Хорошие электроды для инвертора: Страница не найдена
Содержание
Лучшие электроды для инверторной сварки, как выбрать
Содержание:
Предлагаем вашему вниманию ТОП лучших сварочных электродов по отзывам пользователей и соотношению цена и качество. Поговорим, какие бывают, чем отличаются и какие подходят для каких видов сварки. Расскажем, как выбрать электроды для сварки. Приятного прочтения и выбора.
Рейтинг лучших электродов для сварки
ESAB УОНИИ 13/55
сварочные электроды ESAB УОНИИ 13/55
В ходе обсуждений, какие электроды УОНИ лучше, шведский бренд ESAB упоминают чаще других. Популярность фирмы среди российских специалистов связана с доступной ценой, простотой использования, высоким качеством создаваемых швов. Причем дешевизна является плюсом еще и с достаточно неочевидной стороны: УОНИИ 13/55 из Швеции просто-напросто невыгодно подделывать.
Достоинства
- Большой выбор габаритов поможет подобрать электроды под определенные ток и толщину металла.
- Сварка может осуществляться во всех возможных положениях.

- Оснастка устойчива к повышенной влажности.
- Электроды расходуются достаточно экономично, что снизит траты на расходники.
- Сварной шов характерен высокой прочностью.
- Небольшая цена.
- Низкая вероятность, что при покупке вы наткнетесь на подделку.
Недостатки
- Электроды не предназначены для эксплуатации на повышенном токе: начинают залипать.
Кедр ОЗЛ-8
сварочные электроды Кедр ОЗЛ-8
Не знаете, какие купить электроды для инвертора, если вам требуется регулярно сваривать нержавейку? Российская марка может вам подойти. ОЗЛ-8 легко разгораются и стабильно горят: это касается как первичного, так и повторного «запуска».
Достоинства
- Хороший выбор для работы с нержавеющей сталью.
- Низкая стоимость.
- Дуга поджигается быстро и стабильно горит на протяжении всей работы.
Недостатки
- В результате сварки данными электродами остается большое количество шлака.

- Нуждаются в длительной предварительной прокалке.
- Не подходят для сварки в вертикальном положении сверху-вниз.
Fubag 38821
сварочные электроды Fubag 38821
На вопрос, какой фирмы электроды лучше среди имеющих кислое покрытие, мы ответим – Fubag. Несмотря на дешевизну, угольные рабочие элементы характерны многофункциональностью: сварка является не единственным способом применения. Электроды ориентированы на использование с аппаратами постоянного тока.
Достоинства
- Доступная стоимость электродов.
- Ширина электрода позволяет использовать оснастку для сварки крупных изделий.
- Низкий расход.
- Подходят для сварочных работ, резки, удаления лишнего материала.
Недостатки
- Дуга отличается нестабильностью.
Tigarbo АНО-24
сварочные электроды Tigarbo АНО-24
Не знаете, какие электроды лучше подходят для сварки по углеродистому металлу? Присмотритесь к марке АНО. Она требует соблюдения особых условий хранения и эксплуатации (предварительное прокалывание, боязнь сырости), но взамен дает стабильно горящую дугу на протяжении всей работы и низкий показатель разбрызгивания. Это делает марку хорошей для периодической бытовой эксплуатации.
Она требует соблюдения особых условий хранения и эксплуатации (предварительное прокалывание, боязнь сырости), но взамен дает стабильно горящую дугу на протяжении всей работы и низкий показатель разбрызгивания. Это делает марку хорошей для периодической бытовой эксплуатации.
Достоинства
- Практически не образуют брызг.
- Создают аккуратный и надежный шов.
- Расходуются эффективно, позволяя не тратиться излишне на рабочую оснастку.
- Дуга разгорается быстро и держится стабильно на протяжении всего рабочего процесса.
Недостатки
- Потеря рабочих свойств при хранении в местах с повышенной влажностью.
- Нуждаются в предварительной прокалке на протяжении часа при высокой температуре.
PlasmaTec Monolith ЦЧ-4
сварочные электроды PlasmaTec Monolith ЦЧ-4
Главная фишка марки заключается в следующем: когда вы свариваете, появляется пузырь из газа. Он не дает каплям воды и мелким частицам подобраться ко шву. Это хороший плюс, если вы работаете на выезде в условиях, предварительно не подготовленных к сварке.
Это хороший плюс, если вы работаете на выезде в условиях, предварительно не подготовленных к сварке.
Достоинства
- Эффективно расходуются.
- При компетентном использовании создают аккуратный шов.
- Шлак удаляется быстро.
- Не нуждаются в предварительной прокалке, что позволяет быстрее приступить к работе.
- Не дают грязи и сырости попасть в рабочую область.
- Малое количество брызг.
- Легко зажигаются первично и повторно.
Недостатки
- Среди поддерживаемых позиций отсутствует вертикальная.
Wester УОНИИ-13/55
сварочные электроды Wester УОНИИ-13/55
Закончим рейтинг наиболее качественных электродов с основным покрытием моделью для домашнего использования. Особенность, которая делает продукт Wester максимально хорошим для дачи: возможность получить надежный и качественный шов при достаточно низких затратах.
Достоинства
- Высокая прочность шва.
- Дешевизна.

- Экономичный расход.
Недостатки
- Нуждаются в длительной высокотемпературной прокалке перед работой.
- В некоторых ситуациях получить качественное соединение не получается. Требуется определенная сноровка.
Lincoln Electric Omnia 46
сварочные электроды Lincoln Electric Omnia 46
Американская фирма Lincoln Electric специализируется на сварке уже более ста лет, а первый созданный ей электрод с обмазкой был выпущен на рынок еще в 1927 году. Опыт в разработках не прошел даром: сравнительно недавно выпущенные на рынок электроды с рутилово-целлюлозной обмазкой Omnia 46 заслужили и признание сварщиков, и достойное место в рейтинге лучших сварочных электродов от «Эксперта цен».
Учитывая доступную цену, они станут прекрасным выборов для новичков, так как легко разгораются даже на бюджетных инверторах без функций облегчения розжига. Длина дуги не требует четкого контроля, так как электроды мало чувствительны к ее изменению в разумных пределах. При горении Omnia 46 образуется сравнительно малое количество разлетающихся искр – а это не только удобство в работе, но и пожарная безопасность.
При горении Omnia 46 образуется сравнительно малое количество разлетающихся искр – а это не только удобство в работе, но и пожарная безопасность.
Легкое отделение шлака позволяет работать ими по ржавой и загрязненной поверхности. Образующийся шов отличает высокая прочность, сравнимая с многими электродами, имеющими основную обмазку, что позволяет применять Omnia 46 при сварке работающих под давлением трубопроводов.
Достоинства
- Высокая прочность шва.
- Легкий розжиг и ведение дуги.
Недостатки
- Средняя стойкость к отсыреванию, компенсирующаяся возможностью прокалки при самых низких температурах.
ESAB-SVEL ОК 46.00
сварочные электроды ESAB-SVEL ОК 46.00
Рутилово-целлюлозные электроды, производящиеся в России под контролем шведского концерна ESAB. Электроды этой марки можно уверенно назвать одними из лучших в своей ценовой категории – они легко горят даже при частичном отсыревании, могут работать в любом направлении шва на постоянном и переменном токе, причем минимальный порог тока, необходимого для уверенного горения, у них заметно ниже в сравнении с другими распространенными типами рутиловых электродов.
