Хонингование наждачной бумагой: Хонингование что это
Содержание
Хонингование что это
Главная » Разное » Хонингование что это
Что такое хонингование цилиндров двигателя автомобиля и зачем нужно
Хонингование цилиндров двигателя — это окончательная обработка поверхности с помощью специальных инструментов и является финишной операцией при капитальном ремонте мотора. Расскажем что это такое подробно.
Для чего нужно
Хонингование производят для уменьшения шероховатости стенок цилиндров и, чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя. В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Что такое и его плюсы
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — тщательная обработка цилиндров двигателя для последующей работы. В результате цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
Как происходит процесс
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — черновая обработка цилиндров, для которой применяют крупный абразив.
Второй этап — окончательная или финишная обработка. В дело вступает мелкозернистый абразив, который дает высокую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
После процесса нужно вымыть двигатель. Это позволит удалить металлические стружки и остатки полировочных паст.
Некоторые специалисты проделывает еще одну операцию — финишную чистку абразивной пастой. Она удаляет острые углы и впадины, оставшиеся после процесса хонингования. В результате достигается гладкая поверхность цилиндров двигателя.
Она удаляет острые углы и впадины, оставшиеся после процесса хонингования. В результате достигается гладкая поверхность цилиндров двигателя.
Авторская статья «Хонингование» на сайте инженерной-технологической компании Механика
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
…Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания…
…Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее.
Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке….
|
Дрынохон как он есть и в действии
|
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Немного теории и технологии
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
|
Хонголовка с хонбрусками в цилиндре
|
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками.
Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
|
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS
|
|
Прибор для контроля шероховатости Hommel
|
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски — высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 — 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании — хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
|
Щётки для крацевания
|
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
|
Специальные хонинговальные бруски
|
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
Н это уже экзотика:
P.S. С начала 2011 года желающие могут сходит на экскурсию по цеху механобработки в техцентре «Дзержинский». Записаться можно по электронной почте. Вам покажут и
расскажут в том числе и о хонинговании. Бутербробы и термос брать не обязательно — обещаем накормить.
Хонингование как оно есть
г.Самара, Заводское шоссе 29А
Хонингование -один из методов высокоточной обработки отверстий.
Хонингование — это обработка материалов резанием, где в качестве резцов выступают зерна алмаза. Хонингование — это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см3 в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
При выборе метода обработки отверстия предпочтение может быть отдано хонингованию по следующим причинам.
• Базой при хонинговании является обрабатываемое отверстие, т.е. не требуется создание в детали другой базовой поверхности и деталь не вращается. В то время как для шлифования или расточки отверстия необходимо закрепить и сориентировать деталь по отношению к инструменту, а для этого нужна другая база. А с появлением другой базы сразу появляются проблемы по обеспечению точности обработки, т.е. нужен прецизионный станок, специальное приспособление, а также достаточная жесткость системы «станок — приспособление — инструмент — деталь». Себестоимость обработки отверстия возрастает, т.к. возникают дополнительные затраты на изготовление приспособления и амортизацию дорогостоящего прецизионного станка.
• При хонинговании инструмент оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
• При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
• При хонинговании происходит автоматическое исправление отклонений от- верстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
• За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
• При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
Итак, если мы выбрали хонингование и перед нами стоит задача получить максимально возможную точность отверстия по овальности, конусности и прямолинейности, то мы должны обеспечить соответствующие нашей задаче условия.
Условие первое. Хорошо подготовленный, выхоженный инструмент. Это значит, что все части хонинговального инструмента, находящиеся в соприкосновении с поверхностью обрабатываемого отверстия, должны по всей длине прилегать к поверхности отверстия и быть максимально параллельными друг к другу. Это достигается выхаживанием хонинговального инструмента.
Условие второе. Чистая СОЖ. СОЖ или хонинговальное масло должно быть чистое, обеспечивающее максимальное вымывание из зоны резания шлама из остатков абразива, связки и материала детали. СОЖ должна обильно омывать зону резания и охлаждать деталь до комнатной температуры. СОЖ должна быть хорошо очищена. Наилучшим способом очистки СОЖ является турбосепарация с охлаждением до заданной температуры. Другие виды очистки: фильтрация через фильтратрон, магнитная сепарация или очистка бесконечной бумажной лентой все-таки пропускают твердые частицы шлама размером до 5 микрон. А наша задача — обеспечить точность отверстия в один микрон и лучше.
СОЖ должна обильно омывать зону резания и охлаждать деталь до комнатной температуры. СОЖ должна быть хорошо очищена. Наилучшим способом очистки СОЖ является турбосепарация с охлаждением до заданной температуры. Другие виды очистки: фильтрация через фильтратрон, магнитная сепарация или очистка бесконечной бумажной лентой все-таки пропускают твердые частицы шлама размером до 5 микрон. А наша задача — обеспечить точность отверстия в один микрон и лучше.
Условие третье. Оптимальное усилие давления бруска на обрабатываемую поверхность. Необходимо поймать режим, при котором идет удовлетворительное резание при минимальном давлении бруска на по- верхность отверстия.
Условие четвертое. Оптимальный зажим обрабатываемой детали в удерживающем приспособлении. Это условие особенно касается тонкостенных деталей. Здесь надо соблюдать правило: «Держать как воробушка, чтобы не задушить, но и не упустить». Приспособление для удержания детали от проворота и от осевого перемещения не должно деформировать деталь и одновременно должно компенсировать деформацию детали от воздействия на нее хонинговального инструмента.
- ОБЛАСТИ ПРИМЕНЕНИЯ ХОНИНГОВАНИЯ
- АЛМАЗНОЕ ХОНИНГОВАНИЕ
Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т. д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.
 д.
д. - После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ.
 Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Такой подход позволяет достичь наилучших результатов.
Читайте также
Хонинговка цилиндров — для чего нужна расточка и хонингование двигателя
Хонингование считается завершающим этапом при производстве цилиндра и впервые проводится еще на заводе. В процессе эксплуатации и при сильном износе двигателя такая обработка стирается, из-за чего диски плохо справляются с удержанием масла.
Владельцы авто редко сталкиваются с необходимостью знать все о такой обработке дисков. Обычно машины отвозят на СТО, где мастера разбираются с возникшей проблемой и проводят капитальный ремонт моторов.
При этом понимание того, что такое хонингование блока цилиндров, а также знание основных принципов технологии, помогают держать под контролем многие процессы, которые проходят в автомобиле.
Что такое хонингование цилиндра?
В процессе эксплуатации автомобиля все его составляющие подвергаются сильной нагрузке и износу. А это может влиять на качество работы двигателя. Чтобы избежать серьезных проблем, важно своевременно проверять систему и проводить капитальный ремонт авто, в который входят расточка и хонингование блока цилиндров. Они особенно актуальны, когда на поверхности появляются сильные царапины, конусность и задиры, из-за которых становится сложно удержать нужный объем моторного масла.
А это может влиять на качество работы двигателя. Чтобы избежать серьезных проблем, важно своевременно проверять систему и проводить капитальный ремонт авто, в который входят расточка и хонингование блока цилиндров. Они особенно актуальны, когда на поверхности появляются сильные царапины, конусность и задиры, из-за которых становится сложно удержать нужный объем моторного масла.
Хонингование цилиндров – это процедура, которая проводится на завершающем этапе ремонта мотора и подразумевает под собой нанесение на цилиндры особых насечек. Она выполняется при помощи специального оборудования, поэтому самостоятельно осуществить хонинговку невозможно – для этого следует обратиться в СТО.
Результатом работы становится не гладкая отполированная поверхность (которая, хоть и выглядит красиво, но теряет функциональность), а цилиндр с нужной степенью шероховатости, которая и отвечает за удержание масла.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
качество бензина, который вы используете;
характер езды;
продолжительность поездок;
качество системы охлаждения и т.
 д.
д.
В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
страдает мощность двигателя;
нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.
В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Хонингование блока цилиндров: преимущества обработки
Вопрос относительно того, для чего нужна хонинговка, задают преимущественно начинающие автомобилисты, которые еще не сталкивались с капремонтом двигателя. Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Даже при внешнем осмотре проблемы в работе цилиндров заметны невооруженным глазом. При их изъятии становятся заметны все мелкие и глубокие царапины, которые появляются в результате чрезмерной нагрузки на мотор. Это, в свою очередь, приводит к:
Для чего нужна хонинговка цилиндра? Для восстановления качественной работы двигателя. Правильно выполненная процедура способна:
улучшить эффективность цилиндра за счет подъема давления в нем на максимальный уровень;
сохранить в нужном объеме моторное масло, чтобы обеспечить регулярное смазывание деталей при рабочем состоянии двигателя;
максимально приблизить форму цилиндра к его заводским показателям – современное оборудование позволяет получить то число насечек, которое необходимо для конкретного цилиндра.
Хонинговка двигателя, в отличие от более простых процедур, таких как притирка и полировка, обладает большей эффективностью и в прямом смысле восстанавливает поврежденное покрытие детали.
Как проводятся хонингование цилиндра?
Что ж, мы выяснили, зачем нужна хонинговка. Теперь давайте приступим к разбору технологии процедуры. Для ее проведения задействуется специальное оборудование – хоны. Это керамические или алмазные хонинговальные головки, которые запускаются на механическом стенде и оказывают воздействие на поверхность цилиндра. Керамические головки более бюджетные, однако при длительном использовании долговечные алмазные хоны гораздо выгоднее. Именно поэтому их часто используют на СТО.
Дополнительно в качестве смазки мастера применяют масляно-керосиновую смесь или специальный водный раствор. Такие средства позволяют предотвратить коррозию цилиндра.
Технология хонингования включает в себя такие основные этапы:
Подходящий патрон дрели вставляется в инструмент для обработки – хон. Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.

В первую очередь используют хонинговальные головки с более крупными абразивными частицами, которые убирают все дефекты, оставшиеся после капремонта мотора.
Далее процесс хонингования проводится при помощи хона с мелким абразивом.
Пока идет хонинговка, на поверхность блока регулярно поступает смазывающий состав.
По окончанию процесса с двигателя счищаются все остатки стружки и абразивных частиц. Важно проследить, чтобы ничего не осталось на поверхности – для большей надежности применяют специальные мыльные растворы.
Завершается хонинговка блока обработкой поверхности маслом.
Обратите внимание, что после обработки поршень с цилиндром должны сработаться. В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.
Можно ли выполнить хонингование своими руками?
Многие автолюбители интересуются, можно ли при наличии должного оборудования обработать цилиндры просто у себя в гараже? В принципе, такой вариант возможен. Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Для начала вам понадобится запастись хоном и машинным маслом. Процедуру следует проводить плавно, избегая резких движений, которые могут привести к неравномерной шероховатости покрытия.
Ручное хонингование имеет одно важное преимущество: для его проведения не обязательно снимать блок с двигателя. Однако результат работы будет заметно отличаться от хонинговки в СТО: он будет непродолжительным и поможет разве что немножко освежить стенки детали.
Двигатель – это сердце любого автомобиля. А своевременный ремонт, включающий в себя и хонингование – это залог того, что ДВС будет “летать” на протяжении многих лет. Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.
Хонингование — это… Что такое Хонингование?
Хонингование — вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических поверхностей путём совмещения вращательного и возвратно-поступательного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Один из видов чистовых и отделочных обработок резанием. Позволяет получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra=0,63÷0,04.
В основном применяется для обработки внутренних цилиндрических поверхностей путём совмещения вращательного и возвратно-поступательного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Один из видов чистовых и отделочных обработок резанием. Позволяет получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra=0,63÷0,04.
Хонингование наружных поверхностей осуществляется на специализированных станках (горизонтально-хонинговальных) или модернизированных (шлифовальных, горизонтально-расточных), производительность при этом по сравнению с суперфинишированием в 2—4 раза выше вследствие бо́льшего количества брусков и бо́льших давлений.
Области применения хонингования
Обработка отверстий в различных деталях в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. Она также способствует лучшему смазыванию при работе пары трения . При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. Она также способствует лучшему смазыванию при работе пары трения . При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Особенности хонингования
Возвратно-поступательное движение хона с постоянным давлением бруска или постоянной скоростью радиальной подачи.
Инструменты и станки для хонингования
Ручная хонинговальная головка закреплённая в патроне ручной дрели.
От специализированных хонинговальных станков до ручного инструмента.
Смазочно-охлаждающие жидкости для хонингования
При обработке деталей из стали и чугуна применяют керосин или смесь керосина с веретённым маслом (10 %—20 %). При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило синтетические) вещества предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а следовательно и более интенсивным отводом тепла, что является одним из важнейших требований предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а следовательно и более интенсивным отводом тепла, что является одним из важнейших требований предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Значение хонингования
Высокопроизводительный процесс, позволяющий получить качественные поверхности с 6—5 квалитетом точности и шероховатостью поверхности Ra 1,6—0,1
Литература
- Под ред. Орлова П. Н. Краткий справочник металлиста. — М.: Машиностроение, 1986. — С. 960.
См. также
Что такое хонингование цилиндров двигателя?
Хонингование цилиндров – это процесс обработки поверхности цилиндров, являющийся завершающим этапом расточки двигателя. С использованием специальных приспособлений на стенки цилиндров наносится сетка из мелких задиров, призванная удерживать масляную пленку и ускорить приработку поршневых колец.
С какой целью проводится хонингование цилиндров?
Очень часто в жизни автомобилистов наступает момент, когда капитальный ремонт двигателя неизбежен. Это становится следствием того, что цилиндры теряют первоначальную круглую форму и становятся эллипсными. Исправить такой дефект может только расточка до ремонтного размера поршней, финальной стадией которой является хонингование.
Однажды ученые обратили внимание, что неровная поверхность пары трения позволяет деталям намного быстрее прирабатываться и противостоять износу. Помимо этого, масло на шероховатых стенках удерживается гораздо лучше, что тоже положительно влияет на ресурс узла в целом. С тех пор обработка хонингованием цилиндров двигателей внутреннего сгорания стала неотъемлемой частью при производстве, а также при капитальном ремонте моторов.
В наше время эта операция также помогает добиться более высокой точности обработки деталей.
Как выполняется процесс хонингования?
Во время расточки блока цилиндров токарь оставляет небольшой запас для последующей, более точной, обработки. Далее блок цилиндров перемещается на хонинговальный станок, где с помощью более крупного, чернового, абразива наносится первичный хон. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается расточить цилиндры с погрешностью до 1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на протяжении более долгого времени и позволит уменьшить продолжительность приработки поршневых колец. В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которые используются даже в ручных дрелях для быстрого восстановления хона. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
Далее блок цилиндров перемещается на хонинговальный станок, где с помощью более крупного, чернового, абразива наносится первичный хон. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается расточить цилиндры с погрешностью до 1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на протяжении более долгого времени и позволит уменьшить продолжительность приработки поршневых колец. В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которые используются даже в ручных дрелях для быстрого восстановления хона. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона. После этого двигатель можно собирать и начинать обкатку.
В качестве послесловия, перефразируя известную всем поговорку «В здоровом теле – здоровый дух!», можно с уверенностью сказать: «В здоровом двигателе – здоровый хон!». Ведь именно состояние сетки хона влияет на ресурс большинства современных блоков цилиндров. Не зря у мотористов плохой приметой является увидеть на цилиндрах «зеркало».
Работы по хонингованию, расточке блока цилиндров, шлифовке коленвала есть возможность произвести на высокоточном оборудовании Моторного центра «Гвардейский».
Что такое шлифование металла?
В современной промышленности шлифование широко используется и играет большую роль в производственных линиях, оно также необходимо для производства многих продуктов и при отделочных работах. Поэтому не должно вызывать удивления множество способов и устройств для этой обработки.
В сегодняшней статье мы подробно рассмотрим процесс и типы шлифованных поверхностей, чтобы понять их важность и возможности.
Что такое шлифование металлов и для чего оно используется?
Как уже упоминалось во введении, шлифование является одним из широко используемых методов обработки поверхности. Проще говоря, они используются для удаления припуска на механическую обработку и шероховатости, для придания формы и конкретных размеров, а также для устранения любых дефектов, возникающих во время работы устройств. Кроме того, они также проводятся для защиты данной поверхности.
Изготавливаются на шлифовальном станке с режущим инструментом — шлифовальными кругами. Они могут быть изготовлены из различных материалов, например корунда, бора, алмаза, и соединяться подходящей связкой (резина, металл, смола и т. Д.).
Типы шлифованных поверхностей
Можно шлифовать самые разные поверхности и предметы, а колесом можно управлять различными движениями. Мы поговорим о наиболее часто шлифуемых поверхностях и формах.
Вальцешлифовальный
Для этого процесса используются круглошлифовальные станки, выполняемые двумя способами: продольное центральное шлифование (шлифовальный круг перемещается по валу) и поперечное шлифование (шлифовальный круг движется перпендикулярно шлифованному валу). Вальцешлифовальные станки также могут быть когтевыми и бесцентровыми. По сути, он заключается в зажиме вала / заготовки и обработке ее вращательным движением для идеального сглаживания.
Вальцешлифовальные станки также могут быть когтевыми и бесцентровыми. По сути, он заключается в зажиме вала / заготовки и обработке ее вращательным движением для идеального сглаживания.
Плоское шлифование
Они созданы для получения чрезвычайно гладкой поверхности, как малых, так и больших поверхностей.Шлифовка поверхностей позволяет придать им блеск и удалить царапины, грязь и следы ржавчины. Его можно проводить двумя способами: периферийным (используется шлифовальный круг) и торцевым (используется чашечный или круглошлифовальный круг). Первый требует больше времени, но позволяет добиться большей точности. Второй же более эффективен, но менее точен.
Заточка отверстий
Это происходит двумя способами: шлифовальный круг и заготовка перемещаются, при этом шлифовальный круг перемещается, а заготовка вращается.Во втором способе движение шлифовального круга — радиальная подача. Благодаря ему можно получать как малые, так и очень большие диаметры. Такой вид обработки позволяет добиться высокой точности и получения идеально гладких поверхностей. Его недостатки — низкая эффективность и дороговизна.
Такой вид обработки позволяет добиться высокой точности и получения идеально гладких поверхностей. Его недостатки — низкая эффективность и дороговизна.
Контурное шлифование
Он заключается в воссоздании формы шлифовального круга на поверхности заготовки. Для этого шлифовальный круг вращается со скоростью Vs и перемещается поперек заготовки.Контурное шлифование является эффективным, точным и позволяет получать круги с небольшими модулями. Например, этим методом изготавливают резьбу и шестерни.
Найдите предприятие по измельчению на Staleo.pl
-> https://staleo.pl/katalog-firm/obrobka-skrawaniem
Источник: Staleo.pl
Редактор: MRR
Добавлено 22.12.2020
СВЯЗАННЫЙ
.
Типы шлифования, типы шлифовальных машин и их применение
4. Выберите правильный абразив
Абразивы для плоского шлифования различаются по размеру зерна, дисперсности зерен и их сырью. В зависимости от того, из чего сделаны зерна, они различаются по твердости:
В зависимости от того, из чего сделаны зерна, они различаются по твердости:
- Оксид алюминия (корунд) — широко используемый абразивный материал, твердый и долговечный.
- Нитрид бора — второй по твердости абразив после алмаза, устойчивый к высоким температурам.
- Алмаз — самый твердый абразив, но не очень жаростойкий.
- Карбид кремния (карборунд) — тверже корунда, обычно используется для механического шлифования.
Твердость абразива обозначается буквами перед размером зерна (например, P400):
- от NA до K — мягкий абразив,
- SL до O — средний абразив,
- PP до Z — твердый абразив .
от
Размер абразивных зерен дает информацию о степени шлифования и возможных областях применения.Члены Европейской ассоциации производителей абразивов (FEPA) единообразно регулируют размер зерна абразивов, предоставляя числа. В соответствии со стандартом FEPA макроволокно (P12-P220) отличается от микрозернистости (P240-P2500). В зависимости от задачи и материала используются более крупные или более мелкие зерна.
В зависимости от задачи и материала используются более крупные или более мелкие зерна.
Абразивы можно узнать по разному цвету. Для твердого зерна (P) палитра цветов следующая:
- крупное зерно: от P12 до P80 (темно-оранжевый),
- среднее зерно: от P100 до P280 (светло-оранжевый),
- мелкое зерно: от P320 до P600 ( охра),
- очень мелкое зерно: от P800 до P2500 (желтый).
Примером наждачной бумаги с зернистостью от P40 до P120 является грубое или предварительное шлифование деревянной садовой мебели.
Выбор дисперсности волокон для шлифования древесины
Также необходимо учитывать дисперсию волокон. Чем дальше одно зерно от другого, тем глубже проникает абразив в поверхность. Это соответствует следующему правилу: чем больше (более открытая) дисперсия, тем толще наждачная бумага.
При шлифовании древесины используется разная степень открытого или плотного диспергирования — в зависимости от твердости древесины.Мягкая древесина (ель, сосна, пихта) обрабатывается высокодисперсной наждачной бумагой, с которой легко удалить скопившийся материал. Для древесины твердых пород (клен, береза, красное дерево) и лакированной древесины используются абразивные материалы с более плотной дисперсией. Сочетание твердости, размера зерна и дисперсии гарантирует, что для каждого случая применения будет выбран правильный абразив.
Для древесины твердых пород (клен, береза, красное дерево) и лакированной древесины используются абразивные материалы с более плотной дисперсией. Сочетание твердости, размера зерна и дисперсии гарантирует, что для каждого случая применения будет выбран правильный абразив.
Как шлифовать древесину? 4 шага к отличным результатам
В следующем пошаговом руководстве показано, как успешно отшлифовать древесину в домашних условиях за четыре простых шага.
.
Параметры плоского шлифования и шлифования
Что такое плоское шлифование на самом деле? По большому счету, это удаление шероховатостей. Однако концепция намного сложнее. Несмотря на эту сложность, эффект должен быть одинаковым — идеально ровная поверхность. Повторяемость — ключевой аспект процесса шлифования, особенно когда речь идет о промышленном производстве.
Целью шлифования является эстетическая защита поверхности — она должна быть не только более гладкой, но и должным образом защищенной. Стоит отметить, что количество снимаемого материала действительно невелико, поэтому этот процесс требует большой точности. Для этого используются специализированные инструменты, которые подбираются в зависимости от типа поверхности и области применения.
