксплуатировании на поверхности цилиндров могут оставаться царапины и следы. В связи с этим возникаю следующие проблемы:
1. Теряются компрессионные свойства.
Теряются компрессионные свойства.
2. Увеличиваются затраты смазки и горючего.
3. Сбавляются обороты мотора.
По этим причинам необходимо в обязательном порядке произвести починку двигателя. Делать это необходимо в положенное время, иначе внешний вид и работоспособность цилиндров может отразиться непосредственно на функционировании иных механизмов. Что может вызвать неисправность. Бывают ситуации, в которых вследствие переноса починки доводилось устанавливать новый кривошипно-шатунный механизм.
Производится реставрация детали в пару этапов, таких как:
· Мастер делает расточку всех имеющихся гильз в соотношении с последующим ремонтным параметром. На случай когда раньше не совершался ремонт, то расточку делают до минимального размера, таким является первый. Очень важно создать лишним припуск в пару мм.
· Проводится хонингование для того, чтоб гильзы имели правильную форму, и чтоб в свою очередь уменьшилась шероховатость.
Как сделать хонинговку
Несколько этапов включает в себя хонингование, а также расточка:
1. Поначалу необходимо сделать грязную обработку. Она совершается посредству абразивных и грубых материалов, для возобновления начальной конструкции.
Поначалу необходимо сделать грязную обработку. Она совершается посредству абразивных и грубых материалов, для возобновления начальной конструкции.
2. Исключительно специально предназначенным абразивом делается расточка цилиндра. Благодаря брусу с алмазным или керамическим напылением можно произвести хонингование. Устанавливать брус необходимо на головке хонинговальной. Она возвращается и совершает круговые движение как вниз так и вверх. Владея данным устройством, вы будете при осуществлении хонингования делать все точно. Также не нужно забывать об абразивном материале, с ним можно легко убрать недостатки с поверхности. Присутствует также одно «но» возникает допустимый уровень шероховатости.
3. По завершению хонингования следует, тщательно убрать поверхность очищенного цилиндра от всяческого мусора.
4. Большинство мастеров благодаря специальной пасте вычищают поверхности.
Если у вас есть в наличии какой угодно абразивный материал, вы сможете без труда делать хонингование блока цилиндра. Приступая к работе с цилиндрами, применяйте бруски с разным напылением (алмаза или керамики). Такие абразивы, как керамические включают в себя такую особенность как снашиваться в короткие сроки, чего не скажешь об иных. Вот алмазные, берегут силу специалиста в период обработки, но после таких абразивов сохраняется на поверхности цилиндра много частичек металла. Дабы сделать очистку впадин, вам следует их промыть жидкостью с содержанием мыла.
Приступая к работе с цилиндрами, применяйте бруски с разным напылением (алмаза или керамики). Такие абразивы, как керамические включают в себя такую особенность как снашиваться в короткие сроки, чего не скажешь об иных. Вот алмазные, берегут силу специалиста в период обработки, но после таких абразивов сохраняется на поверхности цилиндра много частичек металла. Дабы сделать очистку впадин, вам следует их промыть жидкостью с содержанием мыла.
Положительные качества хонингования
Хонингование наиболее результативный способ улучшения наружной поверхности вашего двигателя, так как получается большая степень точности. Оно содействует поднятию наивысшей степени давления в цилиндре, и такой показатель повышает результативность. Сверху цилиндра из-за расточки находиться сетка, благодаря которой сберегается больше времени масло. Во время функционирования двигателя элементы взаимодействуют между собой, тем самым масло всегда обволакивает их.
Какими приспособлениями необходимо пользоваться
Стандартный станок не подходит для того, чтобы сделать хонингование. Здесь необходимо работать на специализированном устройстве. Согласно вышесказанному, расточка происходит посредством брусков. Стоит иметь в наличии около пяти или восьми штук. Дабы получить равномерную обработку, вам нужно разместить бруски на всю поверхность обрабатываемого цилиндра, При помощи привода должен быть гидравлический, вы сможете установить инструмент. Благодаря конструкции из пластмассы на бруске фиксируются зерна материала, они сделаны таким образом, что алмазное напыление самостоятельно затачивается.
