Хонингование инструмент: Фарпост — доска объявлений
Содержание
Как правильно делается хонингование цилиндров двигателя
Под этим процессом первоочередно подразумевается абразивная обработка хонами (хонингованными головками) поверхностей. Абразивные тросики прикрепляются к головке специального инструмента. Эта процедура является одним из этапов капитального ремонта моторов, она проходит для того, чтобы уменьшить шероховатость гильз и цилиндров, увеличить продолжительность работы двигателя. Как же протекает данная операция мы раскроем далее в статье.
Что такое хонингование
Что же именно представляет из себя хонингование или расточка цилиндров? Как мы уже упоминали, это очень важный этап в починке движка, так как он выступает финалом в капитальных работах над силовой установкой автомобиля. Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
youtube.com/embed/9kWx69zQTek?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Для чего нужно хонингование двигателя
Любая деталь не служит долго. Каждой, в своё время, требуется ремонт, но находчивый водитель знает, что существуют методы и подходы, которые и жизнь детали продлят, и сэкономят сбережения. Хонингование блока цилиндров и есть один из таких выходов из положения. Что касаемо деталей двигателя непосредственно, то за свою службу они изменяются в параметрах. Что ещё менее приятно, так это появление царапин повсеместно.
Как вам прекрасно понятно, всё это очень пагубно влияет на работу мотора в целом, и вот к ухудшению чего это приводит:
- Компрессии.
- Использованию большего количества горючего и масла.
- Мотор не развивает былую мощность.
Поэтому стоит незамедлительно заняться ремонтными работами блока, чтобы в последующем не пришлось заменять кривошипно-шатунный механизм, а здесь речь идёт уже о совсем другой сумме. Также можно отметить, что при обработке можно поставить старые поршни на обновлённые гильзы, если они ещё в солидном состоянии.
Также можно отметить, что при обработке можно поставить старые поршни на обновлённые гильзы, если они ещё в солидном состоянии.
Теперь поговорим о технологии обработки. Сама работа проделывается инструментом, от которого и пошло название операции, а именно — хоном. Он вращательными движениями проходиться по поверхностям, срезая слои металла совсем незначительных размеров. Для скольжения рабочие используют смазочно-охлаждающую жидкость. Зачастую это всем нам известный керосин, но допускаются и другие варианты на основе водно-масляных эмульсий. Главное — правильно рассчитать давление, чтобы добиться равномерной и правильной поверхности цилиндра.
Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).
Целесообразность ремонта своими руками
Стоит ли проводить хонингование цилиндров своими руками? Лучше не рисковать и, если у вас есть возможность, прибегнуть к помощи специалистов, которые знают своё дело. Вам будет сложно создать нужное давление для получения нужной шероховатости поверхностей двигателей внутреннего сгорания. У человека, проводящего работу, не выйдут идеальные по форме детали.
Но, если вариантов не остаётся, то выбирайте устройства с тремя лапами.
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.
Подведём итог нашей сегодняшней статьи. Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки. Удачи вам и не забывайте оставлять комментарии ниже.
Хонингование как оно есть
НАШИ КОНТАКТЫ:
E-MAIL: [email protected]
г.Самара,
Заводское шоссе 29А
Главная
\
Хонингование как оно есть
Хонингование -один из методов высокоточной обработки отверстий.
Хонингование — это обработка материалов резанием, где в качестве резцов выступают зерна алмаза. Хонингование — это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см3 в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
При выборе метода обработки отверстия предпочтение может быть отдано хонингованию по следующим причинам.
• Базой при хонинговании является обрабатываемое отверстие, т.е. не требуется создание в детали другой базовой поверхности и деталь не вращается. В то время как для шлифования или расточки отверстия необходимо закрепить и сориентировать деталь по отношению к инструменту, а для этого нужна другая база. А с появлением другой базы сразу появляются проблемы по обеспечению точности обработки, т. е. нужен прецизионный станок, специальное приспособление, а также достаточная жесткость системы «станок — приспособление — инструмент — деталь». Себестоимость обработки отверстия возрастает, т.к. возникают дополнительные затраты на изготовление приспособления и амортизацию дорогостоящего прецизионного станка.
е. нужен прецизионный станок, специальное приспособление, а также достаточная жесткость системы «станок — приспособление — инструмент — деталь». Себестоимость обработки отверстия возрастает, т.к. возникают дополнительные затраты на изготовление приспособления и амортизацию дорогостоящего прецизионного станка.
• При хонинговании инструмент оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
• При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
• При хонинговании происходит автоматическое исправление отклонений от- верстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
• За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
• При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
Итак, если мы выбрали хонингование и перед нами стоит задача получить максимально возможную точность отверстия по овальности, конусности и прямолинейности, то мы должны обеспечить соответствующие нашей задаче условия.
Условие первое. Хорошо подготовленный, выхоженный инструмент. Это значит, что все части хонинговального инструмента, находящиеся в соприкосновении с поверхностью обрабатываемого отверстия, должны по всей длине прилегать к поверхности отверстия и быть максимально параллельными друг к другу. Это достигается выхаживанием хонинговального инструмента.
Условие второе. Чистая СОЖ. СОЖ или хонинговальное масло должно быть чистое, обеспечивающее максимальное вымывание из зоны резания шлама из остатков абразива, связки и материала детали. СОЖ должна обильно омывать зону резания и охлаждать деталь до комнатной температуры. СОЖ должна быть хорошо очищена. Наилучшим способом очистки СОЖ является турбосепарация с охлаждением до заданной температуры. Другие виды очистки: фильтрация через фильтратрон, магнитная сепарация или очистка бесконечной бумажной лентой все-таки пропускают твердые частицы шлама размером до 5 микрон. А наша задача — обеспечить точность отверстия в один микрон и лучше.
А наша задача — обеспечить точность отверстия в один микрон и лучше.
Условие третье. Оптимальное усилие давления бруска на обрабатываемую поверхность. Необходимо поймать режим, при котором идет удовлетворительное резание при минимальном давлении бруска на по- верхность отверстия.
Условие четвертое. Оптимальный зажим обрабатываемой детали в удерживающем приспособлении. Это условие особенно касается тонкостенных деталей. Здесь надо соблюдать правило: «Держать как воробушка, чтобы не задушить, но и не упустить». Приспособление для удержания детали от проворота и от осевого перемещения не должно деформировать деталь и одновременно должно компенсировать деформацию детали от воздействия на нее хонинговального инструмента.
- ОБЛАСТИ ПРИМЕНЕНИЯ ХОНИНГОВАНИЯ
- АЛМАЗНОЕ ХОНИНГОВАНИЕ
что это такое, как оно выполняется, какие инструменты используются
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Смазочно-охлаждающие средства при хонинговании и механическом раскрытии
В качестве смазочно-охлаждающего средства при KS-хонинговании, а также механическом раскрытии алюминия может применяться обычное, имеющееся в продаже хонинговальное масло. Его вязкость должна быть в пределах от низкой до средней
. Высоковязкие (вязкотекучие) хонинговальные масла, а также водо-масляные эмульсии, не должны применяться в сочетании с предлагаемыми здесь обрабатывающими брусками.
Важно!