Стоит отметить, что количество снимаемого материала действительно невелико, поэтому этот процесс требует большой точности. Для этого используются специализированные инструменты, которые подбираются в зависимости от типа поверхности и области применения.
Плоское шлифование на станке или вручную?
Обычное шлифование поверхности выполняется руками. Вопреки внешнему виду, у этого футляра есть несколько преимуществ, и одно из них — индивидуальный подход к той или иной поверхности.Тогда увеличиваются шансы на нестандартные заказы, а сама работа влечет за собой более высокие затраты. Шлифовальные диски доступны в нашем магазине EBMiA.pl. В случае механического шлифования, то есть полностью автоматического шлифования, запрограммированный станок работает на основе серии, поэтому он обрабатывает все поверхности одинаково, что в случае производственных дефектов может привести к летальному исходу и риску материальных потерь. Дело в том, что автоматизированный процесс шлифования дешевле и быстрее, а значит, и эффективнее.
Рабочие наконечники при шлифовании
Правильный выбор рабочих наконечников имеет решающее значение для успеха всего процесса. На какие аспекты влияет тип чаевых? Вот самые важные:
— глубина шлифования
— гладкость материала
— время процесса
Шлифование состоит из нескольких этапов, и на каждом последующем используются абразивные материалы с более детальной структурой. Это позволяет избежать повреждений и обеспечивает более гладкую поверхность.Тем не менее следует учитывать большое количество параметров шлифования — в т.ч. скорость работы. Если он слишком низкий, это может вызвать чрезмерное истирание материала с последующей потерей и перегревом. Отсюда ошибочное впечатление, что это банальный процесс.
Кроме того, существует несколько методов шлифования — они также зависят от типа материала и желаемого результата. По сути, шлифование — это необходимый процесс чистовой обработки после механической резки, при котором остаются вышеупомянутые шероховатости и неровности, особенно по краям. На практике шлифование — сложный и сложный процесс, требующий соответствующих знаний и опыта.
На практике шлифование — сложный и сложный процесс, требующий соответствующих знаний и опыта.
В другой нашей статье мы расскажем, что это такое: Гладкое шлифование
Мы также описываем параметров резания
Шлифование металла — как и чем шлифовать металл?
.
Шлифование стенок. Как и чем шлифовать?
Шлифовка стен — это работа, состоящая из нескольких шагов, которые необходимо выполнять в определенной последовательности для достижения желаемого результата. Узнайте, как шлифовать стены и какое оборудование лучше всего подходит для шлифования стен.
Шлифование гипсовых стен может осуществляться несколькими способами — шпателем, вручную или механически, с помощью шлифовальной машины для гипса , на которую наносится наждачная бумага соответствующей зернистости или абразивная сетка.Выбор , как шлифовать стены , в основном зависит от размера поверхности, на которой нам предстоит работать.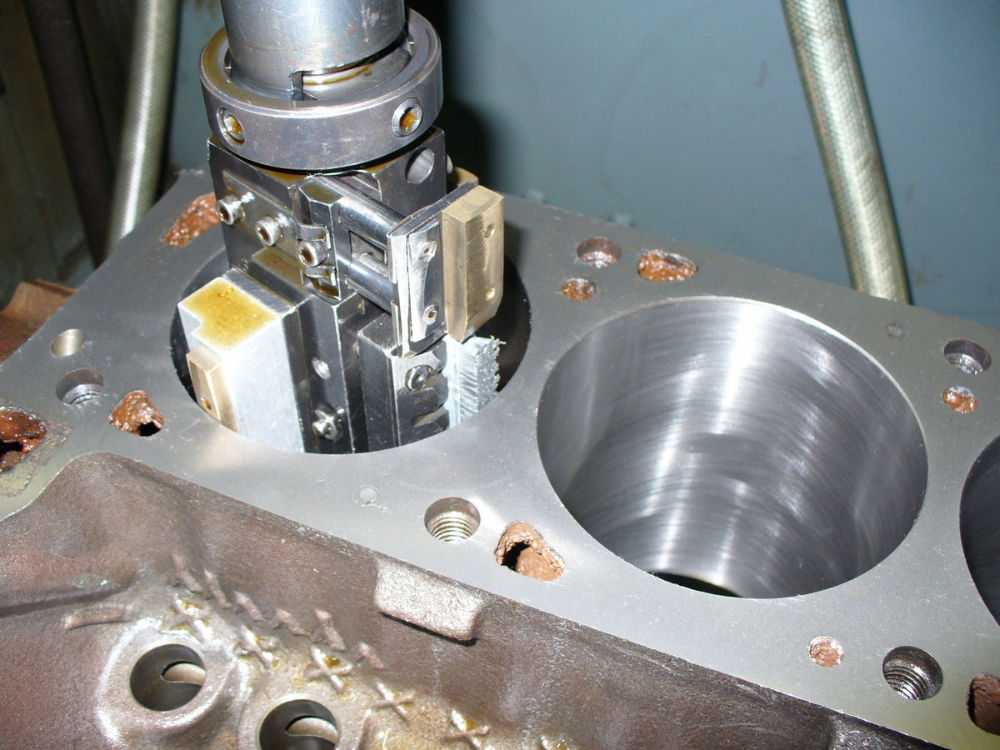 Для небольших площадей подходят ручная терка для шлифования стен и абразивные губки , с помощью которых можно точно отшлифовать углов стен и других труднодоступных местах. Если вы ищете крупногабаритное шлифовальное оборудование для стен , шлифовальная машина для гипса — лучшее решение. Помимо выбора оборудования и аксессуаров, ознакомьтесь с тем, как шлифовать стены .Проверьте порядок, в котором должны выполняться работы, чтобы эффект был удовлетворительным.
Для небольших площадей подходят ручная терка для шлифования стен и абразивные губки , с помощью которых можно точно отшлифовать углов стен и других труднодоступных местах. Если вы ищете крупногабаритное шлифовальное оборудование для стен , шлифовальная машина для гипса — лучшее решение. Помимо выбора оборудования и аксессуаров, ознакомьтесь с тем, как шлифовать стены .Проверьте порядок, в котором должны выполняться работы, чтобы эффект был удовлетворительным.
Шлифование стен — полезные советы
Шлифовка стен всегда начинайте с потолка и постепенно спускайтесь вниз. Если мы хотим избежать царапин и неровностей на стене, всегда шлифуйте в одном направлении! Этот вид работ всегда очень пыльный, особенно при шлифовании больших площадей. Если мы решили использовать стеношлифовальный станок , подключите его к промышленному пылесосу, который будет поглощать пыль, образующуюся во время работы. Также возможно беспыльное шлифование стен — т.н. мокрое шлифование. В этом случае необходимо использовать специализированное финишное покрытие, предназначенное для влажных работ. Штукатурку кладут на стену и ждут первоначального схватывания. Следующим шагом нужно смочить стену и отшлифовать ее войлочной теркой, а затем разгладить стальной теркой. Это гораздо более чистый метод, но он требует точности и высоких навыков. Поэтому классическое шлифование является более безопасным решением, если мы хотим выполнять работу самостоятельно.Оснастив себя соответствующим оборудованием, приступаем к работе. Какие шаги мы должны делать по порядку?
Также возможно беспыльное шлифование стен — т.н. мокрое шлифование. В этом случае необходимо использовать специализированное финишное покрытие, предназначенное для влажных работ. Штукатурку кладут на стену и ждут первоначального схватывания. Следующим шагом нужно смочить стену и отшлифовать ее войлочной теркой, а затем разгладить стальной теркой. Это гораздо более чистый метод, но он требует точности и высоких навыков. Поэтому классическое шлифование является более безопасным решением, если мы хотим выполнять работу самостоятельно.Оснастив себя соответствующим оборудованием, приступаем к работе. Какие шаги мы должны делать по порядку?
- уборка — работы следует начинать на сухой и чистой поверхности, поэтому стены необходимо предварительно подготовить должным образом. Поверхность лучше всего очищать веником или присыпать стену рыхлым мелким песком
- грунтовка — этот шаг предназначен для усиления слабого основания, уменьшения и выравнивания его впитывающей способности
- штукатурка — чаще всего используют белую штукатурку на основе природного гипса и модификаторов
- шлифование — шпателем с шлифовальной сеткой — круговыми плавными движениями, изменяя направление, или шлифовальной машиной для гипса .
 Также могут помочь абразивные губки, которые облегчат шлифовку углов стены.
Также могут помочь абразивные губки, которые облегчат шлифовку углов стены.
В дополнение к шагам, которые необходимо выполнить, также важно записать шаги, которые НЕ ДОЛЖНЫ выполняться. Если мы хотим добиться желаемого эффекта от работы, мы не можем долго заливать стену на одном месте. Также не следует работать с самыми дешевыми инструментами из низкокачественных материалов — шлифование требует точности, поэтому оборудование, особенно если мы решим использовать шлифовальный станок, должно быть точным — только благодаря этому эффект будет удовлетворительным.Какие гипсовые шлифовальные машины следует принимать во внимание при покупке?
Шлифование стен — какое оборудование выбрать?
Как отшлифовать стены? Абразивные губки подходят для ручного шлифования, особенно для шлифования углов стен. Однако, если перед нами стоит покупка шлифовальной машины для гипса , стоит обратить внимание на мощность двигателя, функциональность и дополнительные опции, например, отсос пыли. Магазин Drillo предлагает шлифовальные машины для гипса от известных производителей, таких как Dedra, Scheppach или Graphite. Какая модель будет лучшей?
Магазин Drillo предлагает шлифовальные машины для гипса от известных производителей, таких как Dedra, Scheppach или Graphite. Какая модель будет лучшей?
- Шлифовальная машина для гипса «Дедра» 180мм 750Вт со светодиодной подсветкой — имеет мощность 750Вт, скорость вращения 1500-2700 об / мин, диск диаметром 180 мм и шланг для удаления пыли длиной 1,5 м. Интегрированная система пылеудаления, светодиодное освещение , дополнительная ручка и эргономичная форма делают работу удобнее. Электронный регулятор скорости позволяет свободно регулировать темп работы в зависимости от типа обработки.
- Шлифовальная машина для штукатурки Scheppach DS930 225мм 710Вт + треугольная головка — мощность 710Вт обеспечивает долгую работу.Модель оснащена круглым диском диаметром 225 мм и треугольным диском размером 282 х 282 х 2822 мм. Скорость вращения круглого диска составляет 1200-2500 об / мин, а колебания треугольного диска — 3500-7500 об / мин. Регулировка скорости позволяет адаптироваться к шлифованию различных поверхностей.
 Шлифовальная машина Scheppach оснащена дополнительной светодиодной подсветкой, всасывающим шлангом длиной 4 м, набором из 12 круглых и 12 треугольных шлифовальных листов и 2 адаптера для отсоса пыли
Шлифовальная машина Scheppach оснащена дополнительной светодиодной подсветкой, всасывающим шлангом длиной 4 м, набором из 12 круглых и 12 треугольных шлифовальных листов и 2 адаптера для отсоса пыли - Шлифовальная машинка для гипса с длинным вылетом «Графит» рег.1,10 — 2,00 м 225 мм 600 Вт — 600 Вт с максимальной скоростью 1500 об / мин и максимальной длиной стрелы 2000 мм. Изделие имеет диск диаметром 225 мм и поставляется в комплекте с всасывающим шлангом, удлинителем, 3 переходными втулками, отверткой, шестигранным ключом и набором из 14 шлифовальных листов.
Шлифовка гипсовых стен требует точности и правильного выбора оборудования. Приведенные выше советы помогут вам в работе и выборе конкретного инструмента.Если вы новичок в домашних условиях и хотите научиться , как шлифовать стены с нуля, и , как шлифовать стены , чтобы получить желаемый результат, посмотрите обучающее видео по Drillo .
.
Плавное шлифование — изучите 10 важнейших принципов
Более высокая точность.
Системы с лучшими эксплуатационными характеристиками в автомобилях и других конечных продуктах стимулируют спрос на все более строгие допуски компонентов и более гладкие поверхности обрабатываемых деталей.
Более твердые материалы
Производители все чаще используют суперсплавы, керамику и другие материалы, предназначенные для достижения высокой твердости при высоких температурах. Это делает детали более прочными, но их труднее обрабатывать.
К этим тенденциям в общей обработке можно добавить важную тенденцию в области материаловедения, которая напрямую влияет на шлифование: улучшенные зерна и связки в шлифовальных кругах обеспечивают более эффективную работу. В совокупности эти изменения предполагают, что в будущем вместо чистовой и механической обработки будет все чаще использоваться шлифование. Это также указывает на необходимость более детальной обработки. Взятые вместе, эти факторы предполагают, что мы будем все шире использовать контурное шлифование.
Взятые вместе, эти факторы предполагают, что мы будем все шире использовать контурное шлифование.
Что такое флоат-шлифование?
По сравнению с более распространенным поверхностным шлифованием, контурное шлифование использует большую глубину шлифования в сочетании с медленной подачей, как правило, профилированным кругом, для создания заданной геометрической формы при скорости съема материала (MRR), которая значительно выше, чем при чистовых проходах для которых измельчение общеизвестно.
MRR является причиной того, что шлифование этим методом обеспечивает высокую точность формы.При обработке твердого жаропрочного сплава, такого как инконель, или даже более сложного материала, такого как керамический композит, потенциал MRR для более тяжелого процесса металлообработки, такого как фрезерование, ограничен. Следовательно, более широкое использование этих твердых материалов означает большие проблемы при фрезеровании. Однако такие изменения, как усовершенствование шлифовального круга, позволили MRR в плавном режиме работы с теми же материалами значительно повысить его производительность. По словам производителя шлифовальных кругов Saint-Gobain Abrasives под брендом Norton, мы уже достигли точки, когда шлифование больше не является окончательным процессом обработки детали.Напротив, в значительном и постоянно увеличивающемся числе случаев шлифование представляет собой процесс.
По словам производителя шлифовальных кругов Saint-Gobain Abrasives под брендом Norton, мы уже достигли точки, когда шлифование больше не является окончательным процессом обработки детали.Напротив, в значительном и постоянно увеличивающемся числе случаев шлифование представляет собой процесс.
Инициатива, направленная на то, чтобы производители самолетов переходили на труднообрабатываемые сплавы и композиты, также оказалась успешной для производителей трансмиссий и теперь используется в автомобильной промышленности.
Важные термины для понимания процесса жидкого измельчения.
1. Плавающее шлифование не имеет формального определения.
Основной особенностью непрерывного шлифования является глубина резания, которая велика для шлифования, но мнения о том, какую именно глубину представляет каждый проход, расходятся.При шлифовании деталей авиационных двигателей можно заметить, что инженеры в этом секторе часто устанавливают начало подачи контура на 0,38 мм. Мнение вносит изменения, что глубину обработки 0,1 мм можно отнести к разряду плавных. В обоих случаях выбор произвольный, без формального определения.
В обоих случаях выбор произвольный, без формального определения.
2. Подача жидкости — это процесс с низким и высоким усилием
Процесс с жидкостью показывает эту, казалось бы, противоречивую картину: сила давления с одной точки зрения мала, с другой — велика.Хотя каждая режущая частица на шлифовальном круге вызывает небольшое усилие по сравнению с другими режимами шлифования, сила, действующая на станок и деталь в целом, вероятно, будет высокой.
Компенсацией большой глубины шлифования при непрерывной подаче является скорость перемещения (скорость подачи), которая мала, часто порядка 125-500 мм / мин. Низкое энергопотребление означает, что контактное усилие на каждом отдельном зерне поверхности шлифовального круга также невелико. В этом случае выгодной альтернативой может быть срок службы шлифовальных кругов и энергоэффективность..
Тем не менее, здесь задействовано много абразивных зерен. Большая глубина резания при плавной подаче означает, что более длинная окружность шлифовального круга погружается в обрабатываемую деталь, увеличивая общую силу. В результате, согласно требованиям ЧПУ, были использованы однослойные суперабразивные круги на металлической связке.
В результате, согласно требованиям ЧПУ, были использованы однослойные суперабразивные круги на металлической связке.
8. Протяжка теперь имеет соперника с более высоким допуском
Фрезерование — не единственный конкурент гладкому шлифованию. Другой — лобовое сопротивление, особенно такое, которое используется для реализации рисунка «елочкой» в роторах авиационных двигателей, изготовленных из суперсплавов.Такую форму можно получить путем непрерывного измельчения. В результате можно значительно сэкономить место в мастерской. В связи с тем, что процесс требует большого линейного хода, протяжка для этой операции может иметь длину до 12 м. Плавное шлифование дает возможность выполнять такую же обработку на станках стандартных размеров.
9. В аэрокосмической промышленности MRR может конкурировать с чистовым фрезерованием.
Представление о том, что шлифование — это чистовой и окончательный производственный процесс, применяемый к детали для достижения допусков по размерам и поверхности — историческая роль шлифования — это точка зрения, которая будет все меньше и меньше учитываться по мере того, как все больше и больше используются современные абразивные инструментальные материалы для изготовления заготовок. В прошлом типичным удельным MRR для шлифования был 1 кубический сантиметр в минуту на сантиметр ширины круга. В современных приложениях для шлифования суперсплавов на станках с ЧПУ с использованием усовершенствованных шлифовальных кругов контурное шлифование может достигать удельного MRR 18 кубических сантиметров в минуту на сантиметр ширины круга, что дает общее MRR, равное или лучше, чем то, что может делать фреза в то же время. и материал заготовки.
В прошлом типичным удельным MRR для шлифования был 1 кубический сантиметр в минуту на сантиметр ширины круга. В современных приложениях для шлифования суперсплавов на станках с ЧПУ с использованием усовершенствованных шлифовальных кругов контурное шлифование может достигать удельного MRR 18 кубических сантиметров в минуту на сантиметр ширины круга, что дает общее MRR, равное или лучше, чем то, что может делать фреза в то же время. и материал заготовки.
Еще одна важная область прогресса с точки зрения станков, подача жидкости — это процесс с большим усилием, но более острое зерно в современных шлифовальных кругах снижает это усилие.Улучшенная пористость шлифовального круга для удержания абразивной пыли и охлаждающей жидкости, а также улучшенные свойства охлаждающей жидкости также помогают повысить энергоэффективность. В результате удельная энергия плоского измельчения — энергия, необходимая для удаления каждого кубического сантиметра материала — стала сравнимой с измельчением.
10.
 Поплавковое шлифование обеспечивает сокращение процесса обработки детали.
Поплавковое шлифование обеспечивает сокращение процесса обработки детали.
Однако сравнение фрезерования и шлифования только с точки зрения циклов обработки может не учитывать одно из самых больших преимуществ мокрого шлифования: фундаментальное изменение технологической последовательности.В традиционной роли шлифовки как операции чистовой обработки деталь часто подвергается термообработке непосредственно перед этим этапом. Шлифование — это эффективный процесс механической обработки после термообработки, поскольку фрезерование детали в таком состоянии было бы проблематичным. Следовательно, большая часть обработки детали осуществляется путем фрезерования, пока деталь еще мягкая, затем проходит термообработку, затем деталь может пройти заключительный этап фрезерования перед шлифованием или может перейти непосредственно на шлифование.Эта последовательность — фрезерование, отправка деталей обратно на термообработку, отправка деталей обратно в цех для операций, включая шлифование, является второй натурой для производителей и стандартным способом изготовления многих деталей.
Однако контурное шлифование может полностью изменить эту последовательность. Заготовку можно сначала подвергнуть термообработке, что означает, что заготовку можно сначала довести до окончательной твердости перед выполнением механической обработки. Плавное шлифование исключает прерывание процесса, задержку и координацию, необходимую для отправки частично завершенной детали на следующий этап процесса.Соответствие MRR для фрезерования может быть эталоном, позволяющим измельчению играть более важную роль в производстве, а в некоторых случаях изменение порядка этапов производства может быть там, где гладкое измельчение обеспечивает наибольшую экономию.
В следующих статьях мы описываем:
Плоское шлифование
типа шлифовальных машин
Шлифование металла — как шлифовать металл?
.
Как шлифовать разные материалы? — Вдохновения и советы
| Орбитальная шлифовальная машина Metabo FSX 200 |
Ручной инструмент для шлифования различных поверхностей
Если мы выполняем шлифовальные работы от случая к случаю и обрабатываем небольшие поверхности, мы используем для этой цели ручной инструмент. Чаще всего для этого мы используем:
Чаще всего для этого мы используем:
— шлифовальные блоки — из пробки или дерева,
— шлифовальные ручки различной формы, например треугольной или круглой,
— полировальные губки,
— универсальные ручки с зажимами для замены абразивного материала.
Их небольшой размер позволяет работать в местах, недоступных для более крупных инструментов или электроинструментов, а форма адаптирована к руке, что облегчает их захват и безопасное использование. Мы также можем использовать различные типы ручных напильников для шлифования неровных кромок и кривых, в том числе металлических поверхностей.
Сетевые инструменты, используемые для шлифования:
— ленточная шлифовальная машина,
— орбитальная шлифовальная машина,
— угловая шлифовальная машина,
— эксцентриковая шлифовальная машина,
— ручная дрель с шлифовальным диском,
— электрическая пилка.
| Ленточно-шлифовальный станок 730 W |
Абразивы для шлифования
В дополнение к специальным шлифовальным кругам, предназначенным для обработки отдельных поверхностей материала, наиболее часто используется наждачная бумага:
— корунд,
— карбид вольфрама,
— карбид кремния,
— порошковое стекло.
В зависимости от того, какой толщины абразив приклеен к бумаге, мы различаем грамм по числовой маркировке — от крупнозернистого (№20, 30, 40) до мелкозернистого (например, №1200), что позволяет не только шлифовать, но прежде всего полировка. Если шлифовать обрабатываемый материал во влажном состоянии, следует обратить внимание на то, позволяет ли данная наждачная бумага это сделать. Для ручной работы особенно полезны губки и шлифовальные блоки с постоянно нанесенной наждачной бумагой, которую после использования можно промыть водой и таким образом избавиться от примесей между зернами — после высыхания инструмента он готов к повторному использованию.