Благодаря этому использование OK 46.00 при сварке тонкостенных деталей значительно упрощает работу даже профессиональному сварщику, не говоря уже о начинающих.
Эти электроды мало чувствительны к загрязнению поверхности и позволяют сваривать даже сильно пораженный коррозией металл без тщательной предварительной зачистки. Образующийся в сварочной ванне шлак легко отделяется, остывший шов имеет отличные прочностные характеристики и вязкость. Даже сильно отсыревший электрод не требует особых мер по его «реанимации» – прокалка может вестись при температуре всего 70-90 градусов.
Достоинства
- Отличное сочетание цены и качества
- Легкость работы по ржавому металлу, с тонкостенными деталями на минимальном токе.
Недостатки
- Хотя шов и прочен, в ответственных случаях предпочтительнее основные электроды.
ОЗС-12 (СпецЭлектрод, Москва)
сварочные электроды ОЗС-12 (СпецЭлектрод, Москва)
Достаточно качественные электроды, имеющие сертификацию НАКС для применения при сварке низкоуглеродистых сталей на ответственных и опасных объектах. Шов при использовании этих электродов легко и ровно ведется, после остывания покрываясь легко отделяющейся корочкой шлака. Его прочность при этом не хуже, чем при использовании большинства типов распространенных рутиловых электродов, отсутствует склонность к растрескиванию или образованию крупных включений шлаков.
Шов при использовании этих электродов легко и ровно ведется, после остывания покрываясь легко отделяющейся корочкой шлака. Его прочность при этом не хуже, чем при использовании большинства типов распространенных рутиловых электродов, отсутствует склонность к растрескиванию или образованию крупных включений шлаков.
Однако все эти качества требуют соблюдения двух правил. Во-первых, обмазка электродов ОЗС-12 – одна из наиболее чувствительных к отсыреванию, что для рутиловых электродов нетипично. Перед каждым применением электроды требуют тщательного прокаливания при температуре около 150 градусов в течение часа, что делает их не самым удобным вариантом для сварки: в конце концов, точно так же придется прокаливать и основные электроды, но они обеспечат более прочный шов. Во-вторых, зона сварки требует зачистки – крупные включения загрязнений из ванны удаляются плохо, снижая качество шва.
Достоинства
- При правильном использовании обеспечивают прочный и красивый шов без особых требований к мастерству сварщика.

- Доступная цена.
Недостатки
- Высокая чувствительность к влаге.
Ресанта МР-3
сварочные электроды Ресанта МР-3
Рутиловые электроды типа МР-3 можно назвать одними из самых распространенных, но это одновременно является их главным минусом: продукция различных заводов значительно различается по качеству, и часто оно оказывается весьма посредственным – отсюда и определенное недоверие, которое испытывают сварщики к этой марке.
Произведенные под брендом «Ресанта» электроды можно назвать удачными (особенно в сравнении с электродами ЛЭЗ того же типа). Сохранив все плюсы серии (легкость розжига и ведения дуги в любом направлении, возможность работы по ржавчине), они не имеют вместе с этим и распространенных дефектов – склонности к образованию шлаковых язв и пор, перекристаллизации при повышенном содержании углерода в свариваемых деталях (хотя для высокоуглеродистой стали по-прежнему подходят слабо). Чувствительность к отсыреванию у них выражена несколько больше, чем это привычно для МР-3, и режим прокалки также жестче: не менее часа при 150-170 градусах.
Достоинства
- Легкий розжиг, низкие требования к контролю длины дуги.
- Возможность работы на постоянном и переменном токе.
- Качественное отделение шлака.
Недостатки
- Значительное ухудшение качества шва при отсыревании.
Kobelco LB-52U
сварочные электроды Kobelco LB-52U
Эти электроды производятся в Японии дочерним предприятием одного из крупнейших металлургических концернов этой страны – Kobe Steel, Ltd. Их назначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность двухсторонней проварки, например, при сварке трубопроводов.
Отсюда и высокие требования к пластичности шва и минимальному количеству остаточных шлаков, не выводимых из объема сварочной ванны. Можно сказать, что японцам это удалось: электроды LB-52U действительно способны создать ровный шов без раковин и неравномерного провара, отлично разгораются и держат дугу. Прочность шва – до 588 Н/мм2.
Естественно, примененное основное покрытие обусловило и ряд специфичных особенностей использования электродов – перед применением обязательна прокалка при температуре до 300 градусов для удаления влаги, в противном случае и горение электрода, и качество шва ощутимо ухудшаются. Также будет ощутима и разница швов, сваренных на постоянном и переменном токе.
Достоинства
- Прочный и вязкий шов высокой чистоты.
- Легкое ведение шва в любом направлении.
Недостатки
- Высокая чувствительность к отсыреванию.
Quattro Elementi 770-414
сварочные электроды Quattro Elementi 770-414
Пытаетесь понять, какие электроды лучшие для сварки стальных изделий с тонкими стенками? Модель 770-414 производства Quattro Elementi хорошо вам подойдет. Эти электроды помогают создавать швы высокого качества. Они легко разжигаются, после чего стабильно функционируют на протяжении всей рабочей сессии.
Достоинства
- Высокое качество получившегося шва.

- На протяжении работы дуга держится надежно.
- Электрод разжигается быстро и без проблем.
Недостатки
- Расход электродов нельзя назвать эффективным.
Сибртех MP-3C
сварочные электроды Сибртех MP-3C
Оснастка отечественного производства с рутиловым покрытием может похвастаться на удивление достойными рабочими параметрами: надежностью, прочностью шва, универсальностью. И всё это за небольшие (особенно по сравнению с некоторыми западными аналогами) деньги. Единственное, с чем придется мириться – неудобное разжигание.
Достоинства
- Низкая стоимость.
- Стабильность дуги в процессе выполнения сварочных работ.
- При правильной эксплуатации позволяет добиться качественного шва.
- Хорошо подходит практически для любой рабочей позиции.
Недостатки
- Электроды фирмы Сибртех достаточно непросто разжигать, что первое время может вызывать трудности у неопытных мастеров.

Что такое электрод: устройство
Это стержень из металла или другого электропроводного состава. Он обеспечивает поставку тока от аппарата к предмету, которому требуются сварочные работы. Элементы бывают разной длины: от 25 до 45 см. У каждого из них есть защитное покрытие. Оно предотвращает процесс окисления. «Голой» остается лишь небольшая часть расходника – та, что вставляется в держатель. Поэтому при поиске комплектующих важно учитывать их толщину.
Самыми востребованными считаются трёхмиллиметровые. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода. В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка.
Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Вид покрытия электродов
Выбор того или иного типа покрытия зависит от свариваемых материалов, а также нагрузок, которые предстоит испытать конструкции. Различают 4 разновидности покрытий.
Основное (маркировка Б)
Расходники с основным покрытием применяют для получения высококачественного шва, отличающегося значительной ударной вязкостью, прочностью, пластичностью. Шов устойчив к образованию кристаллизационных трещин и естественному старению. Эту продукцию применяют при изготовлении ответственных конструкций, которые приходится эксплуатировать в условиях сурового климата.
Достоинства
- хорошие механические характеристики и высокая химическая чистота шва;
- минимум водорода в навариваемом металле.
