Прямой проходной резец описание: Резец проходной прямой
Содержание
Резец проходной прямой
Главная / *ВИДЫ,ГЕОМЕТРИЯ,РЕЖИМЫ РЕЗАНИЯ ТОКАРНЫХ РЕЗЦОВ / # Резец проходной прямой
Виды проходных прямых резцов
Основные размеры проходного прямого резца
Геометрия проходного прямого резца
Выбор проходного прямого резца
Режимы резания
Маркировка
Изготовление ТОРЦЕВЫХ ФРЕЗ, КОНЦЕВЫЕ ФРЕЗЫ-АКЕ-TIDEWAY-WEMARO, ЗУБЬЯ (РЕЗЦЫ) ГНБ, высокогибкий кабель CHAINFLEX
.
Резец проходной отогнутый является режущим инструментом, который применяется для обточки деталей разнообразных форм. Его используют для обработки внешних поверхностей деталей, таких как цилиндрические валики, конусы и прочие вещи цилиндрической формы. Резцы проходные прямые являются не столь универсальными, как их отогнутые разновидности, но они прочнее и дешевле их. С другой стороны, у них могут возникать проблемы с работой в труднодоступных местах.
фото:резец токарный проходной прямой
Резец токарный проходной прямой имеет отличную жесткость, благодаря чему, их используют как один из основных инструментов в работе в токарных мастерских, а также в инструментальной, станкостроительной и машиностроительной сфере. В зависимости от выбранной модели можно создавать более гладкие или грубые поверхности, снимать различные слои металла с заготовки и так далее.
В зависимости от выбранной модели можно создавать более гладкие или грубые поверхности, снимать различные слои металла с заготовки и так далее.
Для работы данного инструмента используют как продольную, так и поперечную передачу. Благодаря умелому совмещению действий можно подрезать выпирающие торцы, снять фаски, а также просто обтачивать поверхности и совершать другие операции, которые необходимы для получения нужного результата. Существует несколько разновидностей данных инструментов, которые могут отличаться согласно размерам, материалу изготовления и так далее. Резец проходной прямой хорошо себя проявляет в работе с жесткими заготовками, особенно, если подобран инструмент из твердосплавных материалов. Проходные инструменты создаются согласно ГОСТ 18868-73, те же, которые имеют в своем составе твердосплавные пластины по ГОСТ 18879-73.
Виды проходных прямых резцов
Существует несколько разновидностей инструментов, которые имеют свои уникальные разновидности, но все же относятся к данному типу. Резцы токарные прямые проходные разделяются на черновые, или как их еще называют, обдирочные и чистовые. Первый вариант подходит для грубой обработки на первом этапе. В это время можно снять наибольшее количество слоев металла, чтобы заготовка приблизилась к необходимым размерам. Чистовые инструменты предназначаются для более тонкой и деликатной обработки, когда толщина снятия не превышает десятые доли миллиметра. Они более острые и имеют повышенную точность обработки.
Резцы токарные прямые проходные разделяются на черновые, или как их еще называют, обдирочные и чистовые. Первый вариант подходит для грубой обработки на первом этапе. В это время можно снять наибольшее количество слоев металла, чтобы заготовка приблизилась к необходимым размерам. Чистовые инструменты предназначаются для более тонкой и деликатной обработки, когда толщина снятия не превышает десятые доли миллиметра. Они более острые и имеют повышенную точность обработки.
Если рассматривать конструкции изделий, то здесь встречаются цельные варианты и с пластинами, некоторые из которых могут сниматься. Как правило, основная часть изготавливается из инструментальной стали, а рабочая делается из быстрорежущей стали или из тугоплавкого материала, рассчитанного на работу с плотными видами металла.
К общему списку можно добавить, что существует еще резец проходной левый и правый, у которых отличается положение самой рабочей части.
Основные размеры проходных прямых резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 16 | 12 | 110 |
| 20 | 12 | 120 |
| 25 | 20 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Быстрорежущие стали используются для изделий, которые работают с нелегированными и накаленными заготовками, а твердосплавные материалы применяются для тех, которые работают со сложно обрабатываемыми вещами.
Геометрия проходного прямого резца
Резец проходной прямой имеет несколько важных углов. Все они располагаются на его головке, как основной рабочей части. Передняя часть головки обеспечивает нормальный сход стружки, который бы не мешал рабочему процессу. На инструменте также имеется вспомогательная и главная задняя кромка, причем обе обращены к детали, которая находится в обработке.
Все основные процессы резания осуществляются главной кромкой. Ее образует пересечение передней поверхности и главной задней кромки. Помимо главной имеется и вспомогательная кромка, которая находится на пересечении задней вспомогательной и передней вспомогательной поверхности. Вершина резца находится на пересечении вспомогательной режущей кромки и главной ее части. Угол в каждом резце зависит от конкретной модели, так как его нужно индивидуально подбирать под каждый вид работы и материал.
Выбор проходного резца
Резцы токарные проходные прямые могут существовать в нескольких вариантах, что очень сильно влияет на результат работы. Отличаться могут размеры изделия, металл режущей кромки, вид мелкие особенности конструкции и так далее. Чтобы подобрать себе нормальный подходящий вариант, следует учитывать много факторов. «Совет профессионалов! Для активной постоянной работы следует иметь набор как разнообразных, так и запасных одинаковых инструментов.»
Отличаться могут размеры изделия, металл режущей кромки, вид мелкие особенности конструкции и так далее. Чтобы подобрать себе нормальный подходящий вариант, следует учитывать много факторов. «Совет профессионалов! Для активной постоянной работы следует иметь набор как разнообразных, так и запасных одинаковых инструментов.»
Первым фактором выбора всегда является, с какими заготовками приходится работать, так как под свойства заготовки подбирается сам инструмент. Полный набор далеко не всегда получается взять, поэтому, желательно сразу определиться с наиболее необходимыми вещами.
Правильный подбор позволит избежать частой замены комплектующих во время работы, что сэкономит время и силы, а также сделает производство более выгодным. Материал подбирается легко, так как тугоплавкие материалы подходят для жестких деталей, которые может не взять быстрорежущая сталь, ведь она рассчитана на простые мягкие заготовки. Их преимуществом является только цена, так как они значительно дешевле.
Режимы резания
Резец проходной прямой применяется для достаточно простых операций, так что и режимы работы с ним, зачастую оказываются элементарными. Основными движениями здесь являются продольные и поперечные перемещения. Снятие слоя металла здесь проходит поэтапно, чтобы не испортить инструмент, так как захват большой толщины может обернуться печальными последствиями для резца. Используя черновые инструменты для первичной обработки, а чистовые для окончательной можно продлить срок их службы и сделать работу более качественной.
Маркировка
Резец проходной прямой Т15К6 может стать отличным примером для разбора маркировки изделия, так как она ставится по материалу, который используется в основной режущей части. Здесь обозначено, что в данном твердосплавном материале титановольфрамовой группы имеется 15% титана и 6% кобальта.
Описание токарных проходных резцов, особенности строения, маркировка и классификация
Резец проходного типа создан для совершения обточки разной поверхности наружного типа на деталях вращениях, куда стоит отнести конические поверхности с большой общей длиной и диаметром, цилиндрические валки и другие детали. В отличие от прямых, резцы проходного типа, отогнутые в сторону, получили наибольшее распространение, так как они заключают в себе универсальные возможности функционирования.
В отличие от прямых, резцы проходного типа, отогнутые в сторону, получили наибольшее распространение, так как они заключают в себе универсальные возможности функционирования.
- Разновидности токарных проходных резцов
- Геометрия резца
- Советы по выбору
- Режимы резания
- Маркировка резцов
- Классификация изделий
- Проходные прямые
- Проходные отогнутые
- Проходные упорные
- Подрезные отогнутые
- Отрезные
При помощи своей общей формы они способны обрабатывать детали даже в особых сложнодоступных местах. Резцы используются для производства деталей, черновой, а также чистовой обработки отдельных заготовок в процессе машиностроения и станкостроения. Почти в любой профессиональной токарной мастерской проходной резец считается незаменимым компонентом для всего процесса обработки.
Работа таким типом устройства происходит как при продольной, так и при поперечной подаче. Им можно производить обточку поверхности, снимать фаски и подрезать основные торцы, то есть все главные операции, которые помогут пригодиться в такой работе. Их стоит отнести к широкопрофильным инструментам, и обладают они сразу несколькими вариациями по диаметру, габаритам и остальным параметрам. Они способны качественно проявлять себя в работе с жёсткими компонентами. Резец проходного типа отогнутый создаётся по стандартам ГОСТа 18869−73.
Их стоит отнести к широкопрофильным инструментам, и обладают они сразу несколькими вариациями по диаметру, габаритам и остальным параметрам. Они способны качественно проявлять себя в работе с жёсткими компонентами. Резец проходного типа отогнутый создаётся по стандартам ГОСТа 18869−73.
Разновидности токарных проходных резцов
Такие инструменты можно разделить сразу как на черновые, так на чистовые разновидности.
Чистовые имеют сравнительно небольшой радиус общего закругления. Это помогает получить более точно обработанную поверхность в приборе. Их принято использовать на конечной стадии изготовления и для создания небольших деталей. Если на производстве хотят получить большую гладкость, а также чистоту, то чаще всего используют лопаточные резцы, которые помогают добиться наилучшего эффекта.
Черновые разновидности можно использовать для процесса грубой обработки. При всём этом общий радиус закругления у них будет намного ниже, но и крепость намного сильнее. Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Кроме этого, можно также выделять такие разновидности резцов, как проходной отогнутый левый, а также правый. В этом случае они будут отличаться расположением режущей кромки, как и на остальных деталях таких инструментов.
Резец проходной может быть произведён преимущественно из материалов твёрдых сплавов, но также можно использовать инструменты из стали быстрорежущего типа.
Геометрия резца
Главной рабочей поверхностью в резце станет его головка, которая располагается на самом стержне прибора. Она вставляется в резцедержатель для совершения последующей работы. На передней поверхности головки будет преобладать поверхность, которая обеспечит качественный сход стружки. Также есть две задние кромки — основная и вспомогательная. Ими следует именовать те поверхности, которые будут обращены к детали, подвергающейся процессу обработки.
Она вставляется в резцедержатель для совершения последующей работы. На передней поверхности головки будет преобладать поверхность, которая обеспечит качественный сход стружки. Также есть две задние кромки — основная и вспомогательная. Ими следует именовать те поверхности, которые будут обращены к детали, подвергающейся процессу обработки.
Главная работа будет проходить при помощи главной режущей кромки. Она создаётся на пересечении главной задней и передней поверхности в инструменте. В самой конструкции устройства есть и вспомогательная режущая кромка, которая образовывается в месте пересечения главной, задней и передней конструкции. Пересечение вспомогательного типа и основной режущей кромки будет создавать особую вершину в резце. В любой модели будет создан собственный угол, который сделает изделие наиболее подходящим для тех или иных целей применения. Например, для процесса обработки детали ступенчатого вида стоит использовать резец с общим углом около 90 градусов.
Советы по выбору
Проходные токарные отогнутые устройства могут создаваться в нескольких вариациях, в которых будут различны размеры, материал, а также некоторые другие параметры. Во время выбора резца стоит особое внимание уделить тому, с какими заготовками вам придётся иметь дело. Если в процессе производства применяется более широкий круг деталей, то нужно иметь не один изогнутый проходной резец , а настоящий набор для использования в различных случаях.
Общий размер изделия должен быть подобран в соответствии с размером самой заготовки. Самым широко используемым вариантом станет средний, который не будет требовать постоянной замены для большого количества работ с различными типами изделий. Рекомендация от специалистов: регулярная замена резцов может привести к большим потерям времени в процессе создания работы и к развитию простоя оборудования, так что нужно заранее определиться с наиболее оптимальным вариантом.
Режимы резания
Проходной резец токарного типа может быть применим в достаточно простом режиме работы. Им можно производить продольные, а также поперечные движения, в зависимости от профиля детали и её обработки.
Стоит с самого начала сделать черновой процесс обработки лишь одним устройством, которое будет предназначено именно для такой цели, а после создать уже более чистый проход по почти готовому типу поверхности. Если в процессе черновой обработки со временем будет сниматься общая толщина до нескольких миллиметров, то при чистовой такой показатель идёт до десятых долей за несколько проходов.
Маркировка резцов
К примеру, стоит разобрать такой резец, как проходной отогнутый Т15К6, на котором можно более подробно рассмотреть пример маркировки. Рабочая поверхность в этом случае выполнена из твердосплавных материалов, которые следует относить к титановольфрамовой группе. Общее содержание кобальта около 6%, а карбида титана (Т15) будет составлять 15%.
Основные производители резцов:
- Чиз (Чинигов, Украина).
- Укрметиз (Украина).