Общий принцип использования наждачной бумаги разных марок следующий: чем выше цифра для граммажа, тем точнее работа и тем менее заметна невооруженным глазом. Предварительная обработка низкосортной бумагой предназначена для грубой очистки поверхности, а во время отделочных работ хорошо подойдет использование крупногабаритного абразива.
Абразивная бумага доступна в листах, из которых мы вырезаем форму, соответствующую нашему инструменту.Для электроинструментов мы можем купить наждачную бумагу в формах, соответствующих размеру их дисков — некоторые из них оснащены отверстиями, которые используются для всасывания использованного материала через прикрепленную трубу пылесоса.
| Performance Power Электрошлифмашина 110 Вт |
Шлифование отдельных материалов
1. Дерево Для обработки, особенно небольших поверхностей, мы можем использовать ручной инструмент, но в случае более обширных поверхностей сетчатые инструменты окажутся незаменимыми:
— ленточно-шлифовальный станок — применяется при обработке плоских поверхностей, но форма инструмента мешает точной работе и получению ожидаемого эффекта в местах угловых стыков и на неровных поверхностях.Ленточный абразив движется со скоростью, зависящей от номинальной мощности двигателя машины. Главное — направляя устройство, мы не прижимаем его к поверхности и не приводим в движение, чтобы шлифовальная лента не соскользнула.
Главное — направляя устройство, мы не прижимаем его к поверхности и не приводим в движение, чтобы шлифовальная лента не соскользнула.
Совет эксперта: Выбирая сетевое оборудование для шлифования, обратите внимание на то, оборудованы ли они системой пылеудаления. Благодаря одновременной работе электроинструмента и пылесоса мы позаботимся о более низкой концентрации пыли в воздухе и облегчении ее удаления с окружающих поверхностей после отделочных работ. |
— шлифовальная машина орбитальная — двигатель имеет меньшую номинальную мощность, а скорость возвратно-поступательного движения основания может регулироваться в зависимости от оборудования данной модели, что позволяет лучше контролировать работу устройства
| Эксцентриковая шлифовальная машина MacAllister 300 Вт |
| Шлифовальная машина для гипса MacAllister 710 W |
— эксцентриковая шлифовальная машина — основание, оснащенное наждачной бумагой, движется вращательно и центробежно, а использование дисков для наждачной бумаги с застежкой-липучкой разной плотности позволяет проводить предварительную обработку и отделку.
— дисковая шлифовальная машина, то есть дрель с шлифовальным кругом, и угловая шлифовальная машина, оснащенная, например, лепестковым диском — использование каждого из этих устройств требует точности и частой проверки результатов их работы.
2. Гипс
Выравнивание стены ручным инструментом непосредственно перед чисткой, грунтовкой и покраской занимает много времени и — из-за большого количества пыли — хлопотно. Если обрабатываемые поверхности обширные, может помочь шлифовальная машина для гипса.Этот инструмент оснащен длинной стрелой, благодаря которой мы можем разгладить стену чуть ниже потолка, не взбираясь по лестнице. И хотя использование шлифовальной машины для гипса не уменьшит количество пыли, подготовительные работы перед покраской пойдут намного быстрее.
Внимание! Во время шлифования обеспечить повышенную вентиляцию помещения и носить рабочую одежду, состоящую из защитных перчаток, очков и респиратора. |
 Это особенно касается обработки металлических материалов и шлифовки кромок стекла. Остальные поверхности и предметы в помещении, которые нельзя убрать во время работы, следует плотно накрыть, например, обернув их пленкой для краски. Чем тщательнее мы защищаем оборудование, тем меньше времени мы тратим на его очистку и переработку.
Это особенно касается обработки металлических материалов и шлифовки кромок стекла. Остальные поверхности и предметы в помещении, которые нельзя убрать во время работы, следует плотно накрыть, например, обернув их пленкой для краски. Чем тщательнее мы защищаем оборудование, тем меньше времени мы тратим на его очистку и переработку.3. Металл
Мы также можем обрабатывать металлические поверхности указанными выше инструментами (кроме шлифовальной машины для гипса), например, для удаления ржавчины.Поскольку большинство электроинструментов лучше справляются с большими, но идеально ровными поверхностями, а металлические предметы часто имеют сложную форму, электрический напильник будет чрезвычайно полезен для работы с ними. Его удлиненный наконечник позволяет нам добраться до труднодоступных уголков и трещин и очистить даже очень сложные изгибы.
Совет эксперта: № При обработке металлических поверхностей мы используем абразив малой плотности для предварительной очистки (от №20), правильная шлифовка (до № 180 включительно) и полировка — для этой операции используется граммаж № 250. |
 Этого достаточно для подготовки металлической поверхности к дальнейшей работе, например к покраске. При обработке гипсовых поверхностей используются еще более мелкие абразивные материалы. С другой стороны, в случае древесины для полировки мы используем градуировку, обозначенную как 1200.
Этого достаточно для подготовки металлической поверхности к дальнейшей работе, например к покраске. При обработке гипсовых поверхностей используются еще более мелкие абразивные материалы. С другой стороны, в случае древесины для полировки мы используем градуировку, обозначенную как 1200.| Ленточно-шлифовальный станок JCB 950 W |
4.Лакокрасочные покрытия
Шлифовальные машины
также можно использовать для удаления старых лакокрасочных покрытий, например, со старых панелей, которые трудно удалить с помощью специальных химикатов и традиционных ручных инструментов. Дополнительные способы удалить неприглядный орнамент можно найти здесь: https://www.castorama.pl/inspiracje-i-porady/wykonczenie/malowanie/jak-pozbyc-sie-starej-lamperii.html
К сожалению, при использовании питания инструментов, мы также должны учитывать трудоемкость работ, на которые больше всего влияют остатки лакокрасочных материалов — под воздействием высоких температур они плавятся и покрывают поверхность шлифовальных кругов и ремней. По этой причине абразив требует постепенной очистки в процессе эксплуатации, а если загрязнения удалить невозможно, его следует заменить на новый. При удалении старых лакокрасочных покрытий необходимо использовать систему пылеудаления, усиленную вентиляцию помещения и использование респиратора.
По этой причине абразив требует постепенной очистки в процессе эксплуатации, а если загрязнения удалить невозможно, его следует заменить на новый. При удалении старых лакокрасочных покрытий необходимо использовать систему пылеудаления, усиленную вентиляцию помещения и использование респиратора.
Внимание! Перед шлифовкой больших поверхностей убедитесь, что абразив не контактирует с выступающими головками шурупов и гвоздей, что может повредить не только диск или ленту, но и сам электроинструмент. |
.
Шлифовка дерева — вторую жизнь мебели
Шлифовка дерева — основной метод обработки этого материала . Помогает при подготовке поверхности к лакировке или покраске. Проверьте , какую шлифовальную машину по дереву выбрать и что делать, чтобы ваша мебель или пол имели красивый вид.
Почему шлифовать древесину?
Начнем с ответа на основной вопрос. Для чего нужен шлифовальный станок по дереву ? Предметы из этого натурального материала не так устойчивы к течению времени и царапинам, как изделия из металла или камня.С другой стороны, в этом их прелесть. Каждая доска имеет уникальный рисунок текстуры, а мебели или деревянному полу можно с годами придать различную текстуру и цвет.
Шлифование дерева — это шлифовка его поверхности. Верхний слой становится однородным. Шлифовка — это основное действие, которое следует выполнять перед нанесением пропитки или покраской. Продукты для защиты древесины и ее украшения лучше прилипнут после правильно выполненной шлифовальной машины.
Кроме того, благодаря шлифовке можно избавиться от царапин на деревянных поверхностях. Это занятие также является первым шагом к обновлению пола, стола или комода. Вы можете удалить старую краску, лак или клей наждачной бумагой или шлифовальной машиной по дереву .
Шлифовка также может потребоваться , если вы хотите использовать шпон . Если вы планируете соединять деревянные элементы клеем, неплохо также будет отшлифовать места контакта.
Дерево — очень пластичный материал, и его относительно легко обрабатывать. Какие наиболее важные вопросы связаны с его измельчением?
Приемы шлифования дерева
Существует два основных метода шлифования дерева : ручное и машинное , то есть один, в котором вы будете использовать специализированный инструмент в виде шлифовального станка. В чем основные отличия?
Ручная шлифовка дерева предполагает использование наждачной бумаги.Это будет хороший метод, если у вас нет большого опыта использования электроинструментов или шлифования в целом. При ручной обработке у вас будет на больше контроля над процессом, и риск повреждения древесины будет ниже.
Шлифовка вручную не означает, что вы не можете использовать инструменты.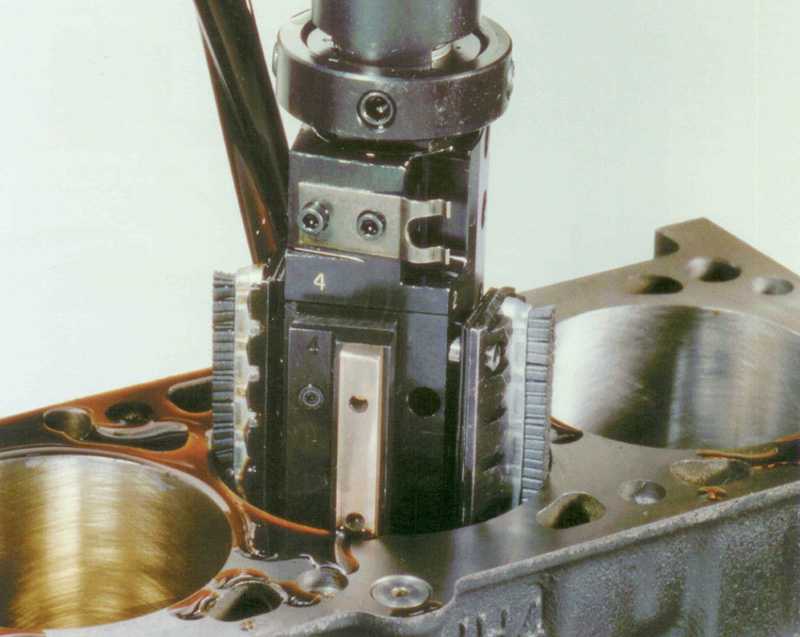 Вы можете прикрепить бумагу к специальному держателю, блоку или блоку. Этот тип простого, но удобного в эксплуатации оборудования будет особенно полезен, если вы хотите отшлифовать большие деревянные поверхности.
Вы можете прикрепить бумагу к специальному держателю, блоку или блоку. Этот тип простого, но удобного в эксплуатации оборудования будет особенно полезен, если вы хотите отшлифовать большие деревянные поверхности.
В случае ручной техники стоит отметить еще один факт. Этот метод хорош, если вы хотите отшлифовать очень мягкую или мягкую древесину, то есть древесину, с которой легко работать. Для древесины средней и высокой твердости может потребоваться машинное шлифование.
Шлифовальный станок по дереву — это устройство, которое с помощью значительно ускорит ваши операции по сглаживанию и выравниванию . Кроме того, благодаря устройству можно получить более ровную структуру древесины.
В то время как ручная шлифовка может оказаться дешевле , потому что вам нужно всего несколько листов наждачной бумаги с разным размером зерна, может быть более прибыльным в долгосрочной перспективе . Благодаря устройству вы не только сэкономите время. Шлифовальный станок часто является очень универсальным инструментом, который вы будете использовать как для обработки дерева, так и для обработки металла, для многих работ дома, в саду или в гараже.
Благодаря устройству вы не только сэкономите время. Шлифовальный станок часто является очень универсальным инструментом, который вы будете использовать как для обработки дерева, так и для обработки металла, для многих работ дома, в саду или в гараже.
Шлифовка деревянной мебели.
Техника шлифования дерева должна быть выбрана не только из-за опыта и затрат , но также из-за типа предмета , над которым вы хотите работать.Особенно это важно для мебели.
От чего зависит техника шлифования от ? Если вы собираетесь шлифовать деревянный стол, столешницу, комод или стенки шкафа, шлифовальная машина по дереву может оказаться более эффективным и практичным решением. Отлично подходит для плоских и больших поверхностей.
Шлифование более крупной деревянной мебели вручную может быть трудным и трудоемким занятием.Используйте этот метод обработки, когда имеете дело с углами и изгибами, всевозможных орнаментов или отделочных элементов.
Итак, основное правило: для больших поверхностей и общего шлифования лучше подходит шлифовальный станок, а для обработки деталей — наждачной бумагой вручную.
Какую наждачную бумагу выбрать для шлифования дерева?
Если вы шлифуете вручную или шлифовальной машиной по дереву, вам понадобится подходящая наждачная бумага (в случае с машиной, скорее всего, это будет деревянный диск с прикрепленной бумагой). Для обработки потребуется несколько типов бумаги с разным размером зерна , также называемым зернистостью.
Что это такое и чем отличаются отдельные шлифовальные листы по дереву? Грануляция определяет размер зерен. Чем меньше номер наждачной бумаги, тем больше их толщина .
Популярная классификация шлифовальных листов по дереву выглядит следующим образом:
- крупное зерно: 40-60,
- среднее зерно: 80-120,
- мелкое зерно: 150-180,
- очень мелкое зерно: 220-240,
- сверхмелкое зерно: от 280 и выше.

При шлифовании древесины различные градации шлифовального листа постепенно переходят от более грубого (меньшее число) к более тонкому (большее число) шлифовальных листов. Другими словами, вы начинаете с более твердого и агрессивного шлифования, а затем переходите к более гладкому и совершенствованию деревянной поверхности.
Какую наждачную бумагу по дереву мне следует использовать в зависимости от ситуации? Если вы шлифуете древесину сырую , было бы неплохо начать с зернистости от 80 до 100 .С помощью этой зернистой наждачной бумаги вы сможете удалить самые большие неровности и вмятины. Если поверхность требует большой обработки, можно использовать еще более толстую наждачную бумагу для дерева, например, с размером зерна 40 или 60. Крупные зерна также будут полезны в ситуации, когда вы хотите удалить старую краску, лак или клей с мебель или другой предмет.
Используйте бумагу с зернистостью 100 и выше, чтобы удалить последовательные слои шероховатой текстуры. Финиш для шлифовальных работ по дереву рекомендуется финишировать с зернистостью от 180 до 220 .Вы можете использовать более тонкую бумагу для полировки, т.е.для работы с деревом, уже покрытым подходящей подготовкой.
Почему нельзя переборщить со слишком мелкой наждачной бумагой? Даже после шлифовки древесина должна иметь текстуру и не быть идеально гладкой. В противном случае у вас могут возникнуть проблемы на этапе защиты или покраски. Лак или краска могут не прилипать к поверхности, не «прилипать» к дереву и через некоторое время могут отслоиться.Тогда процесс шлифования дерева , вероятно, будет , вам нужно начать с начала .
Градация наждачной бумаги по дереву также важна с точки зрения цвета. Если вы хотите, чтобы поверхность была темнее после покрытия защитным средством, используйте более плотную бумагу. Чем меньше размер волокон (т. Е. Чем больше число), тем светлее будет древесина.
Шлифование и порода дерева
Вы также можете выбрать размер зерна наждачной бумаги в соответствии с твердостью древесины.Чем более устойчив к истиранию материал, тем более крупнозернистая бумага вы можете использовать.
Например, для шлифования древесины высокой твердости , такой как, например, дуба, вы можете начать с наждачной бумаги с зернистостью при 120 , затем перейти к 150 и закончить на 180 . В случае более мягкой древесины, такой как липа, ель или орех, можно использовать наждачную бумагу с размером зерна 150, 180, 220 соответственно.
В то время как шлифовальная древесина должна переходить от одной грануляции к другой, разрешается пропускать одну из них и, например, использовать бумагу с зернистостью 150 после обработки необработанной древесины зернистостью 100. Конечный результат может быть хуже, чем прилипание к следующие уровни зернистости.
Какой будет универсальный набор шлифовальных листов по дереву? Лучше всего, если у вас есть листы или диски по дереву с зернистостью от 100, до 120, 150 и 180, до 220 (для окончательной обработки).
Какой шлифовальный станок по дереву выбрать?
Шлифовальные машины
— это устройства с множеством применений. Они позволяют работать с такими материалами, как металл или камень. А из какая шлифовальная машина по дереву самая лучшая ?
Угловые шлифовальные машины
Угловая шлифовальная машина — это инструмент, с помощью которого можно резать или очищать различные материалы. Конечно, его можно использовать и для шлифовки.
Достоинством квадрата является относительно невысокая цена и универсальность .Чтобы отшлифовать древесину с помощью шлифовальной тарелки , вам понадобится откидной или шлифовальный диск для крепления шлифовальной тарелки.
Благодаря относительно крупному зерну пластинчатый диск может использоваться для предварительной обработки твердой или грубой древесины, требующей более жесткой обработки. Не рекомендуется использовать его без надлежащей практики. Почему? Неправильное обращение с угловой шлифовальной машиной с откидным диском может привести к повреждению или даже возгоранию древесины.
Более безопасным решением является шлифовальный диск, к которому можно прикрепить диски по дереву с разной зернистостью. Они используются с тем же обозначением крупности, что и наждачная бумага. При использовании шлифовальных дисков у вас больше места для маневра, чем при использовании шлифовальных дисков.
Дисковые шлифовальные машины
Дисковые шлифовальные машины — самые распространенные стационарные машины. Этот тип оборудования имеет вертикально установленный диск и регулируемое основание, на котором может быть размещена заготовка.
Достоинством шлифовальной машины по дереву является ее устойчивость. С его помощью можно делать очень точные пропилы. Чаще всего рекомендуется для быстрой работы с деревянными элементами меньшего размера.
Орбитальные шлифовальные машины
Орбитальные шлифовальные машины чаще всего имеют прямоугольный или треугольный диск по дереву. Благодаря своей простоте и удобству использования, они рекомендованы людям, не имеющим даже небольшого опыта шлифования.
Эксцентриковая шлифовальная машина
позволяет обрабатывать как большие плоские поверхности, так и труднодоступные участки.Особенно подходит, если вы хотите отшлифовать мягкую древесину .
По сравнению с угловыми шлифовальными машинами или дисковыми шлифовальными машинами, с этим типом оборудования легче содержать в чистоте. Например, орбитальная шлифовальная машинка MSW-SAN105 имеет специальный адаптер, к которому можно подключить пылесос. Он будет собирать пыль во время шлифования.
Эксцентриковые шлифовальные машины
Эксцентриковые шлифовальные машины — это своего рода эволюция орбитальных шлифовальных машин.В процессе работы щит этого типа оборудования совершает как колебательные, так и вращательные движения.
Эти устройства часто более мощные, чем орбитальные шлифовальные машины. Благодаря этому они также хорошо работают при обработке более твердой древесины или удалении старой краски. Они хорошо подходят для обработки больших поверхностей, но из-за круглой формы диска они могут быть менее эффективными при обработке углов по сравнению с осциллирующими моделями.
Ленточные шлифовальные машины
Ленточные шлифовальные машины очень хорошо подходят для шлифования очень больших деревянных поверхностей, таких как полы и панели.Их использование может потребовать больше навыков по сравнению с другими шлифовальными машинами, но вы даже быстрее будете работать с твердым материалом.
Ленточно-шлифовальный станок по дереву может иметь ручку, позволяющую работать в стационарном режиме. Есть и беспроводные варианты. Например, аккумуляторная шлифовальная машина MSW-POL400AKKL позволит добраться до труднодоступных мест и обработать детали даже под углом в 270 градусов.
Подготовка к шлифованию древесины
Что нужно помнить перед шлифовкой дерева ? Подготовьте листы наждачной бумаги разной зернистости и дополнительные инструменты, например, нож для обоев, с помощью которого вы сможете обрезать бумагу до нужного размера. Также пригодится блок или держатель наждачной бумаги. Если вы будете использовать болгарку, приготовьте набор деревянных дисков.
Предварительно очистите поверхность, но следите, чтобы древесина не пропиталась влагой. Также подготовьте пылесос или щетку, чтобы на постоянной основе избавляться от пыли с отшлифованной области.
Как шлифовать дерево?
При шлифовании придерживайтесь вышеупомянутого правила относительно зернистости наждачной бумаги или диска по дереву.Сначала используйте более толстую бумагу, затем среднюю, а затем мелкую.
Не прижимайте бумагу или шлифовальную машину слишком сильно к дереву. Также не сосредотачивайтесь только на одном отрывке. В противном случае можно повредить древесину или образовать полость, которую придется выровнять.
Регулярно очищайте шлифованную древесину после каждой смены волокон или чаще. Если оставить пыль, частицы могут застрять в материале и оставить царапины.Лучше всего протирать древесину мягкой сухой тканью после чистки щеткой или пылесосом.
Волокна существенно рвутся во время шлифования. Поэтому очень важно шлифовать вдоль волокон! Если вы потрете лист бумаги или щит по дереву, вы начнете поддевать волокна. На поверхности будут некрасивые углубления, она будет неровной. Полости, вероятно, не будут замаскированы маслом или краской.
Можно работать губкой с наждачной бумагой или специальной абразивной губкой.Вам будет легче распределять давление и дойти до труднодоступных депрессий.
Мокрая шлифовка древесины
Мокрая шлифовка — это особый метод обработки. Когда это используется?
Это метод, который позволит очень точно отделать деревянную поверхность, даже если она отполирована. Он используется, среди прочего малярами и специалистами по деталировке, но хорошо подойдет и с деревом.
Что самое главное помнить? Мокрое шлифование древесины и мокрое шлифование древесины отличаются.
Какую бы технику вы ни использовали, дерево должно быть максимально сухим. Если намочить их водой и начать шлифовать, можно повредить наждачную бумагу и поверхность, но при обработке останутся нитки. Дерево может превратиться в губку, и вы не будете равномерно тереть слой, который хотите выровнять.
При мокром шлифовании древесина не замачивается. Используется водостойкая наждачная бумага. Сначала вы опускаете его в воду, которая действует как вещество, уменьшающее трение.
Мокрая шлифовка позволит избавиться от последних неровностей на обрабатываемой поверхности. Стоит помнить, что эту технику следует применять после того, как мебель или пол покрыли первым слоем защитного препарата.
Для мокрого шлифования древесины используется другой размер зерна по сравнению с сухим шлифованием . Это должна быть мелкозернистая бумага с зернистостью более 200 или 300.