Недостатки
- иногда в сварном шве образуются поры.
 Это может быть при увлажнении покрытия. Поры образуются и при наличии по краям соединяемых деталей окалины, ржавчины или масляных следов;
Это может быть при увлажнении покрытия. Поры образуются и при наличии по краям соединяемых деталей окалины, ржавчины или масляных следов; - сложности с хранением;
- отделение шлака очень трудоемкое;
- короткая и нестабильная дуга.
Рутиловое (маркировка Р)
Область использования продукции с рутиловым покрытием — электросварка деталей из низкоуглеродистых сталей. К технологическим преимуществам относятся:
- стойкое горение дуги при использовании постоянного и переменного тока;
- минимум разбрызгивания материала при инверторной сварке;
- хорошая отделяемость шлака;
- эстетичность шва;
- возможность применения для соединения ржавых и (или) загрязненных заготовок.
Главный минус рутилового покрытия — ограниченная область использования. В частности, такими электродами нельзя соединять элементы, которые планируется эксплуатировать при высоких температурах. Есть и другой недостаток: низкая химическая чистота и высокая текучесть металла.
Кислое (маркировка А)
Основное преимущество обмазок с маркировкой А — нулевой риск образования пор в области сварочного шва, даже при наличии на соединяемых элементах слоя окалины и (или) ржавчины. К особенностям этого варианта также относится легкость зажигания и равномерное горение дуги. Данный вариант используют при минимальных требованиях к готовой конструкции. Стержни с кислым покрытием можно использовать при переменном и постоянном токе.
Достоинства
- низкая себестоимость работ;
- минимальная трудоемкость удаления шлака;
- возможность применения при постоянном и переменном токе;
- простота хранения;
- высокий уровень раскисления.
Недостатки
- вредные для здоровья испарения;
- высокий уровень текучести металла;
- брызги при сварке;
- большая вероятность образования горячих трещин.
Целлюлозное
Изделия с обмазкой, выполненной из целлюлозы, маркируют буквой Ц. Их отличает стабильное горение дуги при постоянном токе. Такие расходные материалы применяют при сварке магистральных труб из низкоуглеродистых сортов стали.
Такие расходные материалы применяют при сварке магистральных труб из низкоуглеродистых сортов стали.
Преимущества:
- качественный провар;
- минимум шлака.
Данная категория не рекомендуется для работы со сплавами с большим содержанием углерода. Еще один недостаток — раскаленные металлические брызги во время работы. При использовании с переменным током требуется дополнительное оборудование.
В зависимости от соотношения между двумя диаметрами: общим и внутренней части изделия, электроды разделяют на 4 категории:
- тонкие (маркировка М). Соотношение от 1,2;
- средние (С) — от 1,45;
- толстые (Д) — до 1,8;
- особо толстые (Г) от 1,8.
Толщина покрытия для качественной продукции колеблется в пределах 0,5-2,5 мм. По массе это составляет 20-40% от одноименного параметра внутреннего стержня.
Материал электродов
В зависимости от материала изготовления разделяют расходники двух разновидностей.
Графитированные
Неплавящиеся неметаллические изделия. Особенность технологии изготовления в том, что сырье подвергают изотермической выдержке при температуре, превышающей 2 тыс. градусов. Прессовка графита производится под давлением 200 атм. Еще одна категория неплавящихся изделий — вольфрамовые, которые применяют для особенно качественного соединения элементов.
Особенность технологии изготовления в том, что сырье подвергают изотермической выдержке при температуре, превышающей 2 тыс. градусов. Прессовка графита производится под давлением 200 атм. Еще одна категория неплавящихся изделий — вольфрамовые, которые применяют для особенно качественного соединения элементов.
Плавящиеся
Основу их составляет металлический стержень. На него наносят смесь, образующую в процессе эксплуатации изделия защитный шлаковый слой. Покрытие состоит из оксидов. В качестве связующего элемента используют жидкое стекло.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности.
Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств – от легкости розжига до качества шва – является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
Назначение электродов
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
- Сварка углеродистых и низколегированных сталей;
- Сварка легированных теплоустойчивых сталей;
- Сварка высоколегированных сталей с особыми свойствами;
- Электродуговая наплавка поверхностных слоев с особыми свойствами;
- Сварка и наплавка чугуна;
- Сварка и наплавка меди и сплавов.

Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии.
Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
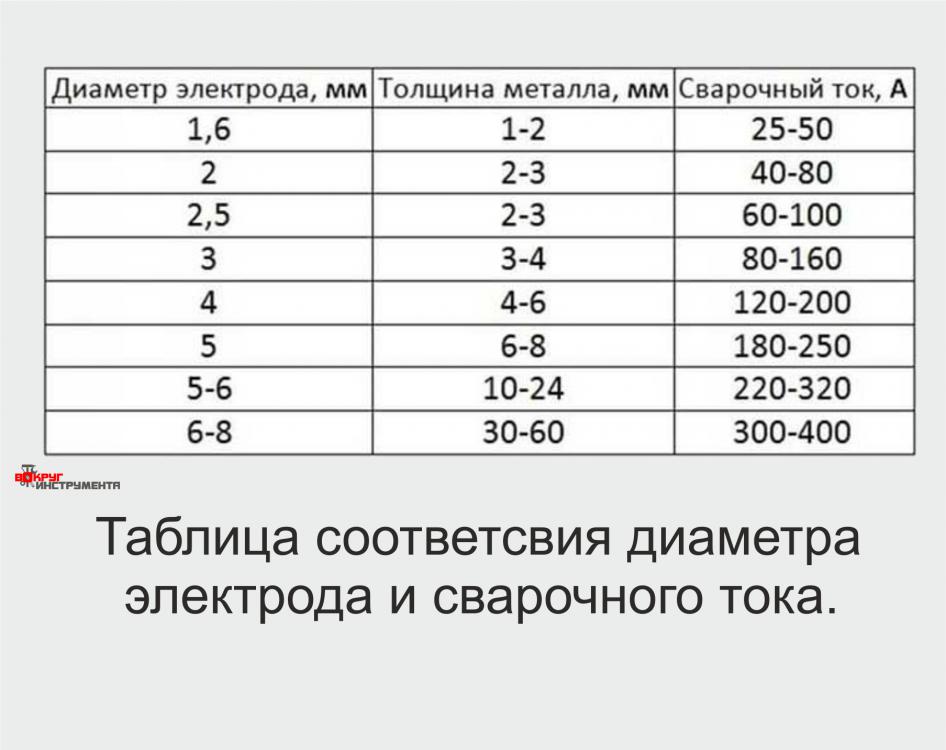
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
| Толщина стали (мм) | 1,5-2,0 | 3,0 | 4,0-5,0 | 6,0-12,0 | >13 |
| Диаметр электрода (мм) | 2 | 2,5-3 | 3-4 | 4-5 | 5-6 |
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
| Настройка силы тока | ||||||
| Диаметр электрода (мм) | 2 | 2,5 | 3 | 4 | 5 | 6 |
| Сила тока (А) | 40-64 | 65-80 | 70-130 | 130-160 | 180-210 | 200-350 |
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока. Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
| Назначение | Рекомендуемые марки |
| Углеродистые и низколегированные стали | ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6 |
| Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках | УОНИ-13/55, АНО-11, GOODEL-OK48 |
| Сварка трубопроводов | GOODEL-52U, ТМУ-21У |
| Высоколегированные нержавеющие стали | ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5 |
| Жаростойкие и жаропрочные высоколегированные стали | ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2 |
| Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса) | НИИ-48Г |
| Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья | ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6 |
| Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом | ЦЧ-4 |
| Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна | МНЧ-2 |
| Сварка меди и бронзы | Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы) |
| Электродуговая наплавка | ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13 |
| Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования | ОЗШ-6, ОЗШ-8 |
| Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С | ОЗИ-3 |
| Легированные теплоустойчивые стали | ТМЛ-1У, ТМЛ-3У, ЦЛ-39 |
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.

- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.
Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Источники
- https://www.rocta.ru/info/kakie-ehlektrody-vybrat-dlya-svarki-invertorom-novichku/
- https://gadgetok.ru/top-luchshih-svarochnyh-elektrodov.html
- https://www.expertcen.ru/article/ratings/luchshie-svarochnye-elektrody.html
- https://goodel.ru/informatsiya/article/kakie-elektrody-dlya-svarki-invertorom-luchshe
- https://www.bigam.ru/stati/kakie-luchshe-elektrody-dlya-svarki/
- https://goodel.ru/informatsiya/article/kak-vybrat-elektrody-dlya-svarki-2019
[свернуть]
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742. D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
Сварочные электроды: какие лучше для инвертора?
Многие начинающие сварщики задаются вопросом о том, какие электроды для инвертора лучше выбрать. Ведь именно это оборудование наиболее часто используется домашними умельцами. Вообще, сварочные инверторы довольно давно вытеснили трансформаторные агрегаты, которые применялись раньше. Это обусловлено тем, что инвертор прост в эксплуатации, недорого стоит, кроме того, с его помощью можно довольно оперативно сварить металлические детали и конструкции.
Ведь именно это оборудование наиболее часто используется домашними умельцами. Вообще, сварочные инверторы довольно давно вытеснили трансформаторные агрегаты, которые применялись раньше. Это обусловлено тем, что инвертор прост в эксплуатации, недорого стоит, кроме того, с его помощью можно довольно оперативно сварить металлические детали и конструкции.
Такое оборудование обычно используется при дуговой сварке методом плавления. Инверторы отличаются неизменной стабильностью и показателями сварочного тока, что обеспечивает сверхпрочное соединение за счёт высокого качества шва. В роли одного из главных составляющих описываемой сварки выступает электрод. Это металлические стержни, которые необходимы для подвода тока к сварочной зоне. В данном случае следует учитывать, что сварочные агрегаты представлены разными видами. Поэтому для них требуются разные электроды.
Какие электроды выбрать
Если вы тоже оказались в числе тех, кто задался над вопросом о том, какие электроды лучше для инвертора, то вам следует ознакомиться с информацией, представленной ниже. Используемые при инверторной и в общем при дуговой сварке электроды плавящегося типа изготавливаются из сварочной проволоки, в процессе чего используются государственные стандарты 1970 года.
Согласно ГОСТ 2246, электроды для инверторной сварки классифицируются на:
- легированные;
- углеродистые;
- высоколегированные.
Первые выполняются из проволоки следующих типов:
- Св-08Х3Г2СМ.
- Св-08ХН2ГМТА.
- СВ-08ХГСМФА.
Решая вопрос о том, какие электроды лучше для инверторной сварки, вы должны ближе ознакомиться с углеродистыми стержнями, которые выполняются из проволоки Св-08 и Св-08АА и др. В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
Новичкам следует знать, что электроды можно классифицировать на две подгруппы. Первая предусматривает изделия, предназначенные для выполнения шва при соединении ответственных металлоконструкций. Вторая подгруппа предназначается для работ с обычными соединениями.
Первая предусматривает изделия, предназначенные для выполнения шва при соединении ответственных металлоконструкций. Вторая подгруппа предназначается для работ с обычными соединениями.
Для ответственных изделий лучше всего предпочесть электроды УОНИ или АНО. Если перед вами стоит вопрос о том, какие электроды лучше для инвертора, то следует обратить внимание еще и на изделия с маркировкой МР–3, которые предназначены для обычных сварных соединений. Марка электродов УОНИ является довольно капризной. Это обусловлено тем, что с такими стержнями работать получится не у каждого начинающего мастера. Если вы не имеете опыта в таких мероприятиях, то от подобных электродов лучше отказаться.
Популярные виды электродов
Если вы не можете определиться с выбором, то следует обратить внимание на наиболее востребованные марки, они выглядят следующим образом:
- УОНИ–13/55.
- МР–3С; МР–3.
- АНО.
Первые популярны среди опытных мастеров. Эти стержни позволяют добиться качественного шва, что верно при низких температурах внешнего воздуха. При этом показатели плотности остаются оптимальными.
При этом показатели плотности остаются оптимальными.
Решая вопрос о том, какие электроды лучше для инвертора, стоит обратить особое внимание на стержни МР–3С, которые применяются при необходимости выполнения шва с высокими требованиями по качеству. Эти электроды применяются для соединения элементов постоянным и переменным током обратной полярности.
Наиболее универсальной маркой является МР–3, с ее помощью можно соединить металлические заготовки с загрязнённой поверхностью, ржавые и влажные конструкции. Наиболее покупаемыми среди россиян являются АНО. Они не требуют предварительной прокалки, а зажечь их можно без особых усилий. В конечном итоге вы гарантированно получите отличный результат, даже тогда, когда сварка выполняется неопытным мастером.
Выбор электродов для разных материалов
Перед тем как начинать работы, необходимо вспомнить о том, что изделия из разных материалов требуют определенных электродов. Если вы планируете работать с высоколегированной или нержавеющей сталью, то лучше всего воспользоваться стержнями ЦЛ–11, которые изготовлены по государственным стандартам 9466–75. А вот если вы планируете сваривать заготовки из углеродистых сталей, то лучше всего подойдут электроды ОЗС–4.
А вот если вы планируете сваривать заготовки из углеродистых сталей, то лучше всего подойдут электроды ОЗС–4.
Если вы всё ещё решаете вопрос о том, какие сварочные электроды лучше для инвертора выбрать, то следует обратить внимание на АНО–6. Они предназначены для изделий из малоуглеродистых сталей. В данном случае речь идет о стержнях с ильменитовым покрытием.
Малоуглеродистые стали свариваются ещё и АНО–4, которые имеют рутиловое покрытие. Разные марки чугуна можно соединить с помощью ОЗЧ–2. Приобретая электроды, вы должны поинтересоваться, имеют ли они эпидемиологические сертификаты, которые гарантируют качественную сварку. Использование материала, изготовленного по государственным стандартам, говорит ещё и о безопасности работ.
Для справки
Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.
Выбор электродов для аппарата «Ресанта»
Независимо от того, какая марка аппарата будет использоваться для сварки, электроды выбираются по вышеописанной схеме. Если перед вами встал вопрос о том, какие электроды лучше для инвертора «Ресанта 190» выбрать, то вы должны руководствоваться настройками силы тока и диаметром стержней. Последний параметр выбирается в зависимости от толщины заготовки. Если она составляет 1,5 мм и меньше, то лучше применять аргонодуговую или полуавтоматическую сварку.