Качество и состояние смазочно-охлаждающего средства существенно влияет на качество хонингования.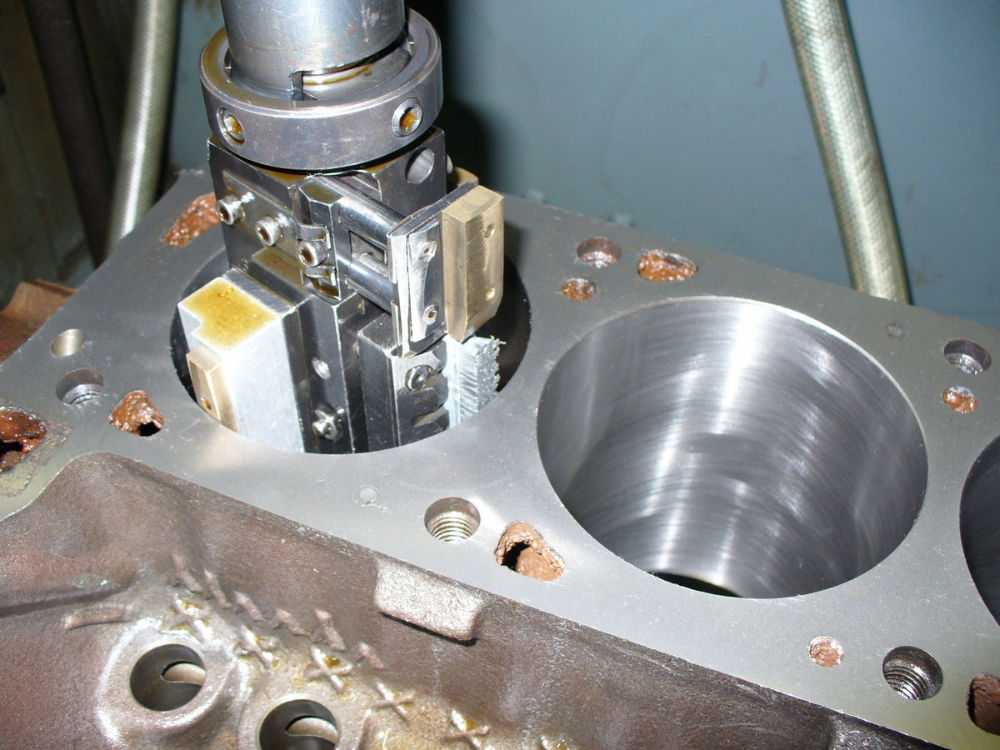 Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Какими должны быть хонинговальные бруски?
При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки
. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия.
Конструкция брусков позволяет добиться самозатачивания алмазов
. Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.

Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм.
 При этом происходит формирование микропрофиля поверхности.
При этом происходит формирование микропрофиля поверхности. - Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Как обрабатывают отверстия не круглой формы
Характерной особенностью хонинговальных станков является их способность обрабатывать любые поверхности. Это могут быть глубокие или несквозные отверстия, шпоночные пазы, канавки. Также обработке поддаются конические элементы и некруглые отверстия.
Это могут быть глубокие или несквозные отверстия, шпоночные пазы, канавки. Также обработке поддаются конические элементы и некруглые отверстия.
Происходит это за счет того, что в хонинговальных станках бруски находятся в специальном корпусе, конструкция которого состоит из следующих элементов:
- пневматической камеры;
- двух муфт: подвижной и неподвижной;
- колодок.
В корпусе изготовлены канавки, по которым подается воздух. В процессе работы давление воздушного потока из пневмокамеры прижимает инструмент к обрабатываемой поверхности изделия. Колодки обладают способностью поворачиваться на необходимый угол. Благодаря этому происходит хонингование любой поверхности вне зависимости от ее конфигурации. Изменением силы воздушного потока контролируется величина прижима хонинговального инструмента к изделию.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.
Хонингование цилиндров: что это такое?
Nevada 1976Хонингование цилиндров: что это такое? 0 Comment
Содержание статьи
Двигатель внутреннего сгорания – это сердце автомобиля. Для его беспроблемной работы нужна умеренная эксплуатация и своевременное обслуживание. Если условия соблюдены, то мотор будет выдавать заданные параметры на протяжении долгих лет. Затем подходит срок капитального ремонта, подразумевающего полную разборку и замену изношенных деталей. Важной операцией является хонингование блока цилиндров.
Что такое хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т. д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- AlusilБлоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков.
 Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.
Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции.
 Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.
Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера. После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.

Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов.
 Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.
Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.

Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии.
 Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока.
Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока. - NicasilАлюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.
Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм.
 Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.
Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния. И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса.
 Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали. Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит.
 Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену. Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Сопоставление хонингования серого чугуна с хонингованием алюминия
В отличие от хонингования серого чугуна, шероховатость внутренней поверхности цилиндра у алюминиево-кремниевых рабочих поверхностей не зависит от величины зерна применяемых абразивных брусков и достижимой тем самым глубины обработки структуры хонингования (перекрёстная сетка шлифовочных штрихов). Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL первичных кристаллов кремния и глубины их раскрытия
Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL первичных кристаллов кремния и глубины их раскрытия
Различия между хонингованной поверхностью цилиндра из серого чугуна и поверхностью ALUSIL представлены ниже. На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSILc рисунком шероховатости.
Характерная для рабочих поверхностей цилиндра структура поверхности (перекрёстная сетка шлифовочных штрихов) — это углубления (долины) для задержания масла, и возвышенности (плато), образованные при хонинговании на различных рабочих операциях. Плато, представляющие собой рабочие поверхности для поршневых колец, образуются при последней рабочей операции, хонинговании возвышенностей, обрезкой вершин профиля. Поэтому давление прижима брусков, угол хонингования, величина зерна и скорость хонингования являются при хонинговании серого чугуна важными параметрами для достижения правильной топографии поверхностей.
Важно!
Для получения безукоризненных результатов при хонинговании ALUSIL следует тщательно следить за тем, чтобы кристаллы кремния резались чисто и не вырывались из внутренней поверхности. Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
При последующем раскрытии кристаллов кремния важным является, главным образом, глубина раскрытия. При механическом раскрытии зёрна кремния несколько округляются, что положительно влияет на скольжение поршневых колец. При раскрытии травлением возникающие при резании острые края кристаллов кремния не округляются, что при приработке ведёт к несколько большему износу поршневых колец.
Указание
Из-за сложности темы хонингование отверстий цилиндров из серого чугуна не рассматривается в рамках данной брошюры. Поэтому мы рекомендуем изучение нашей брошюры «Хонингование блоков цилиндров из серого чугуна».
У ALUSIL-рабочих поверхностей цилиндров форма и величина интегрированных в алюминии кристаллов кремния образуют возвышения, по которым скользят поршни и поршневые кольца. Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.
Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.
Как выполняется хонингование цилиндров и что это такое: преимущества процедуры и технология
Большинство людей, которые имеют лишь поверхностные знания о технике, не могут сказать, что означает термин «хонингование». Это слово имеет английское происхождение: переводится «to hone» как, «обтачивать», «точить». При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.
Выполнение хонингования позволяет обеспечить очень высокое качество обработки поверхности блока цилиндров. К этой процедуре обычно прибегают на финишной стадии проведения капитального ремонта и обработки мотора.
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.

Наряду с выполнением основных задач блок цилиндров необходим для устранения шумов двигателя. Если запланирован капитальный ремонт, то специалисты находят время для проведения диагностики и этого элемента. Дело в том, что блок цилиндров в процессе эксплуатации испытывает значительные нагрузки. Все это увеличивает вероятность его износа. Новый цилиндр, как правило, имеет круглую форму, но постепенно становится овальным.
В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец. Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
Этапы хонингования
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
- Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
- Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
Работа по хонингованию головки заключается в совершении вращательных и возвратно-поступательных движений. При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.
При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.
Следует заметить, что процедуру хонингования блока можно выполнять с применением любого абразива. Если же обработке будет подвергаться цилиндр, то выбор следует останавливать на брусках, имеющих алмазное и керамическое покрытие. Керамическое хонингование имеет ряд серьезных недостатков, среди которых следует, в первую очередь, выделить недолговечность применяемых абразивов. На их фоне более предпочтительно использование алмазных головок, поскольку это позволяет добиться значительной экономии на обработке и уменьшить физические усилия, которые требуется прилагать во время хонингования.
Закончив финишную обработку цилиндров, занимаются подготовкой их поверхности, с которой следует удалить остатки металла и абразивов. Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов. Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.
Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов. Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.
По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой. Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Основные плюсы хонингования
Несмотря на то что такие операции по обработке поверхности блока цилиндров, как полировка и притирка более привычны и распространены, хонингование представляется предпочтительным вариантом ввиду его более высокой эффективности и точности. Эта процедура позволяет увеличить устойчивость к износу для детали, а также поднять до предельных показателей давление в цилиндрах. Все это положительным образом сказывается на эффективности работы двигателя, в результате увеличивается его эксплуатационный ресурс.