Отделка деревом
Что делать, когда вы закончили шлифование дерева ? Вы можете отделать их одним из множества средств, которые не только защитят поверхность, но и придадут дереву определенный цвет.
В качестве основы можно использовать пропитку. Он защитит древесину от солнечных лучей и влаги. Его можно обогатить пигментами, которые придадут древесине цвет, оставляя видимые кольца.
Можно дополнить лаком, который дополнительно создает слой, делающий древесину устойчивой к истиранию и механическим повреждениям.Лаковое покрытие может быть полупрозрачным или прозрачным, благодаря чему древесина сохранит свой естественный цвет.
Можно также использовать традиционные препараты, такие как воск или масло. Если вы хотите, чтобы деревянные элементы или мебель имели определенный цвет, решение — использовать соответствующие краски. Они закроют естественную структуру и в то же время создадут покрытие, защищающее от УФ-излучения и влаги.
Шлифовка древесины — Резюме
Шлифование древесины не очень сложно.Прежде всего, вы должны не забыть использовать бумагу или диски с соответствующей постепенной зернистостью. Если вы собираетесь использовать шлифовальную машину по дереву, проверьте ее на доске или мебели, которые вы можете без сожаления повредить. Позже, с собственно шлифовкой, вам будет легче, вы узнаете возможности оборудования. Помните о правилах безопасности. Используйте перчатки, маску и защитные очки.
.
назначение хона в двс | Страница 4
nikitka
Местный
#61
#61
https://www. youtube.com/watch?v=WA9RfoHF1OA
nikitka
Местный
#62
#62
www.youtube.com/watch?v=WA9RfoHF1OA
Flw
Пользователь
#63
#63
Ладно парни, видимо и правда хорош разводить демагогию, каждый все равно останется при своем. Но вот практическая сторона вопроса мне все-таки интересна: кто-то собирал на лысых цилиндрах? имеете опыт? Не лысых от износа кривых цилиндрах, а нормальных, после расточки с нормальной геометрией, но без хонингования? Без подъeба, просто интересно
mivaol
Абориген
#64
#64
induke написал(а):
для чего и как делается хон, самое главное — является ли хонингование догонкой цилиндра до размера можно и наверно нужно выяснить у тех кто занимается расточкой блоков. вот у них и спросить — дядь, а ты когда хонингуешь размер на голове какой ставишь, какой размер ставишь на голове которая точит изначально.
спросить а не гадать идиотские мысли
Нажмите для раскрытия…
Читал тему про то какие бруски использовать, даже среди расточников как то размыто кто то алмазными делает а нейлоновыми с кремнием вскрывают графит, а кто то говорит только корунд.
Масло к верхнему кольцу попадает не только с хона, но и через маслосъемное и второе компрессионое как по лабиринту за несколько движений поршня вверх вниз.
И еще интересно как после рабочего хода поршня вниз в такт выпуска в камере сгорания в хоне остается масло? Конечно возможно но верится слабо.
Кстати о графите который шетками вскрывают, дартон как я понял стальные.
И еще интересно на никосил наносят хон?
mivaol
Абориген
#65
#65
Кстати разные цифры вижу кто говорит 5 соток кто пишет 3 сотки кто 5-7соток прупуск на хонингование.
Цитата
Припуск на хонингование во многом зависит еще и от исходной, после расточки, шероховатости поверхности цилиндра. Припуск 0.02 — вполне возможен, но после очень чистой расточки, чего удается достичь не всегда. Обычно оставляю на хонингование примерно вдвое больше, иначе могут остаться невыглаженными риски от резца. Кстати, резцы для расточки — это тоже не так просто, как может показаться…
Просто зачем так много оставлять для хона если его глубина по разным данным от 0.63-1мкм ?
DJKJLZ
Абориген
#66
#66
Еще раз выражу свою мысль,предположим заводу не когда,дорого. а мы «угли» не имеющие ни средств ни мощностей.
Но у таких ребят есть все и даже больше,и они делают ПРАВИЛЬНО-с хоном.
Не болтают ерундой,все давно уже съели.
www.youtube.com/watch?v=HBMzjgpsblE
cerber1
Старожил
#67
#67
Экспертное заключение, по крашу дорогущего мотора (МВ, V8 340л.с. ), в нем есть раздел где людям непосвященным(клиенты, адвокаты) разжёвывают в кратце теорию ДВС, выписка про хон:
-между наружной поверхностью колец и цилиндром находится тонкая пленка масла толщиной в несколько микрон, которая разделят движущееся друг относительно друга поверхности уменьшая трение и износ деталей. Для достижения минимального трения и износа пленка масла должна хорошо удерживаться на деталях, поэтому детали, в первую очередь цилиндры не должны иметь гладкую отполированную поверхность.
Напоминаю, заключение по крашу мотора дают эксперты, люди с высшим техническим образованием, кандидаты и т.п., люди дорожащие своей репутацией!
Van
Местный
#68
#68
mivaol,прекрасно понимаю твои сомнения…кста немцы научились на зеркало наносить лазером нужный микрорельеф
хон конечно не лучшее, но самое распространённое, дешёвое, лоббируемое производителями, и показывающее неплохие результаты решение. …но здесь очень много неизученого
вот отрывок из работы моего препода по трибологии
2.3. Микропрофилирование внутренней поверхности цилиндра
Применение детерминированной топографии (микрорельефа) на сма-
зываемых трущихся поверхностях с целью повышения задиростойкости из-
вестно достаточно давно [49]. Чаще всего это регулярный (имеющий посто-
янный шаг) рисунок, представляющий собой совокупность канавок и пло-
ских участков. Термины, а также шаго-высотные параметры микрорельефа
регламентируются для отечественных производителей рамками ГОСТ 24773-
81 [68].
В случае ДВС микрорельеф чаще всего наносят на внутреннюю по-
верхность (зеркало) цилиндра, реже – на наружную поверхность поршня.
Удивительно, но природа или механизм действия микрорельефа по сниже-
нию опасности задира, интенсивности изнашивания и трения сопряженных
деталей до сих пор далеко не очевидны. Видимо, для большинства исследо-
вателей вполне удобна общепринятая ссылка на то, что нанесение микро-
рельефа вызывает повышение так называемой маслоемкости поверхности.
Мало того, что этот термин, не имеющий строгого определения (встречаю-
щееся «способность поверхности удерживать определенное количество мас-
ла» — ближе к определению гидрофильности или адгезии поверхности), весь-
ма спорный по применимости [69] и по размерности (мм3/см2), он совершен-
но не объясняет проявление указанных выше положительных эффектов ни с
позиций физики, ни с позиций гидродинамики.
Так, во-первых, увеличение количества масла на зеркале цилиндра
ведет к росту его расхода в результате механического выброса, выгорания и
испарения, что и подтверждают многочисленные эксперименты по оценке
расхода масла на угар. Во-вторых, рост местной толщины масляного слоя в
зазоре «поршневое кольцо-цилиндр» должен бы вызывать пропорциональное
кубу этой толщины падение ГНС, т.е. увеличение интенсивности контакти-
рования деталей, вызывающей не снижение, а, наоборот, увеличение как тре-
ния, так и изнашивания.
В этой связи неудивительно, что практически все текущие исследова-
ния в области микрорельефа ставят и решают сугубо технологические зада-
чи:. ….
Нажмите для раскрытия…
не надо спорить с дибилами — у них очень узкий кругозор, дальше ар или сайта механики им не заглянуть
они уверены что ветер дует потому, что деревья качаются и
переубедить их не возможно, просто придёт ещё дибил (а 2 дибила -это сила) и тебя забанит тупое злобное животное)
induke
Модератор
#69
#69
Van, я читаю читаю….. ты видимо хочешь себя перед кемто тут превознести, но пока обзывая всех дебилами и прозрачными намеками что тупой именно я — движешься в обратном направлении.
И бан я даю не за споры а за оскорбления как раз.
А mivaol может о хоне рассуждать сколь угодно долго не напрягая меня, как вахтера, потому что он никого не оскорбляет
F.LIZ
Партнер форума
#70
#70
Van,чувак, ты слово дЕбил не можешь написать правильно,прикинь каким безграмотным холопом выглядишь ты сам?
А копи-пастить чужие труды сейчас любая ссаная школота умеет.
Van
Местный
#71
#71
F. LIZ, Слава (мы знакомы еси-чо, покупали друг-у- друга ништячки), ну я реально считаю людей употребляющих слова не зная их смысл -дибилами. Кста ,а что значит чувак? А ещё люминь пишу не правильно.
А ты предлагаешь чужие труды выдавать за свои, как министры?
Если человек в половозрелом возрасте не понимает словосочетание «механические потери» утверждает, что трение в цпг зависит от скорости , а другой пылесосом (а пылесос для наддува присоединить, не? гы гы гы) продувает головы (даже не сам наверно) при этом сравнивая такие же опыты на других стендах при другом давлении (формулу приведения видел, долго ржал) , при этом не понимают что моторы не «крутятся » не от того что колено большое «тяжелое», а что тупо воздуха не хватает. При этом никаких аргументов не приводят….а меня банят за фразу
QUOTE=UFO61;827038]Думаю там не в головке вовсе дело, а в мех. потерях.
Нажмите для раскрытия…
c какого перепоя!? там мех потерь наверно меньше чем у стока, длинный шатун, 2 кольца
[/QUOTE] тем самым не давая ответить аргументировано хамам. ..почитай тему «объемник», может мнение поменяешь
induke,
Van, я читаю читаю….. ты видимо хочешь себя перед кемто тут превознести, но пока обзывая всех дебилами и прозрачными намеками что тупой именно я — движешься в обратном направлении.
И бан я даю не за споры а за оскорбления как раз.
Нажмите для раскрытия…
В личке мы уже всё обсудили, и бан ты дал не за оскорбления, а за то что пара маменькиных сынков, за неимением других аргументов, нажаловалось тебе, что я их оскорбил идиомой «с какого перепоя». Но тут ты прав, деградирую ..с кем поведёшься. Пожалуй стоит написать что-то своё ,типа «Теория ДВС для тех кто не учился в школе»..с картинками, примерчиками …и ссылочку давать сначала…надеюсь поменьше будет журналажи типа «масса маховика», «квадрат», «полка момента», » длинноходный имеет больший момент на низах, а короткоходный лучше «крутиться»….
dinar
Абориген
#72
#72
Flw написал(а):
Ладно парни, видимо и правда хорош разводить демагогию, каждый все равно останется при своем. Но вот практическая сторона вопроса мне все-таки интересна: кто-то собирал на лысых цилиндрах? имеете опыт? Не лысых от износа кривых цилиндрах, а нормальных, после расточки с нормальной геометрией, но без хонингования? Без подъeба, просто интересно
Нажмите для раскрытия…
у нас в сельхоз институте раньше без хона «точили» ресурс был около 20-30 тыс км …
а про то что хон побочная операция категорически не согласен … кстати есть ещё и плосковершинное хонингование с ним ресурс куда повыше )) правда делают его не на все машины и далеко не каждый расточник ))
induke
Модератор
#73
#73
Van, обсуждать дебилов, дибилов, меня и прочих людей — это не здесь. есть куча профильных сайтов — вот там и тролись.
здесь в основном разговоры про машины и близкие к этому темы, и то — не все.
будешь дальше заниматься переходом и обсуждением личностей — наш форум легко с тобой простится навсегда
mivaol
Абориген
#74
#74
dinar написал(а):
у нас в сельхоз институте раньше без хона «точили» ресурс был около 20-30 тыс км …
а про то что хон побочная операция категорически не согласен … кстати есть ещё и плосковершинное хонингование с ним ресурс куда повыше )) правда делают его не на все машины и далеко не каждый расточник ))
Нажмите для раскрытия. ..
Чуть выше кто то упоминал про плато-хонингование.
Кажется нереальным что масло еще осталось в хоне когда поршень движется вверх на такте выпуска после рабочего хода, не уж то его не окислили горящие газы.
UFO61
Абориген
#75
#75
Van, Ты ещё не успокоился? Отрывок из работы твоего препода ничего ровным счётом не означает. Пусть он соберёт несколько одинаковых мотором, с хоном и без. И пусть ресурс измерит, а потом работы свои научные пишет.
Ты достал уже из себя умника корчить. Иди детям расскажи, что в двигателе 80% мехпотерь на кольца приходится. И опять ты с первого поста в теме хамишь обзывая всех. А ты не окуел ли так себя вести? Ты себя так ведёшь, что реально по лицу тебе дать хочется. Реальный хам.
sidor-018
Пользователь
#76
#76
О чем вообще спор то? Я когда точу блок, то оставляю 5-6 соток на хонинговку, потому что деформационный слой от резца виден до 4 соток сто пудова. Т.е допустим прохожу черновой хоной(алмаз 160\125) снимаю 3 сотки, всё четко, все красило. .. Затем загоняю чистовую хону с полимерными брусками(платохонингование делаю) и видны следы от резца!!! Поэтому лучше оставить припуска чуть больше, ну ня пятнадцать минут больше работы, но и косого не упоришь. А по поводу кривизны расточки, так это зависит уже от наладки станка. У меня не конусит и не вилится ни куда. Нутромером после расточки промеряю по нулям во всех плоскостях.После промеров хонингую. т Станок расточной 2е78п, хонинговальный 3г833(переделанный полностью, по электрической части)
sidor-018
Пользователь
#77
#77
Пробовали с кумом и камнями и мелкими и крупными, как в ходосе например делают, ваще жесть, кольца стираются нахрен за 10 тыщ и это на обычных моторах. Шаржируется поверхность, и частицы камней в метале остаются. Эксперименты кончились, теперь только алмазы, и в качестве сожа для хонинговки соляра, все ходит и радует. Есть экземпляры отходившие на моей расточке за 200 тыщ, ездят, масло не хрут
santos
Старожил
#78
#78
И тааак сойдёёёт «гаражные кулибины» жгут:
… Перед установкой поршней с новыми кольцами необходимо в цилиндрах избавится о старого зеркала, тоесть надо придать эфект хонинговки, для лучшей притирки колец. Т.е. новые кольца должны набить свое зеркало. Я это сделал наждачной бумагой 100 водя по спирали от низа цилиндра к верху. Сначала в одну сторону, потом в другую. Смотрим фото что из этого вышло:
Источник — http://vectra-club.ru/forum/viewtopic.php?t=161324
P.S. а вы тут о высших материях и шабрень
sidor-018
Пользователь
#79
#79
Идиотизм не искоренить, всегда были, есть, и будут колхозники…..
nikitka
Местный
#80
#80
Вот это ремонт. Как она 2000 км проехала, а может и до сих пор ездит
Инструменты для обработки алюминиевых цилиндров блока
Обрабатывающие бруски для хонингования и механического раскрытия
MSI предлагает впервые для ремонтных задач обрабатывающие бруски для хонингования и механического раскрытия, которые полностью удовлетворяют требованиям для окончательной обработки алюминиево-кремниевых рабочих поверхностей цилиндров. При этом речь идёт о материале для резания и раскрытия,
как он применяется в серийном производстве фирмы KS, и которого нет в свободной продаже инструментов. Применение данных инструментов при выдерживании вышеназванных параметров обработки обеспечивает высокую степень надёжности процесса с качеством обработки, которое до этого в ремонтном секторе не достигалось.
Ценные обрабатывающие бруски фирмы KS пригодны по стойкости для профессиональной обработки нескольких тысяч отверстий цилиндров. Условием высокого времени стойкости инструментов является выдерживание заданных параметров обработки и правильное обращение с инструментами.
Благодаря связке из пластмасса хонин говальные бруски имеют максимальнук температурную стойкость 80° С. Поэтому паяное крепление обрабатывающих брусков на несущей пластине невозможно. Для увеличения срока службы рекомендуется бруски фирмы KS для хонингования и раскрытия предохранять от прямого воздействия солнечных лучей и длительного контакта с маслом или прочими химикалиями. Поэтому бруски после процесса обработки должны быть очищены от прилипших масла и грязи, а также храниться в темноте. Для очистки нельзя применять растворители.
Крепление алмазных хонинговальных брусков фирмы KS
Вариант 1:
Наклеивание хонинговальных брусков на несущую пластину и последующее крепление зажимом
Изображение 2 |
Из-за разнообразия и различия типов имеющихся на практике обрабатывающих станков и инструментов, обрабатывающие бруски фирмы KS поставляются в разрозненном виде.
Крепление обрабатывающих брусков должно производиться в каждом отдельном случае по собственному решению специалистом на месте, путём приклеивания обычно имеющимся в продаже одно- и двухкомпонентным клеящим веществом или защемлением (изобр. 3).
Вариант 2: Крепление брусков зажимом |
Изображение 4 |
1. Клеящее вещество
2. Алмазный хонинговальный брусок
3. Несущая пластина с пазом
4. Зажимной винт
5. Хонинговальная державка с зажимным креплением
6. Промежуточный элемент
Крепление брусков для раскрытия
При мягких и пористых брусках для раскрытия зажим невозможен. Они могут быть закреплены на держателе брусков только приклеиванием. Для приклеивания пригодны обычно имеющиеся в продаже одно- и двухкомпонентные клеящие вещества, обладающие достаточной конечной прочностью, а также химической устойчивостью против масел, кислот и оснований.
1. Клеящее вещество
2. Брусок для раскрытия
3. Несущая пластина
4. Зажимной винт
5. Держатель хонинговального бруска с зажимным креплением
Изображение 1
Наклеивание бруска для раскрытия и последующее закрепление зажимом
Для брусков для раскрытия невозможно никакое закрепление зажимом
Алмазные хонинговальные бруски фирмы KS
Изображение 2 |
Обозначение изделия | Алмазный хонинговальный брусок фирмы KS |
Информация об изделии | Алмазные хонинговальные бруски со связкой из пластмасса |
Область применения | Хонингование алюминиевых рабочих поверхностей цилиндров |
Размеры в мм L х В х Н | 80 х 5 х 6 |
Высота металлического держателя | 3 мм |
Температурная стойкость | макс. |
Минимальное число брусков в хонинговальной головке | 5 |
Крепление обрабатывающих брусков | Зажим или приклеивание |
Содержание одной упаковки | 2 алмазных хонинговальных бруска |
KS-номер заказа | 50 009 908 |
Указание
Специальный состав алмазных хонинговальных брусков со связкой из искусственной смолы предусмотрен только для обработки алюминиевых материалов. Из-за свойств материала серого чугуна и прочих железных материалов их невозможно обрабатывать данными хонинговальными брусками.
Рекомендация
Подготовка обрабатывающих брусков перед хонингованием
Чтобы достичь с самого начала новыми брусками плоского контакта и хороших результатов обработки, окончательно смонтированные в хонинговальной головке бруски должны быть притёрты (проведение хонинговальных движений) в цилиндре из серого чугуна со сравнимым диаметром и точной геометрией отверстия. Твёрдость цилиндра имеет следствием определённый износ брусков, что ведёт к тому, что эти бруски в короткое время на поверхности принимают форму цилиндра и переносят на всю длину бруска. В одном из ремонтируемых алюминиевых отверстий цилиндра такая операция при определённых условиях длилась бы слишком долго, и геометрия отверстия ухудшилась бы.
Кремниевый брусок фирмы KS для раскрытия
Изображение 1 |
Обозначение изделия | Кремниевый брусок для раскрытия фирмы KS |
Информация об изделии | Брусок для раскрытия с абразивными зёрнами из благородного корунда, связанный в пористой пластмассовой оболочке |
Область применения | Механическое раскрытие кристаллов кремния при ALUSIL®- и LOKASIL®-paбочих поверхностях цилиндров |
Размеры в мм L х В х Н | 80 х 10 х 10 |
Температурная стойкость | макс. |
Крепление бруска для раскрытия | Крепление приклеиванием |
Содержание упаковочного места | 2 бруска для раскрытия |
KS-номер заказа 50 009 909 |
Указание
У брусков для раскрытия перед первым раскрытием кромки должны быть несколько надломаны: кромки на плоской поверхности слегка скруглить наждачной бумагой.
Изображение 2
Кремниевая паста раскрытия фирмы KS
Изображение 3 |
Обозначение изделия | Кремниевая паста раскрытия фирмы KS |
Область применения | Раскрытие притиркой кристаллов кремния у Silitec -. |
Размер связки | 500 г |
KS-номер заказа | 50 009 907 |
Войлочный брусок для раскрытия притиркой
Изображение 4 |
Обозначение изделия | Войлочный брусок для раскрытия притиркой |
Область применения | Раскрытие притиркой кристаллов кремния у Silitec -. ALUSIL — и LOKASНерабочих поверхностей цилиндров |
Размеры в мм L х В х Н | с. 89 х 10 х 10 |
Крепление войлочных брусков | Крепление зажимом, System Sunnen |
Содержание одной упаковки | 2 войлочных бруска |
KS-номер заказа | 50 009 863 |
Указание
Другие инструменты Вы найдёте в нашем каталоге фирмы KS „Инструменты и средства контроля»
2.
Порядок подбора деталей шатунно-поршневой группы при ремонте двигателя. Подбор и установка поршневых пальцев
ИЗМЕРЕНИЯ,
ВЫПОЛНЯЕМЫЕ В ЦИЛИНДРО-ПОРШНЕВОЙ ГРУППЕ
ПРИ ОЦЕНКЕ СОСТОЯНИЯ ДЕТАЛЕЙ.
Визуальная проверка
на отсутствие трещин. Блок проверяют
на герметичность. Плоскость разъема
блока цилиндров с головкой проверяется
с помощью линейки и набора щупов; при
этом допускается неплоскостность до
0,1 мм. Если превышает допустимую,
поверхность обрабатывают на
плоскошлифовальном станке, снимая слой
материала, не превышающий 0,2 мм. При
проверке цилиндров визуально проверяют
состояние их зеркала. Наличие на зеркале
выбоин и глубоких царапин не допускается.
Степень износа цилиндра определяется
изменением его геометрических
параметров: овальностью, конусностью,
бочкообразностью, а также общим износом.