Какие электроды лучше для инвертора «Ресанта», интересует многих. Отвечая на этот вопрос, можно утверждать, что диаметр электрода подбирается, как было упомянуто выше, по толщине стали. Если она составляет 2 мм, то диаметр стержня может изменяться в пределах от 2 до 2,5 мм. При толщине стали в 12 мм лучше всего предпочесть электрод, диаметр которого составляет 5 мм.
При толщине стали в 12 мм лучше всего предпочесть электрод, диаметр которого составляет 5 мм.
Дополнительные рекомендации
Выбирая самые лучшие электроды для сварки, вы можете столкнуться с необходимостью приобретения стержня для 13-миллиметровой заготовки. В данном случае диаметр электрода составит 5 мм. Именно такой параметр будет актуален и для заготовок более внушительной толщины. А вот что касается тока, то его выставляют в зависимости от диаметра электрода. Таким образом, из расчёта на 1 мм диаметра необходимо выставить 30 А. Для 3-миллиметрового стержня ток может составить предел 80-110 А. Конечное значение будет зависеть от пространственного положения, количества проходов и толщины металла.
В заключение
Если вы уже решили для себя, какие электроды лучше для инвертора «Ресанта 220ПН», учитывая вышеприведенные рекомендации, то должны помнить, что одинаковых и точных настроек на сегодняшний день не существует. Мастер методом ошибок и проб выставляет параметры тока самостоятельно. При больших токах вы должны быть готовы к тому, что сварочная ванна получается менее управляемой и более жидкой.
При больших токах вы должны быть готовы к тому, что сварочная ванна получается менее управляемой и более жидкой.
рейтинг лучших марок для нержавеющей стали, алюминия и др.
В процессе выполнения ручной сварки инвертором применяют специально изготовленные стержни из металла или других материалов, называемые сварочными электродами. Через них протекает постоянный или переменный ток, достаточный для приведения кромок свариваемых деталей в жидкое состояние. Они могут быть изготовлены из тугоплавких материалов, например из вольфрама, но абсолютное большинство электродов, рекомендуемых для инверторной сварки, имеют плавящийся сердечник . При необходимости используются для резки металла, но качество отверстий при этом остается низким.
Содержание
- 1 Классификация сварочных электродов плавящегося типа
- 2 Особенности изделий с различными покрытиями
- 3 Выбор электрода по диаметру стержня
- 4 Наиболее распространенные марки электродов и область их применения
- 4.
 1 МП-3
1 МП-3 - 4.2 ОЗС-12
- 4.3 ОЗЧ-2
- 4.4 УОНИ 13/55
- 4.5 ОЗЛ-8
- 4.
- 5 Заключение
Классификация сварочных электродов плавильного типа
Перед началом работы электроды для сварки инвертором выбирают в соответствии с материалом свариваемых элементов. Поскольку металл, составляющий их основу, заполняет пространство между деталями в процессе формирования шва, для лучшего контакта с ними он должен иметь аналогичный компонентный состав и внутреннюю структуру. Поэтому есть расходные материалы для сварки алюминия, меди, чугуна и других черных и цветных металлов.
Наиболее распространены в строительстве и промышленном производстве электроды стальные, разделенные по ГОСТ на несколько групп:
- для углеродистых и низколегированных сталей;
- для легированных сплавов;
- для жаропрочных легированных сталей;
- для высоколегированных сплавов;
- для наплавки дополнительных наружных слоев со специальными свойствами.

Каждое изделие основано на длинном цилиндрическом сердечнике, окруженном с боков внешнее покрытие . Он нужен для защиты зоны сварки от вредного контакта с кислородом воздуха. По соотношению диаметров внешней оболочки и металлического сердечника различают изделия с тонким, средним, толстым и очень толстым покрытием. Различают четыре основных типа покрытий:
- основное;
- целлюлоза;
- рутил;
- кислый.
Иногда применяется смешанные покрытия . Рассмотрим подробнее каждый тип.
Особенности изделий с различными покрытиями
Электроды с кислотной оболочкой АНО-2, СМ-5 технологичны, просты в использовании и подходят даже для начинающих сварщиков.
Важно! Оксиды железа и марганца в их составе отрицательно влияют на здоровье человека, поэтому их следует применять на открытых площадках или в условиях эффективной принудительной вентиляции.
Стержни с основным покрытием УОНИ-13/45, ОЗС-2, ДСК-50 имеют в своем составе мелкую крошку природных горных пород: мрамор, кварцевый песок, плавиковый шпат. Смесь фиксируется с помощью жидкого стекла, поэтому не оказывает вредного воздействия на персонал. Шов, полученный с применением таких расходных материалов, обладает высокой пластичностью. Их широко применяют для монтажа самых серьезных конструкций и прокладки трубопроводов, работающих под высоким давлением.
Смесь фиксируется с помощью жидкого стекла, поэтому не оказывает вредного воздействия на персонал. Шов, полученный с применением таких расходных материалов, обладает высокой пластичностью. Их широко применяют для монтажа самых серьезных конструкций и прокладки трубопроводов, работающих под высоким давлением.
Электроды сварочные рутиловые для инверторов АНО-3, ОЗС-4, МП-4 в составе своего покрытия содержат безопасный рутил. Дает небольшое количество шлака, который практически мгновенно затвердевает в виде тонкой пленки. Эти качества позволяют сваривать детали при любом положении стержня.
Изделия целлюлозные с покрытием ВКК-1, ОЗЦ-1 содержат органические соединения, ферросплавы и тальк. Также они обеспечивают качественный шов во всех направлениях сварки с любой стороны детали и дают хорошие результаты при соединении тонких листов. Единственный их недостаток – хрупкость шва.
Выбор электрода по диаметру стержня
Важнейшей характеристикой электрода является диаметр — его следует выбирать в зависимости от толщины свариваемых листов. Напрямую связано с требуемым значением тока, потребляемого инвертором. Чем больше глубина проникновения, тем более массивный сердечник нужен и тем выше устанавливается сила тока. В таблице ниже показано соотношение между диаметром электрода, толщиной металла и рекомендуемой силой тока для сварки.
Напрямую связано с требуемым значением тока, потребляемого инвертором. Чем больше глубина проникновения, тем более массивный сердечник нужен и тем выше устанавливается сила тока. В таблице ниже показано соотношение между диаметром электрода, толщиной металла и рекомендуемой силой тока для сварки.
Самые популярные размеры 3 и 4 мм. При прокладке толстостенных трубопроводов и монтаже крупных металлоконструкций применяют расходные материалы от 5 и более миллиметров. Для сварки тонкого металла лучше выбирать миниатюрную проволоку.
Наиболее распространенные марки электродов и область их применения
Невозможно составить объективный рейтинг электродов для сварки инвертором, так как все они разработаны для различных металлов и условий применения. При этом учитывают рекомендуемое рабочее положение стержня, характер покрытия, полярность которого является постоянной или реверсивной при настройке сварочного аппарата. Сильное влияние на выбор оказывают и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы. Мы представим самые распространенные в среде сварщиков бренды, пользующиеся заслуженной популярностью уже не один год.
Мы представим самые распространенные в среде сварщиков бренды, пользующиеся заслуженной популярностью уже не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и популярных. Они предназначены для сварки. Углеродистая и низколегированная сталь с максимальным разрывным усилием до 490 МПа. С их помощью можно варить детали с инвертором размером до 2 см. Для этого используют источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50 В.