- Китай — Intertool.
- ООО «Мелитополь инструмент».
- Seco Швеция.
Классификация изделий
Все резцы различаются по общему направлению, в котором и происходит подавляющее движение.
- Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.
- Правые резцы — это тип инструмента, который приобрёл наибольшее распространение и использование, а его подача происходит справа налево. Для того чтобы найти такой резец, на него стоит положить именно правую руку — его режущая кромка будет находиться, соответственно, со стороны отогнутого большого пальца.
В определённой зависимости от того, какие работы стоит выполнять на станке, резцы можно разделить на такие виды, как:
- Для выполнения чистовой работы по поверхности металла.

- Для получистовых работ.
- Для создания более тонких технологических изделий.
- Для осуществления черновой работы, которую можно также назвать обдирочной.
Проходные прямые
Применяется такой инструмент совместно с прямой рабочей поверхностью для таких же работ, как и резцы отогнутой формы, но он будет особо неудобным для снятия фасок.
Державки такой формы резцов для станка должны осуществляться в двух главных типоразмерах:
- Квадратная форма — 25*25 мм (такие типы изделия с державками применяются для выполнения особых работ).
- Прямоугольная форма резца — 25 на 16 мм.
Проходные отогнутые
Такие разновидности резцов, рабочая часть в которых способна быть отогнутой в левую либо правую сторону, применяют для процесса обработки на токарном станке торцевой части в заготовки. С их помощью также стоит осуществлять снятие фасок.
Державки прибора такой формы могут выполняться в совершенно разной форме:
- 16*10 (для станков учебного типа).
- 20*12 (такой размер прибора можно назвать стандартным).
- 25*16 (самые распространённые разновидности размеров).
- 30*20.
- 40*25 (приборы с державкой такого типа создаются главным образом под особые заказы, их почти нельзя найти в свободной продаже на территории рынка).
Все требования к таким резцам будут проверяться по стандарту ГОСТа 18877−73.
Проходные упорные
При помощи п роходного упорного резца на токарном станке становится возможным обрабатывать поверхности заготовок металла цилиндрической формы. Главные конструктивные особенности такого типа резца, которые проходят обработку вдоль оси вращения, помогают даже за один проход устранять большое количество лишнего металла.
Державки для изделий такого типа также могут выполняться с использованием различных замеров (в миллиметрах).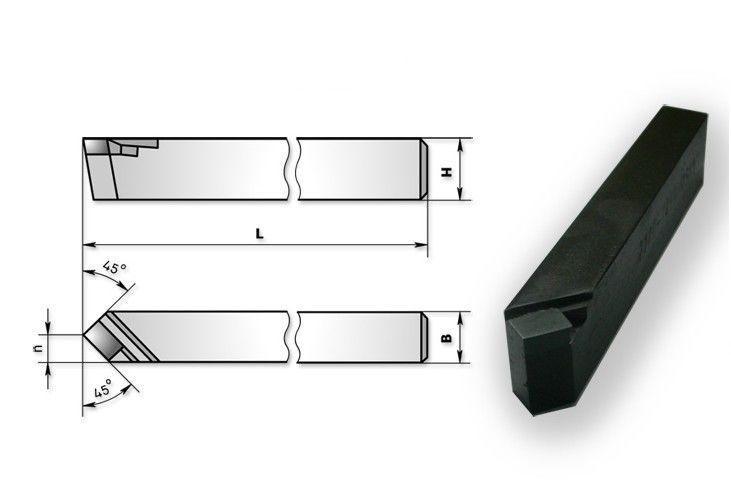
- 16*10
- 20*12
- 25*16
- 32*20
- 40*25.
Такой инструмент для работы на станке по металлу также может быть выполнен с правыми либо же левыми отгибами в рабочей части рубца.
Подрезные отогнутые
Внешне такой резец очень схож с проходным, но у него имеется совсем другая форма режущей пластины — она треугольная. Благодаря таким инструментам для токарного станка по металлу все заготовки обрабатываются в соответствующем направлении, перпендикулярно оси совершения вращения.
Резцы такого формата могут быть созданы с такими размерами держателей, как:
- 16*10
- 25*16
- 32*20.
Отрезные
Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Существуют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их можно также легко. Для этого стоит перевернуть резец режущей стороной пластины вверх и рассмотреть, с какой стороны расположена его ножка.
ГОСТ 18877 73 и геометрия, классификация и режимы
Проходной отогнутый токарный резец – специальный инструмент для обработки металлоконструкций, который прежде всего предназначен для ликвидации неровностей на наружных поверхностях различных деталей вращений, таких как цилиндрические валки и прочие элементы конической формы.
За счёт универсальных возможностей эксплуатации, такие резцы получили наибольшую популярность чем подобные инструменты прямого типа. С помощью проходных отогнутых резцов выполняют такие работы как:
- черновая и чистовая обработка наружных и внутренних плоскостей деталей;
- торцевание заготовок конического и цилиндрического типа;
- снятие фасок под определённым градусом;
- нарезка резьбы;
- устранение лишних элементов конструкции.

Содержание:
- 1 Характеристики по геометрии ГОСТ 18877 73
- 2 Плюсы и минусы
- 3 Разновидности и классификация
- 4 Чертежи
- 5 Критерии по выбору
- 6 Какие есть режимы работы
- 7 Где заказать и купить
Характеристики по геометрии ГОСТ 18877 73
Основной составляющей частью резца является его головка, располагающаяся на вершине стержня инструмента, и фиксируется в резцедержателе. Головка резца имеет одну переднюю кромку и две задние (основная и вспомогательная). Передняя кромка позволяет обеспечить более качественный сход стружки с поверхности обрабатываемого изделия.
Основная работа инструмента осуществляется при помощи особой вершины в резце, которая образовывается в месте пересечения основной, вспомогательной и передней кромок. В любой модели формируется собственный угол, который позволяет произвести изделие максимально удовлетворять требованиям и условиям применения. К примеру, для процесса формирования детали ступенчатого типа используют резец с общим углом в размере 90 градусов.
Плюсы и минусы
Достаточно сложно определить плюсы и минусы такого изделия. Прежде всего, несомненным плюсом будет являться его универсальность в работе. Таким инструментом можно выполнять множество типов действий (черновая и чистовая отделка, формирование резьбы, торцевание различных деталей и мн. др.).
Минусом же такого инструмента является его расходность. Токарные резцы – это прежде всего расходные материалы и при эксплуатации они часто ломаются, стачиваются и приходят в негодность. Поэтому прежде, чем выполнять какие-либо токарные мероприятия следует запастись инструментами впрок.
Разновидности и классификация
Проходные отогнутые резцы можно разделить на две категории: черновые и чистовые. Черновые инструменты позволяют выполнять работы по грубой обработке изделий. Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
Чистовые приборы имеют уже меньший радиус закругления, чем черновые, что, в свою очередь, даёт возможность обработать рабочую поверхность более аккуратно и достичь необходимого эффекта. Как правило, их используют на финальном этапе изготовления небольших деталей.
Помимо этого, различают левые и правые проходные отогнутые резцы. Данная классификация основывается на положении режущей кромки резца. Движение токарных резцов левого типа осуществляется слева направо. При этом, если такой резец положить на левую руку, то со стороны большого пальца руки будет располагаться общая режущая кромка инструмента.
Движение токарных резцов правого типа осуществляется справа налево. Такие резцы получили наибольшее распространение. А если правый резец положить в правую руку, то аналогично с ситуацией, с левым резцом общая кромка будет упираться в большой палец руки.
Также, проходные отогнутые резцы можно разделить потому, из какого материала они были изготовлены. Чаще всего такие резцы делают из материалов твёрдых сплавов, но при этом существуют и резцы из стали быстрорежущего типа.
Чертежи
Критерии по выбору
Несмотря на то, что токарные резцы относят к расходным элементам токарного станка, к их выбору, как и к выбору любого другого инструмента, следует подходить с ответственностью. Правильно выбранный токарный резец позволит более длительную эксплуатацию и более качественную обработку изделий. Прежде всего, стоит учесть то, какие работы будут выполняться.
Если круг работ достаточно широк, и включает в себя обработку разных типов деталей, то стоит запастись не одни типом резца, а сразу несколькими. Предпочтительнее приобрести набор резцов. Так вы будете максимально спокойны в том случае, если у вас не окажется под рукой необходимого вам резца.
Также, следует учесть размер обрабатываемой заготовки. От размера заготовки зависит и выбор размера резца. Чаще всего приобретают резец среднего размера. Они более универсальны и позволяют работать с различными изделиями, не требуя при этом замены.
Ещё одни критерием выбора должен стать материал изготовления инструмента. Когда обрабатываемое изделие выполнено из мягкого и незакаленного металла, выбирают резцы, материалом для изготовления которых служит быстрорежущая сталь.
Когда обрабатываемое изделие выполнено из мягкого и незакаленного металла, выбирают резцы, материалом для изготовления которых служит быстрорежущая сталь.
В случае, когда обработка будет идти по жёстким материалам, использую резцы из твердосплавных материалов. Такие резцы устойчивы к вибрационным колебаниям и температурным перепадам, а длительность их службы значительно выше.
Какие есть режимы работы
Эксплуатация проходных отогнутых токарных резцов довольно проста, и в зависимости от формы обрабатываемого изделия и метода обработки может быть осуществлена в продольном или поперечном направлении. В самом начале осуществляют черновую обработку поверхности только одним инструментом, которое будет предназначено для этих целей.
Стоит отметить, что инструменты, предназначенные для черновых работ, не рекомендуется использовать на чистовых работах и наоборот. При черновых работах допускается удаление металла обрабатываемой поверхности до 5 миллиметров за несколько проходов. После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра.
После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра.
Где заказать и купить
В мире не так много компаний, осуществляющих производство токарных проходных отогнутых резцов. Среди таких компаний можно выделить украинские компании ЧИЗ и Укрметиз, китайский Intertool, отечественную фирму ООО «Мелитополь инструмент», и шведскую Seco.
На сегодняшний день купить токарные резцы можно как в обычных строительных магазинах вашего города или же заказать в любом интернет-магазине строительных инструментов, среди которых магазин 220 Вольт и магазин Ринком.
Проходной резец: характеристика, заточка инструментов
Проходной резец — инструмент, используемый преимущественно на токарных станках для обработки различных видов материалов. Применяется в работе с металлическими заготовками, сырьем. Производство стамесок осуществляется по единым стандартам — ГОСТ 18877-73.
Применяется в работе с металлическими заготовками, сырьем. Производство стамесок осуществляется по единым стандартам — ГОСТ 18877-73.
Содержание
- 1 Конструкция
- 2 Классификация резцов по металлу
- 3 Разновидности
- 4 Выбор резца
Конструкция
Инструменты имеют свои особенности, но одинаковую конструкцию. Основной частью долота, с помощью которого происходит непосредственно обработка сырья, является рабочая головка. Она изготавливается из высококачественных твердосплавных пластин, что повышает срок службы орудия.
Зубило находится на стержне, соединяющемся с резцедержателем для выполнения работ, что является основной функцией данной части стамески. Державки таких резцов выполнены из обычных или высококачественных сплавов.
При помощи опорной поверхности происходит непосредственное крепление зубила на токарном инструменте на специальном держателе. Благодаря передней поверхности происходит самоочищение поверхности резца и откат обрезков с детали на стадии ее обработки.
Процесс шлифовки, обрезки, точения на токарном станке осуществляется при помощи режущего края (лезвия). Вспомогательная и основная кромка на месте пересечения образуют угол, вершину рабочей головки. С помощью задней поверхности инструмента происходит крепление пластины, а вспомогательная задняя грань дает возможность свободно передвигаться стамеске по заготовке.
Классификация резцов по металлу
В зависимости от возможностей, предназначения проходные стамески бывают: отогнутыми, прямыми, изогнутыми, оттянутыми.
Первый вид имеет широкий функционал, что позволяет выполнять большой спектр работ, а также производить обработку сырья или заготовки в наиболее труднодоступных местах для обработки граней и снятия срезов. Используется для работы на механизмах с продольным, поперечным движением подачи материала. Сверху резьба имеет изогнутую грань, в боковом положении — прямую поверхность.
Проходной отогнутый резец имеет множество модификаций, зависящих от типа выполняемых работ:
- для токарных станков в учебных заведениях тело инструмента составляет 1,6 см на 1 см;
- для проведения нестандартных работ державка резца может быть 2 см на 1,2 см;
- для выполнения различных работ наиболее часто используются резцы размерами 2,5 на 1,6 см;
- проходные упорные изогнутые стамески с державкой 4 см на 2,5, как правило, сложно найти в свободной продаже, изготавливаются под заказ.