Для определения размеров элементов
цилиндропоршневой группы измеряют
диаметр цилиндра нутромером, перемещая
его с небольшими качаниями и диаметр
поршня микрометром. Измерение диаметра
цилиндра производится на четырех поясах,
первый из которых находится на расстоянии
5 мм от плоскости разъема блока цилиндров,
а остальные три определяются индивидуально
для каждого двигателя: средний пояс —
на середине хода поршня, верхний и нижний
— в пределах хода его верхнего и
нижнего краев. Конусность и бочкообразность
определяются по разности значений,
полученных при измерениях диаметра
цилиндра в трех рабочих поясах. Конусность
не должна превышать 0,1 мм. Овальность
цилиндра определяется по разности его
диаметра в двух взаимно перпендикулярных
измерениях на одном и том же поясе. В
зависимости от модели двигателя она не
должна превышать 0,04…0,07 мм. Зазор между
поршнем и цилиндром измеряется для
каждого цилиндра отдельно. Этот зазор
определяется как разность между
внутренним диаметром цилиндра и
диаметром юбки поршня, измеренным на
определенном расстоянии от днища
поршня или от его нижнего края. Максимальный
износ цилиндров — 0,08…0,25 мм (в зависимости
от требований фирмы-изготовителя). Если
измеренный зазор входит в допустимые
пределы, цилиндры можно не растачивать;
достаточно установить новые поршневые
кольца. При зазоре, превышающем
максимальное допустимое значение,
необходима расточка цилиндров (гильз).
Окончательный диаметр цилиндра под
расточку определяется путем прибавления
к измеренному диаметру монтажного
зазора (0,03 мм) между поршнем и цилиндром.
Кроме того, учитывают припуск 0,02…0,03 мм
на хонингование. После хонингования
выдерживается такой диаметр, чтобы при
установке выбранного ремонтного
поршня расчетный зазор (не путать с
предельным!) между цилиндром и поршнем
не превышал допустимого (0,025…0,070 мм).
Если зазор между поршнем и цилиндром
превышает допустимый, цилиндры
растачивают под ближайший ремонтный
размер. При растачивании цилиндров
устанавливают крышки коренных подшипников
с затяжкой их крепления сборочным
моментом. За один проход станка снимают
не более 0,05 мм материала. Для лучшего
смазывания колец необходимо обработать
поверхность цилиндра хонингованием.
После хонингования 70…80 % рабочей
площади поршневых колец соприкасается-
с цилиндром, остальная площадь —
углубления, обеспечивающие смазывание
и приработку колец. Если при проверке
зазора между поршнем и цилиндром
оказалось, что он не выходит за допустимые
пределы, но возникла необходимость
замены поршневых колец из-за их
износа, цилиндры не растачивают, а
хонингуют. При хонинговании «ершиком»
необходимо следить чтобы металлические
частицы не попали в глаза и на руки.
Если некоторые
детали шатунно-поршневой группы не
повреждены и мало изношены, они могут
быть использованы снова. Поэтому при
разборке необходимо их пометить,
чтобы в дальнейшем установить детали
на прежние места. Поршневые пальцы
должны сниматься только с помощью
пресса. Применение молотка не допускается.
Перед сборкой поршневой палец подбирается
к поршню. Допустимым считается такой
его износ, при котором палец не выпадает
из поршня, если держать последний
так, чтобы палец находился в вертикальном
положении, а будучи смочен моторным
маслом, входил в отверстие поршня при
нажатии рукой. Если поршневой палец
выпадает из поршня, его заменяют
пальцем следующего размерного класса.
Если в поршне был установлен палец
последнего класса, то заменяют поршень
вместе с пальцем. При сборке палец
запрессовывают в головку шатуна с
натягом, поэтому для облегчения этой
операции шатун предварительно нагревают,
выдержав его в печи при температуре
240…280 °С не менее 15 мин, а при отсутствии
печи — в кипящем масле. В целях облегчения
сборки рекомендуется также подогреть
поршень в сосуде с водой до температуры
15…75 °С, а поршневой палец смазать
моторным маслом. Запрессовывать палец
в шатун желательно с помощью специального
приспособления. После охлаждения
поршневой палец дополнительно смазывают
моторным маслом через отверстия в
бобышках поршня. Поршень с шатуном
должны быть собраны так, чтобы стрелка
на днище поршня была направлена в
сторону отверстия для выхода масла на
нижней головке шатуна.
При подборе поршня
к цилиндру должен соблюдаться расчетный
зазор. Он определяется измерением
диаметра этих деталей и обеспечивается
установкой поршней того же размерного
класса, что и цилиндры. В запасные части
могут поставляться поршни промежуточных
классов по диаметру, например А, С или
Е. Этих классов достаточно для подбора
поршня к любому цилиндру, так как поршни
и цилиндры разделены на классы с небольшим
перекрытием размеров. Например, к
цилиндрам классов В и D
может подойти поршень класса С. Поршень
того же класса может подойти и к изношенным
цилиндрам классов А и В. Если гильзы
цилиндров не требуют растачивания, а
поршни и кольца устанавливаются новые,
рекомендуется слегка увеличить
шероховатость зеркала цилиндра наждачной
бумагой мелкой зернистости или произвести
хонингование, что улучшит прирабатываемость
колец к цилиндрам. Увеличение
шероховатости следует осуществлять
в диагональном направлении, не допуская
перемещений по вертикали. Поршни к
обработанным под ремонтный размер
цилиндрам желательно подбирать по
усилию, необходимому для протягивания
ленты-щупа, вставляемой в зазор между
поршнем и гильзой цилиндра. Усилие
протягивания ленты определенной толщины
(примерно равной номинальному зазору
между поршнем и цилиндром) шириной около
13 мм должно находиться в пределах
3,5. ..4,5 кгс. Ленту располагают в плоскости,
перпендикулярной к оси поршневого
пальца. Для обеспечения правильности
подбора поршня к цилиндру поршень
обязательно должен быть без поршневого
пальца, который при холодном поршне
искажает истинные размеры его юбки. При
этом поршень устанавливают в цилиндр
юбкой вверх, иначе при протягивании
лента будет «закусываться» из-за
конусности поршня.
Rough honing, where ovality,
chris-marine.com chris-marine.com | Грубое хонингование, где
chris-marine.com chris-marine.com |
This 1 hour or 1 hour 15 minute treatment gives
atlantisthepalm.com atlantisthepalm.com | Эта процедура продолжительностью 1 час или 1 час
ru.atlantisthepalm.com ru.atlantisthepalm.com |
Delays caused by processing are
minimized, which can be likened to a farmer
at.yamaha.com at.yamaha.com |
ru.yamaha.com ru. |
winsoft-international.com winsoft-international.com |
winsoft-international.com winsoft-international.com |
They are
opacity resulting from the use of abrasive paper. aziendainfiera.it aziendainfiera.it | Они используются,
и непрозрачность, появившиеся в результате использования
наждачной бумагой. aziendainfiera.it aziendainfiera.it |
codexalimentarius.org codexalimentarius.org |
codexalimentarius.org codexalimentarius.org |
telegraf.by telegraf.by | Глава
как сделать Беларусь еще лучше. telegraf.by telegraf.by |
Ferric oxide or other
graphics.kodak.com graphics.kodak.com |
или другое непрозрачное средство на водной основе. graphics.kodak.com graphics.kodak.com |
area only should be thoroughly wire brushed and recoated. baltimoreaircoil.eu baltimoreaircoil.eu | Если
места следует тщательно зачистить проволочной щеткой
и нанести новое покрытие. baltimoreaircoil.eu baltimoreaircoil.eu |
For far too long the Middle East
daccess-ods.un.org daccess-ods.un.org | Слишком долго ближневосточный
мира. daccess-ods.un.org daccess-ods.un.org |
olay.com.au olay.com.au |
olay.ru olay.ru |
vision-bg.net vision-bg.net |
vision-bg.net vision-bg.net |
One point,
plated lid. humidordiscount.com humidordiscount.com | Один момент,
розового дерева. humidordiscount.ru humidordiscount.ru |
daccess-ods.un.org daccess-ods.un.org |
daccess-ods.un.org daccess-ods.un.org |
Please note that
seagate.com seagate.com | Обратите внимание, что некоторые заменяющие
seagate.com seagate.com |
daccess-ods.un.org daccess-ods.un.org |
daccess-ods.un.org daccess-ods.un.org |
aggregate area greater
than that of a circle 15 mm in diameter, in such a way as to detract seriously from its appearance/eating quality, and to such an extent that it would be discarded under normal culinary preparation. codexalimentarius.org codexalimentarius.org |
общая площадь
которых занимает больше, чем круг 15 мм в диаметре, и которые серьезно портят внешний вид продукции и ее пищевые качества, – до такой степени, что их придется забраковать при обычном процессе приготовления пищи. codexalimentarius.org codexalimentarius.org |
When they
diminished; it hurts my soul, but I try not to pay attention to this. ombudsman.kz ombudsman.kz | Когда меня
и униженной; это ранит душу, но я стараюсь не обращать на это внимание». ombudsman.kz ombudsman.kz |
humidordiscount.co.uk humidordiscount.co.uk |
humidordiscount.ru humidordiscount.ru |
On the tenth day of the month the lamb
was to be taken — a male of the
kept up until the fourteenth day of the same mouth. muhammadanism. muhammadanism.net | В десятый день месяца должен быть взят агнец —
сохранить до четырнадцатого дня этого месяца. muhammadanism.net muhammadanism.net |
muhammadanism.net muhammadanism.net |
muhammadanism.net muhammadanism.net |
waters-of-life.net waters-of-life.net |
waters-of-life.net waters-of-life.net |
waters-of-life.net waters-of-life.net |
waters-of-life.net waters-of-life.net |
gb.oriflame.com gb.oriflame.com |
ru.oriflame.com ru.oriflame.com |
Class II «scorched seconds» or «dessert» light brown,
amber, light blue, deep brown, deep blue, discoloured, black
are permitted. unece.org unece.org | Второй сорт «подрумяненные второго сорта» или «десертные» окраска светло-коричневая, янтарная, светло-голубая, насыщенно коричневая,
насыщенно голубая, бесцветная, с темными пятнами; допускается
и пятнами unece.org unece.org |
that the aggregate
area affected is greater than the area of a circle 6 mm in diameter, or in such a way as to detract materially but not seriously from its appearance. codexalimentarius.org codexalimentarius.org |
общая площадь
которых занимает больше, чем круг 6 мм в диаметре, и которые заметно, но не сильно портят внешний вид продукции. codexalimentarius.org codexalimentarius.org |
waters-of-life.net waters-of-life.net |
waters-of-life.net waters-of-life.net |
Расточка блока цилиндров ВАЗ, плюсы и минусы расточки, расточка блока цилиндров своими руками. Как делается расточка блока цилиндров ВАЗ. Расточка блока цилиндров ВАЗ своими руками.
Конечно, каждый автовладелец хотел бы увеличить мощность своего транспортного средства в комбинации с сохранением нормального качества работы. Это осуществимо при помощи расточки блока цилиндров. Машина с мощным силовым агрегатом сразу проявит себя на дороге. На сегодняшний день данное мероприятие довольно популярно и делают его в каждом городе. Однако расточку не так-то просто сделать самостоятельно. Для ее выполнения потребуется наличие специального оборудования и навыков. Об этом далее в статье.
Содержание
- Износ блока цилиндров, на что влияет износ блока цилиндров
- Признаки износа блока цилиндров, как определить
- Расточка блока цилиндров, что дает расточка блока цилиндров
- Положительные моменты расточки блока цилиндров
- Отрицательные моменты расточки блока цилиндров
- Как делают расточку блока цилиндров профессионалы
- Способы расточки блока цилиндров своими руками
- 1 способ
- 2 способ
- Совет профи
Износ блока цилиндров, на что влияет износ блока цилиндров
В процессе работы силового агрегата на его детали постоянно воздействуют нагрузки. В результате этого происходит постепенный износ элементов. Поскольку нагрузки в моторе меняются, цилиндр начинает приобретать неравномерную форму. Это легко определить при помощи специального оборудования, но не визуально. Поршень в результате отклонений по траектории может двигаться в сторону, а не только вверх. Из-за этого цилиндр имеет форму эллипса (в продольном разрезе). На форму цилиндров также воздействуют и продукты сгорания.
В таком случае замена поршня на новый не поможет. Чтобы обеспечить надежную работу мотора, была придумана такая процедура, как расточка блока цилиндров. Растачивают их по причине существенного износа внутренней поверхности. Чтобы определить износ, была разработана специальная степень оценки. При появлении износа, соответствующего данным оценкам, нужно выполнить расточку.
Из-за того, что цилиндр имеет форму эллипса, поршневые кольца плохо прилегают, что влечет за собой высокий расход моторного масла. Кроме того, силовой агрегат начинает терять компрессию, в результате чего возникает серьезная поломка, устранить которую не получится. Очень сложно произвести расточку самостоятельно. Для проведения всего мероприятия как минимум потребуется станок. Но лучше доверить такую работу механику с соответствующим опытом и квалификацией. Стоит отметить, что качество расточки мотора напрямую зависит от квалификации мастера и наличия требуемого оборудования.
Признаки износа блока цилиндров, как определить
Первый признак износа — изменение изначальных размеров кольца поршня. Если размер меняется даже на пять сотых миллиметра, цилиндр нужно срочно растачивать. Второй признак — изменение размера в точках соприкосновения стенок цилиндра с поршневой юбкой. В таком случае даже наличие отклонений на три десятых миллиметра от нормы чревато последствиями. Как уже было сказано выше, поймать на глаз такие изменения невозможно. Наличие износа блока цилиндров определяется с помощью специального оборудования.
Расточка блока цилиндров, что дает расточка блока цилиндров
Расточка требуется для увеличения мощности мотора. Данное мероприятие дает силовому агрегату возможность получить в блоке одинаковый размер, а также симметричное отношение отверстий в нем. Возникает дополнительный ресурс, повышающий сохранность всех элементов мотора. Помимо этого, снижается трение поршневых колец об стенки цилиндра, что положительно воздействует на работу. В результате этого не появляется усиленный расход масла. Автомобиль лучше ведет себя на дороге, что придает водителю уверенности.
Положительные моменты расточки блока цилиндров
- Мощность двигателя увеличивается.
- Повышается компрессия.
- Автомобиль начинает лучше вести себя на дороге.
- Появляется дополнительный ресурс.
- Расход двигательного масла становится оптимальным.
Отрицательные моменты расточки блока цилиндров
- Из-за расточки стенки цилиндров становятся немного тоньше. Из-за этого в процессе работы силового агрегата поршневые кольца могут перегреваться.
- В результате возрастания рабочего объема мотора падает КПД транспортного средства.
- Есть риск, что могут появиться проблемы во время прохождения ТО, что обусловлено расхождениями с заводскими параметрами мотора.
Как делают расточку блока цилиндров профессионалы
Перед всей процедурой осуществляются требуемые измерения с целью установления степени повреждения. При расточке устраняется конусность и эллипсная форма цилиндров. Процедура требует соблюдения всех требуемых условий и особой внимательности. Расточку проводят при капитальном ремонте. Нужно установить мотор ровно без скосов, поскольку это может значительно повлиять на результат. Операцию проводят при помощи особого резца. Для расточки применяют вертикальный станок.
При выполнении работ все контролируется при помощи специальных измерительных приборов. Следом за расточкой идет хонингование. Делают его на другом специальном станке. В итоге поверхность цилиндра получает дополнительное сглаживание.
Способы расточки блока цилиндров своими руками
Существует два способа по самостоятельной расточке блока цилиндров. Способы сложны, поэтому требуют много усилий и свободного времени. Специалисты советуют делать расточку на специальном станке.
1 способ
Для расточки первым способом понадобится обычная мощная дрель. Работать необходимо в такой последовательности:
- Берем старый ненужный поршень и делаем из него своеобразную насадку на дрель. Однако предварительно сделайте разрез и обмотайте поршень наждачной бумагой.
- Установите цилиндр на ровную поверхность и закрепите, чтобы он не двигался.
- Поставьте на дрель получившуюся насадку и включите ее на небольших оборотах.
- Проводим расточку цилиндра движениями вверх-вниз. Однако следите, чтобы с насадки не слетала наждачная бумага.
2 способ
Данный метод предусматривает расточку с помощью деревянной оправки:
- Понадобится обращение к специалисту, чтобы изготовить оправку по требуемым размерам.
- Пропиливаем с помощью пилы либо лобзика надрез глубиной до одного сантиметра для монтажа наждачной бумаги.
- Нужно предварительно приобрести наждачную бумагу с мелким и крупным зерном.
- Устанавливаем наждачную бумагу и переходим к процедуре шлифования. Бумагу нужно смачивать смазочным материалом.
Совет профи
Стоит отметить, что не всегда самостоятельная расточка приносит заметные положительные результаты. Поэтому желательно обратиться к профессионалам, что позволит сэкономить ваше время и силы.
ПОХОЖИЕ МАТЕРИАЛЫ
- Печка 2110, плохо греет печка 2110, система отопления ваз 2110, ремонт системы отопления ВАЗ 2110 своими руками
- ВАЗ 2114 печка дует холодным воздухом, печка 2114, плохо греет печка ваз 2114, устройство и ремонт отопления ВАЗ 2114 своими руками, снятие печки ваз 2114
- Как поддомкратить машину. Как правильно ставить домкрат. Виды домкратов для автомобилей.
- Блок предохранителей ВАЗ 2109, блок предохранителей ваз 2109 карбюратор, блок предохранителей ваз 2109 инжектор, старый блок предохранителей ваз 2109, схема блока предохранителей ВАЗ 2109, замена блока предохранителей ВАЗ 2109
- Катализатора выхлопных газов автомобиля, неисправный катализатор, плюсы и минусы катализатора, как поменять катализатор на пламегаситель
- Печка дует холодным воздухом ВАЗ 2114, плохо дует печка ваз 2114, почему плохо дует печка ваз 2114
- Как узнать владельца авто по номеру его машины, проверить авто по номеру машины ГИБДД, проверка авто по гос номеру машины бесплатно
- Как выбрать подержанные шины, полезные советы
- Зима автомобиль дорога, давление в шинах легкового автомобиля зимой, хороший аккумулятор для автомобиля зимой, прогревать ли автомобиль зимой
- Зимой плохо заводится машина. Как правильно заводить машину зимой, нужно ли прогревать машину зимой, полезные советы
- Экономичные машины по расходу топлива, самая экономичная машина по расходу топлива
- Марки шин для легковых автомобилей, расшифровка маркировки шин автомобилей, остаточный протектор шин легкового автомобиля, как подобрать шины по марке автомобиля, рисунок протектора шины автомобиля
- Работа механической коробки передач, работа сцепления механической коробки передач, вождение с механической коробкой передач, полезные советы
- Задняя балка пежо 206 седан, устройство задней балки пежо 206. Задняя балка Пежо 206 неисправность, ремонт задней балки пежо 206
- Дизельное топливо зимой, присадка для дизельного топлива зимой, как выбрать лучшее дизельное топливо
- Дизель зимой не заводится. Как завести дизель зимой, прогрев дизеля зимой.
- Японские шины Бриджстоун, зимние шипованные шины бриджстоун, шины Бриджстоун марки
- Маркировка шин расшифровка для легковых автомобилей, маркировка колесных дисков, как правильно подобрать шины по дискам
- Дизельный двигатель зимой, запуск дизельного двигателя зимой, какое масло заливать в дизельный двигатель зимой, полезные советы
- Светодиодная подсветка автомобиля, подсветка днища автомобиля, подсветка ног в автомобиле, подсветка в двери автомобиля, подсветка автомобиля штраф
- Восстановленные шины, шина наварка, восстановленный протектор шин, можно ли их использовать
- Выбираем зимние шины, что представляет из себя зимняя резина, какое давление в зимних шинах должно быть, маркировка зимних шин, как правильно выбрать зимние шины, лучшие зимние шины 2019
- Рулевая рейка автомобиля, стук рулевой рейки, причины стука и ремонт рулевой рейки своими руками
- Бескамерные шины автомобиля, набор для ремонта бескамерных шин, ремонт бескамерной шины своими руками
- Шины российского производства, российские шины зимние, российские всесезонные шины, воронежские шины Amtel, шины “Матадор Омск шина”, Кама-шины-это шины мирового уровня
- Как открыть автомобиль без ключа. Потерял ключ от автомобиля что делать, ключ от автомобиля внутри машины
- Тихие шины, тихие зимние шины, тихие шипованные шины, какие шины выбрать, обзор шин
- Шины и безопасность, безопасность движения шины, почему необходимо постоянно следить за автомобильными шинами
- Правила безопасного вождения автомобиля в дождь и слякоть, безопасное вождение автомобиля для начинающих
- Преобразователь ржавчины какой лучше для авто, преобразователи ржавчины выбрать, как пользоваться преобразователем ржавчины, советы профессионалов
- Полировка кузова автомобиля своими руками, как выбрать полировальную пасту, полезные советы
- Долговечность двигателя, срок службы двигателя, как продлить срок службы двигателя
- Стук в автомобиле. Стук при движении автомобиля. Что может стучать в автомобиле. Как определить причину стука.
- ABS автомобиля, что такое abs автомобиля, неисправности системы ABS, диагностика ABS
- Обгон автомобиля, когда можно начинать обгон автомобиля, правила обгона ПДД
- Не работает бензонасос ваз 2110, схема бензонасоса ваз 2110, устройство бензонасоса ваза 2110, ремонт бензонасоса ваз 2110,
- Автомобильные антенны для радио, устройство автомобильной антенны, автомобильная антенна своими руками
- Передняя подвеска Калина, устройство передней подвески калина, стук в передней подвеске калина, ремонт передней подвески Калина
- Амортизатор масляный, лучшие масляные амортизаторы, прокачка масляных амортизаторов, как правильно прокачать масляный амортизатор
- Неисправности сцепления, буксует сцепление, причины неисправности сцепления, как устранить
Как заточить цилиндр наждачной бумагой? [Пошаговое руководство]
by Thomas Kirsch 1 комментарий
Вы когда-нибудь задумывались, можно ли заточить цилиндры с помощью наждачной бумаги? Когда вы слышите это сначала, это может показаться немного абсурдным. Такие решения выбирают немногие. Тем не менее, это отличное решение для вас, если вы хотите сделать это дома и не имеете специализированных инструментов.