- простота зажигания и исключительная стабильность дуги;
- легкие брызги стали;
- легкость создания прочного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей продукции данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, в связи с резким ухудшением рабочих параметров шва при намокании стержней.

ОЗС-12
Еще один представитель семейства рутиловых электродов Который хорошо подходит для сварки низкоуглеродистых сталей. Отличная прочность шва с отсутствием посторонних включений и склонностью к растрескиванию в широком диапазоне тепловых режимов и внешних нагрузок требуется при изготовлении сложных конструкций на потенциально опасных объектах. Готовить их можно на постоянном и переменном токе, используя при этом минимально возможную мощность.
- отличное качество сварки;
- любое направление стержня в процессе сварки;
- мгновенное зажигание и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательного отпуск электрода перед работой при 150 около С в течение часа;
- необходимость тщательной очистки зоны сварки перед началом работ.

ОЗЧ-2
Электроды с кислым покрытием , предназначены для сварки заготовок из серого и высокопрочного чугуна и устранения литейных дефектов. На сварочный аппарат устанавливается постоянный ток обратной полярности. Шов выполняют в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими роликами с периодической ковкой и охлаждением.
- Возможность сварки Чугун — один из самых капризных в обработке материалов.
- сложная технология производства;
- необходимо выдержать расходную часть в муфельной печи в течение часа при температуре 190-210 о С.
УОНИ 13/55
Лучшие электроды для инверторной сварки самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия .
Высоко ценятся профессионалами за отличное качество шва, но требуют некоторого времени, чтобы привыкнуть к работе с ними.
Провары ведут постоянный ток обратной полярности практически во всех положениях. Единственным исключением является вертикальный шов в направлении сверху вниз.
Неразъемное соединение выдерживает значительные нагрузки и может использоваться в широком диапазоне температур.
- однородность шва, обеспечивающая применение изделий данной марки при изготовлении ответственных трубопроводов и нагруженных строительных конструкций;
- простое удаление шлака;
- высокая производительность;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений штока;
- приемлемая стоимость.
- сложность повторного зажигания;
- необходимо привыкнуть к достаточно сложному режиму обслуживания дуги.
ОЗЛ-8
Эти электроды с покрытием основного типа применяются для работы по нержавеющей стали . При этом материал шва прекрасно переносит воздействие химически активных сред и не боится высоких механических нагрузок. Сварка осуществляется в произвольном положении постоянным током обратной полярности.
Сварка осуществляется в произвольном положении постоянным током обратной полярности.
Совет! Для предотвращения растрескивания материала его охлаждение следует производить в плавном режиме.
Такие электроды применяются при изготовлении, монтаже и ремонте приборов и трубопроводов в пищевой, химической и нефтехимической промышленности. Швы, полученные с их помощью, выдерживают экстремальные температуры и высокое кровяное давление.
- высококачественный шов;
- широкий спектр применения;
- устойчивая дуга;
- простой режим сварки во всех положениях;
- минимальное количество шлака и легкость его удаления;
- приемлемая цена для продукции своего класса.
- необходимость предварительного прокаливания электродов при 300 о С;
- повышенный расход материала.
Заключение
Если вы собираетесь купить электроды для выполнения определенного вида работ, желательно внимательно ознакомиться с их техническими характеристиками и областью применения. Опытные сварщики стараются использовать минимальный комплект штампов , отдавая предпочтение тому или иному производителю, что снижает риск приобретения бракованной партии.
Опытные сварщики стараются использовать минимальный комплект штампов , отдавая предпочтение тому или иному производителю, что снижает риск приобретения бракованной партии.
Под контролем — производительность сварки
Поколение назад производители создавали сварочные аппараты, обеспечивающие определенные характеристики дуги для улучшения результатов в определенных областях применения наряду с использованием определенных типов электродов. Однако из-за технологических ограничений разработка сварочного аппарата, одинаково хорошо работающего в любой ситуации, может быть дорогостоящей и несколько сложной.
Сегодня инверторная технология и микропроцессоры позволяют производителям включать дополнительные элементы управления, которые позволяют операторам более точно регулировать характеристики дуги. Это помогает оператору настраивать характеристики сварки в соответствии с различными приложениями и электродами. Когда дело доходит до процесса сварки электродом, многие из новых многопроцессорных инверторов CC/CV предлагают три основных элемента управления, которые активны при сварке в режиме электрода:
Когда дело доходит до процесса сварки электродом, многие из новых многопроцессорных инверторов CC/CV предлагают три основных элемента управления, которые активны при сварке в режиме электрода:
- Настройка типа электрода (E7018 по сравнению с E6010)
- Регулируемый регулятор силы дуги
- Регулируемый горячий старт
Поскольку флюс придает различные рабочие характеристики, компактные многопроцессорные инверторы, такие как этот, предлагают настройки, которые адаптируют производительность для разных категорий электродов.
Однако то, что предлагаются эти разнообразные элементы управления, не означает, что оператору необходимо вносить коррективы в эти настройки для достижения наилучшей производительности. В этой статье приведены некоторые рекомендации по использованию этих элементов управления для улучшения характеристик сварки электродами целлюлозного типа (E6010) и электродами с низким содержанием водорода (EXX15, EXX16) и электродами основного типа E7018 при сварке с положительной полярностью постоянного тока.
В качестве примечания: современные инверторы TIG/Stick с выходом переменного/постоянного тока часто обеспечивают хорошую производительность E7018 в режиме переменного тока, что может улучшить качество сварки и предотвратить дуновение дуги, но это тема для другой статьи.
Выбор электрода
Если есть опция, то единственной функцией, которая абсолютно необходима операторам инвертора, является управление выбором электрода. Проще говоря, управление выбором электрода автоматически регулирует различные факторы, такие как напряжение холостого хода и кривая вольт/ампер. Это соответствует рабочим характеристикам, требуемым для различных электродов.
Например, ESAB Rebel и другие многопроцессорные инверторы этой категории имеют две настройки: E70XX и E60XX. Более крупные промышленные инверторы, такие как Warrior 500i, имеют три настройки: базовую (E7018), рутиловую (E6013) и целлюлозную (E6010).
При сварке стержневыми электродами оператор устанавливает силу тока, а выходное напряжение может варьироваться в зависимости от конструкции источника питания. Оператор может изменять напряжение дуги, увеличивая или уменьшая длину дуги. Небольшое увеличение длины дуги вызывает увеличение напряжения дуги и небольшое уменьшение силы тока. С уменьшением длины дуги напряжение на дуге уменьшается с увеличением силы тока. Величина изменения силы тока зависит от конструкции машины и от того, насколько круто падает кривая вольт/ампер; крутая кривая производит меньше изменений, в то время как более пологая кривая приводит к более широким изменениям.
Оператор может изменять напряжение дуги, увеличивая или уменьшая длину дуги. Небольшое увеличение длины дуги вызывает увеличение напряжения дуги и небольшое уменьшение силы тока. С уменьшением длины дуги напряжение на дуге уменьшается с увеличением силы тока. Величина изменения силы тока зависит от конструкции машины и от того, насколько круто падает кривая вольт/ампер; крутая кривая производит меньше изменений, в то время как более пологая кривая приводит к более широким изменениям.