Эта процедура позволяет увеличить устойчивость к износу для детали, а также поднять до предельных показателей давление в цилиндрах. Все это положительным образом сказывается на эффективности работы двигателя, в результате увеличивается его эксплуатационный ресурс.
Обточка поверхности цилиндров с помощью подобной технологии позволяет создать малоразличимую сеточку. Это создает благоприятные условия для того, чтобы масло на стенках сохранялось как можно дольше. Итогом этого является постоянное наличие смазки на взаимодействующих друг с другом элементах двигателя, что делает более эффективной его работу.
Хонингование цилиндров, цена
Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков. Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами. Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом.
Хотя алмазные абразивы и стоят достаточно дорого, но этот недостаток компенсируется их повышенной устойчивостью к износу. Применение алмазных головок при проведении хонингования позволяет обеспечить отверстию идеальные геометрические размеры. Эта технология восстановления цилиндров позволяет создавать прямые стенки и круглую форму, а также правильное качество и количество штриховки. Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.
Не стоит с пренебрежением относиться к процессу обточки с использованием указанной процедуры блока цилиндров. Хотя она и представляется обычной косметической процедурой, в действительности же с помощью этой технологии можно избежать преждевременного выхода из строя двигателя.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Заключение
Столкнувшись с необходимостью ремонта двигателя, стоит также уделить вниманию и блока цилиндров. Даже если с ним все в порядке, не следует отказываться от его обработки при помощи такой процедуры, как хонингование. Эта операция пойдет на пользу блоку цилиндров, поскольку сможет устранить все признаки деформации узла, возникшие в результате длительной эксплуатации.
Эта операция пойдет на пользу блоку цилиндров, поскольку сможет устранить все признаки деформации узла, возникшие в результате длительной эксплуатации.
Не стоит недооценивать эту процедуру, поскольку, несмотря на свою кажущуюся простоту, эффект от ее проведения может быть очень весомым, который поможет вашей машине дольше служить без необходимости проведения внеочередного ремонта.
- Автор: Фёдор Ильич Артёмов
- Распечатать
Оцените статью:
(3 голоса, среднее: 4.7 из 5)
Поделитесь с друзьями!
СОЖ для хонингования
|
|
Артикул: 09381 — масло для хонингования и шлифования вязко-твердых материалов, в основном используется для обеспечения высокой производительности резания, например для точной обработки валов, цилиндров или боковых поверхностей зубьев |
Multicut Honolit 4 используется для процессов хонингования и шлифования инструмента изготовленного из высоколегированной инструментальной стали. Продукт используется, например для суперфиниширования при изготовлении валов, цилиндров или боковой поверхности зуба на зубчатом колесе, даже при работе с керамическими инструментами.
Продукт используется, например для суперфиниширования при изготовлении валов, цилиндров или боковой поверхности зуба на зубчатом колесе, даже при работе с керамическими инструментами.
Multicut Honolit 4 может также использоваться для процессов хонингования, например для круглого хонингования распределительных плит изготовленных из очень твёрдой стали, а также для хонингования ружейных стволов.
|
|
Артикул: 21450 — не водосмешиваемая, маловязкая, легированная смазочно-охлаждающая жидкость для процессов хонингования |
Multicut Honolit Spezial 4 используется для хонингования закалённой, азотированной и конструкционной стали, а также для хромирования обрабатываемых деталей при использовании корундовых или алмазных хонинговальных головок. Кроме этого продукт используется для хонингования корпуса топливного насоса высокого давления из алюминия. Multicut Honolit Spezial 4 также используется для длительного и кругового хонингования деталей весом от 2 гр. до 150 кг. из стали, алюминия и чугуна, а также для суперфиниширования валов при использовании корунда, специального плавленного глинозёма и карбида кремния на хонинговальных головках. Продукт подходит для обработки алюминия и алюминиевых сплавов, а также для тяжёлых цветных металлов. Продукт имеет допуск от Nagel, Maschinen- und Werkzeugfabrik, 72607 Nürtingen.
Кроме этого продукт используется для хонингования корпуса топливного насоса высокого давления из алюминия. Multicut Honolit Spezial 4 также используется для длительного и кругового хонингования деталей весом от 2 гр. до 150 кг. из стали, алюминия и чугуна, а также для суперфиниширования валов при использовании корунда, специального плавленного глинозёма и карбида кремния на хонинговальных головках. Продукт подходит для обработки алюминия и алюминиевых сплавов, а также для тяжёлых цветных металлов. Продукт имеет допуск от Nagel, Maschinen- und Werkzeugfabrik, 72607 Nürtingen.
|
|
Артикул: 22070 — масло для процессов хонингования, требующих более высокой вязкости из-за экстремальных требований |
Multicut Honolit Extra 15 используется для процессов хонингования, которые требуют высокую вязкость СОЖ, в связи с экстремальными условиями. Продукт успешно применяется при процессах хонингования тормозных цилиндров, а также для хонингования скважин в блоках клапанов изготовленных из серого чугуна.
Продукт успешно применяется при процессах хонингования тормозных цилиндров, а также для хонингования скважин в блоках клапанов изготовленных из серого чугуна.
|
|
Артикул: 21470 — масло для шлифовки и хонингования при обработке керамики |
Multicut Honolit Universal 3, в основном используется для процессов шлифования и хонингования при обработке керамики. У данного продукта есть отличный опыт при обработке оксида алюминия, нитрида алюминия и карбида кремния.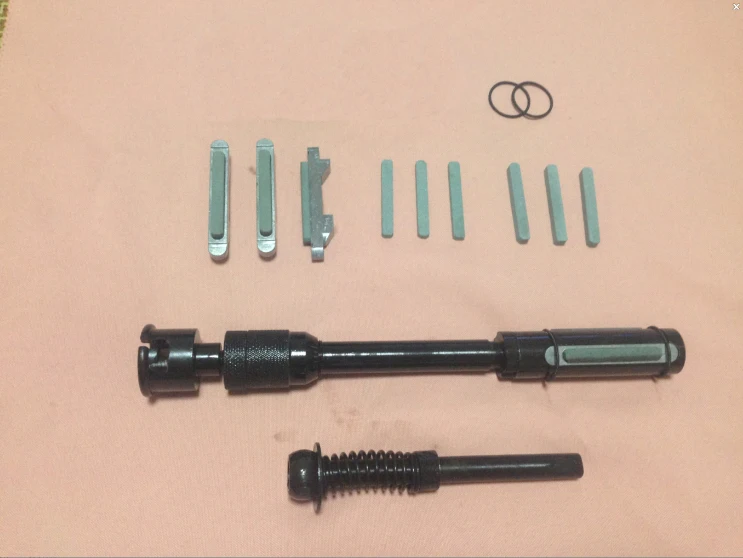
Multicut Honolit Universal 3, также подходит для обработки тяжёлых цветных металлов.
|
|
Артикул: 21460 — масло для процессов хонингования, требующих более высокой вязкости из-за экстремальных требований |
Multicut Honolit Extra 20 используется для процессов хонингования, которые требуют высокую вязкость СОЖ, в связи с экстремальными условиями. Продукт используется в основном для процессов хонингования закалённой стали.
|
|
Артикул: 29520 — не смешивающееся с водой легированное масло для хонингования с низкой вязкостью |
Multicut Honolit Plus 7 используется для микрофиниширование поверхностей, особенно для хонингования чугуна (изготовление картеров). Достигается превосходное качество поверхности, благодаря специальной добавке Multicut Honolit Plus 7. Продукт обладает хорошей осаждаемостью и, благодаря низкой вязкости, обладает отличным эффектом промывки.
Достигается превосходное качество поверхности, благодаря специальной добавке Multicut Honolit Plus 7. Продукт обладает хорошей осаждаемостью и, благодаря низкой вязкости, обладает отличным эффектом промывки.
Смазочно-охлаждающие жидкости Multicut для хонингования являются незаменимыми участниками процесса. В зону обработки отверстий, сделанных в различных материалах, подается большое количество смазывающего вещества. Оно способствует:
• как и при суперфинишировании, удалению частичек срезанного материала и стружки;
• образованию адгезионного налипания абразивных частиц к материалу обработки и механизмам оборудования;
• снижению трения в области соприкосновения инструмента с поверхностью детали.