Получение новых цилиндров может быть дорогостоящим. Так что, если у вас есть наждачная бумага подходящей зернистости, вы легко сможете отшлифовать цилиндры с ее помощью. Здесь мы расскажем, как самостоятельно заточить цилиндр наждачной бумагой. Хотя вы можете использовать щеточные или шариковые точильные машины, если они у вас есть.
Перейдем к деталям.
Содержание
- Что такое хонингование цилиндра и зачем оно мне нужно?
- Можно ли отшлифовать цилиндр наждачной бумагой?
- Хонинговальный цилиндр с наждачной бумагой (Пошаговое руководство)
- Какую зернистость следует использовать для хонингования цилиндров?
- Сколько можно заточить цилиндр?
- Советы по хонингованию цилиндров
Что такое хонингование цилиндров и зачем оно мне нужно?
Хонингование ваших цилиндров является важной частью их обслуживания. Когда вы получаете что-то с цилиндром, они всегда отточены до совершенства для наилучшей посадки и смазки. Однако со временем при постоянном движении они могут потерять эту форму. Именно тогда вам нужно будет отточить цилиндры, чтобы они хорошо сочетались с другими элементами.
Вам нужно будет отточить цилиндры; в противном случае ваша техника может полностью перестать работать. Хонингование избавляет от всех недостатков вашего цилиндра и заставляет его работать идеально. Для этой цели можно использовать различные инструменты для хонингования цилиндров. Но если под рукой нет никакого инструмента, то можно попробовать отшлифовать цилиндр наждачной бумагой.
Можно ли отшлифовать цилиндр наждачной бумагой?
Когда люди слышат, как шлифуют цилиндр наждачной бумагой, у них обычно возникает такая реакция: можно ли шлифовать цилиндр наждачной бумагой? Что ж, по правде говоря, реакция оправдана, поскольку выполнить работу немного сложно. Но это не отменяет того факта, что шлифование цилиндров наждачной бумагой — это то, что вы можете делать. Все, что вам нужно, это правильная зернистость наждачной бумаги. Также может пригодиться масло для хонингования цилиндров.
Хонинговальный цилиндр с наждачной бумагой (Пошаговое руководство)
Среди многих других методов хонингования с использованием наждачной бумаги наименее распространен. Не многие люди даже предпочитают его. Но если у вас нет выбора, это может быть отличным вариантом, который вы можете использовать дома. Давайте посмотрим, как можно заточить цилиндр в домашних условиях.
1
Прежде всего, избавьтесь от всех незакрепленных элементов из цилиндров. Пожалуйста, убедитесь, что их легко перемещать и чистить. Извлечение цилиндров — это совсем другая тема, которую мы не будем здесь углублять.
2
Теперь нанесите немного масла для хонингования цилиндров на стенки цилиндров, чтобы смазать их.
Это помогает быстро и качественно хонинговать цилиндры.3
Затем вы можете попробовать использовать наждачную бумагу вручную или в сочетании с дрелью. Использование рук усложнит работу, а также может вызвать некоторые дефекты. Вот почему мы предпочитаем дрель. Для работы с ним дрелью нужно сделать хонинговальный цилиндр своими руками.
4
Возьмите наждачную бумагу нужной зернистости. Мы обсудим размер зерна позже. После выбора идеальной зернистости нарежьте наждачную бумагу и прикрепите ее к дрели.
5
Попробуйте прикрепить листы таким образом, чтобы они образовывали круг при вращении с большой скоростью. Она должна быть похожа на велосипедную покрышку или вентилятор. Кроме того, вы должны убедиться, что песчаная область остается на внешней части сверла.
6
Наконец, прикрепите дрель к дрели и начните хонинговать цилиндры. Они должны хорошо работать и давать отличные результаты после полной заточки цилиндров.
Люди предпочитают этот способ не из-за того, сколько работы он требует. Кроме того, использование наждачной бумаги будет в основном зависеть от используемой вами зернистости. Таким образом, неправильная зернистость наждачной бумаги может стать препятствием для этого процесса.
Какое зерно следует использовать для заточки цилиндров?
Лучшей зернистостью для хонингования цилиндров является зернистость 320. Вам нужен этот песок, потому что он может быстро пройти через оксид алюминия, удаляя поверхностные царапины в процессе. Если вы пытаетесь удалить глубокие царапины на хромомолибденовой стали, гораздо эффективнее использовать более мелкую зернистость, так как они могут сделать это, не удаляя слишком много металла.
Сколько можно заточить цилиндр?
Слишком сильное хонингование цилиндров может иметь противоположное влияние на цилиндры. Вы можете сделать отверстие больше с помощью слишком большого хонингования. Это может привести к неправильной установке деталей в ваш цилиндр.
Обычно от 4 до 6 ходов — идеальный способ хонингования цилиндров. Или вы можете попробовать от 10 до 15 секунд на каждой лунке. Это даст метки штриховки цилиндров, которые одинаковы на всем протяжении. Более того, это может повлиять на проблемы с размером.
Советы по хонингованию цилиндров
При хонинговании цилиндров обязательно следуйте приведенным ниже советам:
- Всегда надевайте перчатки и защитные очки, прежде чем начинать хонингование цилиндров.
- Убедитесь, что цилиндр удерживается неподвижно.
- Для достижения наилучших результатов используйте масло для хонингования.
- Поддерживайте умеренное хонингование. Пожалуйста, не переусердствуйте.
- Установите новые кольца, размер которых немного превышает размер после хонингования цилиндров.
Заключительные слова
Ну вот; Вы знаете, как заточить цилиндр наждачной бумагой. Вы можете следовать инструкциям по хонингованию цилиндра, чтобы выполнить работу. Это руководство по хонингованию цилиндра должно было помочь вам заточить цилиндр, когда у вас нет другого выбора, кроме как использовать наждачную бумагу.
В противном случае использование наждачной бумаги будет последним вариантом хонингования цилиндров, так как это не лучший способ заточки цилиндров. Кроме того, мы предлагаем приобрести цилиндрический хонинговальный станок для выполнения такой работы. И если у вас нет вариантов, вы можете воспользоваться нашим руководством, чтобы получить помощь.
Связанный: Как починить выхлопную трубу без сварки?
Заточка и хонингование наждачной бумагой, часть 1
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Моя система заточки наждачной бумаги состоит из двух пластин и куска наждачной бумаги зернистостью #600.
В своем последнем посте я показал, как я сделал специальный шликер (деревянный скользящий камень) для одной из моих выемок. На этой неделе я объясню, как сделать дополнительный камень для заточки наждачной бумаги, который на удивление эффективен и недорог в изготовлении.
Во-первых, позвольте мне объяснить, почему я начал использовать эту технику наждачной бумаги в первую очередь.
Например, посреди урока резьбы по дереву ученик просит меня наточить его или ее долото (большинство наших четвероклассников еще не овладели искусством заточки) – поэтому мне нужно сделать это как можно быстрее. Я могу, и возобновить наблюдение за классом. Если нет, я рискую разразиться полномасштабным школьным столпотворением. Кроме того, я предпочитаю не использовать вращающиеся инструменты, такие как шлифовальный станок, ленточная шлифовальная машина или полировальный круг во время занятий, потому что они (вместе с искрами, которые они создают) привлекают студентов, как пчел к меду. Использование камней заняло бы слишком много времени, потому что мне пришлось бы договариваться о том, чтобы выделить рабочую зону возле раковины или поставить на скамейку водонепроницаемый поднос. Затем мне нужно было убедиться, что каждый точильный камень (не все из них одинакового размера) был надежно закреплен, прежде чем я мог работать с ним. И все мы знаем, что камни, обрызганные водой, могут скользить, даже если мы подложим под них нескользящую подкладку. Не говоря уже о том, что необходимость в бумажных полотенцах или тряпках для очистки лезвия добавляет хлопот…
Теперь вы поняли, что я имею в виду: может быть неловко включать каменную систему посреди шумного класса.
В качестве решения я придумал систему заточки, состоящую из двух ламинированных шлифовально-хонинговальных пластин. Первая, фанерная плита, ламинируется двумя зернистостями самоклеящихся полосок наждачной бумаги, а другая плита (МДФ) – кожаным ремешком. У каждой пластины есть выступ, который позволяет мне держать ее в тисках или зацепить за родственную пластину, чтобы предотвратить ее скольжение.
Заточка и шлифовка: Моя пластина наждачной бумаги ламинирована полосками зернистости #120 и #180, что отлично подходит для быстрого удаления материала. При заточке стамески я перемещаю скос в сторону примерно на 60°, а в случае с выемкой я добавляю к этому углу наклона перекатывающее движение, чтобы покрыть серповидную окружность скоса.
После того, как я закончу заточку фасок на зернистости #180, я положу наждачную бумагу зернистостью #400 или #600 на полосу с зернистостью #180, чтобы удалить заусенцы (в случае стамески) и для начального процесса хонингования. скос. Я признаю, что было бы проще, если бы у меня была бумага с зернистостью #600, приклеенная к третьей деревянной пластине, и я мог бы сделать это в какой-то момент в будущем. Но на данный момент я вижу преимущество в том, что у меня есть возможность свободно заменять меньший лист мелкозернистой наждачной бумаги по мере необходимости и не нужно возиться с приклеиванием их на пластину. И, кстати, частицы наждачной бумаги № 180 обеспечивают хорошее сцепление с более тонкой наждачной бумагой и предотвращают ее скольжение во время хонингования.
При заточке выемки я перемещаю скос в сторону вращательным движением, чтобы покрыть всю серповидную окружность скоса.
Моя наждачная пластина ламинирована полосками самоклеящейся наждачной бумаги зернистостью 120 и 180, что отлично подходит для быстрого удаления материала.
Я наношу наждачную бумагу с зернистостью #400 или #600 на полосу с зернистостью #180, чтобы удалить заусенцы (в случае стамески) и для начального процесса хонингования на фаске.
Окончательная полировка: В этот момент я кладу кожаную пластину на пластину наждачной бумаги и приступаю к окончательной полировке лезвия. Помните, что при заточке и шлифовке с помощью наждачной бумаги вы должны отводить лезвие от кожи, чтобы избежать риска погружения режущей кромки в бумагу и испортить все, что вы сделали.
Я кладу кожаную пластину поверх наждачной пластины и приступаю к окончательной полировке лезвия.
Иногда я решаю поместить наждачную бумагу с зернистостью #600 поверх ремня, а не поверх бумажной пластины с зернистостью #180.
В следующем посте я покажу еще один метод, включающий использование обычной наждачной бумаги.
— Yoav Liberman
Примечание редактора: чтобы узнать больше о заточке, посмотрите наше видео Кристофера Шварца «Последнее слово о заточке» и книгу Рона Хока «Идеальная кромка».
Рекомендации по продуктам
Вот некоторые расходные материалы и инструменты, которые необходимы нам в повседневной работе в магазине. Мы можем получать комиссию с продаж, на которые ссылаются наши ссылки; тем не менее, мы тщательно отобрали эти продукты за их полезность и качество.
48-дюймовый стержневой зажим
Биты Brad Point
Рулетка
Recent Posts
Пять распространенных проблем отделки
Вставка из ракушек, камня и металла
Нескользящий крюк для верстака
Мой простой ремонтный автобус
0001
Болезни роста. На этом веб-сайте возникли проблемы роста. В настоящее время я не могу рассылать уведомления о новых статьях по электронной почте из-за того, что число получателей превышает максимальное число, установленное владельцами почтовых серверов. Пока я не разработаю метод безопасного разделения текущего списка подписчиков на более мелкие части, я не смогу уведомлять вас о новых статьях. Платные ежемесячные услуги электронной почты стоят больше, чем этот веб-сайт может генерировать каждый месяц. Так что заходите почаще, самые новые статьи всегда в верхней части главной страницы. Прошу прощения, пока проблема не будет решена.
По
РэйК.
|
8 апреля 2019 г.
Время чтения: 2 минуты
Самодельный простой точильный инструмент — это то, что вам может понадобиться время от времени. В моем случае на этот раз мне нужно было увеличить запасную часть пожирателя сорняков. Эта статья покажет вам, как сделать этот простой инструмент из материалов, которые у вас уже могут быть под рукой.
Материалы для простого хонинговального инструмента «Сделай сам»
Для чего он нужен
Хонингование обычно выполняется на металлических цилиндрах. Но при необходимости его можно использовать и на других материалах. В процессе хонингования вращающийся инструмент использует абразивы для удаления материала с внутренней поверхности отверстия или цилиндра. Хонинговальный инструмент предназначен для удаления/сглаживания мелких царапин. Он не предназначен для удаления большого количества материала.
Три части
Как сделать точилку очень просто. Вам понадобится три детали, чтобы сделать простой точильный инструмент своими руками.
- Клейкая лента (можно заменить малярной лентой, но предпочтительнее клейкая лента)
- Сверло размером с отверстие, с которым вы работаете (маленькое отверстие, очень маленькое сверло/большое отверстие, большое сверло)
- Наждачная бумага или наждачная ткань (предпочтительнее влажная/сухая) Размер зерна определяется тем, насколько быстро вы хотите удалить материал. Но для начинающих пользователей используйте более мелкое зерно для лучшего контроля процесса.
Отрежьте короткий кусок клейкой ленты, достаточный, чтобы обернуть сверло и оставить небольшой участок ленты с обеих сторон наждачной бумаги/наждачной бумаги. Отрежьте полоску наждачной бумаги/наждачной бумаги так, чтобы ее ширина простиралась от конца сверла, чтобы покрыть большую часть сверла.
Сборка простого хонинговального инструмента своими руками
- Соедините клейкую ленту и наждачную бумагу/наждачную шкурку так, чтобы половина ленты была со стороны зернистости.
- Поместите сверло на клейкую ленту
- зернистой стороной вниз и клейкой стороной вверх с левой стороны.0175 (см. фото ниже) .
- Оберните клейкой лентой сверло и прижмите к обратной стороне наждачной бумаги.
- Проведите наждачной бумагой/наждачной бумагой против часовой стрелки по сверлу так, чтобы сверло было покрыто несколькими витками наждачной бумаги.
- Проверьте, войдет ли обернутое сверло в цилиндр/отверстие, требующее хонингования.
- Если он не подходит из-за большого количества витков наждачной бумаги. Удалите наждачную бумагу/наждачную шкурку и проверьте еще раз. Повторяйте процедуру до тех пор, пока он не войдет в цилиндр/отверстие.
- Когда он подойдет, прикрепите сверло к дрели.
Познакомьтесь с Alexa на Amazon.com Alexa — это мозг Amazon Echo и других устройств Alexa.
Как пользоваться простым хонинговальным инструментом «сделай сам»
Надежно удерживайте деталь, которую необходимо затачивать, и начинайте сверлить с хонинговальным инструментом в цилиндре/отверстии. Всегда держите хонинговальный инструмент внутри цилиндра. Перемещайте заточку вверх и вниз и двигайте ее так, чтобы во время вращения она касалась края отверстия как можно более параллельно. Переместите биту так, чтобы она касалась всей окружности отверстия. Проверьте отверстие на соответствие и, если необходимо, удалите последние 1/4 дюйма наждачной бумаги / наждачной бумаги, поскольку они изнашиваются или забиваются, чтобы придать точилу новую абразивную поверхность.
(Mybusyretiredlife.com, все права защищены)
(Mybusyretiredlife.com, все права защищены)
(Mybusyretiredlife.com, все права защищены)
Магазин Amazon.com |
(Mybusyretiredlife.com, все права защищены)
(Mybusyretiredlife.com, все права защищены)
Попробуйте 30-дневную бесплатную пробную версию Amazon Prime | Присоединяйтесь к Prime Student БЕСПЛАТНАЯ двухдневная доставка для студентов колледжа |
(Mybusyretiredlife.com Все права защищены)
Понравилось это сообщение? Вам могут понравиться эти:
- Автор
- Последние сообщения
RayC.
Редактор Mybusyretiredlife.com
Имеет образование в области механики. Я работал над всем, что связано с домом, от замены лампочки до переноса несущей стены. Что касается рецептов, то они появились после того, как я не смогла найти то, что искала, и рецепты, которые за всю жизнь я полюбила и хочу поделиться с миром.
Последние сообщения RayC. (смотреть все)
Категория: Советы инструменты
Теги: процедура хонингования цилиндров, методы хонингования цилиндров, советы по хонингованию цилиндров, деглазирование цилиндра вручную, хонингование цилиндров своими руками, дремель своими руками, шлифовальный блок своими руками, самодельный инструмент для хонингования цилиндров, самодельные инструменты, самодельные инструменты и оборудование, отточить, отточить цилиндр с помощью рука, отточить, отточить, хонингование цилиндров с кривошипом, хонингование цилиндров с поршнями, хонингование, хонинговальный инструмент, сколько можно отточить цилиндр, как отточить цилиндр наждачной бумагой, как отточить мотоциклетный цилиндр, как использовать хонинговальную сталь, как использовать хонинговальный инструмент, линейный хонинг, значение хонингования, прецизионное хонингование, хонинговать, хонинговать, какую зернистость использовать для цилиндрического хонингования
You are Here:
Главная » Простой инструмент для заточки своими руками
Поиск статей на Mybusyretiredlife. com
Поиск:
Поиск в Интернете с помощью Google
Карта сайта для Mybusyretiredlife.com
Последние публикации
- Устранение засорения пылесоса
27 октября 2020 г. - Замена столба забора
27 июля 2020 г. - Лечение устойчивых к хлору водорослей
24 июня 2020 г. - BiFold Door Mod (уже)
26 мая 2020 г. - Безопасное вождение Управление перекрестком
3 мая 2020 г.
Пять самых просматриваемых сообщений
Категории
КатегорииВыбрать категориюБытовая техника (2)Автомобили (30)Мобильные телефоны (5)уборка (28)Электротехника (1)Электроника (1)Экономный образ жизни (34)Здоровье (9))Дом (58)Домашние животные (6)Сантехника (10)Rants and Raves (47)Рецепты (28)Реконструкция (36)Отзывы (18)Безопасность (1)Бассейн (33)Советы (193)инструменты (48)Путешествия ( 26)Овощеводство (8)Что нового (5)WordPress (16)Двор (28)
Наждачная бумага Shoot Out — Hewn & Hone
Мы изучали альтернативы влажной и сухой бумаге, которая в настоящее время используется для заточки внутренней поверхности полых кованых изогнутых лезвий. было удивительно много не стартовавших, но в конце концов в мастерскую были доставлены два новых претендента:
- Micromesh mx – слегка амортизированный абразив на тканевой основе, обеспечивающий очень чистую обработку и до 10 раз превышающий срок службы обычной наждачной бумаги. Но с другой стороны стоит почти в 10 раз дороже. Было неясно, как сработает амортизирующий эффект при заточке, будут ли скруглены скосы? мы очень осторожно использовали твердые подложки для полировки и хонингования при заточке этих лезвий, и улучшение качества кромки было заметным.
- 3M, мы остановились на притирочной пленке для этого теста, полиэфирной пленке с покрытием из оксида алюминия. Также предназначена для обеспечения более тонкой отделки по сравнению с электростатически ориентированной отделочной пленкой, которая также предлагается. Не так дорого, но все же на шаг выше в цене.
На этом этапе стоит указать вам на это видео – оно объясняет процесс, используемый в настоящее время для заточки этих лезвий. (длинная версия здесь) используя их, вы можете использовать новое место, чтобы восстановить разрез (вы часто можете услышать легкое шипение), но они всегда идут вниз по склону. Не храните бумагу слишком долго, меняйте ее регулярно. В производстве ножей часто используется фраза «относись к ней так, как будто она бесплатная» — к ней трудно привыкнуть, когда за нее платят, и мы слишком долго использовали ремни и бумагу, но в конце концов поняли, что это действительно была ложная экономия.
Необходимо было заточить довольно большое количество лезвий ложек, поэтому мы сравнили двух новичков со стандартной бумагой зернистостью 3000. Во-первых, фотография краевой направляющей линии крючка, который мы собирались затачивать, он был обработан до зернистости 600 параллельно краю. Звучит как огромный скачок, но мы можем сразу перейти к 3000 и пройти через эти отметки
.
мы должны отметить, что все это выглядит довольно ужасно при 200X — мы могли бы продолжать дольше и получить более качественную отделку на всех показанных бумагах, но хотели показать, как они выглядели после стандартного количества ударов (20) при высоком увеличении. давление, мы хотели показать, насколько хорошо они справились (или не справились) с первоначальными царапинами с зернистостью 600. Все они выглядели отполированными невооруженным глазом и не так уж плохо под 30-кратной лупой. Изображения также не очень хороши, так как лопасти изогнуты в обеих плоскостях, и на них очень трудно сфокусироваться. Здесь вы можете увидеть рисунок царапин на свежей бумаге с зернистостью 3000 — он в значительной степени стирает бумагу с зернистостью 600. 20 ударов, приблизительно 10 секунд. Странно этот край выглядит слегка закругленным.
Мы используем тот факт, что эта бумага очень быстро ломается, в наших интересах, продолжая затачивать тот же участок бумаги на несколько дополнительных ударов, зернистость 3000 теперь действует как более тонкая бумага. Вы можете увидеть несколько слабых следов зернистости 600, с которой я начал, но в целом отделка стала лучше. Край снова выглядит закругленным. Это, вероятно, не тот случай, поскольку вы можете просто видеть остатки царапин на зерне 600 рядом с краем, поэтому любые закругления, если они были, были добавлены на стадии зернистости 600.
Очевидно, что вы не можете продолжать использовать этот кусок бумаги сейчас, поэтому мы склонны переворачивать бумагу (держась за другой конец) и использовать новый участок, чтобы сделать первоначальный разрез, отшлифовать только что изношенный кусочек и затем выбросьте его и начните с нового куска. Срок службы каждой детали около 30 секунд, поэтому нет смысла использовать клеи в производственном регламенте.
В этих тестах мы использовали срезы вдвое меньше стандартных влажных или сухих бумажных полосок, т.е. достаточно для одного лезвия. Это позволило напрямую сравнить, насколько дольше прослужит бумага. Мы использовали 5-микронную пленку 3M и 600mx (также 5-микронную) Micromesh, в зависимости от того, на чью конверсию вы смотрите, это немного мельче, чем зернистость 3000, но тогда я стремлюсь к более тонкой отделке, чем зернистость 3000, когда она свежая.