Резец проходной прямой не имеет изгибов, что ограничивает спектр выполняемых работ. С его помощью возможно только поперечное оттачивание деталей. Преимуществом данного вида зубила является универсальность, простота, прочность, жесткость. Рабочая часть инструмента в любой проекции имеет прямую линию. Используется для отшлифовки деталей цилиндрических видов.
Тело инструмента может быть выполнено в прямоугольной или квадратной форме, при этом первая разновидность со сторонами 2,5 × 1,6 см, а вторая 2,5 × 2,5 см.
Оттянутого вида инструменты отличаются по своей конструкции, так как диаметр рабочего лезвия значительно меньше, чем тело инструмента. Ось лезвия может совпадать или быть незначительно смещенной относительно оси стержня.
Проходной упорный резец в зависимости от целей может производиться с прямым, отогнутым лезвием. Используются для работы с сырьем, имеющим цилиндрическую форму. Является наиболее применяемым инструментом для обработки металлических деталей. По мере вращения рабочей головки токарный проходной отогнутый резец вдоль оси позволяет снимать максимальное количество лишнего материала обрабатываемой детали.
По мере вращения рабочей головки токарный проходной отогнутый резец вдоль оси позволяет снимать максимальное количество лишнего материала обрабатываемой детали.
Тело режущего приспособления в зависимости от целевого использования может быть следующих размеров:
- 1,6 × 1 см;
- 2 × 1,2 см;
- 2,5 × 1,6 см;
- 3,2 × 2 см;
- 4 × 2,5 см.
Подрезной отогнутый инструмент с треугольной формой рабочей головки. Данный вид поверхности резца позволяет производить обработку металлов перпендикулярно оси. Тело инструмента может быть следующих размеров (в см):
- 1,6 × 1 см;
- 2,5 × 1,6 см;
- 3,2 × 2 см.
Отрезной резец для токарного станка используется для отсечения деталей под прямым углом и проделывания рубчиков на поверхности металлической заготовки. В зависимости от расположения рабочей ножки резцы могут быть левые и правые. В зависимости от размера тела инструмента выделяют следующие виды:
- 1,6 × 1 см;
- 2 × 1,2 см;
- 2 × 1,6 см;
- 4 × 2,5 см.

Резьбонарезные стамески для наружной нарезки метрической резьбы или заточки резцов имеют форму пики и изготавливаются из высокопрочных сплавов. В зависимости от размеров выделяют три типа изделий:
- 1,6 × 1 см;
- 2,5 × 1,6 см;
- 3,2 × 2 см.
Стамески для внутренней резьбы используются для нарезки отверстий различного диаметра. В зависимости от размера сечения такие приспособления могут быть:
- 1,6 × 1,6 см;
- 2 × 2 см;
- 2,5 × 2,5 см.
Расточное долото для глухих отверстий с лезвием инструмента данного вида имеет изгиб, размер рабочей головки может быть: 1,6×1,6 см, 2×2 см и 2,5×2,5 см.
Расточные стамески для сквозных отверстий используются для обработки заготовок после первой чистовой обработки сверлом. В соответствии с ГОСТом типоразмеры инструмента: 1,6×1,6 см, 2×2 см и 2,5×2,5 см.
Разновидности
В зависимости от положения рабочей головки инструмента и способа ее подачи от передней бабки резцы могут быть как правыми, так и левыми. Первый тип предполагает расположение режущего элемента с левой стороны относительно обрабатываемой заготовки. Второй вид предполагает нахождение стамески с правой стороны относительно используемого сырья.
Первый тип предполагает расположение режущего элемента с левой стороны относительно обрабатываемой заготовки. Второй вид предполагает нахождение стамески с правой стороны относительно используемого сырья.
По конструктивным параметрам резцы проходные упорные могут быть цельными, с припаянными пластинами или механическим их креплением. Первый вид представляет собой цельный инструмент, у которого рабочая головка и стержень едины. Второй тип стамески имеет припаянную к стержню пластину. Последний тип предполагает механическое крепление пластины на рабочей головке.
Также различны характеристики инструментов, изготовленных из твердых и быстрорежущих марок стали. К первой группе относятся:
- вольфрамовый резец ВК8, применяемый для изготовления элементов и неметаллического сырья, а также цветных металлов и чугуна;
- титановольфрамовое долото Т5К10, Т15К6, с помощью которых возможна обработка различных видов сплавов.
Ко второй группе относятся стамески с нормальной производительностью видов Р6М5, Р18, Р9 и другие.
Резцы проходные упорные классифицируются на чистовые и черновые. Первый тип имеет большой радиус закругления, что позволяет выполнять работы по отшлифовке сырья на последних этапах производства деталей, при этом используются чаще для работы с элементами небольших размеров. Второй тип используется для грубой обработки из-за незначительного радиуса закругления. Как правило, применяются на начальных этапах обработки сырья и производства готовой продукции для снятия значительных объемов металла с детали. Черновые резцы обладают меньшей точностью в сравнении с чистовыми.
Выбор резца
При выборе резца следует придерживаться простых правил, которые помогут продлить срок службы инструмента и качественно выполнить работу:
- Прежде всего, необходимо определиться с типом будущих работ (снятие кромки, резьба, обработка фасонного проката, обработка углублений и т. д.).
- Следует узнать, какой вид сырья будет подвергаться обработке. От этого зависит качество будущих заготовок, так как рабочая головка инструмента должна быть изготовлена из более прочных сплавов, чем сырье.

- Определиться с приоритетом в обработке материала — качество или точность.
- При выборе также необходимо учитывать износостойкость инструмента при выполнении будущих работ. Некоторые виды резцов можно заточить после незначительного износа.
- Ознакомиться с инструкцией к инструменту и расшифровкой маркировки. Например, Т15К6 — данное обозначение на резце означает, что рабочая головка выполнена из сплавов твердых видов, которые относятся к титановольфрамовой группе. Маркировка Т15 означает, что содержание карбида титана в сплаве, из которого произведен инструмент, составляет 15%. Отметка К6 указывает на 6% содержание кобальта.
В зависимости от предназначения проходные резцы могут быть прямыми, оттянутыми, отогнутыми, проходными и др. Каждый вид инструментов используется для выполнения различных работ с металлическими заготовками. При выборе стамески также следует обратить внимание на материал, из которого произведен резец, и обрабатываемый сплав.
Проходные токарные резцы, типы и анимация обработки
Всем привет! Сейчас мы рассмотрим универсальные проходные токарные резцы, а также современные их аналоги.
Также разберёмся как можно получить 3D модель проходного токарного резца в SolidWorks, которые используются на станках с ЧПУ. И посмотрим видео анимацию обработки данного резца.
Содержание
- 1 Универсальны проходные
токарные резцы - 2 Современные проходные
токарные резцы - 3 Где взять 3D модель резцов для SolidWorks
- 4 Видео анимация
обработки токарных резцов- 4.0.1 Скачать модели проходных резцов для SolidWorks
Универсальны проходные
токарные резцы
Универсальные проходные токарные резцы бывают левые и правые, левые проводят обработку слева направо, а правые наоборот справа налево. Наиболее распространены правые резцы.
Левые и правые проходные резцы
Также проходные резцы разделяться на следующие виды:
1.Проходные прямые резцы, данные резцы не имеют широкого применения и используются в основном для обработки внешних цилиндрических поверхностей.
Проходной прямой резец
2. Проходные отогнутые резцы, у таких резцов рабочая часть отогнута в правую или левую сторону. Используются данные резцы для обработки торца заготовки и для снятия фасок.
Проходной отогнутый резец
3. Проходной упорный отогнутый резец, обычно называется просто проходной упорный. Данный вид токарного резца наиболее распространен в работе, так как позволяет снимать наибольший припуск за один проход. Ведёт обработку вдоль оси вращения.
Проходной упорный отогнутый резец
4. Подрезной отогнутый резец, главное отличие данного резца от проходного упорного отогнутого резца в том, что дынный резец ведет обработку перпендикулярно к оси вращения, а также формой режущей пластины. У проходного отогнутого резца она треугольная.
У проходного отогнутого резца она треугольная.
Подрезной отогнутый резец.
Современные проходные
токарные резцы
Современные проходные токарные резцы тоже бывают различных форм и
размеров и в основном состоят из державки и сменной пластины из твёрдого
сплава, которая крепить винтом к державке.
Конструкция современного проходного резца
Так как данные резцы в основном устанавливаются на станки с ЧПУ они
могут обрабатывать довольно различную геометрию и не нужно для обработки
цилиндрической поверхности и подрезки торца использовать два различных резца.
Обычно при обработке используют два проходных резца со сменной
пластиной. Один черновой другой чистовой.
Резец со сменной пластиной для черновой обработки на картинке ниже.
Резец со сменной пластиной для черновой обработки
И резец для чистовой обработки.
Резец со сменной пластиной для чистовой обработки
Как видно резец для чистовой обработки более острый, что позволяет
достичь лучшей шероховатости поверхности.
Но не будем углубляться в технологию обработки деталей, лучше разберёмся как получить 3д модели проходных резцов в SolidWorks.
Где взять 3D модель резцов для SolidWorks
3D модели резцов, представленных выше можно конечно построить в SolidWorks воспользовавшись
уроками с этой страницы. Размеры можно взять
с сайтов производителей резцов или каталогов.
Или же более простой способ – данные модели можно просто скачать!
Все наиболее популярные производители на своих сайтах выкладывают в
открытом доступе 3D модели инструмента в основном в формате .stp.
Возьмём, например, такого производителя инструмента как «Sandvik coromant». Сайт этого производителя можно без труда найти в поисковике.
Заходим на него и в поиск вбиваем обозначения державки «SCLCR 2525M 12» (Он используется для черновой токарной обработки).
Открываем страницу данного инструмента и видим в разделе загрузки
доступно скачивания данной державки.
Ссылка на скачивания 3д модели инструмента на сайте Sandvik coromant
Скачиваем ее и открываем в SolidWorks.
Проходной резец для станков с ЧПУ в SolidWorks.
Я рекомендую для дальнейшей работы пересохранить скаченные файлы в
формат SolidWorks.
Далее таким же образом скачиваем резцы под обозначениями: SVJBL 2525M 16, SVJBR 2525M 16 (они в основном применяться для чистовой обработки). И также открываем их в SolidWorks и пересохраняем.
Резцы SVJBL 2525M 16, SVJBR 2525M 16 в SolidWorks
Как видим получить подробную 3д модель резца для Солидворкс достаточно просто и быстро.
В заключении статьи просмотрим видео анимацию обработки данных резцов.
Видео анимация
обработки токарных резцов
На видео показано какие поверхности доступны для обработки для данных резцов, также в работе видно левый и правый резец.
Виды токарных резцов. Видео анимация токарной обработки.
Если кому нужно модели данных резцов можно скачать по данной ссылке:
Скачать модели проходных резцов для SolidWorks
На этом все! Надеюсь это был полезный для вас материал! Ознакомится с основными типами токарных резцов можно на этой странице: Основные виды токарных резцов
За репост данной статьи в социальные сети буду очень признателен!
До встречи в следующей статье про токарные резцы!
конструкция и виды, цены, из какого металла изготовлены
Токарный станок — гениальное изобретение человечества. Сейчас без него трудно, и даже невозможно, обойтись практически в любой отрасли. Взять, например, автомобильную промышленность. В одном только двигателе сколько круглых деталей, которые необходимо сначала обработать на токарном станке, а затем поставить на своё место в «сердце» автомобиля. И колёса у него круглые, а отлитым дискам нужно придать идеально круглую форму.
И колёса у него круглые, а отлитым дискам нужно придать идеально круглую форму.
Оборудование для изготовления или обработки чего-либо без специальных приспособлений — это бесполезная груда металла. Не исключение и токарный станок. Чтобы на нём работать, нужны инструменты и, в первую очередь, резцы.
Конструкция резца
Резец состоит из стержня (державки) и головки.
Державка крепится в резцедержателе токарного станка. Она имеет квадратную или прямоугольную форму. Головка — это рабочая часть резца с кромками и плоскостями, которые заточены под определёнными углами, что необходимо для обработки металлических заготовок различными способами.
Головки подразделяются на:
- цельные;
- с припаянными или приварными пластинами;
- с механическим креплением пластины.
Цельная головка представляет собой одно целое с державкой (стержнем). Такие резцы изготавливаются из специальной стали, называемой инструментальной, с высоким содержанием углерода, или из быстрорежущей стали. Однако такой токарный инструмент применяется крайне редко.
Однако такой токарный инструмент применяется крайне редко.
Чаще всего для обработки металлических заготовок на токарных станках применяются резцы с припаянными или приварными пластинами. Они изготавливаются из твёрдого сплава или из быстрорежущей стали, в состав которых входят металлы: вольфрам, титан, тантал и другие, отличающиеся высокой прочностью и ценой, конечно. Такой обрабатывающий токарный инструмент используется, в зависимости от его марки, для обработки деталей из чугуна, цветных металлов, неметаллических материалов, а также заготовок из любых сталей.