Здесь необходимо работать на специализированном устройстве. Согласно вышесказанному, расточка происходит посредством брусков. Стоит иметь в наличии около пяти или восьми штук. Дабы получить равномерную обработку, вам нужно разместить бруски на всю поверхность обрабатываемого цилиндра, При помощи привода должен быть гидравлический, вы сможете установить инструмент. Благодаря конструкции из пластмассы на бруске фиксируются зерна материала, они сделаны таким образом, что алмазное напыление самостоятельно затачивается.
Как собственноручно произвести хонинговку цилиндра дома
Без специального устройства на дому не получиться сделать самостоятельно расточку. Собственными руками возможно только хонингование плосковершинное сделать. Данный процесс имеет несколько этапов:
1. Для начала следует использовать спец. прибор с абразивным материалом. Производить черновую работу можно за счет корректировки шероховатости и убирания неисправного слоя цилиндра.
2. После мелким абразивом делают работу, и получают замечательную точность. Используя абразивные пасты, вы получите наиболее гладкую поверхность.
3. Всегда помните, что нужно обмывать двигатель, дабы не оставалось металлических частичек, пыли, грязи.
Что такое хонингование цилиндров | Ремонт скутеров и мопедов своими руками Ремонт скутера видео
Хонингование цилиндра — это окончательная обработка поверхности с помощью специальных инструментов(хон). Хонингование стали применять при ремонте двигателей внутреннего сгорания уже очень давно, никто наверное и не вспомнит когда это было.
В процессе эксплуатации скутера двигатель(поршневая группа) сильно изнашивается и теряет свою первоначальную форму(а значит и мощность и скорость и т.д.) Это, в главной степени, относиться к цилиндрам скутеров сузуки, так как считаю что это самые капризные двигателя . Если он (цилиндр) изначально были круглыми, то со временем цилиндр принимают овальную форму (эффект конусности). Также на стенках цилиндра скутера образуются задиры, прихваты и царапины. Все эти причины ведут только к одному — к капитальному ремонту, или как минимум замене ЦПГ .
Если он (цилиндр) изначально были круглыми, то со временем цилиндр принимают овальную форму (эффект конусности). Также на стенках цилиндра скутера образуются задиры, прихваты и царапины. Все эти причины ведут только к одному — к капитальному ремонту, или как минимум замене ЦПГ .
При «капиталке» обычно растачивают цилиндры до первого ремонтного размера. Но чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. Хонингование цилиндров двигателя — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает большей точностью и большей эффективностью. Плосковершиное хонингование имеет ряд преимуществ. Его основная задача — эта тщательная обработка цилиндра скутера для последующей работы. В результате хонингования цилиндра, поршневые кольца быстрее прирабатываються, а значит будет меньший износ деталей мотора, и повысится эффективность работы.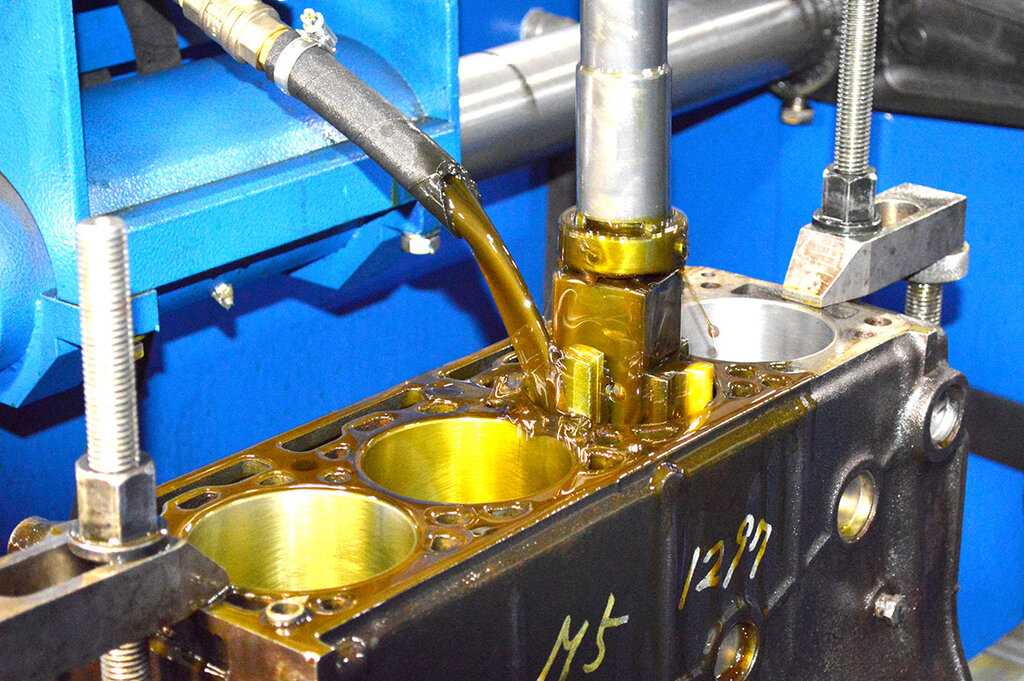 За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта скутера. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер. Еще одна особенность хонингования двигателя — это образование на цилиндрах сетки, которую можно заметить лишь при тщательном осмотре. Она нужна для того, чтобы удерживать масло на стенках цилиндра, в результате чего повышается обильная смазка трущихся деталей двигателя внутреннего сгорания.