При выборе не смешиваемых с водой СОЖ для процесса хонингования не так важны их охлаждающие свойства. Обработка происходит при сравнительно небольших температурах от 50 до 100 градусов. Жидкость для хонингования подбирают в соответствии с типом обрабатываемого материала, оборудования, а также требований к качеству поверхности заготовки.
В зависимости от производительности труда, а также интенсивности обработки выбирают тип смазки. Если необходимо повысить скорость съема металла, используют жидкости для смазывания. Масло для хонингования применяют для получения гладкой, однородной поверхности. В этом случае высота микронеровностей будет одинаковой. Поверхность в результате получается высокого качества, более гладкая. Чем мягче обрабатываемый материал, тем высшей вязкостью должны характеризоваться СОЖ, применяемые в процессе хонингования.
Новейшие разработки ученых в области улучшения процесса шлифовочно-притирочных работ металлических заготовок нашли свое применение в СОЖ Multicut. Они не только позволяют выполнить максимально качественно обработку поверхности, но и защищают оборудование от коррозии. На деталях станка образуется тонкая пленка, препятствующая их разрушению. Уменьшение шероховатостей происходит самым технологичным образом.
СОЖ не смешиваемые с водой, произведенные в Германии, безопасны для здоровья человека и характеризуются высоким качеством. Официальный представитель немецкой компании Zeller Gmelin в нашей стране – это ООО «Дивинойл Рус». Вся продукция прошла различные лабораторные тестирования и получила соответствующие сертификаты качества.
Консультации технических специалистов компании позволят подобрать требуемый для процесса обработки вид СОЖ. Ведь приобретать любое средство, не сопоставив его свойства с видом хонингования, было бы в корне неправильно. Универсальных средств в этом случае просто не существует. Большой выбор смазок и СОЖ позволит подобрать оптимальное вещество в соответствии с технологией процесса хонингования. Это станет гарантией наибольшей эффективности его проведения.
Наша компания предлагает своим потребителям большой выбор смазочных материалов, которые всегда есть в наличии на собственном складе продукции. Команда ответственных специалистов контролирует наличие товаров. Это позволяет максимально оперативно выполнять свои обязательства перед клиентами. Доставка по территории РФ производится в самые короткие сроки. Существует также возможность забирать требуемые виды СОЖ самостоятельно со склада в Подольске.
Это позволяет максимально оперативно выполнять свои обязательства перед клиентами. Доставка по территории РФ производится в самые короткие сроки. Существует также возможность забирать требуемые виды СОЖ самостоятельно со склада в Подольске.
Оформите заказ прямо сейчас и уже в самое ближайшее время оцените преимущества проведения хонингования и других операций обработки материалов при помощи СОЖ Multicut высокого качества!
Хонинговальные инструменты и расходные материалы
▲
Разработано
- Главная страница
- Станки
- Хонинговальные станки и инструменты
- Хонинговальные инструменты и расходные материалы
/
/
/
Подразделение абразивов и инструментов PSS было основано в 1985 году, предлагая основной ассортимент точильных брусков и инструментов. В 2005 году компания приобрела линейку инструментов и абразивных материалов у Micromatic, добавив к наследию Бейтса почти 80 лет инноваций в области хонингования и чистовой обработки отверстий. Bates Technologies была приобретена Lapmaster в 2009 году., добавляя к своей большой группе продуктов и возможностям. Наша основная линейка продуктов: хонинговальные бруски, хонинговальные станки, оправки, хонинговальное оборудование CMC и коммерческие хонинговальные продукты. Мы также предоставляем суперабразивные продукты для хонингования и оправки для хонинговальных систем с контролем воздуха и хонинговальные станки почти для всех известных брендов Honing. Наши хонинговальные бруски, хонинговальные инструменты и хонинговальные станки спроектированы и изготовлены для оптимизации производительности различных процессов отделки.
Bates Technologies была приобретена Lapmaster в 2009 году., добавляя к своей большой группе продуктов и возможностям. Наша основная линейка продуктов: хонинговальные бруски, хонинговальные станки, оправки, хонинговальное оборудование CMC и коммерческие хонинговальные продукты. Мы также предоставляем суперабразивные продукты для хонингования и оправки для хонинговальных систем с контролем воздуха и хонинговальные станки почти для всех известных брендов Honing. Наши хонинговальные бруски, хонинговальные инструменты и хонинговальные станки спроектированы и изготовлены для оптимизации производительности различных процессов отделки.
Наша продукция
- Обычные микроабразивные материалы
- Суперабразивы (CBN и алмаз)
- Суперабразивные хонинговальные бруски для использования практически во всех хонинговальных станках, представленных на рынке.
- Производственные точильные бруски
- Хонинговальные оправки и оснастка
- Microhone®, Microsize®, Micro-Mold® Склеенный инструмент
- Расширяемые оправки и оснастка с гальваническим покрытием
- Изделия с гальваническим покрытием из эльбора и алмаза Колеса, изнашиваемые поверхности и поверхности захвата
- Системы измерения и контроля размеров
- Инструментальные и абразивные системы с ЧПУ Microhone®
Наши услуги
Наши отношения распространяются на ваш процесс. Компания Bates создала универсальный магазин, чтобы предоставить нашим клиентам лучшие практики:
Компания Bates создала универсальный магазин, чтобы предоставить нашим клиентам лучшие практики:
- Стандартные и изготовленные на заказ хонинговальные бруски и инструменты
- Центр прикладных технологий (ATC)
- Пробная программа «Тест-драйв»
- Анализ прикладных процессов
- Отдел обслуживания
- Восстановление инструмента
Семейство торговых марок Precision Surfacing Solutions
PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS поддерживает производителей в самых разных отраслях промышленности, в которых обычно используется прецизионное шлифование, притирка, полировка, удаление заусенцев и современное оборудование для обработки материалов. Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.
Посетите сайт
Lapmaster Wolters
Основанная в Чикаго в 1948 году как производитель притирочных и полировальных станков для рынка механических уплотнений, компания Lapmaster выросла до мирового поставщика решений для более чем 20 отраслей, таких как прецизионная оптика и передовые материалы.

Посетите сайт
Barnes Honing
С 1907 года компания Barnes считается мировым лидером в разработке инновационных технологий и процессов хонингования и чистовой обработки отверстий. Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.
Посетите сайт
ISOG
С мая 2020 года бренд ISOG принадлежит всемирно активной группе Precision Surfacing Solutions Group. С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.
Посетите сайт
ELB-Schliff
ELB-Schliff Werkzeugmaschinen GmbH уже более 70 лет производит плоскошлифовальные и профильные шлифовальные станки.
 Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».
Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».Посетите сайт
aba Шлифование
Компания aba была основана в 1898 году под названием Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg, отсюда и инициалы aba. Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.
Посетите сайт
REFORM
REFORM Grinding Technology GmbH специализируется на продаже, разработке и производстве шлифовальных станков для различных применений в г. Фульда (Германия).
Посетите сайт
KEHREN
Компания KEHREN, основанная в 1934 году, является хорошо зарекомендовавшим себя разработчиком и производителем высокоточных шлифовальных станков и систем следующих категорий: вертикальные шлифовальные центры, вертикальные шлифовальные центры с портальной конструкцией, плоскошлифовальные станки с поворотными столами и горизонтальные шпиндели и плоскошлифовальные станки с двойным поворотным столом и вертикальным шпинделем.

Посетите сайт
Микрон
Станки MICRON, производимые в Германии с 2009 года, представляют собой компактные и динамически жесткие шлифовальные станки, специально разработанные для глубинного и профильного шлифования. MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.
Посетите сайт
Peter Wolters
Компания Peter Wolters, основанная в 1804 году в Германии г-ном Петером Вольтерсом, производит оборудование для притирки, полировки и тонкого шлифования с 1936 года.