Пластины из твёрдых сплавов очень хрупкие и при работе с ними нужно обращаться осторожно, соблюдая все технологические требования.
Применяются в токарной обработке головки с механическим креплением пластины. В отличие от припаянной или приваренной, она закрепляется в головке механическим способом. Удобен он в том случае, если основа материала, из которого изготовлена пластина, составляет минералокерамика.
Таким образом, материалы рабочей части любого токарного резца составляют:
- углеродистая сталь высокого качества;
- быстрорежущая сталь;
- твёрдые сплавы.
Виды токарных резцов
Они бывают следующих видов:
- отрезные;
- проходные;
- подрезные;
- резьбовые;
- расточные;
- универсальные.
Отрезные
Любому токарю невозможно обойтись без отрезного резца. Он предназначен для того, чтобы отрезать заготовку нужного размера от металлических болванок, прутьев, труб, шестигранников и т.д., длина которых больше требуемых параметров будущей детали. Его трудно перепутать с другими, так как у него тонкая ножка, на конце которой припаяна пластинка из твёрдого сплава. Чем она уже, тем меньше рез и, соответственно, получается меньше отходов в виде стружки. Отрезка производится под прямым углом. Отрезным резцом можно вырезать тонкие канавки.
Отрезным резцом можно вырезать тонкие канавки.
Проходные
Проходные резцы подразделяются на:
- отогнутые;
- упорные отогнутые;
- прямые.
Отогнутый проходной предназначен для обработки торцов у заготовки, а также снятия фасок. Получил он такое название потому, что во время обработки детали резец как бы огибает её сбоку.
Ещё один вид проходного резца для токарного станка — упорный отогнутый. Он из самых нужных при токарной обработке детали из цилиндрической заготовки. Его изгиб позволяет при обтачивании круглой детали за один проход снимать много лишнего металла. Резец при обработке двигается вдоль вращения детали. Проходные отогнутые бывают правосторонние и левосторонние. Чаще всего на практике используются правосторонние.
Проходной прямой применяется в тех же случаях, что и проходной упорный отогнутый. Им чаще всего обрабатывается поверхность металла, однако токари в своей работе используют его редко.
Подрезные
Следующий вид токарного резца — подрезной отогнутый. Не следует его путать с проходным упорным. У подрезного, в отличие от проходного упорного, рабочая часть — это, конечно же, тоже пластина из твёрдых сплавов, но треугольной формы, одна из сторон которых закруглённая, в то время как у проходного она прямоугольная. Подрезным отогнутым обрабатываются заготовки поперек оси её вращения, выставляя инструмент перпендикулярно. Есть ещё подрезные упорные резцы, но они не востребованы.
Резьбовые
Комплект инструментов для токарного станка будет неполным, если там отсутствуют резьбовые резцы. Они бывают двух видов:
- для нарезания наружной резьбы;
- для нарезания внутренней резьбы.
Первый тип предназначается для нарезания наружной резьбы на заготовках таких деталей, как болты, шпильки и т.д. Пластина резца напоминает форму наконечника копья. Нарезаемая резьба может быть двух видов: метрической или дюймовой, в зависимости от конструкции резца.
Второй тип используется для нарезания внутренней резьбы в заготовке. Такой резец имеет иной вид, хотя форма режущей пластины остаётся такой же, как у инструмента для нарезания наружной резьбы.
Расточные
Они бывают двух типов:
- для расточки глухих отверстий;
- для расточки сквозных отверстий.
В первом случае резец используется тогда, когда в заготовке нет отверстия. Отверстие, конечно, можно просверлить заранее поочередно свёрлами разного диаметра, но на токарном станке эту операцию будет сделать проще и быстрее. Для этого и применяется расточной резец, у которого пластина такая же треугольная, как и подрезного, но, в отличие от него, у расточного головка имеет изгиб. Нужен он для того, чтобы можно было подвести его с торца заготовки и начать растачивать её от центра, углубляясь внутрь, делая отверстие нужного диаметра. Можно растачивать отверстия любого диаметра, но для этого нужны и резцы больших размеров.
Для растачивания сквозных отверстий на токарном станке используется другой тип резца. Предварительно в заготовке сверлом большого диаметра просверливается отверстие, а затем оно растачивается до нужного размера. Однако при этом большую роль играет державка, чем она длиннее, тем больше можно расточить отверстие в заготовке. Прямая пластинка, не имеющая выступа, позволяет инструменту легко заходить внутрь просверленной заранее в заготовке трубки и растачивать её, проходя насквозь.
Универсальные резцы ещё называют сборными, потому как на одну державку можно крепить разные пластины и, таким образом, обрабатывать заготовки различных форм под разными углами. Державки инструмента бывают разных размеров. Такой вид токарного инструмента используется редко, поэтому и производят его мало. Если он и встречается в продаже, то цена достаточно высокая, в отличие от остальных типов.
Стоимость инструмента
Цена каждого токарного резца по металлу зависит от того, из какого материала он изготовлен, вида инструмента, то есть для чего он предназначен при обработке металлических деталей и других факторов.
Например, конструкция отрезного резца проще, чем для нарезания резьбы, соответственно и цена его будет ниже. Однако, если в состав материала, из которого изготовлена головка, входит дорогостоящий металл, то и цена инструмента будет намного выше.
Не стоит приобретать обрабатывающий инструмент для токарных станков по металлу подешевле. Уже давно доказано, что скупой платит дважды. Лучше купить инструмент по более высокой цене, но качественный, который прослужит дольше, а не будет одноразовым.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью:
(3 голоса, среднее: 3.7 из 5)
Поделитесь с друзьями!
Носовые щипцы Weil-Blakesley. Ваш магазин
Будьте первым кто оценит этот продукт
Номер предмета:
66-28-001Э
Номер предмета:
66-28-002Э
Номер предмета:
66-28-100Э
Номер предмета:
66-28-110Э
Номер предмета:
66-28-00Э
Номер предмета:
66-28-01Э
Номер предмета:
66-28-02Э
Номер предмета:
66-28-03Э
Номер предмета:
66-28-10Э
Номер предмета:
66-28-11Э
Номер предмета:
66-28-12Э
Номер предмета:
66-28-20Э
Номер предмета:
66-28-21Э
Номер предмета:
66-28-22Е
Номер предмета:
66-28-23Е
Номер предмета:
66-28-30Е
Номер предмета:
66-28-31Е
Номер предмета:
66-28-32Е
Номер предмета:
66-28-33Е
Выберите вариант:
————Прямой, № 0, 2 ммПрямой, № 2, 3 мм Перевернутый под углом 45 градусов, № 0, 2 мм Перевернутый под углом 45 градусов, № 1, 3 ммПрямой, № 0, 3,5 ммПрямой, № 1, 4 ммПрямой, № 2, 4,5 ммПрямой, № 3, 5 мм, угол 45 градусов, № 0, 3,5 мм, угол 45 градусов, № 1, 4 мм, угол 45 градусов, № 2, 4,5 мм, прямой, сквозной, № 0, 3,5 мм, прямой, сквозной, № 1, 4 мм, прямой , сквозная, #2, 4. 5ммПрямая, сквозная, #3, 5ммПеревернутая 45 градусов, сквозная, #0, 3.5ммПеревернутая 45 градусов, сквозная, #1, 4ммПеревернутая 45 градусов, сквозная, #2, 4,5 мм Перевернутый угол 45 градусов, сквозная прорезь, № 3, 5 мм
5ммПрямая, сквозная, #3, 5ммПеревернутая 45 градусов, сквозная, #0, 3.5ммПеревернутая 45 градусов, сквозная, #1, 4ммПеревернутая 45 градусов, сквозная, #2, 4,5 мм Перевернутый угол 45 градусов, сквозная прорезь, № 3, 5 мм
Рег. Цена:
266,00 долларов США
В продаже:
$167,00
Рег. Цена:
266,00 долларов США
В продаже:
$167,00
Рег. Цена:
266,00 долларов США
В продаже:
$167,00
Рег. Цена:
266,00 долларов США
В продаже:
$167,00
Рег. Цена:
266,00 долларов США
В продаже:
$167,00
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
Рег. Цена:
$264,00
В продаже:
165,00 долларов США
- Предназначен для удаления тканей и полипов носа в решетчатой булле, а также расширения отверстий пазух
- Часто используется во время эндоскопических хирургических вмешательств на околоносовых пазухах
- Тупые овальные бранши с фенестрацией для облегчения удаления мягких тканей и костей
- Доступны несколько вариантов челюстей, в том числе прямые, перевернутые и сквозные
Доступные варианты наконечников
- Прямой 5 1/2 дюйма
- #0 2,0 мм (66-28-001E)
- #2 3,0 мм (66-28-002E)
- 5 1/2 дюйма, перевернутый на 45º, изогнутый
- #0 2,0 мм (66-28-100E)
- #1 3,0 мм (66-28-110E)
- 5 1/2 дюйма, прямой
- #0 3,5 мм (66-28-00E)
- #1 4,0 мм (66-28-01E)
- #2 4,5 мм (66-28-02E)
- #3 5,0 мм (66-28-03E)
- 5 1/2″ Перевернутый 45º Угловой
- #0 3,5 мм (66-28-10E)
- #1 4,0 мм (66-28-11E)
- #2 4,5 мм (66-28-12E)
- 5 1/2″ Прямой сквозной
- #0 3,5 мм (66-28-20E)
- #1 4,0 мм (66-28-21E)
- #2 4,5 мм (66-28-22E)
- #3 5,0 мм (66-28-23E)
- 5 1/2″ Перевернутый 45º Угловой Сквозной
- #0 3,5 мм (66-28-30E)
- #1 4,0 мм (66-28-31E)
- #2 4,5 мм (66-28-32E)
- #3 5,0 мм (66-28-33E)
Костерезные щипцы Раскина Листона
У вас есть индивидуальные хирургические наборы, вы можете добавить в свои наборы дополнительные инструменты или создать дополнительные индивидуальные наборы. После этого вы можете заказать их после внесения необходимых изменений. Нажмите здесь, чтобы просмотреть свои наборы.
После этого вы можете заказать их после внесения необходимых изменений. Нажмите здесь, чтобы просмотреть свои наборы.
Нажмите, чтобы увеличить изображение
220,29 $
275,36 $
— 55,07$
247,82$
275,36$
— 27,54$
378,77$
420,85$
— 42,08$
366,62$
407,36$
— 40,74$
378,77$
420,85$
— $42,08
366,62 $
407,36 $
— $40,74
Категории:
Щипцы для резки костей
(833) 906-7575
Возврат и гарантия
Немецкая ковка
Бесплатный ремонт и заточка
5 лет гарантии
Возврат и гарантия
10257 3 8 Возврат
Если какой-либо из инструментов GerVetUSA выйдет из строя или выйдет из строя, мы здесь, чтобы отремонтировать или заменить ваш инструмент в зависимости от гарантии на инструмент.
Информация о гарантии
На следующие инструменты производства GerVetUSA предоставляется ограниченная гарантия:
• Ножницы из карбида вольфрама > 5 лет
• Иглодержатели из карбида вольфрама > 1 год
• Инструменты с алмазной пылью > 1 год
• Инструменты из титана > 3 года
• Инструменты с серебряным или хромированным покрытием > 1 год
• Ножницы Supercut > 1 год
Хотите вернуть/обменять?
Доставка
Бесплатная наземная доставка
Варианты доставки
Доставка по всему миру
Мы отправляем через UPS и USPS. Любые заказы на сумму более 200 долларов США автоматически получают право на бесплатную стандартную (наземную) доставку (только для США), за исключением Пуэрто-Рико, Гавайских островов и Аляски.
Любые заказы на сумму более 200 долларов США автоматически получают право на бесплатную стандартную (наземную) доставку (только для США), за исключением Пуэрто-Рико, Гавайских островов и Аляски.
Платежи
Способы оплаты
Безопасный и надежный
Ваша кредитная карта обрабатывается безопасно через нашу собственную службу обработки кредитных карт, каждая транзакция проверяется по имени, адресу и номерам CVV, ваша карта удаляется из нашей системы после обработки транзакции.
Обзор продукта
- ОПИСАНИЕ
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- ГАРАНТИЯ
- ОБЗОРЫ
Эти инструменты широко используются хирургами для рассечения кортикальной и губчатой кости, разделения костных структур и обнажения операционного поля. У них острые лезвия, которые легко прорезают кости.