За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта скутера. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер. Еще одна особенность хонингования двигателя — это образование на цилиндрах сетки, которую можно заметить лишь при тщательном осмотре. Она нужна для того, чтобы удерживать масло на стенках цилиндра, в результате чего повышается обильная смазка трущихся деталей двигателя внутреннего сгорания.
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — это черновая обработка цилиндров, для которой применяют крупный абразив. Второй этап — это окончательная или финишная обработка. Тут уже в дело вступает мелкозернистый абразив, который дает большую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования. В итоге, сейчас многие фирмы обладают оборудованием для хонингования с алмазными абразивами. Это и дешевле и достигается большая геометрия цилиндров двигателя. А отсюда растет и качество самого хонингования. Среди специалистов наибольшее применение получили хонинговальные станки компаний DELAPENA, AMC-SCHOU и SERDI.
В итоге, сейчас многие фирмы обладают оборудованием для хонингования с алмазными абразивами. Это и дешевле и достигается большая геометрия цилиндров двигателя. А отсюда растет и качество самого хонингования. Среди специалистов наибольшее применение получили хонинговальные станки компаний DELAPENA, AMC-SCHOU и SERDI.
После процесса хонингования желательно тщательно вымыть двигатель. Это позволит удалить металлические стружки, а также остатки полировочных паст. Также, некоторые специалисты, после хонингования проделывает еще одну дополнительную операцию — это финишная чистка абразивной пастой. Это удаляет все острые углы и впадины, оставшиеся после процесса хонингования. В результате можно достичь очень главкой поверхности цилиндров двигателя.
Как отточить цилиндр двигателя
Наш веб-сайт использует куки-файлы, чтобы вам было удобнее. Чтобы узнать больше, в том числе о том, как изменить настройки, ознакомьтесь с нашей Политикой конфиденциальности
Нужна помощь?
Функциональность Javascript вашего браузера отключена. Пожалуйста, включите его, чтобы вы могли испытать все возможности этого сайта.
Пожалуйста, включите его, чтобы вы могли испытать все возможности этого сайта.
Обслуживание и механика
Хонинговальные инструменты для цилиндров двигателей — обязательный инструмент для снятия стекол с отверстий, позволяющий добиться первоклассных результатов от восстановленного двигателя
Видео
Обзор
Предметы
Шаги
Советы
Обзор
Ассортимент хонингов для цилиндров двигателей ToolPRO — незаменимый инструмент для удаления стекол с отверстий и достижения первоклассных результатов от восстановленного двигателя.
Вот как каждый раз получать идеальную заточку.
шагов
Подготовка блока цилиндров
Блок цилиндров необходимо полностью разобрать перед выполнением этой задачи, чтобы облегчить последующую очистку.
Очистив цилиндры от отслоившегося материала и старого моторного масла, насколько это возможно, протрите стенки цилиндра небольшим количеством хонинговального масла или моторного масла 10W 30.
Одной рукой сожмите хонинговальные бруски и снимите стальной фиксатор между рычагами.
Хонинговальные отверстия
Установив хонинговальный инструмент на дрель, вставьте хонинговальный инструмент в цилиндр и поддерживайте среднюю скорость сверления, быстро перемещая сверло вверх и вниз внутри цилиндра.
Снимите хонинговальный инструмент и проверьте отверстие на наличие равномерного рисунка. Вы стремитесь получить перекрестную штриховку под углом 45 градусов.
Это может быть достигнуто за счет правильного сочетания скорости сверления и скорости движения вверх и вниз.
Если остались стеклянные секции, цилиндру потребуется дополнительное хонингование.