В 2019 годуPrecision Surfacing Solutions приобрела подразделение по производству вафель и сервисное обслуживание фотогальванических и специальных материалов Meyer Burger.Дополнительную информацию можно найти на сайте www.precision-surface.ch
Посетите сайт
Новая «финишная обработка» при хонинговании
Главная
»
Газета Гудсона
»
Новая «финишная обработка» в хонинговании
Категории блога:
Выберите категорию. ..Новости компанииДэвид ВизардГудсонНовости компанииPRI ShowНовости гонокВторник технической лабораторииТехнические заметкиВидео
..Новости компанииДэвид ВизардГудсонНовости компанииPRI ShowНовости гонокВторник технической лабораторииТехнические заметкиВидео
Опубликовано Goodson Tools & Supplies For Engine Builders
Плато-хонингование, мягкое хонингование, нитевидное хонингование и ультрафинишное хонингование. Смущенный? Не расстраивайтесь… есть много машинистов, которые не уверены в этом новом методе хонингования. На самом деле, это один из наиболее часто задаваемых вопросов на горячей линии технической службы Goodson.
В течение многих лет мы затачивали цилиндры грубым бруском, а затем финишным бруском. Затем материалы кольца изменились, что потребовало дополнительного очень тонкого отделочного камня. Современные технологии требуют дополнительного шага для создания еще более чистой поверхности без заусенцев.
Тем не менее, даже при использовании этих традиционных методов хонингования в отверстиях все еще остаются пики складчатого и разорванного металла. Никакое мытье обычной щеткой не могло удалить этот материал. Слишком грубое отверстие приводит к задирам и быстрому износу компонентов, плохому уплотнению колец, сокращению срока службы компонентов и расходу масла. Это особенно проблема с сегодняшними более тонкими поршневыми кольцами с низким натяжением. Производители поршневых колец теперь притирают кольца, чтобы воспроизвести посадку. Благодаря использованию ультрафинишных хонингов технология обработки стенок цилиндров также была повышена до качества предварительной посадки.
Слишком грубое отверстие приводит к задирам и быстрому износу компонентов, плохому уплотнению колец, сокращению срока службы компонентов и расходу масла. Это особенно проблема с сегодняшними более тонкими поршневыми кольцами с низким натяжением. Производители поршневых колец теперь притирают кольца, чтобы воспроизвести посадку. Благодаря использованию ультрафинишных хонингов технология обработки стенок цилиндров также была повышена до качества предварительной посадки.
Путаница в отношении этого инструмента для заточки возникает из-за того, что одному и тому же инструменту и процессу присвоено множество разных названий; Платохонинговальные, мягкие хонинговальные, нитевидные хонинговальные и ультрафинишные хонинговальные машины делают одно и то же. Не расширяя отверстие, они проходят по поверхности, удаляя зубчатые пики, складчатый и рваный материал.
Ультрафинишный хонинговальный станок состоит из мононити, формованной методом экструзии с мелким абразивным материалом. Эта абразивная нить может быть закреплена на разных типах держателей, но использование и производительность идентичны. Goodson предлагает этот продукт в держателях и инструментах щеточного типа для использования со многими современными хонинговальными инструментами — портативными или автоматическими. Мы также предлагаем набор ультрафинишных хонингов малого диаметра, которые можно использовать с простой дрелью с пистолетной рукояткой.
Goodson предлагает этот продукт в держателях и инструментах щеточного типа для использования со многими современными хонинговальными инструментами — портативными или автоматическими. Мы также предлагаем набор ультрафинишных хонингов малого диаметра, которые можно использовать с простой дрелью с пистолетной рукояткой.
Во время использования ультрафинишный хонинговальный станок перемещается с небольшим давлением нагрузки, точно имитируя число оборотов в минуту, при которых цилиндр был изначально заточен. Его цель состоит в том, чтобы слегка снять заусенцы с краев и удалить сложенный и частично разорванный материал с поверхности цилиндра, области, на которой фактически скользят поршневые кольца. Ультрафинишный хонинг не предназначен для очистки канавок, образовавшихся при грубом хонинговании, или для удаления глазури с цилиндров.
По своей конструкции ультрафинишный хонинговальный станок используется для подготовки отверстия цилиндра к немедленному кольцевому уплотнению с незначительной потерей материала со стенки цилиндра при первом запуске двигателя. Это сводит к минимуму истирание колец и попадание материала сломанной стенки цилиндра в нашу систему смазки. Теперь у нас почти идеальная ситуация, притертое кольцо проходит по полностью подготовленному цилиндру.
Это сводит к минимуму истирание колец и попадание материала сломанной стенки цилиндра в нашу систему смазки. Теперь у нас почти идеальная ситуация, притертое кольцо проходит по полностью подготовленному цилиндру.
ПРЕДОСТЕРЕЖЕНИЕ: Не переусердствуйте с цилиндром с ультрафинишным хонингованием. Максимум от шестнадцати до восемнадцати ударов. Ходы, превышающие это значение, могут привести к слишком гладкой поверхности, чтобы сохранить достаточную смазку для обеспечения износостойкости и бесконечного уплотнения давления в цилиндре.
Всегда используйте эту щетку с вращением по часовой стрелке. Вращение против часовой стрелки приведет к отказу .
Для тех из нас, у кого еще нет профилометра, вот небольшой тест, который иллюстрирует эффект сверхфинишного хонингования. После обработки цилиндра обычными методами отделки высушите поверхность цилиндра. Возьмите ватный тампон и слегка коснитесь цилиндра, вращающегося вокруг 2 или 3 дюймов поверхности. Можно увидеть висящие хлопковые нити, зацепившиеся за стену. Теперь обработайте цилиндр ультрафинишным хонингованием с большим количеством масла для хонингования. Повторите тест с ватным тампоном после использования ультрафинишного шлифовального круга и увидите разницу. Очень заметная разница должна быть с количеством хлопковых нитей, удерживания почти нет! Не очень научный тест, но хороший показатель того, какой тип отделки был установлен в этом цилиндре. Такая же отделка может быть достигнута во многих других областях, таких как направляющие клапанов, отверстия толкателей и втулки поршневых пальцев.
Можно увидеть висящие хлопковые нити, зацепившиеся за стену. Теперь обработайте цилиндр ультрафинишным хонингованием с большим количеством масла для хонингования. Повторите тест с ватным тампоном после использования ультрафинишного шлифовального круга и увидите разницу. Очень заметная разница должна быть с количеством хлопковых нитей, удерживания почти нет! Не очень научный тест, но хороший показатель того, какой тип отделки был установлен в этом цилиндре. Такая же отделка может быть достигнута во многих других областях, таких как направляющие клапанов, отверстия толкателей и втулки поршневых пальцев.
Добавление этого шага в процедуру хонингования завершит обработку плато. Кольца будут уплотняться без истирания, компрессия будет максимальной, а лучший контроль масла снизит выбросы. Прекращает задиры и царапины, предотвращает преждевременный износ направляющих клапанов, штоков, толкателей и т. д. Теперь у вас есть инструменты и знания, добавьте ультрафинишные хонинговальные станки в процесс хонингования, чтобы полностью завершить работу. Если у вас есть дополнительные вопросы по этой теме, звоните (1-800-533-8010) или пишите мне по электронной почте.
Если у вас есть дополнительные вопросы по этой теме, звоните (1-800-533-8010) или пишите мне по электронной почте.