Итак, сначала – 5-микронная пленка – неплохая отделка, но вы можете увидеть гораздо более глубокие царапины, чем можно было бы ожидать от свежей пленки.
Продолжая смотреть, как долго продержалась бумага — к четвертому лезвию было видно, что пленка изношена. Сочетание небольших порезов и глубоких царапин было неприемлемо. Хотя выглядит очень плоско и сказочно заусенец.
Далее идет микросетка 600mx — если не считать огромной царапины с зернистостью 600 посередине технологической колеи (которая, кстати, никогда не могла достичь края), отделка довольно хорошая.
Я продолжил работу с той же деталью, и это был финиш на четвертом этапе – вы можете видеть, что порез уменьшился, и есть несколько более глубоких царапин, но это продолжалось в 4 раза дольше, чем стандартная мокрая и сухая бумага. Как ни странно, они выглядят очень плоскими, несмотря на то, что бумага кажется заметно губчатой.
Что происходит и каковы наши рекомендации?
Во-первых, пленка — мы не будем использовать ее для заточки лезвий ложек. Похоже, что дело в том, что узкие направляющие имеют такую маленькую площадь контакта, что давление слишком велико, и тонкая пленка рвется, ломается участки абразива, вызывающие более крупные царапины. Немного обидно, так как вся идея технологических колей заключается в том, что небольшая площадь поверхности должна быть легче затачивать, но в данном случае это не является положительной чертой. Это, возможно, усугубляется жесткой полиэфирной основой пленки. Он найдет свое применение, но не для лопаток с технологическими колеями.
Микросетка работает намного лучше, она служит в 3-4 раза дольше, чем влажная или сухая. 6-дюймовой секции на дюбеле должно хватить примерно на 10 лезвий. Так как это прослужит большинству людей достаточно долго, стоит прикрепить его, поэтому мы предлагаем его в самоклеящейся версии. Несмотря на то, что она изнашивается, она не разрушается в такой степени, как пленка 3M или Wet and Dry, возможно, отчасти из-за слегка амортизирующего действия, упомянутого ранее. Мы не увидели округления под микроскопом, но оно заметно мягче, поэтому были удивлены, ожидая, что оно будет присутствовать.
Воодушевленные этим, мы подготовили бумагу зернистостью 3000 с клейкой основой. Чуть более мягкая подложка немного увеличивает срок службы, на 25-50%, и с меньшей вероятностью сломается и поцарапает. С другой стороны, время, необходимое для удаления бумаги, означает, что вы, скорее всего, будете использовать ее дольше, чем следовало бы.
Нашим предпочтительным вариантом для производства по-прежнему остается бумага зернистостью 3000, которую мы используем для заточки двух лезвий, а затем выбрасываем. Это требует больше навыков, так как удерживать бумагу на месте не так просто (о чем мы не знали, пока не попробовали защищенные версии, а затем вернулись к стандарту — это было заметно сложнее)
Также сложна техника использования свежего отрезка бумаги для вырезания и последующего использования для полировки, но не настолько, чтобы бумага ломалась и царапала бумагу. Это метод, который был разработан в основном путем проб и ошибок, но не является простым вариантом для новичка. Вы можете использовать свежий лист бумаги с зернистостью 3000 для резки, а затем вместо того, чтобы использовать изношенный участок для полировки, переключитесь на более мелкую зернистость, например, 7000 для полировки. Это также верно и для Micromesh, мы предлагаем более мелкую сетку 1200 (3 микрона), которую можно использовать в качестве заключительного этапа до или вместо правки.
Влажная или сухая бумага на самом деле размягчается при использовании во влажном состоянии, поэтому ее действительно нужно использовать быстро (отсюда срок годности 30 секунд при таком использовании), иначе она будет ломаться.
— здесь видно, как абразивный слой полностью разрушился и отслоился от бумажной основы, именно эти чешуйки вызывают царапины, которых очень хочется избежать. В свете этого мы больше не рекомендуем использовать влажную или сухую мокрую бумагу при заточке направляющих лезвий ложек, слишком велика вероятность поцарапать инструмент.
Опция, которая хорошо работает с влажной или сухой основой, состоит в том, чтобы мыть ее после использования, тогда можно избежать проблемы размягчения, поскольку она высохнет перед следующей заточкой, и вы можете продлить срок службы абразива, избегая его нагрузки (засорение ). Микромеш не размягчается и не разрушается таким образом, и его можно использовать во влажном состоянии или, по крайней мере, его следует промывать между заточками по тем же причинам. Я обнаружил, что капля моющего средства в воде помогает при очистке. Клейкая подложка явно не подвержена влиянию воды, но я бы не стал оставлять дюбель погруженным в воду.
Следует отметить, что эта бумага с клейкой основой очень хорошо прилипает, ее можно обернуть вокруг дюбеля, и края совсем не будут отклеиваться, это действительно полезно, но ее непросто удалить, особенно на чистых поверхностях. древесина. Бумага снимается достаточно легко, но оставляет липкий слой, легко соскабливается тупым ножом, но остатки часто снова прилипают к дюбелю в другом месте, соскабливание под проточной водой останавливает это, но это означает, что вам нужно дайте дюбелю высохнуть, прежде чем наклеивать новый слой. Растворитель, такой как разбавитель целлюлозы или жидкость для снятия лака для ногтей, отлично подходит для удаления последних следов, но это не предпочтительный метод из-за паров растворителя. Мы попробовали нанести тонкий слой кипяченого льняного масла на штифт, чтобы посмотреть, поможет ли это при отделении. Первые несколько дней бумага не прилипала, но через неделю все было в порядке, она прилипала хорошо, но отделялась совершенно чисто.
** Теперь у нас есть новая самоклеящаяся бумага – она имеет гораздо более тонкую основу и действует как обычная наждачная бумага, не дает заметной деформации, а также легко снимается с различных поверхностей, включая деревянные дюбели и шлифовальные бруски. Эту статью можно найти здесь.
Наши рекомендации
- Обычная влажная или сухая бумага: наиболее сложна в использовании, но в конечном итоге обеспечивает наилучшую отделку, а также является наименее дорогой.
- Клейкая основа, влажная или сухая: средняя цена, более щадящая и простая в использовании отделка неотличима от обычной бумаги — просто не поддавайтесь искушению использовать ее слишком долго.
- Micromesh с клейкой основой: если вы хотите сделать дюбель, который будет точить приличное количество лезвий, с небольшим риском его поломки при чрезмерном использовании, это тот, который вам нужен. Это дороже, но не слишком, учитывая его увеличенный срок службы. Самый простой в использовании, с этой бумагой мало что может пойти не так.
Все эти абразивы можно найти ЗДЕСЬ
После этих этапов все края были окончательно отполированы с помощью нашего белого состава, нанесенного непосредственно на чистый штифт из твердой древесины, чтобы еще больше улучшить рисунок царапин.
Вот как выглядит окончательный внутренний край. Мы специально позаботились о том, чтобы в направляющих колеях отражался цветной объект, расположенный на том же расстоянии от лезвия, что и камера, поскольку это гораздо менее щадяще, чем отражение от неба.
Мы будем тестировать различные продукты для заточки и опубликуем результаты, разместив изображения, бородавки и все такое. Если мы найдем продукт, который значительно отличается или лучше, мы предложим его для продажи на этом сайте. У нас много контактов в торговле и промышленности, и было бы очень легко просто взять телефон и быстро заполнить этот сайт экзотическими точилками, но это не то, чего мы пытаемся достичь.
Как заточить цилиндр наждачной бумагой
Независимо от того, являетесь ли вы профессионалом или любителем делать что-то своими руками, в какой-то момент вам понадобится использовать наждачную бумагу для заточки цилиндра. В этом сообщении блога мы покажем вам, как заточить цилиндр наждачной бумагой, чтобы вы могли добиться наилучших результатов. Продолжайте читать советы по выбору правильной наждачной бумаги, обращению с инструментом и многому другому!
Что приводит к снижению эффективности цилиндра?
Существует множество причин, по которым цилиндр может со временем стать менее эффективным. Одна из распространенных причин заключается в том, что стенки цилиндра изнашиваются в результате эксплуатации. Это может привести к потере компрессии в цилиндре, что приведет к потере мощности. Еще одной причиной снижения КПД является накопление нагара на стенках цилиндров. Эти отложения могут помешать плавному движению поршня, что приведет к потере мощности.
Другой основной причиной снижения эффективности является скопление масла на стенках цилиндров. Это может привести к «плаванию» поршня, что приведет к потере мощности. Наконец, изношенные или поврежденные поршневые кольца также могут стать причиной потери мощности.
Зачем шлифовать цилиндр наждачной бумагой?
Существует множество причин, по которым вам может потребоваться заточка цилиндра. Если стенки цилиндра изношены в результате использования, шлифовка наждачной бумагой может восстановить поверхность до первоначального состояния. Это позволит цилиндру восстановить компрессию, увеличивая мощность. Если цилиндр был поврежден, шлифование наждачной бумагой может удалить поврежденный участок и восстановить поверхность до первоначального состояния.
Это позволит цилиндру снова нормально функционировать. Еще одна причина хонинговать цилиндр – удалить нагар. Нагар может помешать плавному движению поршня, что приведет к потере мощности.
Шлифование наждачной бумагой может удалить эти отложения и восстановить исходное состояние поверхности. Наконец, если цилиндр был поврежден, шлифование наждачной бумагой может удалить поврежденный участок и восстановить поверхность до ее первоначального состояния. Это позволит цилиндру снова функционировать должным образом.
Шаг за шагом Как заточить цилиндр наждачной бумагой
1. Выберите правильную наждачную бумагу
Первым шагом в хонинговании цилиндра является выбор правильной наждачной бумаги. Вам нужно будет использовать очень мелкую наждачную бумагу, чтобы не повредить цилиндр. Мы рекомендуем использовать наждачную бумагу с зернистостью 2000. Если вы работаете с очень тонким цилиндром, вы можете использовать наждачную бумагу с еще более мелкой зернистостью.
2. Прикрепите наждачную бумагу
Далее вам нужно будет прикрепить наждачную бумагу к инструменту. Есть много разных способов сделать это, но мы рекомендуем использовать липучку. Это позволит вам быстро и легко менять наждачную бумагу. Сначала обрежьте наждачную бумагу по размеру. Затем снимите подложку и прикрепите ее к инструменту. Если вы используете ручной инструмент, вы можете обернуть наждачную бумагу вокруг инструмента.
3. Держите инструмент
Теперь, когда наждачная бумага прикреплена, вам нужно будет держать инструмент, чтобы заточить цилиндр. Процесс настолько прост, что вы можете сделать это одной рукой. Просто убедитесь, что вы хорошо держите инструмент и ваша рука не соскальзывает. Если вы правша, вам нужно держать инструмент в правой руке, а левой рукой держать цилиндр. Если вы левша, вам нужно держать инструмент в левой руке, а правой рукой держать цилиндр.
4. Смочите поверхность
Перед тем, как приступить к хонингованию цилиндра, вам необходимо намочить поверхность. Это предотвратит засорение наждачной бумаги и предотвратит перегрев металла. Смочите губку прохладной водой и отожмите ее, чтобы она была только влажной. Протрите губкой всю поверхность цилиндра. Если цилиндр очень грязный, вам может понадобиться использовать мягкое мыло, чтобы удалить любые отложения. Сначала очистите поверхность водой с мылом, затем промойте ее и высушите, прежде чем переходить к следующему шагу.
5. Начните хонингование
Теперь вы готовы начать хонингование цилиндра. Приложите умеренное давление к инструменту и перемещайте его круговыми движениями. Обязательно держите инструмент перпендикулярно поверхности цилиндра. По мере перемещения инструмента он будет медленно снимать металл со стенок цилиндра. Остановитесь и очистите его, если вы видите какие-либо отложения на наждачной бумаге. Возможно, вам придется снова смочить поверхность, если она начнет высыхать.
6. Переход на более мелкую зернистость
После того, как вы закончите с грубой наждачной бумагой, вам нужно будет перейти к более мелкой зернистости, чтобы действительно отшлифовать цилиндр. Начните со средней зернистости наждачной бумаги и переходите к мелкозернистой. Не забывайте использовать равномерные штрихи и песок в том же направлении, что и текстура древесины. Если вы будете шлифовать в разных направлениях, вы создадите царапины, которые будут видны, когда вы закончите.
7. Проверьте ход выполнения
Во время шлифовки вы будете медленно удалять металл со стенок цилиндра. Вы можете проверить свой прогресс, измерив толщину стенок цилиндра. Если у вас нет микрометра, вы можете использовать штангенциркуль для измерения толщины.
Для этого сначала найдите самое тонкое место на стенке цилиндра. Затем измерьте в этой точке. Затем найдите самую толстую точку на стенке цилиндра и выполните еще одно измерение. Разница между этими двумя измерениями и есть количество металла, которое вы удалили из цилиндра.
8. Используйте движение вперед и назад
После того, как вы достигли желаемой толщины, вам нужно будет использовать движение вперед и назад, чтобы создать гладкую поверхность. Это поможет удалить любые царапины, которые могут быть на цилиндре. Вам нужно будет начать с верхней части цилиндра и перемещать наждачную бумагу вперед и назад. Убедитесь, что вы используете ровные штрихи и не пропускаете ни одной области. Если вы это сделаете, вы можете создать царапины или неровные области.
9. Проверяйте свою работу
После того, как вы закончите шлифование, вам нужно будет проверить свою работу. Убедитесь, что вы удалили все царапины и что поверхность гладкая. Возможно, вам придется использовать увеличительное стекло, чтобы увидеть поверхность цилиндра. Если вы недовольны своей работой, вы всегда можете отшлифовать ее еще раз.
10. Очистите территорию
Теперь, когда вы закончили, вам нужно очистить территорию. Удалите любые шлифовальные остатки, которые могут быть на поверхности цилиндра. Для удаления мусора можно использовать щетку или пылесос. Сначала слегка почистите поверхность цилиндра. Затем используйте пылесос, чтобы удалить оставшийся мусор. Наконец, протрите цилиндр чистой тканью.
11. Используйте полировальную пасту
.
После того, как вы отшлифуете цилиндр, вам понадобится полировочная паста. Это поможет удалить любые царапины, которые могут быть на поверхности, и создать гладкую, блестящую поверхность. Нанесите полировальный состав на чистую сухую ткань и круговыми движениями вотрите его в цилиндр. Продолжайте тереть, пока вся поверхность не будет равномерно покрыта. Дайте составу высохнуть в течение нескольких минут, прежде чем вытереть его чистой сухой тканью.
12. Нанесите защитный слой
После полировки цилиндра необходимо нанести защитный слой. Это убережет цилиндр от ржавчины. Вы можете использовать прозрачный лак, полиуретан или даже прозрачный лак для ногтей. Равномерно нанесите слой и дайте ему полностью высохнуть перед использованием цилиндра. Если вы не нанесете защитный слой, цилиндр заржавеет, и покрытие будет испорчено.
Вы можете проверить это, чтобы удалить цилиндр зажигания без ключа Dodge Ram
Советы и предупреждения о том, как заточить цилиндр наждачной бумагой
Наконечники:
- Всегда используйте деревянный брусок в качестве подложки для наждачной бумаги.
- При шлифовании используйте равномерное давление.
- Держите цилиндр как можно ровнее.
- Убедитесь, что помещение, в котором вы работаете, хорошо проветривается.
- Наденьте пылезащитную маску, чтобы избежать вдыхания любых частиц.
Предупреждения:
- Не используйте слишком абразивную наждачную бумагу, иначе можно повредить цилиндр.
- Будьте осторожны, не шлифуйте слишком сильно и не оставляйте ямки в цилиндре.
- Не шлифуйте слишком долго, иначе цилиндр может износиться.
- Никогда не используйте наждачную бумагу на мокром цилиндре.
- Всегда очищайте цилиндр после шлифования, чтобы удалить любые частицы.
Сколько стоит наждачная бумага?
Стоимость наждачной бумаги зависит от типа, размера и марки. Тип: тип наждачной бумаги, который вам нужен, зависит от проекта, над которым вы работаете. Наиболее распространенными типами являются оксид алюминия, карбид кремния и оксид циркония. Размер: Размер необходимой вам наждачной бумаги будет зависеть от проекта, над которым вы работаете. Наиболее распространены размеры 4х4, 5х5 и 6х6. Марка: марка наждачной бумаги, которую вы выберете, также повлияет на стоимость. Как правило, более популярные бренды будут дороже.
Заключение
Вот оно! Теперь вы знаете, как заточить цилиндр наждачной бумагой. Просто следуйте инструкциям выше, и вы сможете создать гладкую, блестящую поверхность. Мы надеемся, что эта статья была полезной. Удачи!
Top 37 Как заточить цилиндр наждачной бумагой 9101 голосов за этот ответ
Чакри Натан
Вы ищете информацию, статьи, знания по теме маникюрные салоны открытые в воскресенье рядом со мной как заточить цилиндр наждачной бумагой в гугле, не находите нужной информации! Вот лучший контент, собранный и составленный командой https://chewathai27. com, а также другие связанные темы, такие как: как затачивать цилиндр наждачной бумагой, когда затачивать цилиндр, как затачивать двухтактный цилиндр вручную, хонинговальный цилиндр со скотчем брайт, инструмент для хонингования цилиндров, как использовать хонинговальный цилиндр с 3 камнями, самодельный хонинговальный цилиндр, лучший хонинговальный цилиндр, заменитель масла для хонингования цилиндров
Содержимое
Какую зернистость следует использовать для хонингования цилиндров?
В случае с большинством автомобильных цилиндров внутреннего сгорания зернистость 120 подходит для старых наборов литых колец или для тех случаев, когда цилиндр был расточен и стал немного шероховатым. Хонинговальные машины с зернистостью от 180 до 240 являются хорошим выбором для общего удаления глазури, когда цилиндр не нужно растачивать или хонинговать.
Можно ли отточить цилиндр, не снимая поршень?
Хонинг не будет производить достаточно дерьма, чтобы гарантировать «закупорку» нижней части цилиндра . Вы рискуете причинить больше вреда, пытаясь поместить поршень в нижнюю часть цилиндра, чем это может сделать песок из хона. Накройте кривошип и очистите цилиндр и нижний конец блока, когда закончите.
Что использовать для хонингования цилиндров?
Очистив цилиндры от отслоившегося материала и старого моторного масла, насколько это возможно, протрите стенки цилиндра маслом для хонингования или моторным маслом 10W 30 . Сожмите хонинговальные бруски вместе одной рукой и снимите стальной фиксатор между рычагами.
Сколько материала можно удалить при хонинговании?
Количество съема материала при хонинговании (струйно-абразивная обработка) можно контролировать, чтобы удалить всего . 001 » и будет зависеть от цели, установленной заказчиком. Чем грубее исходная поверхность, тем больше материала потребуется удалить для достижения наилучшего результата».
Сколько времени нужно, чтобы заточить цилиндр?
Затачивать нужно всего около 10-15 секунд за раз, пока вы не увидите одинаковые штриховые метки. Шариковая заточка будет немного более абразивной, поэтому мы не рекомендуем использовать шаровую заточку на цилиндрах с гальваническим покрытием, если они не указаны как безопасные.
Какой размер Flex Hone мне следует использовать?
Flex-Hone изготавливаются увеличенного размера, поэтому вам необходимо выбрать размер в зависимости от размера вашего цилиндра . Если ваш цилиндр нестандартного размера, выберите следующий больший размер. Например, для цилиндра, который был обработан до 3-3/8 дюйма, выберите хонинговальный инструмент 3-1/2 дюйма.
Сколько стоит заточка цилиндра?
Обычная стоимость хонингования или растачивания магистрали составляет 180 долларов США . После того, как коренные части выровнены, расточены или отшлифованы, устанавливается центральная линия коленчатого вала. Далее блок выравнивается.
Чем можно заменить масло для хонингования?
Различные типы растительных масел, минеральное масло, промышленный очиститель, средство для мытья окон и старая надежная вода . Пока жидкость светлая и не затвердеет, она послужит хорошей альтернативой хонинговальному маслу. Хотя этот термин может показаться неправильным, масло для хонингования на самом деле не всегда масло.
Какая смазка требуется для хонингования?
Для достижения наилучших результатов при заточке компания Brush Research Manufacturing (BRM) рекомендует использовать масло Flex-Hone® .
Из чего сделано масло для хонингования?
Состав. Двумя наиболее распространенными классами хонинговальных масел являются на нефтяной основе (обычно минеральные масла) и не нефтяные (обычно на воде или растительном масле) на основе . Общие добавки включают хлор, серу, ингибиторы ржавчины и моющие средства.
Как долго нужно точить цилиндр?
Затачивайте от 10 до 15 секунд за один раз, пока не увидите четкие штриховки. Шариковая заточка будет немного более абразивной, поэтому мы не рекомендуем использовать шаровую заточку на цилиндрах с гальваническим покрытием, если они не указаны как безопасные.
Нужно ли хонинговать цилиндры при замене колец?
Чаще всего при замене поршневых колец требуется хонингование цилиндра . Это связано с тем, что при хонинговании на поверхности цилиндра образуются небольшие поперечные насечки, позволяющие стенке компонента удерживать масло и обеспечивать смазку поршневого кольца.
Какой размер Flex Hone мне следует использовать?
Flex-Hone изготавливаются увеличенного размера, поэтому вам необходимо выбрать размер в зависимости от размера вашего цилиндра . Если ваш цилиндр нестандартного размера, выберите следующий больший размер. Например, для цилиндра, который был обработан до 3-3/8 дюйма, выберите хонинговальный инструмент 3-1/2 дюйма.