Промывка между проходами
Промойте хон в ведре с теплой мыльной водой, нанесите свежее масло на стенки цилиндра и повторите процесс.
Отрегулируйте хонингование по мере необходимости
Для более агрессивного хонингования давление хонинговального цилиндра можно увеличить, затянув регулировочную гайку вниз.
Тщательная очистка блока
После того, как все ваши цилиндры будут равномерно заточены, важно тщательно очистить блок теплой мыльной водой или раствором обезжиривателя.
Уделите особое внимание очистке отверстий тряпкой или нейлоновой щеткой.
Канал можно считать чистым, если белая тряпка не оставляет пятен при протирании стенок цилиндра.
Смажьте отверстия
Наконец, нанесите немного чистого моторного масла вокруг отверстия, чтобы предотвратить образование ржавчины перед сборкой двигателя.
Engine Hone, Flex-Hone®, инструмент для финишной обработки абразивных цилиндров
Engine Hone, Flex-Hone®, инструмент для финишной обработки абразивных цилиндров
Моторный хонинговщик
Финишная обработка цилиндров для деглазирования и т.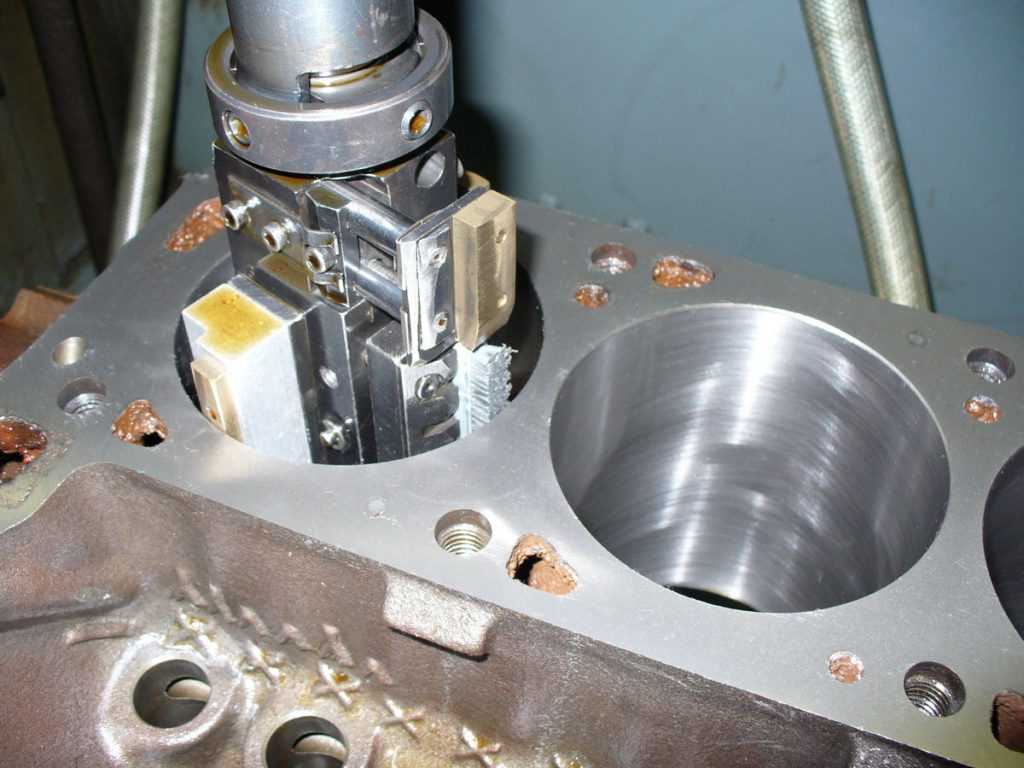 д.
д.
Когда дело доходит до поддержания качества и производительности вашего двигателя, на рынке нет лучшего инструмента, чем Flex-Hone®. Этот инструмент известен как идеальный метод удаления остекления и повторной полировки стенок цилиндров. Штриховка, которая естественным образом создается с помощью инструмента, представляет собой идеальное плато, необходимое для увеличения удержания масла и продления срока службы вашего двигателя. Использование Flex-Hone уменьшит значения Ra, Rpk и Rvk и увеличит площадь подшипника, что приведет к преимуществам меньшего прорыва, меньшего трения и лучшей уплотняющей поверхности для поршневых колец. Brush Research является изобретателем и производителем инструмента Flex-Hone. Мы первыми разработали концепцию плато. Вам нужны инструкции Flex-Hone? У вас возникли проблемы с выбором правильного инструмента? Вы ищете местного дилера Flex-Hone®? BRM будет рада помочь вам любым возможным способом, чтобы сделать ваш проект восстановления успешным. Пожалуйста, свяжитесь с BRM, позвонив напрямую в нашу службу поддержки клиентов или написав нам электронное письмо. Удачного хонингования!