Особенности
• Немецкая нержавеющая сталь
• Прочная конструкция
• Изящная рукоятка
Обратите внимание, что изображения на веб-сайтах часто представляют семейство продуктов и могут не соответствовать точным спецификациям или характеристикам выбранного вами товара. Окончательные характеристики будут соответствовать описанию конкретного выбранного вами продукта. Пожалуйста, ознакомьтесь с такими характеристиками в описании товара, чтобы убедиться, что заказан правильный продукт.
Окончательные характеристики будут соответствовать описанию конкретного выбранного вами продукта. Пожалуйста, ознакомьтесь с такими характеристиками в описании товара, чтобы убедиться, что заказан правильный продукт.
Обратите внимание, что изображения на веб-сайтах часто представляют семейство продуктов и могут не соответствовать точным спецификациям или характеристикам выбранного вами товара. Окончательные характеристики будут соответствовать описанию конкретного выбранного вами продукта. Пожалуйста, ознакомьтесь с такими характеристиками в описании товара, чтобы убедиться, что заказан правильный продукт.
Обратите внимание, что изображения на веб-сайтах часто представляют семейство продуктов и могут не соответствовать точным спецификациям или характеристикам выбранного вами товара. Окончательные характеристики будут соответствовать описанию конкретного выбранного вами продукта. Пожалуйста, ознакомьтесь с такими характеристиками в описании товара, чтобы убедиться, что заказан правильный продукт.
Обратите внимание, что изображения на веб-сайтах часто представляют семейство продуктов и могут не соответствовать точным спецификациям или характеристикам выбранного вами товара. Окончательные характеристики будут соответствовать описанию конкретного выбранного вами продукта. Пожалуйста, ознакомьтесь с такими характеристиками в описании товара, чтобы убедиться, что заказан правильный продукт.
Обратите внимание, что изображения на веб-сайтах часто представляют семейство продуктов и могут не соответствовать точным спецификациям или характеристикам выбранного вами товара. Окончательные характеристики будут соответствовать описанию конкретного выбранного вами продукта. Пожалуйста, ознакомьтесь с такими характеристиками в описании товара, чтобы убедиться, что заказан правильный продукт.
Обратите внимание, что изображения на веб-сайтах часто представляют семейство продуктов и могут не соответствовать точным спецификациям или характеристикам выбранного вами товара. Окончательные характеристики будут соответствовать описанию конкретного выбранного вами продукта. Пожалуйста, ознакомьтесь с такими характеристиками в описании товара, чтобы убедиться, что заказан правильный продукт.
Окончательные характеристики будут соответствовать описанию конкретного выбранного вами продукта. Пожалуйста, ознакомьтесь с такими характеристиками в описании товара, чтобы убедиться, что заказан правильный продукт.
GerVetUSA подтверждает, что все инструменты GerVetUSA, независимо от того, штампованы они, напечатаны или лазерно маркированы логотипом GerVetUSA, являются более безопасными с точки зрения долговечности каждого инструмента из-за производственных дефектов в содержании и/или мастерстве. Вышеупомянутая гарантия останется неизменной, как только инструмент или торговая марка будет использоваться по назначению или в стоматологических целях, а также будет обеспечен постоянный и надлежащий уход за устройствами.
Нашей высшей обязанностью в соответствии с этой защитой должен быть ремонт или замена любой системы, которая окажется неисправной по выбору GerVetUSA. Он будет заменен бесплатно, если инженеры по ремонту GerVetUSA сочтут, что прибор с маркировкой GerVetUSA не подлежит ремонту.
Приведенные ниже инструменты производства GerVetUSA имеют ограниченную гарантию:
- Ножницы из карбида вольфрама > 5 лет
- Иглодержатели из карбида вольфрама > 1 года
- Инструменты с алмазной пылью > 1 год
- Инструменты из титана > 3 лет
- Инструменты с серебряным или хромированным покрытием > 1 года
- Ножницы Supercut > 1 год
Нажмите здесь, чтобы ознакомиться с гарантией WingLux
Указанные гарантии полностью зависят от надлежащего обслуживания и использования инструментов. Поэтому не распространяется на инструменты, конфигурация которых была изменена без разрешения GerVetUSA, которые были ограничены необычным давлением или которые были удалены или изменены.
Любой акт или декларация могут установить нулевую гарантию или гарантию; указанная указанная гарантия является полной и исключительной гарантией, которую предоставляет GerVetUSA. Каждая гарантия может быть изменена любым способом, кроме как в результате сделки, подписанной представителем GerVetUSA. Такие ограничения на установление и изменение любой гарантии не могут быть отменены или изменены устно или какими-либо действиями.
Такие ограничения на установление и изменение любой гарантии не могут быть отменены или изменены устно или какими-либо действиями.
ИСКЛЮЧЕНИЕ ДРУГИХ ЛЕЧЕНИЙ И ГАРАНТИЙ
Упомянутая выше гарантия является общей гарантией, поскольку это единственная гарантия, созданная и предлагаемая GerVetUSA. GerVetUSA НЕ ДАЕТ НИКАКИХ ГАРАНТИЙ, письменных или устных, и явно освобождает от всех гарантий применимости и благополучия для конкретной цели. GerVetUSA не несет юридической ответственности за тревожные, исключительные или случайные убытки, если учитывается вероятность определенных убытков.
Исключительный или случайный ущерб, даже если известно о понятии причиненного ущерба. Объяснение и передача ГАРАНТИИ подпадает под ответственность или юридическую ответственность GerVetUSA, возникающую в связи с отгрузкой, использованием или эффективностью Инструмента.
ОГРАНИЧЕНИЕ ОТ ВОЗНИКНОВЕНИЯ ПОВРЕЖДЕНИЙ
GerVetUSA никогда не несет прямой или косвенной ответственности за любые случайные или последующие убытки или убытки, которые могут возникнуть в результате нарушения гарантии, правовой теории, любой небрежности или нарушения условий. Все эти Вреды включают, помимо прочего, снижение прибыльности или продаж, отказ от использования или любого связанного инструмента, капитальные затраты, стоимость любого замененного оборудования, услуг или средств, стоимость простоя или требования, связанные с таким Ущербом.
Все эти Вреды включают, помимо прочего, снижение прибыльности или продаж, отказ от использования или любого связанного инструмента, капитальные затраты, стоимость любого замененного оборудования, услуг или средств, стоимость простоя или требования, связанные с таким Ущербом.
Гарантия на ремонт
Если клиент не доволен заменой GerVetUSA по какой-либо причине, мы обещаем, что товар будет заменен или отремонтирован снова без дополнительной оплаты по запросу в течение 30 дней.
Правила и положения контракта на обслуживание
Гарантийное покрытие, указанное выше, действует либо с начальной даты покупки, но только у GerVetUSA или сертифицированного партнера GerVetUSA. Изложенные выше гарантии применимы только на момент фактической покупки товаров GerVetUSA и не подлежат передаче. Модели и конструкции приборов могут изменяться без предварительного уведомления.
ДОБАВИТЬ ОТЗЫВ
Спасибо! мы получили ваш отзыв и при необходимости ответим в течение 48 часов.
Ваша оценка
Комментарий
Имя *
Электронная почта *
Советы по использованию осциллирующего инструмента
Это инструмент, без которого не обойтись
1
/
17
2
/
17
Семейный мастер на все руки
Используйте поверочную линейку для прямых пропилов
Нужно немного подрезать шкаф или часть отделки, потому что кто-то читал рулетку вверх ногами? Используйте осциллирующий инструмент, чтобы сделать чистый и точный разрез и решить проблему. Используйте линейку, если вам нужна направляющая для осциллирующего пильного диска. Просто следите за тем, чтобы лезвие не задело линейку и не сбилось с курса.
3
/
17
Family Handyman
Круглые лезвия или прямые?
Прямое лезвие лучше всего подходит для погружных пропилов, когда лезвие вонзается в поверхность. Для длинных линейных пропилов используйте круглую осциллирующую пилу. Вы получите более чистые пропилы круглым лезвием, если сначала сделаете неглубокий надрез, а затем постепенно углубите его с помощью вибрационной пилы.
Для длинных линейных пропилов используйте круглую осциллирующую пилу. Вы получите более чистые пропилы круглым лезвием, если сначала сделаете неглубокий надрез, а затем постепенно углубите его с помощью вибрационной пилы.
В любом случае, имейте в виду, что тепло убивает лезвия. Время от времени качайте колеблющееся лезвие инструмента вперед и назад из пропила, чтобы вычистить пыль. И не дави так сильно.
4
/
17
Семейный мастер на все руки
Ускоренная подготовка пола
Если вы укладываете новый пол, то лезвие на осциллирующей пиле для резки заподлицо разрежет дверные косяки, как масло! Используя в качестве направляющей обрывок напольного покрытия, вибрирующий инструмент сделает прямые и чистые надрезы, так что новое напольное покрытие легко ляжет на место.
5
/
17
Семейный мастер на все руки
Отрежьте ржавые гайки для кранов
Иногда вы просто не можете открутить заржавевшие гайки даже с помощью самого лучшего ключа для раковины. А об использовании сабельной пилы под мойкой можно забыть — места просто не хватит.
А об использовании сабельной пилы под мойкой можно забыть — места просто не хватит.
Но вы можете добиться невозможного, используя осциллирующую пилу, оснащенную высококачественным биметаллическим режущим диском.
Наклоните инструмент к гайке и запустите его на низкой скорости, пока он не прорежет канавку. Затем увеличьте скорость и продолжайте пилить, пока не пройдете примерно три четверти пути. Затем отломите оставшуюся часть плоскогубцами.
6
/
17
Семейный мастер на все руки
Снятие отделки без повреждений
Вот лучший способ удаления тонких деталей отделки: Аккуратно приподнимите отделку от стены настолько, чтобы она вошла в колеблющееся лезвие инструмента, затем нащупайте гвозди и разрежьте их металлическим лезвием. Быстро, легко и больше никаких расколов. Используйте лом листового металла, чтобы защитить стену. Использование осциллирующих инструментов безгранично!
7
/
17
Семейный мастер на все руки
Использование биметаллического лезвия для резки металла
Внимание! Большинство лезвий, продаваемых в магазинах, предназначены для резки мягких материалов, таких как дерево и пластик. Резка металла уничтожает их за несколько секунд. Для резки металла обязательно покупайте диски с маркировкой биметалл.
Резка металла уничтожает их за несколько секунд. Для резки металла обязательно покупайте диски с маркировкой биметалл.
8
/
17
Семейный мастер на все руки
Отлично подходит для удаления затирки
Вибрационный инструмент отлично справляется с удалением старой затирки между плитками. Это по-прежнему утомительная работа, но, в отличие от других методов, вы не повредите плитку и не вызовете пыльную бурю.
9
/
17
Семейный мастер на все руки
Лезвия для удаления цементного раствора
Для небольших работ подойдет твердосплавное лезвие (около 25 долларов США). Для более крупных работ алмазный диск (от 40 долларов) экономит ваши деньги, поскольку служит в два-три раза дольше. Оба типа имеют размер 1/16 дюйма. и 1/8 дюйма. толщина соответствует ширине затирки. Когда вы видите искры, вы знаете, что внешний край лезвия изношен, хотя на боковых сторонах лезвия может остаться много песка.
10
/
17
Семейный мастер на все руки
Подрезка прокладок в один миг
При установке двери обычный способ подрезки прокладок — надрезать их канцелярским ножом, а затем отломить. Это медленный путь, и в половине случаев вы сталкиваете прокладки со своего места. В других случаях они не отрываются чисто. Но осциллирующий инструмент отлично справляется с этой задачей. Быстро, чисто, без заморочек.
11
/
17
Семейный мастер на все руки
Подходит туда, куда другие инструменты не подходят
Осциллирующие инструменты идеально подходят для труднодоступных мест, где никакие другие инструменты не подходят. Используйте его, чтобы резать трубы в тесных помещениях, вырезать сухую гниль в балке, куда не может добраться фрезер или пила, быстро вырезать поврежденный пол и многое другое.
12
/
17
Family Handyman
Сверхширокие лезвия
Сверхширокие лезвия, подобные этому 2-1/2 дюйма. идеально подходят для резки круглых материалов, таких как трубы, потому что они не соскальзывают с изогнутой поверхности, как это делают узкие лезвия. Для других работ обычно лучше подходят более узкие лезвия: они лучше врезаются и меньше нагружают двигатель.
идеально подходят для резки круглых материалов, таких как трубы, потому что они не соскальзывают с изогнутой поверхности, как это делают узкие лезвия. Для других работ обычно лучше подходят более узкие лезвия: они лучше врезаются и меньше нагружают двигатель.
13
/
17
Семейный мастер на все руки
Соскребание грязи
Избавьтесь от трудноудаляемых пятен засохшего строительного клея, шовного герметика и другого мусора, не тратя часы на колени, рубя шпателем. С помощью осциллирующего инструмента, оснащенного скребком, вы сможете отрезать его в кратчайшие сроки.