Поделиться этим постом…
Предыдущий пост
Следующий пост
Хонинговальные палочки Хонинговальные станки и хонинговальные инструменты
Прочие хонинговальные инструменты и хонинговальные инструменты
Алмазные хонинговальные инструменты — Серия DH
от Sunnen Products Company
Алмазные хонинговальные инструменты подходят для большинства материалов и операций. DH-Tools использует наборы Sunnen Diamond StoneSets и PHTBrush Sets. Предназначен для использования на машинах серий Sunnen CV, CK и SV10, а также на машинах других крупных брендов. Эти инструменты идеально подходят для отверстий диаметром от 70 до 140 мм (2,75 -… [Подробнее]
- Форма: Точилка
- Внешний / внешний диаметр: от 2,75 до 5,55
- Абразив/камень: Алмаз
- Применение и грубость: внутренняя
Хонинговальные инструменты с алмазным покрытием
от Sunnen Products Company
Хонинговальные инструменты Sunnen с алмазным покрытием доступны для прецизионной чистовой обработки отверстий в промышленных условиях с использованием высокопроизводительного хонинговального оборудования Sunnen, Nagel, Belden, AccuCut, Engis и других типов — практически любого тип оборудования. Sunnen предлагает хонинговальные инструменты с алмазным напылением и гильзы, разработанные… [Подробнее]
Sunnen предлагает хонинговальные инструменты с алмазным напылением и гильзы, разработанные… [Подробнее]
- Форма: Точилка
- Применение и грубость: внутренняя
- Абразив/камень: Алмаз
Расширяемый инструмент с алмазным покрытием — CGT
от Sunnen Products Company
Эти расширяемые инструменты с алмазным покрытием позволяют обрабатывать тысячи деталей с точностью до 50 миллионных долей дюйма (0,00127 мм) при использовании в Sunnen CGM-1000, CGM-5000, KGM-1000 и KGM-5000. Если ваше приложение требует автоматизированной загрузки/выгрузки деталей,… [Подробнее]
- Форма: Точилка
- Внешний / внешний диаметр: от 0,2150 до 1,26
- Абразив/камень: Алмаз
- Применение и грубость: внутренняя
Расширяемый инструмент с алмазным покрытием — CRT
от Sunnen Products Company
Эти расширяемые инструменты с алмазным покрытием позволяют обрабатывать тысячи деталей с точностью до 50 миллионных долей дюйма (0,00127 миллиметра) при использовании в Sunnen CGM-1000, CGM-5000, KGM-1000 и KGM-5000. Если ваше приложение требует автоматизированной загрузки/выгрузки деталей,… [Подробнее]
Если ваше приложение требует автоматизированной загрузки/выгрузки деталей,… [Подробнее]
- Форма: Точилка
- Внешний / внешний диаметр: от 2,12 до 2,51
- Абразив/камень: Алмаз
- Применение и грубость: внутренняя
Giant Portable Hone — GNH
от Sunnen Products Company
Giant Portable Hone от Sunnen GNH представляет собой устройство с ручной подачей, специально разработанное для обработки больших диаметров глубоких отверстий или деталей с ограниченным доступом для регулировки камня диаметром более 254 мм (10 «). Если ваше приложение требует автоматизированной загрузки/разгрузки деталей, специальных приспособлений, охлаждающей жидкости… [Подробнее]
- Форма: Точилка
- Применение и грубость: внутренняя
- Внешний / наружный диаметр: от 10 до 60
Heavy-Duty Abrasives — GH®
от Sunnen Products Company
General Hone, компания Sunnen, производит и поставляет широчайший ассортимент хонинговальных абразивов, предназначенных для удаления больших объемов материала быстрее, чем это обычно считается возможным. Линия включает в себя широкий спектр насадных и несмонтированных абразивов с большим выбором типов зернистости, размеров и… [Подробнее]
Линия включает в себя широкий спектр насадных и несмонтированных абразивов с большим выбором типов зернистости, размеров и… [Подробнее]
- Форма: Точилка
- Ширина: 0,3110
- Абразив/камень: оксид алюминия; Карбид кремния; кубический нитрид бора; Алмаз
- Длина/Высота: 152
Хонинговальный инструмент — Серия GHSS
от Sunnen Products Company
Одноступенчатые многоточечные инструменты Sunnen GHSS используют прецизионную градуированную металлическую связку Sunnen CBN и алмазные абразивы для обеспечения короткого времени цикла, стабильной геометрии, а также точности обработки поверхности. Инструменты GHSS предназначены для отверстий диаметром от 37,59.мм — 140,71 мм (1,480 дюйма — 5,54 дюйма). Если ваше приложение… [Подробнее]
- Форма: Точилка
- Внешний / внешний диаметр: от 1,48 до 5,54
- Абразив/камень: кубический нитрид бора; Алмаз
- Применение и грубость: внутренняя
Хонинговальный инструмент — Серия GHTS
от Sunnen Products Company
Двухступенчатый многоцелевой инструмент Sunnen GHTS выполняет как черновое, так и чистовое хонингование без замены брусков. Этот процесс снижает общие затраты на размер отверстия. GHTS идеально подходит для отверстий диаметром от 62 мм до 120,14 мм (2,44 дюйма — 5,44 дюйма). Если для вашего приложения требуются автоматизированные детали… [Подробнее]
Этот процесс снижает общие затраты на размер отверстия. GHTS идеально подходит для отверстий диаметром от 62 мм до 120,14 мм (2,44 дюйма — 5,44 дюйма). Если для вашего приложения требуются автоматизированные детали… [Подробнее]
- Форма: Точилка
- Внешний / внешний диаметр: от 2,44 до 5,54
- Абразив/камень: кубический нитрид бора; Алмаз
- Применение и грубость: внутренняя
Multi-Stone Tool — PH
от Sunnen Products Company
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ. Для диаметров от 63,5 мм (2500 дюймов) и выше. ОСОБЕННОСТИ И ПРЕИМУЩЕСТВА. Встроенный манометр для измерения в процессе и оптимального контроля диаметра отверстия. Прецизионные хонинговальные инструменты с несколькими брусками идеально подходят для обработки гильз цилиндров дизельных двигателей, блоков двигателей легковых автомобилей и легких грузовиков… [Подробнее]
- Форма: Точилка
- Применение и грубость: внутренняя
- Внешний / внешний диаметр: от 2,5 до ?
Портативные хонинговальные инструменты
от Sunnen Products Company
Портативные хонинговальные инструменты Sunnen быстро и эффективно подходят для всех видов обработки отверстий. Их можно использовать в электродрели, пневматической дрели, сверлильном станке или хонинговальном станке, и они способны хонинговать открытые, уступчатые, глухие, шпоночные, шлицевые, тандемные или нарезные отверстия до однородной чистоты поверхности Ra 0,08-1,5 микрометра. … [Подробнее]
Их можно использовать в электродрели, пневматической дрели, сверлильном станке или хонинговальном станке, и они способны хонинговать открытые, уступчатые, глухие, шпоночные, шлицевые, тандемные или нарезные отверстия до однородной чистоты поверхности Ra 0,08-1,5 микрометра. … [Подробнее]
- Форма: Точилка
- Внешний / внешний диаметр: от 0,1850 до 60
- Абразив/камень: Алмаз
- Применение и грубость: внутренняя
Производственные инструменты для восстановления шатунов — SRT
от Sunnen Products Company
Эти расширяемые сверхабразивные хонинговальные инструменты позволяют калибровать и обрабатывать тысячи шатунов при использовании на станках Sunnen ML-3500 и EC-3500. Если ваше приложение требует автоматизированной загрузки/разгрузки деталей, специализированных приспособлений, систем фильтрации охлаждающей жидкости или любых других нестандартных… [Подробнее]
- Форма: Точилка
- Внешний / внешний диаметр: от 1,3 до 3,54
- Абразив/камень: Алмаз
- Применение и грубость: внутренняя
Single Stroke Honing® — Classic (инструмент A, LH9X, JY7X)
от Sunnen Products Company
ХАРАКТЕРИСТИКИ МАШИНЫ. Стандарт: 5,92–12,47 мм (0,233–0,491 дюйма). 12,47–26,39 мм (0,491 – 1,039 дюйма). Пользовательские: 3,78–5,84 мм и 26,39–37,64 мм (0,149–0,233 дюйма и 1,039–1,482 дюйма). 37 ,62 мм — 51,82 мм (1,481″ — 2,040″). Примечание: Для диаметров отверстия менее 5,92 мм (.233) и более 52,20 мм… [Подробнее]
Стандарт: 5,92–12,47 мм (0,233–0,491 дюйма). 12,47–26,39 мм (0,491 – 1,039 дюйма). Пользовательские: 3,78–5,84 мм и 26,39–37,64 мм (0,149–0,233 дюйма и 1,039–1,482 дюйма). 37 ,62 мм — 51,82 мм (1,481″ — 2,040″). Примечание: Для диаметров отверстия менее 5,92 мм (.233) и более 52,20 мм… [Подробнее]
- Форма: Точилка
- Применение и грубость: внутренняя
Single Stroke Honing® — High-Production Helix (HPH)
от Sunnen Products Company
Sunnen теперь поставляет инструменты и втулки для однопроходного хонингования с алмазным напылением, предназначенные для вашего конкретного высокопроизводительного применения. Инструменты Single Stroke Honing®, основанные на более чем 25-летней технологии однопроходного хонингования, включают расширяемую суперабразивную втулку, установленную на конической оправке… [Подробнее]
- Форма: Точилка
- Внешний / внешний диаметр: от 0,2500 до 0,9843
- Абразив/камень: Алмаз
- Применение и грубость: внутренняя
Суперабразивные камни
от компании Sunnen Products Company
Суперабразивные материалы Sunnen — это самые передовые абразивы для резки металлов, доступные сегодня в мире. Их выдающиеся характеристики обеспечивают заточку даже самых сложных материалов, которые до сих пор сопротивлялись резке любым методом. Вы обнаружите, что они значительно улучшают режущее действие в целом… [Подробнее]
- Форма: Точилка
- Ширина: от 0,0630 до 0,1890
- Абразив/камень: кубический нитрид бора; Алмаз
- Длина/высота: от 50,8 до 152
Продукты
▲
Разработано
- Главная
- Продукты
/
Подразделение абразивных материалов и инструментов PSS было основано в 1985 году, предлагая основной ассортимент точильных брусков и инструментов. В 2005 году компания приобрела линейку инструментов и абразивных материалов у Micromatic, добавив к наследию Бейтса почти 80 лет инноваций в области хонингования и чистовой обработки отверстий. Bates Technologies была приобретена Lapmaster в 2009 году., добавляя к своей большой группе продуктов и возможностям. Наша основная линейка продуктов: хонинговальные бруски, хонинговальные станки, оправки, хонинговальное оборудование CMC и коммерческие хонинговальные продукты. Мы также предоставляем суперабразивные продукты для хонингования и оправки для хонинговальных систем с контролем воздуха и хонинговальные станки почти для всех известных брендов Honing. Наши хонинговальные бруски, хонинговальные инструменты и хонинговальные станки спроектированы и изготовлены для оптимизации производительности различных процессов отделки.