Redneck Очистка цилиндра малого двигателя без хона
Redneck Очистка цилиндра малого двигателя без хона
Как отшлифовать цилиндр наждачной бумагой? [Пошаговое руководство] – Tools Pro Kit
- Автор статьи: toolsprokit. com
- Отзывов от пользователей: 16712 Оценок
- Лучшие рейтинги: 3,2
- Самый низкий рейтинг: 1
- Краткое содержание статьи: Статьи о том, как заточить цилиндр наждачной бумагой? [Пошаговое руководство] – Tools Pro Kit 1. Прежде всего, достаньте из цилиндров все незакрепленные элементы. · 2. Теперь нанесите немного масла для хонингования цилиндров на стенки цилиндров, чтобы смазать … …
- Ключевые слова, которые чаще всего ищут: Ищете ли вы, как заточить цилиндр наждачной бумагой? [Пошаговое руководство] – Tools Pro Kit 1. Прежде всего, достаньте из цилиндров все незакрепленные элементы. · 2. Теперь нанесите немного масла для хонингования на стенки цилиндра, чтобы смазать … Пошаговое руководство по хонингованию цилиндра с помощью наждачной бумаги. Изучите лучшие методы, когда использовать бумагу разной зернистости и какое давление требуется для каждого этапа.
- Содержание:
Что такое хонингование цилиндра и зачем это нужно
Можно ли хонинговать цилиндр наждачной бумагой
Хонингование цилиндра наждачной бумагой (пошаговое руководство)
Какое зерно следует использовать для хонингования цилиндров
Сколько можно шлифовать Цилиндр
Советы по заточке цилиндра
Взаимодействие с читателями
Основная боковая панель
Как заточить цилиндр наждачной бумагой? [Пошаговое руководство] – Tools Pro Kit
Подробнее
Идеальная отделка: высокопроизводительные поршневые кольца требуют надежной хонинговки цилиндров | ГОНЩИК
- Автор статьи: racer. com
- Отзывов от пользователей: 35543 Оценок
- Лучшие рейтинги: 3,5
- Самый низкий рейтинг: 1
- Резюме содержания статьи: Статьи об идеальной отделке: поршневые кольца с высокими эксплуатационными характеристиками требуют надежного хонингования цилиндров | ГОНКА Обновление …
- Ключевые слова, которые чаще всего ищут: Ищете ли вы идеальную отделку: высокопроизводительные поршневые кольца требуют надежного хонингования цилиндров | Обновление RACER ВЫШЕ: Для облегчения надлежащей подготовки поверхности цилиндра и подгонки поршневого кольца к отверстию производители и дистрибьюторы высокопроизводительных колец рекомендуют хонингование отверстий цилиндров с помощью BRM Flex-Hone с жесткими допусками в пределах нескольких микрон. ,
- Содержание:
RACER Stuff
RACER FANTASY DOUBLE
Добейтесь успеха в Айове и выиграйте билеты на гонки IndyCar 2023!
IndyCar Mobile App
Hitch A Ride для двойного удара Iowa Indycar Action
MX-5 Cup Round 7-Watkins Glen
Последние новости
IMSA
Idemitsu Mazda MX-5 Cup
. Из Интернета
Комментарии
ВИДЕО Iowa IndyCar Итоги субботы
Racer Fantasy Double
IndyCar Mobile App
MX-5 Cup Round 7
Самые популярные
80 акций
75 Акции
214 Акции
118 Акции
298 Акции
поршневые кольца требуют надежной хонинговки цилиндров | RACER
Подробнее
Как правильно хонинговать цилиндры двигателя – YouTube
- Автор статьи: www.youtube.com
- Отзывов от пользователей: 20422 Оценок
- Лучшие рейтинги: 3.1
- Самый низкий рейтинг: 1
- Краткое изложение содержания статьи: Статьи о том, как правильно хонинговать цилиндры двигателя – Обновление YouTube …
- Ключевые слова, которые чаще всего ищут: Ищете ли вы «Как правильно отточить цилиндры двигателя» — обновления на YouTube. Узнайте больше здесь: https://bit.ly/2Yly809———Супердешевый автомобильный веб-сайт: http://bit.ly/1FpfKkw Новая Зеландия: http://bit.ly/2rK6Lg5Канал YouTube: http://bit. ly/2sjZ92…супердешевое авто, сделай сам, как сделать
- Содержание:
Как правильно хонинговать цилиндры двигателя – YouTube
Подробнее
Хонингование цилиндров без снятия двигателя? | ШО Форум
Хонингование цилиндров без снятия двигателя? | SHO Forum
Подробнее
Как отточить цилиндр двигателя
- Автор статьи: www.supercheapauto.com.au
- Отзывов от пользователей: 15585 Оценок
- Лучшие рейтинги: 4,7
- Самый низкий рейтинг: 1
- Краткое содержание статьи: Статьи о том, как отточить цилиндр двигателя Обновление …
- Самые популярные ключевые слова: Если вы ищете Как заточить цилиндр двигателя Обновление хонингования цилиндра двигателя – ToolPRO Engine Hones
- Содержание:
Обзор
Шаги
Как заточить цилиндр двигателя
Подробнее
Хонингование цилиндров наждачной бумагой?
- Автор статьи: forums.sohc4.net
- Отзывов от пользователей: 21964 Оценок
- Лучшие рейтинги: 3,2
- Самый низкий рейтинг: 1
- Краткое содержание статьи: Статьи о хонинговании цилиндров наждачной бумагой? Вы можете использовать мокрую сухую зернистость 320 ~ 400, 600 слишком мелкая, а 1500 будет просто полировать цилиндр, делая практически невозможным прилегание колец и их герметизацию. …
- Ключевые слова, которые чаще всего ищут: Ищете ли вы хонинговальные цилиндры с наждачной бумагой? Вы можете использовать мокрую сухую зернистость 320 ~ 400, 600 слишком мелкая, а 1500 будет просто полировать цилиндр, делая практически невозможным прилегание колец и их герметизацию. Хонинговальные цилиндры с наждачной бумагой? Honda, CB550, CB650, CB750, CB400, CB350, мотоцикл, Япония
- Содержание:
Хонингование цилиндров наждачной бумагой?
Подробнее
Хонингование наждачной бумагой | Форум наружного силового оборудования
- Автор статьи: opeforum.com
- Отзывов от пользователей: 18250 Оценок
- Лучшие рейтинги: 4.1
- Самый низкий рейтинг: 1
- Краткое содержание статьи: Статьи о хонинговании наждачной бумагой | Форум по наружному силовому оборудованию Как я уже говорил много раз, вы не можете заточить цилиндр, чтобы удалить овальность и конусность, если это не прецизионный хонинговальный инструмент, один из которых у меня есть, Lisle . On … …
- Ключевые слова, которые чаще всего ищут: Ищете ли вы Хонингование наждачной бумагой | Форум по наружному силовому оборудованию Как я уже говорил много раз, вы не можете заточить цилиндр, чтобы удалить овальность и конусность, если только это не прецизионная заточка, один из которых у меня есть, Lisle .On … Итак, у меня был этот китайский 52-кубовый цилиндр, и он был зеркальным. застеклен, некоторое время думал, как бы мне отточить этот.. Flex Hone слишком агрессивен для портов…
- Содержание:
Хонингование наждачной бумагой | Форум наружного энергетического оборудования
Подробнее
Как заточить цилиндр наждачной бумагой — Sonic Hours
- Автор статьи: sonichours.com
- Отзывов от пользователей: 21327 Оценок
- Лучшие рейтинги: 3,5
- Самый низкий рейтинг: 1
- Краткое содержание статьи: Статьи о том, как заточить цилиндр с помощью наждачной бумаги – Sonic Hours Вы также можете сделать свой собственный точильный инструмент, комбинируя три типа наждачной бумаги. Для заточки цилиндра понадобится три кусочка наждачной бумаги. Если вы используете дрель … …
- Самые популярные ключевые слова: Если вы ищете Как заточить цилиндр с помощью наждачной бумаги — Sonic Hours Вы также можете сделать свой собственный хонинговальный инструмент, комбинируя три типа наждачной бумаги. Для заточки цилиндра понадобится три кусочка наждачной бумаги. Если вы используете дрель… Если вам нужно заточить цилиндр, вы можете сделать несколько вещей. Во-первых, вы можете использовать наждачную бумагу, чтобы заточить его. Круг наждачной бумаги сделает это
- Содержание:
Как заточить цилиндр наждачной бумагой — Sonic Hours
Подробнее
Тонкое хонингование цилиндров двигателя с использованием наждачной бумаги (Petter M)? | Внутренний Пожарный Музей Энергии
- Автор статьи: www.internalfire.com
- Отзывов от пользователей: 22263 Оценок
- Лучшие рейтинги: 4,5
- Самый низкий рейтинг: 1
- Краткое содержание статьи: Статьи о легком хонинговании цилиндров двигателя с использованием наждачной бумаги (Petter M)? | Внутренний пожарный музей силы Недавно я прочитал статью в журнале «Стационарные двигатели» (Amanco Restoration), в которой говорится об использовании наждачной бумаги с зернистостью 100 или 120 в качестве … …
- Ключевые слова, которые чаще всего ищут: Ищете ли вы легкое хонингование цилиндров двигателя с помощью наждачной бумаги (Petter M)? | Внутренний пожарный музей силы Недавно я прочитал статью в журнале «Стационарные двигатели» (восстановление «Аманко»), в которой говорится об использовании наждачной бумаги с зернистостью 100 или 120 в качестве… Недавно я прочитал статью в журнале «Стационарные двигатели» (восстановление «Аманко»), в которой относится к использованию наждачной бумаги с зернистостью 100 или 120 в качестве метода…
- Содержание:
Легкое хонингование цилиндров двигателя с использованием наждачной бумаги (Petter M)? | Музей внутреннего пожара Энергии
Подробнее
Другие статьи из той же категории смотрите здесь: 670+ советов для вас.
Как заточить цилиндр наждачной бумагой? [Пошаговое руководство]
Вы когда-нибудь задумывались, можно ли заточить цилиндры с помощью наждачной бумаги? Когда вы слышите это сначала, это может показаться немного абсурдным. Такие решения выбирают немногие. Тем не менее, это отличное решение для вас, если вы хотите сделать это дома и не имеете специализированных инструментов. Получение новых цилиндров может быть дорогостоящим. Так что, если у вас есть наждачная бумага подходящей зернистости, вы легко сможете отшлифовать цилиндры с ее помощью. Здесь мы расскажем, как самостоятельно заточить цилиндр наждачной бумагой. Хотя вы можете использовать щеточные или шариковые точильные машины, если они у вас есть. Перейдем к деталям.
Хонингование ваших цилиндров является важной частью их обслуживания. Когда вы получаете что-то с цилиндром, они всегда отточены до совершенства для наилучшей посадки и смазки.
Можно ли отшлифовать цилиндр наждачной бумагой?
Когда люди слышат, как шлифуют цилиндр наждачной бумагой, обычно возникает такая реакция: «Можно ли шлифовать цилиндр наждачной бумагой?» Что ж, по правде говоря, реакция оправдана, поскольку выполнить работу немного сложно. Но это не отменяет того факта, что шлифование цилиндров наждачной бумагой — это то, что вы можете делать. Все, что вам нужно, это правильная зернистость наждачной бумаги.
Хонинговальный цилиндр с наждачной бумагой (Пошаговое руководство)
Среди многих других методов хонингования цилиндров с использованием наждачной бумаги встречается реже всего. Не многие люди даже предпочитают его. Но если у вас нет выбора, это может быть отличным вариантом, который вы можете использовать дома. Давайте посмотрим, как можно заточить цилиндр в домашних условиях.
1 Прежде всего, избавьтесь от всех незакрепленных элементов из цилиндров. Пожалуйста, убедитесь, что их легко перемещать и чистить. Извлечение цилиндров — это совсем другая тема, которую мы не будем здесь углублять. 2 Теперь нанесите немного масла для хонингования цилиндров на стенки цилиндров, чтобы смазать их. Это помогает быстро и качественно хонинговать цилиндры. 3 Затем вы можете попробовать использовать наждачную бумагу вручную или использовать ее вместе с дрелью. Использование рук усложнит работу, а также может вызвать некоторые дефекты.
Люди не предпочитают этот способ из-за того, сколько работы он требует. Кроме того, использование наждачной бумаги будет в основном зависеть от используемой вами зернистости. Таким образом, неправильная зернистость наждачной бумаги может стать препятствием для этого процесса.
Какое зерно следует использовать для заточки цилиндров?
Лучшей зернистостью для хонингования цилиндров является зернистость 320.
Сколько можно заточить цилиндр?
Слишком сильное хонингование ваших цилиндров может иметь противоположное влияние на ваши цилиндры. Вы можете сделать отверстие больше с помощью слишком большого хонингования. Это может привести к неправильной установке деталей в ваш цилиндр. Обычно для хонингования цилиндров идеально подходит от 4 до 6 тактов. Или вы можете попробовать от 10 до 15 секунд на каждой лунке. Это даст метки штриховки цилиндров, которые одинаковы на всем протяжении. Более того, это может повлиять на проблемы с размером.
Насадки для хонингования цилиндров
При хонинговании цилиндров обязательно следуйте приведенным ниже советам: Всегда надевайте перчатки и защитные очки, прежде чем начинать хонингование цилиндров.
Убедитесь, что цилиндр удерживается неподвижно.
Используйте масло для хонингования для достижения наилучших результатов.
Поддерживайте умеренное хонингование. Пожалуйста, не переусердствуйте.
После хонингования цилиндров установите новые кольца, которые немного больше по размеру.
Final Words
Идеальная отделка: поршневые кольца с высокими эксплуатационными характеристиками требуют надежного хонингования цилиндров
ВЫШЕ: Для облегчения надлежащей подготовки поверхности цилиндра и подгонки поршневого кольца к отверстию производители и дистрибьюторы высокопроизводительных колец рекомендуют хонингование отверстий цилиндров с помощью BRM Flex-Hone с жесткими допусками в пределах нескольких микрон.
«Несмотря на то, что поршневое кольцо, несомненно, имеет важное значение для производительности, оно является своего рода бедным пасынком высокопроизводительного двигателя», — говорит Кит Джонс, технический эксперт компании Total Seal в Фениксе.
Джонс знает толк в поршневых кольцах и гонках. С 1967 года его компания производит комплекты поршневых колец с высокими эксплуатационными характеристиками, устанавливаемые на гоночные двигатели, используемые в соревнованиях IRL (Indy), NASCAR, спринтерских автомобилях World of Outlaw и других гоночных классах. Чтобы быть в курсе потребностей и степени удовлетворенности клиентов, компания Jones активно собирает отзывы от клиентов, особенно вопросы, касающиеся производительности и важных процедур установки.
За исключением стандартной автомобильной линейки, бесчисленное множество различных комплектов колец, предлагаемых Total Seal, предназначены для специализированных двигателей, каждый из которых имеет множество индивидуальных требований, включая материалы блока цилиндров и конструкцию поршневых колец.
Обеспечение необходимого постоянного контакта между поршневыми кольцами и отверстием цилиндра почти всегда требует восстановления поверхности отверстий в гоночных автомобилях, либо потому, что отверстия не идеально круглые, либо были повреждены предыдущим отказом кольца или поршня, либо из-за других факторов износа. В любом из таких случаев восстановление поверхности отверстий может быть проблемой.
«Высокопроизводительные блоки двигателей сильно изменились за последние пару десятилетий, — говорит Джонс. «Одним из наиболее примечательных изменений является твердость металла блока, которая может быть в несколько раз тверже, чем раньше. Это резко повлияло на требования к установке колец цилиндра, поскольку теперь для клиента крайне важно обеспечить правильную посадку кольца внутри отверстия цилиндра во время установки».
Джонс объясняет, что в прежние времена, когда блоки двигателей изготавливались из относительно мягких металлов (например, твердостью 150 единиц по Бринеллю), установщики обычно могли полагаться на поршневые кольца, чтобы приспособиться к отверстиям цилиндров путем притирки поверхностей отверстий после установки. Однако такой подход уже нереалистичен, потому что сегодня блоки двигателей намного тверже (например, 330 Бринелля), а высокопроизводительные кольца значительно мягче с меньшим натяжением. Комбинация просто не допускает такой техники «взлома».
Для облегчения надлежащей подготовки поверхности цилиндра и подгонки поршневого кольца к отверстию компания Jones и другие производители и дистрибьюторы высококачественных колец рекомендуют хонингование отверстия цилиндра с жесткими допусками (в пределах нескольких микрон). Эта процедура позволяет с самого начала избежать чрезмерного прорыва газов при сжатии и неадекватной задержки масла в канале цилиндра.
Упрощенный раствор для хонингования
Поскольку отверстия сильно различаются в зависимости от твердости блоков, конструкции и условий износа двигателя, правильное хонингование поверхностей отверстий может оказаться непростой задачей.
Flex-Hone представляет собой инструмент шарообразной формы, характеризующийся стержнем с небольшими абразивными шариками, постоянно прикрепленными к гибким нитям. Инструмент доступен во многих размерах с широким выбором зернистости. Он хорошо работает, когда его держат в руке, потому что конструкция автоматически самоцентрируется.
Способность инструмента делать перекрестную штриховку является неотъемлемой частью требований к поверхности цилиндров большинства двигателей внутреннего сгорания, гарантируя постоянное надлежащее удержание масла в стенках цилиндров.
С помощью этого инструмента такие детали, как твердосплавные втулки, расточенные втулки, гидравлические и пневматические цилиндры и другие цилиндрические полости, могут быть обработаны на производственной линии или обработаны в полевых условиях с помощью относительно недорогого инструмента, требующего небольшого времени на настройку.
«Мы рекомендуем этот тип хона, потому что он работает очень хорошо, его легко использовать с ручной дрелью и он действительно надежен для среднего потребителя, не являющегося опытным механиком», — объясняет Джонс. «Очень легко ошибиться со средним жестким точилом, но очень сложно испортить Flex-Hone».
Flex-Hone доступен с 11 типами абразива и восемью зернистостью. В случае с большинством автомобильных цилиндров внутреннего сгорания зернистость 120 подходит для старых наборов литых колец или для цилиндров, которые были повторно расточены и немного шероховатые. Хонинговки с зернистостью от 180 до 240 являются хорошим выбором для общего удаления глазури, когда цилиндр не нужно растачивать или хонинговать. Зернистость 320, а иногда и зернистость 400, часто используются в высокопроизводительных приложениях с высокопроизводительными наборами колец.
Экспертная поддержка
Поскольку Flex-Hone доступен в различных размерах, а также с абразивами и текстурами, Джонс часто направляет клиентов в Brush Research для получения дополнительных технических консультаций или рекомендаций по конкретным продуктам и процессам.
«Мы постоянно оказываем такую поддержку, — говорит Миллер. «Total Seal’s рекомендует использовать наш абразив LEVIGATED ALUMINA (сверхтонкий) в одном приложении, которое немного отличается от других запросов, которые мы получаем. Компания Total Seal сделала свою домашнюю работу и нашла комбинацию, которая лучше всего подходит для их колец из более твердых блочных материалов. Нас просят изготовить множество различных топологий поверхности, что не является проблемой для Flex-Hone».
«Например, у нас есть клиент, который производит двигатели для высокопроизводительной морской промышленности, и ему требуется отделка поверхности, которая сильно отличается от автомобильной. Итак, мы спрашиваем их, какие Ra, Rk [коэффициенты шероховатости] и другие характеристики поверхности они хотят получить, а затем определяем и отправляем им инструмент, который будет соответствовать этим спецификациям».
Этот гибкий хонинговальный инструмент используется не только для специальных, индивидуальных целей, но и в производственных условиях, в том числе с оборудованием с ЧПУ.
В производственном примере, требующем индивидуального решения, производитель дизельных двигателей использует Flex-Hones в двухэтапной операции для восстановления поверхности гильз цилиндров.
«Для этого применения мы рекомендовали один инструмент, модель с зернистостью 120, для получения заштрихованной поверхности с «впадинами», которые обеспечили бы необходимое удержание масла», — объясняет Миллер. «Для второго шага хонингования мы предоставили модель с зернистостью 600, которая нанесла хороший плато поверх более глубокой поперечной штриховки. Благодаря этому двухэтапному процессу восстановитель смог вернуть свои гильзы цилиндров в соответствие со спецификацией».
Для получения дополнительной информации обращайтесь в Brush Research Manufacturing, Brush Research Mfg. Co., Inc., 4642 Floral Drive, Los Angeles, CA
; Телефон: (323) 261-2193; Факс: (323) 268-6587; электронная почта: [email protected] или посетите: http://www.brushresearch.com
Хонингование цилиндров без снятия двигателя?
com/threads/honing-cylinders-without-removing-engine.33259/»>
Снимите поршень и шток. Я предполагаю, что вы сняли масляный поддон. Накройте шейку кривошипа. Если все, что вы пытаетесь сделать, это удалить глазурь со стенок цилиндра и заштриховать их, используйте точильный станок в виде щетки для бутылок и делайте плавные движения точилом вверх и вниз.
Убедитесь, что вы перемещаете хонинговальный инструмент параллельно стенкам цилиндра, а не под углом. Если в верхней части цилиндра есть гребень, его необходимо удалить в первую очередь. Для этого есть инструмент. Для этого можно использовать небольшой закругленный напильник, НО будьте ОЧЕНЬ осторожны, удаляя только выступ.
Иногда то, что может показаться гребнем, на самом деле является просто скоплением нагара, поэтому сначала очистите область очистителем карбюратора и/или тканью для наждачной бумаги (наждачной бумагой). (Я не использую наждачную бумагу, потому что она оставляет много песка)
Когда вы закончите, очистите цилиндр мыльной водой и смойте песок с хонинговальной машины. Дважды и трижды проверьте, чтобы убедиться, что на шатуне не осталось песка, особенно на шейке. Также можно замыть внутренние стены блока. Я обильно распыляю средство для очистки тормозов, чтобы «смыть» весь песок (делайте это в последнюю очередь, т.е. после того, как все цилиндры будут готовы.
Маркируйте поршни и шатуны. Они ДОЛЖНЫ вернуться в те же отверстия.
Линии перекрестной штриховки должны располагаться примерно под углом 60 градусов друг к другу, когда вы закончите заточку. Когда вы закончите с цилиндром, включая чистку, нанесите на него тонкий слой масла (например, WD 40) и накройте его.
Перед тем, как приступить к заточке, сделайте с декой все, что вам нужно, т.е. счистите все остатки старой прокладки, нарежьте резьбу под болты головки блока цилиндров и т. д. Проверьте плоскостность «палубы» с помощью поверочной линейки хорошего качества. Лучше всего для этого подойдет машинная линейка. В пределах допусков?
Убедитесь, что отверстия для возврата масла чистые и не засорены.