14
/
17
Семейный мастер на все руки
Набор лезвий для скребков
Лезвия для скребков бывают разных видов: жесткие или гибкие, острые или тупые, прямые или изогнутые. Показанная выше длинная тонкая версия предназначена для выкапывания герметика из швов.
15
/
17
Семейный мастер на все руки
Вынести унитаз
Пытаетесь вытащить старый унитаз? Отрезать заржавевшие прижимные болты вибрационным инструментом намного быстрее, чем пытаться их открутить.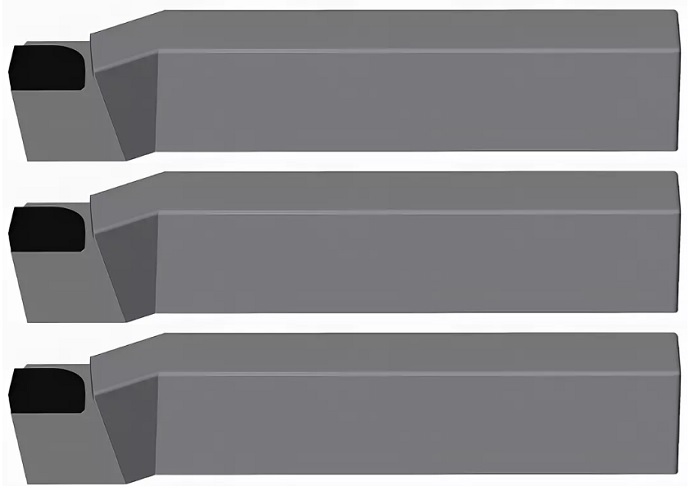 То же самое для болтов, которые крепят бак к чаше. А если чаша приклеена к полу, вы можете переключиться на скребок и разрезать стык.
То же самое для болтов, которые крепят бак к чаше. А если чаша приклеена к полу, вы можете переключиться на скребок и разрезать стык.
16
/
17
Семейный мастер на все руки
Адаптеры и аксессуары
Адаптеры для осциллирующих инструментов предоставляют больше вариантов лезвий. Иногда лезвия одной марки подходят к мультитулу другой марки. Но не всегда. Поэтому подберите адаптер, который подходит для вашего мультитула.
Большинство домашних центров предлагают лишь небольшой выбор лезвий и скребков, но бесконечное количество аксессуаров доступно в Интернете.
17
/
17
Семейный мастер на все руки
Удаление вешалки для полотенец или мыльницы
Сломанную или устаревшую вешалку для полотенец или мыльницу для поверхностного монтажа легко снять с помощью вибрирующего инструмента. Вставьте лезвие в угол примерно на 1 дюйм глубиной. Затем обработайте все вокруг приспособления. Вставьте его глубже и сделайте второй проход вокруг приспособления, прорезая весь клей и герметик.
Вставьте его глубже и сделайте второй проход вокруг приспособления, прорезая весь клей и герметик.
Первоначально опубликовано: 02 октября 2018 г.
Teens Talk About Cutting (для подростков)
Мы получаем много писем, особенно о наших статьях о стрижке. Иногда люди рассказывают нам о чувствах и эмоциях, которые окружают стрижку. Другие делятся своими идеями о том, как они остановились. Мы решили разместить некоторые из этих предложений и замечаний на нашем сайте.
Конечно, причины, по которым люди режут, очень разные. Таким образом, комментарии ниже могут помочь некоторым людям, но не другим.
Когда читатели пишут нам по электронной почте, это происходит через безопасную систему, которая не записывает имена или другую личную информацию. Поэтому вы не видите здесь никаких личных подробностей — только опыт и желание помочь от людей, которые там были.
«Это полностью остановило мою резку: когда вы хотите порезать запястье или бедро, пристально смотрите на него. Представьте, что он принадлежит вашему лучшему другу, девушке/парню, брату, сестре, отцу, матери, бабушке или другому значимый человек в вашей жизни Спросите себя: «Порезал бы я его/ее?» Вы обнаружите, что теряете желание резать, когда понимаете, как вам повезло, что у вас есть человек, который любит вас. Если возможно, уберите нож, бритвенное лезвие или что-то еще и поговорите с человеком. Спасибо им за любовь к тебе.»
Представьте, что он принадлежит вашему лучшему другу, девушке/парню, брату, сестре, отцу, матери, бабушке или другому значимый человек в вашей жизни Спросите себя: «Порезал бы я его/ее?» Вы обнаружите, что теряете желание резать, когда понимаете, как вам повезло, что у вас есть человек, который любит вас. Если возможно, уберите нож, бритвенное лезвие или что-то еще и поговорите с человеком. Спасибо им за любовь к тебе.»
«Что действительно помогло мне бросить курить, так это написание стихов. Когда я хотел порезать, я вместо этого доставал блокнот. Многие мои друзья вырезали (некоторые до сих пор) и писали стихи, так что обмен с ними очень помог. Я не стригся с 13-летия и чувствую себя намного лучше. Иногда мне хочется снова порезаться, но моя лучшая подруга делает это очень плохо, и я думаю, как сильно я этого не хочу».0003
«Я порезался, и я знаю, как важно иметь друзей, которые остаются с тобой. Когда ты резчик, ты часто чувствуешь себя очень подавленным или даже подавленным. ваши друзья, иногда их даже трудно назвать, и как друг вы можете подумать, что ваш «друг-резак» больше не любит вас, но иногда вы просто нужны им еще больше. Так что, пожалуйста, все, кто кого-то знает кто режет себя, позвоните им, навестите их дома или просто отправьте текстовое сообщение. Это помогает!!»
ваши друзья, иногда их даже трудно назвать, и как друг вы можете подумать, что ваш «друг-резак» больше не любит вас, но иногда вы просто нужны им еще больше. Так что, пожалуйста, все, кто кого-то знает кто режет себя, позвоните им, навестите их дома или просто отправьте текстовое сообщение. Это помогает!!»
«Я обнаружил, что добавление красного пищевого красителя в высокий (прозрачный) стакан с водой может вызвать освобождение (если желание не слишком сильное).»
«Я попробовал резинку. Да, я сорвал ее слишком сильно и в итоге поранился. Теперь я царапаю ножницами или чем-то острым о край стола. Я могу копать изо всех сил без кровотечения и шрамы. Мне нравилось считать свои порезы, чтобы подумать о том, сколько раз я был ранен. Теперь это навсегда в лесу, и это очень помогает мне, хотя я не хочу думать о плохих временах».
«Мой старый дневник был наполнен грустными историями и всем о ненависти к людям. Я начал новый дневник и пытался писать более позитивные вещи. Время от времени я пишу плохие вещи и то, что я чувствую. Это мой здоровый способ самовыражения».
Время от времени я пишу плохие вещи и то, что я чувствую. Это мой здоровый способ самовыражения».
«Я постараюсь перестать резать себя, потому что я знаю, что это нехорошо, но это немного сняло стресс. Но проблемы остались, и ничто не может их скрыть… если вы не будете говорить о них , это действительно единственный способ преодолеть проблемы.0136″
«Раньше я резала себя, и я поняла, что сделала это, потому что мне было жаль свою подругу, которая порезалась, и я действительно сделала это из любопытства. Мне это не помогло, создало больше проблем, , и я действительно ненавидел себя. Я сказал маме, и она сказала, что делала это однажды, и это нехорошо. Так что остановись. Твои друзья всегда будут любить тебя, как и мои, а моя любовь теперь любит меня больше, лол.»
«Я начала, потому что мой парень резался. Он сказал, что это облегчает твою боль. Но он не сказал мне, что после того, как вы уменьшите свою боль на 5 минут, вы посмотрите на свою руку и вам станет так стыдно. Когда я впервые начал, я подумал: «Это потрясающе, я чувствую себя намного лучше, но я больше никогда не буду этого делать». Затем на следующей неделе: «Ну, еще один раз не повредит». Я продолжал говорить себе: «Я могу остановиться, когда захочу», поэтому продолжал резать. Я уже 8 месяцев пытаюсь остановиться. Я бы пошел на 3 недели и срезал, я бы пошел на 1 месяц и 3 дня и срезал бы, я бы пошел на 1 месяц и 28 дней и срезал. Я еще не дожил до 2 месяцев, но я очень стараюсь. 901:35 Когда мне хочется порезаться, я принимаю холодный душ. Или я прикладываю лед к руке. Вы все еще чувствуете онемение. Удачи в остановке.»
Когда я впервые начал, я подумал: «Это потрясающе, я чувствую себя намного лучше, но я больше никогда не буду этого делать». Затем на следующей неделе: «Ну, еще один раз не повредит». Я продолжал говорить себе: «Я могу остановиться, когда захочу», поэтому продолжал резать. Я уже 8 месяцев пытаюсь остановиться. Я бы пошел на 3 недели и срезал, я бы пошел на 1 месяц и 3 дня и срезал бы, я бы пошел на 1 месяц и 28 дней и срезал. Я еще не дожил до 2 месяцев, но я очень стараюсь. 901:35 Когда мне хочется порезаться, я принимаю холодный душ. Или я прикладываю лед к руке. Вы все еще чувствуете онемение. Удачи в остановке.»
«Я режу примерно 2 1/2 года, время от времени. В конце концов я стал зависимым и не мог остановиться. Наблюдаюсь у психолога около 2-х лет и более. Наконец-то, с помощью моего консультанта и поддержки моих лучших друзей, я пришел к тому моменту в своей жизни, когда я устал причинять себе боль и был серьезно готов прекратить резать (на этот раз насовсем). Я уже несколько месяцев без порезов. У меня больше не было побуждений с тех пор, как я пришел к такому заключению».0003
Я уже несколько месяцев без порезов. У меня больше не было побуждений с тех пор, как я пришел к такому заключению».0003
«Я делаю это не для того, чтобы привлечь к себе внимание, это привычка, когда я расстроен или в стрессе, или напуган, или грустен, злюсь, злюсь, что угодно. Я все время ношу пальто, потому что у меня вся рука изрублена. Я не Я больше не знаю, что делать. Я боюсь, что выйду из-под контроля со своими порезами и в один прекрасный день порежусь очень сильно. »
«Раньше я резал. Это был мой единственный способ уйти. Это была единственная боль, которую я мог контролировать. Но однажды я зашел слишком далеко. Я порезался слишком глубоко. Когда моя мама узнала, все было очень плохо.01:35 Когда дошло до того, что я все время лгал и причинял боль своим друзьям, я знал, что должен остановиться. Теперь я каждый день имею дело со своими шрамами, и если бы я мог вернуться в прошлое, я бы никогда их не оставил. У меня есть люди, которые заботятся обо мне, и мне потребовалось почти 2 года, чтобы понять это. В этот момент я освобождаюсь. И я не собираюсь начинать снова.»
В этот момент я освобождаюсь. И я не собираюсь начинать снова.»
«Когда ты сказал, что люди пробуют это из любопытства, что ж, это правда, потому что я бы никогда даже не подумал об этом, если бы мой парень не попробовал. С этим трудно иметь дело, и обычно люди, которые не знают или не понимают, склонны усугублять ситуацию. »
«Мои друзья только и говорят, что если я буду продолжать это делать, они не будут моими друзьями, но от этого мне становится только хуже. Я бы хотел, чтобы моя семья и друзья заботились о себе больше, но я не думаю, что они это понимают.»
«Я начал стричься, потому что я не мог справиться с давлением в школе. Все ожидали, что я получу пятерки. Я только хотел бы, чтобы мои родители были более понимающими. Когда я им рассказал, они были потрясены и разочарованы, от чего мне стало еще хуже. Я только начинаю ходить на консультацию и надеюсь, что это поможет.»
«Раньше я резал (сейчас нет), чтобы облегчить боль. Я имею в виду, я был бы так расстроен, когда мои братья и мама ссорились, тогда у меня были друзья, ссорившиеся в школе… это был для меня способ временно уйти от жизни, которой я жил, но в некотором смысле это почти сделало мои проблемы ухудшились и сделали меня более изолированным. Во всяком случае, я никогда не знал, насколько плоха резка, пока не остановился.»
Я имею в виду, я был бы так расстроен, когда мои братья и мама ссорились, тогда у меня были друзья, ссорившиеся в школе… это был для меня способ временно уйти от жизни, которой я жил, но в некотором смысле это почти сделало мои проблемы ухудшились и сделали меня более изолированным. Во всяком случае, я никогда не знал, насколько плоха резка, пока не остановился.»
«Раньше я резал себя, но моя лучшая подруга помогла мне остановиться из-за любви и , говоря мне снова и снова, что она не хочет слышать, что однажды я перегнул палку и нахожусь в больнице. Это главная причина. Я остановился.»