Большинство опытных операторов понимают предпочтения кривой вольт/ампер. Для новичков с меньшим опытом качественный инвертор с выбором электродов помогает оптимизировать наилучшие характеристики для различных покрытий для целлюлозных, рутиловых и основных типов.
В качестве примечания: то, что инвертор имеет настройку для целлюлозных электродов, не означает, что характеристики дуги будут соответствовать ожиданиям. Поэтому рекомендуется придерживаться установки «попробовать, прежде чем купить», если вы планируете сваривать электродом E6010 или любым другим электродом.
Регулируемый контроль силы дуги
Форсаж дуги, реализованный в инверторах, представляет собой функцию, которая автоматически увеличивает силу тока, когда напряжение падает ниже установленного порога (часто около 18 В). В ситуациях, когда оператор удерживает узкую дугу, чтобы прижать металл к задней стороне соединения при использовании E6010, дополнительный ток помогает предотвратить гашение дуги.
Для сварки электродами E7018, особенно на аппарате с опцией выбора электрода, по умолчанию для силы дуги будет установлено оптимальное значение с использованием произвольного числа от 0 до 100. Электроды с низким содержанием водорода (E7018) обычно требуют небольшой силы дуги. Эмпирическое правило состоит в том, чтобы начать со стороны низкого давления/заводских настроек по умолчанию и выполнить пробную сварку, удерживая тугую дугу и чувствуя некоторое сопротивление, когда дуга вдавливает металл в ванну. Если электрод не прилипает, это указывает на достаточную силу дуги. Если он прилипает, увеличьте силу дуги на небольшой шаг, возможно, на пять процентов. Если дуга кажется чрезмерно жесткой и вызывает разбрызгивание, уменьшите ее.
Если он прилипает, увеличьте силу дуги на небольшой шаг, возможно, на пять процентов. Если дуга кажется чрезмерно жесткой и вызывает разбрызгивание, уменьшите ее.
Каждая модель и марка инвертора работают по-разному. Здесь рекомендуется не использовать слишком высокие значения силы дуги, а также помнить, что сила дуги инвертора работает только в ситуациях с низким напряжением.
Конечно, учитывая, что надлежащая длина дуги для E7018 составляет приблизительно 3/32 дюйма максимум от сварного соединения с использованием сварного шва диаметром 1/8 дюйма. электродом, те, кто сваривает нечасто, часто испытывают трудности с удержанием тугой дуги. Регулируемое управление силой дуги может помочь им добиться хорошего провара, предотвращая прилипание электродов (или, давайте будем честными, уменьшая частоту прилипания электродов).
Другое применение, в котором профессионалам нравится использовать силу дуги, — это сварка с очень малой длиной дуги или при использовании электрода большего размера при очень низком токе, чтобы предотвратить прилипание электрода к свариваемой детали.
Регулируемый горячий пуск
Во время зажигания дуги или повторного зажигания электрода настройка «горячего пуска» мгновенно увеличивает сварочный ток, чтобы помочь установить расплавленную сварочную ванну на холодном листе и поглотить окончание предыдущего сварного шва (если есть был одним). Некоторые аппараты позволяют операторам регулировать продолжительность горячего пуска, а также величину тока горячего пуска, обычно выражаемую в процентах от сварочного тока.
Опять же, эмпирическое правило заключается в том, чтобы начать с малого, сделать пробные сварные швы и медленно увеличивать значения, если это необходимо. Хорошей отправной точкой будет продолжительность горячего старта 0,25 с. до 0,5 сек. и дополнительно 15 процентов от установленного сварочного тока. Если дуга зажигается легко, оставьте настройку в покое. Больше не значит лучше, так как высокие настройки делают работу электрода более жесткой и вызывают разбрызгивание и непредвиденные последствия, такие как выгорание металла за пределами соединения.
Обозначение «h5R» после E7018, напечатанное на этом электроде, означает, что стержень можно использовать до 9часов после извлечения из контейнера.
Независимо от того, используется ли горячий пуск или нет, операторы должны использовать правильную технику зажигания дуги с помощью E7018. Из-за состава флюса электроды с низким содержанием водорода могут недостаточно защищать сварной шов во время зажигания дуги, а использование горячего старта не может компенсировать несовершенство техники. Вот несколько советов по правильной технике:
- Зажгите дугу примерно на 3/16 дюйма (один или два диаметра электрода) перед тем местом, где должен начинаться сварной шов, например, от края пластины или конца предыдущего сварного шва.
- Установите правильную длину дуги при быстром перемещении электрода, чтобы расплавить заднюю кромку соединения или связать новый шов с предыдущим.
- Двигайтесь вперед, чтобы полностью установившаяся дуга заварила место удара дуги.
Этот метод гарантирует, что новый шов поглощает предыдущую остановку сварки, и, если все сделано правильно, устраняет начальную пористость в месте зажигания дуги. Если на стыке старого и нового сварных швов имеется большой узел или выпуклый валик, это указывает на неправильную технику, как правило, на неполное установление дуги и поглощение предыдущего сварного шва.
Если на стыке старого и нового сварных швов имеется большой узел или выпуклый валик, это указывает на неправильную технику, как правило, на неполное установление дуги и поглощение предыдущего сварного шва.
Что касается зажигания дуги, то каждый, кто пытался повторно использовать частично израсходованный электрод E7018, знает, что конец стержня блестит, что делает запуск дуги чрезвычайно трудным. Хотя типичным решением является постукивание по концу стержня, чтобы удалить глазурь, не приобретайте эту вредную привычку. Удар может удалить ценный флюс. Вместо этого удалите глазурь, соскребая конец о шероховатую поверхность. Вы также можете взять перчатку и осторожно удалить глазурь с жилы проволоки или, возможно, использовать напильник. Это удерживает флюс на месте, чтобы он мог выполнять свою работу. Если флюс отслаивается, выбросьте электрод и используйте новый.
Продукция ESAB для резки и сварки
Вольфрамовые электроды | ABICOR BINZEL
Везде, где создаются тонко обработанные сварные швы, свариваются высококачественные материалы и создаются точные сварные соединения, требуется сварка TIG и хорошие вольфрамовые электроды. При сварке вольфрамовым электродом в среде инертного газа (TIG), в дополнение к горелке, источнику питания и защитному газу, неплавящийся термостойкий вольфрамовый электрод является важным фактором для получения оптимальных результатов.
При сварке вольфрамовым электродом в среде инертного газа (TIG), в дополнение к горелке, источнику питания и защитному газу, неплавящийся термостойкий вольфрамовый электрод является важным фактором для получения оптимальных результатов.
Ассортимент электродов для сварки TIG очень широк. Самое позднее, когда дело доходит до выбора подходящего электрода для сварки TIG, вы столкнетесь с цветовой маркировкой вольфрамовых электродов. Отдельные типы электродов отмечены разными цветами.
Как следует из названия, основным компонентом вольфрамовых электродов является вольфрам. За исключением зеленого электрода для сварки TIG, изготовленного из чистого вольфрама, все остальные сделаны с оксидными добавками, такими как оксид циркония, оксид лантана, оксид церия или оксид тория. Другие содержат оксидные добавки с редкоземельными элементами. Их действие и свойства описаны в разделе «Электроды для сварки ВИГ и их цветовая маркировка или легирование» на этой странице.