Наша продукция
- Обычные микроабразивные материалы
- Суперабразивы (CBN и алмаз)
- Суперабразивные хонинговальные бруски для использования практически во всех хонинговальных станках, представленных на рынке.
- Производственные точильные бруски
- Хонинговальные оправки и оснастка
- Microhone®, Microsize®, Micro-Mold® Склеенный инструмент
- Расширяемые оправки и оснастка с гальваническим покрытием
- Изделия с гальваническим покрытием из эльбора и алмаза Колеса, изнашиваемые поверхности и поверхности захвата
- Системы измерения и контроля размеров
- Инструментальные и абразивные системы с ЧПУ Microhone®
Наши услуги
Наши отношения распространяются на ваш процесс. Компания Bates создала универсальный магазин, чтобы предоставить нашим клиентам лучшие практики:
- Стандартные и изготовленные на заказ хонинговальные бруски и инструменты
- Центр прикладных технологий (ATC)
- Пробная программа «Тест-драйв»
- Анализ прикладных процессов
- Отдел обслуживания
- Восстановление инструмента
Обзор продуктов
Семейство торговых марок Precision Surfacing Solutions
PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS поддерживает производителей в самых разных отраслях промышленности, в которых обычно используется прецизионное шлифование, притирка, полировка, удаление заусенцев и современное оборудование для обработки материалов. Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.
Посетите сайт
Lapmaster Wolters
Основанная в Чикаго в 1948 году как производитель притирочных и полировальных станков для рынка механических уплотнений, компания Lapmaster выросла до мирового поставщика решений для более чем 20 отраслей, таких как прецизионная оптика и передовые материалы.

Посетите сайт
Barnes Honing
С 1907 года компания Barnes считается мировым лидером в разработке инновационных технологий и процессов хонингования и чистовой обработки отверстий. Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.
Посетите сайт
ISOG
С мая 2020 года бренд ISOG принадлежит всемирно активной группе Precision Surfacing Solutions Group. С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.
Посетите сайт
ELB-Schliff
ELB-Schliff Werkzeugmaschinen GmbH уже более 70 лет производит плоскошлифовальные и профильные шлифовальные станки.
Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».Посетите сайт
aba Шлифование
Компания aba была основана в 1898 году под названием Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg, отсюда и инициалы aba. Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.
Посетите сайт
REFORM
REFORM Grinding Technology GmbH специализируется на продаже, разработке и производстве шлифовальных станков для различных применений в г. Фульда (Германия).
Посетите сайт
KEHREN
Компания KEHREN, основанная в 1934 году, является хорошо зарекомендовавшим себя разработчиком и производителем высокоточных шлифовальных станков и систем следующих категорий: вертикальные шлифовальные центры, вертикальные шлифовальные центры с портальной конструкцией, плоскошлифовальные станки с поворотными столами и горизонтальные шпиндели и плоскошлифовальные станки с двойным поворотным столом и вертикальным шпинделем.
Посетите сайт
Микрон
Станки MICRON, производимые в Германии с 2009 года, представляют собой компактные и динамически жесткие шлифовальные станки, специально разработанные для глубинного и профильного шлифования. MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.
Посетите сайт
Peter Wolters
Компания Peter Wolters, основанная в 1804 году в Германии г-ном Петером Вольтерсом, производит оборудование для притирки, полировки и тонкого шлифования с 1936 года.
В 2019 годуPrecision Surfacing Solutions приобрела подразделение по производству вафель и сервисное обслуживание фотогальванических и специальных материалов Meyer Burger.Дополнительную информацию можно найти на сайте www.precision-surface.ch
Посетите сайт
FLEX-HONE GBD 8 дюймов 7,501 дюйма Мин. диаметр отверстия. Хонинговальный инструмент
Нажмите на изображение, чтобы увеличить
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Технические характеристики
Подробности
Отзывы
| Марка | FLEX-HONE |
|---|---|
| Минимальный диаметр отверстия | 7,501″ |
| Максимальный диаметр отверстия | 8 дюймов |
| Абразивная длина | 7-1/4″ |
| Абразивный материал | Карбид кремния |
| Марка | Средний |
| Зернистость | 120 |
| Общая длина | 17 1/2 дюйма |
| Диаметр отверстия | 203,2 мм (8,00″) |
| Диаметр | 203 мм |
| Модель № | ГБД 8 дюймов |
| Стойка 65 | |
| Стиль | Блок цилиндров для тяжелых условий эксплуатации |
| Тип | Хонинговальный инструмент |
| Вес | 2,438 фунта. |
| Страна происхождения | СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ |
Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Хонинговальные инструменты для гибкого хонингования с превосходной отделкой. Хонинговальные инструменты Flex-Hone предлагают износостойкие внутренние поверхности различных цилиндрических структур. Хонинговальный инструмент среднего класса оснащен абразивом из карбида кремния зернистостью от 120 до 320. Вы можете выбрать из различных типов в соответствии с вашими требованиями, таких как пневматические тормозные цилиндры, дисковые тормоза, стандартные блочные цилиндры и сверхмощные блочные цилиндры. Инструменты гибкие, так как состоят из нейлоновых волокон высокой плотности, тщательно ламинированных абразивом. Они очень эластичны и надежны для достижения отличных результатов, поскольку они способны удалять порезанный, сломанный или согнутый металл с поверхностей и обнажать гладкую и безупречную металлическую поверхность. Когда вы выбираете хонинговальный инструмент из этого диапазона для своего применения, диаметр инструмента следует выбирать в соответствии с номинальным размером шарика вашей заготовки. Хонинговальный инструмент лучше всего работает в увеличенном состоянии, что обеспечивает мягкое резание. Хонинговальный инструмент Flex-Hone можно надежно закрепить на цанге, патроне или аналогичном удерживающем устройстве. Вы можете легко вставить его в стандартный 3/8 или 1/2-дюймовый сверлильный двигатель, токарный станок, фрезерный станок, сверлильный станок или любой другой вращающийся шпиндель. Для более качественной обработки вам необходимо использовать высококачественные хонинговальные жидкости, такие как водорастворимые жидкости, минеральные масла, моторные масла, жидкости для резки и нарезания резьбы и т. д. Для сверхтонкой обработки и максимально длительного срока службы инструмента лучше использовать Flex- Хонинговальное масло. Перед входом в заготовку и до полного извлечения из нее инструмент должен продолжать вращаться. Диапазон скоростей шпинделя составляет от 60 до 1200 об/мин, и для достижения симметричного удаления заусенцев на поперечных отверстиях вы можете выполнить ускоренный заключительный ход, чтобы получить штриховку под углом 45°. Кроме того, среднее время заточки инструмента составляет от 10 до 45 секунд, и за это время вы получаете идеальные поверхности.