«Я думаю, что многие из использованных приемов помогли, но не тогда, когда это вошло в привычку. Как только это вошло в привычку, самое лучшее и самое трудное, что я сделал, это сказал взрослому. Это может показаться невозможным, но если они действительно любят вас, они помогут вам остановиться. Поздравляйте себя с каждым днем без порезов. И в те дни, когда вы [режете], постарайтесь остановиться. Это сложно, но в конечном итоге это сработает».
И в те дни, когда вы [режете], постарайтесь остановиться. Это сложно, но в конечном итоге это сработает».
«Я бывший закройщик, и одна вещь, которая помогла мне остановиться, это найти способ отвлечься. Дело в том, что когда резка стала для меня привычкой, я делал это, когда мне было скучно, отчасти потому, что Я бы начал думать об ужасах жизни, отчасти потому, что делать было нечего, предлагаю, прежде чем брать в руки нож, лезвие, спичку и т. д., переключиться на книгу или игру Онлайн, есть много бессмысленных, но увлекательных игр, в которых можно заблудиться. Кроме того, я могу отвлечься с помощью судоку, потому что это вызов, который не оставляет места для других мыслей. Это только две вещи, которые мне помогли».
«Я только что пошел в старшую школу, и у меня много проблем с уверенностью в себе, и в результате я начал стричься. Из-за того, что меня считали лишним в моей группе, я становился все более и более ревнивым. Теперь мои друзья помогают меня и отправляют к школьному психологу , и это хорошо».
«Я начал резать в 6-м классе. В то время я подвергался физическому и моральному насилию и пренебрежению. Глубокая боль и агония привели меня к резке, потому что мне не к кому было обратиться. Все в моей семье знали об этом. я резал, но не знал, что делать. В конце концов, учитель поймал меня с лезвием бритвы в школе. Я отличник с безупречным послужным списком, так что все были в шоке. Я оказался в больнице на 3 дня. Я чувствовал себя таким невероятно покинутым и одиноким, и казалось, что никто не может меня понять. В основном потому, что я не принимал помощь. Я солгал всем причастным. Я не мог навлечь на отца неприятности. Наконец, я преодолел эту борьбу. Мой отец все еще борется со своим алкоголизмом, но у меня случился рецидив только один раз, и, к счастью, я вылечился. Я просто хочу сказать всем девушкам (и парням), которым может быть интересна моя история, что надежда есть. ВСЕГДА есть альтернатива. Берегите себя».
«Я думаю, что порезаться — это зависимость. Это то, чем хочется заниматься снова и снова. Я знаю, что это действительно тяжело для меня. Каждый раз, когда я мою посуду, каждый раз, когда брею ноги, меня так и тянет порезаться! Я просто рад У меня есть друзья, которые помогают мне пройти через это Как бы я ни старался оттолкнуть их, они не принимают «нет» за ответ Это ДЕЙСТВИТЕЛЬНО помогает, когда люди, о которых ты заботишься и заботишься о том, что вы рядом с вами в этот низкий момент в вашей жизни».
Это то, чем хочется заниматься снова и снова. Я знаю, что это действительно тяжело для меня. Каждый раз, когда я мою посуду, каждый раз, когда брею ноги, меня так и тянет порезаться! Я просто рад У меня есть друзья, которые помогают мне пройти через это Как бы я ни старался оттолкнуть их, они не принимают «нет» за ответ Это ДЕЙСТВИТЕЛЬНО помогает, когда люди, о которых ты заботишься и заботишься о том, что вы рядом с вами в этот низкий момент в вашей жизни».
«Я занимаюсь этим всего около 2 недель, но теперь кажется, что я не могу остановиться. Так что всем, кто читает это и думает о том, чтобы начать, было бы крайне разумно не делать этого. Это того не стоит. время, кажется, но в конце концов, все, что у вас останется, это стыдливые шрамы Я обнаружил, что помогает сесть под стол и положить предплечье на ногу, и надавить на стол так, чтобы давление еще было, но ты ни с чем не остался. я тоже пишу. Поверьте мне, ребята, оно того не стоит.»
«Раньше я резал. Это был способ скрыть всю боль и давление. Однажды на уроке обществознания в 8-м классе мы с другом передавали записку [о сокращении]. Но учитель схватил записку. Он прочитал его про себя и посмотрел на меня. Он сказал: «Пойдем в кабинет советника». Мы шли туда, и мне казалось, что я иду по пути позора. Я поговорил с консультантом, и она рассказала мне о других способах избавления от гнева и боли. Ей также пришлось сказать моим родителям, что я режу. Я думал, что они будут злиться на меня, но родители просто пытаются помочь. Так что поговори со своими родителями. Сначала это может быть страшно, но они могут многое сказать и сделать, чтобы помочь вам, и если вы не можете поговорить с ними самостоятельно, попросите школьного психолога помочь вам найти нужные слова.»
Это был способ скрыть всю боль и давление. Однажды на уроке обществознания в 8-м классе мы с другом передавали записку [о сокращении]. Но учитель схватил записку. Он прочитал его про себя и посмотрел на меня. Он сказал: «Пойдем в кабинет советника». Мы шли туда, и мне казалось, что я иду по пути позора. Я поговорил с консультантом, и она рассказала мне о других способах избавления от гнева и боли. Ей также пришлось сказать моим родителям, что я режу. Я думал, что они будут злиться на меня, но родители просто пытаются помочь. Так что поговори со своими родителями. Сначала это может быть страшно, но они могут многое сказать и сделать, чтобы помочь вам, и если вы не можете поговорить с ними самостоятельно, попросите школьного психолога помочь вам найти нужные слова.»
«У меня есть режу около 2 лет, и я еще не закончил, но Я обнаружил, что чем больше я могу говорить с друзьями, тем меньше я это делаю. »
«Чрезвычайно важно рассказать об этом другу, которому вы больше всего доверяете.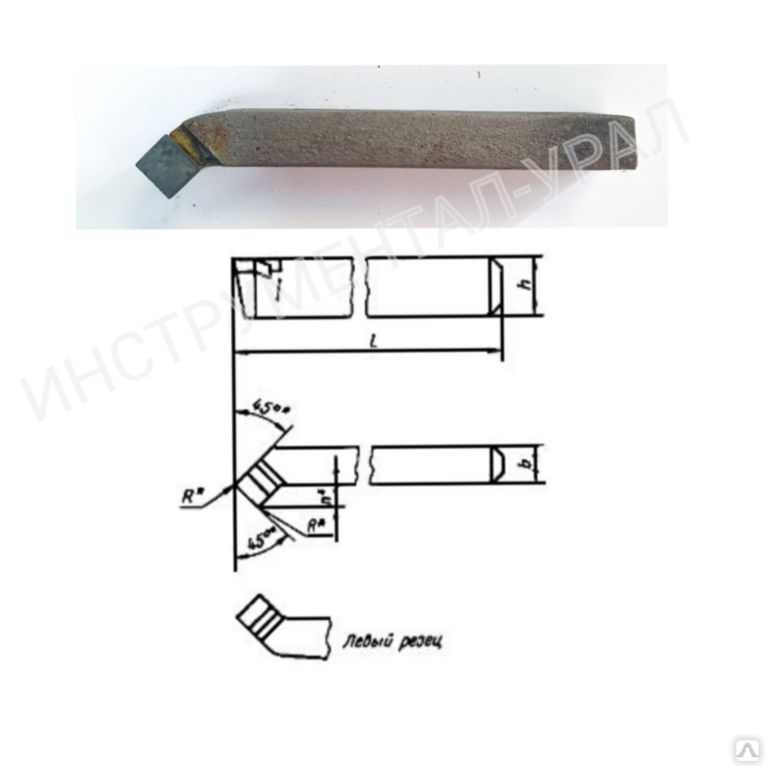 Я сделал это, и это сработало. После того, как я, наконец, смог сказать своим друзьям, я остановился.»
Я сделал это, и это сработало. После того, как я, наконец, смог сказать своим друзьям, я остановился.»
«Я резчик, и я пытался остановиться в течение 2 месяцев, но кажется, что я не могу. Я пытался использовать разные заменители, например, щелкнуть резинкой на запястье. Казалось, ничего не работает. Мне стало не хватать места на руке. Я решил, что это зашло слишком далеко, и сказал отцу. Сообщить об этом родителю/взрослому — самый трудный шаг, но самый важный. Мой папа теперь мой самый сильный сторонник, и он находит время в свободное от работы время, чтобы отвести меня к психологу. Я обнаружил, что бег — отличная замена. Боль в ногах напоминает мне о боли в руке и ослабляет желание резать. Старайтесь быть как можно более занятыми, чтобы у вас не было времени размышлять о своем дне или неделе. Когда я начинаю думать обо всем, что происходит, я каждый раз срываюсь. Сходите к консультанту, к родителям или к надежному другу. Разговор с кем-то помогает облегчить вашу боль, не превращая эмоциональную боль в физическую боль.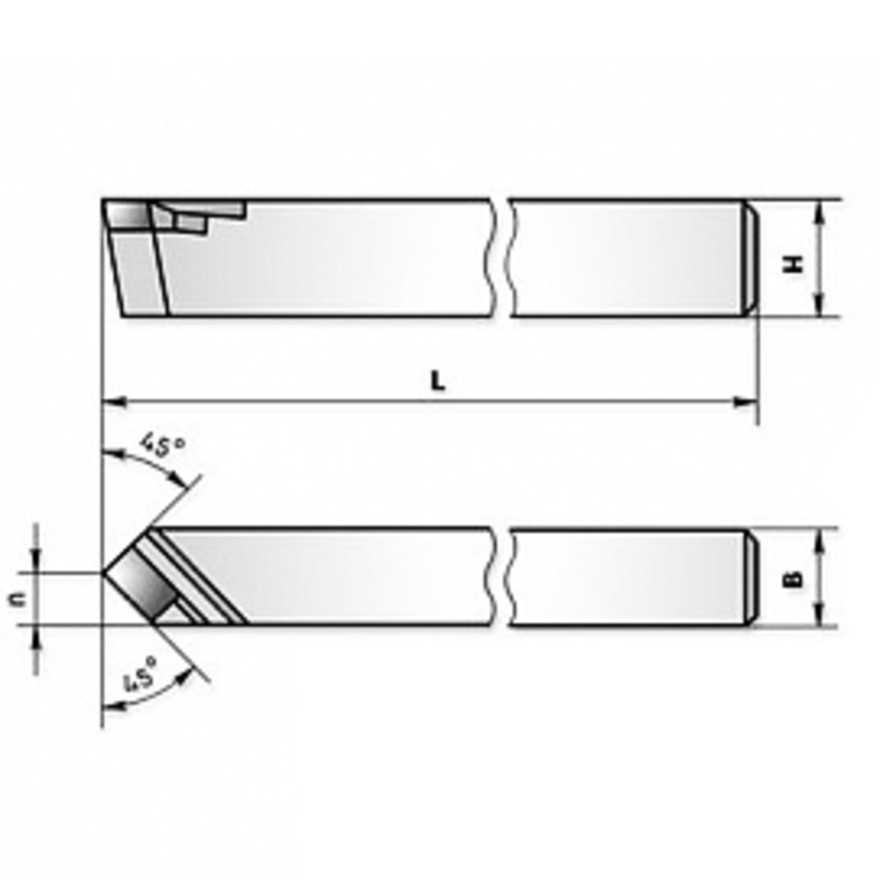 »
»
Машины для холодной резки: типы и области применения
Машины для холодной резки: три основных типа
Три наиболее часто используемых типа машин для холодной резки: машины для холодной резки труб (также известные как грейферные резаки), пилы для холодной резки и абразивная вода. струйные станки. Но прежде чем мы рассмотрим каждый из них, давайте проясним, что на самом деле означает холодная резка.
Что такое холодная резка? без образования искр.Это делает процесс наиболее безопасным методом резки конструкций в опасных условиях.Типичные отрасли промышленности, где указана холодная резка, включают нефть и газ, переработку материалов и нефтехимию.
Машины для холодной резки труб
Машины для холодной резки труб также известны под несколькими другими названиями. Чаще всего грейферные фрезы, фрезы с разъемной рамой, грейферный токарный станок и другие комбинации этих слов. Станки для холодной резки труб
имеют круглую конструкцию и охватывают трубу двумя половинками, соединенными шарниром.
В полностью собранном виде машины работают за счет вращения режущего инструмента по окружности трубы. Основным назначением станков является выполнение прямого или косого реза при подготовке к сварке.
Различные типы включают низкопрофильные, средние и сверхмощные. Они доступны в размерах, подходящих для всех стандартных диаметров труб, даже таких больших, как диаметр 177 дюймов. Машины обычно питаются либо от пневматического источника, либо от гидравлического насоса.