При выборе вольфрамового электрода необходимо учитывать следующие аспекты:
- Вольфрамовый электрод типа
- Диаметр электрода
- Качество заточки и шероховатость электрода
- Геометрия наконечника электрода для сварки ВИГ
Краткий обзор всей информации
- Электроды для сварки ВИГ и их цветовая маркировка или легирование – типы вольфрамовых электродов
- Качество заточки и шероховатость электрода
- Геометрия наконечника электрода для сварки ВИГ
- В поисках подходящего вольфрамового электрода для сварки ВИГ
- Блоги о сварке TIG и вольфрамовых электродах
- Видео вольфрамовые электроды
- Документация
Электроды для сварки ВИГ и их цветовая маркировка или легирование – типы вольфрамовых электродов
E3 ®
Вольфрамовый электрод E3 ® (фиолетовый), разработанный ABICOR ® (фиолетовый), разработанный ABICOR BINZEL с 900 оксидами редкоземельных элементов 350036 в качестве легирующих элементов подходит как для сварки на постоянном (DC), так и на переменном токе (AC). Им можно сваривать практически любой металл. Поэтому из-за его превосходных свойств воспламенения он также часто используется в автоматизированных процессах. В процессе сварки температура электрода остается неизменно низкой, что, в свою очередь, обеспечивает лучшую токонесущую способность и более длительный срок службы по сравнению с ториевыми электродами. Последние могут использоваться только в исключительных случаях из-за их крайне вредного воздействия.
Им можно сваривать практически любой металл. Поэтому из-за его превосходных свойств воспламенения он также часто используется в автоматизированных процессах. В процессе сварки температура электрода остается неизменно низкой, что, в свою очередь, обеспечивает лучшую токонесущую способность и более длительный срок службы по сравнению с ториевыми электродами. Последние могут использоваться только в исключительных случаях из-за их крайне вредного воздействия.
Цветовая кодировка оксидов редкоземельных элементов:
- Фиолетовый = E3 ®
WLa
Этот вольфрамовый электрод в основном используется для сварки нелегированных и высоколегированных сталей, алюминиевых, титановых, медных и магниевых сплавов. Его легирующий элемент, оксид лантана , делает его пригодным как для сварки постоянным, так и переменным током, как и E3 ® . Золотой сварочный электрод TIG также используется в микроплазменной сварке.
Цветовая кодировка с оксидом лантана:
- Черный = WLa 10 – с содержанием оксида лантана от 0,8 до 1,2 %
- Золото = WLa 15 – с содержанием оксида лантана от 1,3 до 1,7 %
- Синий = WLa 20 – с содержанием оксида лантана от 1,7 до 2,2 %
WCe
Легирующий элемент оксид церия делает этот электрод для сварки TIG более устойчивым, чем электрод с чистым вольфрамом, но менее прочным, чем электроды E3® и лантановые электроды. Этот тип вольфрамового электрода используется в основном в диапазоне средних и низких токов для сварки нелегированных и высоколегированных сталей, а также алюминиевых, медных, никелевых, титановых и магниевых сплавов. Их можно использовать как для сварки переменным током, так и для сварки постоянным током, однако хуже, чем E3 9.Электрод 0174® от ABICOR BINZEL.
Цветовая кодировка с оксидом церия:
- Серый = WCe 20 – с содержанием оксида церия от 1,8 до 2,2 %
WP
Зеленый нелегированный вольфрамовый электрод был разработан для сварки синусоидальным переменным током специально для легких металлов. Не подходит для сварки постоянным током. Поскольку зеленый электрод из чистого вольфрама препятствует образованию чистой прямоугольной волны из-за его инерционности и высокой работы выхода, не рекомендуется использовать этот сварочный электрод с инверторными источниками питания. Идеальной заменой зеленого вольфрамового электрода является электрод E3®.
Не подходит для сварки постоянным током. Поскольку зеленый электрод из чистого вольфрама препятствует образованию чистой прямоугольной волны из-за его инерционности и высокой работы выхода, не рекомендуется использовать этот сварочный электрод с инверторными источниками питания. Идеальной заменой зеленого вольфрамового электрода является электрод E3®.
Цветовая маркировка чистого вольфрама:
- Зеленый = W – изготовлен из чистого вольфрама без каких-либо оксидных компонентов
WZr
Благодаря легирующему элементу оксид циркония этот вольфрамовый электрод снижает риск загрязнения сварочной ванны. Этот электрод для сварки TIG в основном используется для сварки переменным током, поскольку он не только в ограниченной степени подходит для сварки постоянным током. При сварке переменным током этот легирующий элемент обеспечивает очень стабильный купол. С другой стороны, вольфрамовый электрод с диоксидом циркония также не воспламеняется.
Цветовая кодировка с оксидом циркония:
- Белый = WZr 08 – с содержанием оксида циркония от 0,7 до 0,9 %
Есть вопросы по товару? Пожалуйста свяжитесь с нами.
Качество заточки и шероховатость электрода
Прежде чем использовать вольфрамовый электрод, его необходимо отшлифовать, поскольку помимо качества заточки на дугу влияет направление заточки. Важно при шлифовке иглы TIG: Направление шлифовки должно быть продольным (аксиальным) по отношению к электроду! Скос в поперечном направлении (радиальном) к электроду для сварки ВИГ вызывает очень беспокойную, нестабильную дугу. Кроме того, при неправильной заточке мельчайшие частицы вольфрама могут попасть в сварочную ванну и загрязнить ее. Аксиально отшлифованный вольфрамовый электрод имеет хорошие свойства воспламенения, стабильную дугу и благоприятную эмиссию электронов.
Геометрия наконечника электрода для сварки ВИГ
Универсальный электрод ABICOR BINZEL для сварки ВИГ E3 ® дает наилучшие результаты сварки, если он заточен под углом 60 градусов и используется в предполагаемом диапазоне тока. Более острые углы около 30 градусов больше подходят для нижнего диапазона тока. В этом случае лучше перейти на более тонкий электрод.
Более острые углы около 30 градусов больше подходят для нижнего диапазона тока. В этом случае лучше перейти на более тонкий электрод.
При более тупом угле шлифовки 60 градусов можно получить более узкую сварочную ванну, большую токонесущую способность и более длительный срок службы.
Выбор подходящего вольфрамового электрода для сварки ВИГ
В таблице ниже представлены наиболее распространенные типы вольфрамовых электродов, включая их пригодность и свойства. Этот обзор, несомненно, поможет вам выбрать подходящий электрод для сварки TIG для вашего собственного процесса сварки.
На рисунке ясно видно, что E3® может использоваться универсально и обладает лучшими свойствами во всех направлениях:
| E3 ® фиолетовый | WLa 15 золото | WLa 20 синий | WCe 20 серый | WP зеленый | WZr 08 белый | |
| Минусовой полюс постоянного тока | +++ | ++ | +++ | + | – | – |
| Переменный ток | +++ | + | + | + | + | ++ |
| Стабильность дуги | ++ | + | ++ | + | – | ++ |
| Воспламеняемость | ++++ | ++ | +++ | + | – | + |
| Срок службы | ++++ | ++ | +++ | + | + | ++ |
| Свариваемые высоколегированные стали | ++++ | +++ | +++ | +++ | – | – |
| Свариваемый алюминий | ++++ | + | + | + | ++ | ++ |
Есть вопросы по товару? Пожалуйста свяжитесь с нами.