Пожалуйста, свяжитесь с BRM, позвонив напрямую в нашу службу поддержки клиентов или написав нам электронное письмо. Удачного хонингования!
Зачем использовать хонинговальные машины — Flex-Hone@reg; Разница?
Инструмент Flex-Hone может создать идеальную поверхность для удаления глазури. Этот гибкий инструмент, часто известный как «шлифовщик», удаляет глазурь или гладкую поверхность с изношенной стенки цилиндра. Как происходит остекление? В бензиновых или дизельных двигателях поршни движутся вверх и вниз внутри двигателя, сохраняя при этом герметичность поршневых колец. Со временем это движение к стенке цилиндра создает гладкую поверхность. Если стенки цилиндра слишком гладкие, кольца не будут сидеть должным образом, а вместо этого будут «кататься» по поверхности. Гладкие стенки цилиндра также могут привести к тому, что масло не будет прилипать к стенкам, вызывая другие проблемы.
Обкатка является наиболее распространенным способом установки новых поршневых колец. Важно, чтобы между кольцами и стенкой цилиндра происходил небольшой износ, чтобы кольца правильно сидели и обеспечивали газонепроницаемое уплотнение. Используя хонингователи двигателя, создайте угол поперечной штриховки крошечных канавок в стенке цилиндра под углом 45 градусов. Эти канавки создают поперечную штриховку, удерживающую масло, а также создают надлежащее трение, необходимое для правильной посадки колец.
Важно, чтобы между кольцами и стенкой цилиндра происходил небольшой износ, чтобы кольца правильно сидели и обеспечивали газонепроницаемое уплотнение. Используя хонингователи двигателя, создайте угол поперечной штриховки крошечных канавок в стенке цилиндра под углом 45 градусов. Эти канавки создают поперечную штриховку, удерживающую масло, а также создают надлежащее трение, необходимое для правильной посадки колец.
Угол поперечной штриховки является широко обсуждаемой и неверно истолковываемой темой при обсуждении хонингования цилиндров. Штриховка, создаваемая Flex-Hone®, является результатом зависимости частоты хода от числа оборотов в минуту. Оптимальный угол штриховки обычно составляет 45 градусов. Большинство OEM-производителей и производителей колец предлагают угол наклона штриховки в штриховке от 27 до 45 градусов. Этот угол измеряется от поверхности палубы. Угол штриховки должен быть одинаковым по всему цилиндру. Если угол поперечной штриховки слишком крутой, стенки цилиндра не будут удерживать достаточное количество масла, чтобы помочь в процессе посадки колец, в результате чего кольца будут перекачивать масло и вращаться слишком быстро. Это часто приводит к повышенному износу колец и кольцевых канавок. Слишком малый угол штриховки может вызвать эффект вибрации, когда кольцо проходит над долиной. Это предотвращает попадание на кольцо достаточного количества масла, что приводит к чрезмерному износу кольца, своевременному разрыву кольца и возможности дымления двигателя без посадки кольца.
Это часто приводит к повышенному износу колец и кольцевых канавок. Слишком малый угол штриховки может вызвать эффект вибрации, когда кольцо проходит над долиной. Это предотвращает попадание на кольцо достаточного количества масла, что приводит к чрезмерному износу кольца, своевременному разрыву кольца и возможности дымления двигателя без посадки кольца.
Другие применения для хонингования двигателей
Инструмент Flex-Hone® стал распространенным решением для чистовой обработки других компонентов двигателя, таких как отверстия коренных подшипников, туннели больших головок шатунов, отверстия или туннели распределительных валов, направляющие клапанов, отверстия подъемника, отверстия гидравлического подъемника, штифты прокладки головки и трубы водяного насоса. . Инструмент Flex-Hone можно использовать не только для компонентов двигателя, но и для тормозных цилиндров, главных цилиндров сцепления и тормозов, а также тормозных дисков. Инструменты Flex-Hone — идеальное решение для многих задач по обслуживанию автомобильных цилиндров.