Преимущества станков для холодной резки труб
Двумя основными преимуществами станков для холодной резки труб (грейферных резаков) являются удобство и безопасность. Искры, пламя или какое-либо загрязнение воздуха отсутствуют. Кроме того, в результате не образуется ЗТВ (зона термического влияния), которая может изменить свойства материала.
View Станки для холодной резки труб
Ленточные пилы и алмазные канатные пилы
Ленточные и алмазные канатные пилы используются в нефтяной и газовой промышленности. Оба, как правило, используются для проектов вывода из эксплуатации, где точность менее важна. Для резки цилиндрических конструкций на нефтяных платформах можно использовать большую портативную ленточнопильный станок для тяжелых условий эксплуатации. Однако без использования охлаждающей жидкости возможно образование искр, так что это не совсем холодная резка.
Оба, как правило, используются для проектов вывода из эксплуатации, где точность менее важна. Для резки цилиндрических конструкций на нефтяных платформах можно использовать большую портативную ленточнопильный станок для тяжелых условий эксплуатации. Однако без использования охлаждающей жидкости возможно образование искр, так что это не совсем холодная резка.
Посмотреть Ленточные пилы
Алмазные канатные пилы используются под водой для резки трубопроводов, свай и кессонов. Вместо полотна в алмазной канатной пиле используется бисерный канат, инкрустированный мелкими бриллиантами на внешней поверхности. Круглое сечение канатов делает их менее подверженными проблемам сжатия и заклинивания, которые иногда возникают при использовании металлических лезвий. Как и в случае с ленточной пилой, при использовании на поверхности (над поверхностью воды) это не настоящая процедура холодной резки, и требуется охлаждающая жидкость.
Посмотреть Алмазные канатные пилы
Как портативные ленточные пилы, так и алмазные канатные пилы приводятся в действие гидравлическим приводом, поэтому также необходим соответствующий гидравлический блок питания и шланги. Алмазные канатные пилы могут быть прикреплены к подводному ROV (дистанционно управляемому транспортному средству) для маневрирования в нужное положение.
Алмазные канатные пилы могут быть прикреплены к подводному ROV (дистанционно управляемому транспортному средству) для маневрирования в нужное положение.
Пакет примеров вывода из эксплуатации
Узнайте, как переносные станки решили четыре сложные задачи вывода из эксплуатации
Загрузить
Водоструйная резка абразивом
Водоструйная резка абразивом Холодная резка — это еще один метод резки конструкций на месте без использования пламени или тепла. Это делает процесс хорошо подходящим для условий, где существует риск возгорания или взрыва.
В этом методе используется невероятно высокое давление воды, подаваемой через небольшое отверстие, около 60 000 фунтов на квадратный дюйм (4137 бар). В воде находится твердый абразивный материал, например гранат, который измельчается настолько мелко, что проходит через сопло водяной струи. Гидроабразивная резка не выполняется с помощью ручного устройства.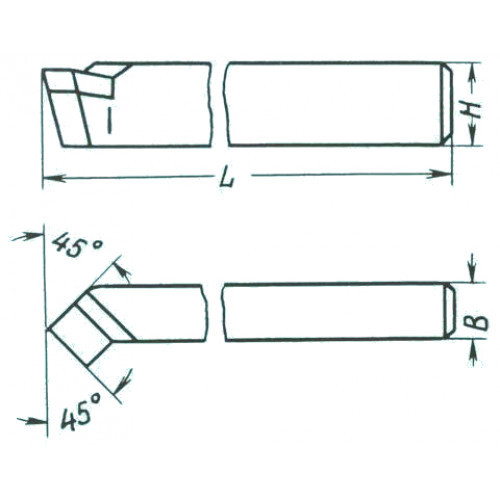 Вместо этого сопло устанавливается на каретку, которая перемещается по обрабатываемой поверхности.
Вместо этого сопло устанавливается на каретку, которая перемещается по обрабатываемой поверхности.
Процедура разрезает любой металл, бетон или композитный материал. Примеры применения на месте включают вырезание отверстий в сосудах, резервуарах для хранения или резку трубопроводов большого диаметра.
Для резки трубопроводов гидроабразивная резка менее удобна, чем грейферный резак, поскольку необходимо обрабатывать сточные воды. Существует также риск повреждения окружающих материалов и покрытий. Однако это можно свести к минимуму, прикрепив расходуемую пластину для отражения любых нежелательных брызг абразивной жидкости.
Гидроабразивная резка позволяет резать очень толстые материалы, такие как бетонные плиты толщиной 6 дюймов (150 мм) и железные плиты толщиной 4 дюйма (100 мм). Недостатком является то, что с большей толщиной снижается точность. Чем дальше сопло находится от точки контакта, тем больше вероятность того, что струя будет срезаться по диагонали и неравномерно.
Резюме
Итак, какой метод холодной резки лучше? Это зависит от того, что вы режете, места и необходимой точности.
Для резки и снятия фаски с труб лучше всего подходит грейферный резак. Их легко настроить, и нет риска образования искр.
В целях вывода из эксплуатации ленточная пила или пила с алмазным канатом являются хорошим выбором для цилиндрических форм, однако существует риск образования искр, если не используется подходящая охлаждающая жидкость.
Гидроабразивные фрезы широко применяются при изготовлении деталей. Однако у них также есть приложения для вывода из эксплуатации и обслуживания на месте. Имея правильную опорную конструкцию, построенную вокруг приложения, их можно использовать для резки фигур на сосуды или для разделения железных балок и бетонных конструкций.
Посмотреть промышленные инструменты Enerpac
Как правильно выбрать труборезы
Сантехнические проекты своими руками можно сделать намного проще, если использовать правильный труборез. Так же, как существует множество различных типов труб, существует также несколько типов специализированных труборезов, а также режущие инструменты общего назначения, которые можно использовать для резки водопроводных труб вместе с другими типами материалов.
Так же, как существует множество различных типов труб, существует также несколько типов специализированных труборезов, а также режущие инструменты общего назначения, которые можно использовать для резки водопроводных труб вместе с другими типами материалов.
Знание некоторых типов резаков, представленных на рынке, может помочь вам выбрать правильный для вашего проекта. У вас будет несколько специальных резаков на выбор, предназначенных для резки конкретных материалов, а также несколько универсальных режущих инструментов, которые можно приспособить для резки водопроводных труб.
01
из 07Резаки для медных труб
Ель / Кевин Норрис
Резаки для медных труб представляют собой специализированные инструменты для резки труб, которые бывают разных форм и размеров, от маленьких кусачек до довольно больших инструментов, предназначенных для больших труб.
 Все типы работают по существу одинаково: инструмент захватывает трубу между роликами и острым отрезным кругом, и по мере вращения инструмента вокруг трубы он делает постепенно углубляющийся надрез в стенках трубы.
Все типы работают по существу одинаково: инструмент захватывает трубу между роликами и острым отрезным кругом, и по мере вращения инструмента вокруг трубы он делает постепенно углубляющийся надрез в стенках трубы.Хотя эти инструменты известны как резаки для медных труб, они могут работать с различными материалами труб:
- Жесткая медная водопроводная труба
- Гибкая медная трубка
- ПВХ-пластик
- АБС-пластик
- ХПВХ-пластик
- Электрометаллическая трубка
Использование резака для медных труб на материалах, отличных от меди, приводит к затуплению режущего лезвия, поэтому, если вы делаете это регулярно, ожидайте периодической замены режущего диска.
Большинство людей, выполняющих рутинные сантехнические работы, считают полезным иметь под рукой как минимум два резака для медных труб:
- Небольшой резак типа «большой палец», который идеально подходит для работы в труднодоступных местах. Этот тип обычно может резать трубы диаметром до одного дюйма, но требует немного больше усилий.

- имеют увеличенный корпус и рукоятку, что облегчает вращение инструмента вокруг трубы. Многие стандартные резаки имеют встроенные инструменты для развертывания, предназначенные для сглаживания краев трубы перед пайкой или подгонкой.
- . Они также хорошо работают в тесных помещениях. Они затягиваются автоматически при каждом обороте резака вокруг трубы — ручная затяжка не требуется.
Стандартные резаки для медных труб
Также доступны автоматические резаки
Обязательно купите резак для медных труб, соответствующий размеру трубы, с которой вы обычно работаете.
02
из 07Резаки для труб из ПВХ
Ель / Кевин Норрис
Резаки с храповым механизмом для ПВХ – это замечательные инструменты для работы с трубами из ПВХ. Работая чем-то вроде секатора с храповым механизмом, каждый раз, когда вы сжимаете руку, резак с храповым механизмом закрывается, отрезая небольшое количество материала трубы, пока вы не прорежете трубу.

Резаки для ПВХ предназначены для резки труб различного размера до двух дюймов в диаметре. Наиболее распространенные размеры подходят для труб диаметром до 1 1/4 дюйма и стоят от 10 долларов, поэтому они очень доступны по цене. Если у вас есть приличная сила рук, вы можете легко крутить резак, пока он не прорежет трубу из ПВХ. Эти резаки также отлично подходят для резки CPVC и PEX.
Труборезы из ПВХ не рекомендуются для труб из АБС-пластика, которые слишком хрупкие, чтобы их можно было эффективно разрезать труборезом из ПВХ. ABS обычно режется ножовкой или другими универсальными пилами, такими как торцовочная пила.
03
из 07Пила для АБС
Ель / Кевин Норрис
Большинство людей режут трубы из АБС-пластика грубой пилой. Существуют специальные пилы для резки ABS, но вы можете использовать любую пилу, даже ножовку. Грубая пила также хороша для резки ПВХ. Как на трубах из АБС-пластика, так и на трубах из ПВХ вам нужно будет очистить внутреннюю и внешнюю часть трубы после резки, потому что использование пилы оставляет большие заусенцы на пластиковом материале трубы, которые могут помешать склеиванию растворителем.

04
из 07Резаки для стальных труб
Ель / Кевин Норрис
Существуют специальные труборезы для резки железных или стальных труб, которые очень трудно разрезать любым другим способом. Железные труборезы каждый раз делают хороший прямой разрез. Они работают точно так же, как более крупные медные резаки , но имеют более толстый и прочный отрезной круг для работы с более толстыми и твердыми стенками стальной или железной трубы. Поворачивайте рукоятку, чтобы зажимать туже каждый оборот или два, пока труборез не перережет трубу. Этот тип резака требует много места для поворота, поэтому в ограниченном пространстве вам, возможно, придется использовать сабельную пилу, оснащенную лезвием для резки металла.
05
из 07Чугунные фрезы
Ель / Кевин Норрис
Эти большие цепные резаки режут чугунные, глиняные и бетонные трубы. Существуют как храповые, так и ножничные версии этого инструмента. Кусачки с защелкой работают с цепью, оснащенной рядом острых режущих дисков.
 После того, как цепь инструмента намотана на трубу и затянута, она в конечном итоге разрезает трубу так чисто, как если бы она была разрезана пилой.
После того, как цепь инструмента намотана на трубу и затянута, она в конечном итоге разрезает трубу так чисто, как если бы она была разрезана пилой.Резак с защелкой требует некоторой практики, чтобы научиться устанавливать цепь, и им очень тяжело маневрировать. Это также очень дорогой инструмент, которым хотят владеть немногие домовладельцы. При необходимости лучше всего арендовать этот инструмент в домашнем центре или центре проката инструментов. Чтобы быть в безопасности, полезно несколько раз потренироваться на запасной трубе, прежде чем резать трубу в ограниченном пространстве.
06
из 07Фрезы для ХПВХ и PEX
Ель / Кевин Норрис
Резак для мягких трубок представляет собой инструмент, похожий на ножницы, который работает почти так же, как и резак для труб из ПВХ, но вместо храпового действия инструмент просто разрезает мягкую трубку одним нажатием на ручку. Просто покачивайте лезвием вперед и назад, чтобы оно начало двигаться в трубе, а затем сожмите ручку, чтобы прорезать ее до конца.

Этот тип резака отлично работает, но длительное использование может утомить ваши руки. Резаки с трещоткой из ПВХ также отлично подходят для резки этого типа труб, как и большинство пил, поэтому не стесняйтесь использовать все, что есть в вашем наборе инструментов для сантехники.
07
07Универсальные пилы
Ель / Кевин Норрис
Если вы нечасто занимаетесь ремонтом сантехники или если у вас есть уникальная ситуация, когда имеющиеся у вас специальные резаки не совсем соответствуют требованиям, для резки сантехнических труб может подойти любое количество пил общего назначения.
- Ножовка по металлу : Используется практически для любого типа сантехнических труб.
- Электролобзик : Электролобзик, оснащенный правильным лезвием, может разрезать практически любую водопроводную трубу диаметром до 1 1/2 дюйма. Диск по дереву легко режет пластиковую трубу; используйте лезвия для резки металла (и низкую скорость вращения пилы) при резке меди или других металлов.