Самоцентрирующийся, самовыравнивающийся по отверстию и самокомпенсирующийся при износе
Преимущества
- С помощью хонинговальных инструментов, предлагаемых Flex, вы можете легко сгладить сломанные или деформированные внутренние поверхности металлических трубчатых конструкций. -Хон.
- Инструменты являются самыми надежными и долговечными, так как они снабжены абразивом из карбида кремния.
- Толстые нейлоновые нити, ламинированные абразивом, обладают высокой гибкостью и обеспечивают наилучшие возможные результаты.
- Наряду с использованием высококачественных хонинговальных жидкостей эти инструменты обеспечивают сверхчистую поверхность.
Применение
- Вы можете выбрать хонинговальные инструменты Flex-Hone для получения безупречных и долговечных внутренних поверхностей цилиндрических предметов, используемых на различных рабочих местах.
- Их можно эффективно использовать на воздушных компрессорах, цилиндрах гидроцилиндров, корпусах гидрораспределителей, направляющих клапанов и корпусах двигателей, пневматических цилиндрах, тормозных цилиндрах, тормозных роторах, цилиндрах двигателей, вкладышах блоков цилиндров и т. д.
- Эти хонинговальные инструменты также обеспечивают более качественную обработку поверхности компонентов котла и труб из нержавеющей стали.
Особенности
- Хонинговальные инструменты Flex-Hone представляют собой гибкие инструменты среднего класса, используемые с абразивом из карбида кремния зернистостью 120-320.
- Изготовлены из нейлоновых нитей высокой плотности с абразивным покрытием.
- Эти хонинговальные инструменты удобно закреплять на патроне 3/8 дюйма или 1/2 дюйма, цанге или любом другом удерживающем шпинделе.
- Диапазон скоростей вращения шпинделя оценивается в пределах 60-1200 об/мин, а указанное среднее время хонингования составляет от 10 до 45 секунд.
Примечания
- Другие доступные абразивы включают: оксид алюминия, карбид бора, карбид вольфрама, оксид циркония и левигированный оксид алюминия
- Технический документ
| Cutting Tool Engineering
В течение многих лет гибкий шариковый хонинговальный инструмент доминировал на рынке для операций, требующих хонингования цилиндрических металлических поверхностей, таких как отверстия поршня двигателя и сквозные отверстия. Теперь этот инструмент в несколько иной конфигурации, но с теми же нитями и абразивными шариками все чаще используется на двумерных или плоских поверхностях.
Это открывает возможности для применений, в которых закаленные металлы взаимодействуют или сопрягаются при поверхностном трении с другими металлами или материалами. Примеры включают направляющие скольжения, маховики, тормозные роторы и другие.
«Тот же тип поверхности, который мы продвигали и производили в течение многих лет для внутренних цилиндров, также подходит для плоских поверхностей», — говорит Джонатан Борден, национальный менеджер по продажам Brush Research Manufacturing. Эта компания, занимающаяся абразивными технологиями, известна тем, что изобрела инструмент Flex-Hone Tool и превратила его в глобальный бренд.
Широко известный как инструмент, используемый для удаления заусенцев, плоского хонингования и удаления глазури, Flex-Hone является очень универсальным инструментом, используемым для различных операций механической обработки. Чем-то напоминающий вращающуюся щетку для бутылок, этот инструмент характеризуется абразивными шариками, постоянно прикрепленными к гибким нитям, прикрепленным к центральному стержню. Этот чрезвычайно гибкий и недорогой инструмент можно использовать для сложной наплавки, удаления заусенцев, обработки кромок и очистки.
В автомобильной промышленности, например, хонеры для цилиндров часто используются для создания эффективной обработки поверхности цилиндров двигателя. Цилиндры двигателя имеют поверхностный контакт с поршнями, скользящими по стенке. Чтобы уменьшить потери мощности из-за трения, цилиндры двигателя хонингуют так, чтобы поршневые кольца могли правильно садиться, а также чтобы обеспечить поток смазки и удержание масла на стенках цилиндра.
Согласно Бордену, принципы цилиндрического хонингования также применимы к плоским или плоским поверхностям.
Борден говорит, что этот процесс был недавно испытан для направляющих скольжения, важнейшего конструктивного компонента станков с ЧПУ. Эти направляющие обеспечивают плавное линейное движение станков по заданной траектории. Таким образом, точность и прецизионность, которые могут быть достигнуты с помощью этого типа оборудования, имеют основополагающее значение.
Цель исследования состояла в том, чтобы установить, могут ли фрезерные инструменты из CBN с последующим вторичным плоскостным хонингованием заменить традиционный процесс шлифования, используемый для изготовления направляющих из закаленного чугуна. Эксперимент и последующие выводы были изложены в статье, опубликованной в Journal of Manufacturing Science and Engineering за июль 2017 года.
Статья под названием «Оптимизация процесса планарного хонингования для обработки поверхности направляющих скольжения станков» была написана Кори Чангом и Масакадзу Соши из Лаборатории перспективных исследований производственных систем (ARMS) Департамента машиностроения и аэрокосмической техники Калифорнийский университет в Дэвисе.
Критически важным фактором является чистота поверхности направляющих скольжения, являющаяся основой линейного движения. Плохая чистота поверхности может сократить срок службы инструмента ЧПУ, увеличить энергопотребление и вызвать ошибки в позиционировании инструмента, что приведет к получению заготовок с недопустимыми допусками.
Однако традиционный процесс шлифования для изготовления направляющих скольжения включает несколько раз удаление, очистку и повторное размещение деталей. Закаленные поверхности, которые измеряются от 50 до 60 по шкале С Роквелла, также требуют шлифовки, поскольку фрезы обычно изнашиваются слишком быстро.
Вместо этого в эксперименте по проектированию был предложен альтернативный вариант использования фрезерных инструментов из эльбора и вторичного плоскостного хонингования. CBN является одним из самых твердых материалов для обработки сталей и чугуна. К сожалению, процесс фрезерования не обеспечивает стабильной поверхности.
Для этого будет использоваться планарное хонингование на том же обрабатывающем центре. Согласно исследованию, в качестве инструмента для исследования был выбран Flex-Hone for Rotors от Brush Research Manufacturing. Плоский хонинговальный инструмент обеспечивает низкотемпературный процесс шлифования, обнажающий неповрежденный основной металл.
В отличие от конструкции «бутылочная щетка», используемой для хонингования цилиндров, в плоском хонинговальном инструменте используются волокна того же типа с абразивными шариками, закрепленными на диске. Инструмент можно удерживать в цанге, патроне или подобном удерживающем устройстве.
Для достижения оптимальной отделки был выбран Flex-Hone из карбида кремния с зернистостью 400 и 600 для роторов после того, как было определено, что мелкий размер зерна — это все, что требуется для выравнивания и создания пиков плато на чугуне. скользящие направляющие.
Инструмент Flex-Hone, наряду с другими факторами, такими как давление, скорость вращения шпинделя, скорость подачи и количество ходов, должен был обеспечивать чистоту поверхности от 0,3 до 0,6 мкм и от 0,2 до 0,3 мкм, соответственно R a Диапазон .
В ходе экспериментального исследования был сделан вывод о том, что «анализ показал, что желаемая идеальная гладкая поверхность закаленного чугуна поддерживается как измеренными реальными параметрами, так и кривой Эбботта-Файрстоуна».
